Applied Metallurgy of the MicroNiobium® Alloy Approach...
7
23. - 25. 5. 2012, Brno, Czech Republic, EU APPLIED METALLURGY OF THE MICRONIOBIUM ® ALLOY APPROACH IN LONG AND PLATE PRODUCTS Steven G. Jansto CBMM – Reference Metals Company 1000 Old Pond Road Bridgeville, PA 15017 USA [email protected] Abstract The application of the MicroNiobium Alloy Approach ® in carbon steel long product and plate steels enhances both the metallurgical properties and processability and reduces the operational cost per tonne. The process and product metallurgical improvements relate to the Nb-pinning effect of the austenite grain boundaries. The metallurgical mechanism of the MicroNiobium Alloy Approach is related to the retardation of austenite grain coarsening during reheat furnace soaking of the billet, slabs or shapes before rolling. Also, in the case of heat treatment or carburizing, higher processing temperatures can be applied to the finished components, thereby reducing process time and increasing productivity. The MicroNiobium Alloy Approach has been applied in high carbon (AISI1050 grade) automotive and long product steel applications, such as fasteners, seismic resistant rebar and pre-stressed concrete wire rod. The Micro-Niobium Alloy Approach mechanism is described and correlated to a variety of medium and high carbon steel grades and applications. Development opportunities and applications include pressure vessels, automotive coil springs, eutectoid rail steels, alloy tool and die steels, and tyre rod. This approach contributes to the achievement of desired ultra-fine grain, homogeneous higher carbon steel microstructures that exhibit superior toughness, strength, fatigue performance, less mechanical property variation in the final hot rolled product, reduced cost of quality and improved weldability. The improvement in the reduced cost of production and internal quality far exceeds the additional alloy cost for the niobium (Nb). Keywords: austenite grain size, fatigue, MicroNiobium Alloy Approach ® , reheat furnace 1. INTRODUCTION Although the Nb-solubility is limited when higher amounts of Nb are used in higher carbon steels compared to low carbon steels, through empirical evidence and actual operating data, the Micro-Niobium Alloy Approach has demonstrated very positive results on high carbon grades such as steel wire rods and bars, eutectoid steels, and other medium carbon engineering alloy applications. This technology is being introduced at an accelerated pace throughout the world. The important resultant effect of the MicroNiobium Alloy Approach is the prevention of austenite grain coarsening during reheat furnace soaking of the billet, slabs or shapes before rolling. Also, in the case of a carburizing or austenitizing heat treatment, higher carburizing or austenitizing temperatures of finished components or parts are possible. [1] The global steel market technological advancement known as the Micro-Niobium Alloy Approach may ultimately be applied across all carbon levels to improve product homogeneity during the steelmaking and hot rolling process resulting in improved rollability, finer austenite grain size and less product variation. Specifically, most of the development activity has been between 0.20%C to 0.95%C steels. The concept involves the micro-addition of .005 to .020%Nb across nearly all carbon grades. Product and industrial process development results indicate that these micro-Nb alloy additions will significantly pin the austenite grain boundary and minimize the heterogeneous abnormal austenite grain growth that occurs in actual reheat furnace mill operations. This micro- approach offsets the inhomogeneous austenite grain coarsening that occurs in the slab during normal reheat
Transcript of Applied Metallurgy of the MicroNiobium® Alloy Approach...

