




![heptamolybdates: [Co(en) (H3O)[Co(en) [Mo O ]Cl·9H O nH ...](https://static.fdocument.org/doc/165x107/619cacaaaa8ae929ef1d6eb5/heptamolybdates-coen-h3ocoen-mo-o-cl9h-o-nh-.jpg)
γλώσσες
Σελίδες
Νομικός

1
2
3
0.0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1.0
1 10 100 1000 10000
Cum
ulat
ive
frac
tion
Particle size μm
0
0.1
0.2
0.3
0.4
0.5
0.6
1 10 100 1000 10000
4
0.00
0.10
0.20
0.30
0.40
0.50
0.60
0.70
0.80
0.90
1.00
0.1 1 10 100 1000
F(x)
Particle size μm
median 6.75 std 1.65
median 5.00 std 2.655
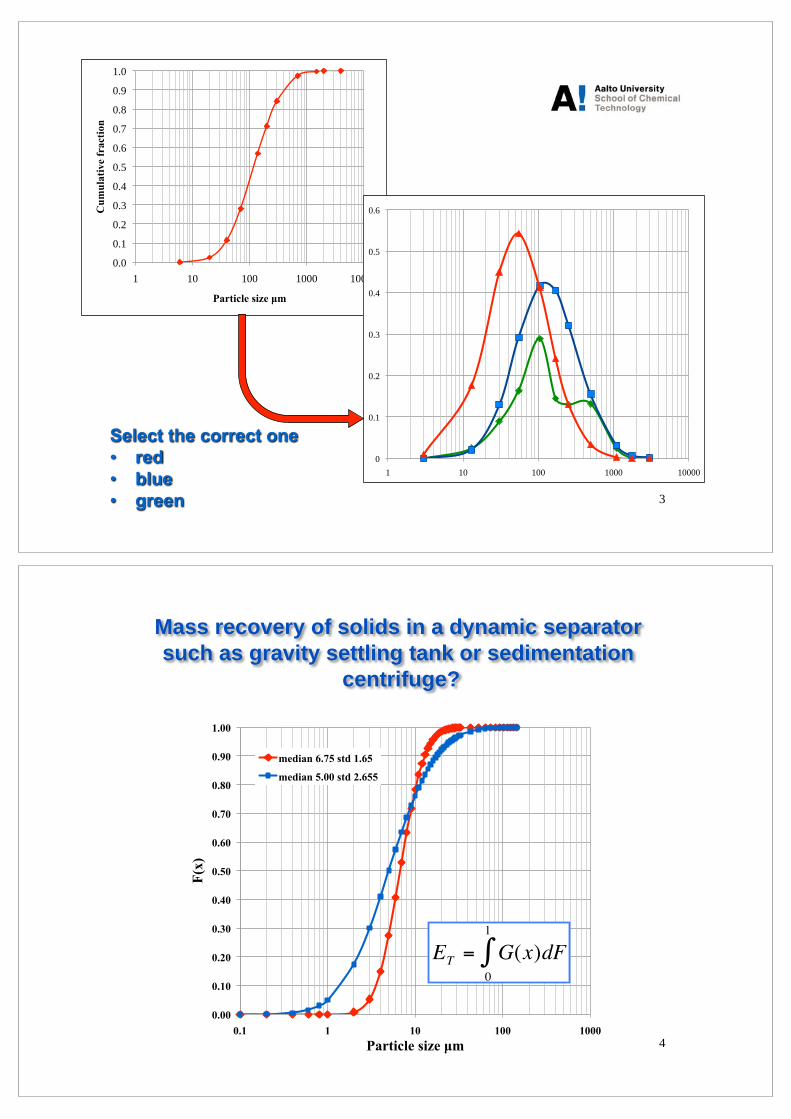
Mass recovery of solids in a dynamic separator such as gravity settling tank or sedimentation
centrifuge?
ET = G(x)dF0
1
∫
5
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0.01 0.1 1 10 100
dF(x
)/d(ln
(x))
Particle size μm
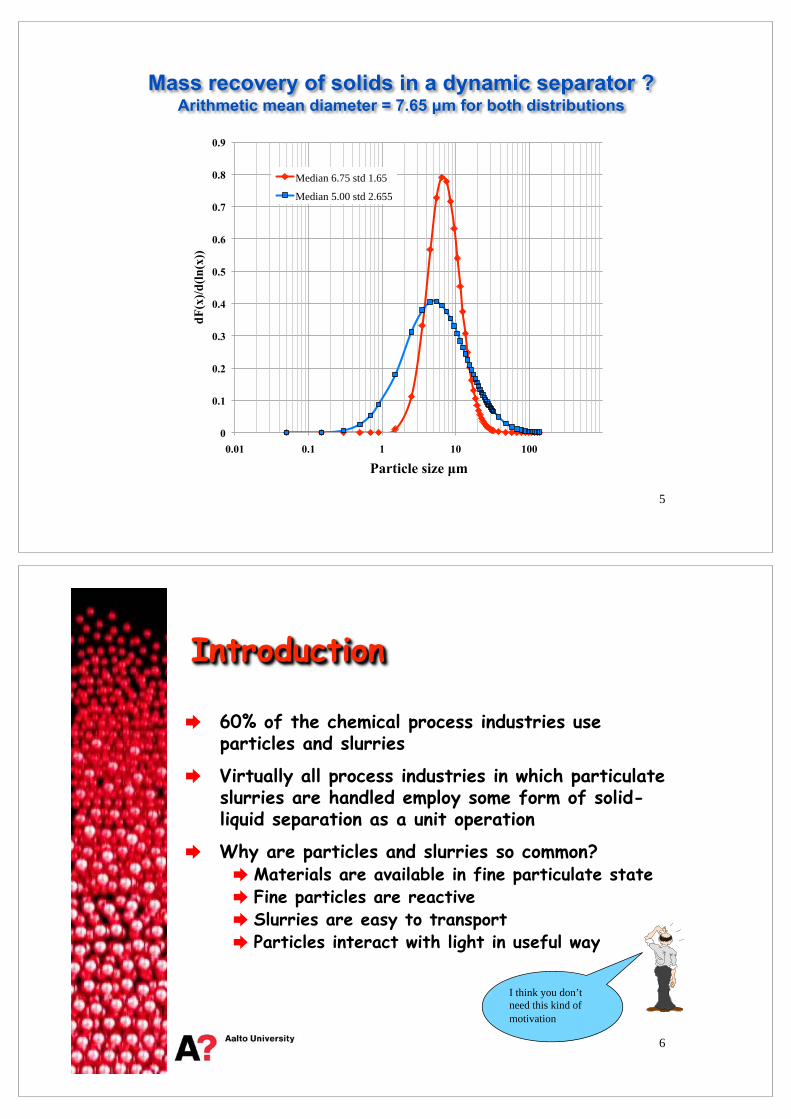
Median 6.75 std 1.65
Median 5.00 std 2.655
Mass recovery of solids in a dynamic separator ? Arithmetic mean diameter = 7.65 μm for both distributions
60% of the chemical process industries use particles and slurries
Virtually all process industries in which particulate slurries are handled employ some form of solid-liquid separation as a unit operation
Why are particles and slurries so common? Materials are available in fine particulate state Fine particles are reactive Slurries are easy to transport Particles interact with light in useful way
6
I think you don’t need this kind of motivation
Particle size distribution directly affects the energy requirements of the processing steps and the characteristics of the final product.
In fact, the present lack of information on particle size distribution is a major cause of over grinding and low yield in the production of pigments, clays, and other materials made using slurries
7
Particle size is a critical parameter for a variety of operations in the chemical process industries
”Accurate” measurement of size is important because quality and performance of most particulate products are closely related to size distribution of fine particles
The past decade has seen rapid evolution and growth of applications for measuring size and shape
Particle Size, Shape, and Size Distribution
8
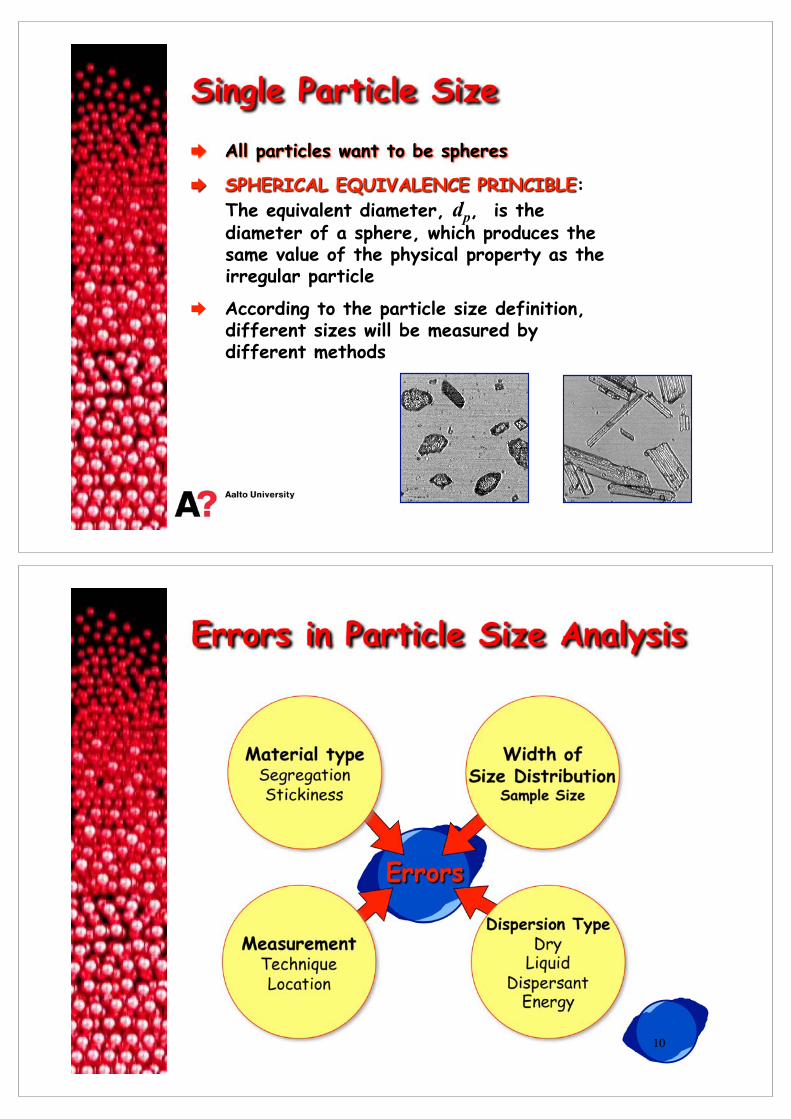
Single Particle Size
9
Material type Segregation Stickiness
Measurement Technique Location
Dispersion Type Dry
Liquid Dispersant
Energy
Width of Size Distribution
Sample Size
Errors in Particle Size Analysis
10
11
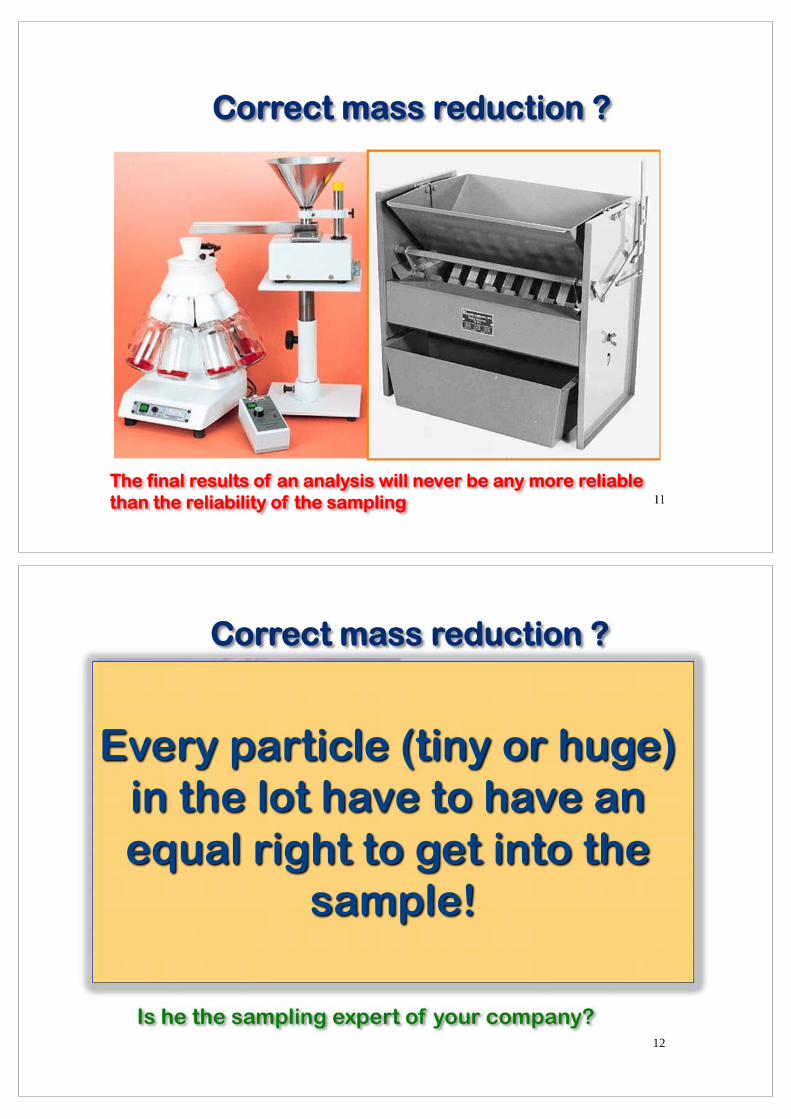
Correct mass reduction ?
