
Verarbeitungsanleitung HeraCeram Zirkonia — Keramik für ... · HeraCeram® Zirkonia – für...
44
Mundgesundheit in besten Händen. Mundgesundheit in besten Händen. Verarbeitungsanleitung HeraCeram ® Zirkonia — Keramik für die Verblendung von Zirkonoxid-Gerüsten
Transcript of Verarbeitungsanleitung HeraCeram Zirkonia — Keramik für ... · HeraCeram® Zirkonia – für...

Mundgesundheit in besten Händen.Mundgesundheit in besten Händen.
Verarbeitungsanleitung
HeraCeram® Zirkonia —
Keramik für die Verblendung von Zirkonoxid-Gerüsten
HeraCeram® Zirkonia – für Gerüste aus Zirkonoxid.
2
HeraCeram Zirkonia ist optimal auf den Gerüstwerkstoff Zirkonoxid und dessen WAK (10,5 μm/mK) abgestimmt. Die Stabilisierte Leuzit-Struktur (SLS) in HeraCeram Zirkonia schützt vor Risswachstum und vor „Chipping“ – Abplatzungen, die sonst oft mit Zirkonoxidverblendungen in Verbindung gebracht werden. Dank SLS bietet HeraCeram Zirkonia höchste Sicherheit in der Verblendung von Zirkonoxid.
Inhaltsverzeichnis
Standard Schichtung Seite 08
Individualisierte Schichtung Seite 18
Matrix Schichtung Seite 24
Spezial Seite 29
Farbzuordnungstabelle Seite 38
Brennprogramme Seite 39
3

4
Optisch perfekt – mit hochreinem Quarzglas
Synthetisches Quarzglas sichert die hohe Qualität aller HeraCeram Keramiken. Seine extreme Reinheit verleiht ihnen einzigartige ästhetische Eigenschaften, z. B. Opaleszenz und Fluoreszenz aus der Tiefe.
Technisch perfekt – mit Stabilisierter Leuzit-Struktur (SLS)
Die Stabilisierte Leuzit-Struktur (SLS) macht die HeraCeram Keramiken besonders stressresistent. Der konstante Gehalt mikrofeiner Leuzitkristalle beugt Chipping zuverlässig vor.
Einfach Perfekt – mit einheitlichem Verarbeitungskonzept
Alle HeraCeram Keramiken werden auf die gleiche einfache Weise verarbeitet – so können Sie besonders effizient arbei-ten. Zusätzlicher Pluspunkt: teure Verarbeitungszeit wird mit kurzen Brenn- und Abkühlzeiten reduziert.
Mit Sicherheit eine natürliche Ästhetik, auf jedem Gerüst. Eine optisch und technisch perfekt abgestimmte Keramik. Das heißt für Sie: einfache, sichere und zeitsparende Verarbeitung mit optimalen ästhetischen Ergebnissen. Dabei ist jede HeraCeram Keramik auf ihren Gerüstwerk-stoff zugeschnitten: HeraCeram auf klassische Aufbrennkeramiklegierungen, HeraCeramSun auf hochexpansive Legierungen, HeraCeram Zirkonia auf Zirkondioxid und HeraCeram Zirko-nia 750 für Gerüstwerkstoffe aus Zirkondioxid oder Lithium-Disilikat. Sie profitieren von der einheitlichen Verarbeitung und identischen Ästhetik, unabhängig vom Gerüst. So erzielen Sie routiniert brillante Ergebnisse.
HeraCeram – Einfach. Perfekt.
5
SLS – das Erfolgsrezept.
Das Leuzit ist die Seele der Dentalkeramik. Ohne dieses Gerüstsilikat aus der Mineralklasse der Silikate sähe es traurig für die uns bekannten Verblendkeramiken aus. Denn erst durch das Leuzit erreicht man das für die Verblendung von Legierungen erforderliche Wärme-ausdehnungsverhalten der Verblendmaterialien. Das Einstellen der Wärmeausdehnung ist allerdings nicht die einzige Funktion. Durch die Anwesenheit des Leuzits kann auch die Festigkeit erhöht, aber vor allen Dingen die Stressanfälligkeit des Verblendmateriales redu-ziert werden.
Der Nachteil des Leuzits für viele auf dem Markt befindlichen Verblendkeramiken ist, dass durch unkontrolliertes „Nachwachsen“ der Leuzitkristalle bei Mehrfachbränden, eine Erhöhung der Wärmeausdehnung erfolgt. Hierdurch können in dem System „Gerüstmaterial – Verblendkeramik“ unvorhersehbare Stresszustände entstehen.
Ähnlich wie eine Pflanze, die nur durch die Aufnahme von Nährstoffen wachsen kann, verhalten sich auch dentale Verblendkeramiken. Ist die Zusammensetzung der Keramik so gewählt, dass ein freier Überschuss an Al2O3 und K2O zur Verfügung steht, kann bei Mehrfachbränden der Leuzitanteil und damit die Wärmeausdehnung unkontrolliert weiter anwachsen.
Um dieses Problem zu beheben, hat man bei der Herstellung der Heraeus Kulzer-Dental-keramiken neue Wege beschritten. Bei allen Materialien wird eine genau abgestimmte Zusam-mensetzung mit speziellen Verfahrenschritten kombiniert. Dieses intern als Leuzit-Management bezeichnete Verfahren führt zu einer „Stabilisierten Leuzit-Struktur“, kurz SLS genannt.
Dadurch werden bei allen Heraeus Kulzer-Dentalkeramiken die Vorteile des Leuzits bezüglich ihrer Verarbeitungseigenschaften und der Zuverlässigkeit der Keramikver-blendungen genutzt – und das ohne Nebenwirkungen.
Für den Anwender heißt dies, maximale Sicherheit bei hohem Verarbeitungskomfort und perfekten ästhetischen Ergebnissen.
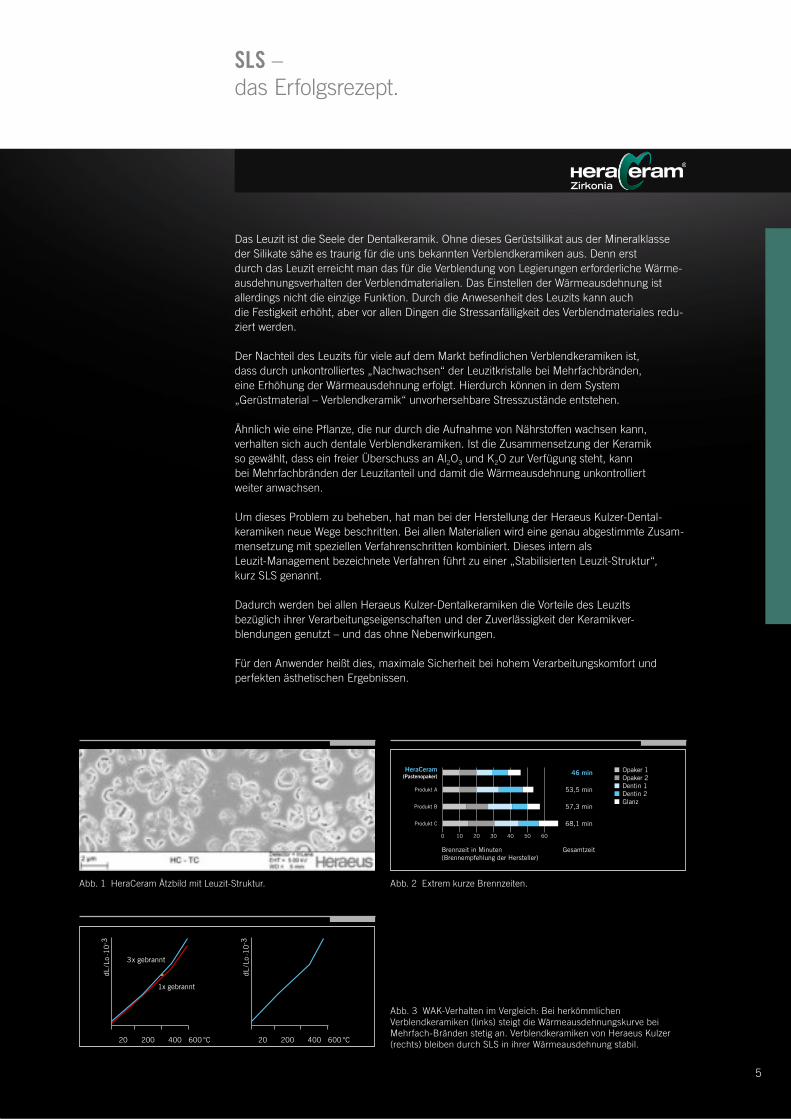
Abb. 1 HeraCeram Ätzbild mit Leuzit-Struktur.
Abb. 3 WAK-Verhalten im Vergleich: Bei herkömmlichen Verblend keramiken (links) steigt die Wärmeausdehnungskurve bei Mehrfach-Bränden stetig an. Verblendkeramiken von Heraeus Kulzer (rechts) bleiben durch SLS in ihrer Wärmeausdehnung stabil.
Abb. 2 Extrem kurze Brennzeiten.
3x gebrannt
1x gebrannt
dL / Lo
. 10
-3
200 400 600°C20
dL / Lo
. 10
-3
200 400 600°C20
603020100 5040
Brennzeit in Minuten
(Brennempfehlung der Hersteller)
Gesamtzeit
Produkt C
Produkt B
Produkt A
HeraCeram (Pastenopaker)
68,1 min
57,3 min
53,5 min
46 min Opaker 1
Opaker 2
Dentin 1
Dentin 2
Glanz
6
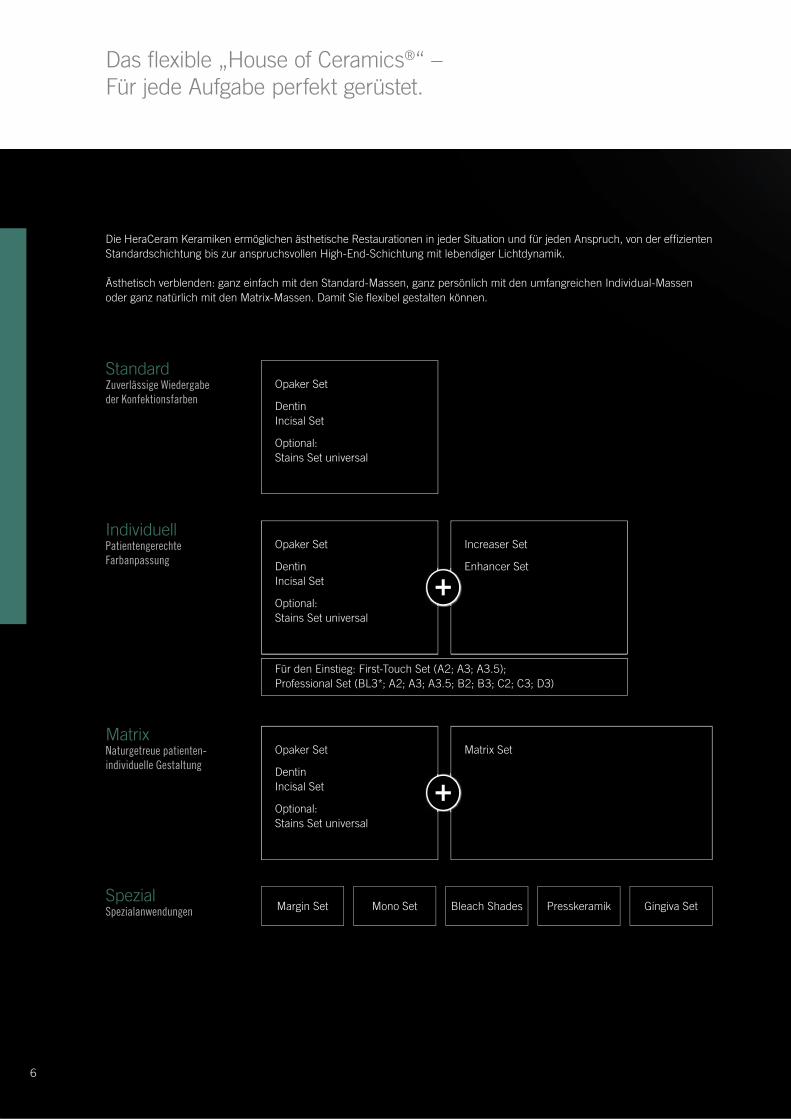
Die HeraCeram Keramiken ermöglichen ästhetische Restaurationen in jeder Situation und für jeden Anspruch, von der effizienten Standardschichtung bis zur anspruchsvollen High-End-Schichtung mit lebendiger Lichtdynamik.
Ästhetisch verblenden: ganz einfach mit den Standard-Massen, ganz persönlich mit den umfangreichen Individual-Massen oder ganz natürlich mit den Matrix-Massen. Damit Sie flexibel gestalten können.
Opaker Set
Dentin Incisal Set
Optional: Stains Set universal
StandardZuverlässige Wiedergabe
der Konfektionsfarben
IndividuellPatientengerechte
Farbanpassung
MatrixNaturgetreue patienten-
individuelle Gestaltung
SpezialSpezialanwendungen
Für den Einstieg: First-Touch Set (A2; A3; A3.5); Professional Set (BL3*; A2; A3; A3.5; B2; B3; C2; C3; D3)
Margin Set Mono Set Bleach Shades Presskeramik Gingiva Set
Opaker Set
Dentin Incisal Set
Optional: Stains Set universal
Increaser Set
Enhancer Set
Opaker Set
Dentin Incisal Set
Optional: Stains Set universal
Matrix Set
Das fl exible „House of Ceramics®“ – Für jede Aufgabe perfekt gerüstet.
7
Für jede Aufgabe perfekt gerüstet.
8
HeraCeram® Zirkonia – Standard Schichtung.
Zirkonoxid – die besondere HochleistungskeramikZirkonoxid, genauer gesagt Zirkoniumdioxid, (ZrO2), hat eine Dichte von ca. 6,1 g/cm3 und einen Wärmeaus dehnungskoeffizienten (WAK) von ca. 25 – 500 °C = 10,5 μm/mK. Zur keramischen Verblendung muss deshalb eine speziell auf diesen WAK abgestimmte Keramik verwendet werden.
Außergewöhnlich ist seine hohe mechanische Festigkeit von 900 – 1400 MPa. Damit kann es nahezu den kompletten Indikationsbereich der Kronen- und Brückentechnik abdecken. Basis dieser hohen Festigkeit ist die Stabilisierung des Zirkonoxids in der tetragonalen Kristallmodifikation durch Dotierung mit Zusatzstoffen wie zum Beispiel Yttriumoxid (Y2O3). Bei Einwirkung thermischer oder mechanischer (Bruch)-Energie wandelt sich das tetragonale Zirkonoxidkristall in monoklines Kristall um. Dies geschieht unter einer Volumenzunahme von ca. 5 %. Die Entwicklung von Risskeimen wird damit gestoppt und ein Bruch der Gerüststruktur verhindert.
Auch bei der Bearbeitung der Zirkonoxid-Gerüste, Ausarbeiten und Abstrahlen, kommt es zu partiellen Umwandlungen der tetragonalen in monokline Kristalle. Da diese Kristalle nun weitere hohe Energieeinwirkungen, wie zum Beispiel Kaubelastungen, nicht amortisieren können, wird das Gerüst geschwächt. Daher sind hohe thermische und mechanische Belastungen der Gerüste beim Vorbereiten für die keramischen Verblendung zu vermeiden.
Das heißt im Detail:■■ Gerüste immer wassergekühlt mit wenig Anpressdruck ausarbeiten, idealerweise mit einer Turbine.
■■ Gerüste nicht oder nur mit geringem Druck abstrahlen.
Für die Verblendung mit HeraCeram Zirkonia ist es nicht notwendig, die Zirkonoxid-Gerüste durch Abstrahlen oder einem separaten Brand vorab zu reinigen. Hier bietet HeraCeram Zirkonia mit dem Zr-Adhesive eine Besonderheit.
Die Verarbeitung des pastenförmigen Adhesives deckt gleich drei Funktionen in einem Schritt ab:■■ Reinigung■■ Haftverbund■■ Fluoreszierung des Gerüstes.
Das Adhesive optimiert die Benetzung der ZrO2-Oberfläche und sorgt für einen maximalen Verbund zwischen ZrO2 und HeraCeram Zirkonia. Zusätzlich erhält das ZrO2-Gerüst eine fluoreszierende Oberfläche. Diese Fluoreszenz aus der Tiefe steigert die vitale Ästhetik und Natürlichkeit dieser Restaurationen.
9
Gerüst vorbereitung
Vorbereitung der GerüstoberflächeDie Zirkonoxidgerüste werden mit dem Dampfstrahler gereinigt. Ein Abstrahlen der Verblend-oberfläche zur Steigerung des Haftverbundes ist nicht notwendig. Das Zr-Adhesiv kann nun direkt auf die Gerüstoberfläche aufgetragen werden.
KeramikbrandDie Temperaturen und Bedingungen der Keramikbrände für HeraCeram Zirkonia finden Sie in den Brenntabellen in Kapitel F.
