Deformation Mechanisms in the Near-β Titanium Alloy Ti-55531
11
Click here to load reader
Transcript of Deformation Mechanisms in the Near-β Titanium Alloy Ti-55531

Deformation Mechanisms in the Near-b Titanium Alloy Ti-55531
MARTINA DIKOVITS, CECILIA POLETTI, and FERNANDO WARCHOMICKA
The hot formability of a near-b titanium alloy is studied near the b transus temperature todetermine the mechanisms of deformation. Compression tests of Ti-5Al-5Mo-5V-3Cr-1Zr arecarried out using a Gleeble�1500 device between 1036 K and 1116 K (763 �C and 843 �C) andstrain rates between 0.001 and 10 s�1. The achieved flow data are used to calculate the efficiencyof power dissipation, the strain rate sensitivity, and instability parameters derived from differentmodels. Constitutive equations are built using the stress values at the strain of 0.4. Light opticalmicroscopy and EBSD measurements are used to correlate the parameters that describeformability with the microstructure. It is found that hot deformation is achieved by dynamicrecovery in the b phase by subgrain formation. Geometric dynamic recrystallization along the bgrain boundaries takes place at large deformations, high temperatures, and low strain rates. Onthe other hand, for high strain rates, continuous dynamic recrystallization by lattice rotationalready starts at a local strain of 1. Different phenomenological models are used to predict theflow instabilities, where the flow-softening parameter ai provides the best correlation withmicrostructure as well as the physical understanding. The instabilities observed in this alloy arestrongly related to flow localization by adiabatic heat.
DOI: 10.1007/s11661-013-2073-4� The Minerals, Metals & Materials Society and ASM International 2013
I. INTRODUCTION
A. Near-b Titanium Alloys
NEAR-b titanium alloys show good corrosion resis-tance and workability together with a good combinationof high specific strength, ductility, and fatigue strength.They can retain a full b phase after quenching and exhibita lower b transus temperature (Tb) compared to manyother commercial titanium alloys. Due to these charac-teristics, these alloys are used in the production oflightweight parts for aircraft, automobile, and offshoreapplications by thermomechanical processes.[1,2] Lenainet al.[3] showed that the mechanical properties of theseproducts are strongly influenced by their microstructure,i.e., grain size and shape, phase volume fraction, grainorientation, and texture. Among three types of micro-structures which can be produced in titanium alloys(globular, lamellar, and bimodal), the globular micro-structure results in relatively high strength and ductilityand lower crack propagation properties. While a break-down of lamellae is achieved during the cogging process,the objective of the forging steps is to produce a productshape without defects, using low loads. Additionally, forstructural parts, a fine grain is desired.
The hot deformation of near-b titanium alloys has beenthe topicof studies inmanypreviousworks.The restoration
mechanisms which can occur during the deformation arerelated to the temperature, the strain rate, and the phasevolume fraction[4] as well as the distribution of the a phaseand the stacking fault energy of both phases. In titaniumalloys, dynamic recovery of the b phase is the dominantmechanism that occurs during deformation close to theTb,as determined for different alloys by metallographic obser-vation[5,6] and flow stress analysis.[7] However, Furuharaet al.[8] also determined that the presence of the a phaseenhances the dynamic recrystallization (DRX) of the bphase. As in any high stacking fault energy materials, suchas a-iron[9] and aluminum alloys,[10] continuous dynamicrecrystallization (cDRX)[11] and geometric dynamic recrys-tallization (gDRX) are expected at large strains.[12] Thesetwo phenomena take place by different mechanisms ascompared to DRX which occurs by nucleation and graingrowth. While cDRX requires progressive lattice rotationresulting in a progressive increment of the low-angle grainboundaries, gDRXoccursbypinchingoff theoriginalhigh-angle grain boundary. In cDRX, new grains are formedduringdeformationbyprogressive rotationof subgrains. IngDRX, high-angle grain boundaries (HAGB) get closerduring deformation until the serrated points come intocontact, splitting the grain into smaller grains in theorderofthe subgrain size. The final result of both processes is amicrostructure consistingmainly of high-angle boundaries.The study of hot formability of near-b-Ti alloys is
mainly concentrated in alloys containing Mo and Vamong other elements. Jones et al.[13,14] compared theprocessing parameter windows of Ti-5Al-5Mo-5V-3Cr(Ti5553) with Ti-10V-2Fe-3Al (Ti1023)[15] in isothermalforging conditions and showed that flow softening duringhot deformation is similar for both materials. On theother hand, Ti5553 showed higher strength values duringdeformation. Studies on a similar alloy, Timetal 555,[16]
determined that flow localization occurred due to a
MARTINADIKOVITS,Doctoral Student,andCECILIAPOLETTI,Head of the Materials Modelling and Simulation Research Group,Assistant Professor, are with the IWS, Graz University of Technology,Kopernikusgasse 24/I, 8010 Graz, Austria. Contact e-mail: [email protected] FERNANDOWARCHOMICKA, Postdoc Position,University Assistant, is with the IWS, Graz University of Technology, andalso with the Vienna University of Technology, Karlsplatz 13/E308, 1040Vienna, Austria.