The final results of an analysis will never be any more reliable than the reliability of the sampling
12
Correct mass reduction ?
Is he the sampling expert of your company?
Is he a better expert?
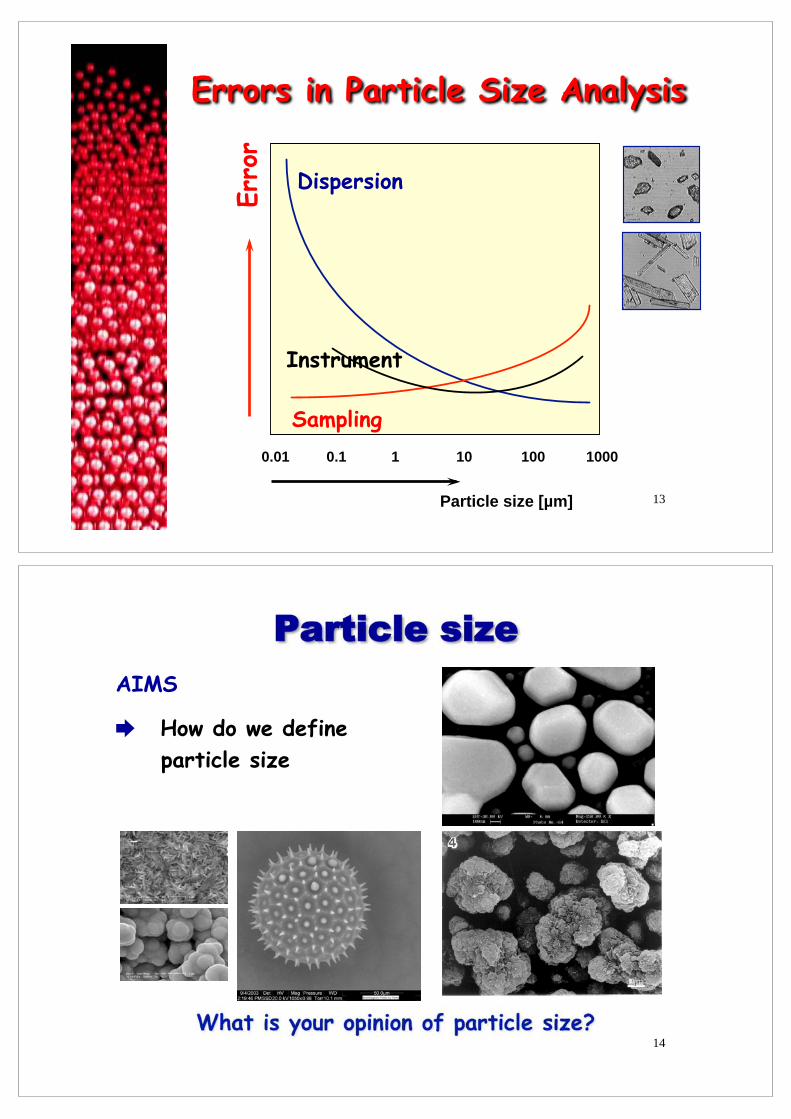
0.01 0.1 1 10 100 1000
Erro
r
Particle size [µm]
Dispersion
Sampling
Instrument
Errors in Particle Size Analysis
13
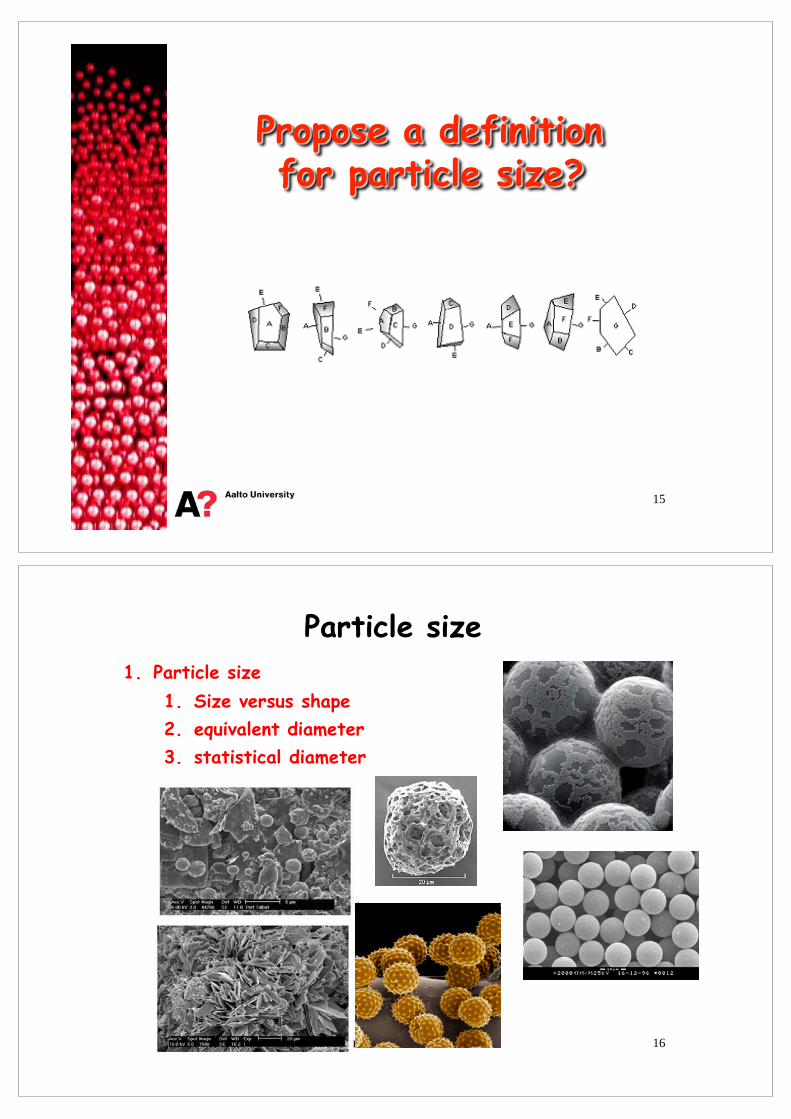
Particle size AIMS
How do we define particle size
14
15
Particle size 1. Particle size
1. Size versus shape 2. equivalent diameter 3. statistical diameter
16
Particle size The size of a homogenous sphere is clearly defined with the diameter
We can manufacture spheres out of different materials for experimental studies
We cannot find smooth spheres from nature, the surface is always rough. The closest to a sphere is the pollen.
fluorescent polymer spheres
silver plated ballotine pollen
17
Particle size The size of a regular particle can be given by it’s measures
We can measure a size dependent property and define the size on the basis of that
The measurement of particle size distribution is not the main purpose. Usually we want to control same property of the powder or slurry.
The measurement method affects on the size and we need to select the method on basis property we want to measure
There in no so called best particle size measurement method
18
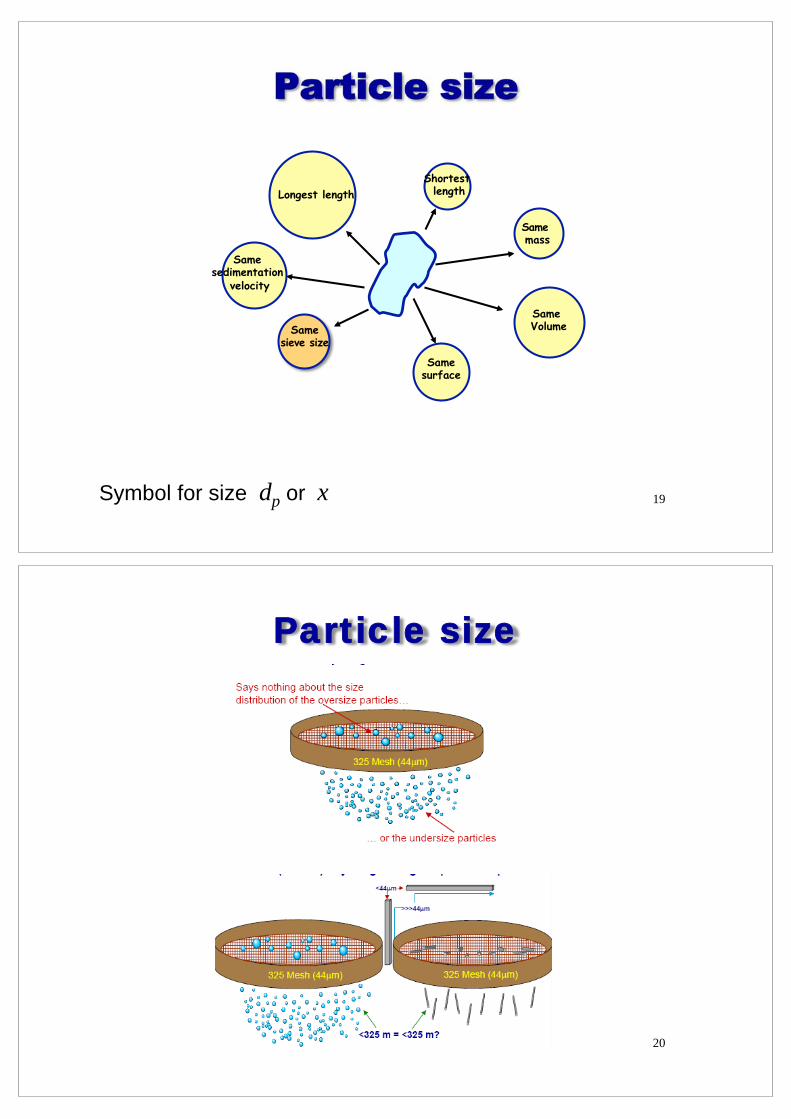
Particle size
Longest length Shortest
length
Same mass
Same Volume
Same surface
Same sieve size
Same sedimentation
velocity
Symbol for size dp or x 19
Particle size
20
Particle size ”What I want to know?"