WICHTIGE HINWEISE Die nachfolgenden Angaben beziehen sich auf die von Heraeus Kulzer empfohlenen Verfahren, Geräte und Materialien. Sollten Produkte anderer Hersteller zur Anwendung kommen, so sind die entsprechenden Gebrauchs-anweisungen und Bedienungsanleitungen zu beachten. Revisionsmarkierung: Dieser Pfeil ( ) kennzeichnet alle Änderungen und Ergänzungen gegenüber den Vorgängerversionen. Ferner sind die entsprechenden Texte kursiv gesetzt. Diese Verarbeitungsanleitung setzt alle Angaben bezüglich der Verarbeitung der Hera Ceram Zirkonia in der Vorgängerversion „Verarbeitungsanleitung HeraCeram Zirkonia“ (03/2011) außer Kraft.
VIDEOS: Die verschiedene QR Codes zeigen die Verarbeitung der Keramik in den einzelnen Arbeitsschritten und unterschiedlichen Schichtschemen.
10
HeraCeram® Zirkonia – Standard Schichtung.
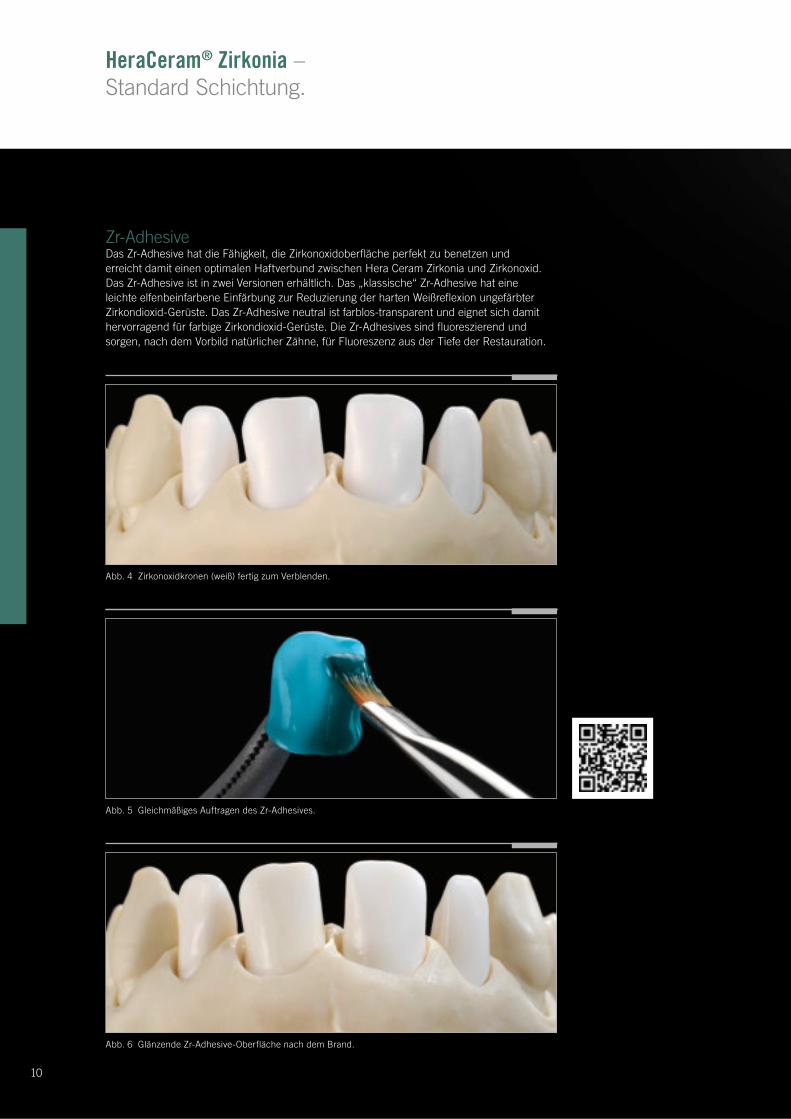
Zr-AdhesiveDas Zr-Adhesive hat die Fähigkeit, die Zirkonoxidoberfläche perfekt zu benetzen und erreicht damit einen optimalen Haftverbund zwischen Hera Ceram Zirkonia und Zirkonoxid. Das Zr-Adhesive ist in zwei Versionen erhältlich. Das „klassische“ Zr-Adhesive hat eine leichte elfenbeinfarbene Einfärbung zur Reduzierung der harten Weißreflexion ungefärbter Zirkondioxid-Gerüste. Das Zr-Adhesive neutral ist farblos-transparent und eignet sich damit hervorragend für farbige Zirkondioxid-Gerüste. Die Zr-Adhesives sind fluoreszierend und sorgen, nach dem Vorbild natürlicher Zähne, für Fluoreszenz aus der Tiefe der Restauration.
Abb. 6 Glänzende Zr-Adhesive-Oberfläche nach dem Brand.
Abb. 5 Gleichmäßiges Auftragen des Zr-Adhesives.
Abb. 4 Zirkonoxidkronen (weiß) fertig zum Verblenden.
11
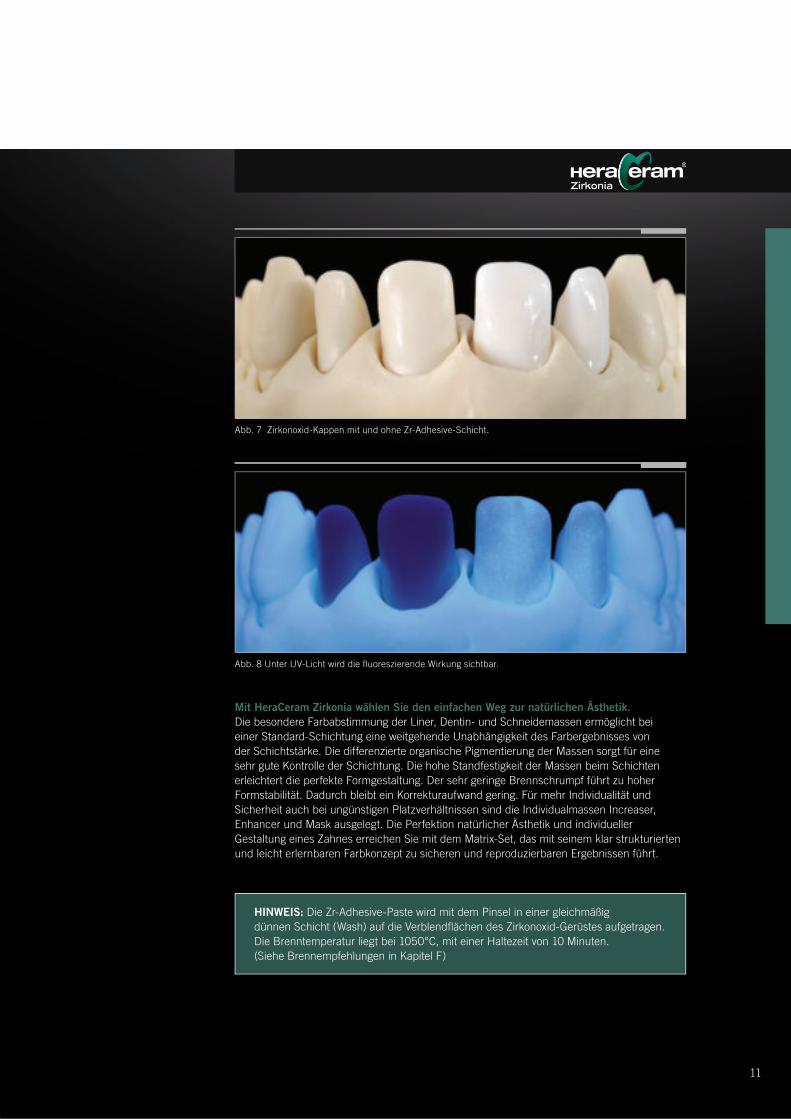
Mit HeraCeram Zirkonia wählen Sie den einfachen Weg zur natürlichen Ästhetik.Die besondere Farbabstimmung der Liner, Dentin- und Schneidemassen ermöglicht bei einer Standard-Schichtung eine weitgehende Unabhängigkeit des Farbergebnisses von der Schichtstärke. Die differenzierte organische Pigmentierung der Massen sorgt für eine sehr gute Kontrolle der Schichtung. Die hohe Standfestigkeit der Massen beim Schichten erleichtert die perfekte Formgestaltung. Der sehr geringe Brennschrumpf führt zu hoher Formstabilität. Dadurch bleibt ein Korrekturaufwand gering. Für mehr Individualität und Sicherheit auch bei ungünstigen Platzverhältnissen sind die Individualmassen Increaser, Enhancer und Mask ausgelegt. Die Perfektion natürlicher Ästhetik und individueller Gestaltung eines Zahnes erreichen Sie mit dem Matrix-Set, das mit seinem klar strukturierten und leicht erlernbaren Farb konzept zu sicheren und reproduzierbaren Ergebnissen führt.
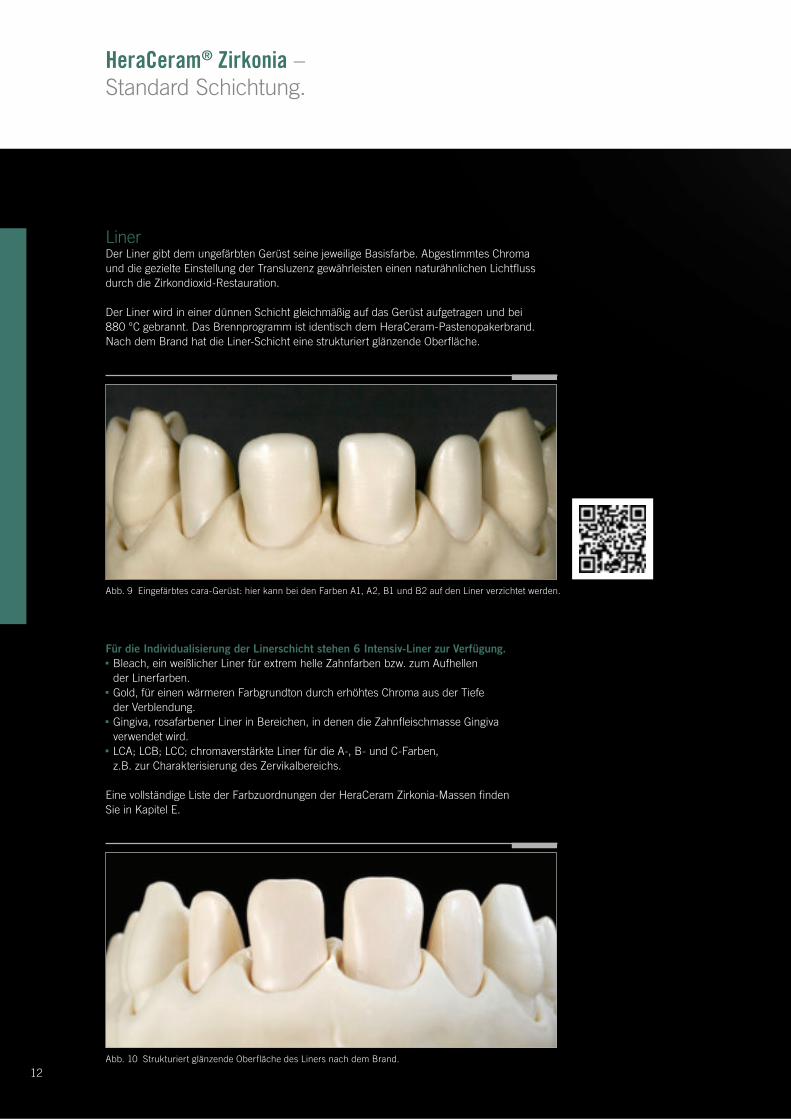
Abb. 8 Unter UV-Licht wird die fluoreszierende Wirkung sichtbar.
Abb. 7 Zirkonoxid-Kappen mit und ohne Zr-Adhesive-Schicht.
HINWEIS: Die Zr-Adhesive-Paste wird mit dem Pinsel in einer gleichmäßig dünnen Schicht (Wash) auf die Verblendflächen des Zirkonoxid-Gerüstes aufgetragen. Die Brenntemperatur liegt bei 1050°C, mit einer Haltezeit von 10 Minuten. (Siehe Brennempfehlungen in Kapitel F)
12
HeraCeram® Zirkonia – Standard Schichtung.
LinerDer Liner gibt dem ungefärbten Gerüst seine jeweilige Basisfarbe. Abgestimmtes Chroma und die gezielte Einstellung der Transluzenz gewährleisten einen naturähnlichen Lichtfluss durch die Zirkondioxid-Restauration.
Der Liner wird in einer dünnen Schicht gleichmäßig auf das Gerüst aufgetragen und bei 880 °C gebrannt. Das Brennprogramm ist identisch dem HeraCeram-Pastenopakerbrand. Nach dem Brand hat die Liner-Schicht eine strukturiert glänzende Oberfläche.
Für die Individualisierung der Linerschicht stehen 6 Inten siv-Liner zur Verfügung.■■ Bleach, ein weißlicher Liner für extrem helle Zahnfarben bzw. zum Aufhellen der Linerfarben.
■■ Gold, für einen wärmeren Farbgrundton durch erhöhtes Chroma aus der Tiefe der Verblendung.
■■ Gingiva, rosafarbener Liner in Bereichen, in denen die Zahnfleischmasse Gingiva verwendet wird.
■■ LCA; LCB; LCC; chromaverstärkte Liner für die A-, B- und C-Farben, z.B. zur Charakterisierung des Zervikalbereichs.
Eine vollständige Liste der Farbzuordnungen der HeraCeram Zirkonia-Massen finden Sie in Kapitel E.
Abb. 10 Strukturiert glänzende Oberfläche des Liners nach dem Brand.
Abb. 9 Eingefärbtes cara-Gerüst: hier kann bei den Farben A1, A2, B1 und B2 auf den Liner verzichtet werden.
13
Dentin- Schneide-Schichtung
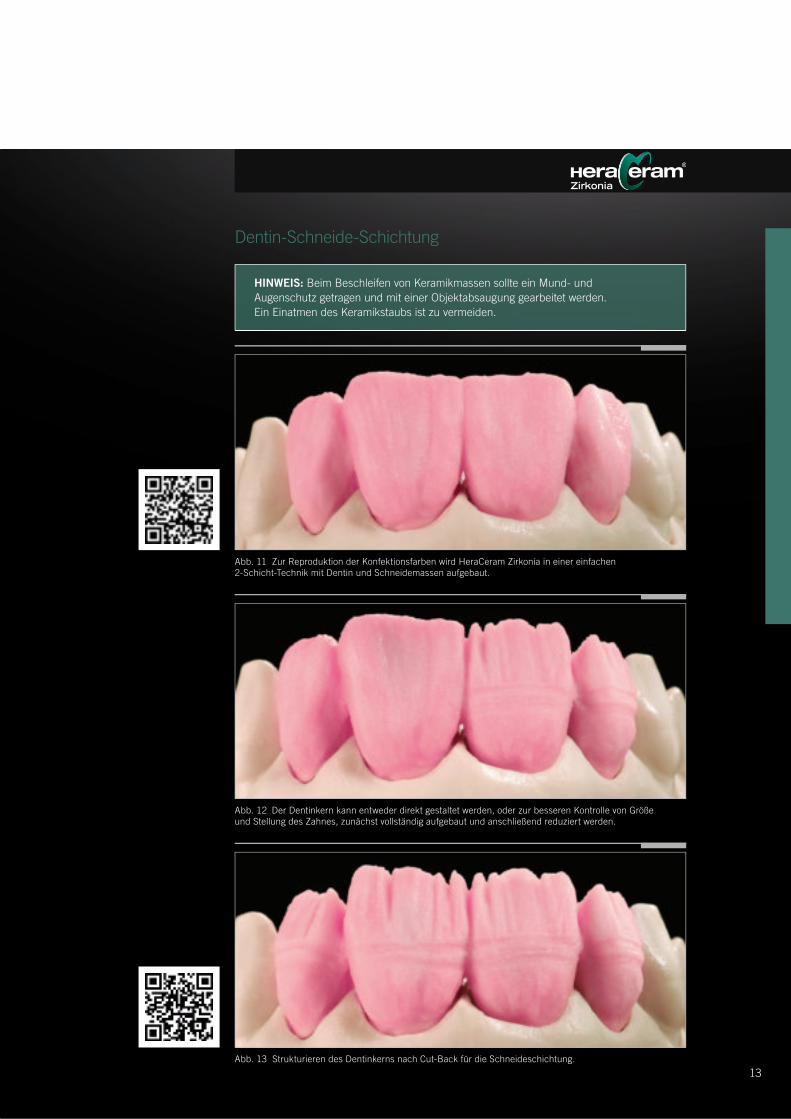
Abb. 13 Strukturieren des Dentinkerns nach Cut-Back für die Schneideschichtung.
Abb. 12 Der Dentinkern kann entweder direkt gestaltet werden, oder zur besseren Kontrolle von Größe und Stellung des Zahnes, zunächst vollständig aufgebaut und anschließend reduziert werden.
Abb. 11 Zur Reproduktion der Konfektionsfarben wird HeraCeram Zirkonia in einer einfachen 2-Schicht-Technik mit Dentin und Schneide massen aufgebaut.
HINWEIS: Beim Beschleifen von Keramikmassen sollte ein Mund- und Augenschutz getragen und mit einer Objektabsaugung gearbeitet werden. Ein Einatmen des Keramikstaubs ist zu vermeiden.

14
HeraCeram® Zirkonia – Standard Schichtung.
Abb. 16 HeraCeram Zirkonia nach dem ersten Brand.
Abb. 15 Komplettierung mit Schneidemasse (siehe Farbzuordnungstabelle).
Abb. 14 Durch Einlegen von Transparenzkeilen kann der Inzisalbereich zusätzlich individualisiert werden.
