UNIVERSIDADE FEDERAL DE MINAS GERAIS CURSO DE ... · 2.2.5.1 Hidratação dos Silicatos (C 3S e βC...
149
UNIVERSIDADE FEDERAL DE MINAS GERAIS CURSO DE ESPECIALIZAÇÃO EM CONSTRUÇÃO CIVIL "MATERIAIS POZOLÂNICOS" Autor: Rafael Mantuano Netto Orientador: Prof. Dalmo Lúcio M. Figueiredo Dezembro/2006
Transcript of UNIVERSIDADE FEDERAL DE MINAS GERAIS CURSO DE ... · 2.2.5.1 Hidratação dos Silicatos (C 3S e βC...

UNIVERSIDADE FEDERAL DE MINAS GERAIS
CURSO DE ESPECIALIZAÇÃO EM CONSTRUÇÃO CIVIL
"MATERIAIS POZOLÂNICOS"
Autor: Rafael Mantuano Netto Orientador: Prof. Dalmo Lúcio M. Figueiredo
Dezembro/2006

1
RAFAEL MANTUANO NETTO
"MATERIAIS POZOLÂNICOS"
Monografia apresentada ao Curso de Especialização em Construção Civil
da Escola de Engenharia da UFMG
Ênfase: Tecnologia e Produtividade das Construções
Orientador: Prof. Dalmo Lúcio M. Figueiredo
Belo Horizonte
Escola de Engenharia da UFMG
2006

2
À minha família pela paciência.
3
SUMÁRIO
1. INTRODUÇÃO...................................................................................................... 12
1.1 Delimitação do Tema e Relevância da Pesquisa ............................................... 12
1.2 Objetivos............................................................................................................. 13
2. REVISÃO BIBLIOGRÁFICA ................................................................................. 14
2.1 Introdução........................................................................................................... 14
2.2 Aspectos Gerais.................................................................................................. 15
2.2.1 Adições Minerais.............................................................................................. 15
2.2.2 Classificação das Pozolanas ........................................................................... 15
2.2.3 Materiais Pozolânicos...................................................................................... 17
2.2.4 Durabilidade do Concreto ................................................................................ 19
2.2.5 Processos Químicos de Hidratação do Cimento ............................................. 21
2.2.5.1 Hidratação dos Silicatos (C3S e βC2S) ......................................................... 27
2.2.5.2 Hidratação dos Aluminatos (C3A e C4AF)..................................................... 28
2.2.6 Reação Pozolânica........................................................................................... 29
2.2.7 Manifestações Físicas e Químicas da Reação Pozolânica .............................. 32
2.2.8 Atividade Pozolânica......................................................................................... 33
2.2.9 Ensaios ............................................................................................................. 34
2.3 Pozolanas Naturais............................................................................................. 38
2.3.1 Uso das Pozolanas Naturais............................................................................. 39
2.3.2 Origem e Classificação..................................................................................... 40
2.3.3 Tipos ................................................................................................................. 41
2.3.3.1 Vidro Vulcânico............................................................................................. 42
2.3.3.2 Tufo Vulcânico .............................................................................................. 42
2.3.3.3 Sílica Opalina................................................................................................ 43
2.3.4 Ativação Térmica de Pozolanas Naturais ......................................................... 51
2.3.5 Propriedades do Concreto Contendo Pozolanas Naturais ............................... 52
2.3.5.1 Tempo de Pega ............................................................................................ 53
2.3.5.2 Exsudação .................................................................................................... 53
2.3.5.3 Calor de Hidratação...................................................................................... 54
2.3.5.4 Resistência ................................................................................................... 54
2.3.5.5 Durabilidade ao Ataque por Sulfatos ............................................................ 55
4
2.3.5.6 Resistência à Expansão Álcali-Sílica............................................................ 56
2.3.5.7 Retração por Secagem................................................................................. 57
2.4 Pozolanas Artificiais............................................................................................ 58
2.4.1 Cinza de Casca de Arroz - CCA ....................................................................... 58
2.4.1.1 Considerações Gerais .................................................................................. 58
2.4.1.2 A Casca de Arroz e os Métodos de Obtenção da CCA................................ 60
2.4.1.2.1 Processo de Combustão............................................................................ 62
2.4.1.2.2 Tratamentos Químico-Térmicos da Casca de Arroz.................................. 67
2.4.1.2.3 Tratamento da Casca de Arroz por Ataque Microbiológico ....................... 69
2.4.1.3 Características da Cinza de Casca de Arroz ................................................ 69
2.4.1.3.1 Composição Química................................................................................. 70
2.4.1.3.2 Características Mineralógicas.................................................................... 71
2.4.1.3.3 Cor das Cinzas de Casca de Arroz............................................................ 72
2.4.1.3.4 Características Físicas............................................................................... 73
2.4.1.3.5 Características Microestruturais ................................................................ 74
2.4.1.4 Tratamentos da Cinza de Casca de Arroz.................................................... 75
2.4.1.4.1 Tratamento Térmico................................................................................... 75
2.4.1.4.2 Tratamento Físico ...................................................................................... 78
2.4.1.5 Pozolanicidade da Cinza de Casca de Arroz................................................ 81
2.4.2 Metacaulim........................................................................................................ 82
2.4.2.1 Histórico........................................................................................................ 82
2.4.2.2 Considerações Gerais .................................................................................. 83
2.4.2.3 Caulim........................................................................................................... 84
2.4.2.4 Obtenção do Metacaulim.............................................................................. 86
2.4.2.5 Classificação do Metacaulim ........................................................................ 89
2.4.2.6 Reatividade do Metacaulim e o Efeito Pozolânico........................................ 91
2.4.2.7 Métodos para Caracterização do Metacaulim .............................................. 92
2.4.2.7.1 Caracterização Química ............................................................................ 92
2.4.2.7.2 Caracterização Física ................................................................................ 95
2.4.2.8 Influência nas Propriedades de Misturas de Cimento Portland .................... 96
2.4.3 Sílica Ativa ...................................................................................................... 100
2.4.3.1 Considerações Gerais ................................................................................ 101
2.4.3.2 Obtenção da Sílica Ativa............................................................................. 101
2.4.3.3 Classificação............................................................................................... 103

5
2.4.3.4 Características Físicas e Químicas ............................................................ 106
2.4.3.5 Dosagem da Sílica Ativa............................................................................. 108
2.4.3.6 Efeito da Sílica Ativa na Microestrutura do Concreto ................................. 109
2.4.3.7 Influência da Sílica Ativa nas Propriedades do Concreto ........................... 114
2.4.4 Cinza Volante.................................................................................................. 117
2.4.4.1 Considerações Gerais ................................................................................ 117
2.4.4.2 Obtenção da Cinza Volante ........................................................................ 118
2.4.4.3 Classificação das Cinzas Volantes ............................................................. 119
2.4.4.4 Características Físicas e Químicas ............................................................ 119
2.4.4.4.1 Características Físicas............................................................................. 120
2.4.4.4.2 Características Químicas......................................................................... 125
2.4.4.5 Influência da Cinza Volante no Concreto..................................................... 129
2.4.4.5.1 Concreto no Estado Fresco ...................................................................... 130
2.4.4.5.2 Concreto no Estado Endurecido............................................................... 133
3. CONCLUSÃO ...................................................................................................... 139
REFERÊNCIAS BIBLIOGRÁFICAS ........................................................................ 140
6
LISTA DE FIGURAS
Figura 2.1: Representação esquemática das noções de teoria da percolação
Figura 2.2: Estágios do processo de hidratação
Figura 2.3: Mudanças no conteúdo de hidróxido de cálcio durante a hidratação de um
cimento Portland pozolânico
Figura 2.4: Difratograma de raios X do material diatomáceo
Figura 2.5: Aspectos morfológicos do material diatomáceo
Figura 2.6: Detalhes morfológicos do material diatomáceo
Figura 2.7: Arenito conglomerático silicificado (A) e arenito opalífero (B) da Formação
Itaqueri. Calcedônia secundária preenche fraturamento da massa opalina em B. Torre da
Embratel, estrada Ulisses Guimarães, em Itaqueri da Serra, São Paulo
Figura 2.8: Difratograma de raios-X obtido para amostra total de arenito opalino (amostra
TM-100), mostrando uma banda de material amorfo no intervalo 2θ entre 20 a 24º
Figura 2.9: Fotomicrografias de arenito opalino - “chert” - (amostra TM-101), mostrando
cimento opalino isótropo. (A) polarizadores paralelos; (B) polarizadores cruzados. O lado
menor da foto corresponde a 0,85 mm
Figura 2.10: Imagens obtidas ao microscópio eletrônico de varredura. (A) Aspecto geral
das formas botrioidais da opala (amostra TM-101); (B) detalhe da imagem anterior
Figura 2.11: Micrografia eletrônica de varredura da cinza de casca de arroz
Figura 2.12: Micrografias de cinza de casca de arroz – (a) produzida em forno comum;
(b) produzida em leito fluidizado
Figura 2.13: Efeito das condições de queima e do teor de carbono presente na
reatividade da CCA
Figura 2.14: Variação do Índice de Atividade Pozolânica com o tempo de moagem
Figura 2.15: Micrografia da cinza de casca de arroz: (a) 15 minutos de moagem; (b) 20
horas de moagem
Figura 2.16: Demanda de água no ensaio de pozolanicidade
Figura 2.17: Resistência à compressão de argamassas contendo metacaulim e sílica
ativa
Figura 2.18: Resistência à compressão de concretos com metacaulinita
Figura 2.19: Evolução da Expansão de prismas de concreto contendo metacaulim
Figura 2.20: Análise por estereoscópio ótico da sílica ativa em forma de lama (10x)
7
Figura 2.21: Análise por estereoscópio ótico da sílica ativa em forma de lama (20x)
Figura 2.22: Análise por estereoscópio ótico da sílica ativa condensada branca (10x)
Figura 2.23: Análise por estereoscópio ótico da sílica ativa condensada branca (20x)
Figura 2.24: Análise por estereoscópio ótico da sílica ativa condensada cinza (10x)
Figura 2.25: Análise por estereoscópio ótico da sílica ativa condensada cinza (20x)
Figura 2.26: Micrografia Eletrônica de Transmissão da Sílica Ativa
Figura 2.27: Efeito microfiler da sílica ativa no concreto
Figura 2.28: Efeito físico da sílica ativa no crescimento dos cristais de hidratação
Figura 2.29: Estrutura de C-S-H denso num concreto com sílica ativa em torno do
agregado. Nota-se a ausência de zona de transição entre a pasta e o agregado
Figura 2.30: Atuação da sílica ativa na interface agregado-pasta dos concretos
Figura 2.31: Cinzas Volantes
Figura 2.32: Análise granulométrica comparativa de materiais típicos: cimento Portland,
cinza volante de reduzido teor de cálcio, cinza volante de elevado teor de cálcio e sílica
de fumo
Figura 2.33: Efeito filer das cinzas volantes
8
LISTA DE TABELAS
Tabela 2.1: Exigências Químicas
Tabela 2.2: Exigências Físicas
Tabela 2.3: Óxidos compostos do clínquer e suas abreviações
Tabela 2.4: Principais Características dos Produtos de hidratação do Cimento Portland
Tabela 2.5: Classificação dos materiais pozolânicos quanto à condutividade
Tabela 2.6: Classificação de materiais pozolânicos, conforme a sua atividade-tipo
Tabela 2.7: Typical chemical analyses of some natural pozzolans
Tabela 2.8: Composição química do material diatomáceo
Tabela 2.9: Características do material diatomáceo
Tabela 2.10: Componentes químicos de amostras representativas dos arenitos
silicificados. Teor dos principais óxidos em % determinados pelo método ICP (ppc =
perda ao fogo em %; n.a. = não analisado)
Tabela 2.11: Resultados de ensaios para determinação do índice de atividade
pozolânica em amostras de arenito opalino (1 - Amostra; 2 – Massa específica (g.cm3); 3
– Área específica (cm2.g-1); 4 – Resíduo na peneira de 45 mm (%); 5 – Quantidade de
água (g); 6 – Índice de atividade pozolânica com cimento - %)
Tabela 2.12: Efeito das condições de queima nas propriedades da CCA
Tabela 2.13: Composição Química das Amostras CCA obtidas com diferentes
tratamentos, por diversos autores
Tabela 2.14: Composição química de cinza da casca de arroz, segundo vários autores
Tabela 2.15: Exemplos de Características Físicas da Cinza de Casca de Arroz
Tabela 2.16: Propriedades físicas de CCA “in natura” e tratada termicamente (TT),
quando submetidas à moagem por 2, 4, 6, 12, 18 e24 horas
Tabela 2.17: Análises químicas das amostras de caulins (% em peso)
Tabela 2.18: Composição química da argila caulinítica e do caulim
Tabela 2.19: Classificação de Metacaulim de baixa, média e alta reatividade
Tabela 2.20: Composição química típica de algumas sílicas ativa
Tabela 2.21: Classificação da sílica em função da massa unitária
Tabela 2.22: Características químicas da sílica ativa condensada (branca ou cinza)
Tabela 2.23: Espessura da zona de transição (micrometro)
Tabela 2.24: Superfície Específica das Cinzas Volantes

9
Tabela 2.25: Propriedades Físicas das Cinzas Volantes
Tabela 2.26: Propriedades Físicas das Cinzas Nacionais (Portugal)
Tabela 2.27: Análise química média das cinzas volantes da Usina Termelétrica de
Candiota-RS
10
LISTA DE NOTAÇÕES, ABREVIATURAS
ABCP Associação Brasileira de Cimento Portland
ABNT Associação Brasileira de Normas Técnicas
ACI American Concrete Institute
ASE Área Superficial Específica
ASTM American Society for Testing and Materials
BET (Brunauer, Emmett, and Teller) Adsorção de Nitrogênio
CA Casca de Arroz
CaO Óxido de Cálcio
Ca(OH)2 Hidróxido de Cálcio
CCA Cinza de Casca de Arroz
CO2 Dióxido de Carbono
CSH ou C-S-H Silicato de Cálcio Hidratado
DSC Calorimetria Diferencial de Varredura
DTA Análise Termo-Diferencial
MEV Microscopia Eletrônica de Varredura
RBC Resíduo do Beneficiamento do Caulim
TGA Análise Termo-Gravimétrica
11
RESUMO
A utilização de pozolanas para a produção de concretos e argamassas não é assunto
novo. Numa breve análise histórica, pode-se observar que o emprego de materiais
pozolânicos, sob certos aspectos, se mostra cíclico. Gregos e Romanos utilizaram a
pozolana como material de construção em épocas e locais diferentes. Atualmente a
engenharia está em um novo ciclo no que diz respeito ao uso desse material, com
estudos sendo divulgados por diversos pesquisadores, especialmente porque o mercado
se faz cada vez mais exigente, principalmente em relação à durabilidade das
construções. Além disso, em determinados aspectos o cimento Portland comum
apresenta deficiências, ou insuficiências, para atender necessidades específicas da
construção civil. Nesse sentido, o uso de pozolanas em adição ao cimento pode suprir
tais necessidades, conferindo certas características aos materiais de base cimentícia.
Dessa forma, o principal objetivo deste trabalho foi estudar as características dos
principais materiais pozolânicos utilizados atualmente, ou que estejam sendo
pesquisados, bem como os processos vinculados aos mesmos, necessários a uma
compreensão mais abrangente. Foram consideradas as pozolanas artificiais (cinza de
casca de arroz, metacaulim, cinza volante e sílica ativa), e as pozolanas naturais. Foram
analisados inicialmente os processos químicos que envolvem a hidratação do cimento e
sua relação com as reações pozolânicas. Em seguida, foram abordados diversos
aspectos que envolvem um material pozolânico, relacionados à origem, classificação,
processos de obtenção e tratamento, caracterização físico-química e mineralógica,
ensaios, reações envolvidas, entre outros. Foram estudadas também as propriedades de
concretos e argamassas com adição de pozolanas, e os aspectos relacionados, através
da análise de estudos de caso.
12
1. INTRODUÇÃO
1.1 Delimitação do Tema e Relevância da Pesquisa
A utilização de pozolanas para a produção de concretos e argamassas não é assunto
recente. A partir de uma breve análise histórica, a respeito da evolução da construção,
observa-se que, sob certos aspectos, o uso desses materiais é cíclico, vindo desde os
povos Gregos e Romanos.
Hoje a engenharia vive um novo ciclo no que diz respeito ao uso desse material,
especialmente porque o mercado consumidor se faz cada vez mais exigente com relação
à aplicação de materiais mais duráveis.
A conjugação do aço com o concreto de cimento Portland possibilita a construção de
estruturas com formas variadas e nos mais diversos locais, sujeitas a condições
ambientais distintas. Em função das solicitações mecânicas e do ambiente ao qual estão
expostas, as estruturas de concreto devem ser projetadas e executadas para manter
condições mínimas de segurança, estabilidade e funcionalidade durante um tempo de
vida útil, sem custos não previstos de manutenção e de reparos.
De acordo com MEHTA (1994) apud VIEIRA et al. (1997), uma longa vida útil é
considerada sinônimo de durabilidade. O comitê 201 do ACI (1991) define durabilidade
do concreto de cimento Portland como sua capacidade de resistir à ação das intempéries,
ataques químicos, abrasão ou qualquer outro processo de deterioração; ou seja, o
concreto durável deve conservar sua forma original, qualidade e capacidade de uso
quando exposto ao seu meio ambiente.
No entanto, apesar de o concreto ser o material de construção mais utilizado no mundo e
apresentar muitas vantagens como material estrutural, inúmeros problemas têm sido
detectados com relação à sua durabilidade. Nos últimos anos, diversos estudos vêm
sendo realizados sobre patologias de concretos e a deterioração prematura das

13
edificações, podendo citar como exemplos os levantamentos realizados no Brasil por
ANDRADE (1997), NICE (1996) e ARANHA (1994), apud VIEIRA et al. (1997).
Neste contexto, a utilização de pozolanas nos concretos de cimento Portland têm
apresentado inúmeros benefícios às suas propriedades, tanto em relação à reologia no
estado fresco quanto ao comportamento mecânico e de durabilidade no estado
endurecido.
Além disso, a substituição parcial do cimento por pozolana implica na economia de
energia e na redução do custo de fabricação do cimento. Isto aumenta o período de
exploração das jazidas de calcário e argila e, conseqüentemente, o período de produção
da fábrica de cimento. Além disso, há um aumento da capacidade de produção sem
necessidade de novos investimentos.
Portanto, o conhecimento a respeito dos materiais pozolânicos (naturais e artificiais), no
que diz respeito às suas características físicas, químicas, mineralógicas, processos de
obtenção, e o seu comportamento quando adicionados a concretos e argamassas, torna-
se relevante, tendo em vista os benefícios que estes materiais podem proporcionar.
1.2 Objetivos
Geral
Estudo das pozolanas artificiais (sílica ativa, cinza de casca de arroz, cinza volante e
metacaulim) e pozolanas naturais.
Específicos
- Estudar a origem, classificação, e os processos de obtenção das pozolanas
naturais e artificiais definidas;
- Estudar suas características químicas, físicas e mineralógicas, e as reações que
ocorrem quando adicionadas a materiais de base cimentícia;
14
- Estudar o comportamento de materiais cimentícios (concretos e argamassas),
com utilização (adição ou substituição parcial do cimento) de pozolanas, no estado
fresco e endurecido.
2. REVISÃO BIBLIOGRÁFICA
2.1 Introdução
Pozolana é um material natural ou artificial que contém sílica em forma reativa. Numa
definição mais formal segundo a NBR 12653/1992, a exemplo da definição dada pela
American Society for Testing and Materials (ASTM), em sua norma C 125-03, pozolanas
são materiais silicosos ou silicoaluminosos que, por si sós, possuem pouca ou nenhuma
atividade aglomerante, mas que, quando finamente divididos e na presença da água,
reagem com o hidróxido de cálcio à temperatura ambiente para formar compostos com
propriedades aglomerantes.
Os primeiros sinais da utilização de pozolanas foram observados em construções Gregas
e Romanas, aproximadamente 2000 anos a.C.. Segundo LEA (1971) apud MEHTA
(1987), existem evidências de estruturas Minoanas na Ilha de Creta, construídas entre
1500-2000a.C., contendo fragmentos de cerâmica (argila calcinada) em argamassas. Já
os romanos descobriram que, misturando uma cinza vulcânica encontrada nas
proximidades do monte Vesúvio (Itália) chamada pozolana com cal hidratada (que entra
em proporção variável, de 25% a 45%), obtinham um aglomerante que endurecia sob a
água (KAEFER, 1998).
Porém com o advento do cimento portland no século 19, o cimento pozolânico (ou mais
corretamente cal-pozolana) deixou de ser utilizado na fabricação de concreto estrutural
(MEHTA, 1987), pois o cimento portland endurece e adquire resistência a uma taxa mais
elevada. Este é composto principalmente por silicatos os quais, quando hidratados,
produzem silicatos de cálcio hidratados (C-S-H), responsáveis pela resistência do
concreto, e hidróxido de cálcio (Ca(OH)2), que não possui características cimentícias.
15
Assim sendo, a principal propriedade de uma pozolana é a sua capacidade de reagir e se
combinar com o hidróxido de cálcio, formando compostos estáveis de poder aglomerante,
tais como: silicatos e aluminatos de cálcio hidratados. Dessa forma, em compostos a
base de cimento Portland, o hidróxido de cálcio liberado pela hidratação dos silicatos,
reage com a pozolana, utilizada como substituição parcial do cimento, resultando em uma
produção extra de silicatos de cálcio hidratados, que são produtos mais estáveis do
cimento hidratado (OLIVEIRA e BARBOSA, 2006).
As pozolanas são normalmente utilizadas de duas formas: como substituição parcial do
cimento ou como adição em teores variáveis em relação à massa ou volume do cimento,
conforme (SILVEIRA, 1996) apud SANTOS (2006). Porém, independentemente de como
a pozolana é utilizada, a reação pozolânica e os benefícios associados são os mesmos
(MEHTA, 1987). Porém, deve-se considerar que cada material possui suas
características próprias, o que proporciona resultados (valores) diferentes.
2.2 Aspectos Gerais
2.2.1 Adições Minerais
Adições minerais são materiais com propriedades cimentantes (ou pozolânicas), que são
adicionados ao concreto em quantidades variáveis em relação à massa de cimento.
Podem ser empregadas de duas formas: como substituição parcial do cimento ou como
adição em teores variáveis em relação à massa ou volume do cimento. (SILVEIRA, 1996,
apud SANTOS, 2006).
2.2.2 Classificação das Pozolanas
16
A NBR 12653/1992 classifica os materiais pozolânicos segundo três classes (Calsse N,
Classe C e Classe E). Essa classificação é em função da sua origem, requisitos químicos
e físicos estabelecidos nesta mesma Norma.
Os materiais pozolânicos da Classe N são as pozolanas naturais e artificiais que
obedecem aos requisitos aplicáveis na NBR 12653/1992, como certos materiais
vulcânicos de caráter petrográfico ácido, “cherts” silicosos, terras diatomáceas e argilas
calcinadas. Os da Classe C são as cinzas volantes produzidas pela queima de carvão
mineral em usinas termoelétricas, que obedecem também aos requisitos aplicáveis nesta
NBR. Por último o material da Classe E é qualquer pozolana cujos requisitos diferem das
classes anteriores, conforme estabelecido na mesma NBR (NBR 12653/1992).
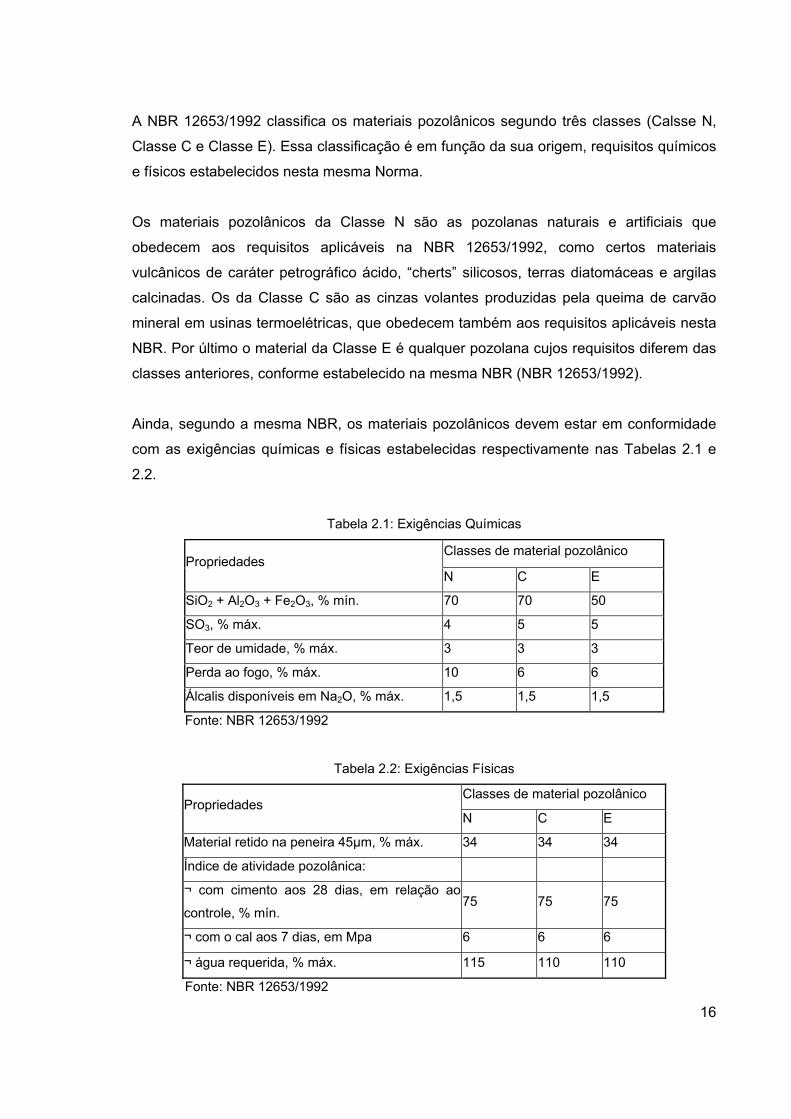
Ainda, segundo a mesma NBR, os materiais pozolânicos devem estar em conformidade
com as exigências químicas e físicas estabelecidas respectivamente nas Tabelas 2.1 e
2.2.
Tabela 2.1: Exigências Químicas
Classes de material pozolânico Propriedades
N C E
SiO2 + Al2O3 + Fe2O3, % mín. 70 70 50
SO3, % máx. 4 5 5
Teor de umidade, % máx. 3 3 3
Perda ao fogo, % máx. 10 6 6
Álcalis disponíveis em Na2O, % máx. 1,5 1,5 1,5
Fonte: NBR 12653/1992
Tabela 2.2: Exigências Físicas
Classes de material pozolânico Propriedades
N C E
Material retido na peneira 45µm, % máx. 34 34 34
Índice de atividade pozolânica:
¬ com cimento aos 28 dias, em relação ao
controle, % mín. 75 75 75
¬ com o cal aos 7 dias, em Mpa 6 6 6
¬ água requerida, % máx. 115 110 110
Fonte: NBR 12653/1992
17
2.2.3 Materiais Pozolânicos
Os materiais pozolânicos podem ser divididos em naturais e artificiais (NBR 12653/1992;
MONTANHEIRO et al., 2002a; entre outros). Pozolanas naturais são aquelas cuja origem
é vulcânica, geralmente de caráter petrográfico ácido (¯ 65% de SiO2) ou de origem
sedimentar com atividade pozolânica. Já as pozolanas artificiais são materiais resultantes
de processos industriais ou provenientes de tratamento térmico com atividade pozolânica
(NBR 12653/1992), e podem ser divididas em argilas calcinadas, cinzas volantes e outros
materiais.
No caso das pozolanas naturais, por serem definidas como sendo materiais de origem
vulcânica ou sedimentar com atividade pozolânica, sua abrangência, segundo
MONTANHEIRO et al. (2002a), dá margem a controvérsias quanto à classificação de
certos tipos de pozolanas, como das argilas calcinadas que, segundo alguns autores, são
dadas como naturais e, segundo outros, como artificiais. O ponto crucial da questão está
em classificar uma rocha cujas propriedades pozolânicas são realçadas com o tratamento
térmico. MALQUORI (1960), MASSAZZA (1976), ABNT (1991) e KITSOPOULOS &
DUNHAM (1996), apud MONTANHEIRO et al. (2002a), entre outros, classificam como
pozolanas naturais todas as rochas portadoras de atividade pozolânica natural. Por outro
lado, MIELENZ et al. (1951), MEHTA (1987) e ACI (1994), apud MONTANHEIRO et al.
(2002a), entre outros autores, admitem como pozolanas naturais também os produtos da
calcinação dessas rochas.
Sendo assim, no âmbito deste trabalho, será adotado o que define a NBR 12653/1992,
que considera as argilas calcinadas como pozolanas artificiais. Apesar disso,
independente de sua classificação, existe um consenso quanto a sua definição, que
segundo a mesma NBR, são materiais provenientes da calcinação de certas argilas
submetidas a temperaturas, em geral, entre 500°C e 900°C, de modo a garantir a sua
reatividade com o hidróxido de cálcio.
Já as cinzas volantes, definidas como pozolanas artificiais, são materiais finamente
divididos que resultam da combustão de carvão pulverizado ou granulado com atividade
pozolânica (NBR 12653/1992). Ainda, de acordo com a mesma norma, “outros materiais”

18
são as pozolanas não-tradicionais, tais como: escórias siderúrgicas ácidas, cinzas de
materiais vegetais, rejeito de carvão mineral.
