Characterization and mechanical properties of the duplex coatings produced on steel by electro-spark...
6
Characterization and mechanical properties of the duplex coatings produced on steel by electro-spark deposition and micro-arc oxidation Salih Durdu ⁎, Salim Levent Aktuğ, Kemal Korkmaz The Department of Materials Science and Engineering, Gebze Institute of Technology, Gebze, Kocaeli, 41400, Turkey abstract article info Article history: Received 13 August 2013 Accepted in revised form 4 October 2013 Available online xxxx Keywords: Electro-spark deposition (ESD) Micro-arc oxidation (MAO) Duplex coating Mechanical properties In this study, the ESD (electro-spark deposition) and the MAO (micro-arc oxidation) processes were used to improve the mechanical properties and the tribological performance of steel. This study has focused on forming a duplex surface coating on the steel. The ESD method was carried out a titanium alloy (Ti6Al4V) deposit layer on the steel substrates at the first step, and then the MAO process was employed to improve properties of the titanium alloyed layer at the second step. Phase structure, surface morphology, elemental composition, hardness, adhesion strength and tribological property of the ESD and the ESD+MAO coating (the duplex coating) were analyzed by X-ray diffraction (XRD), scanning electron microscope (SEM), energy dispersive spectroscopy (EDX), micro Vickers tester, micro scratch tester and tribometer, respectively. The XRD results indicated that the duplex coating consists of α-Al 2 O 3 (corundum) and γ-Al 2 O 3 phases while AlFe 3 , TiN and AlTi 3 phases were detected in the ESD coating. The hardness of the duplex coating was significantly improved compared to the uncoated steel and the ESD coating. The adhesion strength of the duplex coating was greater than the ESD coating due to the existence of high hardness and high thickness. In addition, the tribological properties of the ESD and the duplex coatings were significantly improved with compared to the uncoated steel. Crown Copyright © 2013 Published by Elsevier B.V. All rights reserved. 1. Introduction Titanium and its alloys have high strength to weight ratio, great corrosion resistance, excellent mechanical properties and bio- compatibility [1–3]. Thus, titanium and its alloys have been used in aerospace, marine, chemical, petrochemical, sports and biomedicine industries because of their outstanding properties [4,5]. However, titanium and its alloys limit to their various applications such as engineering components because they exhibit poor tribological properties such as high and unstable friction coefficients, strong tendency to adhesion, low fretting wear resistance and poor corrosion resistance in some aggressive corrosive environment such as hot chloride solutions [6]. These properties were improved by using some surface engineering methods such as ion implantation [7], thermal oxidation [8], chemical or physical vapor deposition (CVD, PVD) [9,10], magnetron sputtering techniques [11] or the duplex surface treatments [12]. However, these methods are very expensive and difficult to produce complex shaped component. The high cost of titanium and its alloys is another restriction for their use of those applications compared to aluminum and steel alloys which are low cost materials. The micro-arc oxidation (MAO), also known as plasma electrolytic oxidation (PEO), combines the high voltage spark and electrochemical oxidation. This is a relatively convenient and effective technique to deposit various functional ceramic coatings with porous structures on the surfaces of Ti, Al, Mg and their alloys [13–15]. The MAO coatings on titanium and its alloys provide high hardness, excellent wear resistance and excellent corrosion resistance in terms of high manufacturability and economic efficiency [16–19]. In addition, the MAO forms an oxide film that strongly adheres to a metal substrate with complex geometries [20]. In this study, a duplex coating on St35 steel was produced by using electro-spark deposition (ESD) and micro-arc oxidation (MAO) methods. The ESD method was carried out in order to deposit a titanium alloy (Ti6Al4V) layer on the steel (St35) substrates at the first step. And then, Al 2 O 3 based on a duplex layer was formed to improve mechanical and tribological properties of the titanium alloyed layer on the ESD surface by MAO process at the second step. The mechanical and tribological properties of the ESD and the duplex coatings were investigated in detail. 2. Experimental details 2.1. Materials and methods The Ti6Al4V alloy, which was selected as an electrode, is deposited on a steel (St35) substrate in the ESD process experiments. Tables 1 Surface & Coatings Technology xxx (2013) xxx–xxx ⁎ Corresponding author at: Gebze Institute of Technology, The Department of Materials Science and Engineering, Gebze Institute of Technology, Cayirova Kampus, Gebze, Kocaeli, 41400, Turkey. Tel.: +90 2626052689; fax: +90 2626058490. E-mail addresses: [email protected], [email protected] (S. Durdu), [email protected] (S.L. Aktuğ), [email protected] (K. Korkmaz). SCT-18918; No of Pages 6 0257-8972/$ – see front matter. Crown Copyright © 2013 Published by Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.surfcoat.2013.10.004 Contents lists available at ScienceDirect Surface & Coatings Technology journal homepage: www.elsevier.com/locate/surfcoat Please cite this article as: S. Durdu, et al., Surf. Coat. Technol. (2013), http://dx.doi.org/10.1016/j.surfcoat.2013.10.004
Transcript of Characterization and mechanical properties of the duplex coatings produced on steel by electro-spark...