15
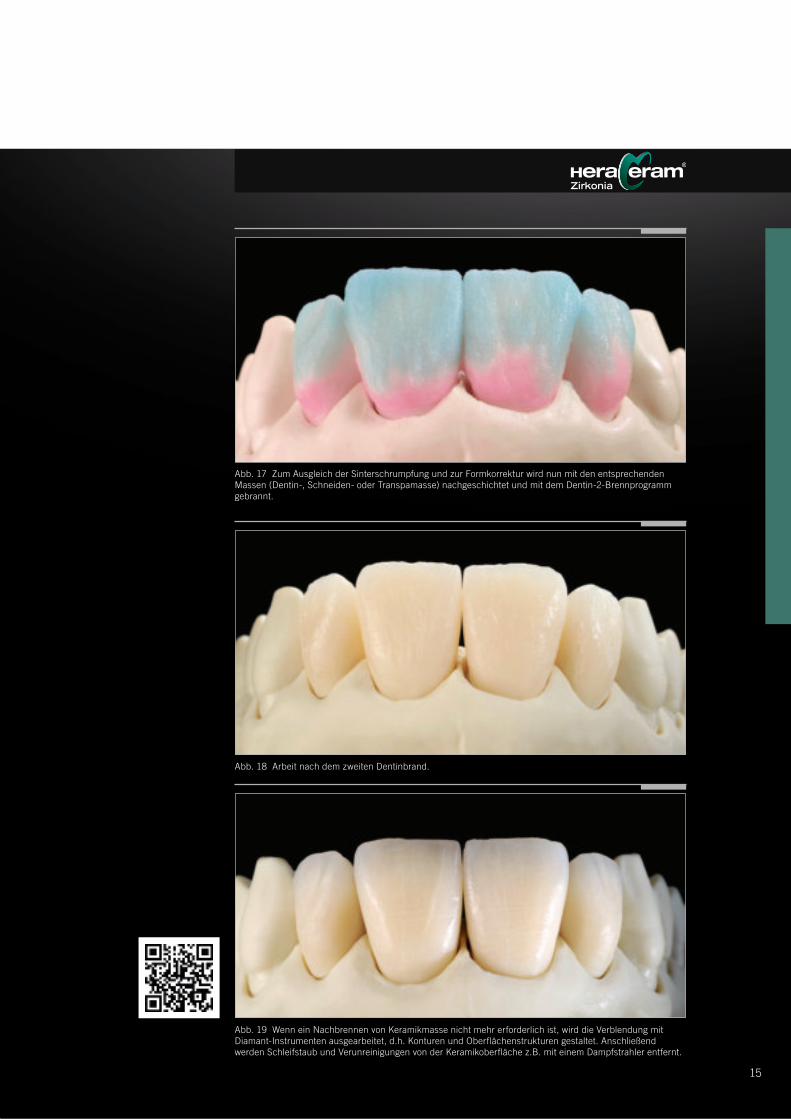
Abb. 19 Wenn ein Nachbrennen von Keramikmasse nicht mehr erforderlich ist, wird die Verblendung mit Diamant-Instrumenten ausgearbeitet, d.h. Konturen und Oberflächenstrukturen gestaltet. Anschließend werden Schleifstaub und Verunreinigungen von der Keramikoberfläche z.B. mit einem Dampfstrahler entfernt.
Abb. 18 Arbeit nach dem zweiten Dentinbrand.
Abb. 17 Zum Ausgleich der Sinterschrumpfung und zur Formkorrektur wird nun mit den entsprechenden Massen (Dentin-, Schneiden- oder Transpamasse) nachgeschichtet und mit dem Dentin-2-Brennprogramm gebrannt.

16
HeraCeram® Zirkonia – Standard Schichtung.
Abb. 21 Kontrolle der Oberflächenstruktur mit Silberpulver.
Abb. 20 Benetzte Keramik oberfläche mit HeraCeram-Malfarbenliquid.
GlanzbrandDa die HeraCeram Malfarbenflüssigkeit einen ähnlichen Lichtbrechungsindex wie die Keramik hat, werden durch das Benetzen der Keramikoberfläche mit Malfarbenflüssigkeit Schichtung und Farbeindruck sichtbar. Das gibt eine gute Kontrolle bei einer individuellen Charakterisie-rung mit Glasurmasse und Malfarben.
Der Glanzgrad und die Textur der Keramikoberfläche kann mit dem Glanzbrand über die Temperatur und die Haltezeit auf Endtemperatur gesteuert werden. Eine weitere Einflussgröße ist aber auch die Art der Oberflächenbearbeitung und Vorbereitung auf den Glanzbrand. Daher können die Angaben zum Glanzbrand nur der Orientierung dienen, die dem jeweilig gewünschten Ergebnis angepasst werden müssen.
BRANDFÜHRUNG SIEHE GLANZBRAND (BRENNTEMPERATUR 850°C)
Ebenso ist es möglich, HeraCeram Zirkonia mechanisch zu polieren. Für die Endpolitur hat sich dabei unsere Signum HP-Paste bestens bewährt.
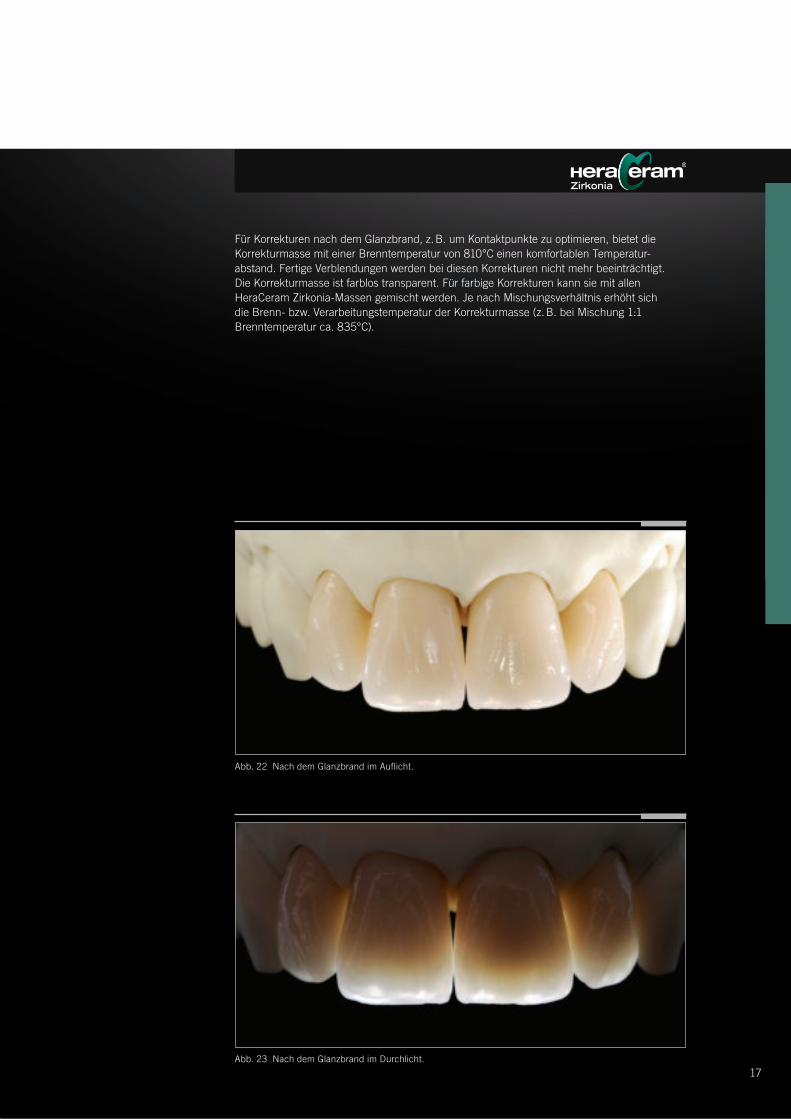
17Abb. 23 Nach dem Glanzbrand im Durchlicht.
Abb. 22 Nach dem Glanzbrand im Auflicht.
Für Korrekturen nach dem Glanzbrand, z. B. um Kontaktpunkte zu optimieren, bietet die Korrekturmasse mit einer Brenntemperatur von 810°C einen komfortablen Temperatur-abstand. Fertige Verblendungen werden bei diesen Korrekturen nicht mehr beeinträchtigt. Die Korrekturmasse ist farblos transparent. Für farbige Korrekturen kann sie mit allen HeraCeram Zirkonia-Massen gemischt werden. Je nach Mischungsverhältnis erhöht sich die Brenn- bzw. Verarbeitungstemperatur der Korrekturmasse (z. B. bei Mischung 1:1 Brenntemperatur ca. 835°C).
18
HeraCeram® Zirkonia – Individualisierte Schichtung.
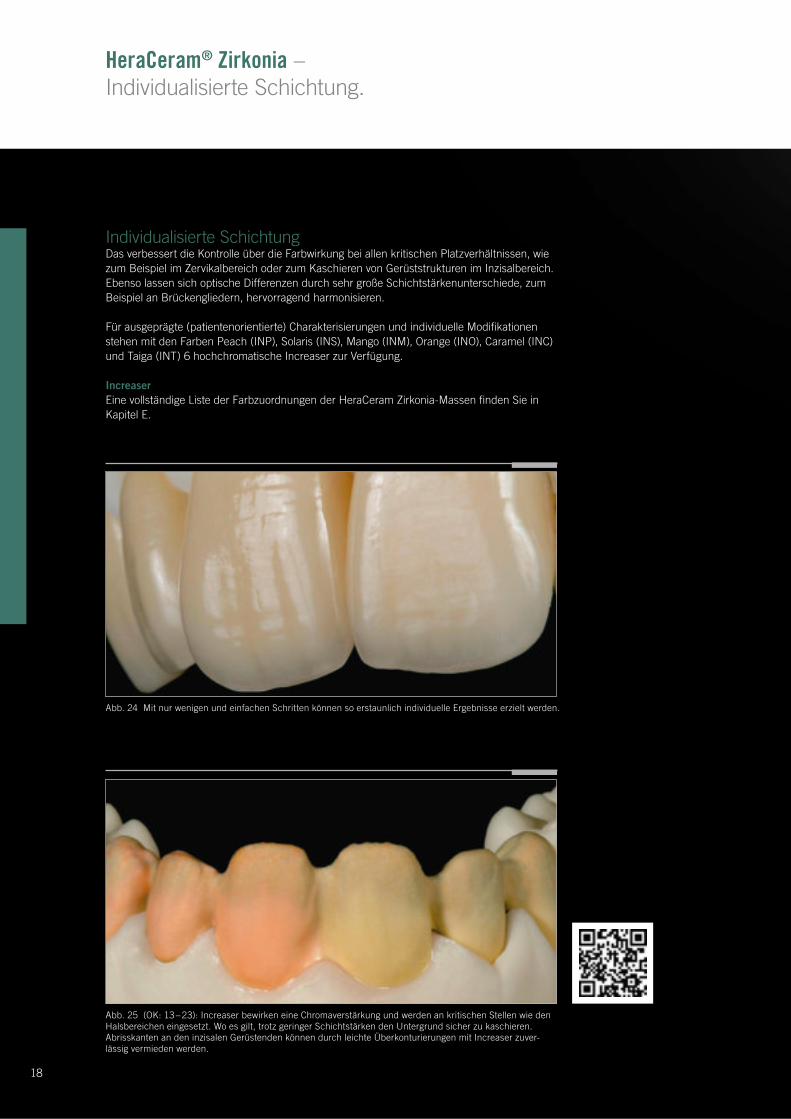
Individualisierte SchichtungDas verbessert die Kontrolle über die Farbwirkung bei allen kritischen Platzverhältnissen, wie zum Beispiel im Zervikalbereich oder zum Kaschieren von Gerüststrukturen im Inzisalbereich. Ebenso lassen sich optische Differenzen durch sehr große Schicht stärkenunterschiede, zum Beispiel an Brückengliedern, hervorragend harmonisieren.
Für ausgeprägte (patientenorientierte) Charakterisierungen und individuelle Modifikationen stehen mit den Farben Peach (INP), Solaris (INS), Mango (INM), Orange (INO), Caramel (INC) und Taiga (INT) 6 hochchromatische Increaser zur Verfügung.
IncreaserEine vollständige Liste der Farbzuordnungen der HeraCeram Zirkonia-Massen finden Sie in Kapitel E.
Abb. 24 Mit nur wenigen und einfachen Schritten können so erstaunlich individuelle Ergebnisse erzielt werden.
Abb. 25 (OK: 13 – 23): Increaser bewirken eine Chro ma verstär kung und werden an kritischen Stellen wie den Halsbereichen eingesetzt. Wo es gilt, trotz geringer Schicht stärken den Untergrund sicher zu kaschieren. Abrisskanten an den inzi salen Gerüstenden können durch leichte Über kon turie run gen mit Increaser zuver-lässig vermieden werden.
19
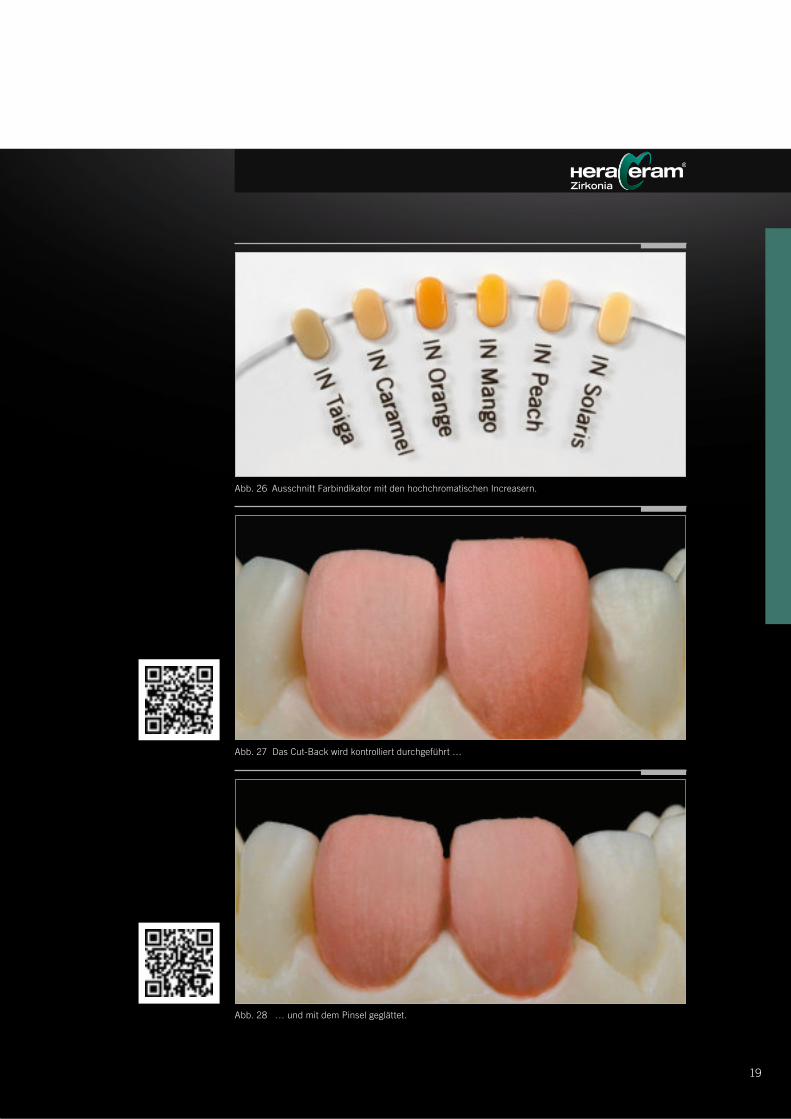
Abb. 28 … und mit dem Pinsel geglättet.
Abb. 27 Das Cut-Back wird kontrolliert durchgeführt …
Abb. 26 Ausschnitt Farbindikator mit den hochchromatischen Increasern.
