Using Response Surface Methodology to Investigate the...
12
Columbia International Publishing American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23 doi:10.7726/ajast.2015.1002 Research Article ______________________________________________________________________________________________________________________________ *Corresponding e-mail: [email protected] 1 Department of Bio systems Engineering, University College of Agriculture, Tarbiat Modares University, Islamic Republic of Iran. Tehran. 2 Department of Bio systems Engineering, University College of Agriculture and Natural Resources, University of Tehran, Islamic Republic of Iran 12 Using Response Surface Methodology to Investigate the Effects of Drying Parameters on Browning of Dried Banana Slices Mohammad Ali Ebrahimi 1 , Saeid Mohtasebi 2* , and Shahin Rafiee 2 Received 30 May 2015; Published online 17 October 2015 © The author(s) 2015. Published with open access at www.uscip.us Abstract Response surface methodology was used to investigate the effect of some drying parameters on browning of banana slices during dehydration process. In this study, the banana slices were dried using a thin-layer dryer, made based on a computer vision system. Thus, the browning of the slices was determined using image processing technique in the MATLAB environment. Response surface technique, Box-Behnken Design (BBD) with four parameters using Design Expert.7 software, was used to investigate the effects of drying time, drying temperature, slice thickness and air velocity during drying process (as the process parameters) on the browning (as the process response). The modified quadratic-order model was chosen to describe the browning as a function of the independent parameters such as time, temperature, slice thickness and air velocity due to R 2 =0.91 and Adj R 2 =0.83. The results showed that the drying time, drying temperature, and air velocity had the most direct effect on the banana browning, respectively. However, the effect of slice thickness was inverse. Keywords: Response Surface Methodology; Browning; MATLAB; Design Expert.7; Box-Behnken Design 1. Introduction Banana is widely grown in the areas of tropical and subtropical climates. After harvesting, the quality of bananas deteriorates rapidly (Prachayawarakorn et al., 2008). Therefore, Dryingas the oldest methods is used to protect foods and agricultural productsand is the best choice to reduce the deterioration of the product. During the drying process, the quality of the final product is one of the most important elements. Determination and controlling of quality parameters such as color,
Transcript of Using Response Surface Methodology to Investigate the...

Columbia International Publishing American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23 doi:10.7726/ajast.2015.1002
Research Article
______________________________________________________________________________________________________________________________ *Corresponding e-mail: [email protected] 1 Department of Bio systems Engineering, University College of Agriculture, Tarbiat Modares University,
Islamic Republic of Iran. Tehran. 2 Department of Bio systems Engineering, University College of Agriculture and Natural Resources,
University of Tehran, Islamic Republic of Iran
12
Using Response Surface Methodology to Investigate the Effects of Drying Parameters on Browning of Dried
Banana Slices
Mohammad Ali Ebrahimi1, Saeid Mohtasebi2*, and Shahin Rafiee2
Received 30 May 2015; Published online 17 October 2015 © The author(s) 2015. Published with open access at www.uscip.us
Abstract Response surface methodology was used to investigate the effect of some drying parameters on browning of banana slices during dehydration process. In this study, the banana slices were dried using a thin-layer dryer, made based on a computer vision system. Thus, the browning of the slices was determined using image processing technique in the MATLAB environment. Response surface technique, Box-Behnken Design (BBD) with four parameters using Design Expert.7 software, was used to investigate the effects of drying time, drying temperature, slice thickness and air velocity during drying process (as the process parameters) on the browning (as the process response). The modified quadratic-order model was chosen to describe the browning as a function of the independent parameters such as time, temperature, slice thickness and air velocity due to R2=0.91 and Adj R2=0.83. The results showed that the drying time, drying temperature, and air velocity had the most direct effect on the banana browning, respectively. However, the effect of slice thickness was inverse. Keywords: Response Surface Methodology; Browning; MATLAB; Design Expert.7; Box-Behnken Design