De acordo com GUEDERT (1989) apud SANTOS (2006), o uso de pozolanas em adição
ao cimento confere ao concreto e argamassa características como:
- menor calor de hidratação, pela troca de reações exotérmicas (hidratação do
cimento), por reações atérmicas (pozolânicas);
- melhor resistência ao ataque ácido em função da estabilização do hidróxido de
cálcio oriundo da hidratação do clínquer Portland e à formação um C-S-H com menor
relação CaO/SiO2 de menor basicidade;
- maior durabilidade, contribuindo para a inibição da reação álcali-agregado e
diminuição do diâmetro dos poros da pasta hidratada, reduzindo o ataque do material
por substâncias externas como cloretos e sulfatos.
Além disso, a substituição parcial do cimento por pozolana implica ainda na economia de
energia e na redução do custo de fabricação do cimento, o que aumenta o período de
exploração das jazidas de calcário e argila e, conseqüentemente, o período de produção
da fábrica de cimento. Além disso, há um aumento da capacidade de produção sem
necessidade de novos investimentos (SANTOS, 2006).
Os materiais pozolânicos são energeticamente mais econômicos que o clínquer do
cimento Portland, tendo ainda implicações ecológicas, pois contribuem para um melhor
aproveitamento dos resíduos industriais poluidores, como é caso das cinzas volantes
transportadas pelos gases de exaustão das termelétricas, e da microssílica oriunda das
indústrias de ferro-silício e silício metálico (ZAMPIERI, 1989) apud (OLIVEIRA,
BARBOSA, 2006), e até mesmo os resíduos de cerâmica moída e resíduos agrícolas
como a casca de arroz.
MEHTA (1987) destaca ainda, entre outras vantagens da utilização de pozolanas em
concretos com cimento Portland, o aumento da trabalhabilidade do material, aumento da
resistência à fissuração devido à redução da reação álcali-agregado, e maior
impermeabilidade. Dessa forma, ao se tornar menos permeável, sua durabilidade tende a
aumentar.
19
Entretanto, segundo SANTOS (2006), é preciso evidenciar que, mesmo com as
vantagens acima citadas, oriundas da utilização de pozolanas junto ao cimento portland,
o uso do material apresenta também algumas desvantagens. Exemplo disso é a
exigência do uso de aditivos redutores de água em função do aumento da demanda de
água nas misturas e a necessidade de cura adequada para que a reação pozolânica
aconteça em sua plenitude, como no caso da cinza volante.
Além disso, com a substituição de parte do cimento por pozolana, os concretos passam a
ter menores resistências iniciais, em função das reações pozolânicas serem mais lentas.
2.2.4 Durabilidade do Concreto
Abandonou-se recentemente a idéia de que concreto resistente é concreto durável. A
resistência de um material, segundo METHA e MONTEIRO (1994) apud SANTOS (2006),
é a capacidade de este resistir às tensões impostas sem ruptura. Um concreto com
elevada relação água/cimento pode atender às solicitações de projeto, em termos de
resistência à compressão. Por outro lado, pode possivelmente apresentar prejuízo em
relação à sua durabilidade, em função da porosidade e, muitas vezes, permeabilidade
elevada. Assim, a permeabilidade precede a durabilidade. Concretos pouco permeáveis
serão mais duráveis do que aqueles onde a permeabilidade é maior (SANTOS, 2006).
De acordo com o comitê 201 do ACI, durabilidade do concreto de cimento Portland é
definida como a sua capacidade de resistir à ação das intempéries, ataques químicos,
abrasão ou qualquer outro processo de deterioração, isto é, o concreto durável
conservará a sua forma original, qualidade e capacidade de utilização quando exposto a
determinado meio ambiente. (LEVY, 2001)
A durabilidade está diretamente relacionada com a degradação sofrida pelo material. As
causas de degradação do concreto são classificadas, segundo MEHTA e GERWICH
(1982), apud Santos (2006) em químicas e físicas. As causas físicas podem ser divididas
em:
- desgaste superficial devido à abrasão, erosão ou cavitação;
20
- fissuração devido a gradientes de temperatura e umidade, pressão de
cristalização de sais nos poros, carregamento estrutural e exposição a extremos de
temperatura tais como congelamento e fogo.
Já as causas químicas de deterioração são divididas em:
- hidrólise dos componentes da pasta de cimento por água pura;
- trocas iônicas entre fluidos agressivos e a pasta de cimento;
- reações causadoras de produtos expansíveis, tais como corrosão da armadura no
concreto, expansão por sulfato e reação álcali-agregado.
Segundo CÁNOVAS (1988), apud SANTOS (2006), a deterioração química do concreto
está associada à presença e ação da água. Assim, a facilidade de ingresso e
movimentação da água no concreto, os mecanismos de transporte de líquidos e gases no
interior do material, bem como sua estrutura de poros, são os principais parâmetros a se
considerar na determinação da intensidade dos processos de degradação química,
segundo SANTOS (2006).
A porosidade do concreto ocorre de uma forma natural, devido à impossibilidade de
preencher todo o seu volume com sólidos. Segundo BRANDÃO e PINHEIRO (1999), sua
porosidade é medida não só pelo volume de vazios na massa endurecida, mas também
pelo tipo, tamanho e distribuição desses poros.
De acordo com SANTOS (2006), dependendo de como esta estrutura de poros está
formada e havendo conexão entre vazios existentes, surgirá, então, um material
permeável, sujeito à movimentação de líquidos e gases no seu interior.
A permeabilidade, segundo SANTOS (2006), definida como a taxa de fluxo de fluidos
através da estrutura de poros do concreto, embora esteja diretamente ligada à
porosidade, depende também de outros fatores como: o tamanho dos poros, da
distribuição dos mesmos e da interconexão entre eles no concreto. Um conjunto de poros
pode ser considerado impermeável se, devido ao tamanho reduzido, não houver
possibilidade de passagem de fluidos. Assim como, ocorrendo a continuidade na
estrutura de poros e a interconexão entre eles, resulta em uma maior possibilidade de
acesso da água.
21
Além disso, de acordo com BRANDÃO e PINHEIRO (1999), todos os fatores que afetam
a porosidade do concreto interferem também na sua permeabilidade e capacidade de
absorção e, portanto, na sua resistência ao ataque químico. Dentre estes fatores,
destacam-se: relação água/cimento; quantidade, composição e finura do cimento;
quantidade, forma e dimensões dos agregados; grau de hidratação do cimento; aderência
entre a pasta e o agregado; presença e quantidade de adições e de aditivos; qualidade
da execução etc.
Portanto, com vistas à durabilidade do concreto, devem ser tomadas providências para
garantir baixo índice de permeabilidade. Juntamente com uma execução cuidadosa do
concreto, a adoção de baixa relação água-cimento e de um certo teor mínimo de cimento
na dosagem são as medidas mais eficazes para este fim, pois garantem alta densidade
para o concreto (BRANDÃO E PINHEIRO, 1999). Além dessas medidas, a utilização de
cimentos pozolânicos e de alto forno também contribui para a redução da
permeabilidade.
2.2.5 Processos Químicos de Hidratação do Cimento
O conhecimento acerca dos compostos químicos do cimento, dos processos químicos
que ocorrem durante a sua hidratação, bem como os compostos resultantes, é
necessário na medida em que se pretende compreender o processo de reação dos
materiais pozolânicos, quando utilizados junto ao cimento.
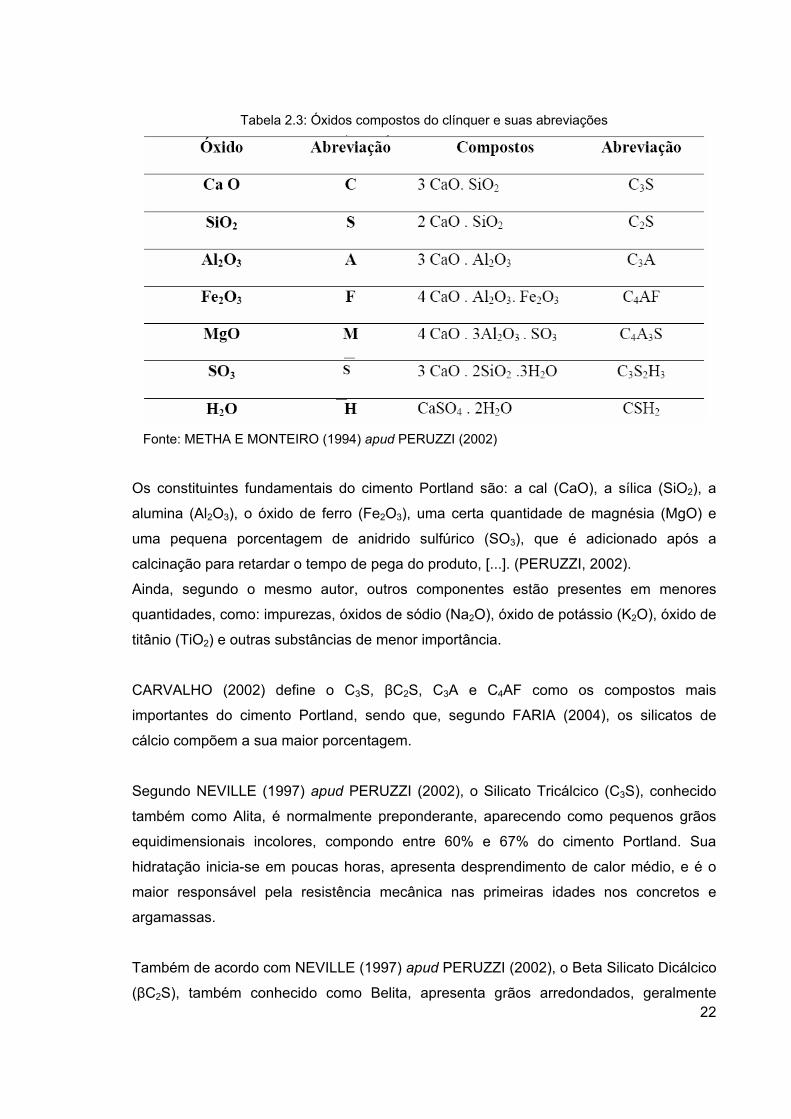
O cimento Portland consiste de vários compostos de cálcio, mas que são expressos em
termos de óxidos dos elementos presentes, como resultado de análises químicas. Os
óxidos são expressos segundo suas abreviações, conforme a Tabela 2.3.
22
Tabela 2.3: Óxidos compostos do clínquer e suas abreviações
Fonte: METHA E MONTEIRO (1994) apud PERUZZI (2002)
Os constituintes fundamentais do cimento Portland são: a cal (CaO), a sílica (SiO2), a
alumina (Al2O3), o óxido de ferro (Fe2O3), uma certa quantidade de magnésia (MgO) e
uma pequena porcentagem de anidrido sulfúrico (SO3), que é adicionado após a
calcinação para retardar o tempo de pega do produto, [...]. (PERUZZI, 2002).
Ainda, segundo o mesmo autor, outros componentes estão presentes em menores
quantidades, como: impurezas, óxidos de sódio (Na2O), óxido de potássio (K2O), óxido de
titânio (TiO2) e outras substâncias de menor importância.
CARVALHO (2002) define o C3S, βC2S, C3A e C4AF como os compostos mais
importantes do cimento Portland, sendo que, segundo FARIA (2004), os silicatos de
cálcio compõem a sua maior porcentagem.
Segundo NEVILLE (1997) apud PERUZZI (2002), o Silicato Tricálcico (C3S), conhecido
também como Alita, é normalmente preponderante, aparecendo como pequenos grãos
equidimensionais incolores, compondo entre 60% e 67% do cimento Portland. Sua
hidratação inicia-se em poucas horas, apresenta desprendimento de calor médio, e é o
maior responsável pela resistência mecânica nas primeiras idades nos concretos e
argamassas.
Também de acordo com NEVILLE (1997) apud PERUZZI (2002), o Beta Silicato Dicálcico
(βC2S), também conhecido como Belita, apresenta grãos arredondados, geralmente
23
geminados, comparecendo usualmente entre 17% e 25% na composição do cimento
Portland. Sua hidratação ocorre lentamente, apresentando baixo despreendimento de
calor, sendo responsável pela resistência mecânica nas idades mais avançadas.
Ainda, segundo NEVILLE (1997) apud PERUZZI (2002), o terceiro composto é o
Aluminato de Cálcio (C3A), conhecido como Aluminato. Forma cristais retangulares,
aparecendo entre 3% e 8% na composição do cimento Portland. Sua hidratação é
extremamente rápida, cristalizando em poucos minutos, contribuindo especialmente para
a resistência mecânica ao primeiro dia. Apresenta elevado despreendimento de calor, e
não promove aumento da resistência em idades posteriores. Além disso, quando
presente em forma cristalina, é o responsável pela rapidez da pega, mas que pode ser
controlado com a adição de sulfato de cálcio.
Por último, de acordo com NEVILLE (1997) apud PERUZZI (2002), o Ferroaluminato de
Cálcio (C4AF) é uma solução sólida, cuja composição varia entre C2F e C6A2F, e compõe
entre 0,5% e 0,6% do cimento Portland. Sua hidratação é rápida, mas não tão intensa
quanto o C3A, apresentando médio desprendimento de calor, contribuindo muito pouco
para a resistência mecânica nas primeiras idades. Os demais compostos (MgO, SO3 e os
álcalis), segundo PERUZZI (2002), aparecem em proporções de respectivamente, 0,5% a
4%, 2% a 3,5%, e 0,3% a 1,2%. A seguir apresenta-se uma revisão dos processos
químicos de hidratação do cimento Portland, baseado principalmente nos trabalhos de
CARVALHO (2002) e FARIA (2004).
A hidratação do cimento Portland pode ser analisada, de acordo com CARVALHO (2002),
como a soma das reações dos vários compostos individuais do cimento, que ocorrem
simultaneamente. Com a introdução de água, os componentes do cimento começam a se
hidratar, formando compostos que, em sua maioria, são silicatos de cálcio hidratado
(CSH). Estes começam a formar uma rede microestrutural coesiva, se desenvolvendo
com o aumento do número de hidratos.
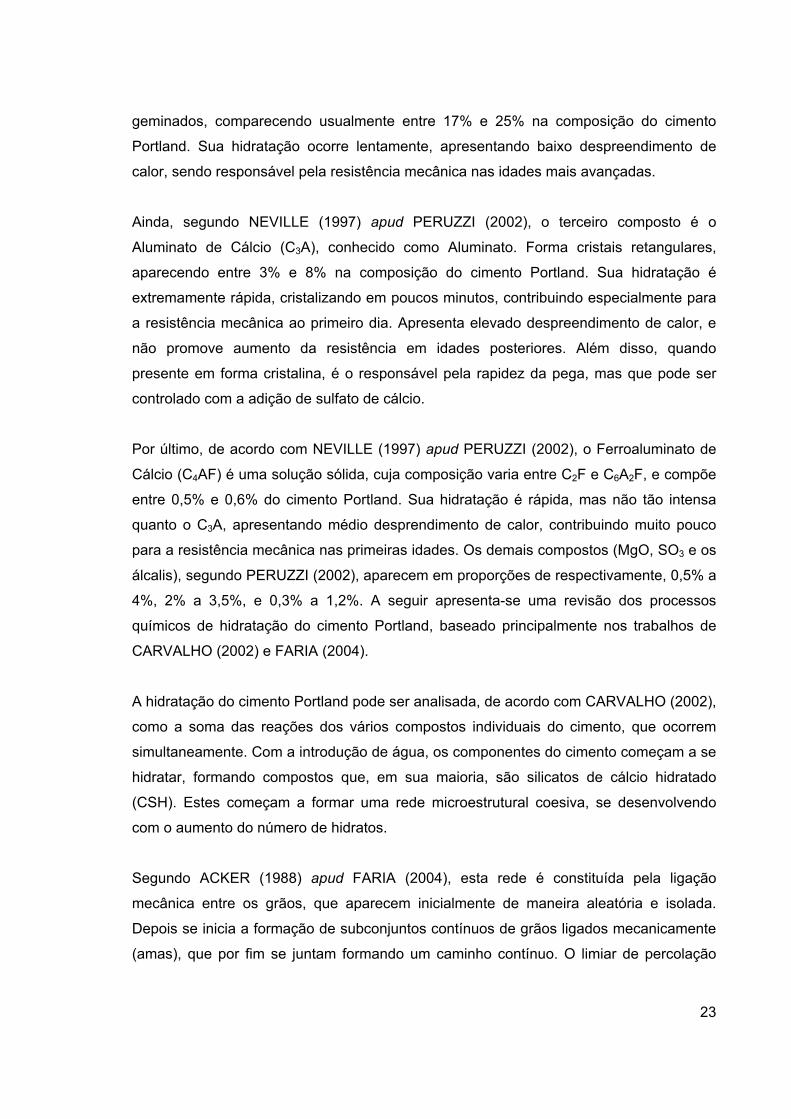
Segundo ACKER (1988) apud FARIA (2004), esta rede é constituída pela ligação
mecânica entre os grãos, que aparecem inicialmente de maneira aleatória e isolada.
Depois se inicia a formação de subconjuntos contínuos de grãos ligados mecanicamente
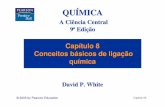
(amas), que por fim se juntam formando um caminho contínuo. O limiar de percolação
24
pode ser definido como o aparecimento deste primeiro caminho contínuo que atravessa o
conjunto, conforme Figura 2.1.
Figura 2.1: Representação esquemática das noções de teoria da percolação (ACKER, 1988 apud
FARIA, 2004)
A evolução das reações de hidratação está diretamente relacionada à evolução das
propriedades do material como módulo de elasticidade, resistência, fluência, retração,
etc., evolução esta que pode ser denominada pelo termo “envelhecimento” do concreto.
(FARIA, 2004).
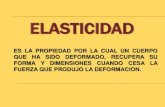
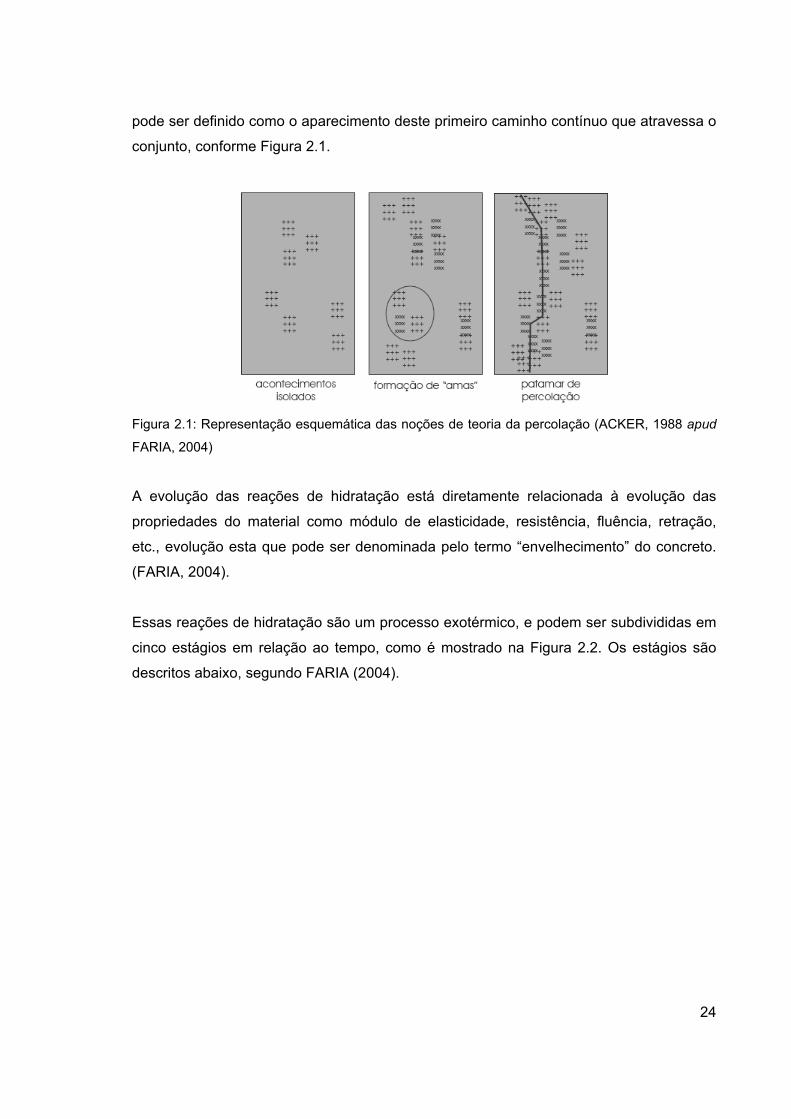
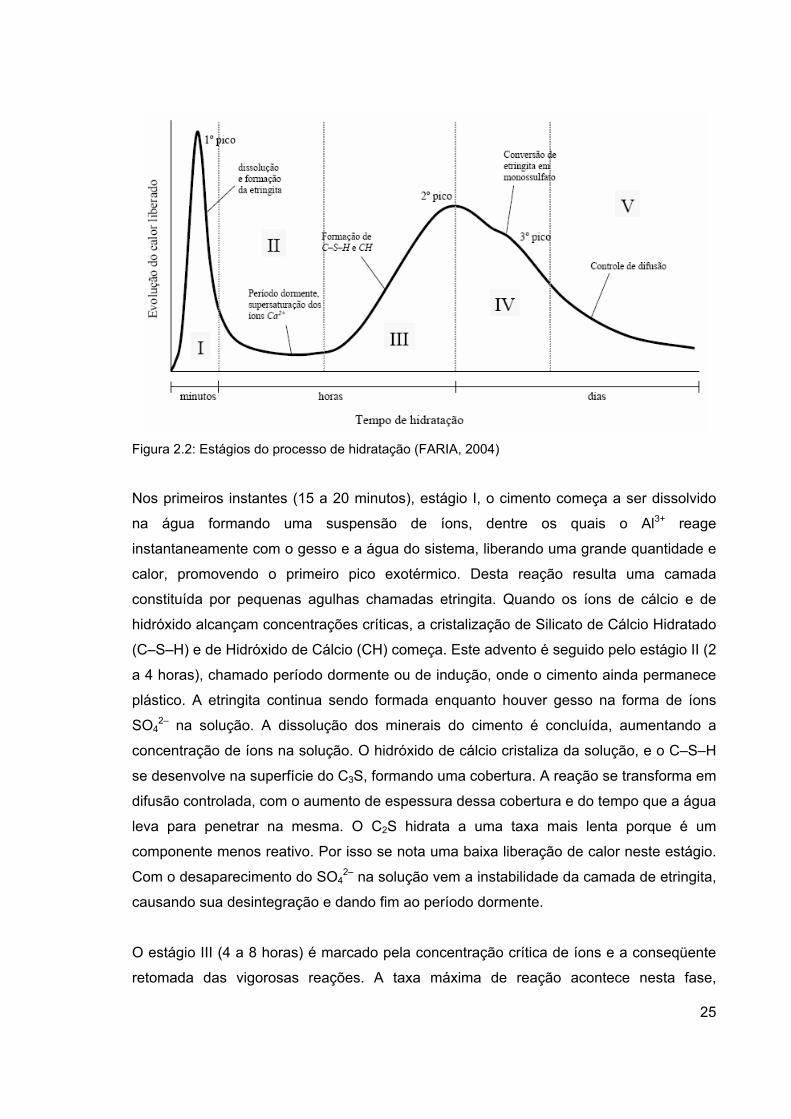
Essas reações de hidratação são um processo exotérmico, e podem ser subdivididas em
cinco estágios em relação ao tempo, como é mostrado na Figura 2.2. Os estágios são
descritos abaixo, segundo FARIA (2004).
25
Figura 2.2: Estágios do processo de hidratação (FARIA, 2004)
Nos primeiros instantes (15 a 20 minutos), estágio I, o cimento começa a ser dissolvido
na água formando uma suspensão de íons, dentre os quais o Al3+ reage
instantaneamente com o gesso e a água do sistema, liberando uma grande quantidade e
calor, promovendo o primeiro pico exotérmico. Desta reação resulta uma camada
constituída por pequenas agulhas chamadas etringita. Quando os íons de cálcio e de
hidróxido alcançam concentrações críticas, a cristalização de Silicato de Cálcio Hidratado
(C–S–H) e de Hidróxido de Cálcio (CH) começa. Este advento é seguido pelo estágio II (2
a 4 horas), chamado período dormente ou de indução, onde o cimento ainda permanece
plástico. A etringita continua sendo formada enquanto houver gesso na forma de íons
SO42– na solução. A dissolução dos minerais do cimento é concluída, aumentando a
concentração de íons na solução. O hidróxido de cálcio cristaliza da solução, e o C–S–H
se desenvolve na superfície do C3S, formando uma cobertura. A reação se transforma em
difusão controlada, com o aumento de espessura dessa cobertura e do tempo que a água
leva para penetrar na mesma. O C2S hidrata a uma taxa mais lenta porque é um
componente menos reativo. Por isso se nota uma baixa liberação de calor neste estágio.
Com o desaparecimento do SO42– na solução vem a instabilidade da camada de etringita,
causando sua desintegração e dando fim ao período dormente.
O estágio III (4 a 8 horas) é marcado pela concentração crítica de íons e a conseqüente
retomada das vigorosas reações. A taxa máxima de reação acontece nesta fase,
26
promovendo uma forte liberação de calor que dá origem ao segundo pico exotérmico. A
pega chega ao final e o endurecimento se inicia.
Após o segundo pico exotérmico, ocorre a conversão da etringita em monossulfato pela
sua reação com os íons Al3+ não reagidos, consolidando o estágio IV (8 a 12 horas). Os
íons Al3+ remanescentes reagem formando novos hidratos que, juntamente com os
hidratos precipitados dos íons Ca2+, formam uma proteção em torno do grão de cimento,
impedindo o contato da água livre com a sua parte não hidratada. Inicia-se, assim, o
último estágio, o estágio V (12 a 24 horas), também chamado controle de difusão.
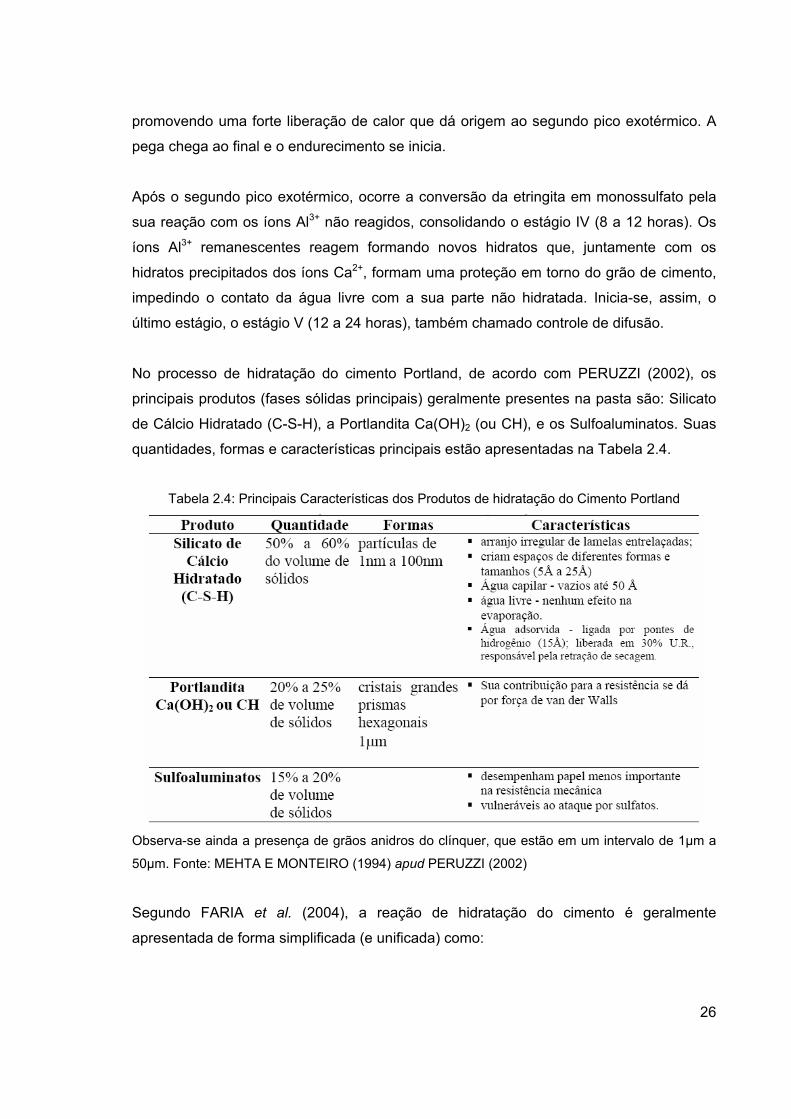
No processo de hidratação do cimento Portland, de acordo com PERUZZI (2002), os
principais produtos (fases sólidas principais) geralmente presentes na pasta são: Silicato
de Cálcio Hidratado (C-S-H), a Portlandita Ca(OH)2 (ou CH), e os Sulfoaluminatos. Suas
quantidades, formas e características principais estão apresentadas na Tabela 2.4.