20
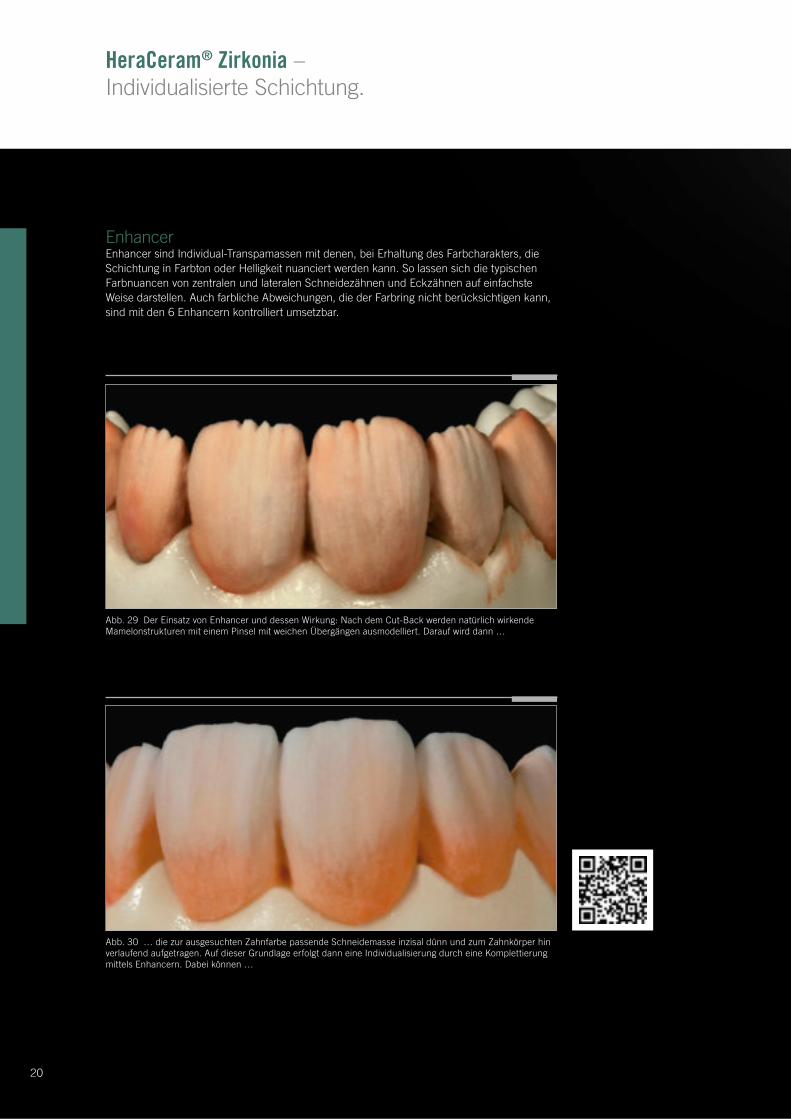
EnhancerEnhancer sind Individual-Transpamassen mit denen, bei Erhaltung des Farbcharakters, die Schichtung in Farbton oder Helligkeit nuanciert werden kann. So lassen sich die typischen Farbnuancen von zentralen und lateralen Schneidezähnen und Eckzähnen auf einfachste Weise darstellen. Auch farbliche Abweichungen, die der Farbring nicht berücksichtigen kann, sind mit den 6 Enhancern kontrolliert umsetzbar.
Abb. 30 … die zur ausgesuchten Zahnfarbe passende Schneidemasse inzisal dünn und zum Zahnkörper hin verlaufend auf getragen. Auf dieser Grundlage erfolgt dann eine Individualisierung durch eine Komplettierung mittels Enhancern. Dabei können …
Abb. 29 Der Einsatz von Enhancer und dessen Wirkung: Nach dem Cut-Back werden natürlich wirkende Mamelon strukturen mit einem Pinsel mit weichen Übergängen aus model liert. Darauf wird dann …
HeraCeram® Zirkonia – Individualisierte Schichtung.
21
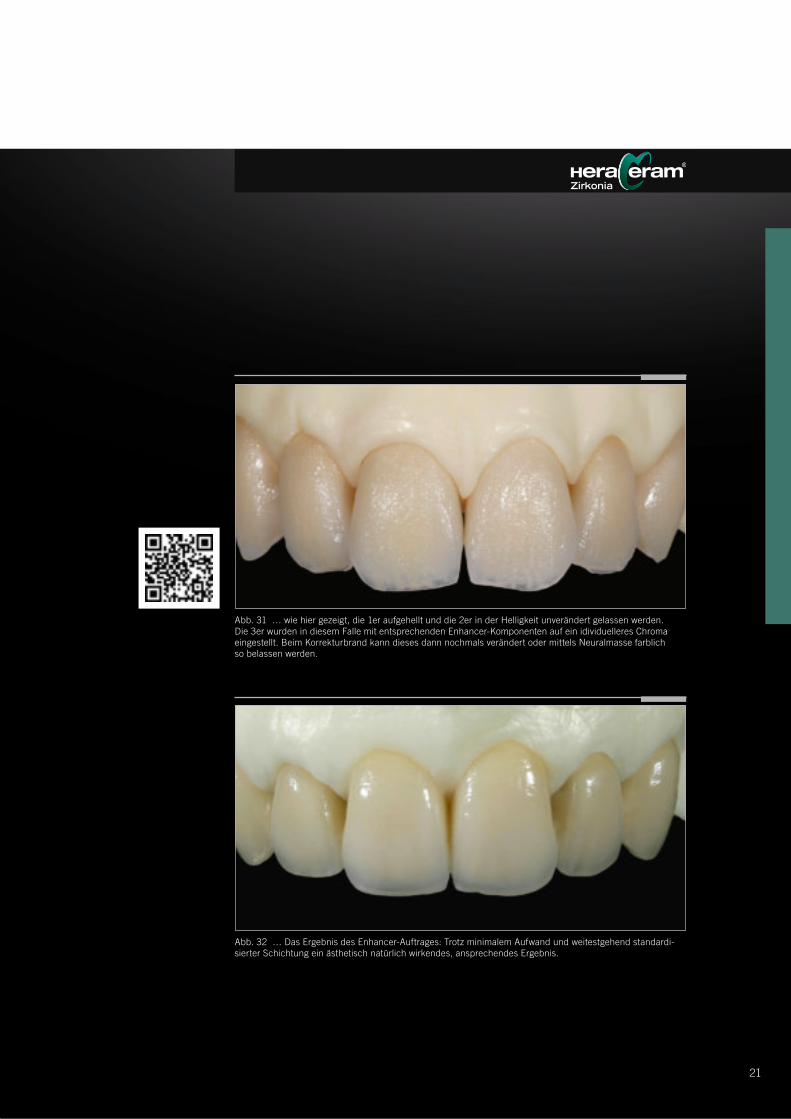
Abb. 31 … wie hier gezeigt, die 1er aufgehellt und die 2er in der Helligkeit unverändert gelassen werden. Die 3er wurden in die sem Falle mit entsprechenden Enhancer-Komponenten auf ein idividuelleres Chroma einge stellt. Beim Korrekturbrand kann dieses dann nochmals verändert oder mittels Neuralmasse farblich so belassen werden.
Abb. 32 … Das Ergebnis des Enhancer-Auftrages: Trotz mi ni malem Aufwand und weitest gehend standardi-sierter Schichtung ein ästhetisch natürlich wirkendes, ansprechendes Ergebnis.
22
Anwendung der Mask
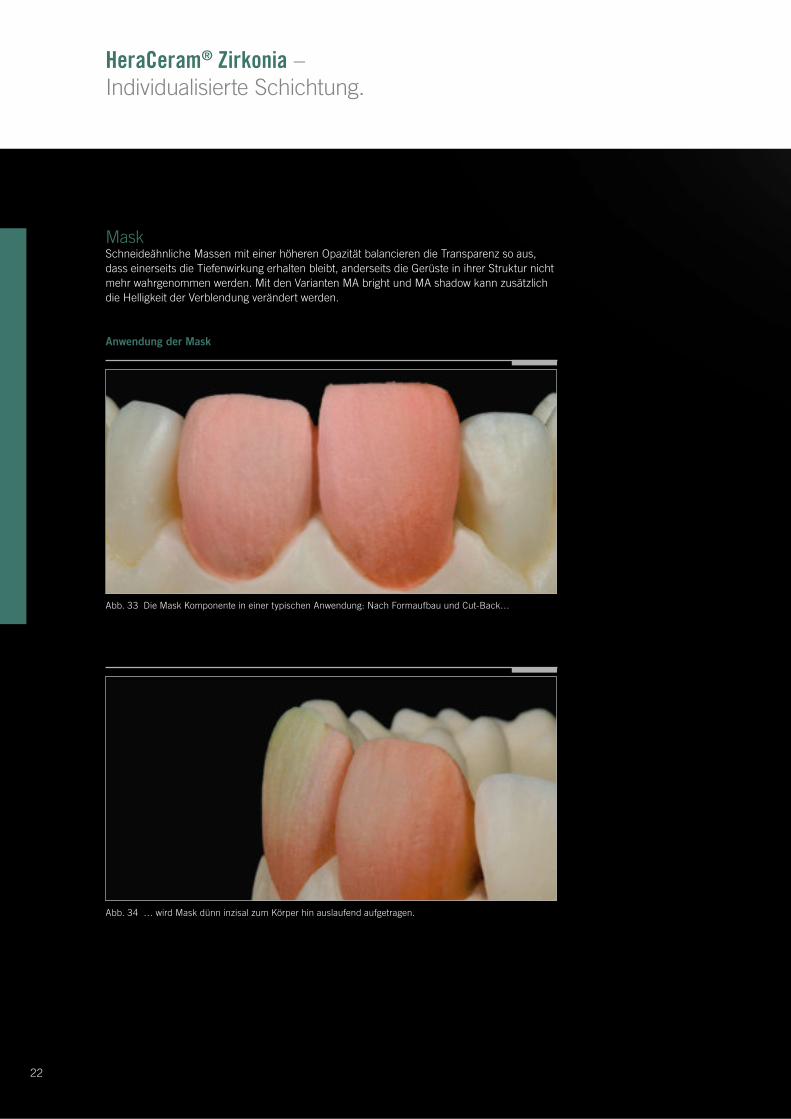
MaskSchneideähnliche Massen mit einer höheren Opazität balancieren die Transparenz so aus, dass einerseits die Tiefenwirkung erhalten bleibt, anderseits die Gerüste in ihrer Struktur nicht mehr wahrgenommen werden. Mit den Varianten MA bright und MA shadow kann zusätzlich die Helligkeit der Verblendung verändert werden.
Abb. 34 … wird Mask dünn inzisal zum Körper hin aus laufend aufgetragen.
Abb. 33 Die Mask Komponente in einer typischen Anwendung: Nach Formaufbau und Cut-Back…
HeraCeram® Zirkonia – Individualisierte Schichtung.
23
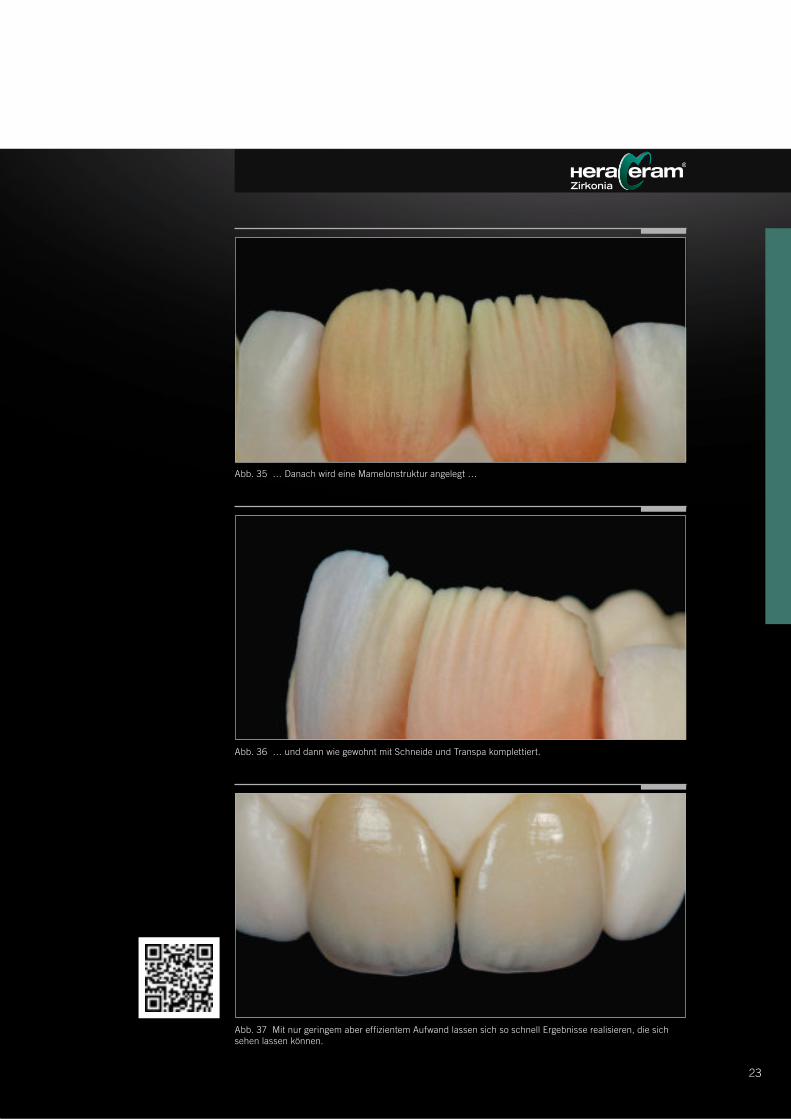
Abb. 37 Mit nur geringem aber effizientem Aufwand lassen sich so schnell Ergebnisse realisieren, die sich sehen lassen können.
Abb. 36 … und dann wie gewohnt mit Schneide und Transpa komplettiert.
Abb. 35 … Danach wird eine Mamelonstruktur angelegt …
24
HeraCeram® Zirkonia – Matrix Schichtung.
Naturgetreue Schichtung nach dem Matrix-KonzeptBei der Matrix Schichtung nach dem Konzept von ZTM Paul A. Fiechter steht die patienten-orientierte Wiedergabe von Farbe und Farbcharakter mit allen lichtoptischen Elementen, wie Helligkeit, Transparenz, Fluoreszenz und Opaleszenz im Vordergrund. Mit den Keramik-massen des Matrix-Sets stehen nicht nur Keramikmassen mit außerordentlich ästhetischen Eigenschaften zur Verfügung, sondern es bietet ein Ästhetik- Konzept, dass mit geringem Schichtungsaufwand natur-identische Ergebnisse realisiert. Das Matrix-Ästhetikkonzept hat eine einfache und dadurch leicht umsetzbare Schichtstruktur.
Anmerkung: Eine individuelle Schichtung orientiert sich am Patienten. Entsprechend ist die folgende Schichtung nur als Beispiel zu sehen. Der konkrete Einsatz der einzelnen Matrixmassen ist von Fall zu Fall zu entscheiden. Die Zuordnung der Matrixmassen finden Sie in Kapitel E.
Erklärung der Matrix-Komponenten■■ MD Mamelon-Dentin; SD Sekundär-Dentin – Massen, mit denen durch Ausbalancieren von Chroma und Fluoreszenz das natürliche Leuchten von Mamelon-Strukturen realisiert wird.
■■ VL Value – Hochfluoreszierende Massen zur Steuerung der Helligkeit in Korrelation zum Chroma der einzelnen Farbstufen (A1; A2; A3) in der 3-Schicht-Technik.
■■ OS Opalschneiden – Diese Schneiden ersetzen die entsprechenden Standardschneiden. Sie sind genauso zugeordnet und werden in gleicher Weise eingesetzt.
■■ OT Opaltranspa – Transpa-Massen für die Individual-Schichttechnik, die das Spektrum des natürlichen Zahnschmelzes widerspiegelt.
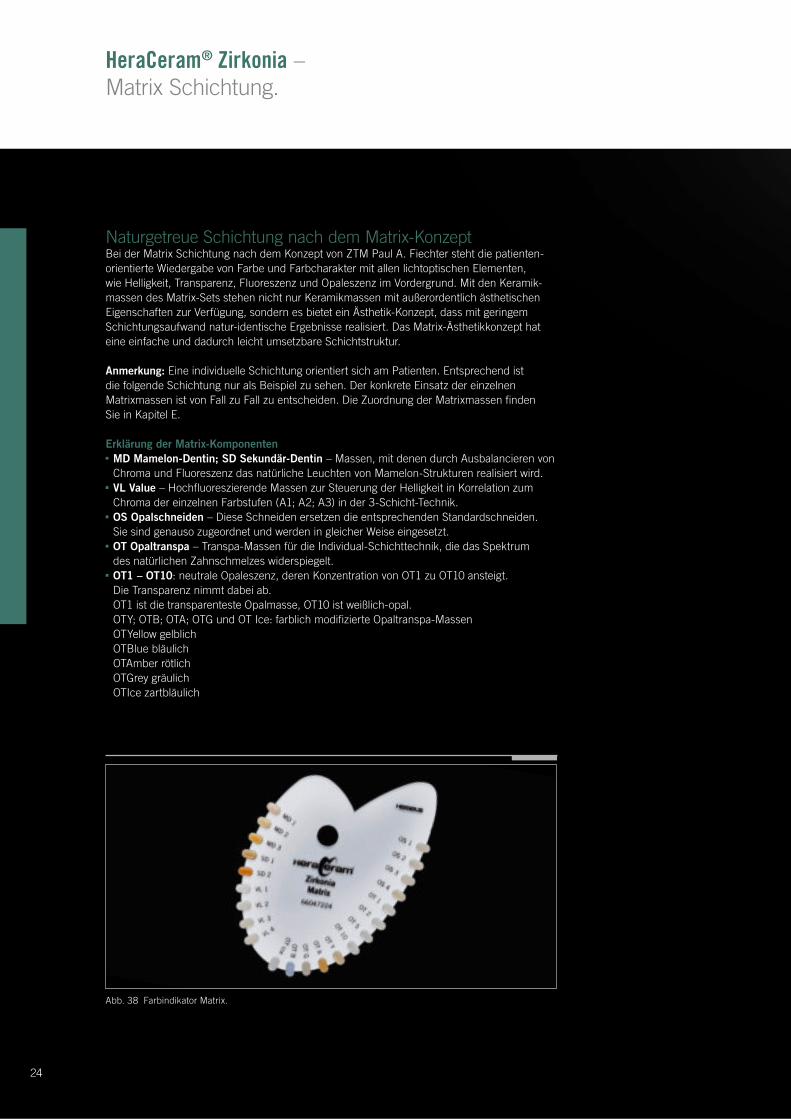
■■ OT1 – OT10: neutrale Opaleszenz, deren Konzentration von OT1 zu OT10 ansteigt. Die Transparenz nimmt dabei ab. OT1 ist die transparenteste Opalmasse, OT10 ist weißlich-opal. OTY; OTB; OTA; OTG und OT Ice: farblich modifizierte Opaltranspa-Massen OTYellow gelblich OTBlue bläulich OTAmber rötlich OTGrey gräulich OTIce zartbläulich
Abb. 38 Farbindikator Matrix.