If we are designing a settler we define the size on a basis of sedimentation velocity
If we want to make better paints we use an equivalent circle diameter (projected area of the particle in stable position pps)
xps
21
Particle size There are basically three groups of sizes
1. Equivalent sphere diameters
2. Equivalent circle diameters
3. Statistical diameters
22
Particle size Equivalent sphere diameters (for example)
Volume diameter: sphere with the same volume/mass as the particle
Surface diameter: sphere with the same surface as the particle
Free-falling diameter: sphere with the same free-falling speed in the same liquid and the same density with the particle
Sieve diameter: sphere that can pass same sieve aperture as the particle
23
Particle size In microscopy we see two-dimensional image of the particle. This has led to the use of circle diameters
Projected area diameter: circle with the same projected surface area as the particle in stable position
Projected area diameter: circle with the same projected area as the particle in random position
Perimeter diameter: circle with the same perimeter outline
24
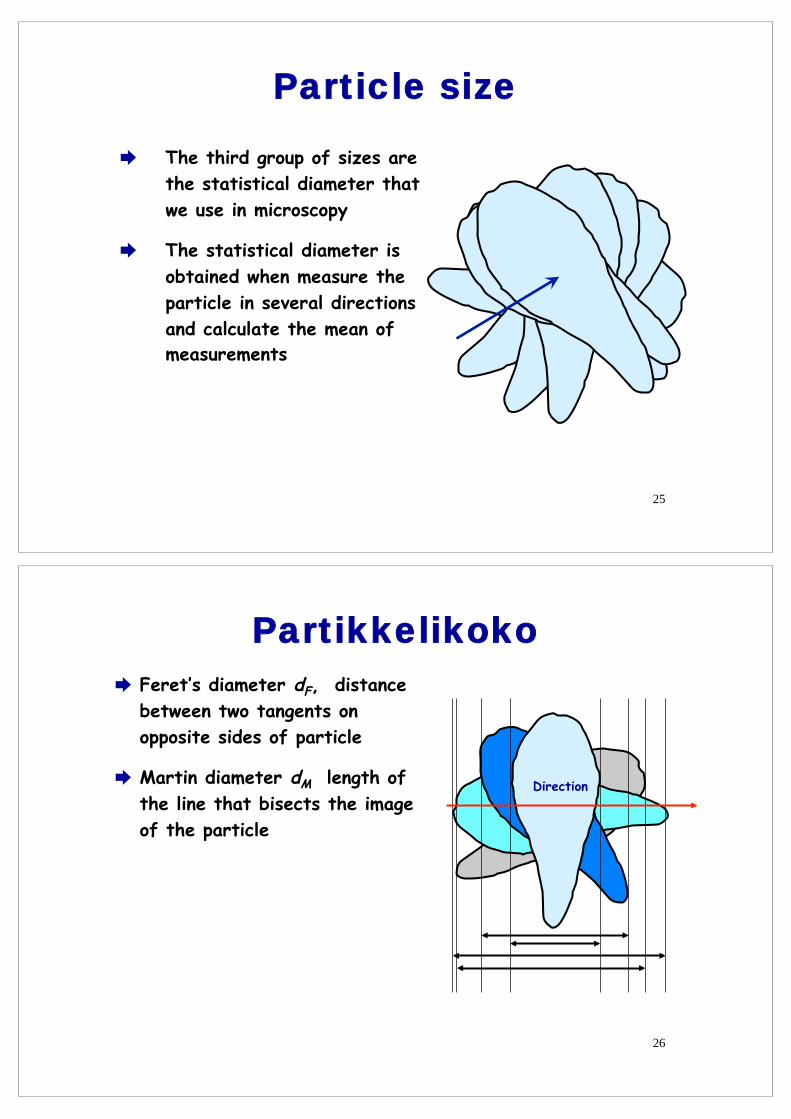
Particle size
The third group of sizes are the statistical diameter that we use in microscopy
The statistical diameter is obtained when measure the particle in several directions and calculate the mean of measurements
25
Partikkelikoko Feret’s diameter dF, distance between two tangents on opposite sides of particle
Martin diameter dM length of the line that bisects the image of the particle
Direction
26
Size distributions AIMS
Learn to interpret size distributions Learn to estimate the mean particle size Learn to select an appropriate theoretical size
distribution for modelling
27
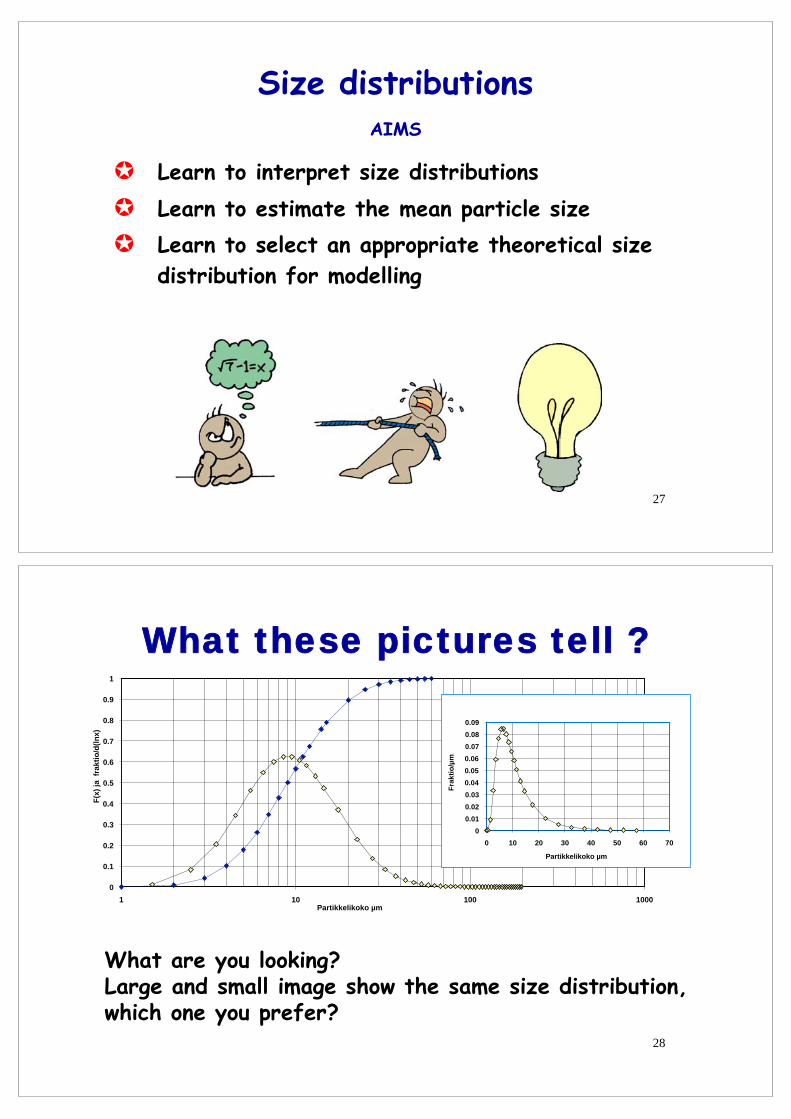
What these pictures tell ?
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
1 10 100 1000
F(x)
ja f
rakt
io/d
(lnx)
Partikkelikoko µm
0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09
0 10 20 30 40 50 60 70
Frak
tio/µ
m
Partikkelikoko µm
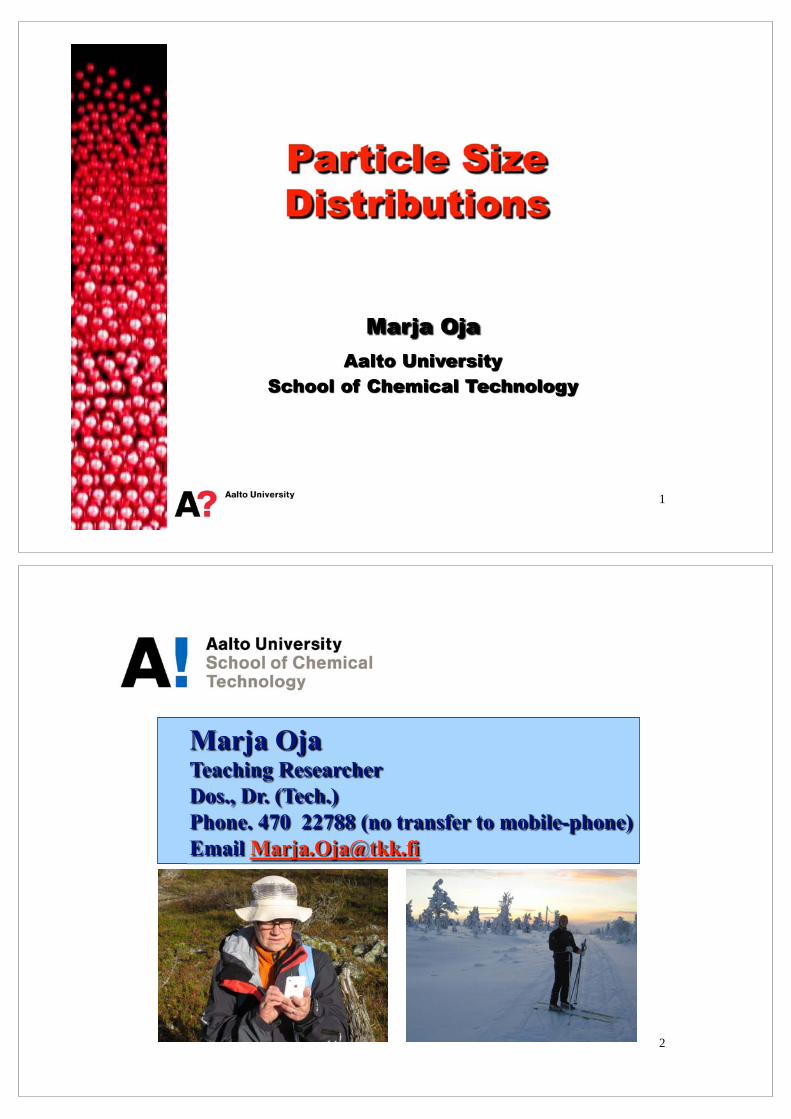
What are you looking? Large and small image show the same size distribution, which one you prefer?
28
Particle Size distributions
1. Particle size distribution
1. Graphical presentation
2. Theoretical distributions
29
Longest length
Shortest length
Same mass
Same Volume
Same surface
Same sieve size
Same sedimentation
velocity
Particle size distributions Monodisperse distribution are very rare
Also when we deal with distributions we should tell which distribution is in question
EXAMPLE: A company sends a sample for size analysis. In a due time it gets the results.
First laboratory gives results, 50% of 10µm and 50% of 100µm.
Second laboratory gives results, 0.1% of 10µm and 99.9% of 100µm
