R&D Proposal Development of Radiation Hard Semiconductor ...
description

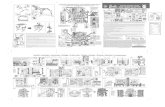
VEA’s proposal of automated assembly system
WP6 meeting, 16/01/14

2
TOP VIEW
SIDE VIEW
X or Y Linear Positioning Stage- 200 mm/s- 0.05 mm unidirectional repeatability- 0.2 mm bidirectional repeatability
Z LPS with 0,1 μm unidirectional repeatability
Z LPS for small loads with 0,1 μm unidirectional repeatability

3
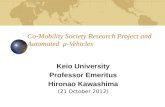
MOBILE TABLE TOP VIEW
Ultra high-precision rotation stage- ± 1.7 mrad (0.0001o) repeatability
The assembly frame is positioned on the rotation stage and it has vacuum suction to hold components.

4
SIDE VIEW
An aluminium bridge structure will support all actuators to manipulate the various components and the laser head

5
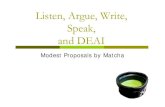
STEP 1: CHIP PLACEMENT The "chip manipulator" consists of a "chip vacuum grip" and a LPS to perform vertical movements (Z-axis). - The "mobile table" moves until
the "chip manipulator" is above a given cell of the "chips pallet".
- The "chip manipulator" is lowered and the "chip vacuum grip" takes a chip from the cell.
- The "chip manipulator" is raised and the "mobile table" moves under the camera 1 to measures the “reference” position of the chip.
- The "mobile table" and the "rotation stage" positions are then adjusted in order to deposit the chip from the "chip manipulator" in the correct position on top of to the “assembly frame".
- The operation is repeated 9 (or 14) times.
TOP VIEW

6
STEP 2: FPC and balls grid placement
TOP VIEW
The "FPC manipulator" consists of a "FPC vacuum grip" and a LPS to perform vertical movements (Z-axis). - The "mobile table" moves until the
"FPC manipulator" is above the "FPC stack".
- The "FPC manipulator" is lowered and the "FPC vacuum grip" takes a FPC from the "FPC stack".
- The "FPC manipulator" is lifted and at the same time the "FPC vacuum grip" expands so as to stretch the FPC.
- The "mobile table" moves under the cameras 2 and 3 to measure the reference position of the FPC.
- The "mobile table" and the "rotation stage" positions are then adjusted in order to deposit the FPC in the correct position on top of the "assembly frame".
- The same operations described above are replicated to place the "balls grid"
The piezoelectric micro LPS located in the "FPC vacuum grip" to stretch the FPC eliminating any small dimples. The excursion is 300 μm.
TO BE CHECKED: alignment procedure

7
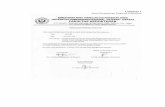
STEP 3: soldering balls placement
TOP VIEW
The “soldering balls (SB) manipulator” consists of a “SB vacuum grip”, a LPS to perform vertical movements (Z-axis), and a LPS to perform horizontal movements (X axis). The “SB vacuum grip” can load a group of balls or also a single ball (in case of missing ball in the deposited group). - The “SB manipulator” moves on top
of the SB distributor. - The “SB manipulator” is lowered and
the “SB vacuum grip” loads an ordered group of 12 balls from the “SB distributor”.
- The “SB vacuum grip” is lifted and moved to the centre of the table; during this movement it passes over the camera 4 which controls the presence and the correct positioning of all the balls.
- The “mobile table” and the “rotation stage” are then adjusted in order to deposit the balls in the correct position on top of the “balls grid”.

8
THE SOLDERING BALL DISTRIBUTOR TOOL
The "balls distributor" is composed of an aluminium vessel machined from a full piece where the grooves (10% larger than ball diameter) are formed for the individual spheres. There is a "spare ball cannel" to take a single ball with the "single ball vacuum grip" that is included in the "vacuum grip balls." The "balls distributor" is provided with a movement of controllable vibration which allows a uniform distribution of the spheres. Each "single ball cannel" has a slit of 0.1 mm that discharges any residual tin-lead on a container placed under the "balls distributor". Below is a drawing, darker areas indicate a deeper incision.

9
STEP 4: soldering
TOP VIEW The laser head is mounted in the support bridge with a vertical LPS stage.- The "mobile table" moves in order to position each hole under the laser head, after soldering each single ball, the camera mounted on the laser head (connected with the vision system) analyses every single soldering.
STEP 5: soldering balls grid removal - The "mobile table" moves in order to position assembly frame under the FPC manipulator, the balls grid is removed and put back in its container.
STEP 6: HIC removal - The assembly frame holding the HIC is removed by the operator.

10
ESTIMATED CYCLE TIME
FINAL CONSIDERATION by VEAThe proposed system allows obtaining the required precision better than 5 μm. The structures are simple and also the mathematical model to compensate errors due to thermal expansion is quite simple. This machine allows the assembly of both modules for the inner layer (1 x 9 chips), and for the outer layer (2 x 7 chips) simply replacing the "assembly frame ", the "FPC stack" and the "balls grid container", these will be equipped with locating pins.