Surface & Coatings Technology xxx (2013) xxx–xxx
SCT-18918; No of Pages 6
Contents lists available at ScienceDirect
Surface & Coatings Technology
j ourna l homepage: www.e lsev ie r .com/ locate /sur fcoat
Characterization and mechanical properties of the duplex coatings produced on steelby electro-spark deposition and micro-arc oxidation
Salih Durdu ⁎, Salim Levent Aktuğ, Kemal KorkmazThe Department of Materials Science and Engineering, Gebze Institute of Technology, Gebze, Kocaeli, 41400, Turkey
⁎ Corresponding author at: Gebze Institute of TechnologScience and Engineering, Gebze Institute of Technology, C41400, Turkey. Tel.: +90 2626052689; fax: +90 2626058
E-mail addresses: [email protected], sdurdu@[email protected] (S.L. Aktuğ), [email protected] (K
0257-8972/$ – see front matter. Crown Copyright © 2013http://dx.doi.org/10.1016/j.surfcoat.2013.10.004
Please cite this article as: S. Durdu, et al., Sur
a b s t r a c t
a r t i c l e i n f oArticle history:Received 13 August 2013Accepted in revised form 4 October 2013Available online xxxx
Keywords:Electro-spark deposition (ESD)Micro-arc oxidation (MAO)Duplex coatingMechanical properties
In this study, the ESD (electro-spark deposition) and the MAO (micro-arc oxidation) processes were used toimprove the mechanical properties and the tribological performance of steel. This study has focused on forminga duplex surface coating on the steel. The ESDmethodwas carried out a titanium alloy (Ti6Al4V) deposit layer onthe steel substrates at the first step, and then the MAO process was employed to improve properties of thetitanium alloyed layer at the second step. Phase structure, surfacemorphology, elemental composition, hardness,adhesion strength and tribological property of the ESD and the ESD+MAO coating (the duplex coating) wereanalyzed by X-ray diffraction (XRD), scanning electron microscope (SEM), energy dispersive spectroscopy(EDX), micro Vickers tester, micro scratch tester and tribometer, respectively. The XRD results indicated thatthe duplex coating consists of α-Al2O3 (corundum) and γ-Al2O3 phases while AlFe3, TiN and AlTi3 phases weredetected in the ESD coating. The hardness of the duplex coating was significantly improved compared to theuncoated steel and the ESD coating. The adhesion strength of the duplex coatingwas greater than the ESD coatingdue to the existence of high hardness and high thickness. In addition, the tribological properties of the ESD andthe duplex coatings were significantly improved with compared to the uncoated steel.
Crown Copyright © 2013 Published by Elsevier B.V. All rights reserved.
1. Introduction
Titanium and its alloys have high strength to weight ratio, greatcorrosion resistance, excellent mechanical properties and bio-compatibility [1–3]. Thus, titanium and its alloys have been used inaerospace, marine, chemical, petrochemical, sports and biomedicineindustries because of their outstanding properties [4,5]. However,titanium and its alloys limit to their various applications such asengineering components because they exhibit poor tribologicalproperties such as high and unstable friction coefficients, strongtendency to adhesion, low fretting wear resistance and poor corrosionresistance in some aggressive corrosive environment such as hot chloridesolutions [6]. These properties were improved by using some surfaceengineering methods such as ion implantation [7], thermal oxidation[8], chemical or physical vapor deposition (CVD, PVD) [9,10], magnetronsputtering techniques [11] or the duplex surface treatments [12].However, these methods are very expensive and difficult to producecomplex shaped component. The high cost of titanium and its alloys isanother restriction for their use of those applications compared toaluminum and steel alloys which are low cost materials.
y, The Department of Materialsayirova Kampus, Gebze, Kocaeli,490.e.edu.tr (S. Durdu),. Korkmaz).