Company wondered the results, both laboratories should have got the same sample. Company tried to find out how the sample was taken and divided into the samples No everything should be OK so what is wrong
30
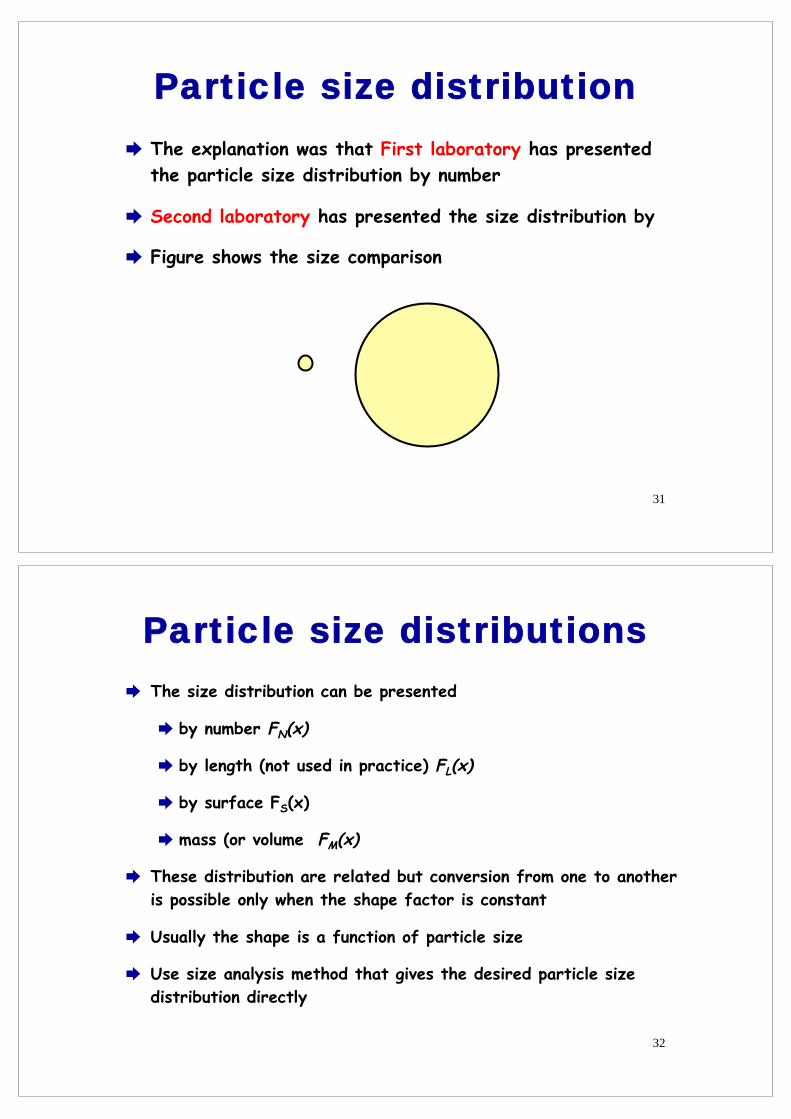
Particle size distribution The explanation was that First laboratory has presented the particle size distribution by number
Second laboratory has presented the size distribution by
Figure shows the size comparison
31
Particle size distributions The size distribution can be presented
by number FN(x)
by length (not used in practice) FL(x)
by surface FS(x)
mass (or volume FM(x)
These distribution are related but conversion from one to another is possible only when the shape factor is constant
Usually the shape is a function of particle size
Use size analysis method that gives the desired particle size distribution directly
32
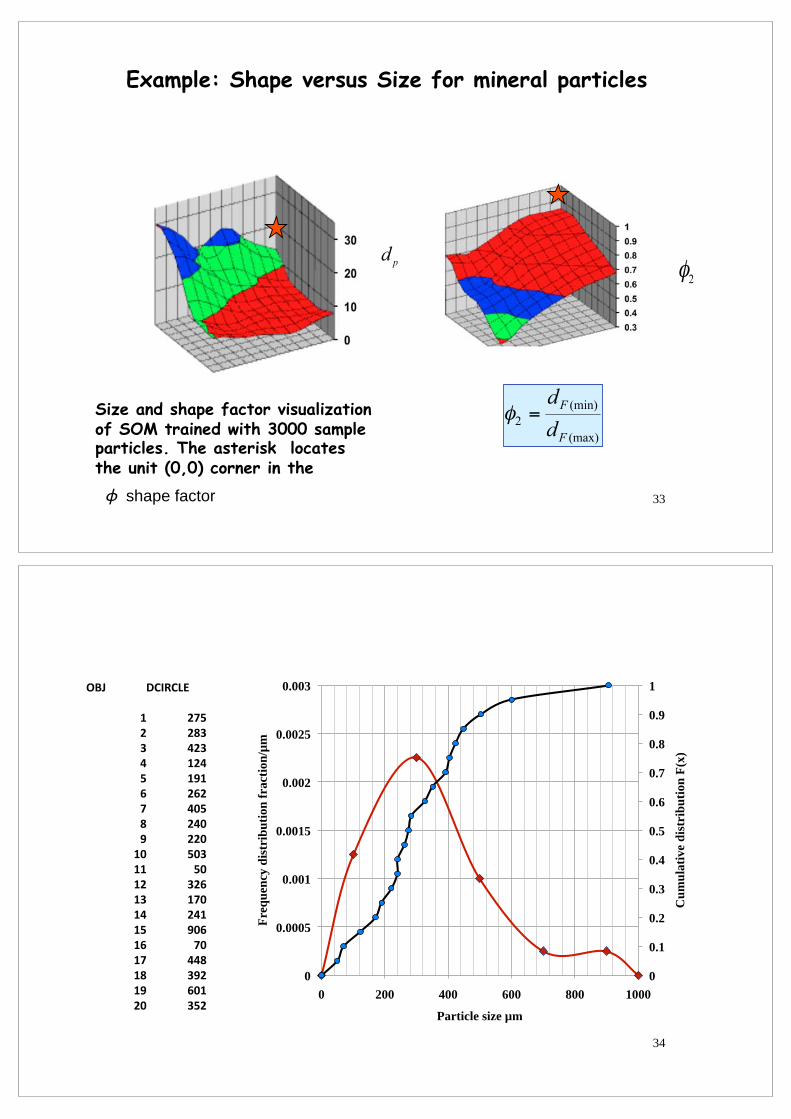
Size and shape factor visualization of SOM trained with 3000 sample particles. The asterisk locates the unit (0,0) corner in the
Example: Shape versus Size for mineral particles
ϕ shape factor 33
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
0
0.0005
0.001
0.0015
0.002
0.0025
0.003
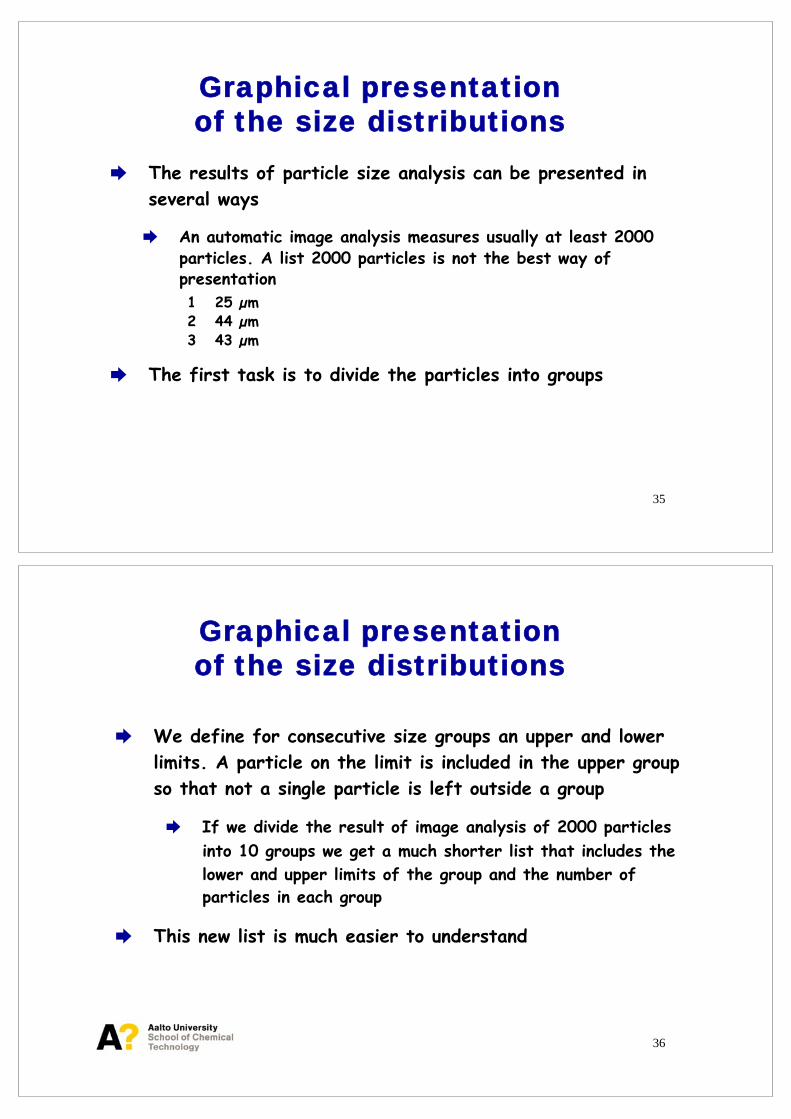
0 200 400 600 800 1000
Particle size µm
Cum
ulat
ive
dist
ribu
tion
F(x)
Freq
uenc
y di
stri
butio
n fr
actio
n/µm
34
Graphical presentation of the size distributions
The results of particle size analysis can be presented in several ways
An automatic image analysis measures usually at least 2000 particles. A list 2000 particles is not the best way of presentation 1 25 µm 2 44 µm 3 43 µm
The first task is to divide the particles into groups
35
We define for consecutive size groups an upper and lower limits. A particle on the limit is included in the upper group so that not a single particle is left outside a group
If we divide the result of image analysis of 2000 particles into 10 groups we get a much shorter list that includes the lower and upper limits of the group and the number of particles in each group
This new list is much easier to understand
36
Graphical presentation of the size distributions
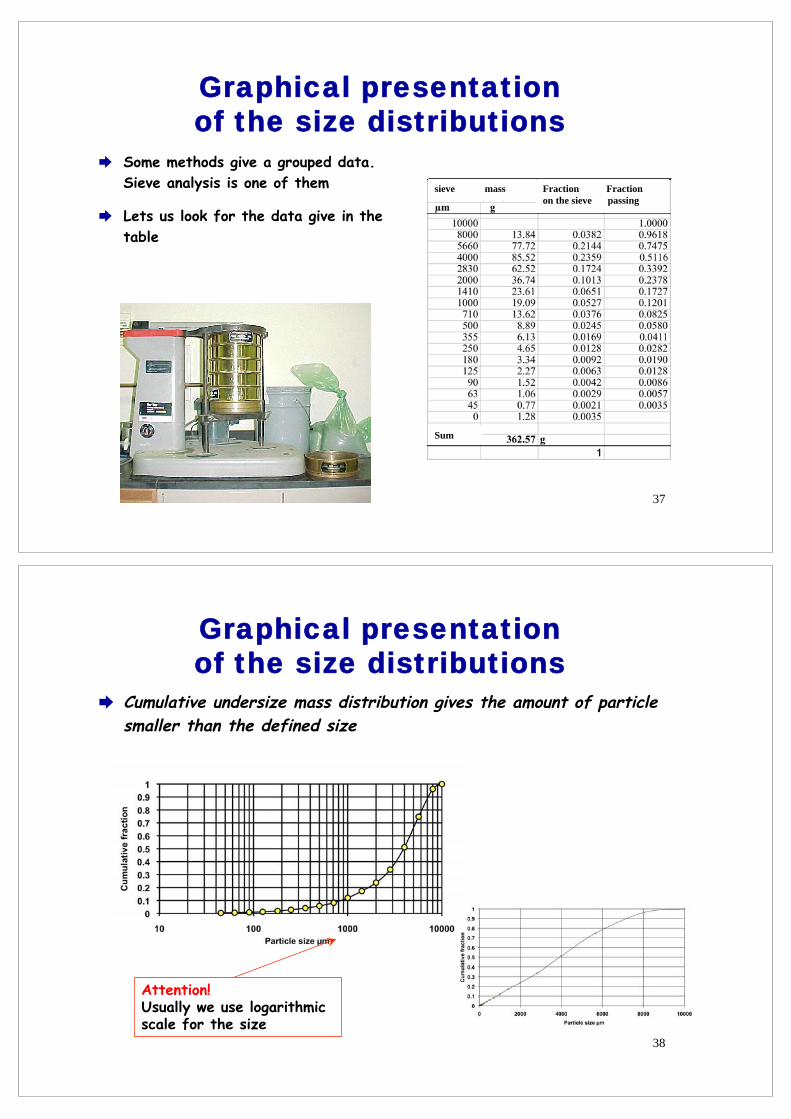
Some methods give a grouped data. Sieve analysis is one of them
Lets us look for the data give in the table
37
Graphical presentation of the size distributions
sieve mass Fraction Fraction on the sieve passing
Sum
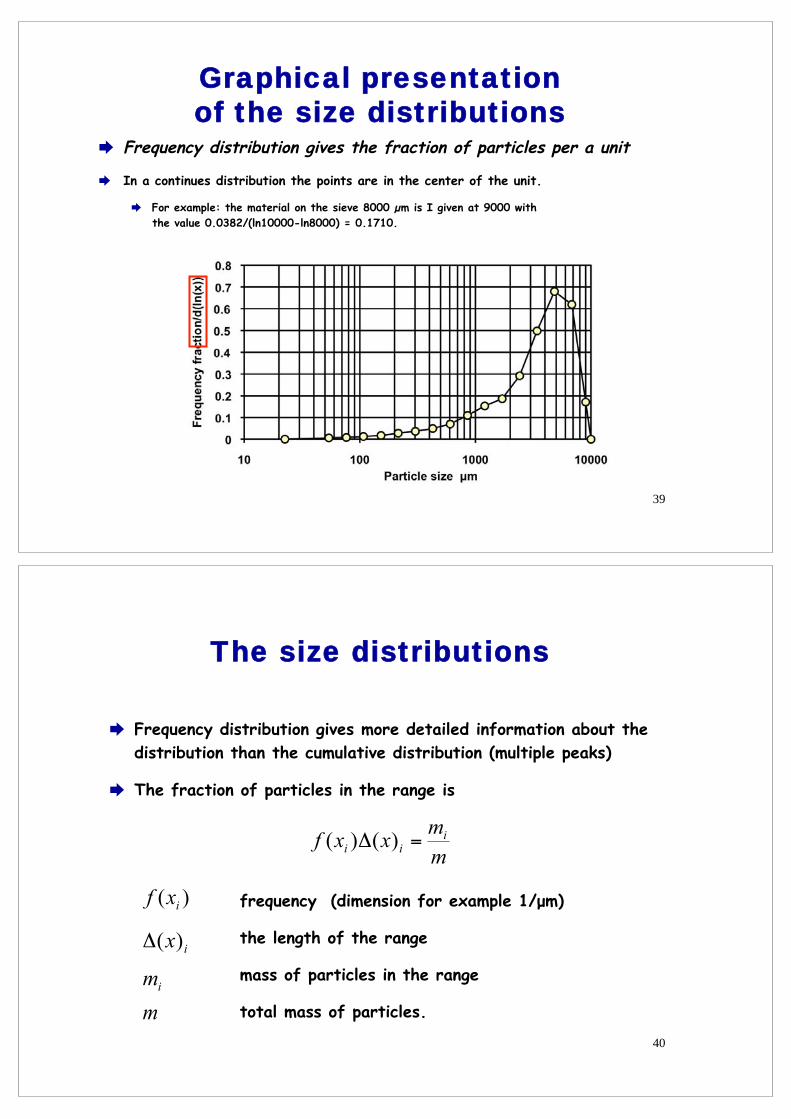
Cumulative undersize mass distribution gives the amount of particle smaller than the defined size
Attention! Usually we use logarithmic scale for the size
38
Graphical presentation of the size distributions
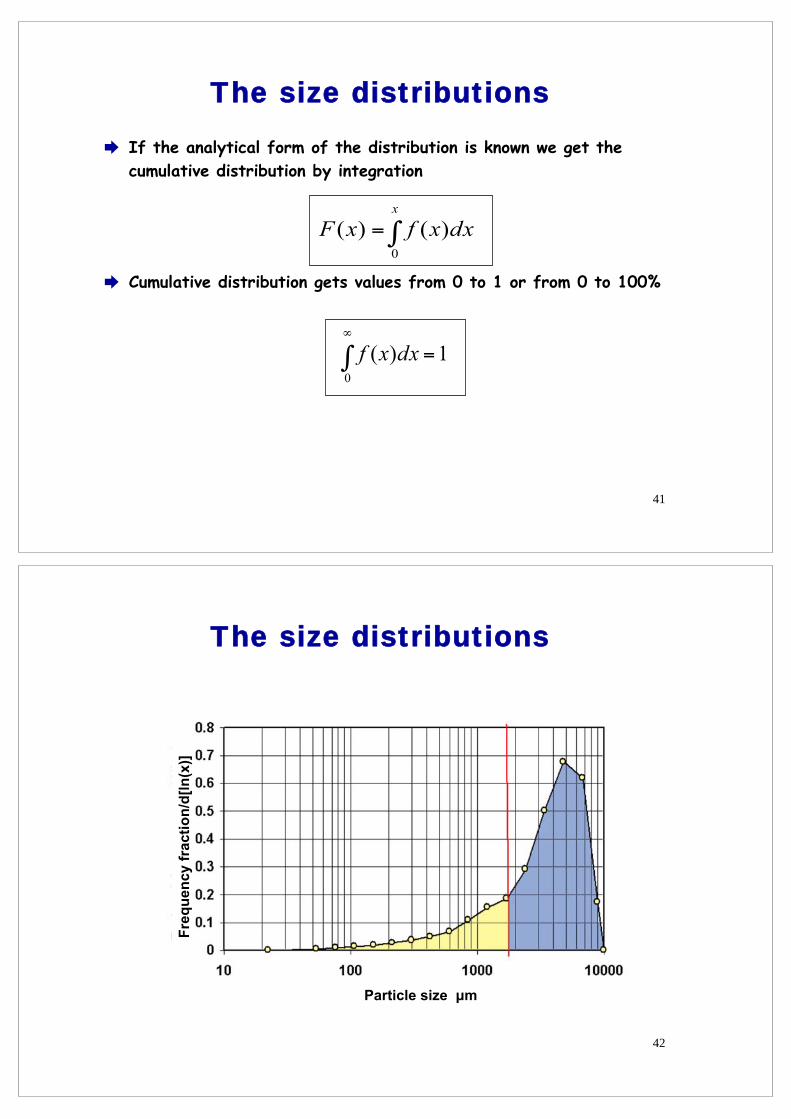
Frequency distribution gives the fraction of particles per a unit
In a continues distribution the points are in the center of the unit.