Manuscript submitted March 18, 2013.Article published online November 7, 2013
1586—VOLUME 45A, MARCH 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

combination of microstructure changes and adiabaticheating belowTb. Flow localizationwasmainly caused bythe lack of restoration processes, as observed from thestrain rate sensitivity parameter values, which onlyreached values between 0.05 and 0.3 at a strain of 0.4.
B. Constitutive Equations and Processing Maps
The semi-empirical constitutive equations have beenused by many authors to describe the correlation amongthe stress, the strain rate, and the temperature duringhot deformation. Therefore, Sellars and McTegart[17]
proposed Eq. [1]. This is the mathematical expressionthat summarizes the power creep law at low strain ratesand the exponential law at large strain rates:
_e ¼ A1½sinh ðcrÞ�n exp�QRT
� �: ½1�
This equation can be rearranged to express flow stressin awide range of temperatures and strain rates for a givenstrain[18] by using the Zener–Hollomon parameter (Z):
A2½sinh ðcrÞ�n ¼ _e expQ
RT
� �¼ Z; ½2�
where A1, A2, c, and n are material constants, _e is thestrain rate, Q the activation energy, R the gas constant,r the stress value, and T the temperature. The aboveexpression can give an idea of the deformation mech-anism taking place by the n exponent and the diffusionprocess by the parameter Q. On the other hand, thisexpression is not specific enough to give informationabout the change of deformation mechanism withrespect to the strain rate, strain, and temperature. Thus,scientists from all over the world have been developingother methods to determine deformation mechanismmaps for strain rate, strain, and temperature.
The hot formability of metallic materials has beenstudied in the last few decades by means of processingmaps using the dynamic material model (DMM) devel-oped by Prasad et al.[19] In this procedure, parameters todescribe the formability are developed as a function oftemperature, strain, and strain rate using experimentalflow curves. The physical foundation as well as theinterpretation of this model is not clear and this hasgenerated controversies.[20,21] However, the simplicity ofthis model has resulted in its widespread use.
The model first presented in Reference 19 was latermodified by Murty and Rao[22] and Poletti et al.[23] Theprocessingmaps consist of two parameters, identified by gefficiency of the power dissipation and an instabilityparameter. The model is based on the separation of thetotal input power of dissipation P into the terms Gassociated with the plastic deformation and J related tomicrostructural changes:
PT;e ¼ r_e ¼ Gþ J ¼Z _e
0
rd_eþZr
0
_edr: ½3�
This partition of the power parameter is similar to thatstated by Malvern[24] for elastic deformation, although itis explicitly not recommended for plastic deformations.This partition was not proved for plastic deformation.Because J is associated with microstructural changes, theefficiency of power (g) is defined as the ratio between Jand Jmax obtained for an ideal linear dissipator:
g ¼ J
Jmax¼ 2J
P: ½4�
For the Prasad model and the modified DMM,[22] g isdefined in the same way, but it is calculated differentlyand named here as gPrasad and gM&R, respectively. Theg values can be calculated as[25,26]
gPrasad ¼2m
mþ 1; ½5�
gM&R ¼2J
P¼ 2ðP� GÞ
P¼ 2 1�
R _e0 rd_e
r_e
!½22�; ½6�
where m is the strain rate sensitivity defined as[27]
m ¼ @ ln r@ ln _e
� �T;e
: ½7�
In the case of flow instabilities, one approach statesthat instabilities occur when the calculated rate ofdeveloped entropy is larger than a maximum value asproposed by Ziegler.[28] This statement results in insta-bilities from the thermodynamic point of view when
@D
@ _e<
D
_e; ½8�
where D is the dissipation function.If the dissipation function is P, where the total power
is dissipated (D = P), as occurring in the steadystate,[20] then the instability condition is given by
m<0: ½9�
If it is claimed that J represents the microstructuralchanges, and if J is taken as the dissipative function(related to the microstructure), then D = J. In thiscase, Prasad[25] developed the following equation topredict flow instabilities:
n ¼@ log m
mþ1
� �@ log ð_eÞ þm<0; ½10�
and Murty et al.[29] predict instability for j < 0 as
j ¼ 2m
g� 1<0: ½11�
The equation proposed by Poletti et al.[23] to predictinstability directly from the DMM definition is
@J
@ _e<
J
_e; ½12�
jJ ¼@ ln Jð Þ@ ln _eð Þ � 1<0: ½13�
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, MARCH 2014—1587

In any case, the assumption of a type of microstructuraldissipation D = J is difficult to understand since theseparation ofP into the two terms in the plastic range wasnot proved. Finally, the Ziegler’s principle used in theDMM does not consider the dependence of the flow onthe temperature, and additionally the DMM is appliedonly in the steady state, as proposed by the hypothesis inReference 25.