Tabela 2.4: Principais Características dos Produtos de hidratação do Cimento Portland
Observa-se ainda a presença de grãos anidros do clínquer, que estão em um intervalo de 1µm a
50µm. Fonte: MEHTA E MONTEIRO (1994) apud PERUZZI (2002)
Segundo FARIA et al. (2004), a reação de hidratação do cimento é geralmente
apresentada de forma simplificada (e unificada) como:
27
cimento + H → CSH + CH + calor , onde: CSH representa os hidratos de silicato de
cálcio hidratado e CH o hidróxido de cálcio ou Portlandita.
Entretanto, a reação de hidratação é uma composição de diversas reações, apresentadas
abaixo:
C3S +H → CSH+ CH+ calor / C2S +H→CSH+ CH+ calor / C3A + CSH2 +H → AFt +
calor / C4AF + CSH2 +H → AFt + CH+FH3 + calor / C3A + Aft + H→Afm + CH + FH3
/ C4AF + Aft + H→Afm + CH + FH3 , sendo AFt a etringita e AFm o monossulfato.
No entanto, o processo de hidratação dos silicatos e aluminatos merece destaque, por
serem os componentes mais importantes do cimento, segundo CARVALHO (2002). A
seguir uma descrição do processo de hidratação desses componentes.
2.2.5.1 Hidratação dos Silicatos (C3S e βC2S)
Segundo CARVALHO (2002), ao entrarem em contato com a água, o C3S e o βC2S
produzem silicatos de cálcio hidratado (C-S-H), com estruturas similares, porém com
variações significativas quanto à relação cálcio/sílica e ao teor de água quimicamente
combinada. Considerando que a estrutura do composto determina sua propriedade, as
variações dos teores de cálcio/sílica e de água terão pequeno efeito sobre as
características físicas do C3S e do βC2S.
Conforme afirma FARIA (2004), as reações de hidratação dos dois silicatos de cálcio, que
compõem a maior porcentagem do cimento Portland, são bastante semelhantes, diferindo
apenas na taxa de reação, onde no C2S apresenta-se mais baixa que no C3S. Pode-se
considerar então que a hidratação do C3S domina o processo exotérmico de hidratação,
quando a composição química do cimento é similar à do cimento Portland comum, onde a
fração de C3S chega perto de 50%.
A estrutura do C-S-H, resultado da hidratação dos silicatos, de acordo com CARVALHO
(2002), é pouco cristalina, formando um sólido poroso. Sua composição química é
variável, e depende de fatores como a relação água/cimento, temperatura e idade de
28
hidratação. Para a hidratação completa dos silicatos, a sua composição aproximada é
C3S2H3.
As reações freqüentemente utilizadas para expressar a hidratação dos Silicatos, segundo
CARVALHO (2002), são:
2C3S + 6H → C3S2H3 + 3CH
2βC2S + 4H → C3S2H3 + CH
De acordo com o mesmo autor, cálculos estequiométricos concluem que a hidratação do
C3S produz 61% de C3S2H3 e 39% de hidróxido de cálcio, enquanto a hidratação do βC2S
gera 82% de C3S2H3 e 18% de hidróxido de cálcio. Observa-se ainda que o βC2S
desenvolve uma taxa de evolução de calor menor que o C3S, e promove ganhos de
resistência a longo prazo.
Em relação à durabilidade, segundo CARVALHO (2002), cimentos com menores
quantidades de hidróxido de cálcio são mais resistentes a ambientes com águas ácidas e
sulfáticas, portanto cimentos Portland com maiores teores de βC2S serão mais duráveis.
A hidratação completa do C3S e do βC2S exige respectivamente 24 e 21% de água, onde
o βC2S se hidrata a uma velocidade menor que o C3S.
2.2.5.2 Hidratação dos Aluminatos (C3A e C4AF)
De acordo com CARVALHO (2002), a reação do C3A com a água é imediata, ocorrendo
rapidamente a formação de hidratos cristalinos como: C3AH6, C4AH9, C2AH8. Ocorre
ainda a liberação de uma grande quantidade de calor, e perda de trabalhabilidade da
mistura tornando-a imprópria ao uso. Porém, para retardar esse último efeito, adiciona-se
uma pequena quantidade de gipsita.
Segundo o mesmo autor, os produtos formados pela hidratação dos aluminatos são
estruturalmente semelhantes, sendo que a reatividade do C4AF é mais lenta que a do
C3A. Entretanto, com o aumento do teor de alumina e redução da temperatura resultante
da hidratação, sua reatividade (C4AF) aumenta.
29
A gipsita reage com o C3A formando um mineral chamado etringita (C6AS3H32). A etringita
cristaliza-se como pequenas agulhas prismáticas na superfície do C3A, formando assim
uma barreira, reduzindo a velocidade de hidratação do mesmo. Posteriormente ela se
transforma em monosulfatoaluminato de cálcio hidratado (monosulfato), devido à
diminuição da concentração de sulfatos na mistura, e aumento do teor de aluminatos. O
monosulfato apresenta-se em forma de placas hexagonais delgadas. (CARVALHO,
2002).
De acordo com FARIA (2004), nas primeiras idades da reação, a formação de etringita é
muito rápida, mas a sua taxa diminui à medida que o restante de C3A e C4AF se torna
coberto pelo produto formado. A etringita, segundo CARVALHO (2002), é o primeiro
hidrato a se cristalizar, devido à elevada relação sulfato/aluminato inicialmente. Desta
forma, pode-se dizer que a etringita contribui para o enrijecimento, pega e
desenvolvimento da resistência inicial.
2.2.6 Reação Pozolânica
A NBR 12653/1992 estabelece, dentre outras exigências, que para um material ser
classificado como pozolânico, a quantidade de SiO2 + Al2O3 + Fe2O3 deve ser de no
mínimo 70% para materiais das Classes N e C, e de pelo menos 50% para dos da Classe
E, já definidos anteriormente. Portanto assume-se que, adicionando ao cimento um
material pozolânico, cujos óxidos SiO2 , Al2O3 e Fe2O3 estão presentes em estado
amorfo ou com sua estrutura cristalina fraca, em presença de água e à temperatura
ambiente, estes óxidos reagem com o hidróxido de cálcio (produzido pela hidratação dos
silicatos do cimento Portland) formando compostos que possuem propriedades
aglomerantes.
Segundo MALQUORI (1960) apud MONTANHEIRO et al. (2003), a reação pozolânica se
desencadeia porque a sílica e a alumina são vulneráveis ao hidróxido de cálcio, devido à
fraqueza e instabilidade de suas ligações estruturais no material original, como é o caso
do vidro vulcânico ou das argilas calcinadas.
30
De acordo com MEHTA (1987), exceto para zeólitas, que desenvolvem suas
propriedades cimentícias com a cal por mecanismo de troca de base, a reação
pozolânica ocorre devido à reação entre a cal (básica) e os óxidos (ácidos) da pozolana,
que são os maiores responsáveis pela melhora das características técnicas no concreto.
A principal reação pozolânica envolve a formação de silicato de cálcio hidratado (CSH),
similar ao produzido pela hidratação dos silicatos de cálcios do cimento Portland, como o
C3S. As reações podem ser descritas como:
C3S + H2O → CSH + CH (hidratação do cimento Portland)
CH + S + H2O → CSH (reação pozolânica)
onde: C = CaO , S = SiO2 , H = H2O
O hidróxido de cálcio, CH, necessário à reação pozolânica, é gerado juntamente com o
silicato de cálcio hidratado, C-S-H, através das reações de hidratação do silicato tricálcico
(C3S), e silicato dicálcico (C2S), presentes no cimento Portland. Segundo NEVILLE
(1975), MEHTA e MONTEIRO (1993) apud SOUZA, 2004, o C-S-H não tem composição
fixa e é responsável pela resistência do cimento, enquanto o CH influencia na
durabilidade da pasta, principalmente sujeita a meios ácidos.
Conforme afirma RICHARDSON (2000) apud SOUZA (2004), o C-S-H resultante da
hidratação do cimento apresenta relação Ca/Si em torno de 1,7 a 1,8, variando pouco
com a idade. Em função da adição de uma material pozolânico (por exemplo a
microssílica – material empregado pelo autor – no teor de 20%), o CH resultante da
hidratação é rapidamente consumido e a razão entre Ca/Si do C-S-H cai para 0,7 a 0,8,
possivelmente como resultado da nucleação, que faz diminuir a quantidade de íons Ca2+
disponíveis na hidratação.
MITCHELL et al. (1998) apud SOUZA (2004) observou que as partículas de microssílica
permanecem na pasta mesmo após 180 dias de hidratação. Na parte interna destas
partículas foi constatado um elevado teor de Si em relação ao Ca, Si/Ca=3, enquanto que
nas regiões periféricas a proporção é menor, Si/Ca=0,5. Admite-se portanto que a reação
pozolânica ocorra na superfície das partículas do material pozolânico, formando uma
película de C-S-H que impede da reação pozolânica prosseguir, no interior das partículas,
com a mesma dinâmica com que ocorre na superfície.
31
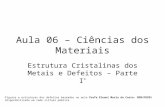
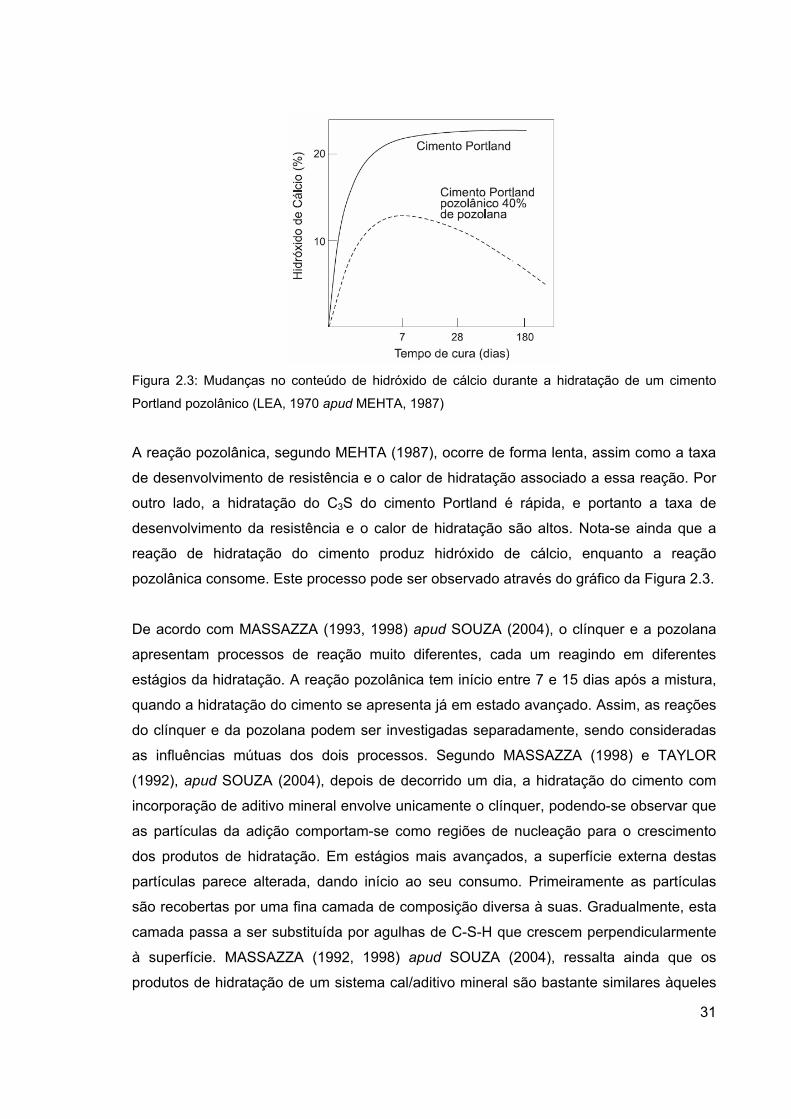
Figura 2.3: Mudanças no conteúdo de hidróxido de cálcio durante a hidratação de um cimento
Portland pozolânico (LEA, 1970 apud MEHTA, 1987)
A reação pozolânica, segundo MEHTA (1987), ocorre de forma lenta, assim como a taxa
de desenvolvimento de resistência e o calor de hidratação associado a essa reação. Por
outro lado, a hidratação do C3S do cimento Portland é rápida, e portanto a taxa de
desenvolvimento da resistência e o calor de hidratação são altos. Nota-se ainda que a
reação de hidratação do cimento produz hidróxido de cálcio, enquanto a reação
pozolânica consome. Este processo pode ser observado através do gráfico da Figura 2.3.
De acordo com MASSAZZA (1993, 1998) apud SOUZA (2004), o clínquer e a pozolana
apresentam processos de reação muito diferentes, cada um reagindo em diferentes
estágios da hidratação. A reação pozolânica tem início entre 7 e 15 dias após a mistura,
quando a hidratação do cimento se apresenta já em estado avançado. Assim, as reações
do clínquer e da pozolana podem ser investigadas separadamente, sendo consideradas
as influências mútuas dos dois processos. Segundo MASSAZZA (1998) e TAYLOR
(1992), apud SOUZA (2004), depois de decorrido um dia, a hidratação do cimento com
incorporação de aditivo mineral envolve unicamente o clínquer, podendo-se observar que
as partículas da adição comportam-se como regiões de nucleação para o crescimento
dos produtos de hidratação. Em estágios mais avançados, a superfície externa destas
partículas parece alterada, dando início ao seu consumo. Primeiramente as partículas
são recobertas por uma fina camada de composição diversa à suas. Gradualmente, esta
camada passa a ser substituída por agulhas de C-S-H que crescem perpendicularmente
à superfície. MASSAZZA (1992, 1998) apud SOUZA (2004), ressalta ainda que os
produtos de hidratação de um sistema cal/aditivo mineral são bastante similares àqueles
32
resultantes da hidratação do cimento Portland, ocorrendo variação mais na quantidade
que na natureza das fases.
Segundo MEHTA (1987), a diferença essencial entre a reação pozolânica, e as reações
que envolvem a hidratação do cimento Portland isoladamente, não esta na composição
de seus produtos da hidratação, mas na taxa na qual eles são formados.
2.2.7 Manifestações Físicas e Químicas da Reação Pozolânica
Ao se hidratar uma mistura de cimento Portland com adição de pozolana, ocorre um
decréscimo gradual com o tempo do teor de hidróxido de cálcio livre, em função do
progresso da reação pozolânica.
MEHTA (1987) exemplifica este comportamento em relação a uma pasta de cimento
Portland de referência. O teor de hidróxido de cálcio livre, em uma pasta de cimento
hidratada com um ano, contendo 10%, 20% ou 30% de Santorin earth, ficou em 13%,
11,2% e 8,4% respectivamente, que pode ser comparado com o teor de 16,2% de CH
presente na pasta de cimento Portland de referência. Essa diferença mostra que na
mistura contendo 30% de Santorin earth, até 25% do CH disponível foram consumidos
pela reação pozolânica.
Ou seja, se comparado à pasta de cimento Portland hidratada, a correspondente com
adição de pozolana contém menos hidróxido de cálcio e mais CSH. Além disso, como
sugerido por MASSAZZA e COSTA (1979) apud MEHTA (1987), a relação entre CaO e
SiO2 no CSH presente em uma pasta de cimento Portland hidratada contendo material
pozolânico, é inferior à relação presente no CSH de uma pasta sem a pozolana. Isto pode
parcialmente contribuir para a maior resistência química da mistura contendo pozolana.
Segundo MEHTA (1987), vários pesquisadores confirmam que, em vez da manifestação
química, a manifestação física da reação pozolânica, a qual envolve o refinamento dos
poros da pasta de cimento, é provavelmente mais importante para o aumento da
durabilidade química e resistência mecânica. Uma análise da distribuição do tamanho
dos poros em uma amostra, em diferentes idades, segundo faixas de tamanho, evidencia

33
que poros maiores estão associados com baixas resistências e alta permeabilidade.
Observa-se ainda uma redução significativa da permeabilidade em cimentos contendo
20% ou 30% de pozolana (na idade de um ano), quando o processo de refinamento dos
poros foi essencialmente completado, como resultado da formação do principal produto
da reação pozolânica (CH + S → CSH).
2.2.8 Atividade Pozolânica
De acordo com COOK (1986a) apud SOUZA (2004), a atividade pozolânica pode ser
classificada em termos de propriedades químicas, físicas e mecânicas, sendo observado
que os resultados dos diferentes métodos têm pouca correlação. Os métodos mecânicos
expressam a atividade pozolânica em termos da resistência à compressão, embora seja
bem estabelecido que o consumo de Ca(OH)2 não tem relação com resistência. Ainda
como desvantagem, deve-se considerar que o ganho de resistência em misturas de cal
ou cimento dá-se mais lentamente com a incorporação de aditivos minerais.
Quimicamente, as pozolanas podem ser classificadas através da determinação da cal
consumida. Já a classificação física se dá através de ensaios de difração de raios-X,
onde é possível determinar as fases cristalinas da sílica, e através de termogravimetria,
que permite calcular a quantidade de cal na mistura.
Usualmente os efeitos dos aditivos minerais em cimentos são avaliados com base no
consumo da portlandita, Ca(OH)2. Entretanto, o progresso da hidratação destes cimentos
não deve ser avaliado unicamente em termos da quantidade de Ca(OH)2. Em pastas de
cimento, a portlandita é consumida em decorrência de pelo menos três fenômenos
distintos: aceleração da hidrólise dos silicatos de cálcio do clínquer, reação pozolânica e
modificação na composição dos produtos de hidratação. Deve-se considerar ainda que
nos cimentos com aditivos, a formação de C-S-H devido à hidrólise da cal é diferente do
C-S-H obtido da hidratação dos componentes C2S e C3S do clínquer, principalmente
devido às diferentes condições de formação. (MASSAZZA 1993, 1998 apud SOUZA,
2004).
Dessa forma, avaliar a qualidade da pozolana baseando-se unicamente no consumo de
portlandita pode dar origem a conclusões equivocadas. Uma vez que a reação pozolânica
34
resulta em silicatos de cálcio hidratados diferentes daqueles obtidos da hidratação do
clínquer, um aumento de C-S-H na pasta pode não significar uma melhora, nas mesmas
proporções, das propriedades físicas e mecânicas da pasta. Além disso, a quantidade de
portlandita em cimentos pozolânicos será sempre menor que aquela de uma pasta de
cimento de referência quando expressa em termos da quantidade total de aglomerante
(cimento + pozolana). Entretanto, se a quantidade de portlandita é referente à quantidade
de cimento, esta pode ser maior, menor ou até mesmo igual à quantidade determinada
para a pasta de cimento de referência. (MASSAZZA 1993, 1998 apud SOUZA, 2004).
Embora pozolanas possam se combinar com uma quantidade de Ca(OH)2 equivalente
até à metade do seu peso, a portlandita é encontrada em cimentos pozolânicos mesmo
após decorridos períodos relativamente longos de hidratação. Isto provavelmente se dá
em decorrência da dificuldade encontrada pelas partículas de portlandita e de pozolana
de reagirem num meio que adquire rigidez rapidamente, onde estas partículas passam a
ser encobertas pelos produtos de hidratação. Tal afirmação é fundamentada, uma vez
observada que a quantidade de portlandita é progressivamente menor em pastas,
argamassas e concretos, devido à maior porosidade e permeabilidade. Apesar da
presença de portlandita em pastas de cimento em estágios avançados da hidratação, é
observado que a reação pozolânica procede, surpreendentemente, após 28 dias de
hidratação. A contradição entre a presença de portlandita e o significante progresso da
reação pozolânica pode ser explicado assumindo-se que as pozolanas retiram cal de
compostos C-S-H adjacentes. (MASSAZZA 1993, 1998 apud SOUZA, 2004).
2.2.9 Ensaios
O primeiro passo da pesquisa de materiais pozolânicos é a determinação dos índices da
atividade pozolânica - um trabalho eminentemente técnico que se executa em duas
etapas: pré-qualificação pozolânica e confirmação da atividade pozolânica. A pré-
qualificação pozolânica se processa mediante as análises químicas, petrográficas e as
difrações de raios X. A confirmação da atividade pozolânica vai depender ainda de uma
série de ensaios de preparação do material (finura por peneiramento, massa e área
específicas) para, em seguida, ser efetuado o teste de pozolanicidade propriamente dito,
35
mediante reação química com a cal ou com o cimento do material em estudo.
(MONTANHEIRO et al., 2003). Esses ensaios estão estabelecidos pela ABNT.
A análise química fornece a composição química dos elementos presentes, expressos
em porcentagem.
A análise petrográfica, cujo método de execução do ensaio é descrito pela NBR
12768/1992, pode ser definida, segundo a mesma NBR, como os estudos macroscópico
e microscópico a serem executados em laboratório especializado, visando à
caracterização completa da natureza de uma rocha. Fornece características como: cor
nos estados seco e úmido; estrutura; textura; composição mineralógica com indicação,
em porcentagem, dos minerais essenciais e acessórios; natureza e classificação da
rocha; estado microfissural; estado e tipo de alteração dos minerais, categorizando o grau
de alteração da rocha; presença ou não de minerais deletérios.
Já a análise por difração de raios-X fornece informações sobre a mineralogia de um
material, através da análise qualitativa das fases cristalinas presentes.
São realizados ainda ensaios para definição da massa e área específicas do material. O
ensaio para determinação da massa específica é determinado pela NBR NM 23/2000,
sendo que o resultado é expresso em g/cm³. Já a área específica é determinada pela
NBR 7224/1984, que prescreve o método para a determinação da área específica de
cimentos e outros materiais em pó, empregando o permeabilímetro de Blaine. O
resultado é expresso em m²/Kg. A pozolanicidade de um material é medida através do
chamado Índice de Atividade Pozolânica, que é determinado experimentalmente através
de diversos tipos de ensaios.
De acordo com SWAMY (1993) apud SANTOS (2006), os métodos para a avaliação da
atividade pozolânica são uma combinação de muitos fatores, que na maioria das vezes,
não podem ser totalmente controlados. As características físicas e/ou mineralógicas do
material, a proporção utilizada, aliada a fatores externos como o cimento utilizado, a
relação água/materiais cimentantes, temperatura e condições de cura, são determinantes
no resultado destes testes. Segundo o mesmo autor, os requisitos básicos para um
método de ensaio seriam: ser capaz de distinguir entre materiais pozolânicos ou não;
fornecer informações sobre o grau de atividade pozolânica da mistura, além de dados
36
sobre o desenvolvimento de resistência da mesma; permitir a avaliação dos resultados
em um curto espaço de tempo, para que eles possam ser utilizados o quanto antes pela
indústria da construção.
Além disso, segundo WEBER (2001) apud POUEY (2006), qualquer tipo de ensaio em
que a quantidade de água da mistura é determinada através de testes de consistência,
ou seja, em que a relação água/aglomerante não é mantida constante, pode levar a
conclusões distorcidas a respeito da pozolanicidade do material, pois a resistência da
pasta de cimento endurecida depende basicamente da porosidade, e portanto, da relação
água/aglomerante.
A seguir é feita uma descrição sucinta dos métodos para determinação da atividade
pozolânica dos materiais.
A NBR 5751/1992 define o método de ensaio para determinação da atividade pozolânica
com a cal. Este ensaio é uma medida direta do grau de pozolanicidade através da
determinação da resistência à compressão simples, conforme NBR 7215 (1996), de
corpos-de-prova de argamassas preparadas com o material em estudo, cal, areia e água.
A quantidade de água da mistura, segundo SANTOS (2006), é aquela necessária para
um índice de consistência flow table de (225±5)mm, determinado segundo a NBR
7215/1982. São moldados 3 corpos-de-prova, de acordo com a NBR 7215/1982 e sua
cura ocorre em duas etapas: nas primeiras 24 horas, nos moldes, à temperatura de
(21±2)°C e, em seguida, feita a desforma, por 6 dias, a 55°C. Após esse prazo, os
corpos-de-prova são resfriados à temperatura ambiente, capeados à quente com enxofre
e, logo a seguir, ensaiados à compressão. A pozolanicidade é dada pela média de
resistência à compressão, em MPa, dos três exemplares, sendo que a norma (NBR
12653/1992) exige valores iguais ou superiores a 6,00Mpa aos 7 dias.
Porém, segundo WEBER (2001) apud POUEY (2006), a maioria dos pesquisadores não
utiliza este ensaio devido à variação na qualidade da cal e seu reflexo sobre os
resultados obtidos neste ensaio.
A NBR 5752/1992 define o método de ensaio para determinação da atividade pozolânica
com o cimento. Segundo SANTOS (2006), Este ensaio consiste na execução de duas
argamassas, sendo a primeira com traço 1:3 (em massa) de cimento e areia normal,
37
ajustando-se a água para um índice de consistência de (225±5)mm (NBR 7215/1986); na
segunda, 35% do volume de cimento utilizado na primeira argamassa é substituído por
pozolana, acrescentando-se água também para um índice de consistência de
(225±5)mm. São moldados 3 corpos-de-prova (seguindo as prescrições da NBR
7215/1986) para cada argamassa. Nas primeiras 24 horas, as argamassas são curadas
nos moldes e, decorrido esse prazo, são retiradas dos mesmos e levadas à cura por 27
dias, à temperatura de (38±2)°C. Os corpos-de-prova são então resfriados à temperatura
ambiente, capeados à quente com enxofre e ensaiados à compressão axial. O índice de
atividade pozolânica é a razão entre a resistência à compressão axial média da
argamassa com pozolana e a resistência à compressão axial média da argamassa de
controle,em MPa, expressa em valor percentual, aos 28 dias, sendo que a norma (NBR
12653/1992) exige valores iguais ou superiores a 75%.
Segundo WEBER (2001) apud POUEY (2006), o ensaio com o cimento tem algumas
limitações, pois os resultados podem ser influenciados pela composição do cimento
usado e pela variação da relação água/aglomerante. GAVA (1999) apud POUEY (2006)
ressalta que neste ensaio, um fator importante como a relação água/aglomerante não é
controlado.
Um terceiro método para determinação da atividade pozolânica é o método Chapelle
Modificado/IPT. Neste ensaio, de acordo com SANTOS (2006), a pozolanicidade de um
material é determinada pela quantidade de cal fixada pela pozolana, por meio da
comparação de uma mistura de pozolana com óxido de cálcio, e outra sem pozolana. As
misturas são mantidas à ebulição (90°C), durante 16 horas, em equipamento padronizado
para o ensaio e, em seguida, determinada quantidade de óxido de cálcio que não reagiu.
O resultado é expresso em mg de óxido de cálcio por grama e, quanto maior consumo de
óxido de cálcio, maior a pozolanicidade do material.
Uma outra forma para a determinação da atividade pozolânica de um material, de acordo
com SANTOS (2006), é o Método de Fratini, que é um método químico, adotado pela
NBR 5753/1980. Segundo este Método, a atividade pozolânica de um determinado
material é avaliada por meio da comparação da quantidade de hidróxido de cálcio (em
milimol CaO/l) presente na fase líquida em contato com o cimento hidratado de uma
solução de cimento e água destilada, com a quantidade de hidróxido de cálcio capaz de
saturar um meio de mesma alcalinidade. Traça-se uma curva de saturação do hidróxido,
38
em função da alcalinidade. Para um cimento pozolânico, a quantidade de hidróxido de
cálcio, em função da alcalinidade, deve estar sempre abaixo da curva. Para a avaliação
de pozolanas, são feitas misturas em diferentes proporções de cimento e pozolana,
analisando-se os resultados de forma semelhante ao que foi descrito anteriormente,
avaliando se as misturas estudadas comportam-se como cimento pozolânico. (SANTOS,
2006).
DAFICO (2001) apud POUEY (2006) entende que os ensaios de Índice de Atividade
Pozolânica servem como medida de quanto se pode substituir o cimento por pozolana
para a fabricação de cimentos com adição. O autor propõe o emprego do método de
Lúxan para uma avaliação mais adequada da pozolanicidade, pois mede a atividade
química. A atividade pozolânica é definida, conforme idealizado por LUXAN (1989) apud
SANTOS (2006), medindo-se a variação da condutividade iônica de uma solução
saturada de Ca(OH)2. É feita a medição da condutividade iônica antes e após 2 minutos
da adição e mistura continuada de 5 gramas de pozolana em 200ml da solução. Nesse
procedimento, mede-se a capacidade da sílica da pozolana entrar rapidamente em
solução e reagir com o hidróxido de cálcio formando silicato de cálcio hidratado, que
precipita como composto insolúvel, diminuindo a concentração de íons cálcio da solução.