23. - 25. 5. 2012, Brno, Czech Republic, EU
APPLIED METALLURGY OF THE MICRONIOBIUM® ALLOY APPROACH IN LONG AND PLATE
PRODUCTS
Steven G. Jansto
CBMM – Reference Metals Company 1000 Old Pond Road Bridgeville, PA 15017
USA
Abstract
The application of the MicroNiobium Alloy Approach® in carbon steel long product and plate steels enhances
both the metallurgical properties and processability and reduces the operational cost per tonne. The process
and product metallurgical improvements relate to the Nb-pinning effect of the austenite grain boundaries. The
metallurgical mechanism of the MicroNiobium Alloy Approach is related to the retardation of austenite grain
coarsening during reheat furnace soaking of the billet, slabs or shapes before rolling. Also, in the case of heat
treatment or carburizing, higher processing temperatures can be applied to the finished components, thereby
reducing process time and increasing productivity. The MicroNiobium Alloy Approach has been applied in high
carbon (AISI1050 grade) automotive and long product steel applications, such as fasteners, seismic resistant
rebar and pre-stressed concrete wire rod. The Micro-Niobium Alloy Approach mechanism is described and
correlated to a variety of medium and high carbon steel grades and applications. Development opportunities and
applications include pressure vessels, automotive coil springs, eutectoid rail steels, alloy tool and die steels, and
tyre rod. This approach contributes to the achievement of desired ultra-fine grain, homogeneous higher carbon
steel microstructures that exhibit superior toughness, strength, fatigue performance, less mechanical property
variation in the final hot rolled product, reduced cost of quality and improved weldability. The improvement in the
reduced cost of production and internal quality far exceeds the additional alloy cost for the niobium (Nb).
Keywords: austenite grain size, fatigue, MicroNiobium Alloy Approach®, reheat furnace
1. INTRODUCTION
Although the Nb-solubility is limited when higher amounts of Nb are used in higher carbon steels compared to
low carbon steels, through empirical evidence and actual operating data, the Micro-Niobium Alloy Approach has
demonstrated very positive results on high carbon grades such as steel wire rods and bars, eutectoid steels,
and other medium carbon engineering alloy applications. This technology is being introduced at an accelerated
pace throughout the world. The important resultant effect of the MicroNiobium Alloy Approach is the prevention
of austenite grain coarsening during reheat furnace soaking of the billet, slabs or shapes before rolling. Also, in
the case of a carburizing or austenitizing heat treatment, higher carburizing or austenitizing temperatures of
finished components or parts are possible. [1]
The global steel market technological advancement known as the Micro-Niobium Alloy Approach may ultimately
be applied across all carbon levels to improve product homogeneity during the steelmaking and hot rolling
process resulting in improved rollability, finer austenite grain size and less product variation. Specifically, most of
the development activity has been between 0.20%C to 0.95%C steels. The concept involves the micro-addition
of .005 to .020%Nb across nearly all carbon grades. Product and industrial process development results
indicate that these micro-Nb alloy additions will significantly pin the austenite grain boundary and minimize the
heterogeneous abnormal austenite grain growth that occurs in actual reheat furnace mill operations. This micro-
approach offsets the inhomogeneous austenite grain coarsening that occurs in the slab during normal reheat
23. - 25. 5. 2012, Brno, Czech Republic, EU