For example: the material on the sieve 8000 µm is I given at 9000 with the value 0.0382/(ln10000-ln8000) = 0.1710.
39
Graphical presentation of the size distributions
Frequency distribution gives more detailed information about the distribution than the cumulative distribution (multiple peaks)
The fraction of particles in the range is
frequency (dimension for example 1/μm)
the length of the range
mass of particles in the range
total mass of particles.
40
The size distributions
If the analytical form of the distribution is known we get the cumulative distribution by integration
Cumulative distribution gets values from 0 to 1 or from 0 to 100%
41
The size distributions
42
The size distributions
Particle size μm
Freq
uenc
y fr
actio
n/d[
ln(x
)]
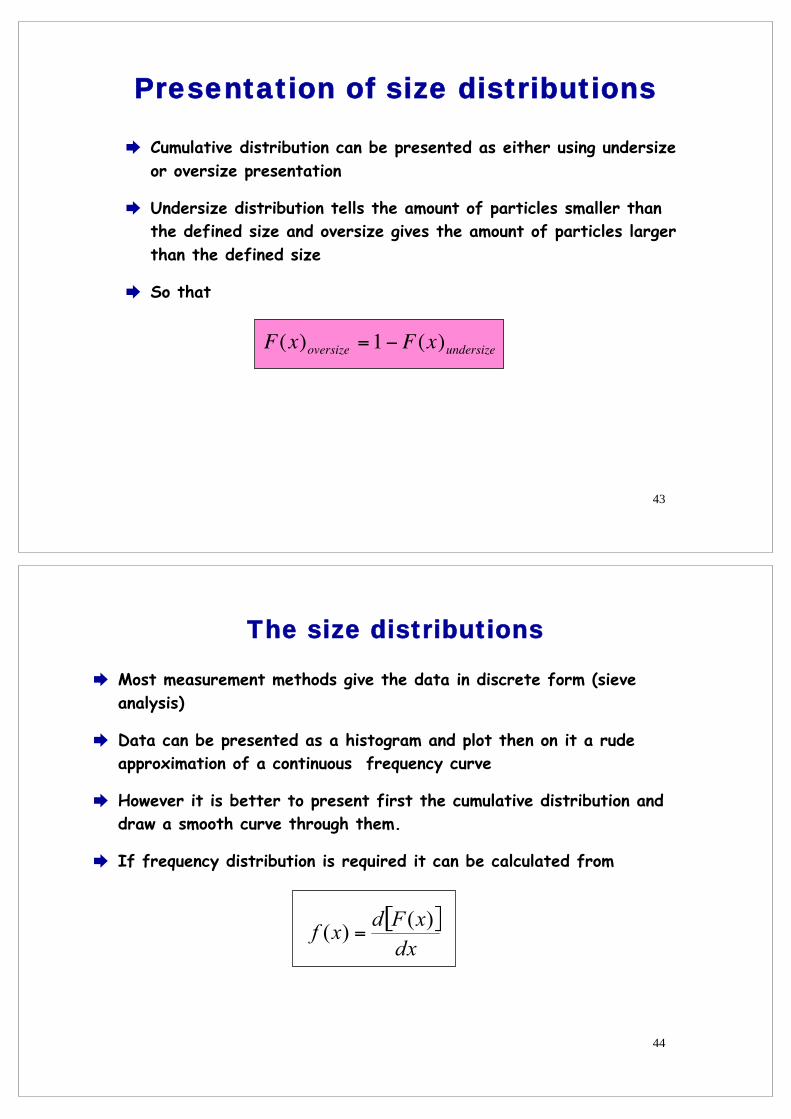
Cumulative distribution can be presented as either using undersize or oversize presentation
Undersize distribution tells the amount of particles smaller than the defined size and oversize gives the amount of particles larger than the defined size
So that
Presentation of size distributions
F(x)oversize =1− F(x)undersize
43
Most measurement methods give the data in discrete form (sieve analysis)
Data can be presented as a histogram and plot then on it a rude approximation of a continuous frequency curve
However it is better to present first the cumulative distribution and draw a smooth curve through them.
If frequency distribution is required it can be calculated from
The size distributions
44
Earlier we agreed that the conversion from one distribution is possible only if the shape factor is constant
Les us assume that all particles are spheres
Types of particle size distributions
number distribution
length distribution (not used in practice )
surface distribution
mass distribution (volume distribution)
Conversion of the distributions
fA (x)
45
The following relationship shows the basis of the conversion
where constants k1, k2 and k3 are geometrical shape factors
46
Conversion of the distributions
Cumulative distributions are obtained from
where is the mean size in the range
47
Conversion of the distributions
Constants can be defined from
For example we get the constant for a discrete distribution from equation
48
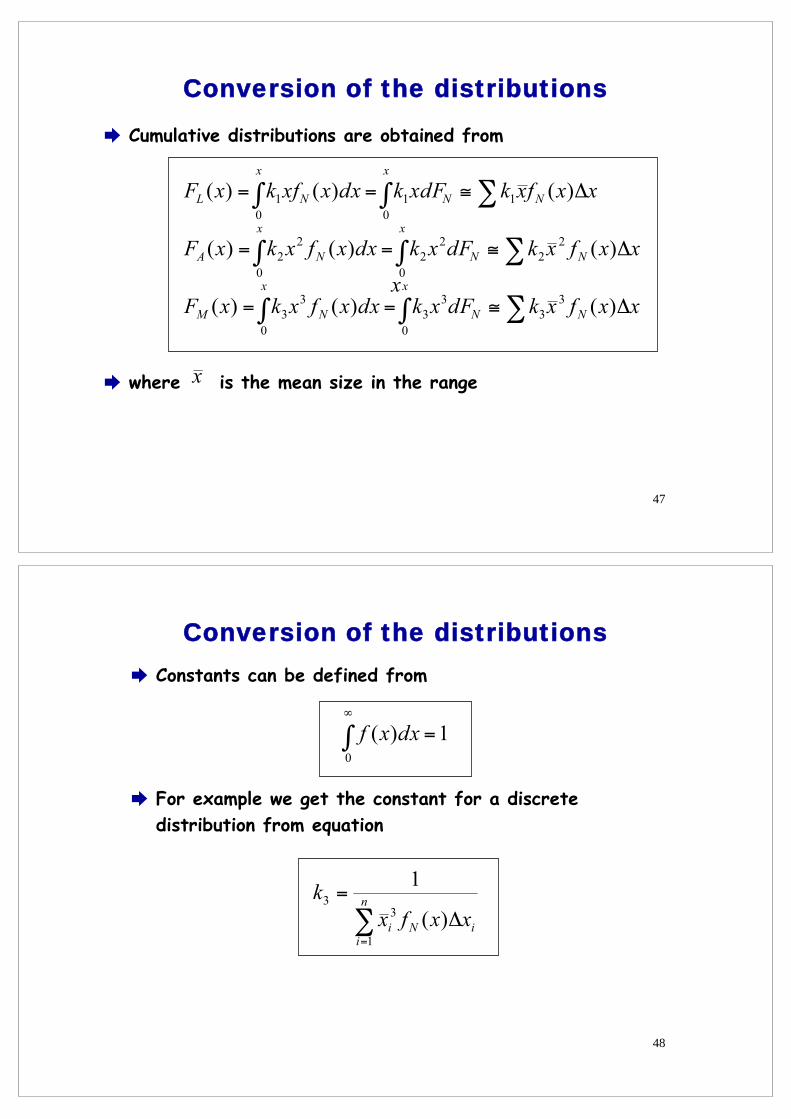
Conversion of the distributions
49
Conversion of the distributions
There are a great number of different average and mean sizes that can be defined for a size distributions
We can use
mode , highest peak in frequency distribution
median, 50% particles are smaller than this size
some mean
Usually mode < median < mean
Measures of central tendency
50
Let us look what we can have?
we particles: 3 x 1 mm, 5 x 2 mm ja 2 x 6 mm
Number distribution
Arithmetic mean mm
Median 2 mm and Mode 2 mm
Length distribution
Mean length mm
Mean sizes
51
Surface distribution
Average surface area mm
Mean surface area mm
Mean sizes
52
Mass distribution
Average mass mm
Mass mean diameter mm
Mean sizes
53
Mean values can be defined from
certain function of particle size frequency distributions
Types of mean diameter
arithmetic mean
quadratic mean
cubic mean
geometric mean
harmonic mean.
Mean sizes
g(x)
f (x)
54
When we use a mean we want it to describe the situation the best way
If you are not sure of the choice use arithmetic mean of the mass distribution
This is the best mean for separation processes, it describes the best the behaviour of the distribution in 9 cases out of 10
Mean sizes
x m =mixi∑m
=nixi
4∑nixi
3∑= xi fM (xi)
i=1
N
∑ Δxi
Remember this definition mi mass fraction in the range ni number fraction in the range 55
Data analysis and the comparison of different size distribution is easier if we can present the results in analytical form
We try to fit a theoretic curve into the measurement data.