25
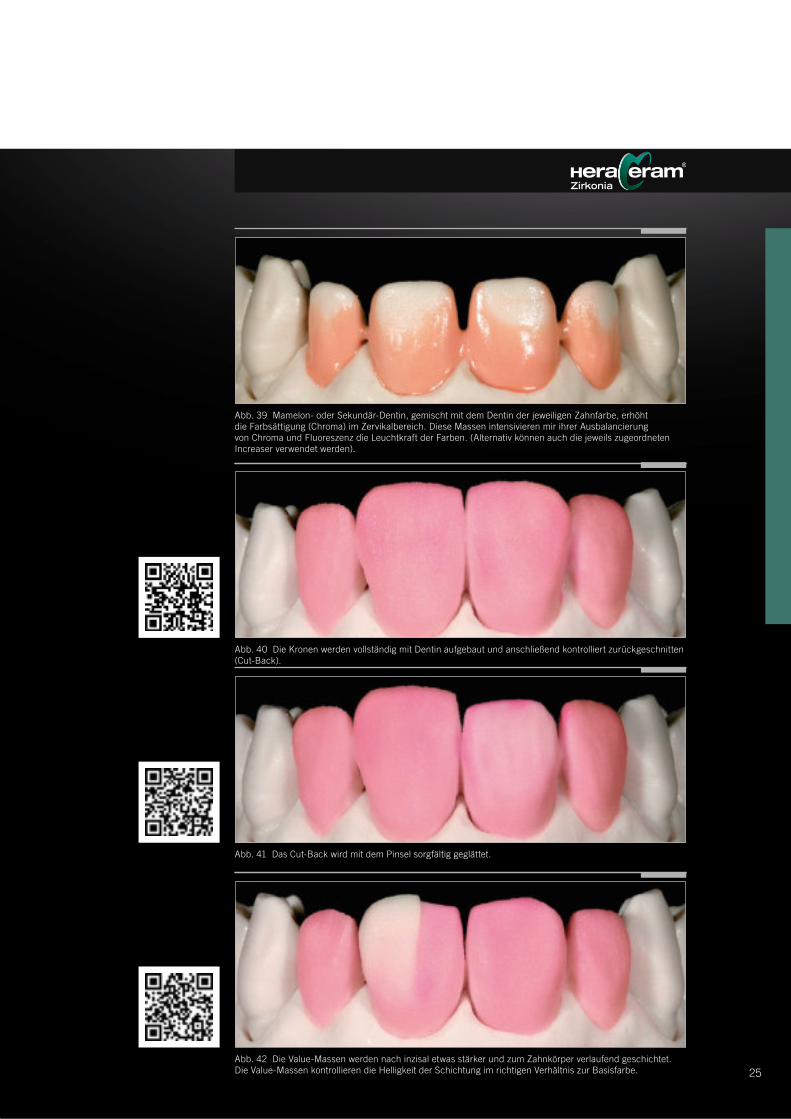
Abb. 39 Mamelon- oder Sekundär-Dentin, gemischt mit dem Dentin der jeweiligen Zahnfarbe, erhöht die Farbsättigung (Chroma) im Zervikalbereich. Diese Massen intensivieren mir ihrer Ausbalancierung von Chroma und Fluoreszenz die Leuchtkraft der Farben. (Alternativ können auch die jeweils zugeordneten Increaser verwendet werden).
Abb. 40 Die Kronen werden vollständig mit Dentin auf gebaut und anschließend kontrolliert zurückgeschnitten (Cut-Back).
Abb. 41 Das Cut-Back wird mit dem Pinsel sorgfältig geglättet.
Abb. 42 Die Value-Massen werden nach inzisal etwas stärker und zum Zahnkörper verlaufend geschichtet. Die Value-Massen kontrollieren die Helligkeit der Schichtung im richtigen Verhältnis zur Basisfarbe.
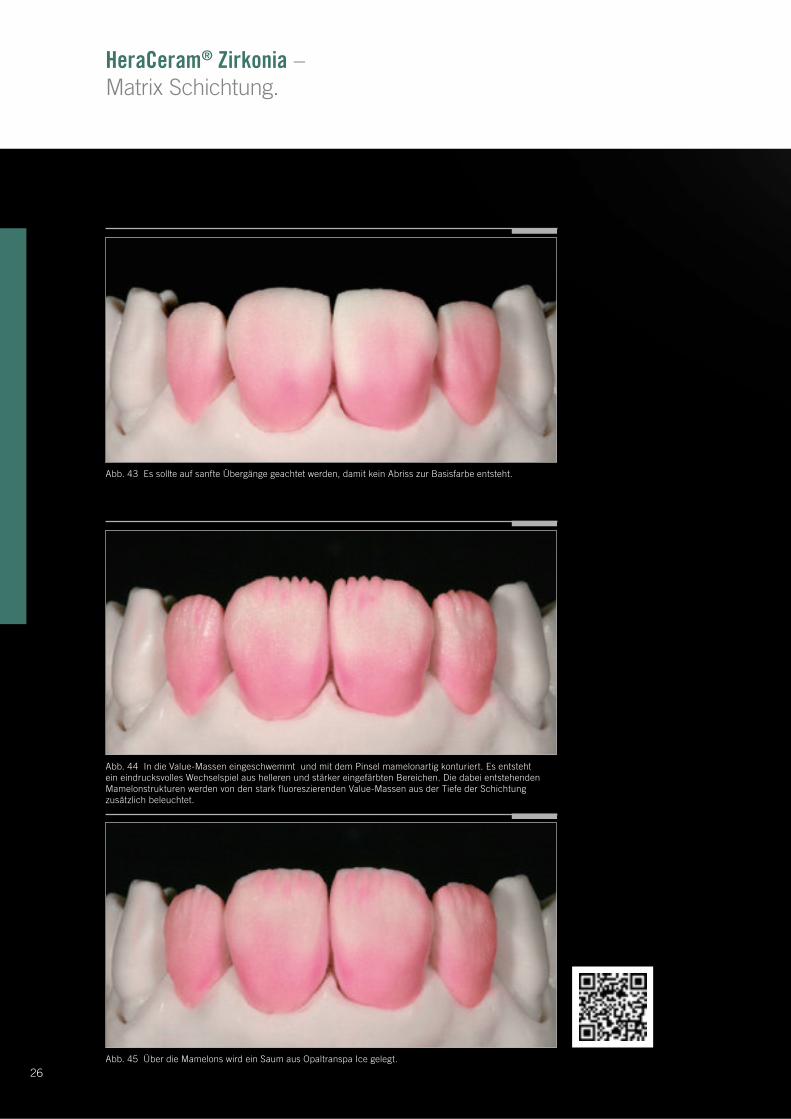
26Abb. 45 Über die Mamelons wird ein Saum aus Opaltranspa Ice gelegt.
Abb. 44 In die Value-Massen eingeschwemmt und mit dem Pinsel mamelonartig konturiert. Es entsteht ein eindrucksvolles Wechselspiel aus helleren und stärker eingefärbten Bereichen. Die dabei ent stehenden Mamelonstrukturen werden von den stark fluoreszierenden Value-Massen aus der Tiefe der Schich tung zusätzlich beleuchtet.
Abb. 43 Es sollte auf sanfte Übergänge geachtet werden, damit kein Abriss zur Basisfarbe entsteht.
HeraCeram® Zirkonia – Matrix Schichtung.
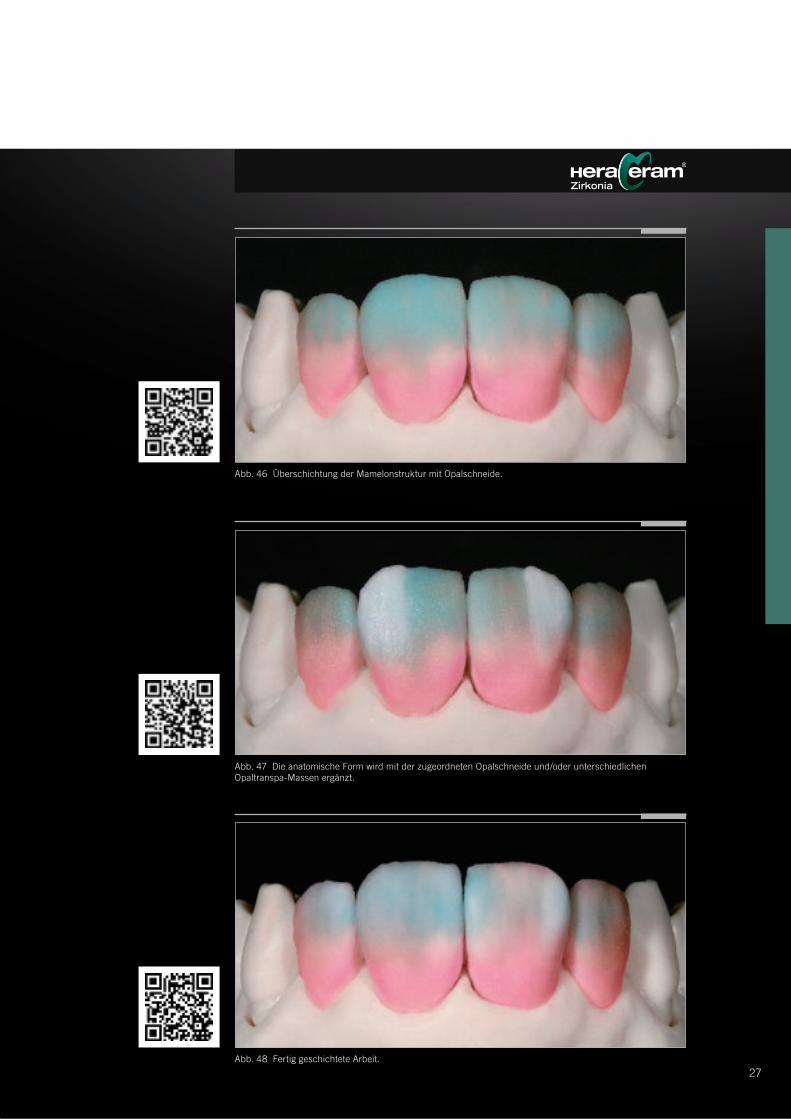
27Abb. 48 Fertig geschichtete Arbeit.
Abb. 47 Die anatomische Form wird mit der zugeordneten Opal schneide und/oder unterschiedlichen Opaltranspa-Massen ergänzt.
Abb. 46 Überschichtung der Mamelonstruktur mit Opalschneide.
28
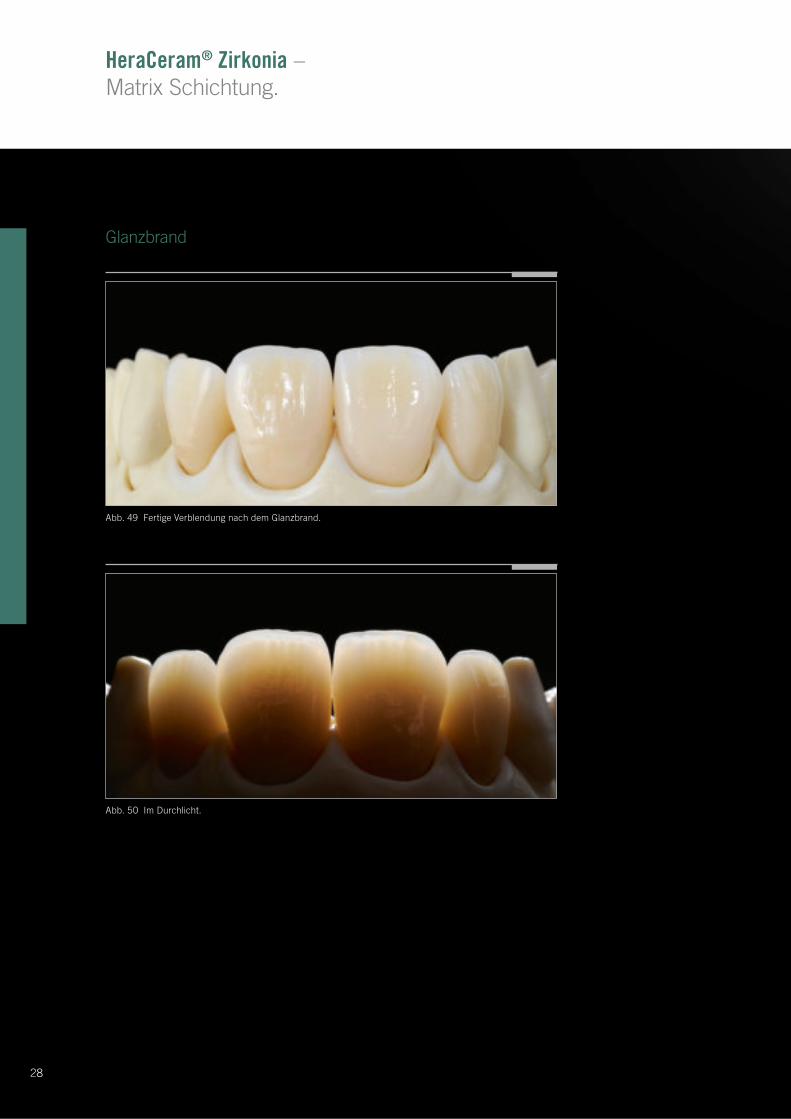
Glanzbrand
Abb. 50 Im Durchlicht.
Abb. 49 Fertige Verblendung nach dem Glanzbrand.
HeraCeram® Zirkonia – Matrix Schichtung.
29
Schichtung von KeramikschulternDie Schultermassen HM (high fusing margin) werden klassisch verwendet und mit einer Brenntemperatur von 870°C verarbeitet.
■■ Die Schultermassen LM (low fusing margin) werden erst nach Fertigstellung der Verblendung (also nach dem Glanzbrand) eingesetzt. Auf Grund der niedrigen Brenntemperatur von 790°C können die LM-Schultermassen auch als Korrekturmasse, z. B. für Form-Korrekturen, Pontics oder Kontaktpunkt-Ergänzungen verwendet werden.
Die Schultermassen HM und LM sind im Schultermassen-Set zusammengefasst.■■ HM/LM1–6 sind entsprechend der Farbtabelle den jeweiligen Zahnfarben zugeordnet.■■ HM/LM 7 hat die Zusatzbezeichnung bleach. Es ist eine weißopake Schultermasse mit erhöhter Fluoreszenz. Mit ihr können dunkle Bereiche (verfärbte Zahnsubstanz) abgedeckt bzw. Helligkeit und Transparenz der HM- bzw. LM-Massen verändert werden.
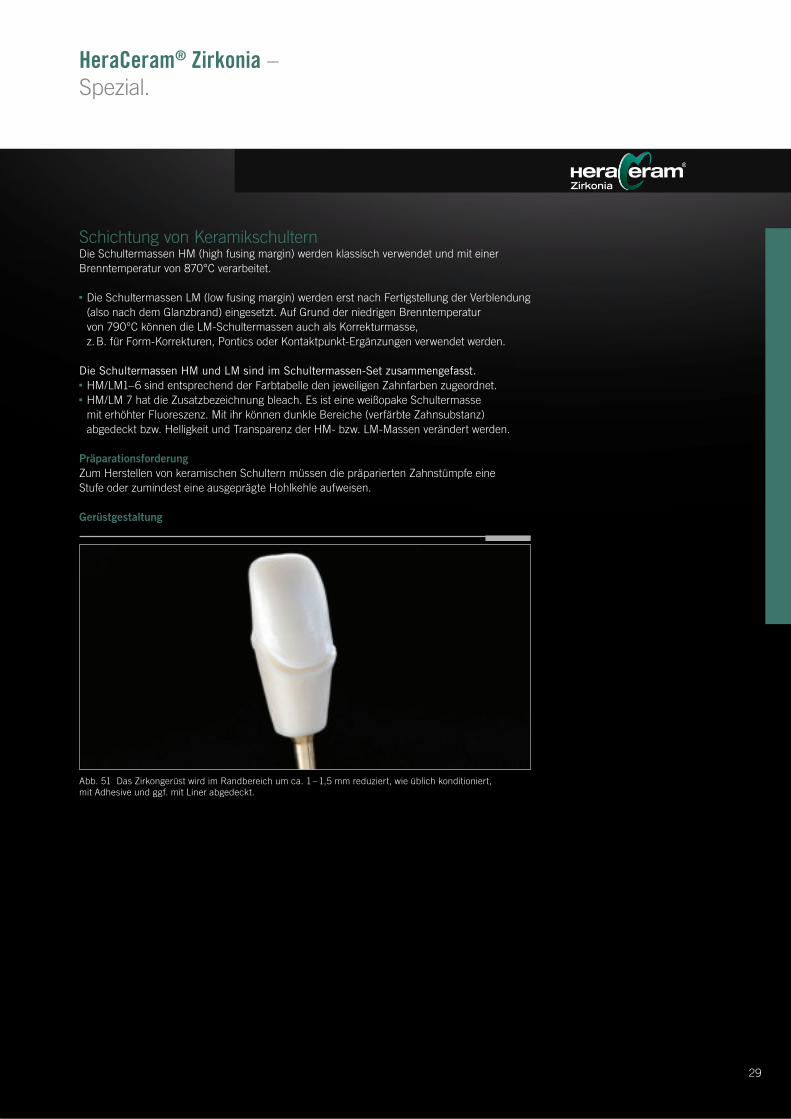
PräparationsforderungZum Herstellen von keramischen Schultern müssen die präparierten Zahnstümpfe eine Stufe oder zumindest eine ausgeprägte Hohlkehle aufweisen.
