![ΣΗΜΑΔΙΑ 2 (Δεκέμβριος 1982) [περίοδος Α´]](https://static.fdocument.org/doc/165x107/577cc8da1a28aba711a34aae/-2-1982-.jpg)
Vol.29, No.2, 1982 93 - J-STAGE
6
Vol.29, No.2, 1982 93 Recent Development in New-Tufftride Process 塩 谷 恩 * Megumi Shioya 新 タフ トライ ド法は,処 理部品の耐摩耗性,耐 食性並びに疲れ強さを増加 する方法として画期的な処理法である。さらに最近,こ の処理に引きつづい て表面酸化を行う複合処理法が,こ れらの特性を一層改善するといわれる。 これについて現況を紹介する。 1. まえがき 新 タフ トライ ド法 は,従 来行われてきたタフ ト ライ ド法 の シア ン公害対策 を目的 と して開発 され た 塩浴 窒化 法 で あ る。 この プ ロセ スで は,有 害物 質 で あ る青 化 物 は原 料 中 に含 ま れ て い な い。 この プロセスの効果は,従 来 の もの と同 じ く,ほ とん どの 鉄 系 部 品 に対 して,耐 摩耗性,疲 れ 強 さ,耐 食 性 等 の 特 性 が 向 上 す る所 にあ る。 また,そ れ ばか りで な く処 理 に よ る寸 法変 化 が,き わめて少ない と い う特 徴 も あ る。 な お,処 理 コス トも比較的安 いことか ら,そ の 応 用 範 囲 は広 く,材 質 的 に は鋳 物,焼 結金属を含 む す べ て の鉄 系 部 材 を対 象 とす る。 そ して 自動 車, 製鉄,造 船,油 圧機器,産 業機械,事 務機,電 算 機,金 型,工 具 関係 な ど の部 品類 に広 く応 用 され ている。 最 近,新 タ フ トライ ド法 の発展 にかかわ る新技 術 が注 目の 的 とな って い る。 それ は新 タ フ トライ ド処理 後,さ らに 部 品 を ア ル カ リ系 の酸 化 性 バ ス 中に浸せ きして 表 面 酸 化 を行 う方法 で,こ の処 理 を行 っ た部 品 は,特 異な黒染様の外観を呈 し, ま た,そ の表面特性である耐摩耗性,耐 食性は, 新 タ フ トラ イ ド処 理 のみ の 場 合 よ りも,さ らに改 善 され る こ とが 明 らか と な った 。 この複 合 処 理 法 は,新 しい表 面 処 理 技 術 として, 今 後 の 発展 が期 待 され る。 そ こで本 稿 に お いて は この 複 合 処 理 につ いて 現 況 を報 告 した い と思 う。 2. 作 業 の あ ら ま し 新 タ フ トライ ド法(1)を行 うため に使用す る窒化 炉 は,ガ スまたは電気による外部加熱炉で,ポ ッ トに は,鉄 ポッ トにチタニウム板を内張りしたも の,あ るい は オ ール チ タ ニ ウ ム ポ ッ トが 使 用 され る 。 この ポ ッ トの 中 に,無 公 害 性 の窒 化 剤TFI (商 品名:ア ルカ リ金属 の シア ン酸塩 を主成分 と す る)を 入れて加熱溶解 し,温 度 は580℃ に保持 して,空 気 吹 込 み を 行 いつ つ処 理 を行 うので ある。 新 タフ トライ ド法 は,そ の 主剤 で あ るTFIの 名 を取 りTFI法 と表 示 す る。 これ に対 してTF *パ ー カ ー熱 処 理 工業(株)第 二技術部長 〒103東 京 都 中 央 区 日本 橋2-16-8 03-278-4531 *Parker Heat Treating Co ., Ltd. 16-8, Nihonbashi, 2-chome, Chuo-ku, Tokyo 103 -15-
Transcript of Vol.29, No.2, 1982 93 - J-STAGE

Vol.29, No.2, 1982 93
Recent Development in New-Tufftride Process
塩 谷 恩 *
Megumi Shioya
新タフ トライ ド法は,処 理部品の耐摩耗性,耐 食性並びに疲れ強さを増加
する方法として画期的な処理法である。さらに最近,こ の処理に引きつづい