O ensaio mede, predominantemente, o conteúdo de material com alta reatividade
química da pozolana. Quanto maior a diferença de condutividade iônica da solução após
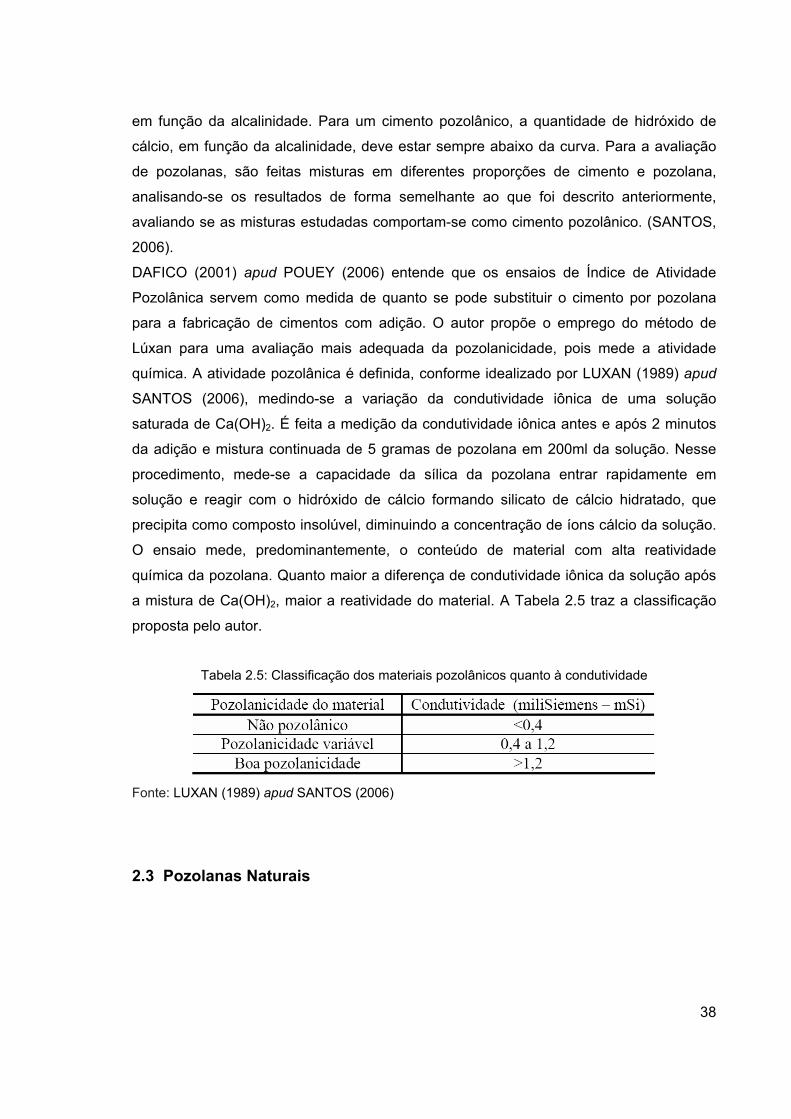
a mistura de Ca(OH)2, maior a reatividade do material. A Tabela 2.5 traz a classificação
proposta pelo autor.
Tabela 2.5: Classificação dos materiais pozolânicos quanto à condutividade
Fonte: LUXAN (1989) apud SANTOS (2006)
2.3 Pozolanas Naturais
39
Pozolanas naturais, segundo a NBR 12653/1992, são materiais de origem vulcânica,
geralmente de caráter petrográfico ácido (¯ 65% de SiO2) ou de origem sedimentar com
atividade pozolânica.
2.3.1 Uso das Pozolanas Naturais
As pozolanas de origem natural têm sido usadas na composição do concreto de várias
obras de engenharia de vulto nos Estados Unidos, assim como em edificações e
produtos manufaturados de concreto, quando elas estão em locais acessíveis. Porém sua
utilização é mais amplamente difundida na Europa do que nos Estados Unidos (ACI,
1994 apud MONTANHEIRO et al., 2002b).
Ainda, segundo ACI (1994) apud MONTANHEIRO et al. (2002b), nas escavações
arqueológicas, realizadas na antiga cidade de Camiros, Ilha de Rhodes, Grécia, durante
os anos de 1970, foi descoberto um reservatório de água, com capacidade para 600
metros cúbicos, construído com uma argamassa de cal e pozolana natural. Este
reservatório data de 600a.C., e esteve em uso até os anos 300a.C., quando foi
substituído por um novo sistema hidráulico.
Por quase três milênios, esse reservatório de água tem sido conservado em condições
muito boas. Argamassas como essas ficaram famosas por terem composição de seis
partes de terras Santorim, duas de cal e uma de areia fina; foram usadas como os
primeiros cimentos hidráulicos em aquedutos, pontes e construções de todo tipo.
Algumas dessas obras ainda se conservam ao longo da costa da Itália, Grécia, França,
Espanha e nos portos do Mar Mediterrâneo. Muitas foram erigidas por gregos e romanos
há mais de 2000 anos. Exemplos são os aquedutos de Roma, o Canal de Suez no Egito
construído em 1860, o Canal Corinthian em 1880, os muros do mar e estruturas marinhas
nas ilhas do Mar Egeu, na Síria, Nauplion, etc., e os portos da Alexandria no Egito, e no
Mar Negro. Todas essas obras evidenciam, suficientemente, a durabilidade do cimento
cal-pozolana sob condições de intemperismo. Nos dias atuais, muitos monumentos
romanos de várias partes da Europa, permanecem como tributo à eficiência das
argamassas cal-pozolana (ACI, 1994 apud MONTANHEIRO et al., 2002b).
40
Na história do uso de pozolanas naturais no Brasil, a produção de cimento Portland
pozolânico deveu-se ao Grupo João Santos, o qual utilizou rochas vulcânicas ácidas e
subordinadamente diatomitos (BATTAGIN, 1987 apud MONTANHEIRO et al., 2002b).
2.3.2 Origem e Classificação
De acordo com MONTANHEIRO et al. (2002a), os materiais pozolânicos naturais podem
ser classificados, segundo sua origem, como: rochas vulcânicas ácidas; tufos vulcânicos;
terras diatomáceas; arenitos e folhetos opalinos; argilitos de argilas mal cristalizadas.
Dependendo de sua origem, as pozolanas naturais apresentam variações consideráveis
nas suas propriedades à medida que variam os componentes ativos das rochas, suas
características físicas e mineralógicas. A forma, finura, distribuição do tamanho das
partículas, densidade e composição mineralógica das pozolanas naturais são também
fatores que influenciam na reação pozolânica e, conseqüentemente, no resfriamento e no
desenvolvimento da resistência do concreto (ACI, 1994 apud MONTANHEIRO et al.,
2002a).
Da mesma forma, MEHTA (1987) afirma que nem sempre é fácil classificar uma pozolana
natural, pois sendo um material natural, raramente apresenta apenas um constituinte
reativo com o hidróxido de cálcio, e sua composição e propriedades variam bastante.
Entretanto, baseado nos principais constituintes reativos com a cal presentes nos
materiais, as pozolanas naturais podem ser classificadas em quatro categorias: vidro
vulcânico; tufo vulcânico; argila calcinada; sílica opalina (natural ou calcinada). Como
discutido no item 2.2.3 deste trabalho, as argilas calcinadas serão consideradas como
pozolanas artificiais, e portanto analisadas posteriormente, no item 2.4.2 - Metacaulim.
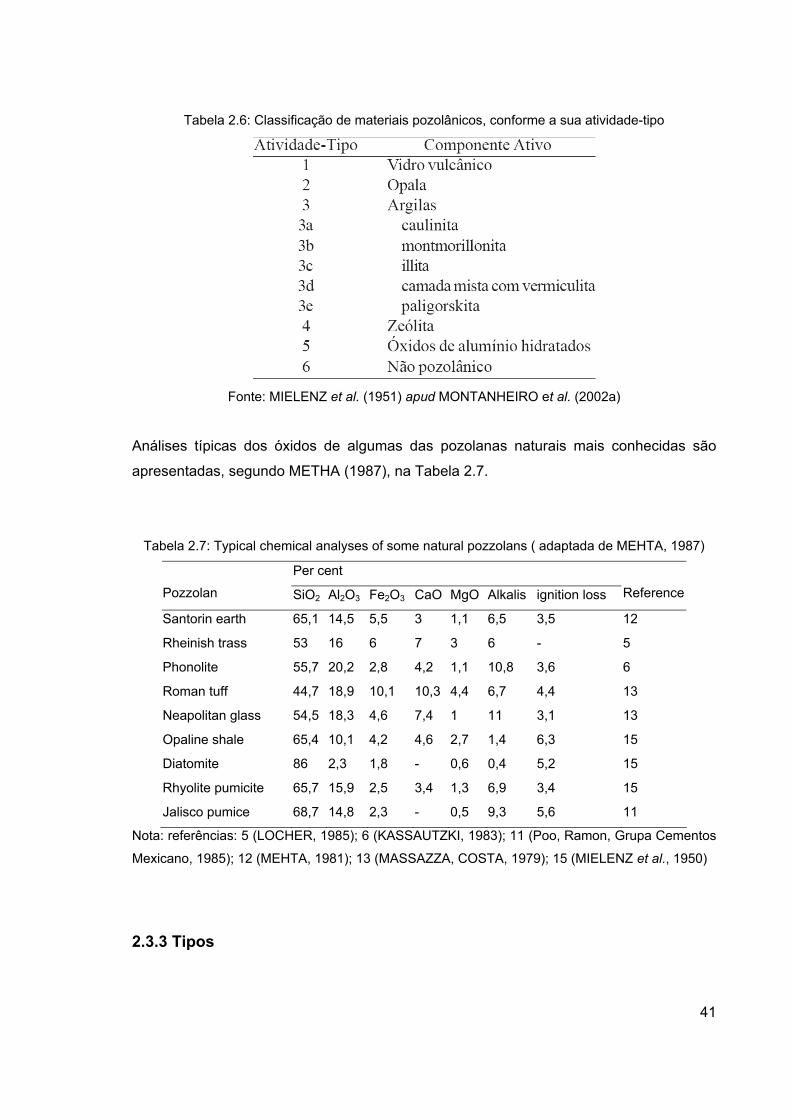
Tomando como referência a composição química e mineralógica das próprias pozolanas,
MIELENZ et al. (1951) apud MONTANHEIRO et al. (2002a), as classificaram quanto à
sua atividade-tipo (Tabela 2.6), a qual foi expressa pela afinidade e intensidade de reação
em presença da água, do hidróxido de cálcio com o tipo de componente ativo presente no
compósito mineralógico, independentemente da origem da rocha.
41
Tabela 2.6: Classificação de materiais pozolânicos, conforme a sua atividade-tipo
Fonte: MIELENZ et al. (1951) apud MONTANHEIRO et al. (2002a)
Análises típicas dos óxidos de algumas das pozolanas naturais mais conhecidas são
apresentadas, segundo METHA (1987), na Tabela 2.7.
Tabela 2.7: Typical chemical analyses of some natural pozzolans ( adaptada de MEHTA, 1987)
Per cent
Pozzolan SiO2 Al2O3 Fe2O3 CaO MgO Alkalis ignition loss Reference
Santorin earth 65,1 14,5 5,5 3 1,1 6,5 3,5 12
Rheinish trass 53 16 6 7 3 6 - 5
Phonolite 55,7 20,2 2,8 4,2 1,1 10,8 3,6 6
Roman tuff 44,7 18,9 10,1 10,3 4,4 6,7 4,4 13
Neapolitan glass 54,5 18,3 4,6 7,4 1 11 3,1 13
Opaline shale 65,4 10,1 4,2 4,6 2,7 1,4 6,3 15
Diatomite 86 2,3 1,8 - 0,6 0,4 5,2 15
Rhyolite pumicite 65,7 15,9 2,5 3,4 1,3 6,9 3,4 15
Jalisco pumice 68,7 14,8 2,3 - 0,5 9,3 5,6 11
Nota: referências: 5 (LOCHER, 1985); 6 (KASSAUTZKI, 1983); 11 (Poo, Ramon, Grupa Cementos
Mexicano, 1985); 12 (MEHTA, 1981); 13 (MASSAZZA, COSTA, 1979); 15 (MIELENZ et al., 1950)
2.3.3 Tipos
42
2.3.3.1 Vidro Vulcânico
Pozolanas naturais, compostas por vidro vulcânico, têm sua principal atividade com a cal
derivada de silicatos de alumínio vítreos inalterados, segundo MEHTA (1987).
Análises mineralógicas mostram que, invariavelmente, pequenas quantidades de
minerais cristalinos não-reativos estão presentes em pozolanas naturais. Um exemplo
típico é o material chamado Santorin earth, que consiste em 80% de vidro vulcânico
(pumice e obsidian) e 20% de quartzo e feldspato (anorthite e labradorite) MEHTA (1987).
Dos 70 materiais do Oeste dos Estados Unidos investigados por MIELENZ et al. (1950)
apud MEHTA (1987), sobre sua atividade pozolânica, 12 obtiveram sua atividade quase
exclusivamente do rhyolitic glass. Outros 10 materiais obtiveram uma significante porção
de sua atividade ao vidro vulcânico.
Além da estrutura vítrea ou desordenada dos vidros vulcânicos, sua elevada área de
superfície (área específica) é responsável pela reatividade química do material. Análises
de área de superfície de diversas amostras de Santorin earth, pela técnica de absorção
de nitrogênio BET, obtiveram valores na faixa de 3800 a 15500m²/Kg. (MEHTA, 1981
apud MEHTA, 1987).
2.3.3.2 Tufo Vulcânico
Rocha constituída de fragmentos de tamanho médio e fino proveniente de atividade
vulcânica explosiva. Na sua constituição entram tanto materiais magmáticos (cinzas)
como de pulverização de rochas pré-existentes.
A alteração do vidro vulcânico sob condições hidrotérmicas leva à formação de minerais
zeolíticos com composição química variável do tipo (R2Ca).Al2O3.4SiO2.xH2O, onde R
representa Na ou K. Tufos vulcânicos são o produto da ação hidrotérmica na cinza
vulcânica, e são caracterizados por uma textura compacta. Diferentemente do vidro
vulcânico, a reatividade dos minerais zeolíticos com o hidróxido de cálcio é atribuída a
43
processos de mudança de base entre o cálcio (cal) e os álcalis do tufo vulcânico. Em
geral, pozolanas naturais que têm sua reatividade com a cal promovida por reações de
mudança de base, são classificadas como tufos vulcânicos. (MEHTA, 1987).
2.3.3.3 Sílica Opalina
Materiais opalinos, incluindo terras diatomáceas e sílica gel, pertencem a essa categoria.
(MEHTA, 1987). A opala é geralmente formada como uma sílica gel hidratada em
sedimentos onde os óxidos solúveis têm de ser retirados dos minerais. Terra diatomácea,
segundo SANTOS (1992) e ANDRADE et al. (2001) apud SOUZA et al. (2003), é um
sedimento amorfo, de origem orgânica, originado a partir de frústulas ou carapaças de
organismos unicelulares vegetais tais como algas microscópicas aquáticas, marinhas e
lacustres, normalmente denominada diatomita. Por apresentarem natureza silicosa, as
frústulas desenvolvem-se indefinidamente nas camadas geológicas da crosta terrestre.
De acordo com MEHTA (1987), grandes depósitos de terras diatomáceas são
encontrados no Canadá, Dinamarca, Alemanha, Índia, México e Estados Unidos. Dos 70
materiais testados, em relação à atividade pozolânica, por MIELENZ et al. (1950), dois
obtiveram sua atividade inteiramente da opala (sílica gelatinosa ou não-cristalina)
misturadas com cristobalita beta. Materiais opalinos, segundo MEHTA (1987), são muito
reativos à cal, mas sua elevada área de superfície resulta geralmente no elevado
consumo de água em concretos, o que é prejudicial à durabilidade e resistência. Além
disso, eles geralmente contêm grandes quantidades de minerais argilosos. Para
possibilitar o uso de tais materiais como pozolanas, geralmente é necessária a sua
calcinação.
SOUZA et al. (2003), em seus estudos para caracterização de material compósito
diatomáceo natural, obtiveram resultados sobre as características físico-químicas e
morfológicas de uma amostra desse material, obtida de uma lagoa de água doce na
cidade de Campos dos Goytacazes, no Rio de Janeiro. Segundo MEISINER (1981) apud
SOUZA et al. (2003), a terra diatomácea é um material leve e de baixa massa específica
aparente, cuja coloração varia do branco ao cinza escuro. Além disso, este material é
constituído principalmente por sílica opalina (58 até 91%) e impurezas tais como
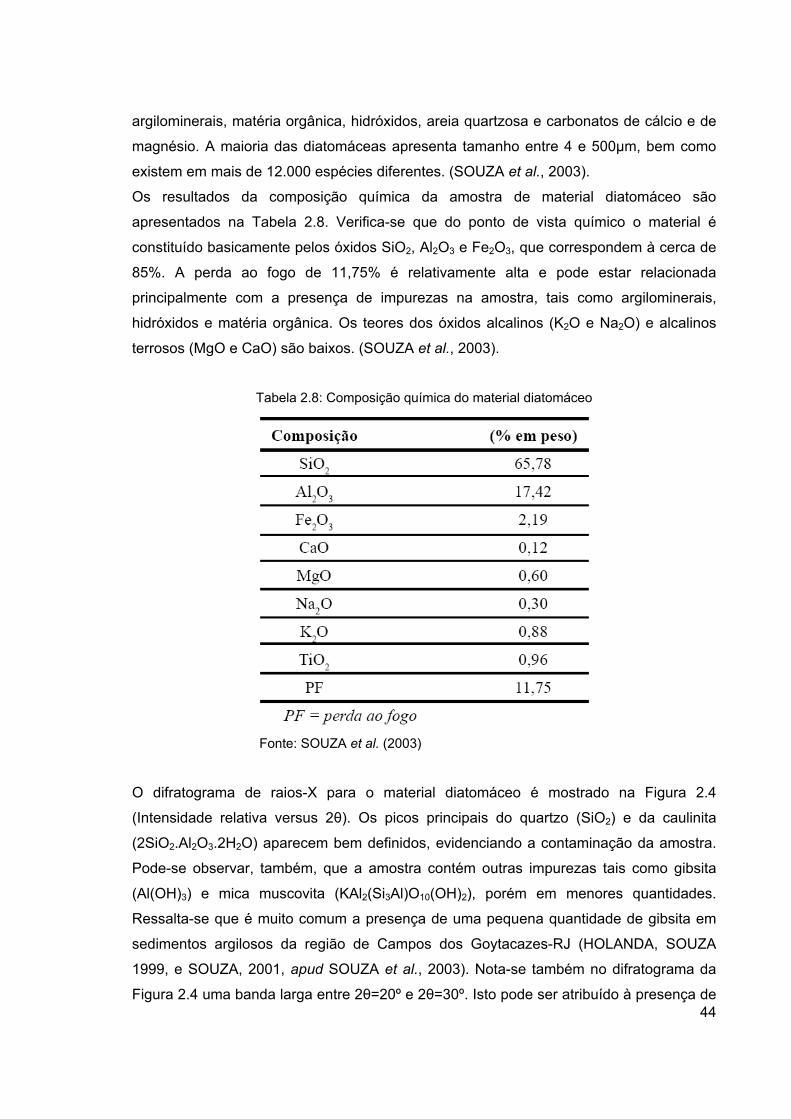
44
argilominerais, matéria orgânica, hidróxidos, areia quartzosa e carbonatos de cálcio e de
magnésio. A maioria das diatomáceas apresenta tamanho entre 4 e 500µm, bem como
existem em mais de 12.000 espécies diferentes. (SOUZA et al., 2003).
Os resultados da composição química da amostra de material diatomáceo são
apresentados na Tabela 2.8. Verifica-se que do ponto de vista químico o material é
constituído basicamente pelos óxidos SiO2, Al2O3 e Fe2O3, que correspondem à cerca de
85%. A perda ao fogo de 11,75% é relativamente alta e pode estar relacionada
principalmente com a presença de impurezas na amostra, tais como argilominerais,
hidróxidos e matéria orgânica. Os teores dos óxidos alcalinos (K2O e Na2O) e alcalinos
terrosos (MgO e CaO) são baixos. (SOUZA et al., 2003).
Tabela 2.8: Composição química do material diatomáceo
Fonte: SOUZA et al. (2003)
O difratograma de raios-X para o material diatomáceo é mostrado na Figura 2.4
(Intensidade relativa versus 2θ). Os picos principais do quartzo (SiO2) e da caulinita
(2SiO2.Al2O3.2H2O) aparecem bem definidos, evidenciando a contaminação da amostra.
Pode-se observar, também, que a amostra contém outras impurezas tais como gibsita
(Al(OH)3) e mica muscovita (KAl2(Si3Al)O10(OH)2), porém em menores quantidades.
Ressalta-se que é muito comum a presença de uma pequena quantidade de gibsita em
sedimentos argilosos da região de Campos dos Goytacazes-RJ (HOLANDA, SOUZA
1999, e SOUZA, 2001, apud SOUZA et al., 2003). Nota-se também no difratograma da
Figura 2.4 uma banda larga entre 2θ=20º e 2θ=30º. Isto pode ser atribuído à presença de
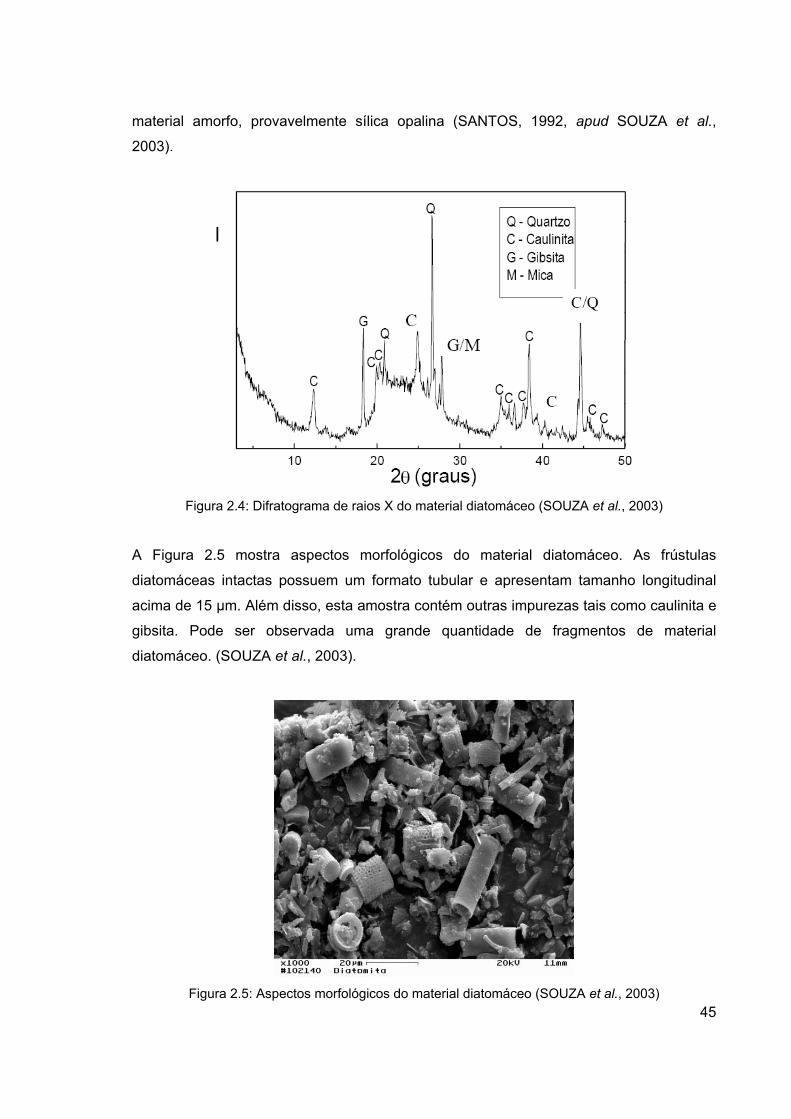
45
material amorfo, provavelmente sílica opalina (SANTOS, 1992, apud SOUZA et al.,
2003).
Figura 2.4: Difratograma de raios X do material diatomáceo (SOUZA et al., 2003)
A Figura 2.5 mostra aspectos morfológicos do material diatomáceo. As frústulas
diatomáceas intactas possuem um formato tubular e apresentam tamanho longitudinal
acima de 15 µm. Além disso, esta amostra contém outras impurezas tais como caulinita e
gibsita. Pode ser observada uma grande quantidade de fragmentos de material
diatomáceo. (SOUZA et al., 2003).
Figura 2.5: Aspectos morfológicos do material diatomáceo (SOUZA et al., 2003)
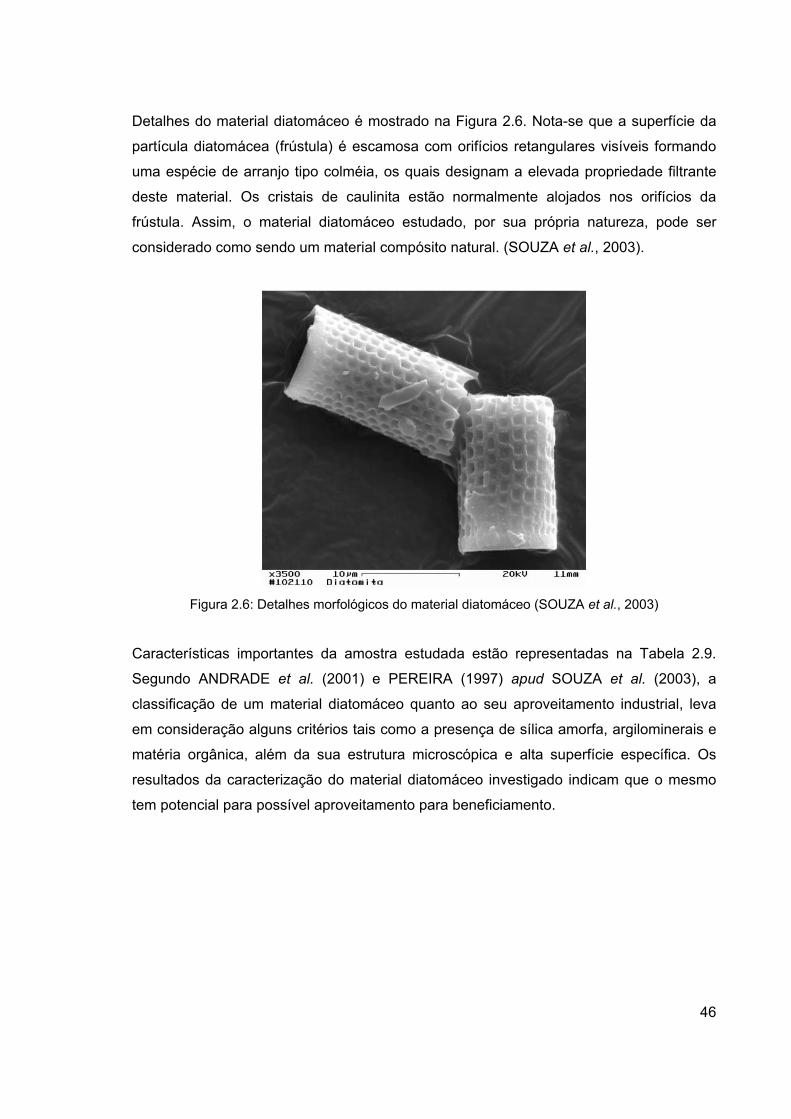
46
Detalhes do material diatomáceo é mostrado na Figura 2.6. Nota-se que a superfície da
partícula diatomácea (frústula) é escamosa com orifícios retangulares visíveis formando
uma espécie de arranjo tipo colméia, os quais designam a elevada propriedade filtrante
deste material. Os cristais de caulinita estão normalmente alojados nos orifícios da
frústula. Assim, o material diatomáceo estudado, por sua própria natureza, pode ser
considerado como sendo um material compósito natural. (SOUZA et al., 2003).
Figura 2.6: Detalhes morfológicos do material diatomáceo (SOUZA et al., 2003)
Características importantes da amostra estudada estão representadas na Tabela 2.9.
Segundo ANDRADE et al. (2001) e PEREIRA (1997) apud SOUZA et al. (2003), a
classificação de um material diatomáceo quanto ao seu aproveitamento industrial, leva
em consideração alguns critérios tais como a presença de sílica amorfa, argilominerais e
matéria orgânica, além da sua estrutura microscópica e alta superfície específica. Os
resultados da caracterização do material diatomáceo investigado indicam que o mesmo
tem potencial para possível aproveitamento para beneficiamento.
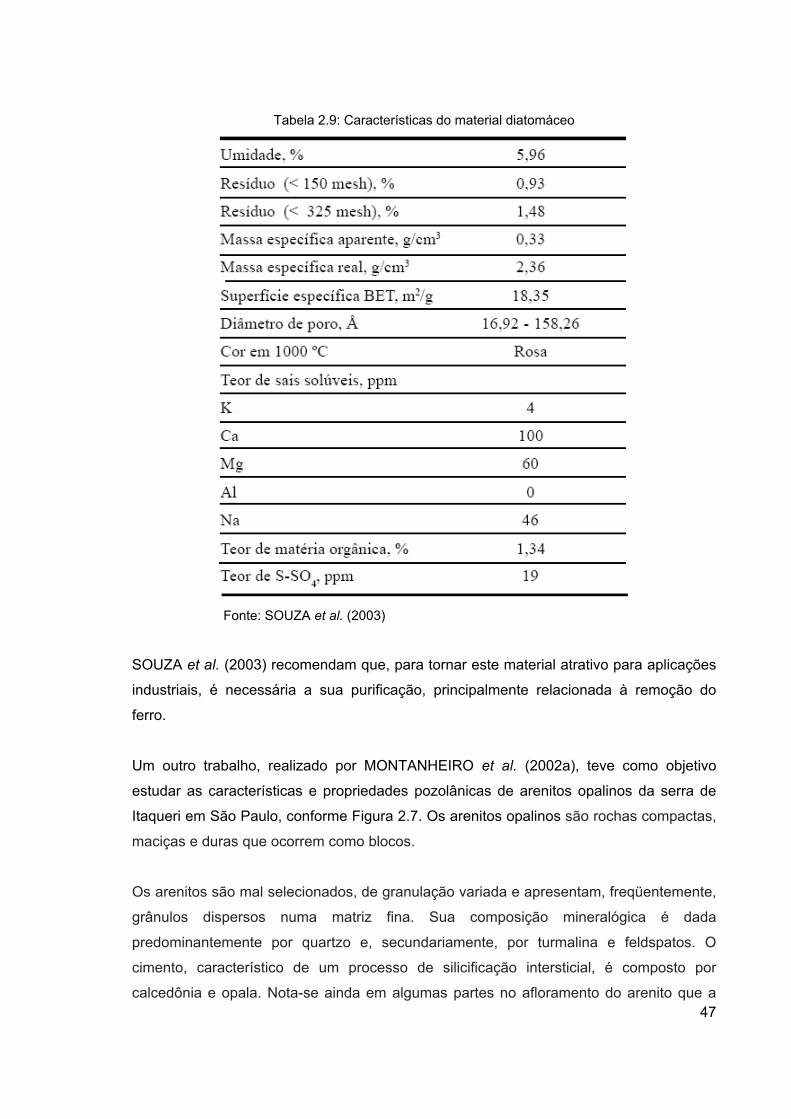
47
Tabela 2.9: Características do material diatomáceo
Fonte: SOUZA et al. (2003)
SOUZA et al. (2003) recomendam que, para tornar este material atrativo para aplicações
industriais, é necessária a sua purificação, principalmente relacionada à remoção do
ferro.