Abb. 51 Das Zirkongerüst wird im Randbereich um ca. 1 – 1,5 mm reduziert, wie üblich konditioniert, mit Adhesive und ggf. mit Liner abgedeckt.
Gerüstgestaltung
HeraCeram® Zirkonia – Spezial.

30
HeraCeram® Zirkonia – Spezial.
Abb. 52 Fertig vorbereitetes Zirkongerüst für die Verblendung.
Abb. 53 Vor dem Auftragen der Schultermasse muss der Modellstumpf sorgfältig isoliert werden. Die HeraCeram-Isolierung sollte direkt auf die Gipsoberfläche aufgetragen werden. Eine vorherige Versiegelung der Gipsoberfläche beeinträchtigt die Isolierwirkung!
Erste Schichtung mit Schultermasse HM
Abb. 54 Die Schultermasse wird mit dem SM Liquid zu einem modellierbaren Teig angemischt und im zervikalen Bereich der Krone aufgetragen.
Abb. 55 Die überschüssige Flüssigkeit wird unter leichtem Verdichten abgesaugt. Vorsichtiges Trocknen mit einem Föhn gibt der Schultermasse eine höhere Festigkeit und damit mehr Sicherheit in der Handhabung. Nach dem Ausmodellieren und Glätten der Keramikoberfläche kann die Krone wieder vom Modell abgehoben und gebrannt werden. Brandführung siehe ab Kapitel 3.

31
Abb. 56 Nach dem Brand wird der Randschluss geprüft und die sinterbedingten Veränderungen werden korrigiert. Das Modell wird noch einmal isoliert und die Schultermasse HM wie bei der ersten Schichtung ange-mischt. Um eine bessere Adaption der Schultermasse an die gebrannte Keramikschulter zu erreichen, kann die Keramikschulter durch leichtes Anschleifen oder Anstrahlen (50 μm Strahlkorund; 1,0–1,5 bar) angeraut werden.
Abb. 57 Nach dem Auftragen der Schultermasse HM wird die Arbeit unter leichtem Klopfen wieder auf das Modell gesetzt. Der Überschuss wird entfernt. Nach dem Trocknen der Keramikmasse kann die Arbeit wieder vom Modell abgehoben und gebrannt werden.
Abb. 58 Nach der Korrektur passt die Keramikschulter perfekt.
Abb. 59 Anschließend erfolgt dann die vollständige Verblendung mit den HeraCeram Zirkonia-Keramikmassen.

32
Abb. 60 Verblendkrone mit ungenügendem Randschluss.
Abb. 61 Korrektur der Randpassung mit LM-Schultermasse.
Schultermasse LM (low fusing)Mit den Schultermassen LM können die Keramikschultern nach der eigentlichen Verblendung, das heißt nach dem Glanzbrand, hergestellt werden.
Die Verarbeitung erfolgt, unter Beachtung der niedrigen Brenntemperatur von 790 °C, analog der Schultermasse HM.
LM-Massen eignen sich nicht nur für die Herstellung und Korrektur von Keramikschultern, sondern können auch für alle anderen Korrekturen verwendet werden, z. B. Formkorrekturen oder Kontaktpunktergänzungen.
Abb. 62 Korrektur des Kontaktpunktes.
HeraCeram® Zirkonia – Spezial.
33
HeraCeram Zirkonia Mono
VerarbeitungsanleitungHeraCeram Mono wird in der Einschicht-Technik angewendet. Der Vorteil dieser Technik liegt in der sehr einfachen und rationellen Verarbeitung. Der Verblendungsprozess wird in die Arbeitsschritte Form- und Farbgestaltung getrennt. Die Massen sind farblich so eingestellt, dass der gesamte anatomische Aufbau mit einer einzigen Masse geschichtet wird.
Die farbliche Gestaltung der Dentin- und Schneideschicht erfolgt abschließend durch Bemalen mit den Mono Body Stains. Innerhalb einer Farbgruppe (z. B. den A-Farben) können Sie auf diese Weise sowohl eine A2, wie auch eine A3,5 erzeugen. Das gibt Ihnen ein hohes Maß an Flexibilität und Gestaltungsspielraum.
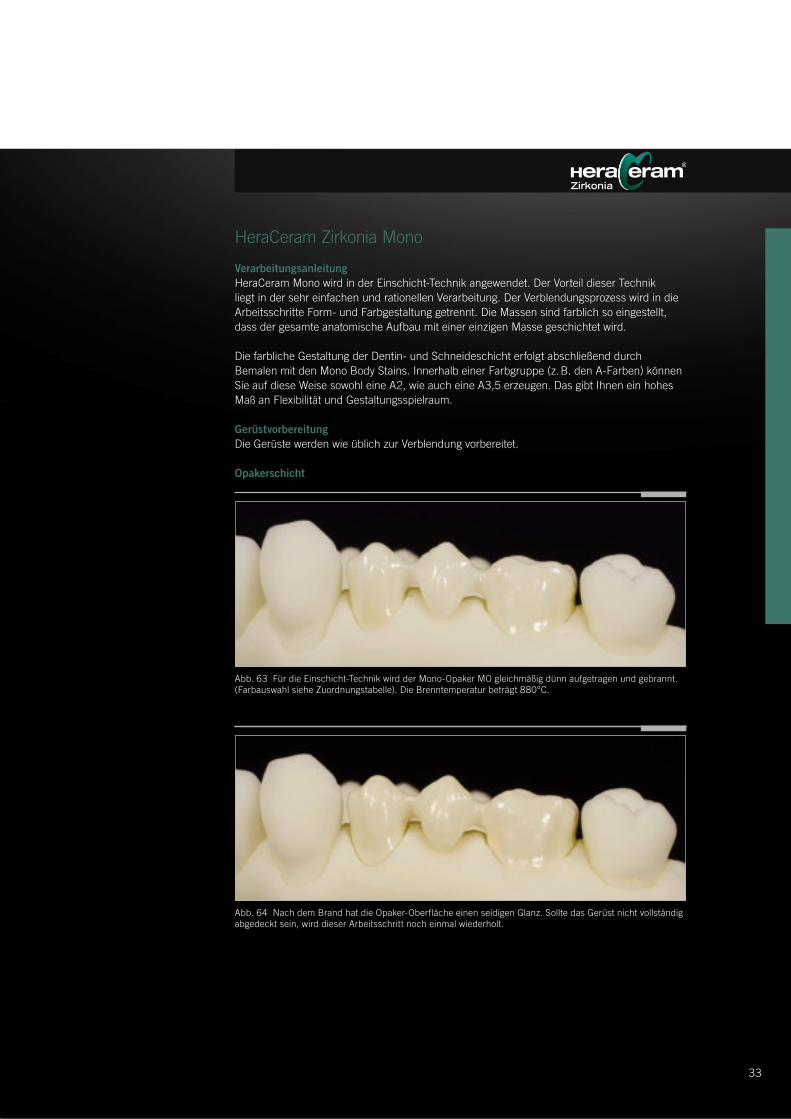
GerüstvorbereitungDie Gerüste werden wie üblich zur Verblendung vorbereitet.
Opakerschicht
Abb. 63 Für die Einschicht-Technik wird der Mono-Opaker MO gleichmäßig dünn aufgetragen und gebrannt. (Farbauswahl siehe Zuordnungstabelle). Die Brenntemperatur beträgt 880°C.
Abb. 64 Nach dem Brand hat die Opaker-Oberfläche einen seidigen Glanz. Sollte das Gerüst nicht vollständig abgedeckt sein, wird dieser Arbeitsschritt noch einmal wiederholt.
34
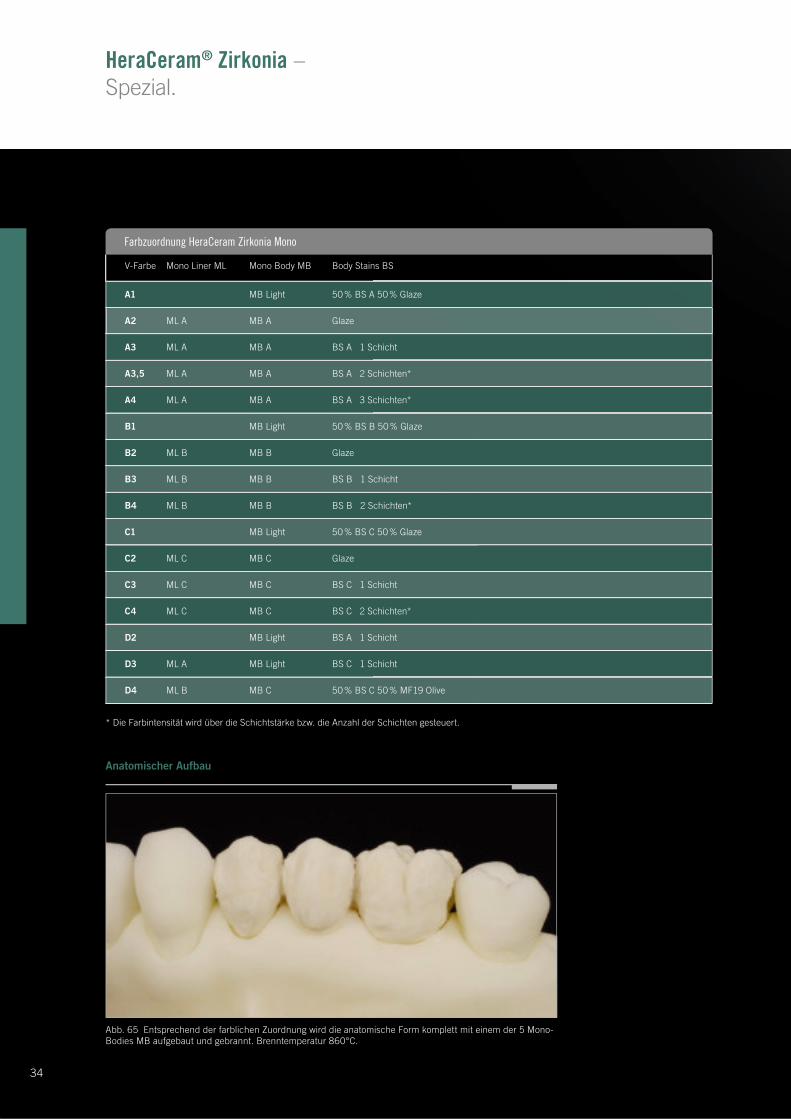
Abb. 65 Entsprechend der farblichen Zuordnung wird die anatomische Form komplett mit einem der 5 Mono-Bodies MB aufgebaut und gebrannt. Brenntemperatur 860°C.
Anatomischer Aufbau
* Die Farbintensität wird über die Schichtstärke bzw. die Anzahl der Schichten gesteuert.
Farbzuordnung HeraCeram Zirkonia Mono
V-Farbe Mono Liner ML Mono Body MB Body Stains BS
A1 MB Light 50 % BS A 50 % Glaze
A2 ML A MB A Glaze
A3 ML A MB A BS A 1 Schicht
A3,5 ML A MB A BS A 2 Schichten*
A4 ML A MB A BS A 3 Schichten*
B1 MB Light 50 % BS B 50 % Glaze
B2 ML B MB B Glaze
B3 ML B MB B BS B 1 Schicht
B4 ML B MB B BS B 2 Schichten*
C1 MB Light 50 % BS C 50 % Glaze
C2 ML C MB C Glaze
C3 ML C MB C BS C 1 Schicht
C4 ML C MB C BS C 2 Schichten*
D2 MB Light BS A 1 Schicht
D3 ML A MB Light BS C 1 Schicht
D4 ML B MB C 50 % BS C 50 % MF19 Olive
HeraCeram® Zirkonia – Spezial.
35
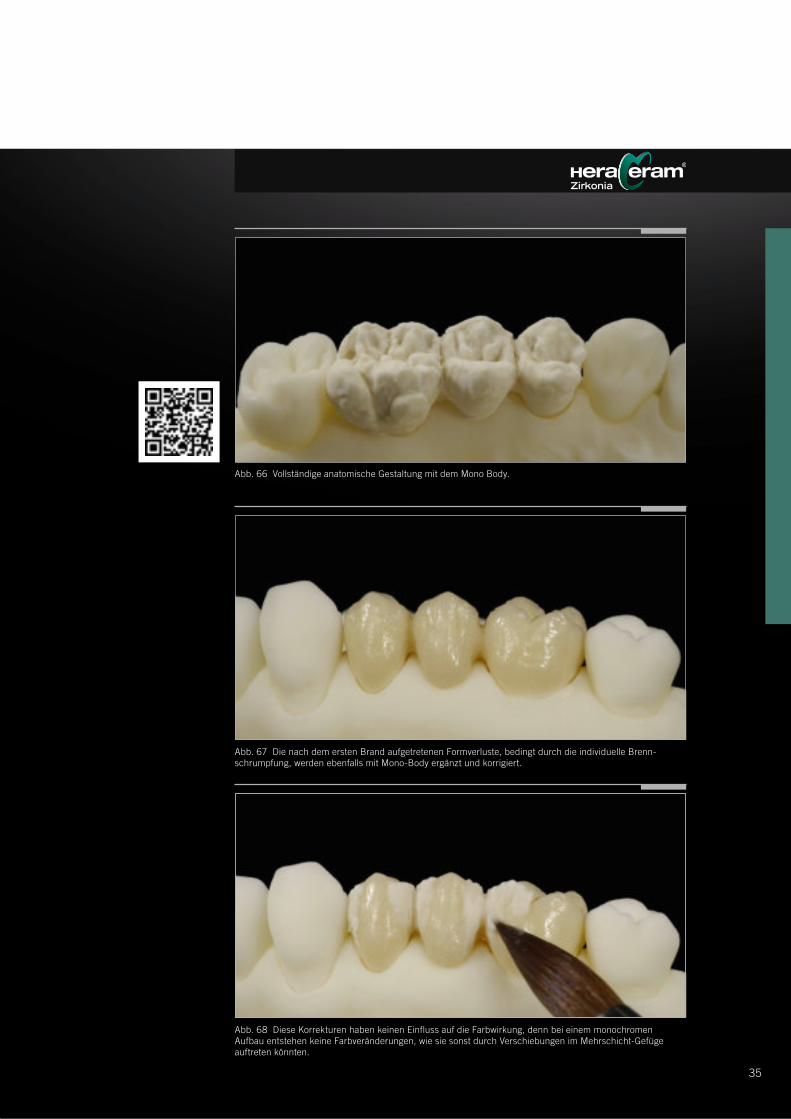
Abb. 68 Diese Korrekturen haben keinen Einfluss auf die Farbwirkung, denn bei einem monochromen Aufbau entstehen keine Farbveränderungen, wie sie sonst durch Verschiebungen im Mehrschicht-Gefüge auftreten könnten.
Abb. 67 Die nach dem ersten Brand aufgetretenen Form verluste, bedingt durch die individuelle Brenn-schrumpfung, werden ebenfalls mit Mono-Body ergänzt und korrigiert.
Abb. 66 Vollständige anatomische Gestaltung mit dem Mono Body.

36
Abb. 70 Akzentuierung des Dentinbereichs mit Body-Stains.
Abb. 69 Ist die anatomische Form vollständig, wird nun mit Diamant- und Polierwerkzeugen die Feinstruktur und Ober flächentextur angelegt.
OberflächengestaltungFür eine gleichmäßige Oberfläche empfiehlt sich, entweder die Verblendung vollständig zu überarbeiten oder mit Aluminiumoxid (50µm), bei einem geringen Strahldruck von ca. 1 bar, abzustrahlen.
Farbgestaltung in der MaltechnikNachdem die Restauration gründlich gereinigt (z. B. mit Dampfstrahl) und getrocknet wurde, wird nun per Maltechnik die „innere“ Zahnstruktur optisch gestaltet. Zunächst wird die gesamte Oberfläche sehr dünn mit Glasurmasse benetzt.
Das untere und mittlere Drittel des Körpers wird mit den jeweils zugeordneten Dentin- Malfarben, den Body-Stains (BS) bemalt, um den Dentin-Charakter in diesem Bereich zu unterstützen.
Das verstärkt die optische Differenzierung von Dentin und Schneide und erzeugt den Eindruck einer mehrschichtigen Verblendung.
HeraCeram® Zirkonia – Spezial.