Published by Elsevier B.V. All rights
f. Coat. Technol. (2013), http:
The micro-arc oxidation (MAO), also known as plasma electrolyticoxidation (PEO), combines the high voltage spark and electrochemicaloxidation. This is a relatively convenient and effective technique todeposit various functional ceramic coatings with porous structures onthe surfaces of Ti, Al, Mg and their alloys [13–15]. The MAO coatings ontitanium and its alloys provide high hardness, excellent wear resistanceand excellent corrosion resistance in terms of high manufacturabilityand economic efficiency [16–19]. In addition, the MAO forms an oxidefilm that strongly adheres to a metal substrate with complex geometries[20].
In this study, a duplex coating on St35 steel was produced by usingelectro-spark deposition (ESD) and micro-arc oxidation (MAO)methods. The ESDmethodwas carried out in order to deposit a titaniumalloy (Ti6Al4V) layer on the steel (St35) substrates at the first step.And then, Al2O3 based on a duplex layer was formed to improvemechanical and tribological properties of the titanium alloyed layer onthe ESD surface by MAO process at the second step. The mechanicaland tribological properties of the ESD and the duplex coatings wereinvestigated in detail.
2. Experimental details
2.1. Materials and methods
The Ti6Al4V alloy, which was selected as an electrode, is depositedon a steel (St35) substrate in the ESD process experiments. Tables 1
reserved.
//dx.doi.org/10.1016/j.surfcoat.2013.10.004

Table 1Chemical composition of St 35 steel substrate (wt. %).
C Si Mn Cr Ni Mo Cu Co Fe
0.14 0.28 0.81 0.25 0.17 0.02 0.03 0.01 Balance
Table 2Chemical composition of Ti6Al4V alloy (wt. %).
Al V Fe Si C N H O Ti
5.5 4.5 0.3 0.15 0.10 0.05 0.015 0.15 Balance
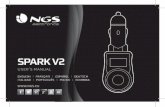
Fig. 2. Schematic representation of micro-arc oxidation (MAO) coating system set up.
2 S. Durdu et al. / Surface & Coatings Technology xxx (2013) xxx–xxx
and 2 show the chemical compositions of St35 steel and Ti6Al4V alloys,respectively. The electrode has a cross-section of 3×5mm2 and the steelsubstrate samples are in the form of rectangular plates with thedimensions of 3mm×20mm×25mm. After the ESD process, some ofthese samples were used for MAO process.
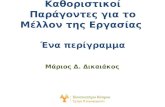
In this study, a special electro spark deposition (ESD) machine wasoperated at the first step. Power consumption was 180 W and theoutput of stabilized voltage was kept constant at 40V. The ESD coatingsystem was described in detail in our previous studies [21,22]. TheESD process was performed using a hand-held applicator in unipolarmode under constant temperature as seen in Fig. 1. In the system, thevoltage dropped at the inter electrode gap (17 V) and the amount ofelectricity (3 C) was kept constant. The ESD process was conducted inair with a series of rectangular pulses of duration time of 100 μs, andthe amplitudes of current 100 A. The frequencies of pulses wereestimated as 100 Hz by considering the requirement of maintainingthe constant electricity (3 C) of process.
The MAO with the application of bipolar impulses was used for thefabrication of oxide layer on titanium coated steel samples at the secondstep. Electrolyte solution was prepared bymixing 1.65g/L Na3PO4, 8g/LNaAlO2 in distilled water. The MAO process was carried out bytransforming metal oxidation on the surfaces of steel samples whichwere coated Ti6Al4V alloy by using ESD technique. In the experimentsof MAO process (Fig. 2), cathodic and anodic voltage were applied asUc = 160 V and Ua = 550 V, respectively and the electrical energy offlux which was chosen in respect to the area of sample surfaces was1.8 μF/cm2. The treatment time was 30min, since the rate of the coatinggrowth was about 0.6–0.7μm/min.
Fig. 1. Schematic representation of electro-spark deposition (ESD) coating system set up.