1. Introduction Banana is widely grown in the areas of tropical and subtropical climates. After harvesting, the quality of bananas deteriorates rapidly (Prachayawarakorn et al., 2008). Therefore, Dryingas the oldest methods is used to protect foods and agricultural productsand is the best choice to reduce the deterioration of the product. During the drying process, the quality of the final product is one of the most important elements. Determination and controlling of quality parameters such as color,

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
13
taste, odor and texture can be useful for ordering and marketing of foods. Among them, Color is the first and the most important parameter in the visual appearance of food. The color of the dried fruit changes due to the formation of browning, which is often associated with the Maillard reaction (Baini and Langrish, 2009). This reaction was introduced for the first time by Louis Maillard in 1912 and can be described using Hodge’s reaction scheme (Hodge, 1953). Discoloration and browning due to thermal treatments are the results of several reactions such asMaillard condensation which is reducing sugars and amino acids, caramellisation and ascorbic acid browning processes (Cornwell and Wrostad, 1981) and pigment destruction (Beveridge, et al., 1986). Other factors affecting the color include fruit pH, acidity, processing temperature and duration, fruit cultivar and heavy metal contaminations (AbersandWrolstad, 1979; Skrede, 1985; Garcia-Viguera, et al., 1999). Moreover, some of important drying factors affecting color include air temperature, relative humidity, slice thickness, drying time and air velocity (Demir et al;2002; Boudhrioua et al, 2002; Baini and Langrish,2009; Jokic et al,2009 ). Determination and controlling of them is a useful device to decline the formation of browning. Due to interaction between the effective parameters, finding an optimal point for browning behaviorof the dried food is necessary. Response surface methodology (RSM) has been reported to be an effective tool for optimization of a process when the independent variables have a combined effect on the desired response.RSM is a collection of statistical and mathematical system that has been successfully used for developing, improving and optimizing of such processes (Koocheki et al; 2008, Bostan et al., 2008; Cui et al., 1994; Koocheki et al., 2008; Myers & Montgomery, 1995; Wu et al., 2007). This research investigates the browning behavior of the samples against different drying conditions (temperature, slice thickness, and air velocity) to determine the effects of them to decrease and to control the formation of the slices browning.Because all levels of the factors were not accessible, theBox-BehnkenDesignmatrix and response surface methodology were applied for designing the experiments in order to evaluate and to approve the interactive effects of the four most important operating variables (Demirel and Kayan, 2012).
2. Materials and Methods Fresh bananas were supplied from a local market and then transferred to the laboratory of the Research and Development of Department of Agricultural Machinery Engineering, University of Tehran. In order to obtain the initial moisture content, some of banana slices were dried in an oven at 110 ˚C for 24h. Average moisture content was found to be 75% (Wet basis). In each experiment, a banana was peeled and sliced into layers of 3, 5 or 7 mm in thickness by a meat slicer. Then, the samples were arranged upon a rectangular tray (20 cm in length and 15 cm in width) and the tray was placed into an experimental dryer at a preset conditions. After finishing of each experiment, the samples were placed into oven to remove their remaining moisture.In this study, the slices weredried at temperatures of 50, 70, and 90 °C, thicknesses of 3, 5 and 7 mm and air velocities of 0.5, 1 and 1.5 m/s.

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
14
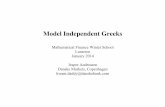
2.1 Dryer used A thin-layer dryer was made based on computer vision to investigate the effects of drying on visual properties of the products and to obtain the relations between these properties and moisture content (Fig.1). The dryer consisted of a centrifugal fan (Damandeh, BEF-25/25F4T, 6300 m3/hr), air duct, four electrical heating elements (a 750W element in the centrifugal fan for preheating the airflow and 3×2000 w elements in the air duct for heating the airflow), straightener, control unit, illumination and imaging chamber, a single point load cell, measurement sensors and drying chamber with one layer tray. Whole body of the dryer was thermally insulated with glass wool (Hosseinpour et al, 2012).