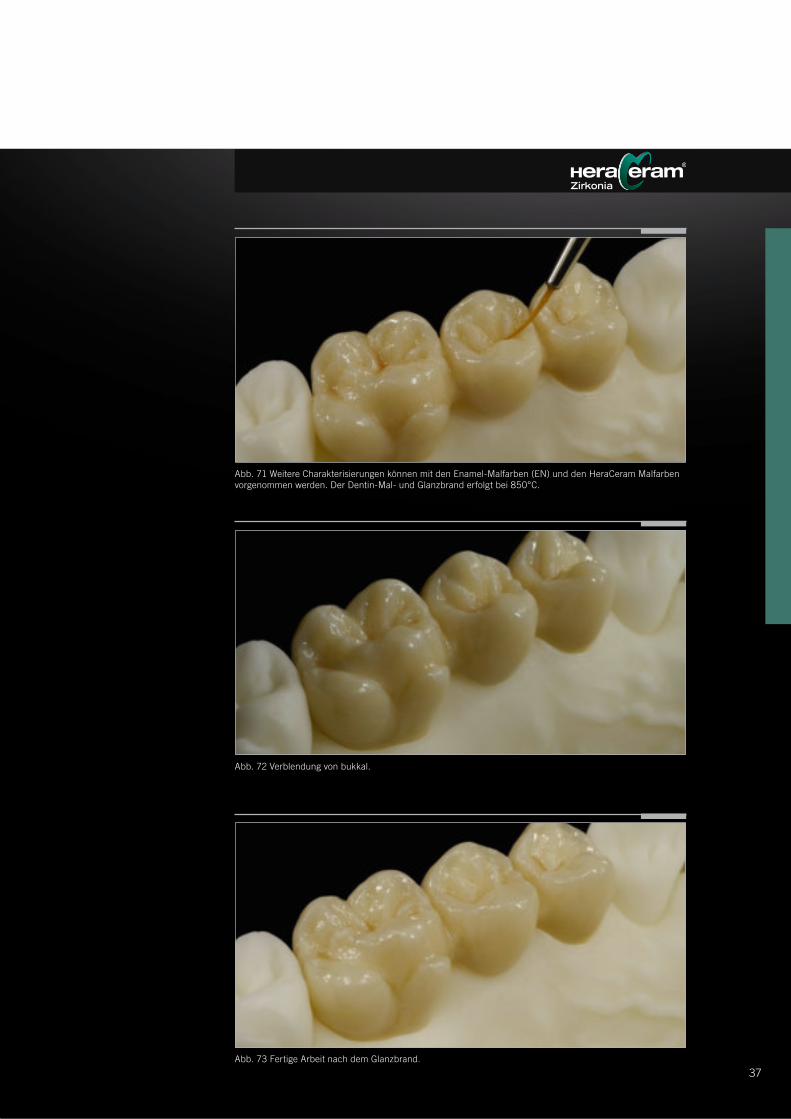
37Abb. 73 Fertige Arbeit nach dem Glanzbrand.
Abb. 72 Verblendung von bukkal.
Abb. 71 Weitere Charakterisierungen können mit den Enamel-Malfarben (EN) und den HeraCeram Malfarben vorgenommen werden. Der Dentin-Mal- und Glanzbrand erfolgt bei 850°C.
38
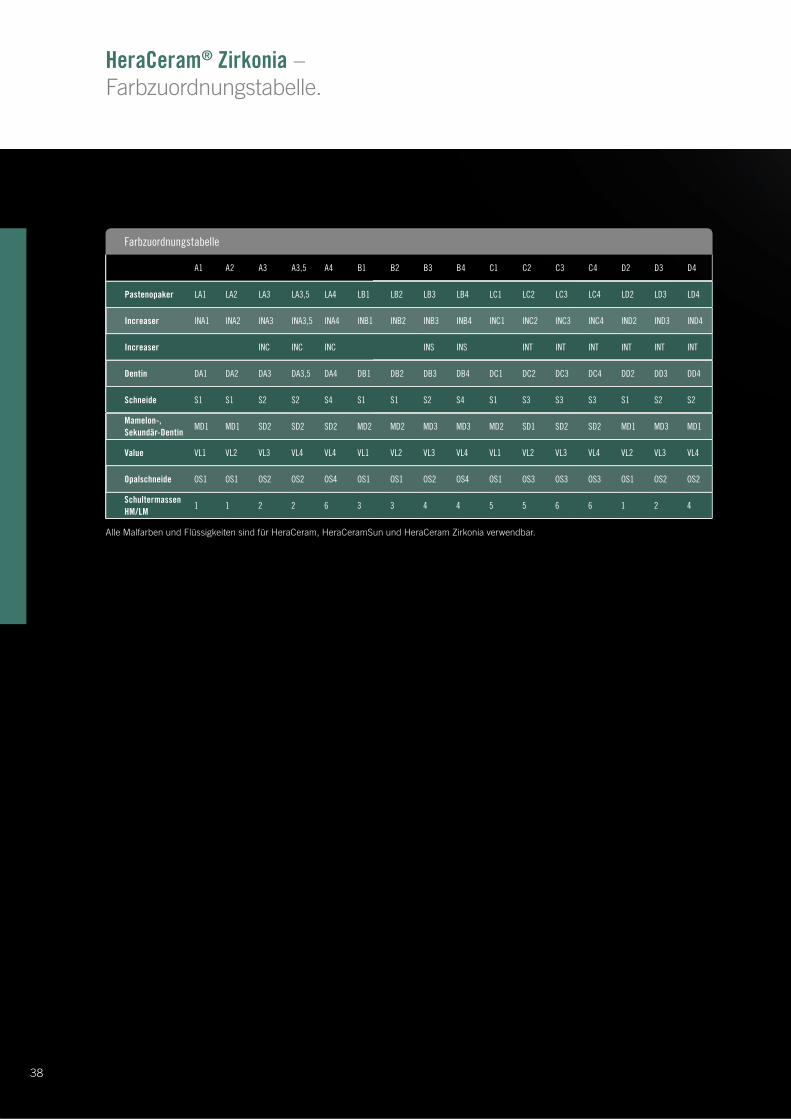
HeraCeram® Zirkonia – Farbzuordnungstabelle.
Alle Malfarben und Flüssigkeiten sind für HeraCeram, HeraCeramSun und HeraCeram Zirkonia verwendbar.
Farbzuordnungstabelle
A1 A2 A3 A3,5 A4 B1 B2 B3 B4 C1 C2 C3 C4 D2 D3 D4
Pastenopaker LA1 LA2 LA3 LA3,5 LA4 LB1 LB2 LB3 LB4 LC1 LC2 LC3 LC4 LD2 LD3 LD4
Increaser INA1 INA2 INA3 INA3,5 INA4 INB1 INB2 INB3 INB4 INC1 INC2 INC3 INC4 IND2 IND3 IND4
Increaser INC INC INC INS INS INT INT INT INT INT INT
Dentin DA1 DA2 DA3 DA3,5 DA4 DB1 DB2 DB3 DB4 DC1 DC2 DC3 DC4 DD2 DD3 DD4
Schneide S1 S1 S2 S2 S4 S1 S1 S2 S4 S1 S3 S3 S3 S1 S2 S2
Mamelon-,
Sekundär-DentinMD1 MD1 SD2 SD2 SD2 MD2 MD2 MD3 MD3 MD2 SD1 SD2 SD2 MD1 MD3 MD1
Value VL1 VL2 VL3 VL4 VL4 VL1 VL2 VL3 VL4 VL1 VL2 VL3 VL4 VL2 VL3 VL4
Opalschneide OS1 OS1 OS2 OS2 OS4 OS1 OS1 OS2 OS4 OS1 OS3 OS3 OS3 OS1 OS2 OS2
Schultermassen
HM/LM1 1 2 2 6 3 3 4 4 5 5 6 6 1 2 4
39
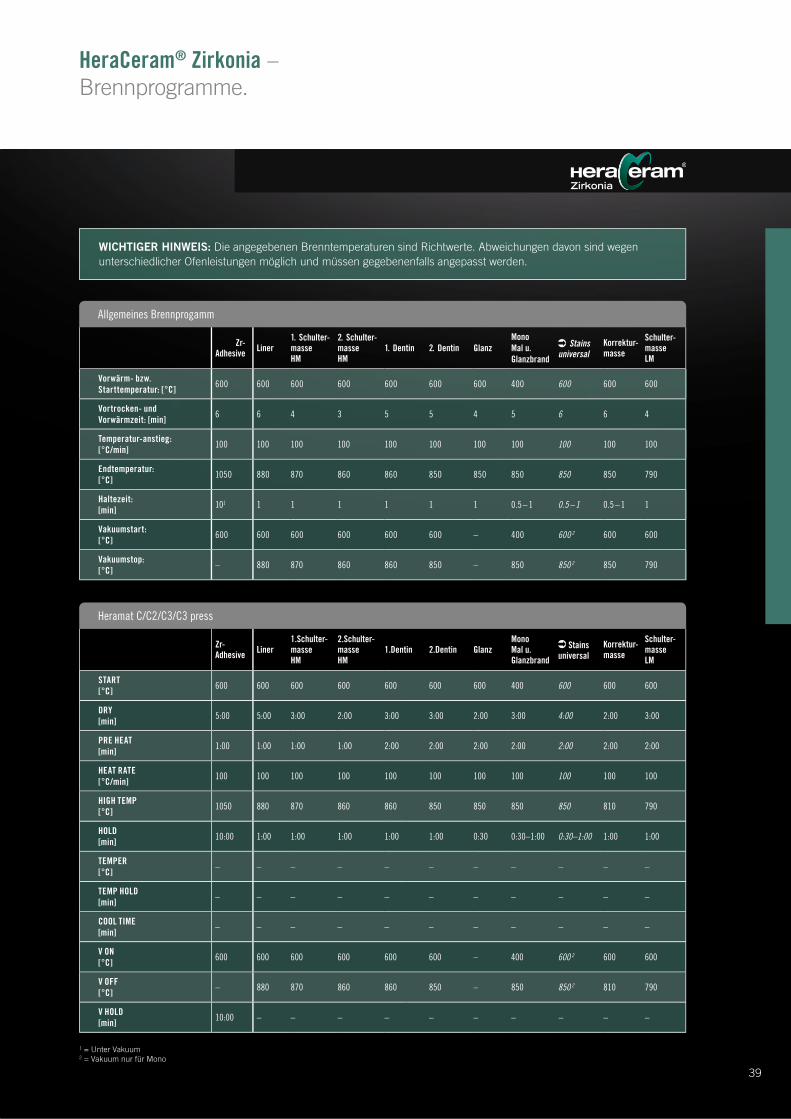
Allgemeines Brennprogamm
Heramat C/C2/C3/C3 press
Zr-
AdhesiveLiner
1. Schulter-
masse
HM
2. Schulter-
masse
HM
1. Dentin 2. Dentin Glanz
Mono
Mal u.
Glanzbrand
Stains
universal
Korrektur-
masse
Schulter-
masse
LM
Vorwärm- bzw.
Starttemperatur: [°C]600 600 600 600 600 600 600 400 600 600 600
Vortrocken- und
Vorwärmzeit: [min]6 6 4 3 5 5 4 5 6 6 4
Temperatur-anstieg:
[°C/min]100 100 100 100 100 100 100 100 100 100 100
Endtemperatur:
[°C]1050 880 870 860 860 850 850 850 850 850 790
Haltezeit:
[min]101 1 1 1 1 1 1 0.5 – 1 0.5 – 1 0.5 – 1 1
Vakuumstart:
[°C]600 600 600 600 600 600 – 400 600 2 600 600
Vakuumstop:
[°C]– 880 870 860 860 850 – 850 850 2 850 790
Zr-
AdhesiveLiner
1.Schulter-
masse
HM
2.Schulter-
masse
HM
1.Dentin 2.Dentin Glanz
Mono
Mal u.
Glanzbrand
Stains
universal
Korrektur-
masse
Schulter-
masse
LM
START
[°C]600 600 600 600 600 600 600 400 600 600 600
DRY
[min]5:00 5:00 3:00 2:00 3:00 3:00 2:00 3:00 4:00 2:00 3:00
PRE HEAT
[min]1:00 1:00 1:00 1:00 2:00 2:00 2:00 2:00 2:00 2:00 2:00
HEAT RATE
[°C/min]100 100 100 100 100 100 100 100 100 100 100
HIGH TEMP
[°C]1050 880 870 860 860 850 850 850 850 810 790
HOLD
[min]10:00 1:00 1:00 1:00 1:00 1:00 0:30 0:30–1:00 0:30–1:00 1:00 1:00
TEMPER
[°C]– – – – – – – – – – –
TEMP HOLD
[min]– – – – – – – – – – –
COOL TIME
[min]– – – – – – – – – – –
V ON
[°C]600 600 600 600 600 600 – 400 600 2 600 600
V OFF
[°C]– 880 870 860 860 850 – 850 850 2 810 790
V HOLD
[min]10:00 – – – – – – – – – –
WICHTIGER HINWEIS: Die angegebenen Brenntemperaturen sind Richtwerte. Abweichungen davon sind wegen unterschiedlicher Ofenleistungen möglich und müssen gegebenenfalls angepasst werden.
1 = Unter Vakuum2 = Vakuum nur für Mono
HeraCeram® Zirkonia – Brennprogramme.
40
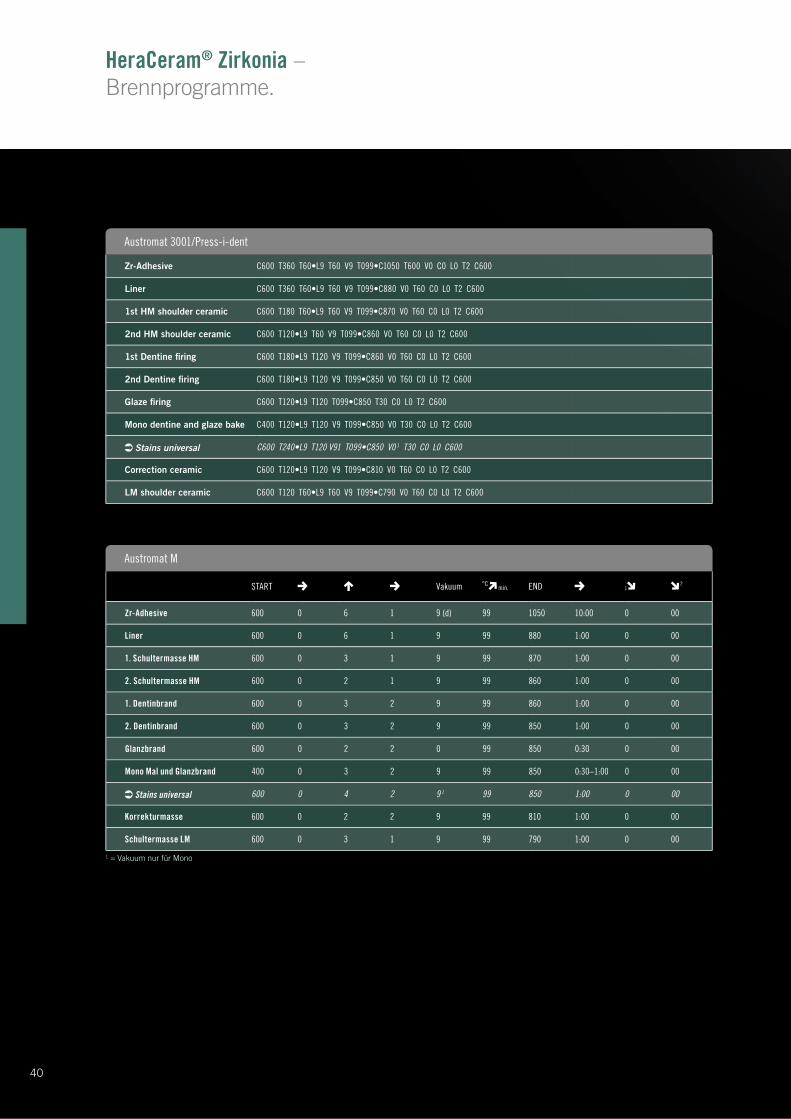
HeraCeram® Zirkonia – Brennprogramme.