Please cite this article as: S. Durdu, et al., Surf. Coat. Technol. (2013), http
2.2. Characterization of the coatings
The thickness of the ESD and the duplex coatings was measuredby using an eddy current method (Fischer Dualscope MP40) at 50randomly selected locations. The surface roughness measurementswere conducted by using a profilometer (SJ-400 Mitutoyo) with aprecision of 0.01μm after the ESD and the MAO processes. The averageroughness values (Ra) of five measurements were reported for allsurfaces of the samples. Investigation of the surface morphology andits quality (porosity, fracture, etc.) on the ESD and the duplex coatingsconducted samples was performed using a scanning electronmicroscope(SEM, Philips XL 30 SFEG). In addition, the EDX spectrum analyses wereperformed using the embedded EDX digital controller and softwareattached to the SEM. The phase composition of steel, Ti6Al4V, the ESDand the ESD+MAO layers were investigated by using XRD (Bruker D8
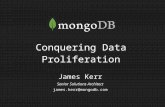
Fig. 3. The surfacemorphologies of the coating surfaces: (a) the ESD technique and (b) theMAO process.
://dx.doi.org/10.1016/j.surfcoat.2013.10.004

Fig. 4. The X-ray diffraction patterns of uncoated and the coated surfaces: (a) St35 steel,(b) Ti6Al4V alloy before ESD process, (c) ESD coating and (d) the duplex coating.
Table 3EDX — elemental composition results of the ESD coating and the duplex coating (at. %).
Elements ESD coating (at. %) ESD+MAO based duplex coating (at. %)
Fe 39.06 0.67Ti 19.67 0.31Al 2.88 36.58V 1.48 –
O 36.92 58.78Na – 0.96P – 2.69
Fig. 6. The variations of averagemicrohardness of St35 steel substrate, ESD coating and theduplex coating.
3S. Durdu et al. / Surface & Coatings Technology xxx (2013) xxx–xxx
Advance). The XRD pattern measurements were conducted in the rangeof 20° to 90°, at scanning speed of 2° min−1. The cross sections of thecoatings were polished for hardness (HV) test measurements. Thesemeasurements were performed by microhardness tester (Anton PaarMHT-10) at a load of 100g and a loading time of 5 s. The metallographicanalysis was carried out using an optical microscope (Zeiss Axio ImagerM1m). The adhesion strengths of the coatings were determined bymicro/macro scratch tester (Nanovea Series). During the test, a linearly
Fig. 5. The cross-sectional morphology and line-scan EDX analysis of two layers in the duple(3) MAO coating region and (4) epofix resin region (for interpretation of the references to colo
Please cite this article as: S. Durdu, et al., Surf. Coat. Technol. (2013), http:
increasing load was applied to a static indenter at a loading rate of60 N/min, while the sample was moved with a table at a speed of6 mm/min. At the same time, the friction forces were recorded. ARockwell C diamond indenter with a radius of 200 μm was used atthe test, and the scratch load was applied from 0 N and stopped at60N during test. A standard ball-on-disk tribometer (CSM Instruments)was employed to investigate the tribological behaviors of steel, Ti6Al4Valloy deposited and micro-arc oxidized samples. Friction coefficient ofthe coatings was evaluated by the software of the tribometer. The drysliding wear test experiments were performed under constant pressureat room temperature and at a relative humidity of 50 ± 2%. A WC ballwith a diameter of 6 mm was loaded with constant loads of 10 N withthe sliding speed of 10 cm/s, the distance of 100 m and amplitude of17mm.
3. Results and discussion
The surfacemorphology of a coating processed by the ESDmethod isshown in Fig. 3a. The irregularity and roughness of the ESD surfaceprove that the process is successfully done. This is characteristic featureof the ESD process [21]. The surface morphology of a coating processed
x coating produced by ESD and MAO processes: (1) St35 region, (2) ESD coating region,r in this figure legend, the reader is referred to the web version of the article).
//dx.doi.org/10.1016/j.surfcoat.2013.10.004

Fig. 7. The load–distance curves and optical micrograph images for scratch test (a) ESD coating and (b) the duplex coating.