て表面酸化を行う複合処理法が,こ れらの特性を一層改善するといわれる。
これについて現況を紹介する。
1. ま え が き
新 タフ トライド法は,従 来行われてきたタフ ト
ライド法のシアン公害対策を目的として開発され
た塩浴窒化法である。 このプロセスでは,有 害物
質である青化物は原料中に含まれていない。この
プロセスの効果は,従 来のものと同じく,ほ とん
どの鉄系部品に対して,耐 摩耗性,疲 れ強さ,耐
食性等の特性が向上する所にある。また,そ ればか
りでなく処理による寸法変化が,き わめて少ない
という特徴もある。
なお,処 理コス トも比較的安 いことか ら,そ の
応用範囲は広 く,材 質的には鋳物,焼 結金属を含
むすべての鉄系部材を対象とする。そ して自動車,
製鉄,造 船,油 圧機器,産 業機械,事 務機,電 算
機,金 型,工 具関係などの部品類に広 く応用され
ている。
最近,新 タフ トライ ド法の発展にかかわる新技
術が注 目の的となっている。それは新タフトライ
ド処理後,さ らに部品をアルカリ系の酸化性バス
中に浸せ きして表面酸化 を行う方法 で,こ の処
理を行 った部品は,特 異な黒染様の外観を呈 し,
また,そ の表面特性である耐摩耗性,耐 食性は,
新タフ トライド処理のみの場合よりも,さ らに改
善 されることが明らかとなった。
この複合処理法は,新 しい表面処理技術として,
今後の発展が期待 され る。そこで本稿においては
この複合処理について現況を報告したいと思 う。
2. 作業 のあらま し
新タフトライド法(1)を行うために使用する窒化
炉は,ガ スまたは電気による外部加熱炉で,ポ ッ
トには,鉄 ポッ トにチタニウム板を内張りしたも
の,あ るいはオールチタニウムポットが使用され
る。このポ ットの中に,無 公害性の窒化剤TFI
(商 品名:ア ルカ リ金属のシアン酸塩を主成分と
する)を 入れて加熱溶解 し,温 度は580℃ に保持
して,空 気吹込みを行いつつ処理を行 うのである。
新タフ トライド法 は,そ の主剤であるTFIの
名を取 りTFI法 と表示する。これに対 してTF
*パ ー カ ー熱 処 理 工業(株)第 二技 術 部 長
〒103東 京 都 中央 区 日本 橋2-16-8
03-278-4531
*Parker Heat Treating Co ., Ltd. 16-8, Nihonbashi, 2-chome, Chuo-ku, Tokyo 103
-15-

94 実務表面技術
I処 理後,酸 化性バスABI(商 品名)に 浸せき
する複合処理法は,TFI-ABI法 と表示する。
酸化性バスABIは,こ れまでAKバ スと呼ばれ
たが,内 容は同 じものである。TFI作 業におい
ては,中 心となる窒化作業の前後に若干の前工程
及び後工程がある。
前工程 に属するものには,脱 脂,洗 浄及び予熱
がある。通常,熱 処理工場に持込まれる部品類に
は,油,切 りくず,ご みなどが付着 しているので,
これ らを脱脂,洗 浄 して除去 した後,約300~400
℃で予熱を行 う。後工程としては,冷 却(水 冷,
写 真1 新 タ フ トライ ドライ ンの
囲 いの 内部状 況(東 松山工 場)
油冷,空 冷)操 作を終えた後,湯(水)洗 を行い,
付着ソル トを除去 し,防 錆油処理を行い処理は終
わる。
複合処理を行う場合は,酸 化性バスABIを 窒
化炉の次 に配置 し,窒 化炉から取出 した部品を暫
時(30分 以内)こ の中に浸せきしてか ら前記の後
工程に移るのである。
新タフ トライ ド法の作業については,公 害防止
上と環境衛生上の見地からいろいろ改善工夫が行
われている。これ らについて,現 在わが社が実施
している方法(3)を若干紹介する。
写真2 屋外スクラバーの外 観(東 松 山工場)
写真3 SPC材 の組 織
-16-

Vol.29, No.2, 1982 新 タ フ トライ ド法 の最 近 の発 展 に つ いて 95
先ずソル トフユームを発散する窒化炉,ABI
バスや蒸気を発生する水冷槽 ,湯 洗槽等は,作 業
場から隔離 した囲いの中に収容 し,発 生するソル
トフュームや蒸気は排風機で場外に排出し,戸 外
に設けてあるスクラバーで洗浄 して大気中に放散
させる。これらのソル トフュームや蒸気は,水,
希アルカ リ,希 酸等に易溶性であるのでスクラバ