Fig.1. Experimental dryer: 1.fan; 2.preheating element; 3.heating elements; 4.straightener; 5.air
velocity sensor; 6.relative humidity and temperature sensor; 7.temperature sensor; 8.digital color camera; 9.fluorescent lamps; 10.platform; 11.load cell; 12.control unit; 13.outside temperature sensor; 14.HMI; 15.computer; 16.monitor; 17.keyboard.
2.2 Image capturing
For capturing of slice image a digital camera (Canon, PowerShot D30, BSI-CMOS, and 12 Mp) was used. The camera is set above sample tray. It run using a special computer software and monitor samples during drying. The image of samples was captured at a preset time during. 2.3 Processing of the images For processing of the images, an special computer program was developed at the MATLAB R2007b environment. In this, L*a*b* color space was used to measurecolor ofthe slices.For calibration of data, a color chart was supplied (Leon et al, 2006).The hunter color parameters (L*, a* and b*) of the chart bothwere obtained by image analysis and measured by the hold-hand colorimeter. The results showed a linear relation with high correlation coefficient for L*, a* and b* (0.967, 0.962 and 0.991 respectively). Before processing, the data were calibrated. 2.4 Color analysis The total color difference (∆E), as the most important parameter of the color variation,was usedas

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
15
browning index to describe the kinetics of the color change of banana slices. It is expressed by the following equation (Eq.5). The ∆E is a single value which takes into account the differences between L*, a* and b* of the samples and their corresponding standard values.
∆E = √(L∗ − L0∗)2 + (a∗ − a0
∗)2 + (b∗ − b0∗)2 (1)
2.5 Experimental design Response surface technique (Box-Behnken Design(BBD)) with four parameters, was used to investigate the effect of drying time (C1), drying temperature (C2) slice thickness (C3) and air velocity (C4) during drying process (as the process parameters) on the browning(y, as the process response), which is defined by the following Equation. 𝑦 = 𝑓(𝐶1, 𝐶2, 𝐶3, 𝐶4) (2) On the basis of the BBD, there are four important stages for the optimization of the experiments: (1) to perform statistically designed experiments for the experimental plan, (2) to recommend a mathematical model based on the experimental data and focus on the data of analysis of variance, (3) to control the efficiency of the model directly with diagnostic plots, and (4) to estimate the response and verify the model (Zhang and Zheng, 2009; Box and Draper, 1978). In most of the studies that used response surface methodology, linear and quadratic models were applied to fit the model.If the response is modeled as a function of independent varies,the estimated functionwill be afirst order model. Otherwise,theestimated function will be second or more. In this study, due to interaction between variesasecond order polynomial was used as shown in Eq.3 (Koocheki et al, 2009; Marklund and Nilsson, 2001; Yunardi et al, 2011; rezzoug et al, 2008). 𝑌 = 𝐵0 + ∑ 𝐵𝑖𝑋𝑖 + ∑ 𝐵𝑖𝑖𝑋𝑖
2 + ∑ ∑ 𝐵𝑖𝑗𝑋𝑖𝑖<𝑗4𝑖=1
4𝑖=1 𝑋𝑗 + 𝜀 (3)
WhereY is the predicted response, B0, Bi, Bii and Bij are regression coefficients and xi are the coded variables linearly related to Ci, and ε is error. The coding of Ci into xi is expressed by the following equation:
𝑋𝑖 =2(𝐶𝑖−𝐶𝑖
∗)
𝑑𝑖 (4)
Where Ci is actual value in original units; Ci*is mean of high and low levels of Ci; and di is the
difference between the low and high levels of Ci. Therefore the process parameters are coded as the following equation.