Most of them are two-parameter functions
Usually we fit the function on the cumulative undersize size distribution
Usually we devide the particles into 12 size range. We should ensure that each range has enough particles
Theoretical particle size distributions
56
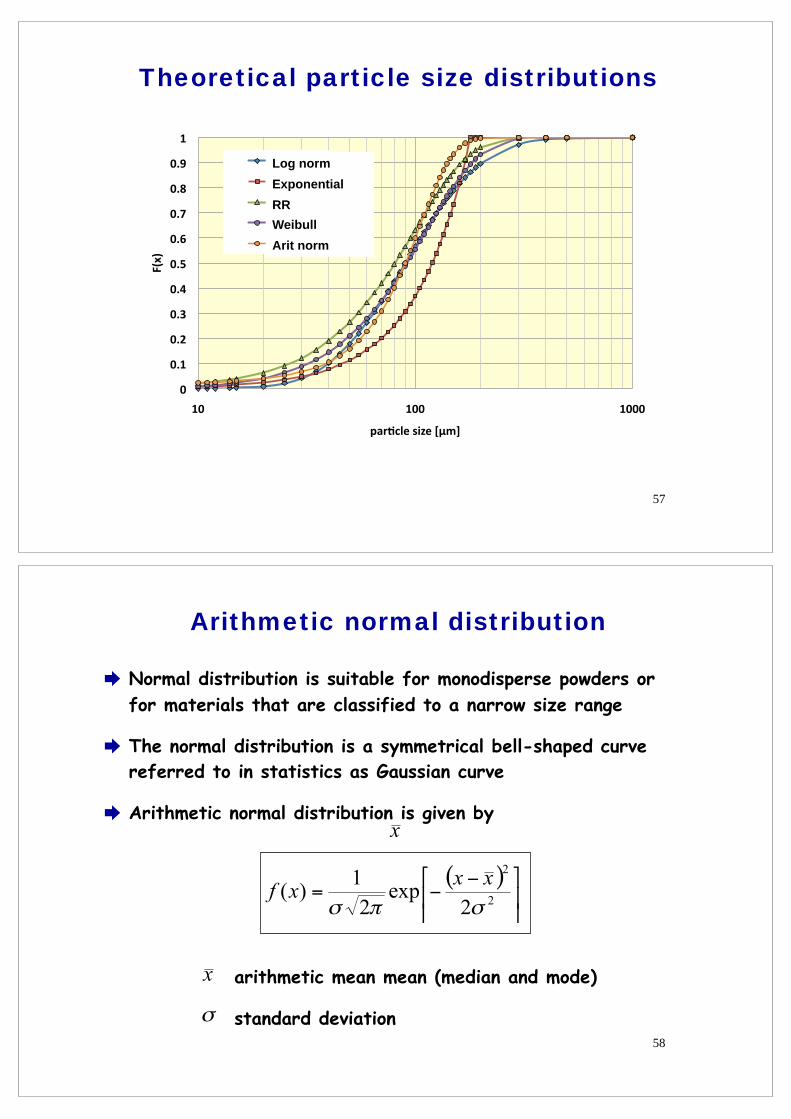
Log norm Exponential RR Weibull Arit norm
57
Theoretical particle size distributions
Normal distribution is suitable for monodisperse powders or for materials that are classified to a narrow size range
The normal distribution is a symmetrical bell-shaped curve referred to in statistics as Gaussian curve
Arithmetic normal distribution is given by
arithmetic mean mean (median and mode)
standard deviation
Arithmetic normal distribution
58
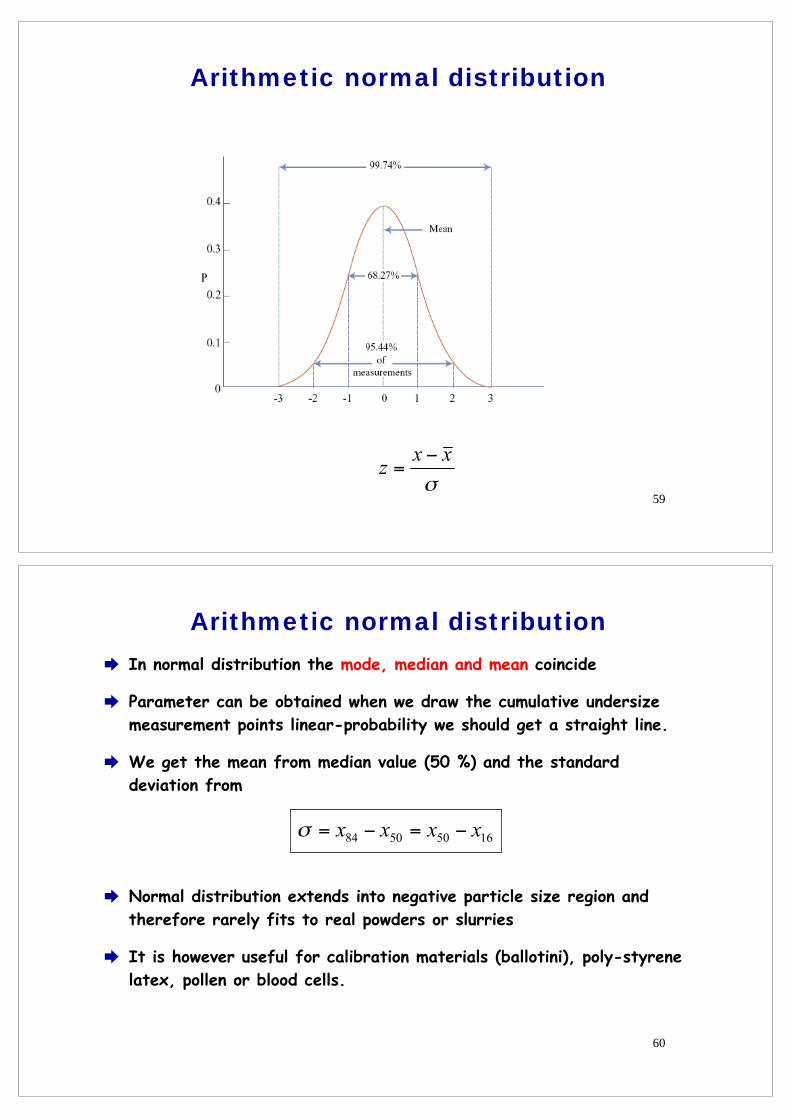
59
Arithmetic normal distribution
In normal distribution the mode, median and mean coincide
Parameter can be obtained when we draw the cumulative undersize measurement points linear-probability we should get a straight line.
We get the mean from median value (50 %) and the standard deviation from
Normal distribution extends into negative particle size region and therefore rarely fits to real powders or slurries
It is however useful for calibration materials (ballotini), poly-styrene latex, pollen or blood cells.
60
Arithmetic normal distribution
61
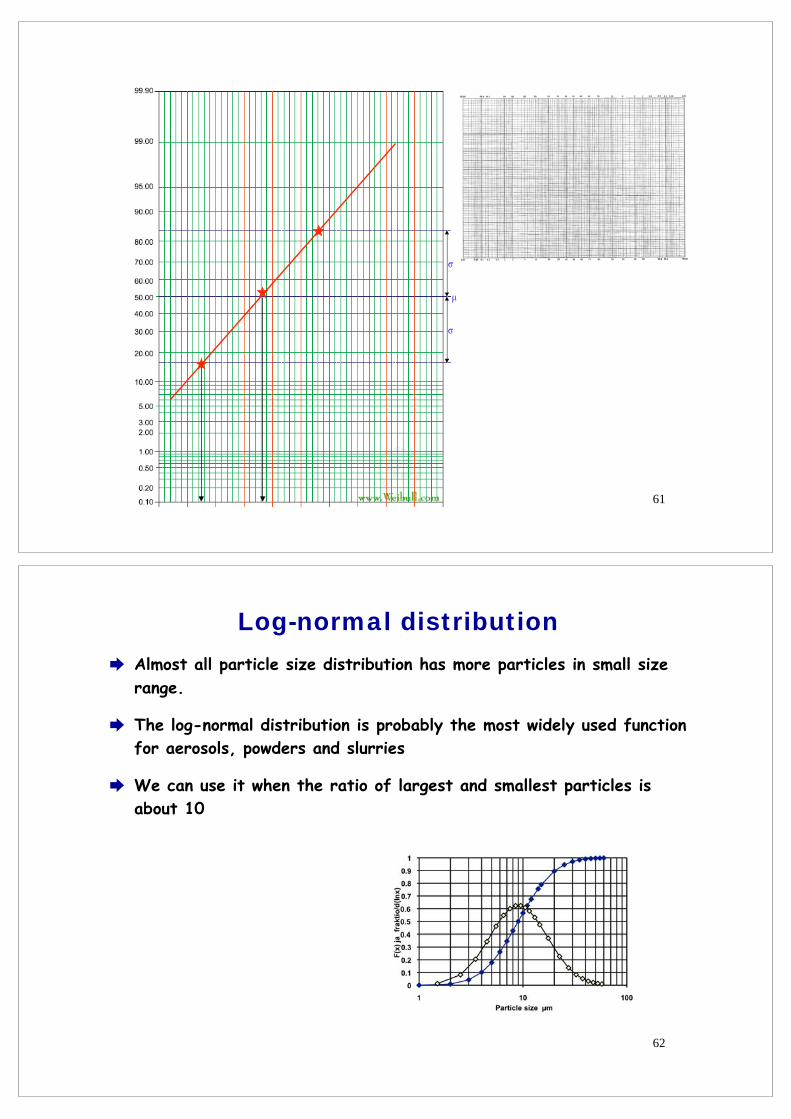
Almost all particle size distribution has more particles in small size range.
The log-normal distribution is probably the most widely used function for aerosols, powders and slurries
We can use it when the ratio of largest and smallest particles is about 10
Log-normal distribution
62
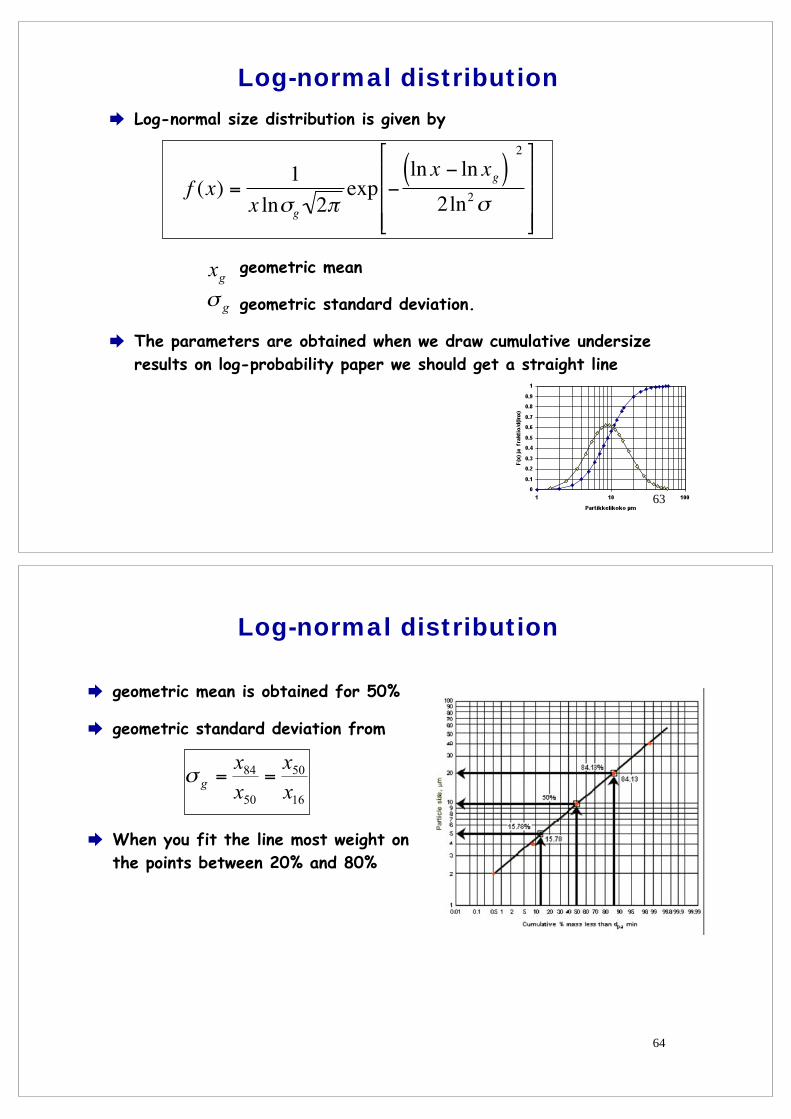
Log-normal size distribution is given by
geometric mean
geometric standard deviation.