ーにより容易に除去することが出来る。
写真1は 弊社東松山工場における囲いの状況を
また写真2は 屋外スクラバーの外観を示す。同工
場では,作 業の結果,水 冷槽や湯洗槽等に溶 け込
んだソル ト分はすべて蒸発によって固形化させ回
収 し,ソ ル トを含む廃水としては一切排出しない
いわゆるクローズ ド法式を採用しているので水質
汚濁にかかわる問題は全く発生 しない。
3. TFI及 びTFI-ABI処 理品の物性
3-1 表面層の構造
写真3の 左はSPC材 にTFI(580℃ ×90分)
処理を行 ったものの組織,右 は同材質 にABI
(450℃ ×6時 間)処 理を行った複合処理の組織の
写真を示す。これらの写真に見 られる表層部の白
層は化合物層 と呼ばれるもので,X線 回析の結果
その構は ε-Fe3Nで ある。
写真の右には白層部の最表面に黒色に見える層
が認められるが,こ れはABI処 理によって形成
された酸化皮膜層であって,X線 回析の結果この
組成はFe3O4で あり,表 層部の ε-Fe3N層 が一
部酸化 されて生成 した ものと考えられる。
処理時間はおおむね30分 以内でよく耐摩耗性や
耐食性が向上す る。この場合の酸化皮膜層の厚み
は1~1.5μm程 度で,大 変薄く,な ぜ,こ のよう
な薄い層が耐摩耗性や耐食性の向上 に大きく作用
するかは大変興味あるところであるが,今 日この
理論は未だ十分に解明されていない。
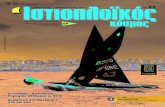
図1(4)はTFI(580℃ ×3時 間→水冷)とT
FI(580℃ ×3時 間)-ABI(350℃ ×20分)
の複合処理を行 ったC15(S15C相 当)試 片につ
いて,化 合物層内のNとOを,オ ージェ電子分光に
より分析 した結果を示す。
この結果から知 られることは,N分 布は両者共
大体同 じであるが,Oの 分布は大変異なった値を示
し,TFI単 独の場合(図 の左)は,深 さに関係
なく,低 い値で一定値を示すが,複 合処理を行っ
た もの(図 の右)は,深 さ約5μmの ところで,7.5
%の 最大値を示す。
なおこの影響 は深さ約13μmの ところまで及んで
いるのが認められる。組織上認められる黒色層は
1~2μm程 度であるか ら,Oは この黒色層外の化
合物層中にも存在することになる。この化合物層
中にあるOが どのような形態で存在するかは議論
の多い問題であるが,現 在のところOは 窒化物の
結晶格子内に,フ リーなOと して存在 していると
考えられている。
図2(4)は 複合処理における表面粗さと耐食性の
図1 オー ジェ電子分光 によ る表面層 の分析(N,C)
-17-

96 実務表面技術
関 係 を工 程 別 に表 示 した も ので あ る。 右 の 棒 グ ラ
フ は各 工 程 に おけ る粗 さで,PerthometerのRm
ス ケ ール(μm)で 表 示 して あ る。
下 図 は,そ れ ぞれ の工 程 に お け る耐 食 性 を,塩
水 噴霧 テ ス トの耐 久 時 間 を も って表 示 した もの で
あ る。
研 削 の み の場 合,表 面 粗 さ は約2.5μm,耐 食 性
は10時 間 以 内 を示 し,こ れ をTFI-ABI処 理
を 行 った 場 合,表 面粗 さ が5μmま で に増 加 し 耐
食 性 は200時 間 以上 に ま で高 め られ た こ とを 示 し
てい る。 さらにこれを ラッピングす ると,粗 さが約1.2
μmに 低 下 し,耐 食 性 も120時 間程 度 に低 下 す る。
こ れ は加 工 に よ って,表 面 酸化 層 のOの リ ッチ
な部 分 が 一部 取 去 られ た か らで あ る と考 え られ る。
そ こで 再 びABI処 理 を 行 う と,表 面 粗 さは ラ ッ
ピ ング後 の粗 さと同 じ1.2μmに な り,耐 食性 も
再 び 向上 して200時 間 以 上 の値 と な る。 以上 の結
果 か ら,粗 さ を最 小 に お さ え,か つ 最 高 の耐 食 性
を 得 る に は,ラ ッ ピ ング加 工 を行 った の ち再 びA
BI処 理 を 行 う ことが 推 奨 され る。
3-2 耐 摩 耗 性
S15C材 に つ い て,TFI(580℃ ×90分 水 冷)