Therefore, the authors decided to compare the presentresults with another instability parameter to get resultsindependent from the DMM. This alternative parameterproposed by Semiatin and Jonas[30] is called the flowlocalization parameter ai and is derived similar to the onedeveloped by Considere[31] for tension and modified byHart[32] for viscoplasticmaterials. The criterion determinesthat flow instability takes place beyond the force equilib-rium, taking intoaccount that the influenceof temperature,strain rate, and strain on the stress values can be describedindependently. The flow localization parameter is given by
ai ¼c0 � 1
m: ½14�
This parameter predicts instability if it is positive. In tita-nium alloys, Semiatin and Jonas[30] determined cata-strophic failure for ai values greater than 5, meaning notonly positive values but also small m values. The factor c¢is related to the flow-softening rate and is calculated as
c0 ¼ 1
rdrde
� �����_e
¼@r@e
� ���_e;Tdeþ @r
@T
� ���_e;edT
rde: ½15�
The strain and the temperature provoke flow instabilitywhen c¢ > 1. Flow softening by strain can be related todynamic recrystallization, adiabatic shear band forma-tion, flow localization, and damage. From these phe-nomena, only DRX will result in large m values and,thus, in very small positive ai values.
The processing map is constructed by superimposingthe instability map over the efficiency of dissipationmap, where good hot formability is given by high gvalues and no instabilities.
The objective of this work is to test the ability ofdifferent phenomenological models to predict micro-structural development during hot deformation of a near-b titanium alloy and to correlate the efficiency andinstability parameters with classical rheological parame-ters. Thus, the hot formability of Ti-5Al-5Mo-5V-3Cr-1Zr (Ti55531) by hot compression and metallographyover a large range of temperatures and strain rates isstudied, and processing maps and constitutive equationsare calculated. Finally, the correlation of the developedmicrostructure with the efficiency of power dissipationand different instability criteria is discussed.
II. MATERIAL AND PROCEDURE
A. Material
The chemical composition in wt pct of the studiedmaterial (Ti55531) consists of 5.04V, 5.51Al, 5.01Mo,
2.85Cr, 0.32Fe, 1.125Zr, 0.0655O, 0.0045C, 0.0085N,and balance of Ti.[33] Vanadium, molybdenum, chro-mium, and iron stabilize the b phase, while aluminum,carbon, oxygen, and nitrogen stabilize the a phase. TheTb for this alloy is about 1076 K (803 �C),[34] beinglower than that reported by Jones et al.[13] for Ti5553alloy with a Tb of 1118 K (845 �C), mainly due to its lowoxygen content and the addition of Zr.
B. Hot Deformation
Samples of Ti55531 were heat treated before hotcompression at the deformation temperatures for60 minutes in the a+ b field to achieve phase equilib-rium and for at least 10 minutes in the b field to obtainfully recrystallized grains.[34]
The hot deformation tests of cylindrical specimens of15 mm length and 10 mmdiameter were carried out usinga Gleeble�1500 machine. A lubricant consisting ofgraphite and a molybdenum foil was used between thesample and anvil to reduce the temperature gradient andfriction. The samples were heated at 5 K/s up to thedeformation temperature, held for 5 minutes, deformed,and finally water quenched, reaching a cooling rate largerthan 20 K/s at the surface of the sample down to 873 K(600 �C). The compression tests were carried out in thea+ b and b fields [1036 K to 1116 K (763 �C to 843 �C)],with 20 K (20 �C) increment and at strain rates from0.001 to 10 s�1 up to a true strain of 0.7. The temperatureduring the deformation was controlled with a K-thermo-couple which was welded in themiddle of the sample. Thechange in diameter was measured using a C-Gage locatedin the middle of each specimen to avoid a barreling effectin the stress values as explained in Reference 35.
C. Processing Maps
The processing maps were produced using Origin8.5G. The flow data at different strains were used tocalculate the efficiency (gPrasad, gM&R), the strain ratesensitivity (m), and instability (j, jJ, n, ai) parameters asa function of temperature and strain rate. For thedetermination of G using Eq. [6], the integral wascalculated with the trapezium rule. The m values werecalculated from log r and log _e plots at constanttemperature and constant strain, and fitted into apolynomial of the third order. The same rule was usedfor log J and log _e plots to calculate jJ.
D. Metallography
After deformation, the samples were cut along thecompression axes, embedded, ground, and polished to0.2 lm SiO2. Light optical microscopy (LOM) andelectron backscattered diffraction (EBSD) measure-ments were carried out to characterize both sub- andmicrostructures. The single-phase microstructureobserved by LOM was revealed after etching with Krollfor 25 seconds. EBSD measurements were carried out ata distance of 2 mm from the center of the sample, whichcorresponds to a local strain of 1 as calculated by finiteelement calculations (FEM) using DEFORM-2D�.[34]
1588—VOLUME 45A, MARCH 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

An accelerating voltage of 25 kV and a final workingdistance of 10 mm between sample and lens were used.The step size was fixed at 0.15 and 0.7 lm in the a+ band b fields, respectively. An angle of 15 deg was chosento separate high-angle from low-angle boundaries, i.e.,grain from subgrain boundaries. Subgrain sizes weremeasured from the EBSD images using the interceptmethod as described in Reference 36.