𝑋1 =(−70)
70 (Drying time) (5)
𝑋2 =(−70)
20 (Drying temperature) (6)
𝑋3 =(−5)
2 (Slice thickness) (7)

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
16
𝑋4 = 2(𝐶4 − 1) (Air velocity) (8)
3. Results and Discussion Box-Behnken Design with four parameters using Design Expert.7 software was used to analyze the data. At the first stage, the independent variables as the equations of 5-8 were coded to design the experiments. The coded data are shown in Table 1. Table 1 Experimental range and levels of the independent variables
Levels Factors
1 0 -1
140 70 0 Time (min)
7 5 3 Thickness (mm)
90 70 50 Temperature (ºC)
1.5 1 0.5 Air Velocity
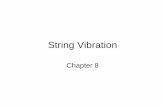
29 experiments were designed by RSM. The experiments were done using the experimental machine vision dryer. The hunter color values (L*, a* and b*) of taken images were calculated using image processing technique in the MATLAB environment. Then, the total color difference was obtained by Eq.1. The model of ΔE variationas a function of drying time is shown in Fig.1. According to the figure, the browning of banana slices increases during drying process. This may be occurred due to the pigment destruction, ascorbic acid browning and non-enzymatic Maillard browning (AbersandWrolstad, 1979; Ibarz et al., 1999; Skrede, 1985; Maskan, 2001). In addition, the browning kinetics of the slices occurred as an exponential curve versus drying time (Fig.2). The rate of Maillard reaction decreases with decreasing of samples moisture content during dehydration process and thus, the browning rate of the slices increased during drying time.
Fig.2. the model of the ∆E variation during drying time
0
5
10
15
20
25
0 50 100 150 200 250
E∆
time (min)
E=(0.86-28.87)×EXP(-0.0059×t)+28.87∆
R² = 0.98
First order
model

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
17
The results of image processing as the process responses were transferred to Design Expert.7 environment software. At the next stage, the statistical parameters were used to determine the situation model. However result of cubic model is aliased but it is very complex and long model. Therefore the Quadratic model was suggested based on lower standard division and RMSE, higher R-Squared and having short terms. Other results are given forthe evaluated models in Table 2. Table 2 Statistical parameters of the models.
Source Std.Dev. RMSE R-Squared
Linear 3.54 3.27 0.69
2FI 3.62 2.90 0.75
Quadratic 2.42 1.81 0.91 Suggested
Cubic 1.18 0.55 0.99 Aliased The interaction effects between temperature-thickness and air velocity-thickness on the browning index were found to be insignificant experimentally. Therefore, they were eliminated from the parameter list.Then, the final equation in terms of coded factorswasgiven as follows (Eq.9). Y=12.44+6.56×X1+2.87×X2-1.26× X3+1.5× X4+2.89× X2 X4+1.83× X2 X1+1.44× X4 X1-1.31× X3 X1-1.42× X22-0.67× X42-2.53× X32-4.34× X12 (9) Based on Eq.9, the drying time is the most effective factor in browning process. The effects of the Temperature and air velocity were lower, respectively and the thickness hadan inverse relation with browning. Table 3 shows the experimental and predicted results for 29 runs. Some parameters such as fruit pH, acidity, fruit cultivar and heavy metal contaminations are also effective on the color change of sample, however, the results of the modeling based on drying parameters (drying time, temperature ,thickness, air velocity) were acceptable due to R-Squared=0.91, Adj R-Squared=0.83. Other statistical results of the model are given in Table 4. (AbersandWrolstad, 1979; Skrede, 1985; Garcia-Viguera, et al., 1999). Table 3 Box–Behnken design matrix for Predicted and Experimental results.
Run X1 X2 X3 X4 Predicted Experimental
1 0 0 0 0 12.44 12.45 2 0 1 1 0 9.48 8.73 3 -1 0 -1 0 6.88 8.88 4 1 0 -1 0 12.62 13.13 5 -1 -1 0 0 8.87 4.21 6 0 1 0 1 16.93 19.01 7 0 1 0 -1 0.93 0.00 8 -1 0 0 1 8.54 10.02 9 1 -1 0 0 8.83 7.20
10 0 0 -1 1 14.70 12.18 11 0 0 1 1 9.56 6.93 12 1 1 0 0 17.61 20.71

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
18
13 -1 0 0 -1 -0.92 0.00 14 0 -1 0 1 11.05 13.24 15 0 0 -1 -1 -1.04 0.00 16 0 1 -1 0 12.00 8.52 17 0 -1 0 -1 0.81 0.00 18 -1 1 0 0 6.09 6.13 19 -1 0 1 0 4.36 4.60 20 1 0 0 1 17.94 17.35 21 1 0 0 -1 1.16 0.00 22 1 0 1 0 10.10 9.88 23 0 0 0 0 12.44 12.45 24 0 0 0 0 12.44 12.45 25 0 0 0 0 12.44 12.45 26 0 0 1 -1 -0.94 0.00 27 0 0 0 0 12.44 12.45 28 0 -1 1 0 6.48 8.91 29 0 -1 -1 0 9.00 11.46
Table 4 Statistical results of the mathematical modeling.