Um outro trabalho, realizado por MONTANHEIRO et al. (2002a), teve como objetivo
estudar as características e propriedades pozolânicas de arenitos opalinos da serra de
Itaqueri em São Paulo, conforme Figura 2.7. Os arenitos opalinos são rochas compactas,
maciças e duras que ocorrem como blocos.
Os arenitos são mal selecionados, de granulação variada e apresentam, freqüentemente,
grânulos dispersos numa matriz fina. Sua composição mineralógica é dada
predominantemente por quartzo e, secundariamente, por turmalina e feldspatos. O
cimento, característico de um processo de silicificação intersticial, é composto por
calcedônia e opala. Nota-se ainda em algumas partes no afloramento do arenito que a
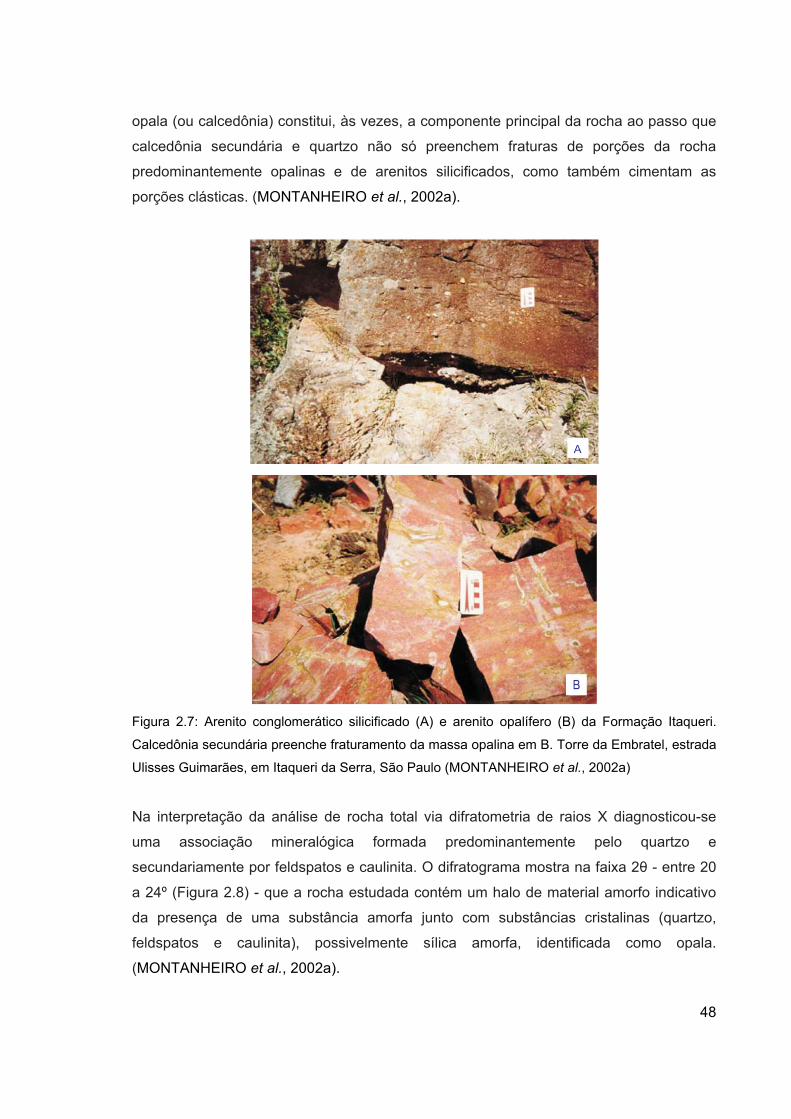
48
opala (ou calcedônia) constitui, às vezes, a componente principal da rocha ao passo que
calcedônia secundária e quartzo não só preenchem fraturas de porções da rocha
predominantemente opalinas e de arenitos silicificados, como também cimentam as
porções clásticas. (MONTANHEIRO et al., 2002a).
Figura 2.7: Arenito conglomerático silicificado (A) e arenito opalífero (B) da Formação Itaqueri.
Calcedônia secundária preenche fraturamento da massa opalina em B. Torre da Embratel, estrada
Ulisses Guimarães, em Itaqueri da Serra, São Paulo (MONTANHEIRO et al., 2002a)
Na interpretação da análise de rocha total via difratometria de raios X diagnosticou-se
uma associação mineralógica formada predominantemente pelo quartzo e
secundariamente por feldspatos e caulinita. O difratograma mostra na faixa 2θ - entre 20
a 24º (Figura 2.8) - que a rocha estudada contém um halo de material amorfo indicativo
da presença de uma substância amorfa junto com substâncias cristalinas (quartzo,
feldspatos e caulinita), possivelmente sílica amorfa, identificada como opala.
(MONTANHEIRO et al., 2002a).

49
Figura 2.8: Difratograma de raios X obtido para amostra total de arenito opalino (amostra TM-100),
mostrando uma banda de material amorfo no intervalo 2θ entre 20 a 24º (MONTANHEIRO et al.,
2002a)
Foram coletadas para o estudo de suas características físico-químicas e geológicas três
amostras volumétricas representativas cuja composição química se encontra na Tabela
2.10. (MONTANHEIRO et al., 2002a).
Tabela 2.10: Componentes químicos de amostras representativas dos arenitos silicificados. Teor
dos principais óxidos em % determinados pelo método ICP (ppc = perda ao fogo em %; n.a. = não
analisado)
Fonte: MONTANHEIRO et al. (2002a)
As feições texturais e morfológicas de grãos e sedimentos foram estudadas em
microscópio petrográfico e microscopia eletrônica de varredura, conforme ilustrado pelas
fotomicrografias da Figura 2.9 e imagens da Figura 2.10. (MONTANHEIRO et al., 2002a).
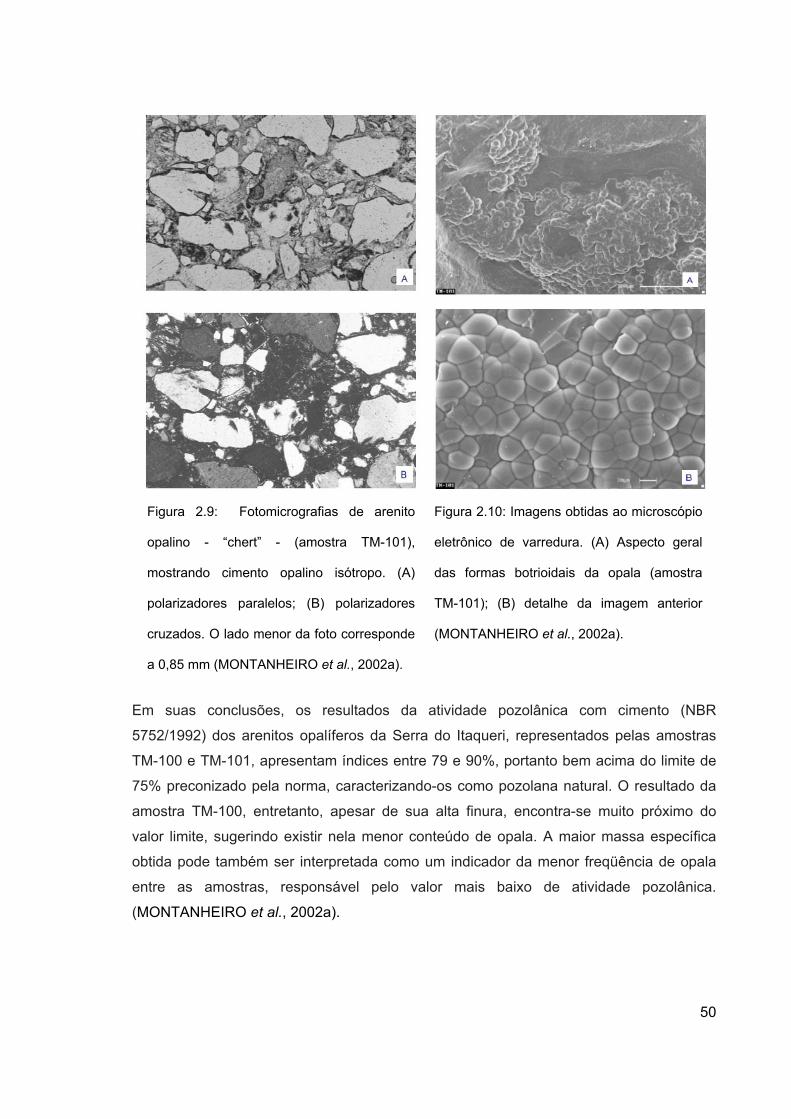
50
Em suas conclusões, os resultados da atividade pozolânica com cimento (NBR
5752/1992) dos arenitos opalíferos da Serra do Itaqueri, representados pelas amostras
TM-100 e TM-101, apresentam índices entre 79 e 90%, portanto bem acima do limite de
75% preconizado pela norma, caracterizando-os como pozolana natural. O resultado da
amostra TM-100, entretanto, apesar de sua alta finura, encontra-se muito próximo do
valor limite, sugerindo existir nela menor conteúdo de opala. A maior massa específica
obtida pode também ser interpretada como um indicador da menor freqüência de opala
entre as amostras, responsável pelo valor mais baixo de atividade pozolânica.
(MONTANHEIRO et al., 2002a).
Figura 2.9: Fotomicrografias de arenito
opalino - “chert” - (amostra TM-101),
mostrando cimento opalino isótropo. (A)
polarizadores paralelos; (B) polarizadores
cruzados. O lado menor da foto corresponde
a 0,85 mm (MONTANHEIRO et al., 2002a).
Figura 2.10: Imagens obtidas ao microscópio
eletrônico de varredura. (A) Aspecto geral
das formas botrioidais da opala (amostra
TM-101); (B) detalhe da imagem anterior
(MONTANHEIRO et al., 2002a).
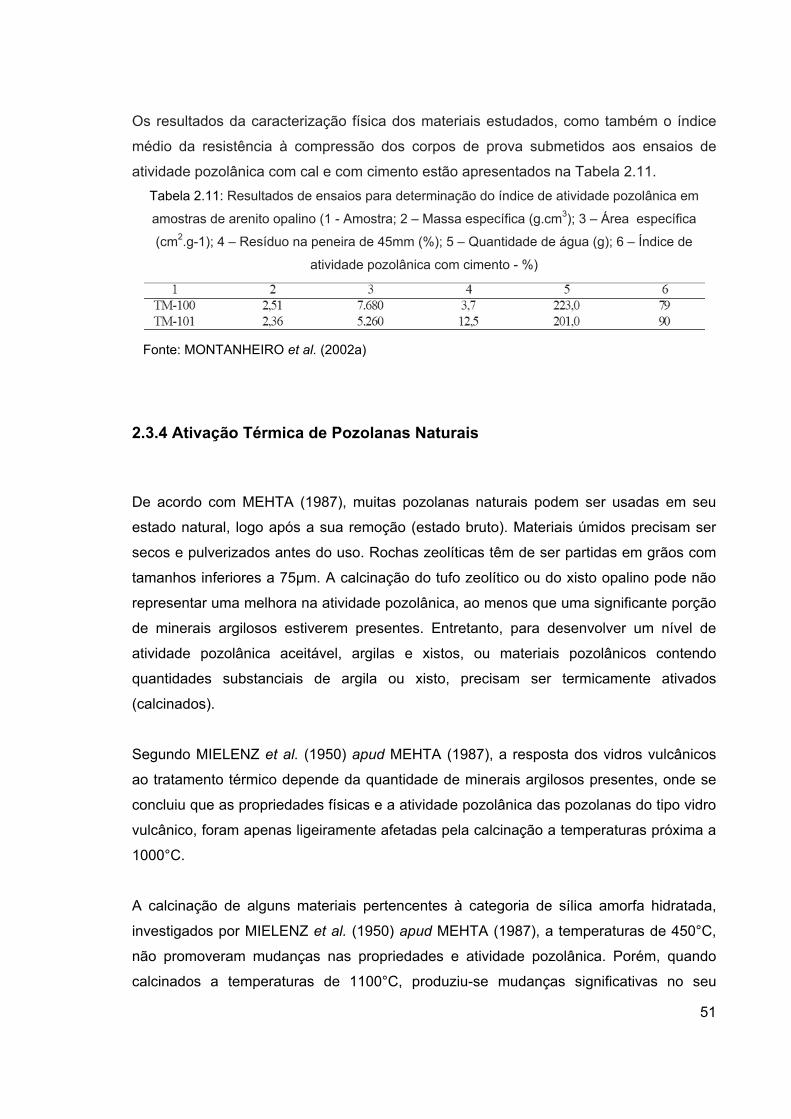
51
Os resultados da caracterização física dos materiais estudados, como também o índice
médio da resistência à compressão dos corpos de prova submetidos aos ensaios de
atividade pozolânica com cal e com cimento estão apresentados na Tabela 2.11. Tabela 2.11: Resultados de ensaios para determinação do índice de atividade pozolânica em
amostras de arenito opalino (1 - Amostra; 2 – Massa específica (g.cm3); 3 – Área específica
(cm2.g-1); 4 – Resíduo na peneira de 45mm (%); 5 – Quantidade de água (g); 6 – Índice de
atividade pozolânica com cimento - %)
Fonte: MONTANHEIRO et al. (2002a)
2.3.4 Ativação Térmica de Pozolanas Naturais
De acordo com MEHTA (1987), muitas pozolanas naturais podem ser usadas em seu
estado natural, logo após a sua remoção (estado bruto). Materiais úmidos precisam ser
secos e pulverizados antes do uso. Rochas zeolíticas têm de ser partidas em grãos com
tamanhos inferiores a 75µm. A calcinação do tufo zeolítico ou do xisto opalino pode não
representar uma melhora na atividade pozolânica, ao menos que uma significante porção
de minerais argilosos estiverem presentes. Entretanto, para desenvolver um nível de
atividade pozolânica aceitável, argilas e xistos, ou materiais pozolânicos contendo
quantidades substanciais de argila ou xisto, precisam ser termicamente ativados
(calcinados).
Segundo MIELENZ et al. (1950) apud MEHTA (1987), a resposta dos vidros vulcânicos
ao tratamento térmico depende da quantidade de minerais argilosos presentes, onde se
concluiu que as propriedades físicas e a atividade pozolânica das pozolanas do tipo vidro
vulcânico, foram apenas ligeiramente afetadas pela calcinação a temperaturas próxima a
1000°C.
A calcinação de alguns materiais pertencentes à categoria de sílica amorfa hidratada,
investigados por MIELENZ et al. (1950) apud MEHTA (1987), a temperaturas de 450°C,
não promoveram mudanças nas propriedades e atividade pozolânica. Porém, quando
calcinados a temperaturas de 1100°C, produziu-se mudanças significativas no seu

52
comportamento. Para materiais calcinados a temperaturas entre 750-1000°C, o tempo de
pega das pastas de cimento, com adição de pozolana calcinada, foi significativamente
reduzido, e a resistência à compressão significativamente aumentada. Porém essa
melhora no comportamento pozolânico foi perdida quando calcinados a temperaturas
mais elevadas. Este comportamento indica que a estrutura da sílica amorfa desidratada,
aparentemente, foi mais reativa que a sua forma hidratada. Além disso, uma sinterização
parcial do material natural reduz sua área superficial, o que leva a uma menor
necessidade de água, reduzindo o tempo de pega e aumentando a resistência dos
compostos cimentícios com sua adição. O comportamento pozolânico de materiais
opalinos parece ser bastante sensível à temperatura de calcinação, pois à temperatura
de 1100°C, o tempo de pega aumenta e a resistência diminui, provavelmente como
resultado de uma sinterização exagerada, associada com uma substancial perda de
atividade pozolânica.
Ainda segundo MIELENZ et al. (1950) apud MEHTA (1987), a calcinação de materiais
argilosos foi essencial para o desenvolvimento satisfatório da atividade pozolânica,
apesar da resposta ao tratamento térmico ter variado com o tipo de mineral de argila
presente. O silicato de alumínio hidratado, do grupo das caolinitas, apresentou perda da
água de hidratação em temperaturas entre 320 e 500°C, tendo demonstrado ainda um
aumento significativo na atividade pozolânica. Entretanto, para temperaturas acima de
900°C, observou-se uma redução na área de superfície, o que gerou uma queda na
atividade. Em altas temperaturas, minerais cristalinos não-reativos foram formados.
2.3.5 Propriedades do Concreto Contendo Pozolanas Naturais
Segundo MEHTA (1987), modificações nas propriedades do concreto à base de cimento
Portland, como resultado da adição de uma pozolana, incluem: taxa de endurecimento
mais baixa; aumento da resistência última; redução do calor de hidratação; melhor
performance em ambientes ácidos. Obviamente estas vantagens técnicas do uso de
pozolanas no concreto não são limitadas apenas às pozolanas naturais. Como discutido
anteriormente, estes benefícios também podem ser obtidos com o uso de pozolanas
artificiais. Entretanto serão consideradas neste capítulo apenas as pozolanas naturais.
53
2.3.5.1 Tempo de Pega
MEHTA (1987) afirma que a adição de pozolana natural ao cimento Portland resulta no
retardo do tempo de pega, em parte devido ao efeito de diluição do cimento Portland
(sendo este o elemento mais ativo), e por outro lado em função da maior necessidade de
água na pasta de cimento para se atingir uma consistência normal.
2.3.5.2 Exsudação
De acordo com MEHTA (1987), muitos pesquisadores têm observado que, em pastas de
cimento Portland com adição de pozolana, a taxa de exsudação apresenta uma redução
considerável. Essa redução, segundo MEHTA (1986) apud METHA (1987), resulta,
parcialmente, da interferência promovida pelas partículas finamente pulverizadas da
pozolana nos canais de percolação da água em concretos frescos. Além disso, a redução
na exsudação é obtida devido às características que os microporos das misturas de
cimento, contendo pozolanas, adquirem. As partículas de pozolana ocupam estes canais,
dificultando a passagem da água.
Acredita-se que o controle da exsudação interna no concreto possui um importante papel,
principalmente na determinação da resistência na zona de transição entre o agregado e a
pasta de cimento, o que afeta conseqüentemente as propriedades mecânicas do
concreto.
METHA (1987) observa que a retenção de água característica das pozolanas naturais,
tais como cinzas vulcânicas, as distinguem das pozolanas originárias de resíduos, como
a cinza volante. Essa característica de incorporação de água das pozolanas naturais
tende a aumentar a necessidade de água no concreto. Já a cinza volante tende a reduzir
esse efeito. Apesar disso, a elevada relação água/cimento do concreto com adição de
pozolana natural, não necessariamente leva à redução da resistência. Isso ocorre pois
uma parte da água de mistura será absorvida pela pozolana, sem promover o aumento
da porosidade do concreto endurecido. Segundo NICOLAIDIS (1957) apud MEHTA
54
(1987), essa água absorvida inicialmente estará disponível para a reação pozolânica
posteriormente.
2.3.5.3 Calor de Hidratação
MASSAZZA e COSTA (1979) apud MEHTA (1987) mostram que, a adição de uma
pozolana natural (proveniente da Itália) ao cimento Portland, claramente reduz o calor de
hidratação. Entretanto, essa redução não foi diretamente proporcional à quantidade de
cimento substituído, tendo sido menor em função da evolução do calor durante a reação
pozolânica.
Segundo MEHTA (1987), a habilidade dos materiais pozolânicos em reduzir o calor de
hidratação, quando adicionados a misturas de cimento Portland, levou à sua utilização
em construções de estrutura de concreto massa, onde os riscos de fissuração térmica
podem vir a ser um dos maiores problemas.
2.3.5.4 Resistência
Embora as reações pozolânicas, em pastas de cimento Portland pozolânico, comecem
tão cedo quanto os íons de cálcio e álcalis forem desprendidos durante a hidratação do
cimento Portland, a maior parte da atividade pozolânica, e conseqüentemente o
desenvolvimento da resistência associada, parece ocorrer após sete dias de hidratação.
(MEHTA, 1987).
Ainda segundo MEHTA (1987), investigações utilizando adição de pozolana (Santorin
earth) em argamassas de cimento Portland, contendo 10, 20 e 30% dessa adição em
comparação a uma argamassa sem adição, mostraram que, acima de sete dias
(considerando os dados de resistência à compressão a 1, 3, 7 e 28 dias), a resistência à
compressão foi praticamente proporcional à quantidade de cimento Portland presente nas
misturas. Esses resultados mostram que, em sete dias, as reações pozolânicas não
haviam tido progresso suficiente para influenciar a resistência. Entretanto, aos 28 dias, a
55
resistência da mistura contendo 10% de adição mostrou-se superior à resistência da
argamassa de referência. As demais, contendo 20 e 30% de adição apresentaram
resistências 7 e 18% menores que a referência, respectivamente. Concluiu-se que no
período de hidratação de 7 a 28 dias, os efeitos na resistência resultantes da reação
pozolânica não foram consideráveis.
Entretanto, considerando um período de 28 dias a um ano, observou-se que as
resistências das misturas, contendo 10 e 20% de adição de Santorin earth, ficaram
aproximadamente 10% superiores à da argamassa de referência, que apresentou
resistência semelhante à mistura contendo 30% de adição. (MEHTA, 1987).
MASSAZZA e COSTA (1979) apud MEHTA (1987), concluíram em seus estudos que,
para idades baixas de hidratação do concreto, as misturas contendo pozolanas
apresentam resistências inferiores à mistura de referência. Entretanto, as resistências
finais, em idades mais avançadas, podem ser superiores às de referência, dependendo
da qualidade e quantidade de pozolana utilizada. Aparentemente um excesso de
pozolana (por exemplo, mais de 30% por peso em misturas de cimento) deve ser evitada,
onde uma redução substancial na resistência mecânica do produto pode não ser
tolerada, especialmente em concretos com pouca idade, ou sob condições de
temperatura fria.
2.3.5.5 Durabilidade ao Ataque por Sulfatos
Segundo MEHTA (1987), o ataque por sulfatos no concreto geralmente envolve
expansão, fissuração, e perda de resistência mecânica devido à formação de etringita e
gipsita. Esses minerais são formados como resultado das interações entre a água
contendo sulfatos e os produtos da hidratação do cimento, tais como o monosulfato
hidratado e o hidróxido de cálcio.
É bastante conhecido que o uso de pozolanas naturais, como adição em misturas de
cimento Portland, tem efeito benéfico na durabilidade do concreto exposto a águas
contendo sulfatos. MEHTA (1987) afirma que essa durabilidade é devida à reação
pozolânica, que não apenas reduz a permeabilidade do concreto, mas também resulta na
56
formação de um produto resistente a sulfatos (i.e., redução do hidróxido de cálcio
presente na pasta de cimento hidratada, e silicato de cálcio hidratado – CSH com baixa
relação CaO / SiO2). Os resultados de numerosas investigações confirmam que a adição
de pozolana natural promove uma melhora na resistência do cimento Portland ao ataque
por sulfatos. (MEHTA, 1987).
MASSAZZA e COSTA (1979) apud MEHTA (1987) reportam o efeito da substituição de
cimento Portland por 10, 30, e 40% de pozolana Italiana, na expansão de prismas de
argamassa imersos, por mais de cinco anos, em uma solução de 1%MgSO4. Nas
argamassas contendo 30 ou 40% de substituição do cimento pela pozolana, a expansão
foi consideravelmente reduzida quando comparado à mistura padrão (sem a pozolana).
Os autores atribuem os resultados à redução da quantidade de hidróxido de cálcio na
mistura, e à elevada impermeabilidade. Além disso, de acordo com os autores, o
hidróxido de cálcio livre em compostos hidratados de cimento e pozolana, deveria não
apenas aparecer em pequenas quantidades, mas também rodeado por gel de CSH
impermeável. Essas condições são desfavoráveis à formação de etringita, que
geralmente é considerada como sendo o agente causador da expansão e fissuração.
Estudos feitos por DAVIS et al. (1950) apud MEHTA (1987) consideraram a influência de
várias pozolanas naturais do estado da Califórnia (Estados Unidos), na resistência do
cimento à ação de uma solução de sulfato de sódio, mostrando porque alguns tipos de
pozolana são úteis no combate ao ataque por sulfatos, e outras não. Misturas de cimento
Portland contendo sílicas cristalinas, granito, e quartzo reduziram a resistência do
cimento ao ataque por sulfatos. Entretanto, cimentos contendo sílica reativa, tais como
xistos de Monterey, terras diatomáceas, e pumicitas, melhoraram a resistência.
2.3.5.6 Resistência à Expansão Álcali-Sílica
A interação química de certos minerais silicosos constituintes de agregados com os
álcalis do cimento Portland, é conhecida por promover expansão e fissuração do
concreto. O método comumente praticado para redução dos riscos de tal expansão
envolve o uso de cimentos com baixo teor de álcalis. Alternativamente, onde for possível,
o agregado reativo é trocado por um não-reativo. Quando o uso de um cimento Portland
57
com alto teor de álcali (>0,6%Na2O equivalente), em combinação com um agregado
contendo constituintes reativos ao álcali, parece inevitável, o fenômeno de expansão em
concretos pode ser controlado pela incorporação de material pozolânico (que tenha sido
comprovado, por testes laboratoriais, sua efetiva redução na expansão álcali-agregado).
(MEHTA, 1987).
Apesar de os mecanismos pelos quais a expansão associada com a reação álcali-sílica é
controlada pela incorporação de pozolana em concretos, foi observado por diversos
pesquisadores que as pozolanas naturais são mais eficientes para esse propósito que
materiais pozolânicos originados de subprodutos (MEHTA, 1987). Segundo PEPPER e
MATHER (1978) apud MEHTA (1987), a porcentagem requerida de material pozolânico
para substituição do cimento Portland, para a redução adequada da expansão (segundo
requisitos da ASTM C 441), variou de 20% utilizando diatomita, 20 a 30% com xisto
calcinado, e 40 a 50% com cinza volante.
2.3.5.7 Retração por Secagem
A retração por secagem de produtos feitos com cimentos Portland pozolânicos, é
geralmente mais elevada que a retração em produtos contendo apenas cimento Portland.
Essa diferença é de se esperar, pois à retração por secagem de uma pasta de cimento
hidratada é geralmente atribuída ao conteúdo de CSH, o qual é relativamente maior no
caso de compostos de cimento Portland pozolânico. Entretanto, muitos pesquisadores
têm observado que a tendência de fissuração, resultante da retração por secagem em
concretos contendo pozolanas, é menor que a correspondente em concretos sem a
pozolana.
Duas explicações são prováveis para a incidência de fissuração por retração, em
produtos de cimento Portland pozolânico, não se apresentarem tão altas quanto o
esperado. Primeiro, aparentemente o efeito restrito do agregado na retração da pasta de
cimento, em argamassa ou concreto, apresenta uma parcela maior na retração do
material. (MEHTA, 1987). Em um ensaio de retração com prismas de argamassa, aos 90
dias, MASSAZZA e COSTA (1979) apud MEHTA (1987) observaram que, comparado à
58
retração de 890µm/m para um cimento Portland comum, a retração por secagem de um
cimento contendo pozolana Italiana foi de apenas 943µm/m.
A segundo explicação para a fissuração relativamente inferior em produtos à base de
cimento Portland pozolânico, encontra-se provavelmente na forte zona de transição entre
o agregado e a pasta de cimento, comparado ao concreto correspondente (com relação
água/cimento similar) sem a pozolana. Portanto para uma dada porcentagem do material
cimentício, as resistências à flexão e às tensões atuantes em concretos com cimento
Portland pozolânico tendem a ser maiores que os concretos de cimento Portland. O uso
de pozolana aumenta a capacidade de resistir a tensões e por conseguinte a sua
resistência à fissuração sob dadas condições de retração.
2.4 Pozolanas Artificiais
Segundo a NBR 12653, pozolanas artificiais são materiais provenientes de tratamento
térmico ou subprodutos industriais com atividade pozolânica.
Serão tratados neste capítulo os seguintes materiais: cinza volante, cinza de casca de
arroz, argila calcinada, metacaulim, sílica ativa.
2.4.1 Cinza de Casca de Arroz - CCA
2.4.1.1 Considerações Gerais
A indústria agrícola é responsável pela geração de um grande volume de resíduos. O
resíduo agro-industrial, segundo SANTOS (2006), que representa um dos maiores
volumes de material disposto na natureza é a casca de arroz.