III. RESULTS
A. Flow Behavior
The flow curves at three different temperatures,1036 K, 1076 K, and 1116 K (763 �C, 803 �C, and843 �C), are shown in Figure 1 for the 5 strain rates from0.001 to 10 s�1. In general, stress decreased at increasingtemperature and decreasing strain rate. Peak stress wasobserved in all flow curves at moderate and low strainrates followed by slight strain hardening and thensoftening. This drop in the stress is related to a discon-tinuous yielding phenomenon as previously reported forthis alloy[34] and some metastable Ti alloys.[4,37,38] Thiseffect was more distinct for deformations in the b field.
The relative softening in percentage was calculated as100 9 (peak stress � stress value at 0.6 of strain)/(peakstress) as a function of the strain rate and the temperature,and is illustrated in Figure 2. Softening took place duringdeformation at almost all temperatures and strain rateswith the greatest softening occurring at low temperaturesandhigh strain rates. Some strengthening steady statewasachieved by deformation in the lowest strain rate range.The grade of recrystallization of the b phase is superim-posed over the softening isolines where a maximalrecrystallization grade (~3 pct) was reached duringdeformation at the lowest strain rate in the b field.
B. Microstructure
The microstructure of the as-received material con-sists of 30 pct globular a phase embedded in b grains, asreported by Reference 34. The microstructure consistedof 13 vol pct of a at 1036 K (763 �C) and 8 vol pct at1056 K (783 �C) before deformation.
The micrographs obtained with the light opticalmicroscope are shown in Figure 3 for samples at1116 K (843 �C) after heat treatment (a) without defor-
mation and (b) to (e) deformed up to a strain of 1 forfour different strain rates. The fully recrystallized b grainboundaries became regularly serrated influenced by thestrain rate. The developed serration consisted of waveshaving larger amplitude with decreasing strain rate.Figures 4 and 5 show examples of EBSD orientation
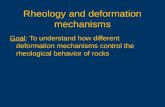
maps for samples deformed in the a+ b and b fields,respectively. A formation of substructure within the bgrains was observed for all temperatures, influenced bythe strain rate. The a phase took a preferential orien-tation almost perpendicular to the load during defor-mation in the a+ b field. Equiaxed b subgrains and newgrains free of misorientation or substructure with similarsize were observed. Samples deformed in the b fielddeveloped a change in the misorientation within thegrains, and b equiaxed subgrains formed only at theprior grain boundaries, except for samples deformed at10 s�1 (Figure 5(b)). Small new grains at the prior bgrain boundaries were observed, reaching a maximum of3 vol pct for 1096 K (823 �C) and 0.001 s�1 at 1 ofstrain. The mean misorientation within the grainsincreased with increasing the strain rate, while at veryhigh strain rates, deformation bands could be observed(Figure 5(c)). Figure 6 shows the Kernel average mis-orientation parameter maps for samples deformed at1116 K (843 �C) and for strain rates of 0.001 and 10 s�1.
Fig. 1—Flow curves for 3 different temperatures at a strain rate of a = 0.001 s�1, b = 0.01 s�1, c = 0.1 s�1, d = 1 s�1, and e = 10 s�1.
Fig. 2—Relative softening isolines as a function of strain rate andtemperature up to 0.6 of strain. Strengthening is represented by amuster in the low strain rate zone. Isoline values are expressed inpercentage. Furthermore, recrystallization grade is overlapped asdashed zones up to 0.7 of strain.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, MARCH 2014—1589

Fig. 3—LOM images of (a) non-deformed sample and (b through e) deformed samples at 1116 K (843 �C) and strain rates of (b) 0.001 s�1,(c) 0.01 s�1, (d) 1 s�1, and (e) 10 s�1 showing serrated grain boundaries; load direction is vertical.
Fig. 4—EBSD orientation maps after deformation at 1036 K (763 �C) and (a) 10 s�1 and (b) 0.001 s�1 and (c) at 1056 K (783 �C) and 0.001 s�1.a phase black, grain boundaries>15 deg: black; grain boundaries<15 deg: white. Arrows show examples of smaller grains without any substruc-ture or misorientation. Load direction is vertical.
Fig. 5—EBSD orientation maps of 3 samples deformed at (a) 0.001 s�1, 1116 K (843 �C), (b) 10 s�1, 1116 K (843 �C), and (c) 1 s�1, 1096 K(823 �C). Arrows show examples of smaller grains without any substructure or misorientation. Load direction is vertical.
1590—VOLUME 45A, MARCH 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

Maximal local misorientation values were reached closeto the HAGB at the lowest temperature of deformationand largest strain rate and strain.