Std. Dev. 2.42 R-Squared 0.91
Mean 8.73 Adj R-Squared 0.83
C.V. % 27.68 Adeq Precision 11.73
Analysis of variance (ANOVA) for response surface model is given in table 5.The Model F-value of 12.37 implies the model is significant. There is only a 0.01% chance that a "Model F-Value" this large could occur due to noise. Values of "Prob > F" less than 0.0500 indicates model terms are significant. In this case, X1, X2, X4, X2 X4, X12, X32 are significant model terms. Values greater than 0.1000 indicate the model terms are not significant. If there are many insignificant model terms (without considering those required to support hierarchy), model reduction may improve the model. In addition, the lack of fit is not statistically significant, therefore the model is suitable to predict the browning behavior of the slices (Demirel and Kayan, 2012; Goyal, 2011).
Table 5 Analysis of variance for response surface model.
Source Sum ofSquares df Mean
Square F-Value
p-value
Prob > F
Model 868.2822 12 72.357 12.37441 < 0.0001
A-temperature 98.84938 1 98.849 16.90514 0.0008
B-Air Velocity 27.18639 1 27.186 4.649393 0.0466
C-Thickness 19.05962 1 19.060 3.25956 0.0899
D-Drying Time 516.7287 1 516.729 88.37051 < 0.0001
AB 33.56679 1 33.567 5.740565 0.0292

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
19
AD 13.43352 1 13.434 2.29739 0.1491
BD 8.313341 1 8.313 1.421741 0.2505
CD 6.894327 1 6.894 1.179062 0.2936
A^2 13.08041 1 13.080 2.237001 0.1542
B^2 2.915634 1 2.916 0.498629 0.4903
C^2 41.55639 1 41.556 7.106939 0.0169
D^2 122.3123 1 122.312 20.91775 0.0003
Residual 93.55677 16 5.847
Lack of Fit 93.55677 12 7.796
3.1 Interactive effect of drying time and temperature Figure (3-a) shows that by increasing in temperature and drying time, the browning of banana slices increases. Thereforethe maximum browning was obtained at temperature of 90 ˚C and drying time of 140 min. The major reasons of this behavior are increasing of pigment destruction, ascorbic acid browning and non-enzymatic Maillard browning during drying process at higher temperatures (Abers and Wrolstad, 1979; Ibarzet al., 1999; Skrede, 1985; Maskan, 2001). 3.2 Interactive effect of drying time and air velocity As seen in Figure (3-b), the color of slicesduring drying was made browner at the higher drying time and air velocity. The maximum browning was observed at air velocity of 1.5 m/s and drying time of 140 min. According to the figure, at the beginning of drying, the effect of air velocity is almost insignificant. 3.3 Interactive effect of air velocity and drying temperature According to the figure (3-c), at lower drying temperatures, the effect of air velocity is almost insignificant. But at higher temperature, browning increased with increasingthe air velocity. Due to the interactive effect of air velocity and drying temperature, the slices become most brown at the high temperature (90˚C) and air velocity (1.5 m/s). 3.4 Interactive effect of drying time and slice thickness Figure (3-d) presents the interactive effect of drying time and slice thickness. At the beginning of experiment, the effect of slice thickness was not significant. During drying, the effect of slice thickness was found to increase. When the thickness of drying sample was low, the amount of browning was more. As a final result, the maximum browning was occurred at the slice thickness of 3mm and drying time of 140 min. 3.5 Optimization of browning Due to different effects of the drying parameters on browning, selection of a suitable condition for drying of slices to obtain the low color change samples is necessary. This means that at a lower

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
20
temperature, the browning is low. However,decreasing drying temperature was found to increase the time ofequilibrium moisture content (EMC). Therefore the drying must be done at a condition with high thickness, low air velocity and medium temperature.