59
Sem valor comercial devido à sua dureza, fibrocidade e abrasividade, a deposição da
casca de arroz ocupa grandes áreas e, por sua lenta biodegradação, permanece
inalterada por longos períodos de tempo, representando um grande dano ao meio
ambiente. Todavia, a casca de arroz possui um poder calorífico elevado, muito embora
variável, em função da umidade e das condições de plantio (SANTOS, 2006). AGOPYAN
(1991) apud SANTOS (2006) encontrou valores de 13045kJ/kg, trabalhando com cinzas
oriundas do estado de São Paulo. Já DELLA (2001) apud SANTOS (2006) aponta valores
da ordem de 16720kJ/kg para cinzas produzidas em Santa Catarina.
Este valor representa 33% da capacidade térmica do petróleo (KAPUR, 1985 apud
SANTOS, 2006). Essa propriedade faz com que ela seja utilizada como fonte para
obtenção da energia. Este processo, por sua vez, gera um outro resíduo: a cinza de
casca de arroz - CCA.
Em muitos dos países produtores de arroz, o volume de cinza produzido é considerável,
e apenas a indústria cimenteira poderia consumir tal quantidade de resíduo.
(PRUDÊNCIO JÚNIOR et al., 2003). A sua utilização seria possível devido às
características pozolânicas que grande parte dessas cinzas apresenta, ou seja,
isoladamente, as cinzas não têm valor aglomerante, mas, quando finamente moídas e em
presença de água, reagem com o hidróxido de cálcio (Ca(OH)2) e formam compostos
cimentantes.
Apesar disso, segundo PRUDÊNCIO JÚNIOR et al. (2003), são ainda as empresas
beneficiadoras de arroz, atualmente, as principais consumidoras da casca como
combustível para a secagem e parboilização do cereal. Como se trata, geralmente, de
empresas de pequeno porte, não possuem processos para aproveitamento e descarte
adequados das cinzas produzidas, que são geralmente depositadas em terrenos baldios
ou lançadas em cursos d’água, ocasionando poluição e contaminação de mananciais.
Diante disso, o não-aproveitamento desse material não pode mais ser aceito pela
sociedade. Assim, muitos trabalhos vêm sendo desenvolvidos com o intuito de utilizar
esse produto em diversos setores industriais e, de maneira especial, na indústria da
Construção Civil.
60
2.4.1.2 A Casca de Arroz e os Métodos de Obtenção da CCA
Segundo HUSTON (1972), BARTHA e HUPPERTZ (1974) e METHA (1992) apud
SANTOS (2006), a casca do arroz é formada por uma capa lenhosa, dura e altamente
silicosa. É composta por 50% de celulose, 30% de lignina e 20% de resíduos inorgânicos.
O resíduo inorgânico contém, em média, 95 a 98%, em peso, de sílica, na forma amorfa
hidratada, perfazendo 13 a 29% do total da casca HUSTON (1972) apud POUEY (2006).
Esta variação do percentual de sílica na casca de arroz depende da safra, ou seja, da
variedade plantada, do clima e das condições do solo, além da localização geográfica
(AMICK, 1982; GOVINDARAO, 1980; HOUSTON, 1972; apud POUEY, 2006). PATEL et
al. (1987) apud POUEY (2006), estudando o efeito de tratamentos químicos e térmicos
em material proveniente da Índia, encontraram percentuais de 22,12% de SiO2, 73,8% de
material orgânico e água e, em torno de 4% de outros elementos constituintes como
Al2O3 , Fe2O3 , CaO, MgO e MnO2. A lignina e a celulose são removidas durante a
queima da casca.
A casca de arroz equivale a cerca de 20% do peso do grão e é composta por quatro
camadas estruturais, fibrosas, esponjosas ou celulares (HUSTON, 1972 apud POUEY,
2006):
- epiderme externa, coberta por uma espessa cutícula de células silificadas;
- esclerênquima ou fibra hipoderme, com parede lignificada;
- célula parênquima esponjosa;
- epiderme interna.
SHARMA et al. (1984) e NAKATA et al. (1989) apud Della (2001) apud POUEY (2006)
concluíram em seus estudos que a sílica está mais concentrada na epiderme externa.
Uma pequena, mas significativa, quantidade de sílica reside na camada interna adjacente
ao grão de arroz (JAMES e RAO, 1986; KRISHNARAO, 1992; apud POUEY, 2006). A
sílica presente na casca de arroz é descrita como hidratada na forma amorfa como sílica
gel e localiza-se na epiderme da casca e nos espaços do tecido epidérmico (LANNING,
1963 apud PATEL et al., 1987 apud POUEY, 2006).
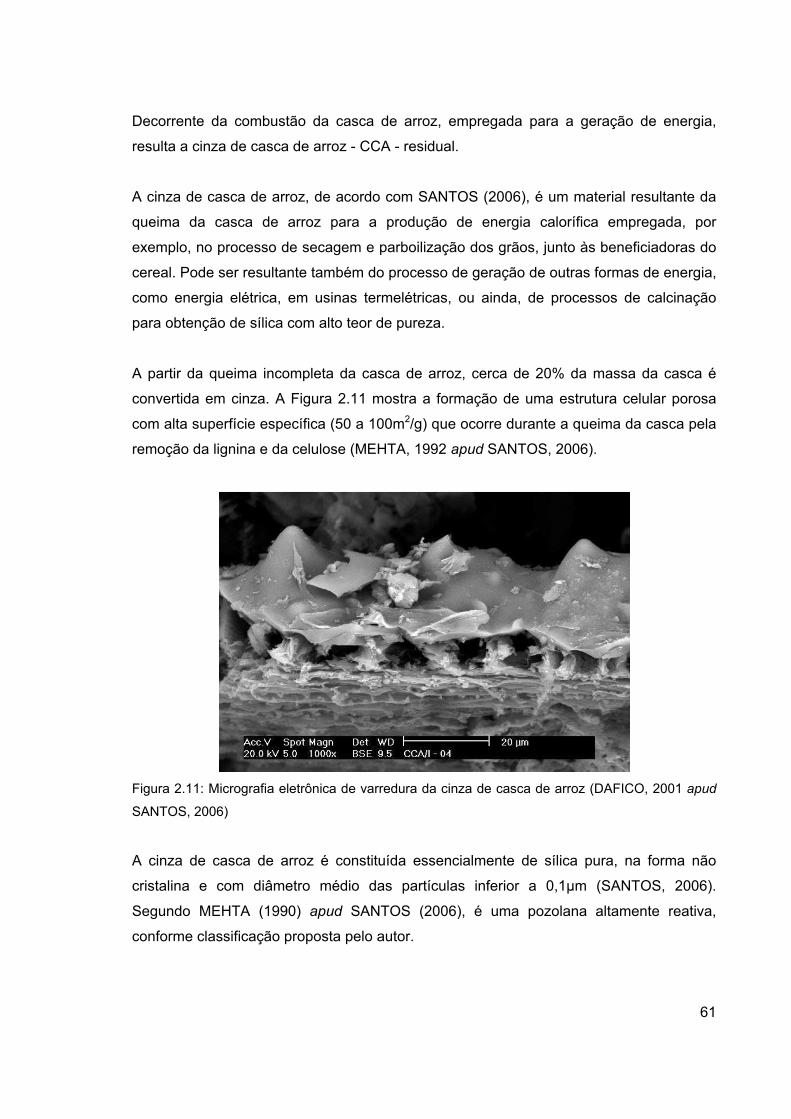
61
Decorrente da combustão da casca de arroz, empregada para a geração de energia,
resulta a cinza de casca de arroz - CCA - residual.
A cinza de casca de arroz, de acordo com SANTOS (2006), é um material resultante da
queima da casca de arroz para a produção de energia calorífica empregada, por
exemplo, no processo de secagem e parboilização dos grãos, junto às beneficiadoras do
cereal. Pode ser resultante também do processo de geração de outras formas de energia,
como energia elétrica, em usinas termelétricas, ou ainda, de processos de calcinação
para obtenção de sílica com alto teor de pureza.
A partir da queima incompleta da casca de arroz, cerca de 20% da massa da casca é
convertida em cinza. A Figura 2.11 mostra a formação de uma estrutura celular porosa
com alta superfície específica (50 a 100m2/g) que ocorre durante a queima da casca pela
remoção da lignina e da celulose (MEHTA, 1992 apud SANTOS, 2006).
Figura 2.11: Micrografia eletrônica de varredura da cinza de casca de arroz (DAFICO, 2001 apud
SANTOS, 2006)
A cinza de casca de arroz é constituída essencialmente de sílica pura, na forma não
cristalina e com diâmetro médio das partículas inferior a 0,1µm (SANTOS, 2006).
Segundo MEHTA (1990) apud SANTOS (2006), é uma pozolana altamente reativa,
conforme classificação proposta pelo autor.
62
Por conter alto teor de sílica, isto a torna um resíduo valorizado. No entanto essa cinza só
terá alto valor econômico se tiver alta qualidade, que é mensurada pela alta área
superficial específica, tamanho e pureza de partícula (HOLFFMANN et al.), que por sua
vez irão influenciar na reatividade da cinza obtida.
Para a obtenção da sílica, a partir da cinza de casca de arroz, segundo POUEY (2006),
além do processo de simples combustão, a sílica pode ser obtida através de tratamentos
físico-químicos da casca, seguidos de queima e através de processo microbiológico, que
serão descritos a seguir.
2.4.1.2.1 Processo de Combustão
Segundo POUEY (2006), a cinza da casca de arroz é o resultado do processo de
combustão empregado, que depende da combinação de três variáveis: tipo de
equipamento utilizado (a céu aberto, fornalhas tipo grelha ou leito fluidizado); temperatura
de queima e tempo de exposição durante o processo.
O processo de combustão controlada pode ser um método eficiente para liberar a sílica
da casca de arroz. Porém, as propriedades de SiO2 e a quantidade de carbono
resultantes na cinza (resíduo) dependem significativamente das condições que
prevalecem durante a combustão (JAMES e RAO, 1986- 2 e 3 apud POUEY, 2006).
SANTOS (2006) ressalta que a temperatura de obtenção da cinza de casca de arroz e o
tempo de exposição a essa temperatura, somados à variação de superfície específica,
serão os principais fatores intervenientes na qualidade do material como pozolana para
concreto.
Segundo SANTOS (2006), a cor da cinza é variável conforme a presença de impurezas,
o processo de combustão e as transformações estruturais ocorridas no material,
decorrentes da variação da temperatura de queima. A CCA tende a ter a cor preta devido
à presença de carbono residual. Quanto mais escura maior o teor de carbono, indicando
a presença de matéria orgânica não queimada (SANTOS, 2006). As cinzas podem
apresentar-se também nas cores cinza, púrpura ou branca, segundo HUSTON (1972)
apud POUEY (2006). Para BOATENG e SKEETE (1990) apud PRUDÊNCIO JÚNIOR et
63
al. (2003), temperatura elevada e longo tempo de exposição geram cinzas branco-
rosadas, o que indica a presença de sílica nas suas formas cristalinas: cristobalita e
tridimita.
JAMES e RAO (1986-1) apud POUEY (2006) estudaram o comportamento da
decomposição térmica da casca de arroz, queimando amostras a temperaturas que
variaram de 300 a 900ºC, por tempos de 1 a 30 horas. Neste estudo, sob atmosfera de ar
estático, identificaram três estágios, onde a primeira perda de massa é atribuída à perda
da água adsorvida e ocorre entre 50 e 100°C. A segunda e maior perda de massa, em
torno de 45 a 65%, é atribuída ao desdobramento da celulose constituinte em
combustíveis voláteis, água e dióxido de carbono. A isoterma registrada aos 460°C
corresponde à decomposição da lignina e da celulose. (POUEY, 2006).
Ainda, segundo JAMES e RAO (1986-2) apud POUEY (2006), o tratamento térmico
mínimo para obter cinzas brancas é queimar a casca de arroz a 400ºC, por 12 horas.
Com combinações de tempos menores e temperaturas mais elevadas, as cinzas obtidas
serão coloridas, por conterem matriz orgânica decomposta parcialmente ou carbono não
oxidado.
De acordo com BARTHA (1995) apud POUEY (2006), a queima da casca de arroz até
500ºC gera como resíduo uma cinza preta, rica em carbonos fixos e constituída
basicamente de sílica amorfa. A partir de 750ºC, a cinza torna-se mais clara, devido à
oxidação dos carbonos fixos, e a sílica mais cristalina. A remoção dos carbonos fixos se
dá pela presença do oxigênio no ar.
As cinzas obtidas durante a combustão da CA apresentam formas estruturais variáveis
(amorfa e/ou cristalina), dependendo do tipo de queima (grelha, leito fluidizado), tempo e
temperatura de oxidação. De acordo com SUBBARAO et al. (1973) apud SANTOS
(2006), a sílica cristalina apresenta claro polimorfismo até chegar à sílica fundida, com o
aumento da temperatura, sendo encontrada à pressão atmosférica, sob diferentes fases:
quartzo-α, quartzo-β, tridimita e cristobalita, sendo a primeira a mais estável à
temperatura ambiente. Com a elevação da temperatura para 573ºC, o quartzo- α
transforma-se em quartzo-β, permanecendo estável até a casa dos 870ºC. Desse nível
de temperatura até o patamar de 1470ºC, faz-se presente a forma tridimita que
permanece até cerca de 1713ºC, onde ocorre a modificação para a fase cristobalita. Além

64
desse nível, ocorre a fusão da sílica. Já a estrutura da sílica amorfa é metaestável e
tende a mudar lentamente para a forma cristalina, que é a mais estável. (ERNST, 1971
apud DAFICO, 2001 apud SANTOS, 2006).
Ao avaliar a composição química da cinza de casca de arroz, utilizada por diferentes
autores e produzidas sob diferentes condições de queima, em diversas regiões do
mundo, SILVEIRA (1996) apud SANTOS (2006) concluiu que os resultados são bastante
semelhantes, havendo uma variação no teor de sílica entre 90% e 95%. Álcalis K2O e
Na2O são as principais impurezas presentes e os teores de CaO e MgO não ultrapassam
1%.
As diferenças são evidenciadas quando se analisa a morfologia das cinzas obtidas sob
diferentes condições de queima. O surgimento de formas estruturais diferenciadas, que
ocorre com a variação de temperatura de obtenção do material, irá influenciar na sua
capacidade em se combinar com os produtos de hidratação do cimento. (SANTOS,
2006).
A Tabela 2.12 apresenta de forma reduzida, o efeito de condições de queima nas
propriedades de algumas CCA, segundo MEHTA (1977) apud POUEY (2006).
Tabela 2.12: Efeito das condições de queima nas propriedades da CCA
Fonte: MEHTA (1977) apud POUEY (2006)
Vários autores citados por ISAIA (1995) apud POUEY (2006) estudaram a questão da
influência das condições de temperatura e tempo de exposição no processo de
combustão da CCA:
65
- HWANG e WU (1989) apresentaram as propriedades físicas e mecânicas das
pastas e argamassas de cimento com cinza de casca de arroz queimadas entre 400 e
1200ºC;
- BOATENG e SKEETE (1990) entendem que a temperatura de queima deve
manter-se entre 800 e 900ºC para a cinza se apresentar amorfa e reativa;
- SUGITA et al. (1993) obtiveram maior atividade pozolânica para temperaturas
inferiores a 600ºC e superiores a 500ºC e por tempo não superior a 60 minutos. Para
estes autores a melhor temperatura de queima encontra-se na faixa de 400 a 660ºC.
SUGITA (1992) patenteou dois diferentes processos de queima de casca de arroz
visando obter cinzas com cor branca e altamente reativas. Um dos processos
emprega duas fornalhas rotativas ligadas em série, onde a queima é realizada em
duas etapas e o outro, um dispositivo onde a casca é disposta em uma pilha de forma
cônica em torno de uma chaminé central e então, queimada. A função da chaminé é
propiciar a circulação do ar na massa de casca em processo de queima, garantindo
oxigênio necessário às reações de combustão.
De acordo com PRUDÊNCIO JÚNIOR et al. (2003), estudos experimentais realizados na
Universidade da Califórnia mostram que, quando a temperatura de queima da casca de
arroz é baixa e o tempo de exposição à alta temperatura é pequeno, a sílica contida na
cinza é amorfa. A cinza nessas condições apresenta elevada porosidade interna e área
específica de 50 a 110m2/g quando medida por adsorção de nitrogênio (MEHTA, 1992
apud PRUDÊNCIO JÚNIOR et al., 2003). Essas cinzas apresentam boa atividade
pozolânica, sendo consideradas um excelente material para uso como adição em cimento
Portland.
DAFICO e PRUDÊNCIO JÚNIOR (2002) apud POUEY (2006) investigaram as condições
de queima da casca de arroz adequadas para a produção de pozolana branca. Os
autores acreditam que a CCA quando branca tem maior aceitação no mercado
convencional como pozolana, além de em grande número de outras utilizações como o
emprego na produção de blocos de concreto decorativos, telhas claras, ladrilhos e outros.
Para tanto projetaram e construíram uma fornalha de leito fixo com diferentes
possibilidades de injeção de ar e medição da temperatura. Empregando método de
pirólise com fluxo de ar invertido, seguida de combustão do carbono residual na fornalha
de leito fixo, obtiveram cinza branca, com baixo teor de carbono e amorfa. Estas cinzas
66
apresentaram elevada reatividade química e necessitaram ser suficientemente moídas
para ter um bom desempenho como pozolana.
Trabalhos conduzidos com o objetivo de obtenção de cinzas de casca de arroz com baixo
teor de carbono referem-se à cor do material obtido como um parâmetro qualitativo,
indicando o resultado como mais ou menos claro em relação ao material que lhe deu
origem ou expresso apenas em função de seu teor de carbono residual. Sabe-se, porém,
que partículas de carbono podem estar alojadas no interior da sílica, elevando o valor do
teor de carbono residual da amostra sem, no entanto, alterar de forma significativa a cor
do material resultante. Além disso, a avaliação visual da cor é muito relativa e depende
da percepção do observador, o que indica que uma avaliação quantitativa da cor parece
ser a mais indicada para classificação da CCA, associada, então, à redução do teor de
carbono do material produzido. (SANTOS, 2006).
Estudos conduzidos com o intuito de determinar quais as condições ideais para obtenção
de uma cinza de casca de arroz de alta reatividade, para produção de concretos de alto
desempenho, apontam para as seguintes conclusões (MEHTA e PITT, 1977; CALLEJA,
1983; SUGITA et al., 1992; MAEDA et al., 2001, entre outros, apud SANTOS, 2006):
- a reatividade da cinza é bastante influenciada pela temperatura de queima da
casca e pelo tempo de exposição a esta temperatura (tempo de retenção);
- quanto maior for a superfície específica do material, maior será sua reatividade;
- cinzas de boa qualidade podem ser obtidas com temperaturas abaixo de 800ºC; e
- o resfriamento brusco da cinza pode evitar a formação de fases cristalinas.
A reatividade do material vai depender da formação, durante o processo de queima, em
função de diferentes temperaturas, de proporções relativas de sílica na forma cristalina e
amorfa. Quanto maior o teor da última, mais quimicamente reativo será o material, porém,
não necessariamente, apresentará o melhor desempenho. (SANTOS, 2006).
Assim, a temperatura de obtenção da cinza de casca de arroz e o tempo de exposição a
essa temperatura, somados à variação de superfície específica, são os principais fatores
intervenientes na qualidade do material como pozolana para concreto. (SANTOS, 2006).
67
2.4.1.2.2 Tratamentos Químico-Térmicos da Casca de Arroz
A abordagem que se segue, sobre os processos de tratamento químico-térmicos para
obtenção de sílica, a partir da cinza de casca de arroz, foi baseada no trabalho de
POUEY (2006).
Segundo FONSECA (1999), estes tratamentos baseiam-se no processo proposto por
REAL (1960), que empregou um ataque químico na casca de arroz com ácido clorídrico,
seguido de várias lavagens com água e posterior queima a 500ºC. O ataque químico
libera os álcalis, que durante a lavagem são removidos, propiciando a obtenção de
percentual mais elevado de sílica na calcinação da casca, a temperaturas mais baixas.
Vários autores empregaram banhos químicos na casca, principalmente ácidos, seguidos
de decomposição térmica com o objetivo de obter matéria-prima, como o silício, para a
fabricação de produtos industriais como células fotovoltaicas para geração de energia e
componentes para computadores, a partir da sílica extraída da casca de arroz. Com isto,
buscaram reduzir o nível de impurezas, obtendo sílica pura, branca e em estado vítreo.
AMICK (1982), em seu experimento, comparou os percentuais de impurezas em quatro
amostras preparadas com diferentes tratamentos: em estado natural; simplesmente
lavadas com água; em banho com solução aquosa com duas diferentes concentrações,
1:3 e 1:1 de HCl. O autor constatou que, empregando a solução de aquosa de 1:1 de
HCl, foi possível reduzir o nível de impurezas de 5% para 0,15% do peso.
MISHRA et al. (1985) empregaram banho químico com solução de ácido clorídrico.
Obtiveram cinza branca com 99% de sílica a partir da queima da casca de arroz tratada
quimicamente, a temperatura inferior a 500°C. Com banho em solução de ácido
clorídrico, a temperatura moderada entre 50 e 60°C, por 2 horas, foi possível remover as
impurezas solúveis. Após o banho, o material foi lavado em água destilada, e seco.
CHAKRAVERTY et al. (1985) estudaram a decomposição térmica da casca de arroz com
e sem tratamento químico. Identificaram três estágios de perda de massa: remoção da
umidade (40 a 150°C), liberação da matriz volátil (215 a 350°C) e queima do material
combustível (350 a 690°C). A temperatura final decresce com o tratamento ácido.
68
SOUZA et al. (2000), a fim de obter sílica amorfa e branca, estudaram três tipos de
tratamentos químicos da casca de arroz: solução de ácido clorídrico (20%vol) por 24
horas, seguida de solução de ácido sulfúrico, por mais 24 horas, a pressão atmosférica;
solução de ácido sulfúrico (3,0%) a pressão de 7atm, por uma hora; procedimentos
idênticos ao tratamento anterior seguido de banho em ácido acético. Posteriormente, as
cascas de arroz foram lavadas com água a temperatura ambiente e submetidas à
combustão a 550ºC, por duas horas. Segundo os autores, foram obtidas cinzas com
elevado teor de sílica (até 99%), brancas e em estado amorfo, com área superficial
variando de 260m2/g a 480m2/g.
KRISHNARAO et al. (2001) também propuseram tratamento ácido na casca de arroz com
o objetivo de obter CCA branca e com elevado percentual de sílica. As amostras de
casca de arroz após lavagem, foram tratadas com soluções de HCl em diferentes
concentrações: 3 N HCl e 5,6 N HCl em água deionizada e fervidas por 1 hora; em
seguida, foram lavadas com água deionizada, filtradas e secas a 110ºC. Foram formados
então dois lotes iguais de amostras, ambos calcinados em forno de mufla a temperaturas
de 400, 500, 600 e 700ºC por 4 horas: o primeiro, sofreu um aquecimento lento, com taxa
de 5ºC/min, sendo introduzido no forno à temperatura ambiente; o segundo, com
aquecimento rápido, foi introduzido no forno pré-aquecido a temperatura estabelecida.
Os resultados mostraram que a cor da cinza resultou mais clara, quanto maior a
temperatura. As cascas tratadas e queimadas a 700ºC renderam cinzas brancas
brilhantes. A alta taxa de aquecimento não foi considerável na formação das cinzas
brancas. Nas cinzas tratadas com ácido, o nível de impurezas foi consideravelmente
menor do que nas não tratadas.
A Tabela 2.13 apresenta, de forma resumida, a composição química de CCA obtidas a
partir de casca de arroz submetidas a diferentes tratamentos, segundo vários autores.
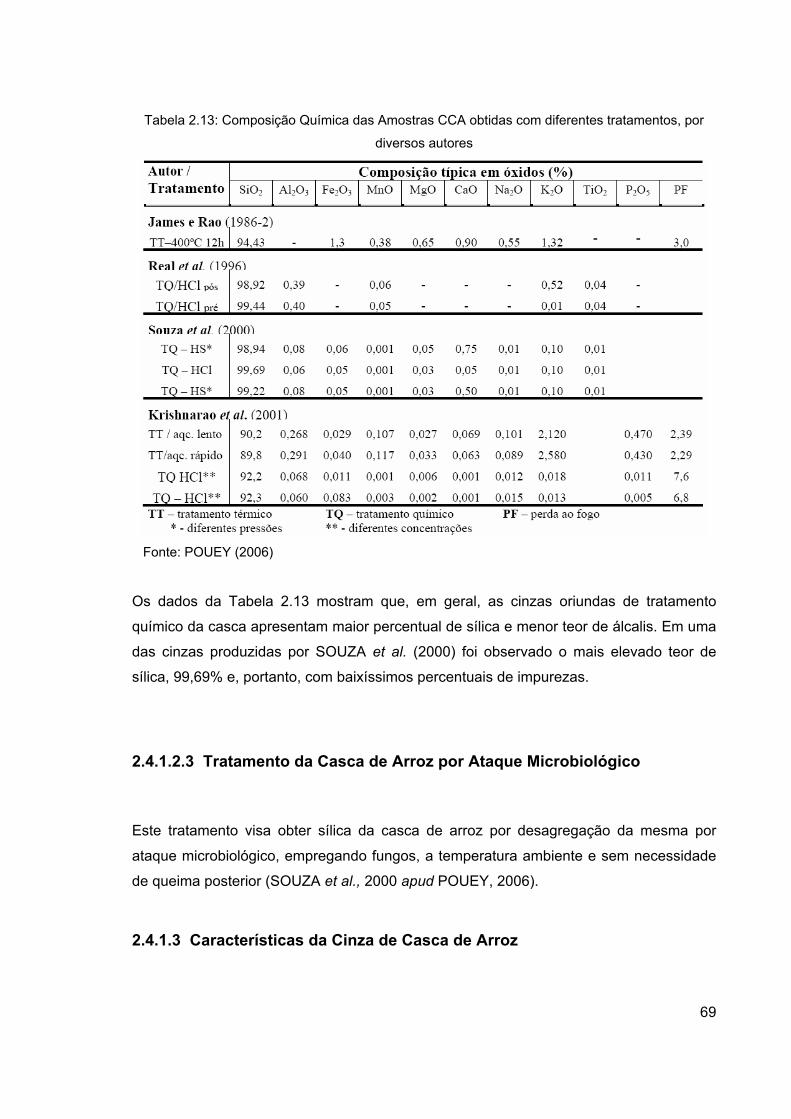
69
Tabela 2.13: Composição Química das Amostras CCA obtidas com diferentes tratamentos, por
diversos autores
Fonte: POUEY (2006)
Os dados da Tabela 2.13 mostram que, em geral, as cinzas oriundas de tratamento
químico da casca apresentam maior percentual de sílica e menor teor de álcalis. Em uma
das cinzas produzidas por SOUZA et al. (2000) foi observado o mais elevado teor de
sílica, 99,69% e, portanto, com baixíssimos percentuais de impurezas.
2.4.1.2.3 Tratamento da Casca de Arroz por Ataque Microbiológico
Este tratamento visa obter sílica da casca de arroz por desagregação da mesma por
ataque microbiológico, empregando fungos, a temperatura ambiente e sem necessidade
de queima posterior (SOUZA et al., 2000 apud POUEY, 2006).
2.4.1.3 Características da Cinza de Casca de Arroz
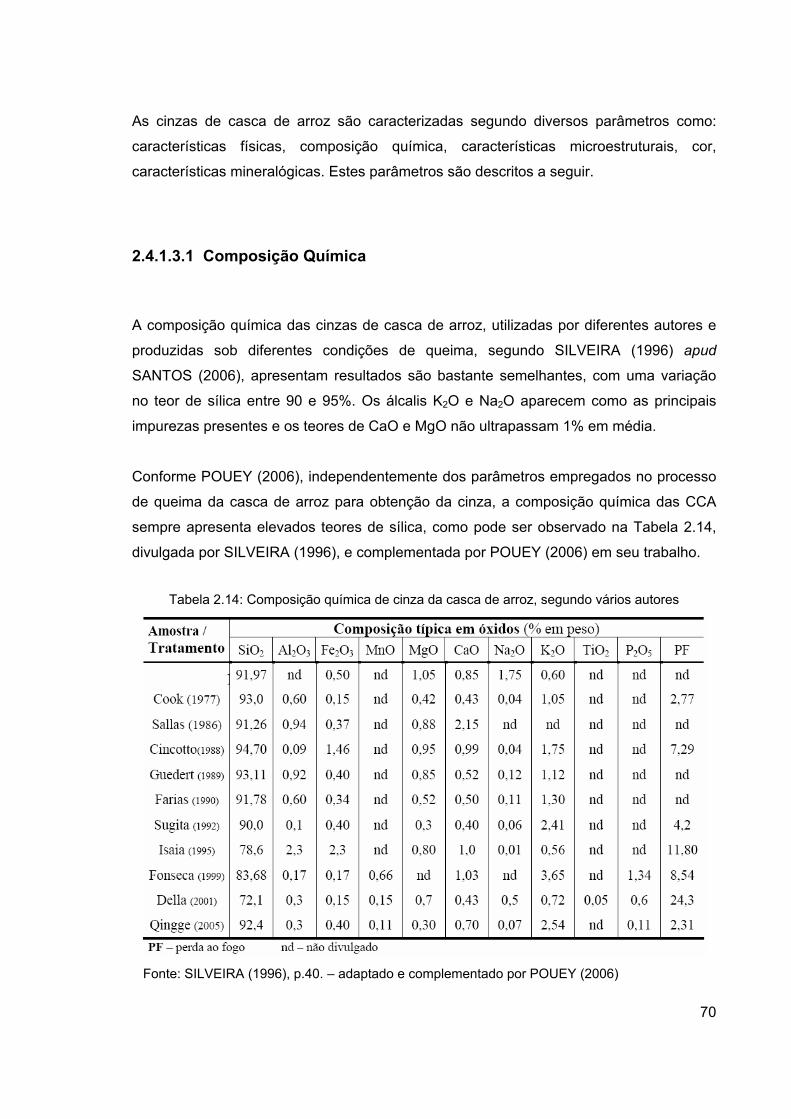
70
As cinzas de casca de arroz são caracterizadas segundo diversos parâmetros como:
características físicas, composição química, características microestruturais, cor,
características mineralógicas. Estes parâmetros são descritos a seguir.