Zr-Adhesive C600 T360 T60•L9 T60 V9 T099•C1050 T600 V0 C0 L0 T2 C600
Liner C600 T360 T60•L9 T60 V9 T099•C880 V0 T60 C0 L0 T2 C600
1st HM shoulder ceramic C600 T180 T60•L9 T60 V9 T099•C870 V0 T60 C0 L0 T2 C600
2nd HM shoulder ceramic C600 T120•L9 T60 V9 T099•C860 V0 T60 C0 L0 T2 C600
1st Dentine fi ring C600 T180•L9 T120 V9 T099•C860 V0 T60 C0 L0 T2 C600
2nd Dentine fi ring C600 T180•L9 T120 V9 T099•C850 V0 T60 C0 L0 T2 C600
Glaze fi ring C600 T120•L9 T120 T099•C850 T30 C0 L0 T2 C600
Mono dentine and glaze bake C400 T120•L9 T120 V9 T099•C850 V0 T30 C0 L0 T2 C600
Stains universal C600 T240•L9 T120 V91 T099•C850 V0 1 T30 C0 L0 C600
Correction ceramic C600 T120•L9 T120 V9 T099•C810 V0 T60 C0 L0 T2 C600
LM shoulder ceramic C600 T120 T60•L9 T60 V9 T099•C790 V0 T60 C0 L0 T2 C600
Austromat 3001/Press-i-dent
Austromat M
START Vakuum END 1 2
Zr-Adhesive 600 0 6 1 9 (d) 99 1050 10:00 0 00
Liner 600 0 6 1 9 99 880 1:00 0 00
1. Schultermasse HM 600 0 3 1 9 99 870 1:00 0 00
2. Schultermasse HM 600 0 2 1 9 99 860 1:00 0 00
1. Dentinbrand 600 0 3 2 9 99 860 1:00 0 00
2. Dentinbrand 600 0 3 2 9 99 850 1:00 0 00
Glanzbrand 600 0 2 2 0 99 850 0:30 0 00
Mono Mal und Glanzbrand 400 0 3 2 9 99 850 0:30–1:00 0 00
Stains universal 600 0 4 2 9 1 99 850 1:00 0 00
Korrekturmasse 600 0 2 2 9 99 810 1:00 0 00
Schultermasse LM 600 0 3 1 9 99 790 1:00 0 00
1 = Vakuum nur für Mono
41
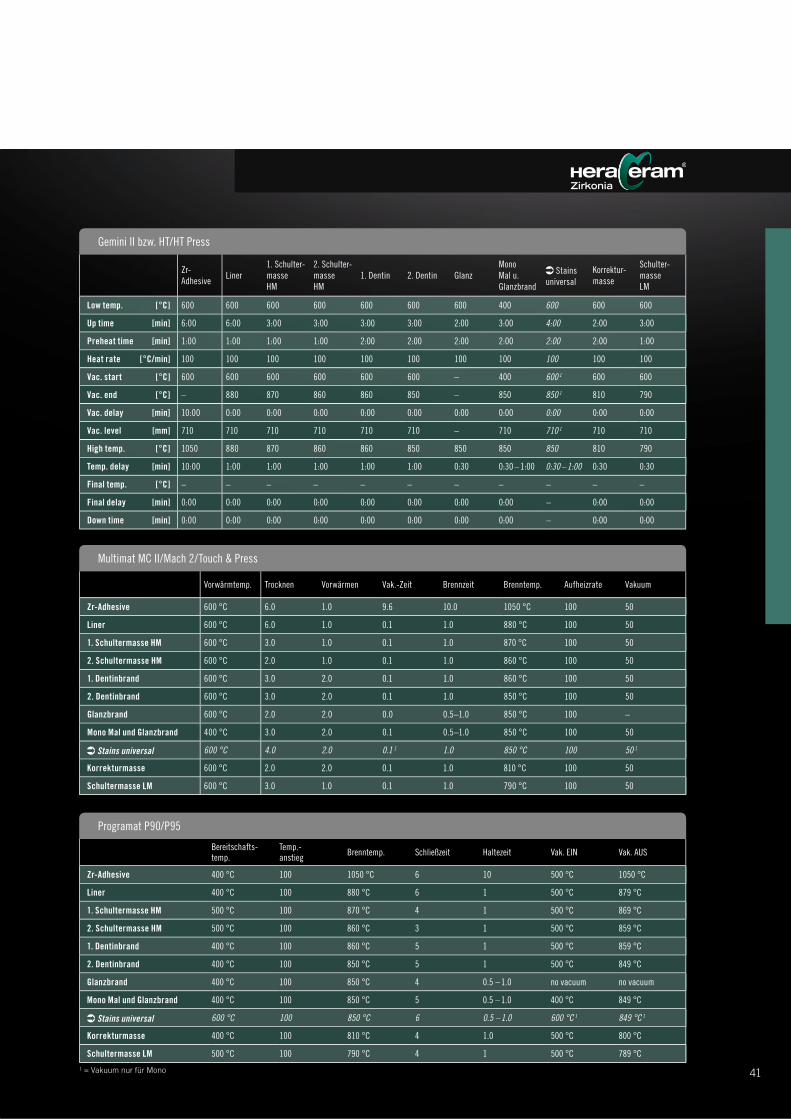
Gemini II bzw. HT/HT Press
Multimat MC II/Mach 2/Touch & Press
Programat P90/P95
Zr-
AdhesiveLiner
1. Schulter-
masse
HM
2. Schulter-
masse
HM
1. Dentin 2. Dentin Glanz
Mono
Mal u.
Glanzbrand
Stains
universal
Korrektur-
masse
Schulter-
masse
LM
Low temp. [°C] 600 600 600 600 600 600 600 400 600 600 600
Up time [min] 6:00 6:00 3:00 3:00 3:00 3:00 2:00 3:00 4:00 2:00 3:00
Preheat time [min] 1:00 1:00 1:00 1:00 2:00 2:00 2:00 2:00 2:00 2:00 1:00
Heat rate [°C/min] 100 100 100 100 100 100 100 100 100 100 100
Vac. start [°C] 600 600 600 600 600 600 – 400 600 1 600 600
Vac. end [°C] – 880 870 860 860 850 – 850 850 1 810 790
Vac. delay [min] 10:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Vac. level [mm] 710 710 710 710 710 710 – 710 710 1 710 710
High temp. [°C] 1050 880 870 860 860 850 850 850 850 810 790
Temp. delay [min] 10:00 1:00 1:00 1:00 1:00 1:00 0:30 0:30 – 1:00 0:30 – 1:00 0:30 0:30
Final temp. [°C] – – – – – – – – – – –
Final delay [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 – 0:00 0:00
Down time [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 – 0:00 0:00
Vorwärmtemp. Trocknen Vorwärmen Vak.-Zeit Brennzeit Brenntemp. Aufheizrate Vakuum
Zr-Adhesive 600 °C 6.0 1.0 9.6 10.0 1050 °C 100 50
Liner 600 °C 6.0 1.0 0.1 1.0 880 °C 100 50
1. Schultermasse HM 600 °C 3.0 1.0 0.1 1.0 870 °C 100 50
2. Schultermasse HM 600 °C 2.0 1.0 0.1 1.0 860 °C 100 50
1. Dentinbrand 600 °C 3.0 2.0 0.1 1.0 860 °C 100 50
2. Dentinbrand 600 °C 3.0 2.0 0.1 1.0 850 °C 100 50
Glanzbrand 600 °C 2.0 2.0 0.0 0.5–1.0 850 °C 100 –
Mono Mal und Glanzbrand 400 °C 3.0 2.0 0.1 0.5–1.0 850 °C 100 50
Stains universal 600 °C 4.0 2.0 0.1 1 1.0 850 °C 100 50 1
Korrekturmasse 600 °C 2.0 2.0 0.1 1.0 810 °C 100 50
Schultermasse LM 600 °C 3.0 1.0 0.1 1.0 790 °C 100 50
Bereitschafts-
temp.
Temp.-
anstiegBrenntemp. Schließzeit Haltezeit Vak. EIN Vak. AUS
Zr-Adhesive 400 °C 100 1050 °C 6 10 500 °C 1050 °C
Liner 400 °C 100 880 °C 6 1 500 °C 879 °C
1. Schultermasse HM 500 °C 100 870 °C 4 1 500 °C 869 °C
2. Schultermasse HM 500 °C 100 860 °C 3 1 500 °C 859 °C
1. Dentinbrand 400 °C 100 860 °C 5 1 500 °C 859 °C
2. Dentinbrand 400 °C 100 850 °C 5 1 500 °C 849 °C
Glanzbrand 400 °C 100 850 °C 4 0.5 – 1.0 no vacuum no vacuum
Mono Mal und Glanzbrand 400 °C 100 850 °C 5 0.5 – 1.0 400 °C 849 °C
Stains universal 600 °C 100 850 °C 6 0.5 – 1.0 600 °C 1 849 °C 1
Korrekturmasse 400 °C 100 810 °C 4 1.0 500 °C 800 °C
Schultermasse LM 500 °C 100 790 °C 4 1 500 °C 789 °C
1 = Vakuum nur für Mono
421 = Vakuum nur für Mono
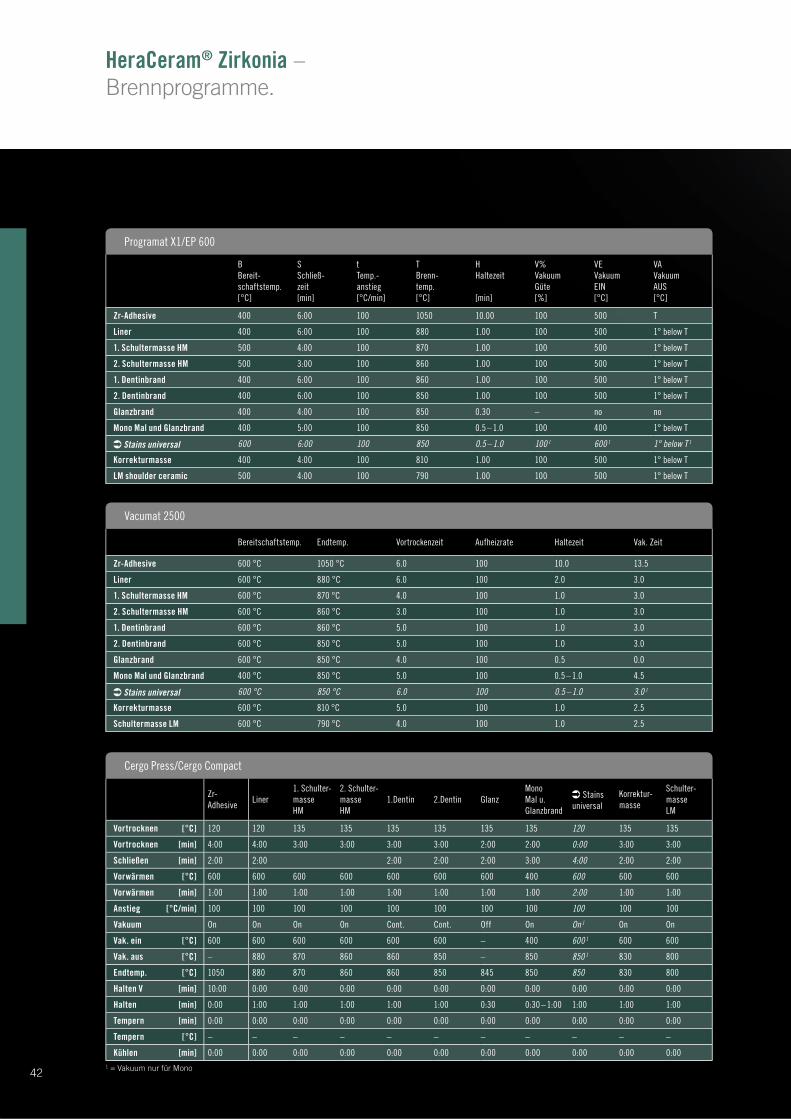
Programat X1/EP 600
Vacumat 2500
Cergo Press/Cergo Compact
Zr-
AdhesiveLiner
1. Schulter-
masse
HM
2. Schulter-
masse
HM
1.Dentin 2.Dentin Glanz
Mono
Mal u.
Glanzbrand
Stains
universal
Korrektur-
masse
Schulter-
masse
LM
Vortrocknen [°C] 120 120 135 135 135 135 135 135 120 135 135
Vortrocknen [min] 4:00 4:00 3:00 3:00 3:00 3:00 2:00 2:00 0:00 3:00 3:00
Schließen [min] 2:00 2:00 2:00 2:00 2:00 3:00 4:00 2:00 2:00
Vorwärmen [°C] 600 600 600 600 600 600 600 400 600 600 600
Vorwärmen [min] 1:00 1:00 1:00 1:00 1:00 1:00 1:00 1:00 2:00 1:00 1:00
Anstieg [°C/min] 100 100 100 100 100 100 100 100 100 100 100
Vakuum On On On On Cont. Cont. Off On On 1 On On
Vak. ein [°C] 600 600 600 600 600 600 – 400 600 1 600 600
Vak. aus [°C] – 880 870 860 860 850 – 850 850 1 830 800
Endtemp. [°C] 1050 880 870 860 860 850 845 850 850 830 800
Halten V [min] 10:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Halten [min] 0:00 1:00 1:00 1:00 1:00 1:00 0:30 0:30 – 1:00 1:00 1:00 1:00
Tempern [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
Tempern [°C] – – – – – – – – – – –
Kühlen [min] 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00 0:00
B
Bereit-
schaftstemp.
[°C]
S
Schließ-
zeit
[min]
t
Temp.-
anstieg
[°C/min]
T
Brenn-
temp.
[°C]
H
Haltezeit
[min]
V%
Vakuum
Güte
[%]
VE
Vakuum
EIN
[°C]
VA
Vakuum
AUS
[°C]
Zr-Adhesive 400 6:00 100 1050 10.00 100 500 T
Liner 400 6:00 100 880 1.00 100 500 1° below T
1. Schultermasse HM 500 4:00 100 870 1.00 100 500 1° below T
2. Schultermasse HM 500 3:00 100 860 1.00 100 500 1° below T
1. Dentinbrand 400 6:00 100 860 1.00 100 500 1° below T
2. Dentinbrand 400 6:00 100 850 1.00 100 500 1° below T
Glanzbrand 400 4:00 100 850 0.30 – no no
Mono Mal und Glanzbrand 400 5:00 100 850 0.5 – 1.0 100 400 1° below T
Stains universal 600 6:00 100 850 0.5 – 1.0 100 1 600 1 1° below T 1
Korrekturmasse 400 4:00 100 810 1.00 100 500 1° below T
LM shoulder ceramic 500 4:00 100 790 1.00 100 500 1° below T
Bereitschaftstemp. Endtemp. Vortrockenzeit Aufheizrate Haltezeit Vak. Zeit
Zr-Adhesive 600 °C 1050 °C 6.0 100 10.0 13.5
Liner 600 °C 880 °C 6.0 100 2.0 3.0
1. Schultermasse HM 600 °C 870 °C 4.0 100 1.0 3.0
2. Schultermasse HM 600 °C 860 °C 3.0 100 1.0 3.0
1. Dentinbrand 600 °C 860 °C 5.0 100 1.0 3.0
2. Dentinbrand 600 °C 850 °C 5.0 100 1.0 3.0
Glanzbrand 600 °C 850 °C 4.0 100 0.5 0.0
Mono Mal und Glanzbrand 400 °C 850 °C 5.0 100 0.5 – 1.0 4.5
Stains universal 600 °C 850 °C 6.0 100 0.5 – 1.0 3.0 1
Korrekturmasse 600 °C 810 °C 5.0 100 1.0 2.5
Schultermasse LM 600 °C 790 °C 4.0 100 1.0 2.5
HeraCeram® Zirkonia – Brennprogramme.
43
Für Klassische Aufbrennlegierungen
HeraCeram ist die hochschmelzende Keramiklinie für klassische Aufbrennlegierungen in einem WAK-Bereich von 13,5 – 14,9 µm/mK.
Für Legierungen im Hochexpansiven WAK-Bereich
HeraCeramSun ist die niedrigschmelzende Keramiklinie für HeraSun- und Universal-Legierungen im WAK-Bereich von 15,7 – 16,7 µm/mK.
HeraCeram Zirkonia 750
Die Verblendkeramik für Zirkonoxid und Lithium-Disilikat. Sie vereinigt die Robustheit und Zuverlässigkeit der bewährten SLS-Technologie mit einer niedrigen Brenntemperatur von max. 750°C, die auch den spezifischen physikalischen Eigenschaften von Lithium-Disilikat gerecht werden.
NEU!NEU!NEU!
Perfekt abgestimmt auf Ihr Gerüst.
Erstklassige Produktqualität ist Ihnen bei cara sicher: Ob cara I-Bridge, cara I-Bar, cara I-Butment oder cara Kronen und Brücken, Sie erhalten je nach Produkt und Material eine Garantie-Zeit zwischen 5 bis 20 Jahren.
Die cara Garantien für Dentallabore, Zahnarztpraxen und Patienten.
cara I-Bridge®
ca
ra Warranty
Tw
enty Years
ca
ra Warranty
Five Years
cara I-Butment®
ca
ra Warranty
Ten Years
ca
ra Warranty
Five Years
cara I-Bar®
ca
ra Warranty
Ten Years
cara C&B
ca
ra Warranty
Ten Years
ca
ra Warranty
Five Years
Die neuen cara Garantien bedeuten für Sie nicht nur ein Plus an Sicherheit mit unseren Produkten: Sie können sie auch in Form einer hochwertig gestal teten Garantie-Karte an die Patienten weiterreichen, die sich so zahn-technisch noch besser beraten und behandelt fühlen.
Ein echter Mehrwert für alle!
Weitere Informationen finden Sie unter: www.cara-kulzer.de/garantien

66
04114
3 D
E 0
3.2
015
OR
T/R
euff
urt
h
www.heraeus-kulzer.com© 2015 Heraeus Kulzer GmbH. Alle Rechte vorbehalten. „Heraeus“ ist eine eingetragene Marke der Heraeus Holding GmbH, die auf Grundlage einer durch die Heraeus Holding GmbH gewährten zeitlich befristeten Lizenz genutzt wird. Weder die Heraeus Holding GmbH noch deren verbundene Unternehmen sind für die Herstellung des Produktes/der Produkte verantwortlich.
Bestell- und Service-Hotline (Deutschland): 0800.437 25 22 (gebührenfrei)
Technische Beratung (Deutschland): 0180.600 40 80 (Kosten pro Anruf: 20 ct aus dem deut-
schen Festnetz, bis zu 60 ct aus Mobilfunknetzen)
Rund um die Uhr einkaufen (Deutschland): www.heraeus-dentalshop.de
Aus Österreich und der Schweiz kontaktieren Sie bitte Ihre lokalen Heraeus Kulzer Ansprechpartner, die Sie gerne beraten.
Kontakt in Deutschland: Heraeus Kulzer GmbHGrüner Weg 1163450 HanauPhone 0800 4372-522Fax 0800 [email protected]
Kontakt in Österreich und der Schweiz: Heraeus Kulzer Austria GmbHNordbahnstrasse 36/2/4/4.5A-1020 WienPhone +43 1 4080941Fax +43 1 4080941-75officehkat@kulzer-dental.comwww.heraeus-kulzer.atwww.heraeus-kulzer.ch
Unsere Medizinprodukte sind nach der europäischen Richtlinie 93/42/EWG entsprechend ihrer Klassifizierung mit einem CE-Kennzeichen versehen.


