furnace or heat treat furnace operation when temperature excursions occur that cause overheating of the steel
in normal operation.
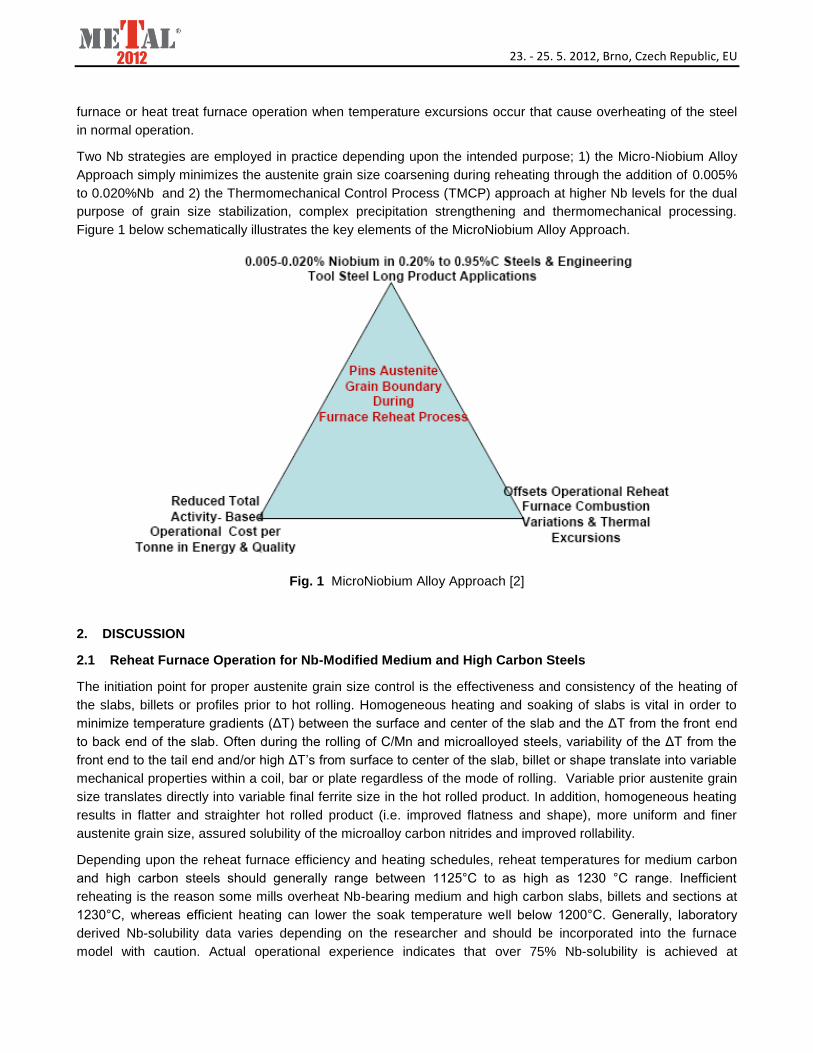
Two Nb strategies are employed in practice depending upon the intended purpose; 1) the Micro-Niobium Alloy
Approach simply minimizes the austenite grain size coarsening during reheating through the addition of 0.005%
to 0.020%Nb and 2) the Thermomechanical Control Process (TMCP) approach at higher Nb levels for the dual
purpose of grain size stabilization, complex precipitation strengthening and thermomechanical processing.
Figure 1 below schematically illustrates the key elements of the MicroNiobium Alloy Approach.
Fig. 1 MicroNiobium Alloy Approach [2]
2. DISCUSSION
2.1 Reheat Furnace Operation for Nb-Modified Medium and High Carbon Steels
The initiation point for proper austenite grain size control is the effectiveness and consistency of the heating of
the slabs, billets or profiles prior to hot rolling. Homogeneous heating and soaking of slabs is vital in order to
minimize temperature gradients (ΔT) between the surface and center of the slab and the ΔT from the front end
to back end of the slab. Often during the rolling of C/Mn and microalloyed steels, variability of the ΔT from the
front end to the tail end and/or high ΔT’s from surface to center of the slab, billet or shape translate into variable
mechanical properties within a coil, bar or plate regardless of the mode of rolling. Variable prior austenite grain
size translates directly into variable final ferrite size in the hot rolled product. In addition, homogeneous heating
results in flatter and straighter hot rolled product (i.e. improved flatness and shape), more uniform and finer
austenite grain size, assured solubility of the microalloy carbon nitrides and improved rollability.
Depending upon the reheat furnace efficiency and heating schedules, reheat temperatures for medium carbon
and high carbon steels should generally range between 1125°C to as high as 1230 °C range. Inefficient
reheating is the reason some mills overheat Nb-bearing medium and high carbon slabs, billets and sections at
1230°C, whereas efficient heating can lower the soak temperature well below 1200°C. Generally, laboratory
derived Nb-solubility data varies depending on the researcher and should be incorporated into the furnace
model with caution. Actual operational experience indicates that over 75% Nb-solubility is achieved at

23. - 25. 5. 2012, Brno, Czech Republic, EU
temperatures as much as 25 to 50°C lower than solubility model predictions based upon actual hot rolling mill
experience. [3] Consequently, the Nb is extremely effective in pinning the prior austenite grain boundary
compared to other grain pinning elements such as Al or Ti.
Actual operational experience and performance indicate the following root causes which promote the formation
of coarse grain austenite in these medium and high carbon steels:
Excessive soak zone temperatures exceeding 1230°C
Improper furnace control cutback on operational delays, thereby overheating slabs, resulting in
slab/billet sticking and lost production
Poor combustion fan efficiency (which directly correlates to surface quality) especially on high carbon
sheet production exceeding 0.50%C)
Same air-to-gas ratios for all steel grades (i.e. low, medium and high carbon steels)
Inefficient burner combustion at the orifice and maintenance considerations
Therefore, the role of the MicroNiobium Alloy Approach in the reheat furnace operation provides some
processing flexibility in retarding the austenite grain growth due to several of the aforementioned operational
and heating issues experienced in actual operating conditions.