2.4.1.3.1 Composição Química
A composição química das cinzas de casca de arroz, utilizadas por diferentes autores e
produzidas sob diferentes condições de queima, segundo SILVEIRA (1996) apud
SANTOS (2006), apresentam resultados são bastante semelhantes, com uma variação
no teor de sílica entre 90 e 95%. Os álcalis K2O e Na2O aparecem como as principais
impurezas presentes e os teores de CaO e MgO não ultrapassam 1% em média.
Conforme POUEY (2006), independentemente dos parâmetros empregados no processo
de queima da casca de arroz para obtenção da cinza, a composição química das CCA
sempre apresenta elevados teores de sílica, como pode ser observado na Tabela 2.14,
divulgada por SILVEIRA (1996), e complementada por POUEY (2006) em seu trabalho.
Tabela 2.14: Composição química de cinza da casca de arroz, segundo vários autores
Fonte: SILVEIRA (1996), p.40. – adaptado e complementado por POUEY (2006)
71
As características da cinza de casca de arroz variam conforme a origem do arroz.
Segundo MEHTA (1994) apud POUEY (2006), cinzas obtidas a partir de casca de arroz
de diferentes origens, embora queimadas com controle de combustão e pelo mesmo
método, apresentaram características diferentes.
Conforme pode ser observado na Tabela 2.14, a sílica é o elemento constituinte com
maior percentual, variando de 72,1 a 94,7%. De acordo com POUEY (2006), os baixos
teores de sílica, por exemplo, 72,1 e 78,6%, se refletem no elevado percentual de perda
ao fogo, respectivamente 24,3 e 11,8% e não num acréscimo significativo nas impurezas.
Isto indica que são cinzas mal queimadas com grande quantidade de carbono residual.
2.4.1.3.2 Características Mineralógicas
Apesar do tempo de queima e da temperatura, durante o processo de obtenção de cinza
de casca de arroz, pouco influenciarem na sua composição química, a sua estrutura
mineralógica sofre influência determinante. Uma análise da composição mineralógica de
cinzas obtidas sob diferentes temperaturas de queima mostra que a estrutura da sílica,
contida na cinza de casca de arroz, é afetada pelo processo de queima (tempo e
temperatura). (COOK et al., 1976; DASS, 1983; FERREIRA, 1996; HAMAD e KHATTAB,
1981; JAMES E RAO, 1986; MEHTA E PITT, 1977; apud POUEY, 2006).
HAMAD e KHATTAB (1981) apud POUEY (2006) estudaram o efeito do processo de
combustão na estrutura da sílica proveniente da CCA. Em sua pesquisa empregaram
casca de arroz proveniente do Egito e temperatura de combustão variando entre 500°C e
1150°C. Ensaios de difratogramas de raios-X de cinzas de casca de arroz, obtidas nas
temperaturas estudadas, mostraram que as cinzas produzidas com temperaturas
relativamente baixas (500°C a 600°C) apresentaram sílica em estado amorfo. A 800°C foi
detectada cristobalita e, a 1150°C, cristobalita e tridimita.
Outro fator, estudado por HAMAD e KHATTAB (1981) apud POUEY (2006), que também
influencia a estrutura da sílica, é a taxa de fluxo de ar no processo de combustão.
Baseados nos resultados de ensaios de difratogramas de raios-X de CCA, obtidas com
diferentes taxas de fluxo de ar, os autores concluíram que com baixas taxas ocorre sílica
72
amorfa, com moderadas taxas foi detectada a presença de quartzo e com altas taxas de
fluxo de ar, a cristobalita foi observada.
Em relação à técnica empregada para caracterizar, sob o aspecto mineralógico, a cinza
de casca de arroz, a difração de raios-X é bastante utilizada, embora sua avaliação seja
qualitativa. O método químico é outra técnica que pode ser utilizada, possuindo a
vantagem de ser um ensaio de menor custo (VIEIRA et al., 2005 apud POUEY, 2006).
2.4.1.3.3 Cor das Cinzas de Casca de Arroz
A cor da cinza de casca de arroz, segundo SANTOS (2006), está associada à presença
de impurezas, ao processo de combustão e às transformações estruturais ocorridas no
material, decorrentes da variação da temperatura de queima.
A cinza de casca de arroz, em geral, resulta em cor que varia do cinza ao preto, devido à
presença de impurezas inorgânicas junto ao carbono não queimado, ou ainda branco-
rosada. Temperaturas de queima elevadas e longo tempo de exposição geram cinzas
branco-rosadas, o que indica a presença de sílica na forma cristalina (BOATENG e
SKEETE, 1990 apud POUEY, 2006).
A remoção do carbono não queimado por uma nova queima a elevadas temperaturas
(>700ºC) leva à cristalização da sílica amorfa em cristobalita e tridimita (JONES apud
KRISHNARAO et al., 2001 apud POUEY, 2006). Cristobalita é o produto cristalizado
obtido da sílica sem adições, enquanto tridimita é a forma cristalizada da sílica carregada
com cátions K+. (POUEY, 2006).
De acordo com POUEY (2006), o carbono não queimado não pode ser removido por
oxidação por que está fixado com a sílica. Essa fixação do carbono à cinza de casca de
arroz é acelerada pelo potássio (maior impureza presente na casca de arroz). O óxido de
potássio dissocia-se quando aquecido a 350ºC formando potássio metálico, cujo ponto de
fusão é 64ºC. O Potássio na casca de arroz atua como fundente e acelera a cristalização
da sílica amorfa na forma de cristobalita.
73
A presença de partículas escuras (pretas) na CCA é devida ao carbono fixo
(KRISHNARAO et al, 2001 apud POUEY, 2006). Isto acontece devido à superfície
fundente da sílica em presença de impureza K2O. No tratamento ácido, a impureza é
removida e daí, não aparece carbono na cinza. Em amostras não tratadas, aquecidas
rapidamente, não há oxidação do carbono, mas a superfície fundente ocorre, resultando
grande quantidade de partículas pretas. O aquecimento lento permite a oxidação do
carbono antes de ocorrer uma fusão incipiente, que levaria a uma cinza com partículas
pretas. Contudo, segundo os autores, em temperatura baixa (400ºC) a oxidação do
carbono na casca de arroz tratada é vagarosa. Por exemplo: casca de arroz tratada com
HCl e, depois, queimada por 16 horas a 400ºC, resultou numa cinza razoavelmente clara,
pois a oxidação do carbono foi lenta.
Segundo, JAMES e RAO (1986-2) apud POUEY (2006), as cores das cinzas obtidas em
seu experimento, variaram: preto, marrom, marrom claro, aproximadamente branco a
branco. Tais colorações verificaram-se em cinzas obtidas a partir da queima da casca de
arroz a temperaturas que variaram de 300ºC a 900ºC, por tempo que variou de 1 a 30
horas. Cinzas brancas foram obtidas a partir de temperatura de 400ºC, por 12 horas.
2.4.1.3.4 Características Físicas
As características físicas usualmente determinadas para a CCA são: massa específica,
tamanho das partículas, área superficial, distribuição granulométrica, umidade e perda ao
fogo.
Como exemplo, na Tabela 2.15 são apresentadas medidas de área superficial e massa
específica, obtidas por AGOPYAN (1991) apud POUEY (2006) para uma CCA
proveniente de São Paulo, e por HOPPE et al. (2005) apud POUEY (2006) para CCA
proveniente de usina termelétrica, com queima controlada, do Rio Grande do Sul.
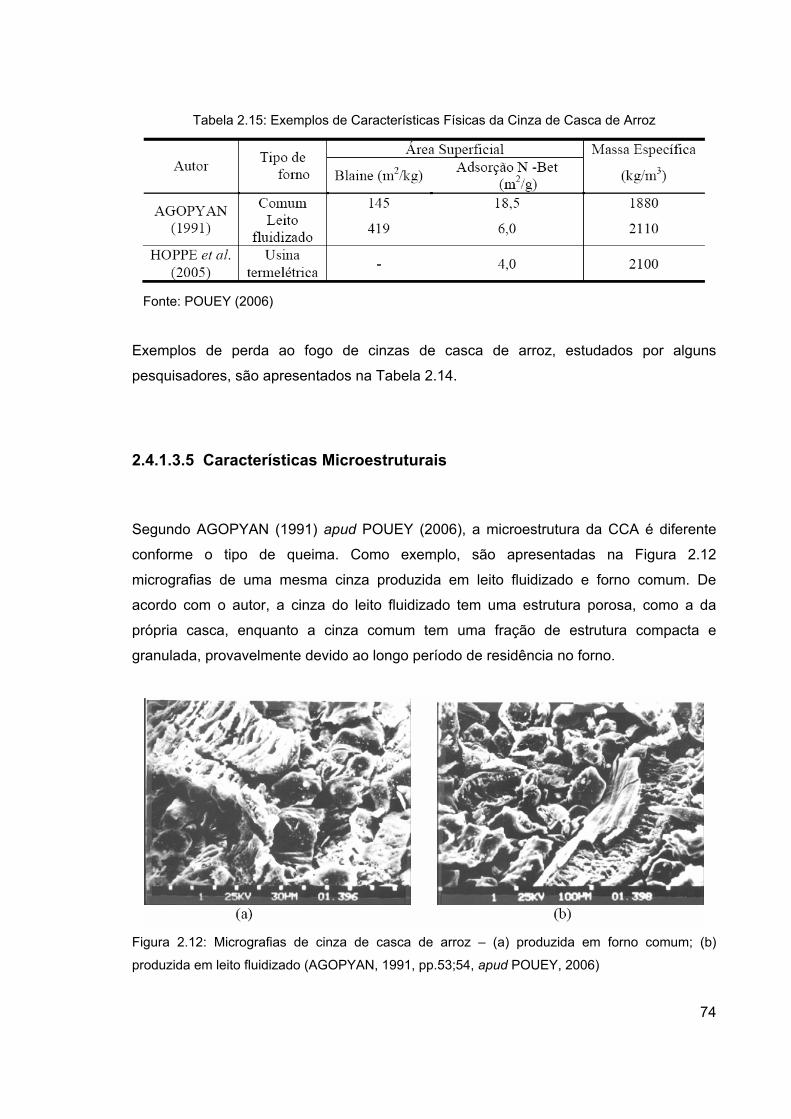
74
Tabela 2.15: Exemplos de Características Físicas da Cinza de Casca de Arroz
Fonte: POUEY (2006)
Exemplos de perda ao fogo de cinzas de casca de arroz, estudados por alguns
pesquisadores, são apresentados na Tabela 2.14.
2.4.1.3.5 Características Microestruturais
Segundo AGOPYAN (1991) apud POUEY (2006), a microestrutura da CCA é diferente
conforme o tipo de queima. Como exemplo, são apresentadas na Figura 2.12
micrografias de uma mesma cinza produzida em leito fluidizado e forno comum. De
acordo com o autor, a cinza do leito fluidizado tem uma estrutura porosa, como a da
própria casca, enquanto a cinza comum tem uma fração de estrutura compacta e
granulada, provavelmente devido ao longo período de residência no forno.
Figura 2.12: Micrografias de cinza de casca de arroz – (a) produzida em forno comum; (b)
produzida em leito fluidizado (AGOPYAN, 1991, pp.53;54, apud POUEY, 2006)
75
2.4.1.4 Tratamentos da Cinza de Casca de Arroz
Este item aborda os tratamentos térmicos e físicos aplicados à cinza de casca de arroz,
visando obter: sílica ativa, cinza de casca de arroz de cor clara, incrementar a atividade
pozolânica do material, além de se avaliar a combinação entre eles. Esta revisão foi
baseada nos trabalhos de POUEY (2006) e SANTOS (2006).
2.4.1.4.1 Tratamento Térmico
Segundo JAMES e RAO (1986-2) apud POUEY (2006), cinzas produzidas a partir da
queima da casca de arroz a baixas temperaturas e posteriormente aquecidas a altas
temperaturas, assemelham-se a cinzas produzidas diretamente a altas temperaturas. Da
mesma forma, uma cinza obtida a uma dada temperatura em t horas ou obtida em vários
intervalos que totalizem o mesmo tempo t, na mesma temperatura, terão características
mineralógicas semelhantes. (POUEY, 2006).
DELLA (2001) apud POUEY (2006) aplicou tratamento térmico em CCA residual
proveniente do Estado de Santa Catarina com o objetivo de obter sílica ativa a partir
deste processamento. Amostras de cinza foram queimadas a temperaturas de 400, 500,
600 e 700ºC, por períodos de 1, 3 e 6 horas. A redução do teor de carbono ficou
evidenciada pela constatação de mudança da coloração das amostras tratadas. As
modificações na cor foram influenciadas pelas diferentes temperaturas e tempos de
queima: quanto maiores o tempo e a temperatura, mais claras ficaram as cinzas. As
amostras sem tratamento apresentavam-se amorfas e, após os tratamentos térmicos
aplicados, permaneceram amorfas, inclusive aquelas submetidas a 700ºC. (POUEY,
2006).
YAMAMOTHO e LAKHO (1982) apud SANTOS (2006), apresentaram formas de se obter
a cinza de casca de arroz com alta reatividade e custo reduzido. A partir da queima da
casca realizada em mufla, em diferentes temperaturas e tempos de exposição, com e
sem suprimento de ar durante o processo, bem como diferentes formas de resfriamento,
os autores obtiveram cinzas com diferentes reatividades e teores de carbono. As cinzas
76
com melhores resultados foram aquelas produzidas em temperaturas mais baixas, cujo
resfriamento à temperatura ambiente tenha se dado instantaneamente após a queima e
que tenha recebido suprimento de ar constante durante o processo de queima.
Conforme descreve SANTOS (2006), o material assim produzido foi praticamente todo de
cor clara, com uma fina camada de material escuro na parte inferior da porção queimada.
Separando a parte clara da escura, os autores concluíram que a porção isenta de
carbono responde por uma parcela maior de reatividade do material.
Nas mesmas condições, porém sem o suprimento de ar constante durante o processo de
queima, a CCA obtida foi de cor escura, com alto teor de carbono. Em um processo
chamado de requeima, por um período de uma hora, com suprimento de ar, a CCA
originalmente escura, foi clareada com sucesso. Os resultados de ensaio dos materiais
apontaram que a CCA com baixo teor de carbono é mais reativa que aquela com alto teor
de carbono, indicando que, ao contrário do que defende MEHTA (1977) apud SANTOS
(2006), e mais recentemente POUEY (2006), o carbono livre presente pode ser
prejudicial à reatividade da CCA em compostos à base de cimento Portland, conforme é
evidenciado na Figura 2.13.
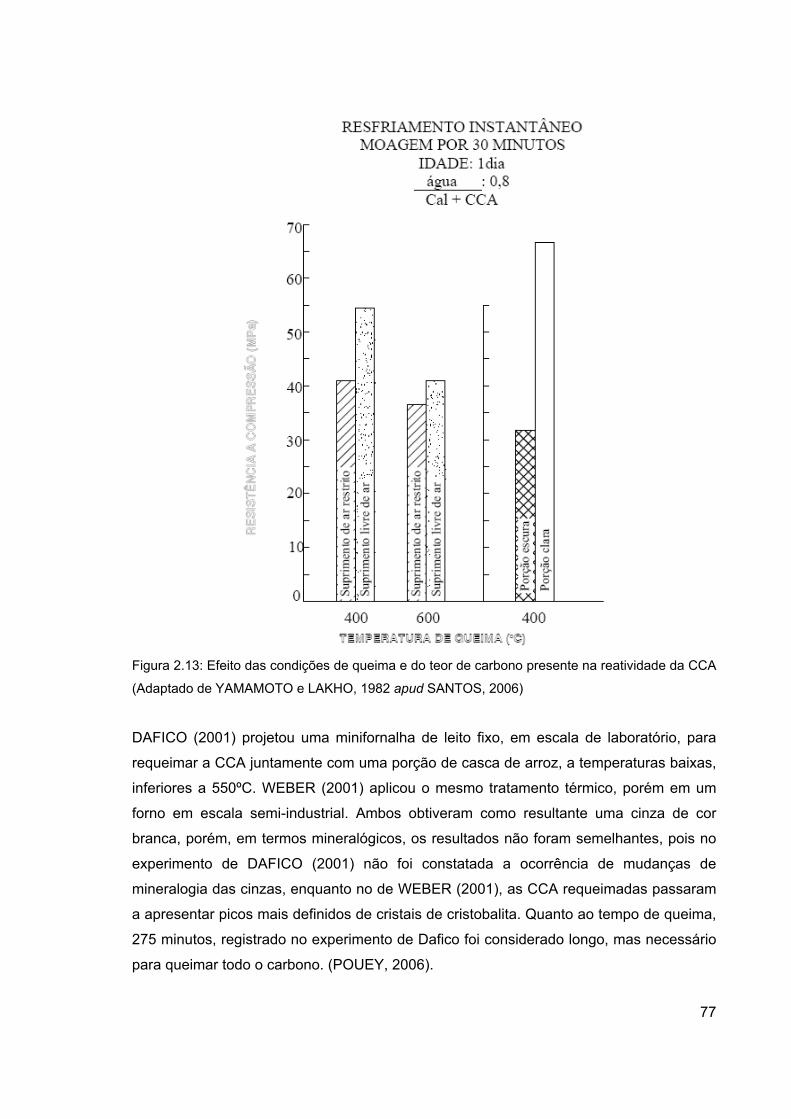
77
Figura 2.13: Efeito das condições de queima e do teor de carbono presente na reatividade da CCA
(Adaptado de YAMAMOTO e LAKHO, 1982 apud SANTOS, 2006)
DAFICO (2001) projetou uma minifornalha de leito fixo, em escala de laboratório, para
requeimar a CCA juntamente com uma porção de casca de arroz, a temperaturas baixas,
inferiores a 550ºC. WEBER (2001) aplicou o mesmo tratamento térmico, porém em um
forno em escala semi-industrial. Ambos obtiveram como resultante uma cinza de cor
branca, porém, em termos mineralógicos, os resultados não foram semelhantes, pois no
experimento de DAFICO (2001) não foi constatada a ocorrência de mudanças de
mineralogia das cinzas, enquanto no de WEBER (2001), as CCA requeimadas passaram
a apresentar picos mais definidos de cristais de cristobalita. Quanto ao tempo de queima,
275 minutos, registrado no experimento de Dafico foi considerado longo, mas necessário
para queimar todo o carbono. (POUEY, 2006).
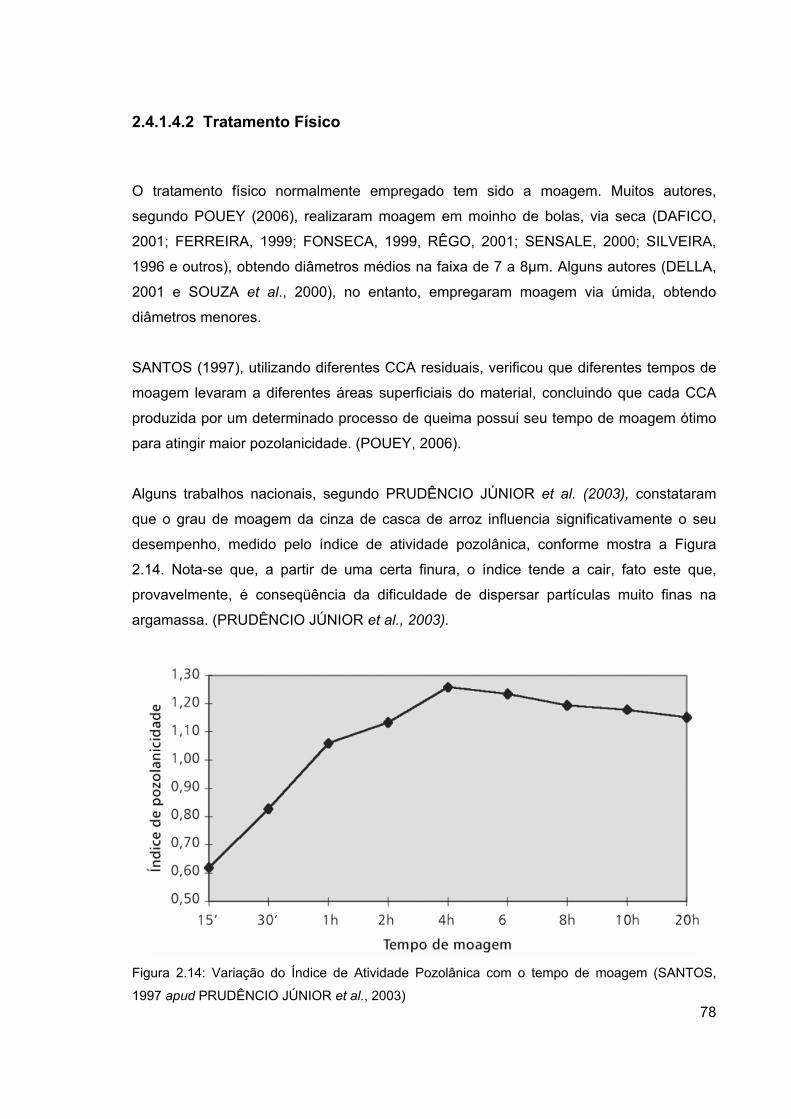
78
2.4.1.4.2 Tratamento Físico
O tratamento físico normalmente empregado tem sido a moagem. Muitos autores,
segundo POUEY (2006), realizaram moagem em moinho de bolas, via seca (DAFICO,
2001; FERREIRA, 1999; FONSECA, 1999, RÊGO, 2001; SENSALE, 2000; SILVEIRA,
1996 e outros), obtendo diâmetros médios na faixa de 7 a 8µm. Alguns autores (DELLA,
2001 e SOUZA et al., 2000), no entanto, empregaram moagem via úmida, obtendo
diâmetros menores.
SANTOS (1997), utilizando diferentes CCA residuais, verificou que diferentes tempos de
moagem levaram a diferentes áreas superficiais do material, concluindo que cada CCA
produzida por um determinado processo de queima possui seu tempo de moagem ótimo
para atingir maior pozolanicidade. (POUEY, 2006).
Alguns trabalhos nacionais, segundo PRUDÊNCIO JÚNIOR et al. (2003), constataram
que o grau de moagem da cinza de casca de arroz influencia significativamente o seu
desempenho, medido pelo índice de atividade pozolânica, conforme mostra a Figura
2.14. Nota-se que, a partir de uma certa finura, o índice tende a cair, fato este que,
provavelmente, é conseqüência da dificuldade de dispersar partículas muito finas na
argamassa. (PRUDÊNCIO JÚNIOR et al., 2003).
Figura 2.14: Variação do Índice de Atividade Pozolânica com o tempo de moagem (SANTOS,
1997 apud PRUDÊNCIO JÚNIOR et al., 2003)
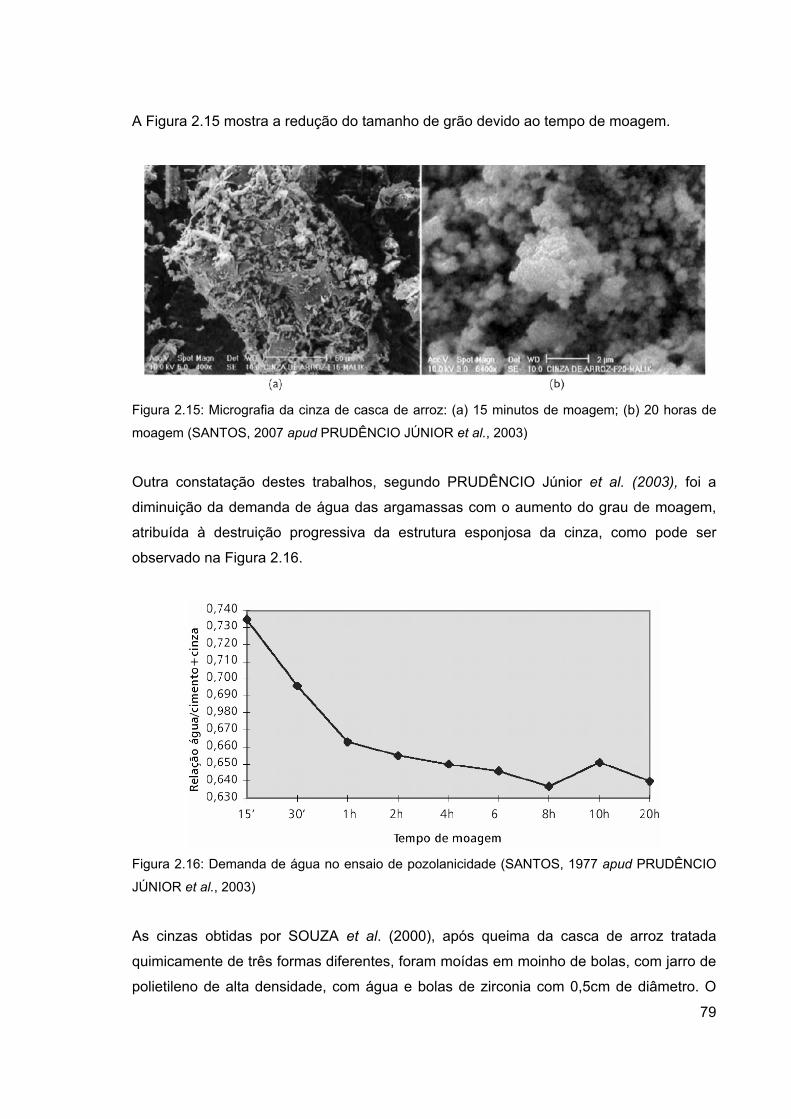
79
A Figura 2.15 mostra a redução do tamanho de grão devido ao tempo de moagem.
Figura 2.15: Micrografia da cinza de casca de arroz: (a) 15 minutos de moagem; (b) 20 horas de
moagem (SANTOS, 2007 apud PRUDÊNCIO JÚNIOR et al., 2003)
Outra constatação destes trabalhos, segundo PRUDÊNCIO Júnior et al. (2003), foi a
diminuição da demanda de água das argamassas com o aumento do grau de moagem,
atribuída à destruição progressiva da estrutura esponjosa da cinza, como pode ser
observado na Figura 2.16.
Figura 2.16: Demanda de água no ensaio de pozolanicidade (SANTOS, 1977 apud PRUDÊNCIO
JÚNIOR et al., 2003)
As cinzas obtidas por SOUZA et al. (2000), após queima da casca de arroz tratada
quimicamente de três formas diferentes, foram moídas em moinho de bolas, com jarro de
polietileno de alta densidade, com água e bolas de zirconia com 0,5cm de diâmetro. O
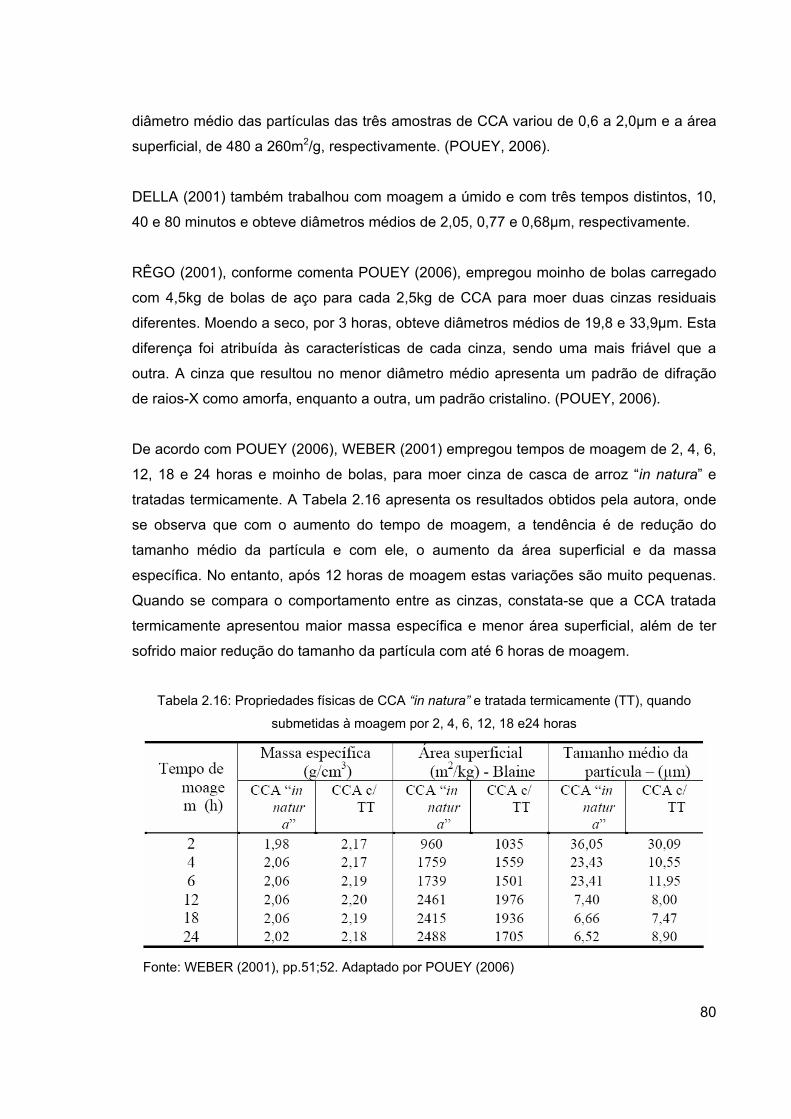
80
diâmetro médio das partículas das três amostras de CCA variou de 0,6 a 2,0µm e a área
superficial, de 480 a 260m2/g, respectivamente. (POUEY, 2006).