(a)
(b)

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
21
(c)
(d)
Fig .3. Response surface plot for the interaction between the independent variables.
4. Conclusion In this study, the effect of some drying parameterson browning of banana slices during dehydration processwas investigated using Response Surface Methodology, Box-Behnken Design (BBD) with four parameters using Design Expert.7software. The modified quadratic-order model was selected to describe the browning as a function of the independent parameters (time, temperature, slice

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
22
thickness and air velocity) due to R-square=0.91and Adj R-Squared=0.83..Moreover, the results showed that the drying time, drying temperature, and air velocity had the most direct effect on the banana browning, respectively, though the effect of slice thickness was inverse.
References Abers, J. E., andWrolstad, R. E., 1979. Causative factors of color deterioration in strawberry preserves during
processing and storage. Journal of Food Science44: 75–78, 81. http://dx.doi.org/10.1111/j.1365-2621.1979.tb10008.x
Baini, R. and Langrish, T.A.G., 2009. Assessment of color development in dried bananas –measurements and implications for modeling. Journal of Food Engineering 93: 177–182. http://dx.doi.org/10.1016/j.jfoodeng.2009.01.012
Beveridge, T., Franz, K. Y., and Harrison, J. E., 1986. Clarified natural apple juice: production and storage stability of juice and concentration. Journal of Food Science 51: 411– 414, 433. http://dx.doi.org/10.1111/j.1365-2621.1986.tb11143.x
Bostan, A., Razavi, S. M. A., and Farhoosh, R., 2008. Optimization of extraction processof crude hydrocolloid from Wild sage seed (Salvia macrosiphon) and evaluationof its time-independent rheological properties. MSc thesis, Ferdowsi Universityof Mashhad, Iran (abstract in English).
Boudhrioua, N., Michon, C., Cuvelier, G. and Bonazzi, C.,2002. Influence of ripeness and air temperature on changes in banana texture during drying. Journal of Food Engineering 55:115-121. http://dx.doi.org/10.1016/S0260-8774(02)00025-0
Box, G. E. P., and Draper, N. R., 1978. Empirical model-building and response surfaces. Wiley, New York
Cornwell, C. J., and Wrolstad, R. E., 1981. Causes of browning in pear juice concentrate during storage. Journal of Food Science 46: 515– 518. http://dx.doi.org/10.1111/j.1365-2621.1981.tb04899.x
Cui, W., Mazza, G., Oomah, B. D., and Billiaderis, C. G., 1994. Optimization of an aqueous extraction process for flaxseed gum by response surface methodology.Lebensmittel-Wissenschaft und-Technologie 27: 363–369.
Demir, A.D., Celayeta, J.M.F., Cronin, K., Abodayeh, K., 2002. Modeling of the kinetics of color change in hazelnuts during air roasting. Journal of Food Engineering 55: 283–292. http://dx.doi.org/10.1016/S0260-8774(02)00103-6
Demirel, M., Kayan, B., 2012. Application of response surface methodology andcentral composite design for the optimization oftextile dye degradation by wet air oxidation. International Journal of Industrial Chemistry: 3-24.