2.2 Nb Microalloy Design Considerations
In some instances, Nb has not been the microalloy of choice or even considered for that matter in high carbon
equivalent steels because of the predicted lower solubility of the Nb carbonitrides in higher carbon steels.
Although there is lower solubility, current industrial applications validate the effectiveness of Nb in the grain
refinement and precipitation strengthening mechanism in Nb-only and Nb-modified V containing steels. Over the
past two decades, within this higher carbon steel segment, in microalloy metallurgical research studies where
Nb was added to high carbon grades, researchers incorporated higher Nb levels than necessary with
unfavorable results.
These higher Nb levels (exceeding 0.040%) were thought to be necessary in order to obtain proper grain
refinement, microstructural control and strength in higher carbon equivalent steels. Experience to-date has in
fact indicated that the higher Nb levels in high carbon steels certainly make the processing more challenging,
more costly and the resultant properties are not optimized. Recent developments have determined Nb levels of
0.005% to 0.020%Nb in high carbon steels optimize properties. It is important to also consider the synergistic
precipitation behavior effect between the Nb and V and, in some cases Mo, which may contribute to the
improved mechanical performance. This duplex or triplex microalloy complex precipitation behavior is under
further study.
Based upon actual recent commercial product applications, a richer understanding of the Nb-high carbon
technology mechanisms, metallurgy and processing parameters have been achieved. This information is
invaluable for the implementation process to successfully incorporate such low levels of Nb in existing high
carbon equivalent steels to improve fatigue, fracture toughness, ductility and overall product performance. The
development of the coil suspension spring is an excellent example of such a successful application and is
presented.
Other results from product applications reveal that in some cases more Nb is not always better. Based upon
operational experience, the optimization of the Nb content and the proper control of the reheating furnace are
critical. An optimum Nb concentration may be directly correlated to a given carbon level depending upon the
23. - 25. 5. 2012, Brno, Czech Republic, EU
reheat furnace process metallurgy parameters, heating practices and combustion conditions at a given mill. For
example, the quality and consistency of reheating high carbon (>0.50%C) billets and slabs can be enhanced
through the incorporation of combustion practices resulting in an air to gas ratio less than 1.00.
Another evolving long product development trend involves micro additions of Nb for grain refinement in
carburized grades and other higher carbon heat treated grades for the purpose of shortening the heat treat