4 S. Durdu et al. / Surface & Coatings Technology xxx (2013) xxx–xxx
by MAO method is shown in Fig. 3b. There are many pores and craterlike structures on surface of the coating produced by MAO. The size ofpores increases while the number of pores decreases on surface alongthe MAO process. Micro discharge channels occur onto the surface ofthe ESD coating at theMAO. The discharge events appear to be irregularon the surface of the substrate which results in the formation of coatingdefects like surface roughness, flakes, voids, cavities, and volcano-likefeatures. When a discharge is extinguished, it leaves pores on thecoating surface. Thus the MAO coatings usually show a porous surfacelayer, while the porous surface can be traceable to the high temperaturein the discharge channels during the process [23]. As a result, the surfaceof the micro-arc oxidized coatings is very rough and porous due to theexistence of the sparks in micro discharge channels during the MAOprocess [14] as seen in Fig. 3b. According to the profilometer results,average roughness values (Ra) for the coatings produced by ESD and
Table 4Experimental scratch test results obtained at 500 μm radius for the ESD coating and the duplex
Sample Averagethickness (μm)
Averagehardness (HV)
Lc1
Normalload (N)
Frictionalforce (N)
Di(m
The ESD coating 17.5± 3 510 15.199 3.966 1.The duplex coating 32.3± 5 940 29.530 5.493 2.
Please cite this article as: S. Durdu, et al., Surf. Coat. Technol. (2013), http
ESD+MAO were measured as 4.80 μm and 6.92 μm, respectively.Thus, the duplex coating found to be rougher than the ESD coating.
The XRD patterns of the uncoated and coated surfaces are shown inFig. 4, which reveals the present phases in the coatings. The Ti peakswere detected in the Ti6Al4V alloy. Al and V could not be detected byXRD because they are not a phase structure in Ti6Al4V alloy. Accordingto the XRD pattern of coating obtained by ESD process, the coating layerconsists of majorly AlFe3 (aluminum ferrate) and TiN (osbornite)phases, and minorly α-Fe and AlTi3 (aluminum titanate) phases. It isclear that theα-Fe phase belongs to steel substrate and the other phasesare accepted as a result of the ESD process. The presence of the AlFe3phase is related to the alloying of the coating and the steel substrate. Itcould be thought that the formation of TiN phase is due to the ESDprocess in open air. It is clear that the ESD+MAO based the duplexcoating layer mainly consisting of stable α-Al2O3 (corundum) and
coating.
Lc2 Lc3
stancem)
Normalload (N)
Frictionalforce (N)
Distance(mm)
Normalload (N)
Frictionalforce (N)
Distance(mm)
533 33.196 8.376 3.298 36.123 7.438 3.610921 35.975 5.945 3.578 50.932 12.849 5.059
://dx.doi.org/10.1016/j.surfcoat.2013.10.004

Fig. 8. The variations of friction coefficient against to the sliding distance of St35 steel, ESDcoating and the duplex coating (for interpretation of the references to color in this figurelegend, the reader is referred to the web version of the article).
5S. Durdu et al. / Surface & Coatings Technology xxx (2013) xxx–xxx
metastable γ-Al2O3 asmajor phases. And also, the TiN, TiAl2O5 andα-Feexist as minor phases in the duplex coating structure. Especially,α-Al2O3 contributes to the increase of hardness of the duplex coatingas seen in Fig. 5 due to its high hardness [24].
The surface elemental composition results of the ESD coating andthe duplex coating are given in Table 3 by EDX analysis. As it is expected,Ti, Al, V and Fe elements present in the ESD alloying layer and also Oelements present due to the ESD process. Ti, Fe and O exist as majorelements on the surface while the amount of Al and V is very low.Also, Al, O, Ti, Fe, Na and P elements were found in the duplex coatingstructure. The Al and O as major elements and Na, P and Ti elementswere detected in the coating produced in sodiumaluminate and sodiumphosphate solution byMAO process. The origin of the Na and P could beNaAl2O3 and Na3PO4 based electrolyte during the MAO process. Thereare two layers (the duplex structure) in the coating produced by ESDand MAO processes as seen in Fig. 5. According to the elementalgraph, the amount of Ti and Al decreases from the ESD coating surfaceto the St35 substrate, while the amount of Fe increases as expected atsteel substrate. The main structure is the distribution of Ti, Al and Feelements. This implies a formation of AlFe3 and AlTi3 based coating inthe inner layer. Moreover, the amount of Al and O increases from theESD coating to the ESD+MAO interface region and it reachesmaximumvalue through the MAO region. The presence of Al and O in the outerlayer contributes to the formation of α-Al2O3 and γ-Al2O3 during theMAO process. There are ESD and MAO based two layers in the duplexcoating and these layers are nonuniform along the cross section as seenin Fig. 5. The average thickness values of the ESD coating and the duplexcoating were evaluated as 17.5±3μm and 32.3±5μm, respectively.