The accumulated misorientation along the b grainsincreased toward the grain boundaries. This increment ismore noticeable when increasing strain rate and decreas-ing temperature as depicted in Figure 7. Similar behav-ior within the b grains was observed in both samplesdeformed below and above Tb.
C. Constitutive Equations and MicrostructuralCorrelations
The constitutive equations were calculated for bothdeformation regions using Eq. [2] as described by
Reference 34. For the deformation at a strain of 0.4, avalue of c = 0.008 MPa�1 was determined as the best fitfor the whole temperature range. The stress exponent nwas 3.45, similar to the one reported for other near-balloys[4,39] and the one achieved previously for this alloyin a narrower window of deformation.[34] The activationenergy, Q, obtained in the a+ b region was 226 kJ/mol,while for deformations above the b transus temperature,Q was 204 kJ/mol. These results show a good correla-tion between the Z parameter and the flow stress. Theconstitutive equation described in Eq. [1] can beexpressed as
_e¼ 3:93�109½sinhð0:008r0:4Þ�3:45 exp�226000
RT
� �; ½16�
Fig. 6—Kernel average misorientation map for samples deformed at 1116 K (843 �C) and (a) 0.001 s�1 and (b) 10 s�1. Load direction is vertical.
Fig. 7—Cumulative misorientation in the b phase for samples deformed at different strain rates at (a) 1036 K (763 �C) and (b) 1116 K (843 �C).
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, MARCH 2014—1591

in the a+ b field and
_e ¼ 4:80� 108½sinhð0:008r0:4Þ�3:45 exp�204000
RT
� �; ½17�
in the b field, for the whole range of strain rates and fora logarithmic strain of 0.4.
The Z parameter allowed the correlation of the meanb subgrain size (dss) with the deformation temperatureand strain rate, as used successfully in hot-deformedaluminum alloys.[40,41] Figure 8 shows this correlationand the following expression was extracted:
ln dSS ¼ �0:206 lnZþ 5:89: ½18�
D. Efficiency, Strain Rate Sensitivity, and Instability
The efficiency of power dissipation, the m, and theinstability parameters were calculated at the strain of 0.4using the models of Prasad and Murty and Rao, asillustrated in Figures 9(a) through (d). The m- andgPrasad values followed the same tendency, whereas somedifferences were observed in the gM&R values. Thehighest gPrasad and m values could be seen at low strainrates and low temperatures, while the largest gM&R
values were at moderate strain rate. In general, the gM&R
values were larger than the gPrasad ones. The instabilityflow was predicted by Prasad’s model in a small area athigh strain rates. Similarly, the jJ is negative at highstrain rates at temperatures between 1056 K and 1096 K(783 �C and 823 �C) and at low temperatures formoderate strain rates. The j calculated by the Murtyand Rao model predicted flow instability in a very largewindow at moderate to high strain rates for all temper-atures.
The gM&R map with the superimposed jJ values isplotted in Figure 10 as a function of the strain. Theprocessing maps were divided into four areas: 1) T>Tb
and low _e, 2) T>Tb and high _e, 3) T<Tb and low _e and4) T<Tb and high _e.
In Figure 11, the ai values are presented as a functionof strain rate and temperature for different strains.Positive ai values could be seen at high strain rate rangesfor the calculation when using both the strain andtemperature terms of Eq. [15], but the values were lowerthan 5. No positive values were found for the calculationwhen the temperature term was not included, as inFigures 11(b) and (d).
IV. DISCUSSION
A. Processing Map Models
The use of DMM is extended to different materialsand conditions since the easy flow data treatment resultsin a visual map of formability that can be used not onlyto give an idea of the deformation mechanisms but alsoto give a processing window for the industry. Althoughthe material is considered mainly dissipative, in theDMM, there is no explanation why and how J and Grepresent the microstructural changes and the heattransfer, respectively, and it cannot be derived fromany thermodynamic law.[20] Other works have demon-strated that the heat dissipation can be divided intointernal and external heat,[42] and although internal heatproduction can be associated to changes in the defectconfiguration (as for example dislocations), this cannotbe identified with J. Thus, why do these maps givereasonable regions of deformation? The answer lies inthe formulation of the parameters:
– The efficiency of dissipation parameter behaves withthe same tendency independent of the expressionused (Eqs. [5] and [6]). The gPrasad parameter is di-rectly related to the strain rate sensitivity m, whilethe correlation of m and gM&R is less trivial. In theschematic plot in Figure 12, gM&R represents thearea below the strain rate vs stress curve normalizedby P/2. Furthermore, the stress exponent n from theconstitutive equations can be obtained by fitting alldata in a range of strain rate by a power, exponen-tial, or a sinh equation type.[17] Finally, the partialderivative of the logarithm of stress by the logarithmof the strain rate gives us again the strain rate sensi-tivity parameter m. All these parameters tend toreach their maximum values in the same areas of theisoline maps (Figures 9(a) through (c)), suggestingthat these expressions are closely related to micro-structural behavior and thus to the deformationmechanisms governed by diffusive processes inviscoplastic materials.