とTFI(580℃ ×90分)-ABI(230℃ 水 冷)の
耐 摩 耗 性 を 比 較 した結 果 を 図3(4)に 示 す 。 この 図
か ら 解 る こ と は,TFI処 理 の み の摩 耗 量 は,5
時 間 あた りか ら著 しくな って い るが,TFI-AB
I処 理 の場 合 は,TFIの 場 合 よ り も低 い摩 耗 量
を示 す 傾 向 が 認 め られ る。
3-3 耐 食 性
42CrMo4材 の シャ フ トの塩 水 噴霧 によ る耐 食
テ ス ト(4)の結 果 に よ る と,硬 質 ク ロ ムめ っ きを し
た もの は約70時 間 の テス ト後 腐 食 が 始 ま った の に
対 し,TFI-ABI処 理 を施 す と,220時 間 の テ
ス ト期 間 中 発 錆 が 認 め られ な か った 。
ま たS45Cの 完全 焼 な ま し後 の テ ス トピー ス に
硬 質 ク ロ ム層 を41.3μmめ っ き した も の と,TF
図2 TFI-ABI処 理 の工程 と粗 さ,耐 食性
図3 TFI→ 水冷 とTFI-ABI水 冷の耐摩 耗性
-18-

Vol.29, No.2, 1982 新 タ フ トライ ド法 の最 近 の発 展 に つ いて 97
I(580℃ ×90分)-ABI(400℃ ×10分)-ラ ッ
ピング-ABI(400℃ ×20分)の 複合処理を行
ったものをJIS D 0201に よって比較テストした結
果によると硬質クロムめっきの耐食時間2時 間に
対 して,複 合処理の場合7時 間であり,約3倍 の
耐食性を示す結果が得られた。
3-4 耐疲れ強さ性
これまで述べた諸特性は,窒 化層の表層部の化
合物層および化合物層の最表面に生成された酸化
層によるものと考え られるがこれらの特性とは別
に,著 しい疲れ強さの増加(2)がよく知 られている。
疲れ強 さの増加は,化 合物層下にあるNの 拡散部
分(拡 散層)に 起因するものと考え られている。
一般に窒化処理は,他 の表面処理である浸炭,
浸炭窒化等と比較 して疲れ強さの向上が著 しいと
いわれ,特 に塩浴窒化の場合にはその効果が顕著
である。例えば,材 質S15C,αK=2の 切欠きテ
ス トピースの回転曲げによる疲れ強さ値は約12kg
/mm2であるが,こ れをTFI(580℃ ×2時 間→水
冷)し たものは約45kg/mm2の 値にまで上昇す る。
TFI-ABI複 合処理の場合 には,TFI処 理
後350℃ 内外の温度のABIバ ス中に若干浸せ き
されることになり,そ の際,拡 散層中に固溶 して
いるNの 一部はFe4Nの 形で析出するため,固 溶
窒素の濃度が減 じて疲れ強さが低下する懸念があ
る。 しか しこのことは非合金鋼に限られ,合 金鋼
にはこの問題はない。なお低下するにしても最大
20~30%程 度であり,処 理による圧倒的増加から
比べればはるかに小さい。
このような懸念はあって も,多 くの場合,複 合
処理を行うことは有利と考えられる。その理由は,
複合処理によって形成される優れた耐食性のある
表面層 は,部 品の長期間使用中,腐 食 によっ
て作 られる表面層 の切欠 き形状や,電 気化学的
原因による脆性の発生を防止 し,疲 れ強さ性の長
期保存を保証するか らである。
3-5 寸法変化の少ないこと
処理部品の寸法変化の少ないことは,タ フ トラ
イド法の大きな特徴 としてあげることができる。
その最大の理由は,処 理温度が鋼の変態点以下の
低 い温度であるため,変 態 による寸法狂いが少な
いことによる。
ただ し処理によって加熱や冷却が行われる以上
若干の寸法変化 はやむ得ないと思われる。また窒
化によって生成される窒化層は,わ ずかではある
が,寸 法の太りを生ずるものである。しかし,タ
フ トライ ド処理法が本来寸法変化や変形の少ない
処理法であることは次の事例か らも理解ができる。
自動車などのクランクシャフ トは,曲 がりや,
寸法変化に対 して,最 も厳 しい部品であるが,現
在量産的にTFI処 理が行われている。クランク
シャフ トの処理をTFI-ABI処 理で行 っている
ヨーロッパの自動車メーカーの話によると,TFI
処理の場合は,処 理後,曲 り直 しを行う必要のあ
るものが若干出たが,複 合処理を行 った場合は,
その必要が全 くないということである。複合処理