The parameters are obtained when we draw cumulative undersize results on log-probability paper we should get a straight line
f (x) =1
x lnσg 2πexp −
ln x − ln xg( )2
2ln2σ
⎡
⎣
⎢ ⎢ ⎢
⎤
⎦
⎥ ⎥ ⎥
63
Log-normal distribution
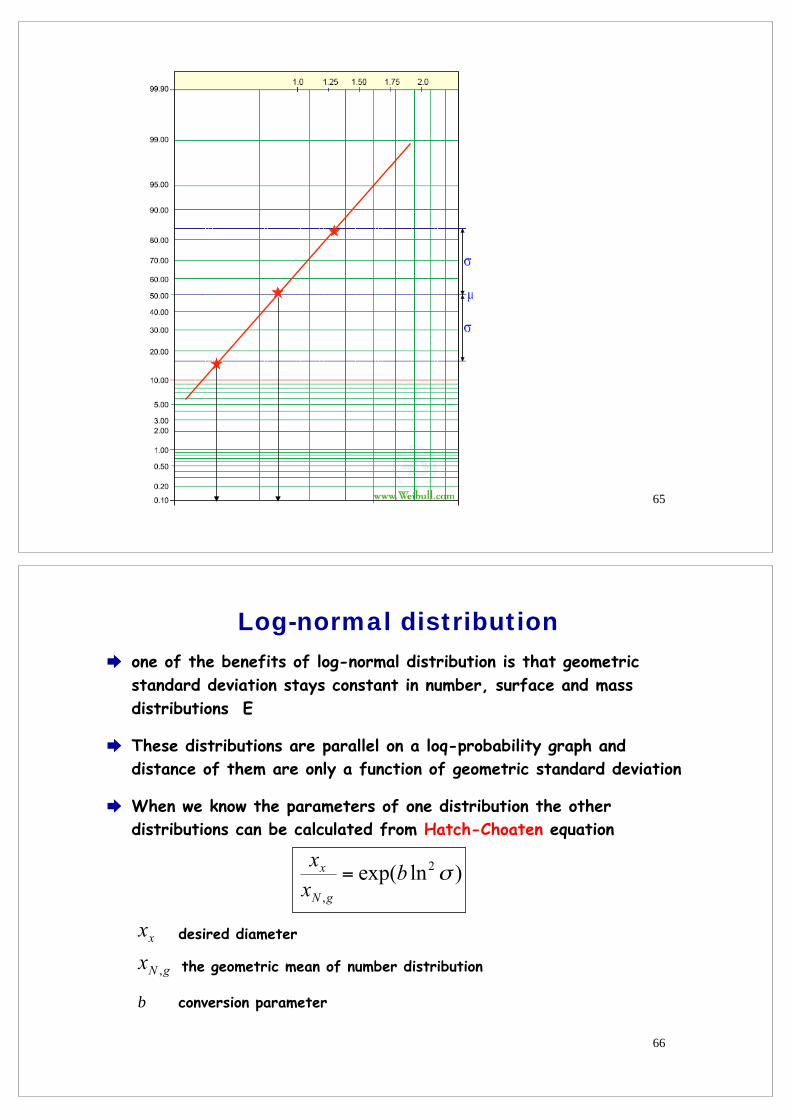
geometric mean is obtained for 50%
geometric standard deviation from
When you fit the line most weight on the points between 20% and 80%
64
Log-normal distribution
65
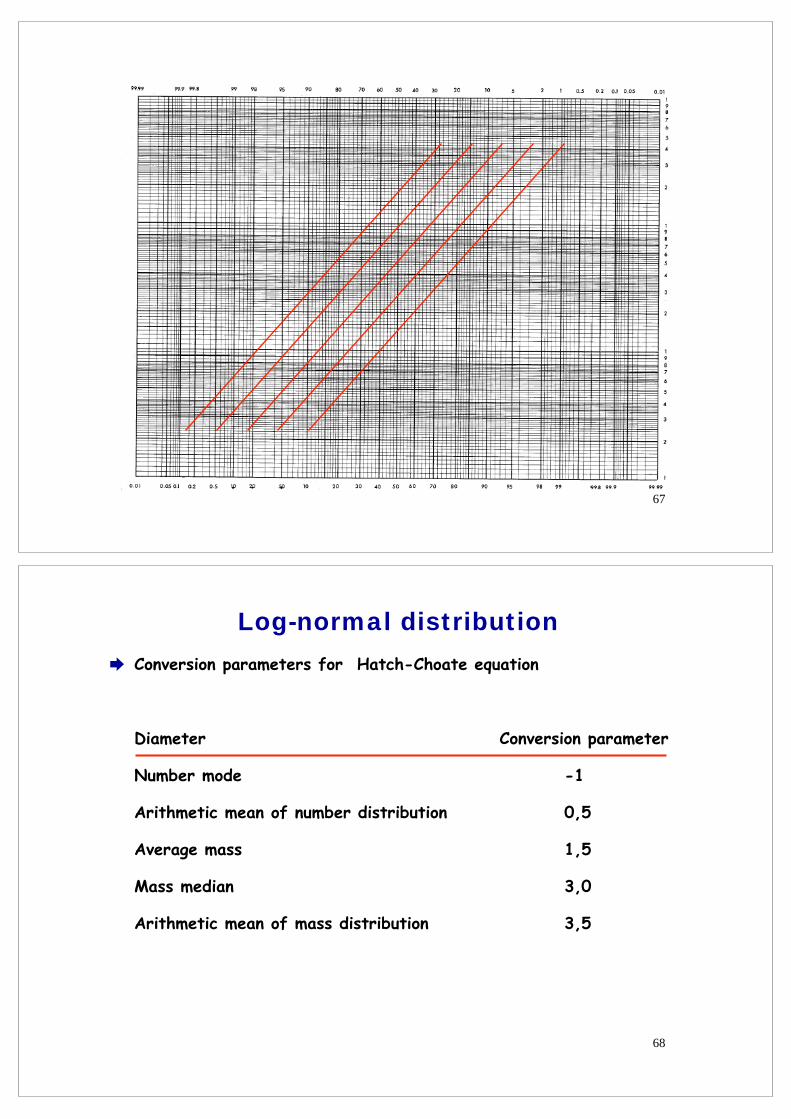
one of the benefits of log-normal distribution is that geometric standard deviation stays constant in number, surface and mass distributions E
These distributions are parallel on a loq-probability graph and distance of them are only a function of geometric standard deviation
When we know the parameters of one distribution the other distributions can be calculated from Hatch-Choaten equation
desired diameter
the geometric mean of number distribution
b conversion parameter
66
Log-normal distribution
67
Conversion parameters for Hatch-Choate equation
Diameter Conversion parameter
Number mode -1
Arithmetic mean of number distribution 0,5
Average mass 1,5
Mass median 3,0
Arithmetic mean of mass distribution 3,5
68
Log-normal distribution
69
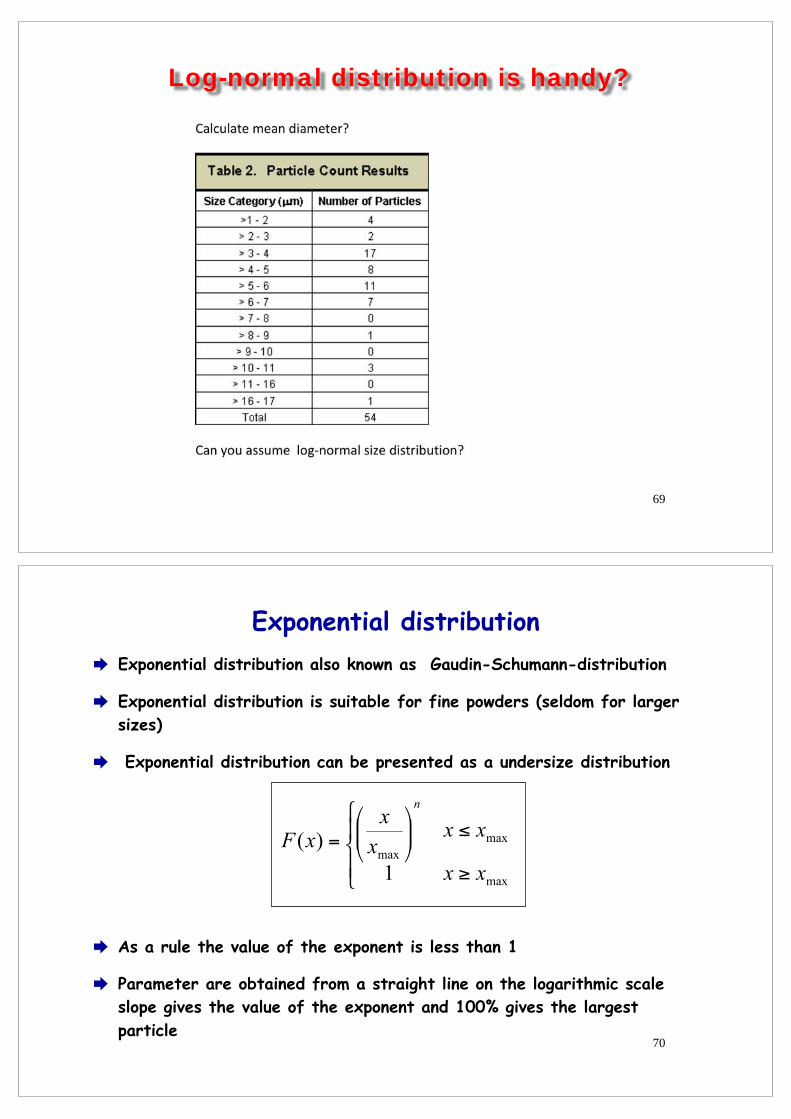
Log-normal distribution is handy?
Exponential distribution Exponential distribution also known as Gaudin-Schumann-distribution
Exponential distribution is suitable for fine powders (seldom for larger sizes)
Exponential distribution can be presented as a undersize distribution
As a rule the value of the exponent is less than 1
Parameter are obtained from a straight line on the logarithmic scale slope gives the value of the exponent and 100% gives the largest particle
70
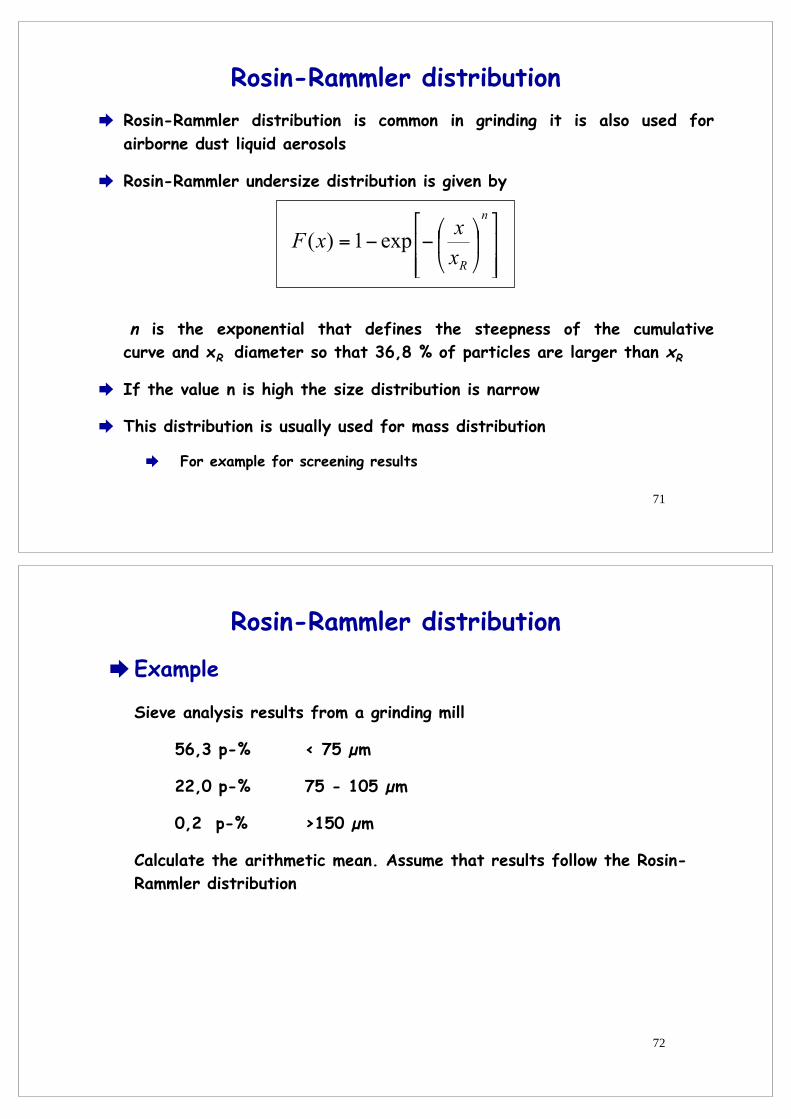
Rosin-Rammler distribution Rosin-Rammler distribution is common in grinding it is also used for airborne dust liquid aerosols
Rosin-Rammler undersize distribution is given by
n is the exponential that defines the steepness of the cumulative curve and xR diameter so that 36,8 % of particles are larger than xR
If the value n is high the size distribution is narrow
This distribution is usually used for mass distribution
For example for screening results
71
Example