– The instability parameters—the n and j parame-ters—are also related to m (Eqs. [10] and [11],respectively), while jJ is directly associated with J inEq. [13] and hence this term is mathematically moreaccurate as excluding m of its calculation. The insta-bility criterion developed by Semiatin and Jonas,[30]
on the other hand, is simply the expression of thesoftening occurring by strain and/or temperature,divided by the stabilizing parameter m. Thus, theparameter ai contains the temperature as a variable,assuming the softening effect due to the deformation
Fig. 8—b subgrain size as a function of the Zener–Hollomonparameter calculated at a strain of 0.4. Gray symbols represent sub-grain sizes at 1076 K (803 �C).
1592—VOLUME 45A, MARCH 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

parameters. Using the measured dT values, c¢ be-comes larger than one and consequently ai becomespositive for high strain rates during deformation inthe a+ b field (Figure 11(a)), where m is small.
Finally, concerning the instability parameters, it can beobserved that the ai maps show flow instabilities only athigh strain rates due to strong softening by thetemperature increment produced by adiabatic flow.
Fig. 9—Processing maps at a strain of 0.4 showing isolines of efficiency parameters and dashed instability zones as a function of temperatureand strain rate. (a) gPrasad and n (Eqs. [5] and [10]), (b) gM&R and j (Eqs. [6] and [11]), (c) m value (Eq. [7]), and (d) gM&R and jJ (Eq. [13]).
Fig. 10—Efficiency of power dissipation (gM&R) as a function of temperature and log strain rate for different strains (a) 0.3, (b) 0.4, and (c) 0.5;instability (jJ) = dashed zone.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, MARCH 2014—1593

Since no other type of damage was found in themicrostructure, or any kind of flow instability, it canbe concluded that this parameter is not only clearlyderived from classical flow localization models but alsocorrelates with the developed microstructure in goodagreement with other works of titanium alloys.[15,26]
B. Deformation Mechanism
All restoration phenomena during hot deformationmainly took place in the b phase due to its large amounteven at the lowest studied temperature (~ 85 vol pct).Thus, in the following paragraphs, the discussion willmainly be concentrated on the interpretation of thedevelopment of this phase during hot deformation.Although the constitutive equations can give some
information about the deformation mechanisms, thisapproach lacks sensitivity with respect to strain rate andtemperature since all are predicted in a range ofparameters. Furthermore, the equations are calculated
Fig. 11—Instability values (Eq. [14]) as a function of the temperature and strain rate for a strain of (a, b) 0.3 with and without the temperatureterm, respectively, and (c, d) 0.5 with and without the temperature term, respectively. Arrow shows positive alpha values.
Fig. 12—Schematic representation of the efficiency of power dissipa-tion, n and m values adjusted for experimental results (black circles).
1594—VOLUME 45A, MARCH 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A

for a given strain, where in some works it is referred toas the peak stress value. In this work, it was shown thatthe calculated Q values were higher than the self-diffusion value of the pure titanium b phase (135 to153 kJ/mol),[43,44] higher than others reported for somemetastable b and b-rich alloys deformed in the b field,[4]
and lower than other alloys deformed below the Tb.[4,7]
These differences should be associated to (1) theinfluence of alloying elements and (2) the amount andmorphology of a phase. The exponent value n = 3.45 isrelated to dislocations’ climbing and gliding, character-istic for phenomena such as dynamic recovery. Further-more, the a phase behaved as a hard particle in a softmatrix, pinning the dislocations and the grain boundarymovements, and thus the b subgrains cannot growbeyond the a grains.
The deformation mechanisms can also be correlatedwith m and the efficiency of dissipation parameters.These mechanisms can be summarized according to thefollowing strain rate ranges as follows:
– Deformation at low strain rates was governed by dy-namic recovery of the b phase, denoted by subgrainformation and larger values of m and efficiency ofdissipation, combined with stable flow behavior. Alow percentage, up to around 3 vol pct, of newgrains of subgrain size or smaller is formed alongthe prior b grain boundary by pinching off prior bHAGB, i.e., by gDRX. In addition to b grainboundaries (Figure 5(a)), a/b phase boundaries werecontributing to this mechanism below Tb (Fig-ure 4(b)). The higher m and g values at lower strainrates can also be characterized by a phase dissolu-tion during deformation if the starting microstruc-ture was not in equilibrium. As mentioned in thework of Reference 45, the lower content of a phaseat low strain rates can be related to a modificationof the equilibrium conditions due to the deformationor an acceleration of the dissolution of a, if thematerial is not in equilibrium before deformation.
The slow diffusion process of large and slow ele-ments such as molybdenum[46] can still produce atransformation of a into b if the equilibrium state isnot reached.