cycles on quench and tempered products. Also, as-forged microalloyed Nb steels may replace quench and
temper alloy products, thereby reducing both energy and production costs. [4]
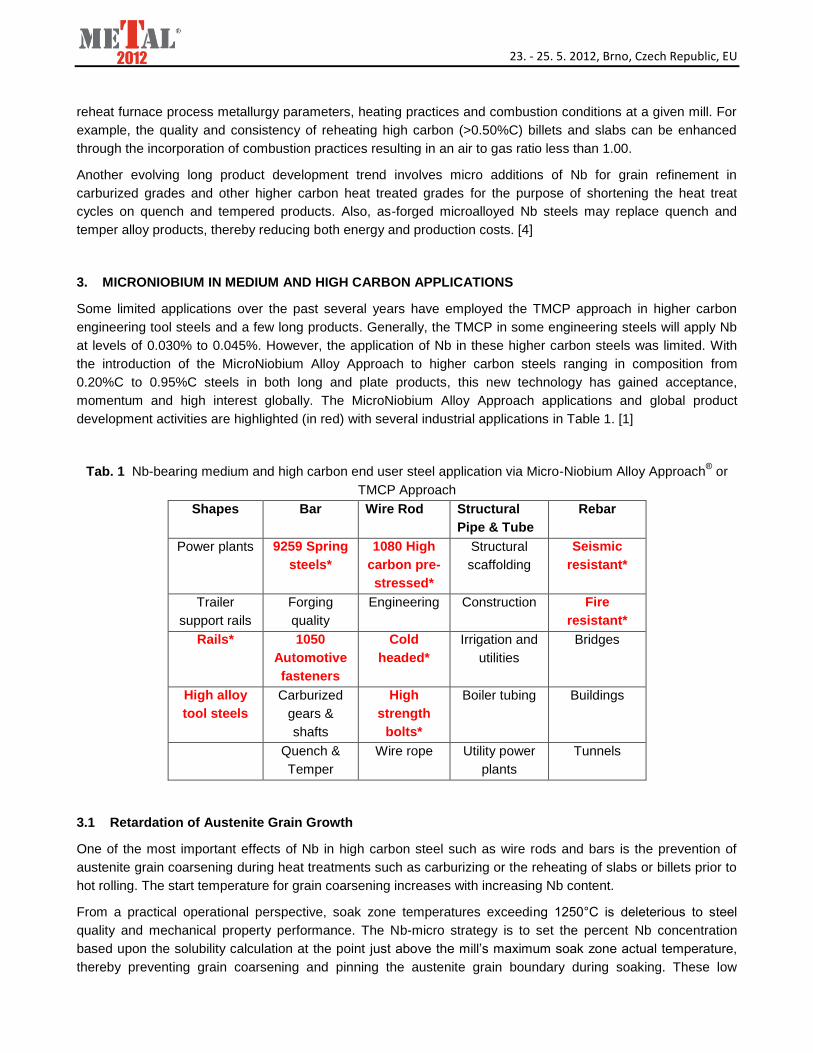
3. MICRONIOBIUM IN MEDIUM AND HIGH CARBON APPLICATIONS
Some limited applications over the past several years have employed the TMCP approach in higher carbon
engineering tool steels and a few long products. Generally, the TMCP in some engineering steels will apply Nb
at levels of 0.030% to 0.045%. However, the application of Nb in these higher carbon steels was limited. With
the introduction of the MicroNiobium Alloy Approach to higher carbon steels ranging in composition from
0.20%C to 0.95%C steels in both long and plate products, this new technology has gained acceptance,
momentum and high interest globally. The MicroNiobium Alloy Approach applications and global product
development activities are highlighted (in red) with several industrial applications in Table 1. [1]
Tab. 1 Nb-bearing medium and high carbon end user steel application via Micro-Niobium Alloy Approach® or
TMCP Approach
Shapes Bar Wire Rod Structural
Pipe & Tube
Rebar
Power plants 9259 Spring
steels*
1080 High
carbon pre-
stressed*
Structural
scaffolding
Seismic
resistant*
Trailer
support rails
Forging
quality
Engineering Construction Fire
resistant*
Rails* 1050
Automotive
fasteners
Cold
headed*
Irrigation and
utilities
Bridges
High alloy
tool steels
Carburized
gears &
shafts
High
strength
bolts*
Boiler tubing Buildings
Quench &
Temper
Wire rope Utility power
plants
Tunnels
3.1 Retardation of Austenite Grain Growth
One of the most important effects of Nb in high carbon steel such as wire rods and bars is the prevention of
austenite grain coarsening during heat treatments such as carburizing or the reheating of slabs or billets prior to
hot rolling. The start temperature for grain coarsening increases with increasing Nb content.
From a practical operational perspective, soak zone temperatures exceeding 1250°C is deleterious to steel
quality and mechanical property performance. The Nb-micro strategy is to set the percent Nb concentration
based upon the solubility calculation at the point just above the mill’s maximum soak zone actual temperature,
thereby preventing grain coarsening and pinning the austenite grain boundary during soaking. These low

23. - 25. 5. 2012, Brno, Czech Republic, EU
concentrations of Nb can compensate for several of the operational and combustion variances that occur during
reheating of the slabs, billets and/or shapes.
The fine precipitation of the niobium carbides and niobium carbonitrides play an important role during the
heating and hot rolling in achieving a fine grain structure. It is at the soaking temperature where the fine Nb-
precipitates are stable, such that the grain-growth process is retarded and the mode of grain growth is normal.
There appears to be an optimum Nb-concentration to ensure that austenite grain boundary pinning is effective.