Garcia-Viguera, C., Zafrilla, P., Romero, F., Abellan, P., Artes, F., and Tomas-Barberan, F. A., 1999. Color stability of strawberry jam as affected by cultivar and storage temperature. Journal of Food Science 64: 243–247. http://dx.doi.org/10.1111/j.1365-2621.1999.tb15874.x
Goyal, R.K.,Jayakumar, N.S, and Hashim,M.A., 2011. A comparative study of experimental optimization and response surface optimization of Cr removal by emulsion ionic liquid membrane. Journal of Hazardous Materials 195: 383– 390. http://dx.doi.org/10.1016/j.jhazmat.2011.08.056
Hodge, J.E., 1953. Dehydrated foods – Chemistry of browning reactions in model systems. Journal of Agricultural Food Chemistry 1 (15): 928–943. http://dx.doi.org/10.1021/jf60015a004
Hosseinpour, S., Mohtasebi, S.S., Rafiee, Sh., 2012. Design thin layer dryer based on machine vision system. PhD thesis, Universityof Tehran, Iran (abstract in English).

M. A. Ebrahimi, S. S. Mohtasebi, and S. Rafiee / American Journal of Agricultural Science and Technology (2015) Vol. 3 No. 1 pp. 12-23
23
Ibarz, A., Pagan, J. and Garza, S., 1999. Kinetic models for color changes in pear puree during heating at relatively high temperatures. Journal of Food Engineering 39: 415– 422. http://dx.doi.org/10.1016/S0260-8774(99)00032-1
Joki ́c, S., Veli ́c, D., Bilic, M., Lukinac, J., Planini ́c, M. andBucic-Kojic, A., 2009. Influence of process parameters andpre-treatments on quality and drying kinetics of applesamples. Czech Journal of Food Sciences 27: 88–94.
Koocheki, A., Mortazavi, S. A., Shahidi, F., Razavi, S. M. A., Kadkhodaee, R., and MohamadzadehMilani, J., 2008. Optimization of mucilage extraction from Qodumeshirazi seed (Alyssum homolocarpum) using response surface methodology.Journal of Food Process Engineering. doi:10.1111/j.1745-4530.00312.x.
Marklund, P-O., Nilsson, L., 2001. Optimization of a Car Body Component Subjected to Impact. Struct Multidisc Opt 21: 383-92. http://dx.doi.org/10.1007/s001580100117
Maskan, M., 2001. Kinetics of color change of kiwifruits during hot air and microwave drying. Journal of Food Engineering 48: 169–175. http://dx.doi.org/10.1016/S0260-8774(00)00154-0
Myers, R. H., and Montgomery, D. C., 1995. Response surface methodology, process andproduct optimization using designed experiments (2nd edition.). New York, NY: JohnWiley and Sons.
Prachayawarakorn, S., Tia, W., Plyto, N., and Soponronnarit, S., 2008. Drying kinetics and quality attributes of low-fat banana slices dried at high temperature. Journal of Food Engineering 85: 509-517. http://dx.doi.org/10.1016/j.jfoodeng.2007.08.011
Rezzoug, S.A.,Botekedjiret, C., and Allaf., K., 2005.Optimization of Operating Conditions of Rosemary Oil Extraction by Fast Controlled Pressure Drop Process Using Response Surface Methodology. journal of food engineering 71: 9-17
Skrede, G., 1985. Color quality of blackcurrant syrups during storage evaluated by Hunter. Journal of Food Science 50:514–517, 525. http://dx.doi.org/10.1111/j.1365-2621.1985.tb13440.x
Wu, Y., Cui, S. W., Tang, J., and Gu, X., 2007. Optimization of extraction process ofcrude polysaccharides from boat-fruited sterculia seeds by response surfacemethodology. Food Chemistry 105: 1599–1605. http://dx.doi.org/10.1016/j.foodchem.2007.03.066
Yunardi, Zulkifli and Masrianto, 2011. Response surface methodology approach to optimizing process variables for the densification of rice straw as a rural alternative solid fuel. Journal of Applied Science 11: 1192-1198.
Zhang, Z., and Zheng, H., 2009. Optimization for decolorization of azo dye acid green 20 by ultrasound and H2O2 using response surface methodology. J Hazard Mater 172:1388–1393. http://dx.doi.org/10.1016/j.jhazmat.2009.07.146