– The deformation mechanisms at high strain rateswere represented for all the temperatures by serra-tion at the b grain boundaries with a high frequencyand by an increment of the cumulative misorienta-tion toward the grain boundary. Some subgrainsand small new recrystallized grains formed onlyclose to prior grain boundaries, indicating that be-sides some localized dynamic recovery, dynamicrecrystallization by progressive lattice rotation(cDRX) took place by increasing the strain. At low-er temperatures and high strain rates, less restora-tion occurred. Furthermore, adiabatic heatingprovoked softening and instabilities as predicted bythe ai parameter.
A summary of the proposed deformation mechanisms aswell as representative microstructures is shown inFigure 13.
V. CONCLUSIONS
The near-b Ti55531 alloy has been studied during hotdeformation near the Tb over a wide range of strainrates. The flow stress behavior can be correlated with thedeformation parameters through the Zener–Hollomonparameter. The mechanism of restoration activatedduring deformation can be linked with n and Q,obtained by a sinh constitutive equation. These consti-tutive equations are less sensitive to the deformationtemperature and strain rate than all the used efficiencyand instability parameters such as m and ai. Flowinstabilities due to adiabatic flow are well predicted andeasily physically interpreted by the ai parameter. Largestrain rate sensitivity and efficiency values are shown at
Fig. 13—Summary of deformation mechanisms found up to a local strain of around 0.7.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 45A, MARCH 2014—1595

low strain rates, where diffusion-controlled mechanismstake place.
The use of the EBSD technique is essential todetermine the restoration mechanism activated duringdeformation. It helps to correlate the microstructurewith the efficiency and instability values represented inthe efficiency and instability maps and thus to determinethe main mechanisms of restoration:
+ Dynamic recovery of the b phase is the main mech-anism activated during deformation over the wholerange of temperatures and strain rates.
+ gDRX takes place at low strain rates and largestrains by pinching off the prior b grain boundaryto form new grains with similar size compared tothe subgrains at the deformation temperature andstrain rate.
+ Deformation bands form at moderate and higherstrain rates, produced by a continuous change inthe misorientation toward the grain boundariesduring deformation in the b field.
+ Evidence of cDRX by lattice rotation was observedat high strain rates. Small grains are formed at theprior b grain boundary at large values of strain.
ACKNOWLEDGMENTS
The authors would like to thank to the FWF (Aus-trian Science Fund) for supporting project P22238-N22, Bohler Schmiedetechnik for the provision of thematerial, and the USTEM (Vienna University of Tech-nology) for the provision of the FEG-SEM EBSDfacilities.
REFERENCES1. M. Peters and C. Leyens: Titan und Titanlegierungen, Wiley-VCH,
Koln, 2002, pp. 139–61.2. R.R. Boyer and R.D. Briggs: J. Mater. Eng. Perform., 2005,
vol. 14, pp. 681–85.3. A. Lenain, N. Clement, M. Veron, and P.J. Jacques: J. Mater.
Eng. Perform., 2005, vol. 14, pp. 722–27.4. I. Weiss and S.L. Semiatin: Mater. Sci. Eng. A, 1998, vol. 243,
pp. 46–65.5. T. Furuhara, Y. Toji, and T. Maki: in Ti-2003: Science and
Technology, G. Luetjering and J. Albrecht, eds., Wiley-VCH,Weinheim, 2004, pp. 1219–26.
6. D.G. Robertson and H.B. McShane: Mater. Sci. Technol., 1997,vol. 13, pp. 575–83.
7. D.G. Robertson and H.B. McShane: Mater. Sci. Technol., 1998,vol. 14, pp. 339–45.
8. T. Furuhara, B. Poorganji, H. Abe, and T. Maki: JOM, 2007,vol. 59, pp. 64–67.
9. G. Glover and C.M. Sellars: Metall. Trans., 1973, vol. 4, pp. 765–75.
10. C. Poletti, M. Rodriguez-Hortala, M. Hauser, and C. Sommitsch:Mater. Sci. Eng. A, 2011, vol. 528, pp. 2423–30.
11. S. Gourdet and F. Montheillet: Mater. Sci. Eng. A, 2000, vol. 283,pp. 274–88.
12. M.E. Kassner and S.R. Barrabes: Mater. Sci. Eng. A, 2005,vols. 410–411, pp. 152–55.
13. N.G. Jones, R.J. Dashwood, D. Dye, and M. Jackson: Mater. Sci.Eng. A, 2008, vol. 490, pp. 369–77.
14. N.G. Jones, R.J. Dashwood, D. Dye, and M. Jackson: Metall.Mater. Trans. A, 2009, vol. 40A, pp. 1944–54.
15. M. Jackson, N.G. Jones, D. Dye, and R.J. Dashwood: Mater. Sci.Eng. A, 2009, vol. 501, pp. 248–54.
16. V. Venkatesh, M. Kamal, and J. Fanning: in Ti-2007: Science andTechnology, M. Ninomi, S. Akiyama, M. Ikeda, M. Hagiwara, andK. Maruyama, eds., The Japan Institute of Metals, Kyoto, 2007,pp. 503–06.