Sieve analysis results from a grinding mill
56,3 p-% < 75 µm
22,0 p-% 75 - 105 µm
0,2 p-% >150 µm
Calculate the arithmetic mean. Assume that results follow the Rosin-Rammler distribution
Rosin-Rammler distribution
72
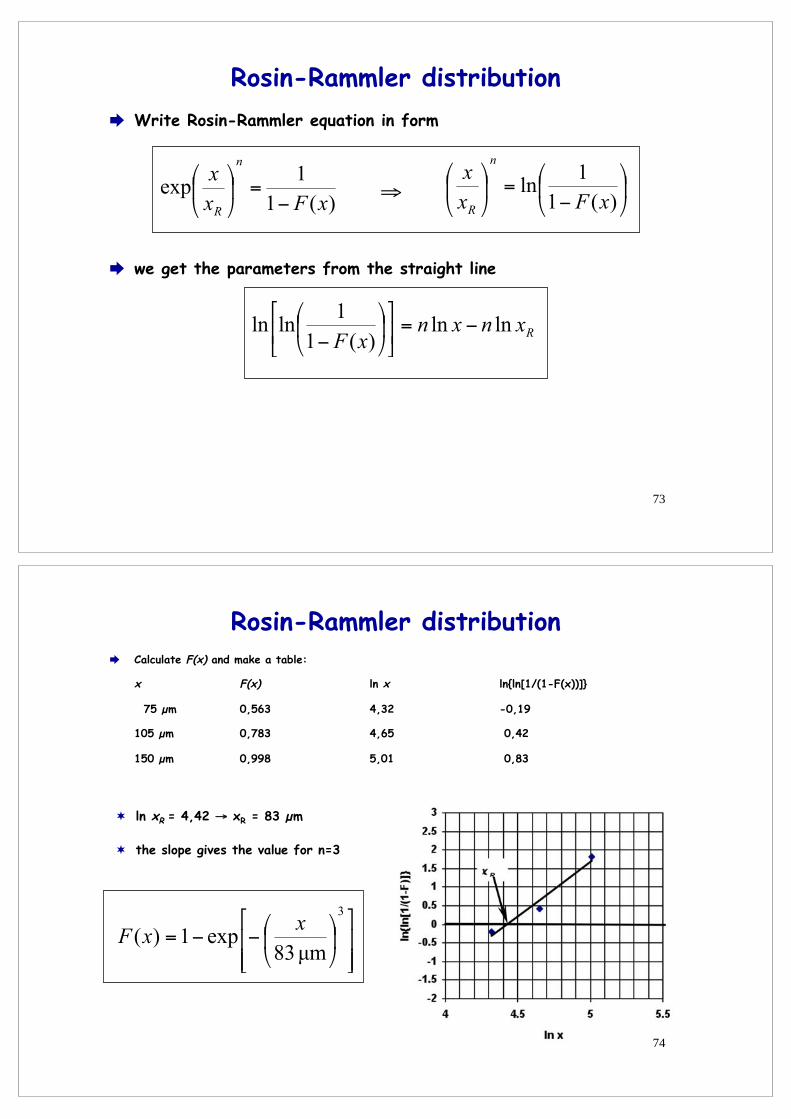
Write Rosin-Rammler equation in form
we get the parameters from the straight line
Rosin-Rammler distribution
⇒
73
Calculate F(x) and make a table:
x F(x) ln x ln{ln[1/(1-F(x))]}
75 µm 0,563 4,32 -0,19
105 µm 0,783 4,65 0,42
150 µm 0,998 5,01 0,83
ln xR = 4,42 → xR = 83 µm
the slope gives the value for n=3
74
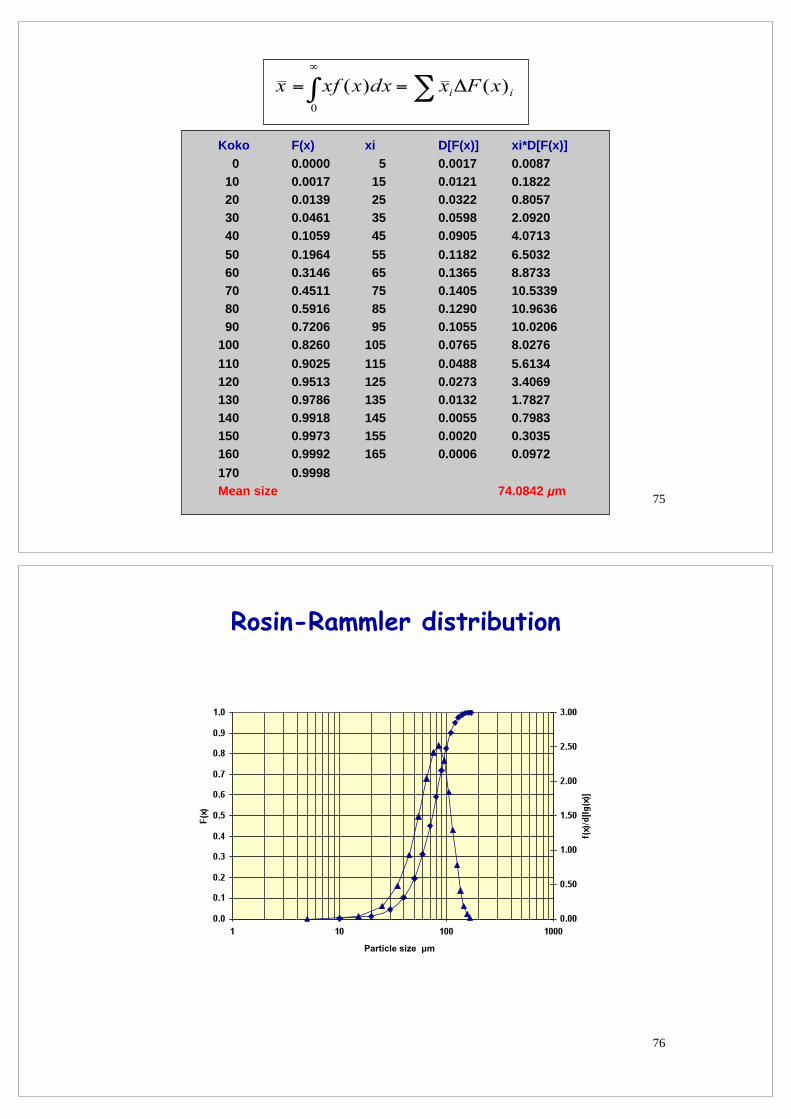
Rosin-Rammler distribution
Koko F(x) xi D[F(x)] xi*D[F(x)] 0 0.0000 5 0.0017 0.0087 10 0.0017 15 0.0121 0.1822 20 0.0139 25 0.0322 0.8057 30 0.0461 35 0.0598 2.0920 40 0.1059 45 0.0905 4.0713 50 0.1964 55 0.1182 6.5032 60 0.3146 65 0.1365 8.8733 70 0.4511 75 0.1405 10.5339 80 0.5916 85 0.1290 10.9636 90 0.7206 95 0.1055 10.0206 100 0.8260 105 0.0765 8.0276 110 0.9025 115 0.0488 5.6134 120 0.9513 125 0.0273 3.4069 130 0.9786 135 0.0132 1.7827 140 0.9918 145 0.0055 0.7983 150 0.9973 155 0.0020 0.3035 160 0.9992 165 0.0006 0.0972 170 0.9998 Mean size 74.0842 µm 75
76
Rosin-Rammler distribution
Particle size μm
Weibull distribution This distribution was originally derived for fragmentation of material under stress
Weibull distribution is a three parameter theoretical distribution
xu smallest size x0 characteristic size and m exponent
If distribution begins from zero it is same as Rosin-Rammler distribution
The main difficulty in using this distribution is to find the smallest size
77
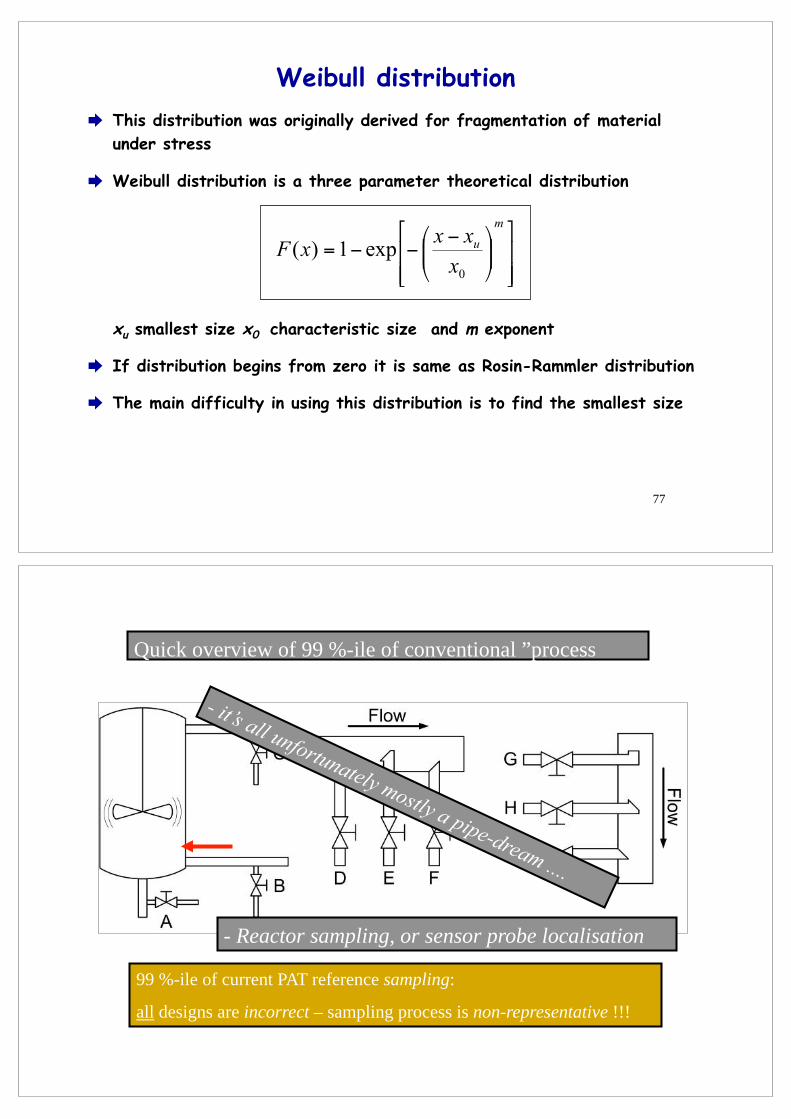
Quick overview of 99 %-ile of conventional ”process sampling design”…
99 %-ile of current PAT reference sampling:
all designs are incorrect – sampling process is non-representative !!!
- Reactor sampling, or sensor probe localisation
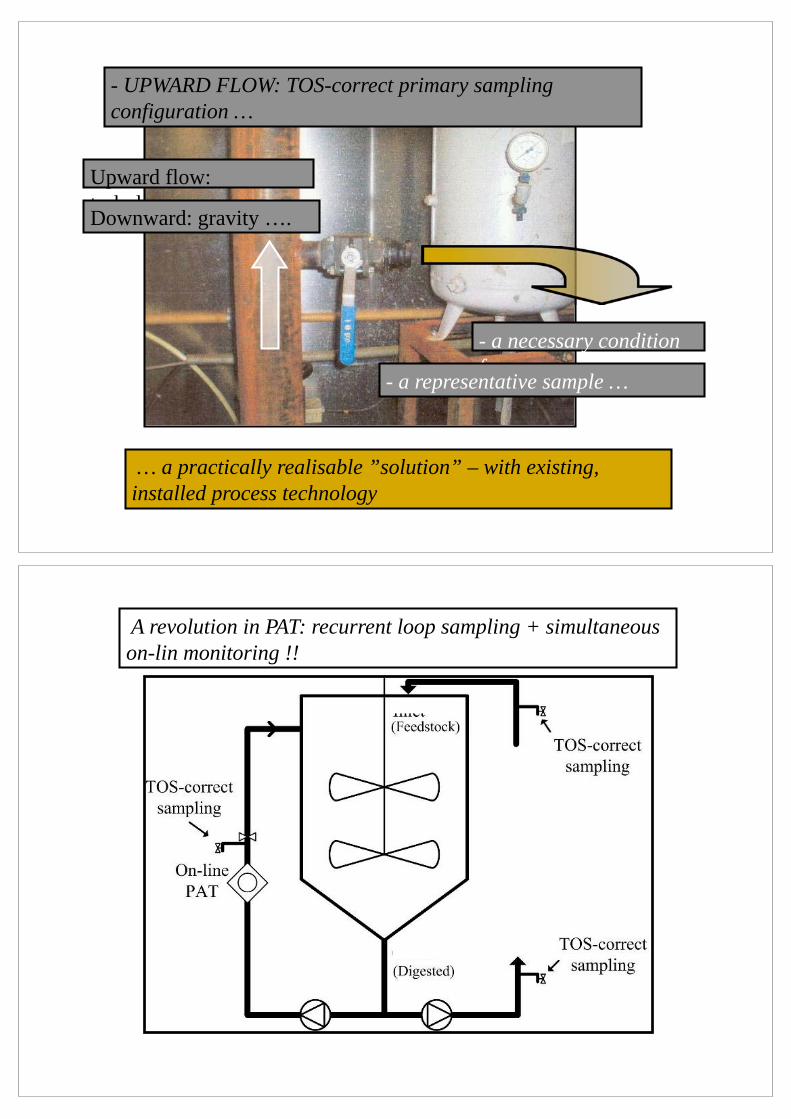
- UPWARD FLOW: TOS-correct primary sampling configuration …
- a necessary condition for:
- a representative sample …
… a practically realisable ”solution” – with existing, installed process technology
Upward flow: turbulence …. Downward: gravity ….
A revolution in PAT: recurrent loop sampling + simultaneous on-lin monitoring !!
Top Related