によって,曲 がりの発生が少なくなったのはTF
I炉 からの冷却がABIバ スへの投入によって緩
和されたためであると思われる。
4. 応 用 例
本来タフ トライド法には,広 い応用面があるこ
とはまえがきの項で述べたところであり,ま たこ
れまで多 くの報告が行われているのでここで説明
す ることは省略するが,複 合処理法の登場によっ
てまた別の応用面が追加されたので若干紹介 した
いと思 う。
自動車のシャーシ部品のように,雨 水による腐
食とエンジンの振動による疲れ負荷を受けるもの
や,農 耕機のパワーショベルのように,雨 水,土
砂等による腐食と摩耗にさらされるものには,こ
の複合処理が適当と考え られる。
農耕用パ ワーショベルの部品類(シ ョベルシリ
ンダー,リ フトシリンダー,ヒ ンジボル ト等)は,
目下 ヨーロッパにおいてTFI-ABI処 理が行わ
れて好結果が得られているといわれているもので
ある。また海水の腐食にさらされるスライ ドバル
ブは,当 初亜鉛コーテングされたものが使用され
ていたが,こ れをTFI-ABI処 理に切 りかえた
ところ,3ヶ 月の寿命であったものが12ヶ月まで
延びたと報告されている。
自動車工業や,家 具(事 務用机や椅子)製 造工
業に使用されるガスプレッシャースプ リング類は,
-19-

98 実務表面技術
硬 質 ク ロ ームか らTFI-ABI処 理 に切 りかえて コ
ス トの節 約 が で きた と いわ れ る。 な お これ らの 応
用 例 とは別 に,複 合 処 理 の特 異 な黒 色 の 外観 を得
るこ とを 目的 と した応 用例 もあ る 。
例 え ば カ メ ラ部 品 や,光 学 機 械 の部 品 類 に は,
光 の 反 射 を さけ る 目的 で,暗 色 ま た は黒 色 の 表 面
外 観 を 好 む もの が あ る が,こ の よ うな面 へ の 応 用
に対 して も良 結果 が報 告 され て い る 。
5. TFI-ABI処 理 の コ ス ト
TFI処 理 単 独 の 場 合 に 比 較 す る とTFI-AB
I複 合 処 理 の コ ス トは当 然 割 高 とな るが,そ れ で
も,今 日行 わ れ て い る代 表 的 表 面 処 理 法 の コ ス ト
と 比較 して 決 して高 い もので は な い 。
直 径35mm,長 さ400mmの シ リン ダ ー シ ャフ トに
夫 々,TFI-ABI,硬 質 ク ロー ム,コ ー ル ドニ ッ
ケ ル プ レ ーテ ィ ング,亜 鉛 め っきを 行 った 場 合 の
コス トの比 較 が西 独(4)に お い て行 わ れ た が,そ の
結 果 によ る と,TFI-ABI処 理 の コス トは,亜
鉛 め っきに 次 い で 第 二位 で あ る ことが 示 され て い
る。
6. む す び
以 上,TFI処 理 及 びTFI-ABI複 合 処 理 の
現 況 を紹 介 した 。 これ まで の説 明 か ら理 解 され る
と思 うが,TFI-ABI処 理 に よ って得 られ る耐
摩 耗 性 や 耐 食 性 の特 性 は従 来 行 われ て い る代 表 的
表 面処 理 の特 性 に 匹敵 す る もので あ る と考 え られ
る。
ま た コ ス トも比 較 的 に安 い こ とか ら,こ の複 合
処 理 法 は,表 面処 理 法 の 一 分 野 と して これ か ら発
展 す る もの と考 え られ る。 こ の 際,熱 処 理 業 者 の
立 場 か らTFI-ABI処 理 につ いて特 に 強調 した
い こ と は,こ の処 理 法 にお いて は,表 面 特 性 の他
に さ らに優 れ た疲 れ 強 さの 特 性 が追 加 され る と い
う ことで あ る。
参 考 文 献
(1) 塩谷恩:新 タフ トライ ド法,熱 処 理, Vol.16, No.5,
1976, P 262~P266.
(2) 塩谷恩:機 械 の損害 とその防止 に役 立つ表面 処理,
金属, Vol.150, No.7, July 1980. P 59~P 62.
(3) 塩谷恩:熱 処理 におけるソル トバス利用の利点 と問
題点,工 業加熱, Vol.117, No.6, 1980. P34~P40.
(4) DEGUSSA社:技 術 ニュース
-20-