The cross sectional microhardness results of the St35 steel, the ESDand the duplex coatings is illustrated in Fig. 6. The average values anderror varianceswere calculated based on 10 randommeasurement pointsonto cross section of the coatings. The average microhardness values ofuncoated St35 steel and coated samples by only ESD process and theESD+MAO processes were determined as 270 ± 13.5, 510 ± 25.5and 940±47 HV, respectively. After both coating processes, a significantincrease in the hardness is seen as a result of coating processes. Thehardness value depends on various parameters such as phasecomposition and microstructure. The average microhardness values ofthe ESD and the duplex coatings are greater than uncoated St35 steel,because these coatings mainly consists of phases with high hardnesssuch as AlFe3, AlTi3, TiN, α-Al2O3 and γ-Al2O3. Especially, the averagemicrohardness of the duplex coating was significantly improved to theESD coating although the coating layer produced by ESD is denser thanthe one produced byMAO layer. These results are related to the presenceof α-Al2O3 (corundum) and γ-Al2O3 phases in the microstructure of theMAO layer. The duplex coating mainly consists of α-Al2O3 phase withhigh hardness and metastable γ-Al2O3. The corundum phase which hastheoretical hardness value with 2500 HV [25] is a stable phase of Al2O3.Therefore, the corundum phase enhances the average hardness of theduplex coating. As a result of this improvement, average hardness of theduplex coating is greater than the one produced by ESD method.
Fig. 7a and b illustrate the load–distances curves and opticalmicrographs at which the failure occur for the ESD and the duplexcoatings, respectively. Results of the experimental scratch test are givenin Table 4. The initial cracking, extensive cracking and delamination ofthe coating from the steel surface are represented by Lc1, Lc2 and Lc3,respectively. The failures of the coatings occurred were determined byoptical microscopic examination of the scratch track after the test. Thecritical load values measured by the scratch test are characteristic valuesfor each coating. The critical load values of the duplex coating are greaterthan the ones of ESD coating because the duplex coating is thicker andharder than the ESD coating. It can be concluded that this critical loadvalues depend on phase structure, thickness and microstructure of thecoatings. Therefore, the duplex coating with high hardness and highthickness has high load carrying capacity. As a result, the duplex coatingexhibits excellent adhesion strength compared to the ESD coating.
Please cite this article as: S. Durdu, et al., Surf. Coat. Technol. (2013), http:
The variations of the friction coefficient with sliding distance forcoated and uncoated samples are shown in Fig. 8. At the first stages ofwear test, the friction coefficient of uncoated steel quickly increases tocreate a trace on the surface. After the trace occurs on the surface, itquickly decreases and remains constant with sliding distance during thewear test. Especially, the coated samples exhibit a nonlinear behaviorin the friction coefficient during the sliding wear test. This could beconnected to the porous and rough structure of the surface. The frictioncoefficients of coated samples were very high in the initial stage of thetest and these values reach a stable condition in final stage. The porousand loose outer layer was removed at initial steps of the wear process.The values of friction coefficient of both the coated samples tend todecrease to a level which the uncoated steel sample is expected becausethe coated layers are much harder than the steel substrate.
4. Conclusions
In this study, the duplex coatings on St35 steel substrate weresuccessfully obtained by using ESD and MAO processes. The followingresults can be drawn from this research:
• After the ESD and theMAOprocesses, the surface roughness increasedcompared to uncoated steel substrate. The coating produced by MAOwas rougher than the ESD coating due to the existence ofmicro sparksin the micro discharge channels.
• α-Al2O3, γ-Al2O3 and TiN phases were detected in the duplex coatingproduced by ESD and MAO methods, while TiN, intermetallic-AlFe3and intermetallic-AlTi3 phases exist in the coating produced by ESDmethod.
• Obtained values from the microhardness tests showed that theaverage hardness of the ESD layer is 1.8 times higher than St35 steelsubstrate. However, the average hardness of the duplex coating was3.5 times higher than St35 steel substrate.