17. C.M. Sellars and W.J. McTegart: Acta Metall., 1966, vol. 14,pp. 1136–38.
18. H.J. McQueen and N.D. Ryan: Mater. Sci. Eng. A, 2002, vol. 322,pp. 43–63.
19. Y.V.R.K. Prasad, H.L. Gegel, S.M. Doraivelu, J.C. Malas, J.T.Morgan, K.A. Lark, and D.R. Barker: Metall. Trans. A, 1984,vol. 15A, pp. 1883–92.
20. F. Montheillet, J.J. Jonas, and K.W. Neale: Metall. Mater. Trans.A, 1996, vol. 27A, pp. 232–35.
21. S. Gosh: Metall. Mater. Trans. A, 2000, vol. 31A, pp. 2973–74.22. N.S.V.S. Murty and N.B. Rao: J. Mater. Sci. Lett., 1998, vol. 17,
pp. 1203–05.23. C. Poletti, J. Six, M. Hochegger, H.P. Degischer, and S. IIie: Steel
Res. Int., 2011, vol. 82, pp. 710–18.24. L.E. Malvern: Introduction to the Mechanics of a Continuous
Medium, Prentice-Hall, Englewood Cliffs, NJ, 1969.25. Y.V.R.K. Prasad: Metall. Mater. Trans. A, 1996, vol. 27A,
pp. 235–36.26. Y.V.R.K. Prasad and T. Seshacharyulu: Mater. Sci. Eng. A, 1998,
vol. 243, pp. 82–88.27. H. Conrad: High-Strength Materials, Wiley, New York, 1964.28. H. Ziegler: An Introduction to Thermomechanics, 2nd ed., North-
Holland Publishing Company, Amsterdam, 1983.29. N.S.V.S. Murty, N.B. Rao, and B.P. Kashyap: J. Mater. Process.
Technol., 2005, vol. 166, pp. 279–85.30. S.L. Semiatin and J.J. Jonas: Formability and Workability of
Metals: Plastic Instability and Flow Localization, 1st ed., ASMInternational, Materials Park, OH, 1984.
31. A. Considere: L’Emploi du fer et de l’acier dans les constructions.Annales de Ponts et Chaussees, 1885, vol. 9, pp. 574–775.
32. E.W. Hart: Acta Metall., 1967, vols. 15–2, pp. 351–55.33. Ti-5Al-5Mo-5V-3Cr-1Zr, Materials Supplier Receiving Inspection
Report, VSMPO.34. F. Warchomicka, C. Poletti, and M. Stockinger: Mater. Sci. Eng.
A, 2011, vol. 528, pp. 8277–85.35. C. Poletti, H.P. Degischer, S. Kremmer, and W. Marketz: Mater.
Sci. Eng. A, 2008, vol. 486, pp. 127–37.36. ASTM E112: 10 Standard Test Methods for Determining Average
Grain Size.37. I. Philippart and H.J. Rack: Mater. Sci. Eng. A, 1998, vol. 243,
pp. 196–200.38. M.N. Vijayshankar and S. Ankem: in Ti-1992: Science and Tech-
nology, F.H. Froes and I. Caplan, eds., The Minerals, Metals &Materials Society, Warrendale, 1993, pp. 1733–39.
39. F. Montheillet, D. Dajno, N. Come, E. Gautier, A. Simon, P.Audrerie, A.-M. Chaze, and Ch. Levaillant: in Ti-1992: Scienceand Technology, F.H. Froes and I. Caplan, eds., The Minerals,Metals & Materials Society, Warrendale, 1993, pp. 1347–54.
40. A. Guzel, A. Jager, F. Parvizian, H.-G. Lambers, A.E. Tekkaya,B. Svendsen, and H.J. Maier: J. Mater. Process. Technol., 2012,vol. 212, pp. 323–30.
41. C. Poletti, T. Wojcik, and C. Sommitsch: Metall. Mater. Trans. A,2013, vol. 44A, pp. 1577–86.
42. Z. Mroz and W. Oliferuk: Int. J. Plast., 2002, vol. 18, pp. 379–97.43. N.E. Walsoe de Reca and C.M. Libanati: Acta Metall., 1968,
vol. 16, pp. 1297–305.44. J.F. Murdock, T.S. Lundy, and E.E. Stansbury: Acta Metall.,
1964, vol. 12, pp. 1033–39.45. C. Poletti, F. Warchomicka, M. Dikovits, and S. Großeiber:
Mater. Sci. Forum, 2012, vol. 710, pp. 93–100.46. A. Dehghan-Manshadi and R.J. Dippenaar: Mater. Sci. Eng. A,
2011, vol. 528, pp. 1833–39.
1596—VOLUME 45A, MARCH 2014 METALLURGICAL AND MATERIALS TRANSACTIONS A