To-date, based upon industrial trials, a 0.005% to 0.020%Nb concentration appears optimal based on the quality
performance for these high carbon steels. The following case example on 1035 steel illustrates this MicroNb
effect pinning the grain boundary.
3.2 AISI 1035 MicroNb and Effect on Properties
The influence of reheat furnace soak temperature is also important in terms of fracture toughness behavior. In
order to validate this effect, the micro addition of Nb to a 1035 steel grade (0.35%C-0.3%Si-1%Mn) enhances
the yield strength, tensile strength and toughness. The Charpy impact properties are markedly improved with a
billet reheat temperature of 1100°C and controlled rolling practice. The process metallurgy reheat furnace
control and consistency of the combustion assists greatly in achieving these excellent toughness properties.
Since part of the Nb remains as a precipitate at this temperature, both grain refinement and precipitation occur
and are complementary. Figure 2 illustrates this improvement in 1035 steel properties [5]
Fig. 2 Effects of Nb on tensile and Charpy V notch impact properties of 1035 steel
3.3 AISI9259 MicroNb Coil Spring Application
Mechanical properties improve with the addition of Nb in rebar, structural shapes and automotive structural
components, such as springs. For example, a North American vehicle front suspension coil spring composed of
0.51%C with Mo-V-Nb was developed and commercialized with improved mechanical properties compared to
23. - 25. 5. 2012, Brno, Czech Republic, EU
conventional springs. A similar effect was observed when adopting 0.035%Nb in a 9259 engineering alloy spring
steel grade. The improved properties are attributed to the grain refinement, microstructure, microalloy
carbonitride precipitate morphology and precipitate strengthening provided by Nb. [6] The chemistry of the Nb-
modified spring steel is shown below in Table 2.
Tab. 2 Nb-Modified 9259 spring steel heat analysis
Grade C Mn P S Si Cu Ni Cr Mo V Nb N ppm
SAE 9259 .61 .86 .014 .021 .78 .008 .008 .51 .008 .005 .002 55
V-SAE 9259 .60 .81 .020 .017 .85 .007 .009 .51 .003 .100 .002 110
Nb-V-Mo 9259 .51 .69 .016 .020 1.31 .007 .012 .45 .040 .120 .035 120
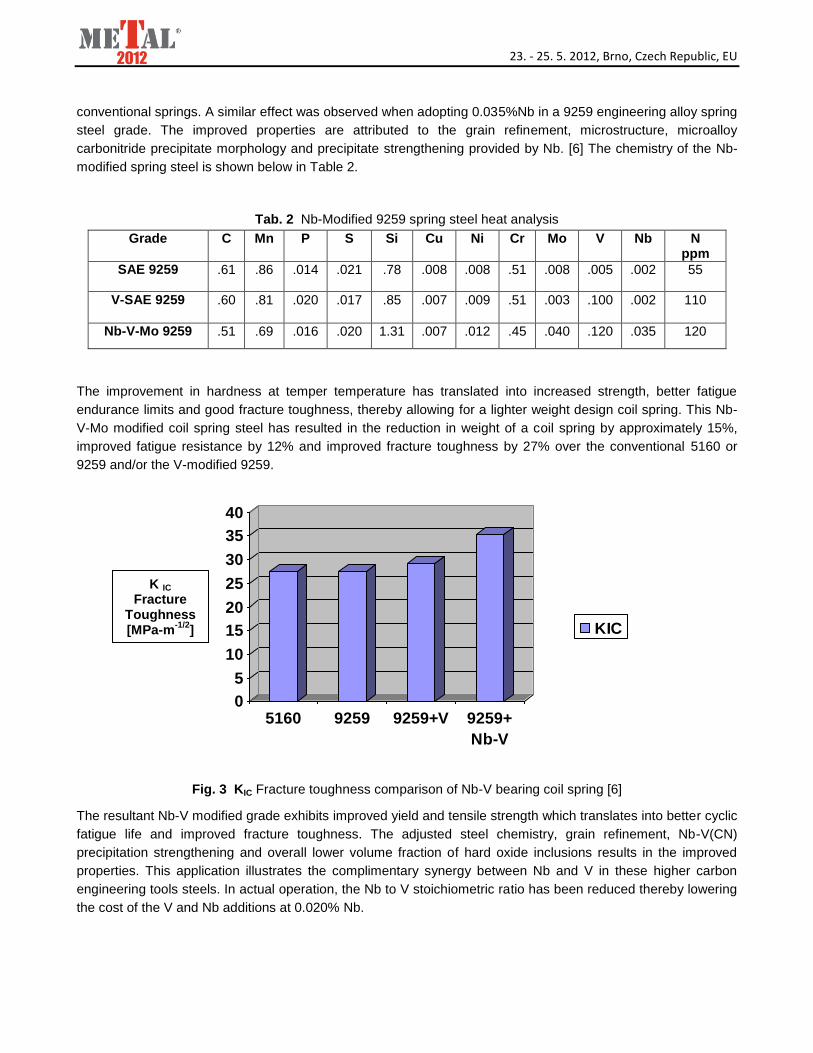
The improvement in hardness at temper temperature has translated into increased strength, better fatigue
endurance limits and good fracture toughness, thereby allowing for a lighter weight design coil spring. This Nb-
V-Mo modified coil spring steel has resulted in the reduction in weight of a coil spring by approximately 15%,
improved fatigue resistance by 12% and improved fracture toughness by 27% over the conventional 5160 or
9259 and/or the V-modified 9259.