• The adhesion strength of the duplex coating was greater than the oneof the ESD coating owing to the presence of high coating thickness andthe phase with high hardness.
• Finally, the duplex coatingswithhigh tribological performance andhighwear resistance by using ESD and MAO processes were successfullyobtained.
References
[1] S. Stojadinovic, R. Vasilic, M. Petkovic, B. Kasalica, I. Belca, A. Zekic, L.J. Zekovic, Appl.Surf. Sci. 265 (2013) 226–233.
[2] S. Durdu, O.F. Deniz, I. Kutbay, M. Usta, J. Alloys Compd. 551 (2013) 422–429.[3] K.C. Kung, K. Yuan, T.M. Lee, T.S. Lui, J. Alloys Compd. 515 (2012) 68–73.
//dx.doi.org/10.1016/j.surfcoat.2013.10.004

6 S. Durdu et al. / Surface & Coatings Technology xxx (2013) xxx–xxx
[4] X.P. Fan, B. Feng, Y.L. Di, X. Lu, K. Duan, J.X.Wang, J.Weng, Appl. Surf. Sci. 258 (2012)7584–7588.
[5] I. Apachitei, A. Leoni, A.C. Riemslag, L.E. Fratila-Apachitei, J. Duszczyk, Appl. Surf. Sci.257 (2011) 6941–6944.
[6] Y.M. Wang, P.F. Zhang, L.X. Guo, J.H. Ouyang, Y. Zhou, D.C. Jia, Appl. Surf. Sci. 255(2009) 8616–8623.
[7] S. Krischok, C. Blank, M. Engel, R. Gutt, G. Ecke, J. Schawohl, L. Spieß, F. Schrempel, G.Hildebrand, K. Liefeith, Surf. Sci. 601 (2007) 3856–3860.
[8] A. Ashrafizadeh, F. Ashrafizadeh, J. Alloys Compd. 480 (2009) 849–852.[9] X. Lin, G. Zhao, L. Wu, G. Duan, G. Han, J. Alloys Compd. 502 (2010) 195–198.
[10] P. LeClair, G.P. Berera, J.S. Moodera, Thin Solid Films 376 (2000) 9–15.[11] Y. Xi, H. Fan, W. Liu, J. Alloys Compd. 496 (2010) 695–698.[12] F. Casadei, R. Pileggi, R. Valle, A. Matthews, Surf. Coat. Technol. 201 (2006) 1200–1206.[13] Z.P. Yao, Y.J. Xu, Z.H. Jiang, F.P. Wang, J. Alloys Compd. 488 (2009) 273–278.[14] S. Durdu, M. Usta, Appl. Surf. Sci. 261 (2012) 774–782.
Please cite this article as: S. Durdu, et al., Surf. Coat. Technol. (2013), http
[15] A. Polat, M. Makaraci, M. Usta, J. Alloys Compd. 504 (2010) 519–526.[16] W.B. Xue, C. Wang, R.Y. Chen, Z.W. Deng, Mater. Lett. 52 (2002) 435–441.[17] A.L. Yerokhin, X. Nie, A. Leyland, A. Matthews, S.J. Dowey, Surf. Coat. Technol. 122
(1999) 73–93.[18] A.L. Yerokhin, X. Nie, A. Leyland, A. Matthews, Surf. Coat. Technol. 130 (2000)
195–206.[19] S. Durdu, A. Aytac, M. Usta, J. Alloys Compd. 509 (2011) 8601–8606.[20] S. Durdu, S. Bayramoglu, A. Demirtas, M. Usta, A.H. Ucisik, Vacuum 88 (2013)
130–133.[21] K. Korkmaz, A.V. Ribalko, Kov. Mater. Met. Mater. 49 (2011) 265–270.[22] A.V. Ribalko, K. Korkmaz, O. Sahin, Surf. Coat. Technol. 202 (2008) 3591–3599.[23] R.H.U. Khan, A. Yerokhin, X. Li, H. Dong, A. Matthews, Surf. Coat. Technol. 205 (2010)
1679–1688.[24] G. Sundararajan, L.R. Krishna, Surf. Coat. Technol. 167 (2003) 269–277.[25] M. Gent, M. Menendez, J. Toraño, S. Torno, Powder Technol. 224 (2012) 217–222.
://dx.doi.org/10.1016/j.surfcoat.2013.10.004