0
5
10
15
20
25
30
35
40
5160 9259 9259+V 9259+
Nb-V
KIC
Fig. 3 KIC Fracture toughness comparison of Nb-V bearing coil spring [6]
The resultant Nb-V modified grade exhibits improved yield and tensile strength which translates into better cyclic
fatigue life and improved fracture toughness. The adjusted steel chemistry, grain refinement, Nb-V(CN)
precipitation strengthening and overall lower volume fraction of hard oxide inclusions results in the improved
properties. This application illustrates the complimentary synergy between Nb and V in these higher carbon
engineering tools steels. In actual operation, the Nb to V stoichiometric ratio has been reduced thereby lowering
the cost of the V and Nb additions at 0.020% Nb.
K IC
Fracture Toughness [MPa-m
-1/2]

23. - 25. 5. 2012, Brno, Czech Republic, EU
4. CONCLUSIONS
The application of the MicroNiobium Alloy Approach in over 0.20% carbon steels enhances the metallurgical
properties, consistency and processability of the hot rolled product. Such process and product metallurgical
improvements relate to the Nb-pinning effect of the austenite grain boundaries in Nb- microalloyed steels
exceeding 0.20%C steels. The key operational attribute is the micro-addition of Nb in higher carbon steels which
mechanistically pins the austenite grain boundary during the reheat furnace process, thereby minimizing
abnormal grain growth in the billet or slab prior to rolling. Typically, abnormal grain growth occurs when thermal
fluctuations and furnace abnormalities exist in actual reheat furnace operations. This abnormal grain growth
leads to inhomogeneous ferrite grains in the final hot rolled product and subsequent variations and reductions in
mechanical property performance such as fatigue, fracture toughness and yield-to-tensile properties.
LITERATURE
[1] JANSTO, S. “21st Century Niobium-Bearing Structural Steels,” HSLA2011International Microalloy
Conference, May 31-June 2, 2011, Beijing, China.
[2] JANSTO, S., “Current Development in Niobium High Carbon Applications,” MS&T Conference, October 16-20, 2011,
Columbus, Ohio.
[3] KLINKENBERG, C., and JANSTO S. “Niobium Microalloyed Steels for Long Products,” International Conference on
New Development in Ferrous and Forged Products, TMS, June 2006, Winter Park, CO.
[4] SPEER, J., MATLOCK, D. and KRAUSS, G. Materials Science Forum, 500-501 2005, p.87.
[5] SAMPEI, T., ABE, T., OSUZU, H., and KOZASU, I. HSLA Steels Technology & Applications, 1984, p 1063.
[6] HEAD, M., KING, T., and RADSULESCU, A. “Development of New Microalloy Steel Grades for Lightweight
Suspension Systems,” presented at AISI Great Designs in Steel Seminar, 2005, Livonia, Michigan
(www.autosteel.org).