DELLA (2001) também trabalhou com moagem a úmido e com três tempos distintos, 10,
40 e 80 minutos e obteve diâmetros médios de 2,05, 0,77 e 0,68µm, respectivamente.
RÊGO (2001), conforme comenta POUEY (2006), empregou moinho de bolas carregado
com 4,5kg de bolas de aço para cada 2,5kg de CCA para moer duas cinzas residuais
diferentes. Moendo a seco, por 3 horas, obteve diâmetros médios de 19,8 e 33,9µm. Esta
diferença foi atribuída às características de cada cinza, sendo uma mais friável que a
outra. A cinza que resultou no menor diâmetro médio apresenta um padrão de difração
de raios-X como amorfa, enquanto a outra, um padrão cristalino. (POUEY, 2006).
De acordo com POUEY (2006), WEBER (2001) empregou tempos de moagem de 2, 4, 6,
12, 18 e 24 horas e moinho de bolas, para moer cinza de casca de arroz “in natura” e
tratadas termicamente. A Tabela 2.16 apresenta os resultados obtidos pela autora, onde
se observa que com o aumento do tempo de moagem, a tendência é de redução do
tamanho médio da partícula e com ele, o aumento da área superficial e da massa
específica. No entanto, após 12 horas de moagem estas variações são muito pequenas.
Quando se compara o comportamento entre as cinzas, constata-se que a CCA tratada
termicamente apresentou maior massa específica e menor área superficial, além de ter
sofrido maior redução do tamanho da partícula com até 6 horas de moagem.
Tabela 2.16: Propriedades físicas de CCA “in natura” e tratada termicamente (TT), quando
submetidas à moagem por 2, 4, 6, 12, 18 e24 horas
Fonte: WEBER (2001), pp.51;52. Adaptado por POUEY (2006)
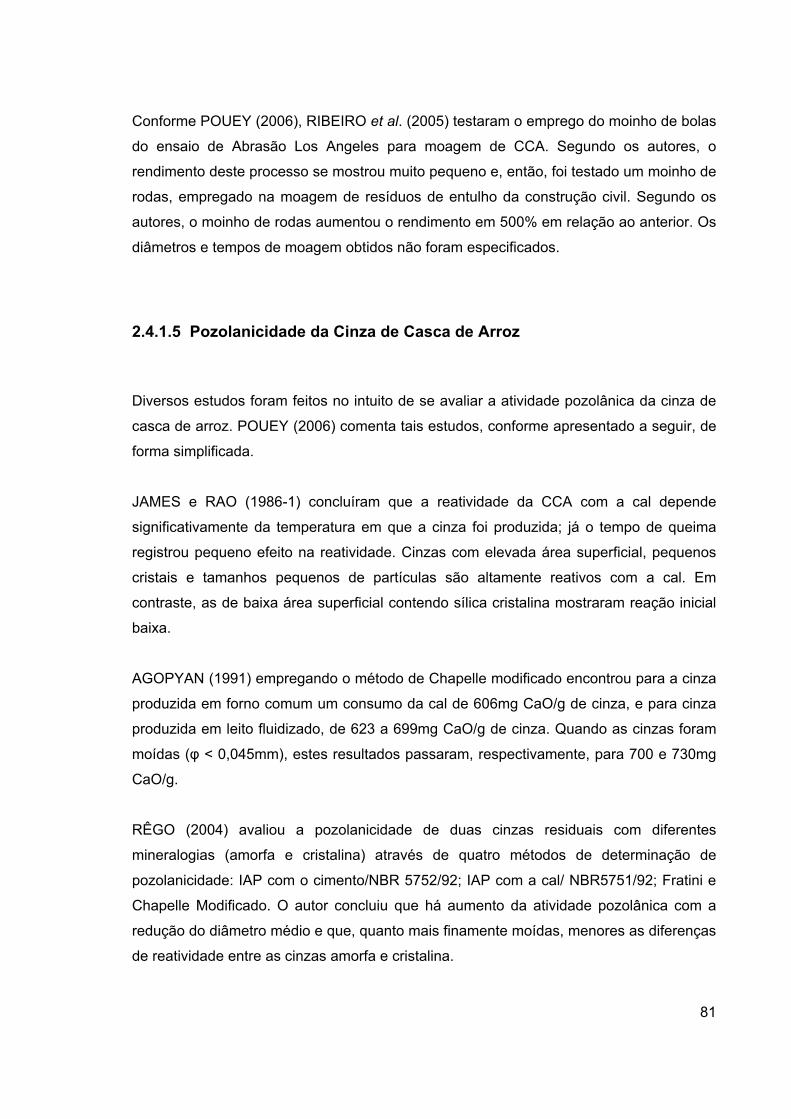
81
Conforme POUEY (2006), RIBEIRO et al. (2005) testaram o emprego do moinho de bolas
do ensaio de Abrasão Los Angeles para moagem de CCA. Segundo os autores, o
rendimento deste processo se mostrou muito pequeno e, então, foi testado um moinho de
rodas, empregado na moagem de resíduos de entulho da construção civil. Segundo os
autores, o moinho de rodas aumentou o rendimento em 500% em relação ao anterior. Os
diâmetros e tempos de moagem obtidos não foram especificados.
2.4.1.5 Pozolanicidade da Cinza de Casca de Arroz
Diversos estudos foram feitos no intuito de se avaliar a atividade pozolânica da cinza de
casca de arroz. POUEY (2006) comenta tais estudos, conforme apresentado a seguir, de
forma simplificada.
JAMES e RAO (1986-1) concluíram que a reatividade da CCA com a cal depende
significativamente da temperatura em que a cinza foi produzida; já o tempo de queima
registrou pequeno efeito na reatividade. Cinzas com elevada área superficial, pequenos
cristais e tamanhos pequenos de partículas são altamente reativos com a cal. Em
contraste, as de baixa área superficial contendo sílica cristalina mostraram reação inicial
baixa.
AGOPYAN (1991) empregando o método de Chapelle modificado encontrou para a cinza
produzida em forno comum um consumo da cal de 606mg CaO/g de cinza, e para cinza
produzida em leito fluidizado, de 623 a 699mg CaO/g de cinza. Quando as cinzas foram
moídas (φ < 0,045mm), estes resultados passaram, respectivamente, para 700 e 730mg
CaO/g.
RÊGO (2004) avaliou a pozolanicidade de duas cinzas residuais com diferentes
mineralogias (amorfa e cristalina) através de quatro métodos de determinação de
pozolanicidade: IAP com o cimento/NBR 5752/92; IAP com a cal/ NBR5751/92; Fratini e
Chapelle Modificado. O autor concluiu que há aumento da atividade pozolânica com a
redução do diâmetro médio e que, quanto mais finamente moídas, menores as diferenças
de reatividade entre as cinzas amorfa e cristalina.

82
Em termos de resistência à compressão, QINGGE et al. (2004) ensaiaram corpos-de-
prova de argamassa, com 10% de substituição, em massa, por CCA e CCA tratada. Os
autores ressaltam o significativo acréscimo de resistência obtido pela argamassa com
CCA tratada em relação à de referencia, justificando tal comportamento devido ao
elevado percentual de sílica amorfa, alta área superficial e alta atividade pozolânica. Em
relação à CCA não tratada, o comportamento é o mesmo, no entanto, o acréscimo é
inferior ao da CCA tratada, mas superior ao de referência.
2.4.2 Metacaulim
2.4.2.1 Histórico
Antes do surgimento do cimento Portland, em 1824, argamassas e concretos eram
produzidos usando-se uma mistura de materiais pozolânicos e cal. Solos argilosos
calcinados, na forma de fragmento de materiais cerâmicos moídos, foram as primeiras
pozolanas artificiais e, misturados à cal, constituíram, há cerca de 3600 anos, o primeiro
cimento hidráulico produzido pelo homem. (COOK, 1986 apud FARIAS FILHO et al.,
2000).
De acordo com SOUZA e DAL MOLIN (2002), apesar dos estudos com relação ao
metacaulim no concreto serem recentes, o seu emprego como material pozolânico
precede ao uso do cimento, visto que a calcinação de argilas cauliníticas era a principal
fonte deste tipo de material. Segundo PAPADIKIS e VENUAT (1968) apud SOUZA e DAL
MOLIN (2002), os romanos utilizavam um material pozolânico proveniente da moagem de
telhas e de tijolos cerâmicos em locais onde não havia a disponibilidade de tufos e cinzas
vulcânicas.
No Brasil, várias cimenteiras produziram, no período entre 1975 e 1982, cimentos
pozolânicos, com incorporação de argila calcinada mas, após esse período, por razões
econômicas, poucas fábricas passaram a produzir cimento com esse tipo de adição. Em
geral, observa-se o emprego das pozolanas disponíveis regionalmente; assim, as
83
unidades do sul do país usam cinzas volantes, as do sudeste escória de alto-forno, as do
nordeste e norte pozolanas naturais e argilas calcinadas (ZAMPIERE, 1989 e BARATA,
1998 apud FARIAS FILHO et al., 2000).
Entretanto tem-se observado nos últimos anos interesse crescente no uso da
metacaulinita e de outros aditivos minerais, como substitutos parciais do cimento Portland
para a produção de concretos e argamassas de alto desempenho, em função dos
benefícios que essas adições podem trazer.
No caso das argilas calcinadas, as mais utilizadas para a produção de pozolana são as
caulinitas, montmorilonitas e as ilitas, de acordo com SOUZA SANTOS (1992) apud
OLIVEIRA et al. (2004). O aproveitamento da argila caulinítica calcinada (metacaulinita)
como uma adição pozolânica para argamassas e concreto tem-se popularizado nos
últimos anos (A. SHVARZMAN et al. 2003 apud OLIVEIRA et al., 2004).
2.4.2.2 Considerações Gerais
De acordo com SOUZA e DAL MOLIN (2002), para que a argila caulinítica possa
desenvolver a atividade pozolânica, existe a necessidade que a mesma sofra um
processo de calcinação em temperaturas entre 500ºC e 800ºC, e posteriormente a
moagem, visando diminuição da sua granulometria. Quando o processo de moagem
reduz o tamanho das partículas a valores inferiores a 5µm, constata-se uma excelente
atividade pozolânica, sendo denominado por alguns autores como metacaulim de alta
reatividade. (SOUZA e DAL MOLIN, 2002).
O Metacaulim de Alta Reatividade é uma das adições minerais mais eficazes na
obtenção de concretos de alto desempenho (DING e LI, 2002 apud ROCHA, 2005).
SOUZA e DAL MOLIN (2002) investigaram o comportamento pozolânico do Metacaulim
obtido a partir de dois tipos de argilas cauliníticas. Em função da variabilidade decorrente
da natureza e da finura da argila empregada, os fatores relacionados à calcinação, como
temperatura e tempo de queima, e os fatores relacionados à moagem, como tempo e tipo
de moinho, passam a ter uma grande importância, visando a garantia da pozolanicidade
das argilas, quando calcinadas a baixas temperaturas. (SOUZA e DAL MOLIN, 2002).
84
A argila caulinítica beneficiada, também conhecida por caulinita ou simplesmente caulim,
na forma como é encontrada na natureza, é essencialmente um silicato de alumínio
hidratado, representada por Al2Si2O5(OH)4 (ROCHA, 2005). Após ser calcinado a
temperaturas adequadas, o caulim perde a grande maioria dos radicais OH- e passa a
ser um silicato de alumínio no estado amorfo, quimicamente instável, altamente reativo
com os compostos do cimento Portland, principalmente o hidróxido de cálcio - Ca(OH)2. A
reação entre a sílica e a alumina do Metacaulim com o hidróxido de cálcio (CH), forma
um hidrosilicato de cálcio (C-S-H) e um hidroaluminosilicato do cálcio (essencialmente
gelenita - – C2ASH
8) (JIAN-TONG et al., 2002 apud GLEIZE et al., 2006).
Estas reações químicas ocorrem após as reações primárias da pasta de cimento e água,
e são responsáveis pelo aumento do desempenho mecânico e durabilidade do concreto,
melhorando suas características físicas e resistência química ao ataque de substâncias
agressivas presentes na natureza. (HELENE e MEDEIROS, 2004 apud ROCHA, 2005).
Para uso em concretos e produtos à base de cimento Portland, o Metacaulim precisa ter
certas características físicas e químicas que o diferem de outros tipos de Metacaulim
utilizados em outras aplicações tais como na indústria de materiais refratários e químicos.
É necessário que o Metacaulim possua reatividade química suficiente com o hidróxido de
cálcio livre presente na pasta de cimento e finura suficiente para proporcionar redução da
porosidade da pasta e conseqüentemente aumento da durabilidade.
2.4.2.3 Caulim
De acordo com ARAÚJO et al. (2006), o caulim é uma rocha de granulometria fina,
geralmente de cor branca e de boa inércia química. Devido às suas características é
amplamente utilizado na indústria, tendo sua principal aplicação na indústria do papel,
sendo também utilizado como matéria prima para produção de Metacaulim, entre outros
como: tintas, cerâmicas, borracha, plásticos, remédios, fibra de vidro, catalisadores,
fertilizantes.
Segundo ROCHA (2005), o caulim, em geral, é obtido através do beneficiamento de
argilas cauliníticas, cujos teores de caulim normalmente situam-se acima de 50%, e
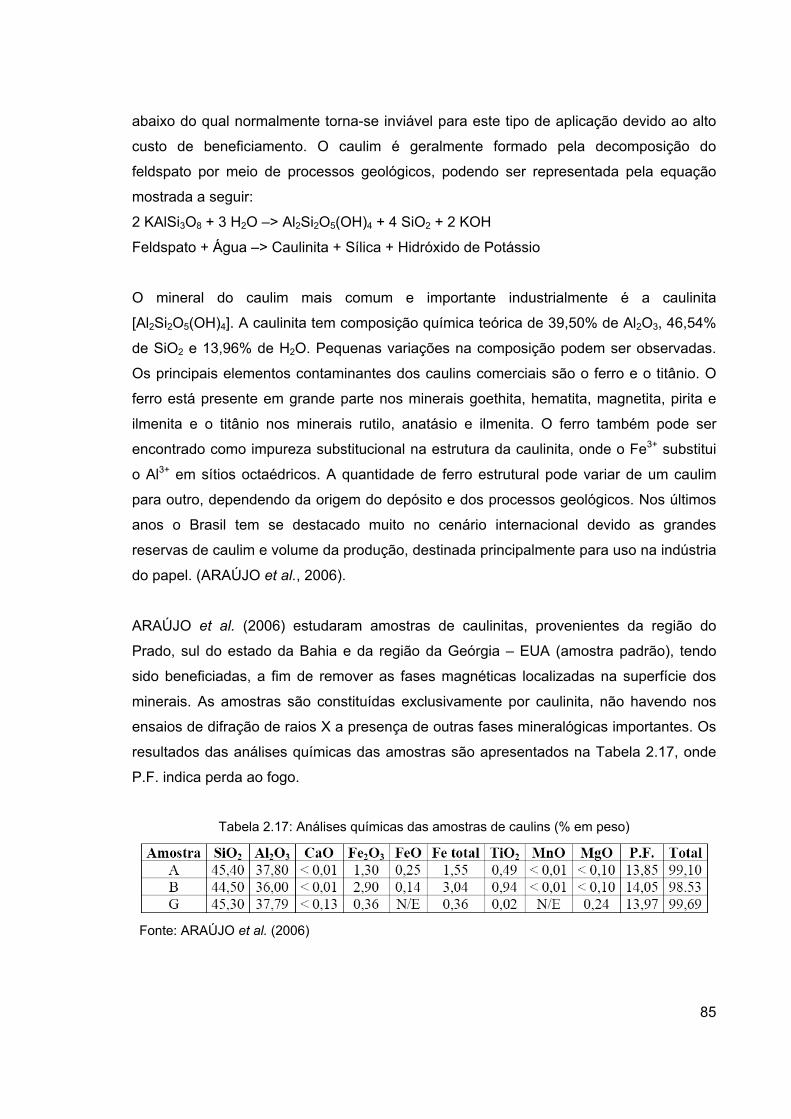
85
abaixo do qual normalmente torna-se inviável para este tipo de aplicação devido ao alto
custo de beneficiamento. O caulim é geralmente formado pela decomposição do
feldspato por meio de processos geológicos, podendo ser representada pela equação
mostrada a seguir:
2 KAlSi3O8 + 3 H2O –> Al2Si2O5(OH)4 + 4 SiO2 + 2 KOH
Feldspato + Água –> Caulinita + Sílica + Hidróxido de Potássio
O mineral do caulim mais comum e importante industrialmente é a caulinita
[Al2Si2O5(OH)4]. A caulinita tem composição química teórica de 39,50% de Al2O3, 46,54%
de SiO2 e 13,96% de H2O. Pequenas variações na composição podem ser observadas.
Os principais elementos contaminantes dos caulins comerciais são o ferro e o titânio. O
ferro está presente em grande parte nos minerais goethita, hematita, magnetita, pirita e
ilmenita e o titânio nos minerais rutilo, anatásio e ilmenita. O ferro também pode ser
encontrado como impureza substitucional na estrutura da caulinita, onde o Fe3+ substitui
o Al3+ em sítios octaédricos. A quantidade de ferro estrutural pode variar de um caulim
para outro, dependendo da origem do depósito e dos processos geológicos. Nos últimos
anos o Brasil tem se destacado muito no cenário internacional devido as grandes
reservas de caulim e volume da produção, destinada principalmente para uso na indústria
do papel. (ARAÚJO et al., 2006).
ARAÚJO et al. (2006) estudaram amostras de caulinitas, provenientes da região do
Prado, sul do estado da Bahia e da região da Geórgia – EUA (amostra padrão), tendo
sido beneficiadas, a fim de remover as fases magnéticas localizadas na superfície dos
minerais. As amostras são constituídas exclusivamente por caulinita, não havendo nos
ensaios de difração de raios X a presença de outras fases mineralógicas importantes. Os
resultados das análises químicas das amostras são apresentados na Tabela 2.17, onde
P.F. indica perda ao fogo.
Tabela 2.17: Análises químicas das amostras de caulins (% em peso)
Fonte: ARAÚJO et al. (2006)
86
2.4.2.4 Obtenção do Metacaulim
O Metacaulim é, em geral, utilizado como adição em concretos e produtos à base de
cimento Portland, que materiais de construção largamente aplicados. Por este motivo, é
importante que o Metacaulim seja produzido em larga escala, para viabilizar seu uso
como adição nas obras em geral, mantendo o nível de qualidade e homogeneidade
sempre alto e dentro dos parâmetros estipulados por norma ou especificação técnica do
usuário.
De um modo geral a produção do Metacaulim, segundo ROCHA (2005), envolve as
seguintes etapas:
- Prospecção de argila caulinítica
- Beneficiamento e eliminação de impurezas
- Secagem
- Calcinação
- Moagem e Micronização (com seleção granulométrica)
Após a avaliação de reservas e prospecção de depósitos de argilas cauliníticas, inicia-se
o processo de lavragem do material nas minas, sendo que a maioria das minas de caulim
do mundo utiliza o método de lavra a céu aberto. Sabe-se, no entanto, que os custos de
produção e as condições de mecânica de rocha desfavoráveis, na maioria das minas de
caulim, tornam o método de lavra subterrânea proibitivo, por razões econômicas.
Depois de ser lavrado, o caulim resultante do desmonte e na forma de suspensão é
coletado por gravidade, em uma cava e desta bombeado para a usina de beneficiamento,
onde é feito inicialmente um beneficiamento preliminar. Este deve garantir uma
composição química mais próxima possível das porcentagens de cada composto, como
mostrado na Tabela 2.18.
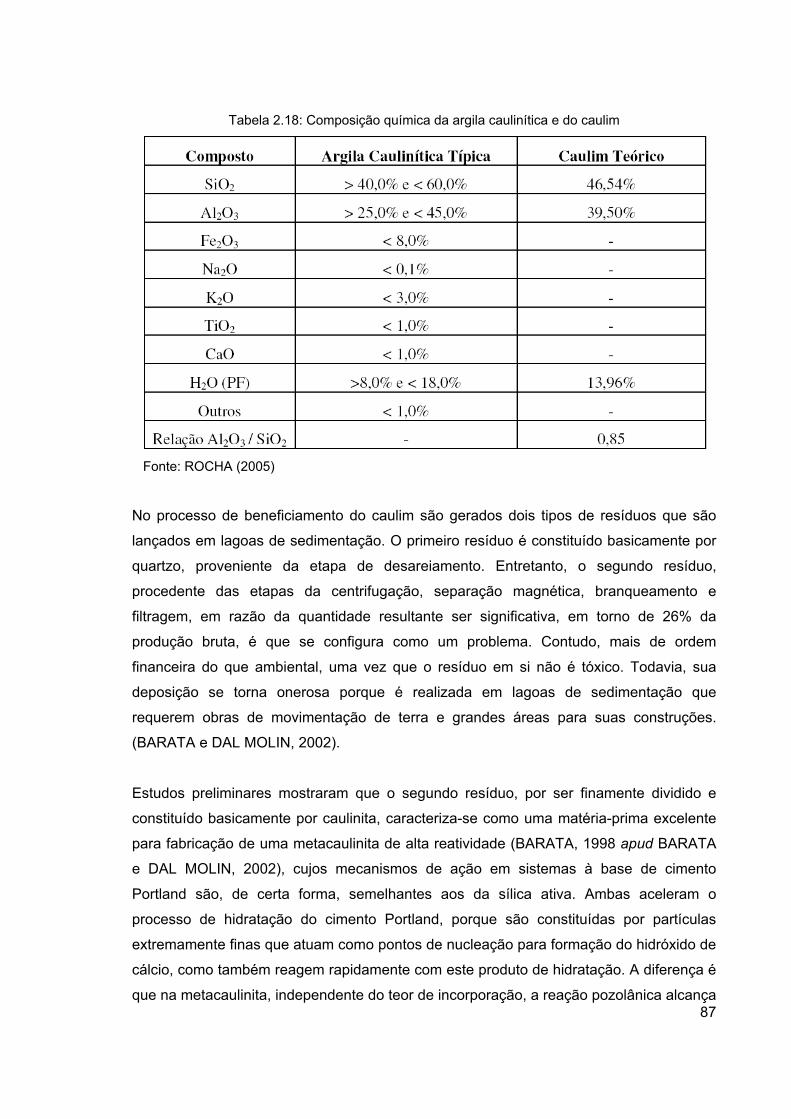
87
Tabela 2.18: Composição química da argila caulinítica e do caulim
Fonte: ROCHA (2005)
No processo de beneficiamento do caulim são gerados dois tipos de resíduos que são
lançados em lagoas de sedimentação. O primeiro resíduo é constituído basicamente por
quartzo, proveniente da etapa de desareiamento. Entretanto, o segundo resíduo,
procedente das etapas da centrifugação, separação magnética, branqueamento e
filtragem, em razão da quantidade resultante ser significativa, em torno de 26% da
produção bruta, é que se configura como um problema. Contudo, mais de ordem
financeira do que ambiental, uma vez que o resíduo em si não é tóxico. Todavia, sua
deposição se torna onerosa porque é realizada em lagoas de sedimentação que
requerem obras de movimentação de terra e grandes áreas para suas construções.
(BARATA e DAL MOLIN, 2002).
Estudos preliminares mostraram que o segundo resíduo, por ser finamente dividido e
constituído basicamente por caulinita, caracteriza-se como uma matéria-prima excelente
para fabricação de uma metacaulinita de alta reatividade (BARATA, 1998 apud BARATA
e DAL MOLIN, 2002), cujos mecanismos de ação em sistemas à base de cimento
Portland são, de certa forma, semelhantes aos da sílica ativa. Ambas aceleram o
processo de hidratação do cimento Portland, porque são constituídas por partículas
extremamente finas que atuam como pontos de nucleação para formação do hidróxido de
cálcio, como também reagem rapidamente com este produto de hidratação. A diferença é
que na metacaulinita, independente do teor de incorporação, a reação pozolânica alcança
88
o seu período máximo entre 7 e 14 dias, enquanto que na sílica ativa, dependendo do
percentual, os efeitos da sua reação pozolânica podem ser significativos por períodos
posteriores (WILD et al., 1995; WILD et al.,1996 apud BARATA e DAL MOLIN, 2002).
O que diferencia o resíduo do beneficiamento do caulim (RBC) dos depósitos naturais de
argila caulinítica são justamente as características mencionadas anteriormente. Enquanto
os depósitos naturais podem possuir quantidades elevadas de quartzo, que reduz a
reatividade da pozolana em razão desse mineral ser uma fase inerte do ponto de vista
pozolânico; o RBC depositado nas lagoas, além de ser extremamente fino, apresenta
percentagens ínfimas de quartzo por causa do desareiamento, etapa do beneficiamento
que separa o quartzo da caulinita. (BARATA e DAL MOLIN, 2002).
Após a secagem do material, parte-se para a etapa de calcinação. O metacaulim pode
ser obtido a partir da calcinação de argilas ricas em caulinitas, da calcinação do caulim
utilizado no branqueamento do papel ou através da moagem de tijolos cerâmicos
(CORDEIRO, 2001 apud MOTA et al., 2006). Entretanto, para se obter um metacaulim de
alta reatividade é necessário a calcinação de argilas que contenham 90% ou mais de
caulinita. Neste processo, normalmente se emprega uma temperatura entre 600ºC e
900ºC, dependendo da natureza do material (ROJAS; CABRERA, 2002, apud MOTA et
al., 2006).
A caulinita é transformada em metacaulinita por meio de um processo de calcinação.
Durante o processo de calcinação da caulinita, ocorre a desidroxilação da mesma, ou
seja, a caulinita perde água de sua estrutura cristalina dando origem a uma estrutura
amorfa, conforme equação abaixo. (MOTHÉ, 2004).
Al2O3.2SiO2.2H2O → Al2O3.2SiO2 + 2H2O ou (AS2H2 → AS2 + 2H)
(caulinita) (metacaulinita) (gás)
Se o processo de calcinação continuar, a elevação da temperatura provoca a evolução
da estrutura amorfa da metacaulinita para uma fase cristalina intermediária chamada
espinélio até a nucleação da mulita, como pode ser observado nas equações abaixo.
(MOTHÉ, 2004).
2.[Al2O3.2SiO2] → 2Al2O3.3SiO2 + 2SiO2
89
(metacaulinita) (espinélio Al:Si)
2Al2O3.3SiO2 → 2.[Al2O3.SiO3] + SiO2
(epinélio Al:Si) (mulita 1:1 + cristobalita)
Segundo CORDEIRO (2001), a desidroxilação da caulinita ocorre em torno de 500°C. A
fase metacaulinita, contendo sílica e alumina em elevado estado de desordem é
responsável pela atividade química. Havendo uma persistência na queima para
temperaturas acima de 900°C ocorre formação de novos compostos cristalinos estáveis,
de menor superfície específica, ocasionando, portanto, uma queda considerável na
atividade da pozolana (SALVADOR, 1985; SOUZA SANTOS, 1989; apud CORDEIRO,
2001).
Os resultados obtidos por MOTHÉ (2004), utilizando amostras de solo do município de
Campos dos Goytacazes, da jazida de Visconde, para produção de metacaulinita,
indicaram que os melhores valores de atividade pozolânica para o material utilizado
foram obtidos entre as temperaturas de 490 e 700ºC, ocorrendo o ápice em 700ºC. Mas,
devido à pequena diferença entre os valores de atividade pozolânica obtidos a 490, 600,
650 e 700ºC, devido à pequena diferença do nível de amorfização das amostras nestas
temperaturas, não seria justificável a produção da metacaulinita, com a matéria-prima
estudada, em temperaturas acima de 490ºC, pois o ganho em desempenho do material
provavelmente não compensaria o maior gasto energético.
A última etapa (moagem) tem por finalidade reduzir o tamanho das partículas de modo a
garantir o nível de reatividade com o cimento Portland.
2.4.2.5 Classificação do Metacaulim
O Metacaulim pode ser classificado em função de sua reatividade, segundo ABREU,
1998, ARAÚJO, et al, 2002, e BALOGH, 1994, apud ROCHA (2005), como de baixa,
média ou alta reatividade. Essa classificação se dá em função do nível de pureza,
identificado pelos ensaios de fluorescência de raios-X, difração de raios-X e EDS (Energy
Dispersive Spectometry), e demais parâmetros como área superficial específica ou perda
ao fogo, determinando a qualidade do Metacaulim. Porém, segundo os mesmos autores,
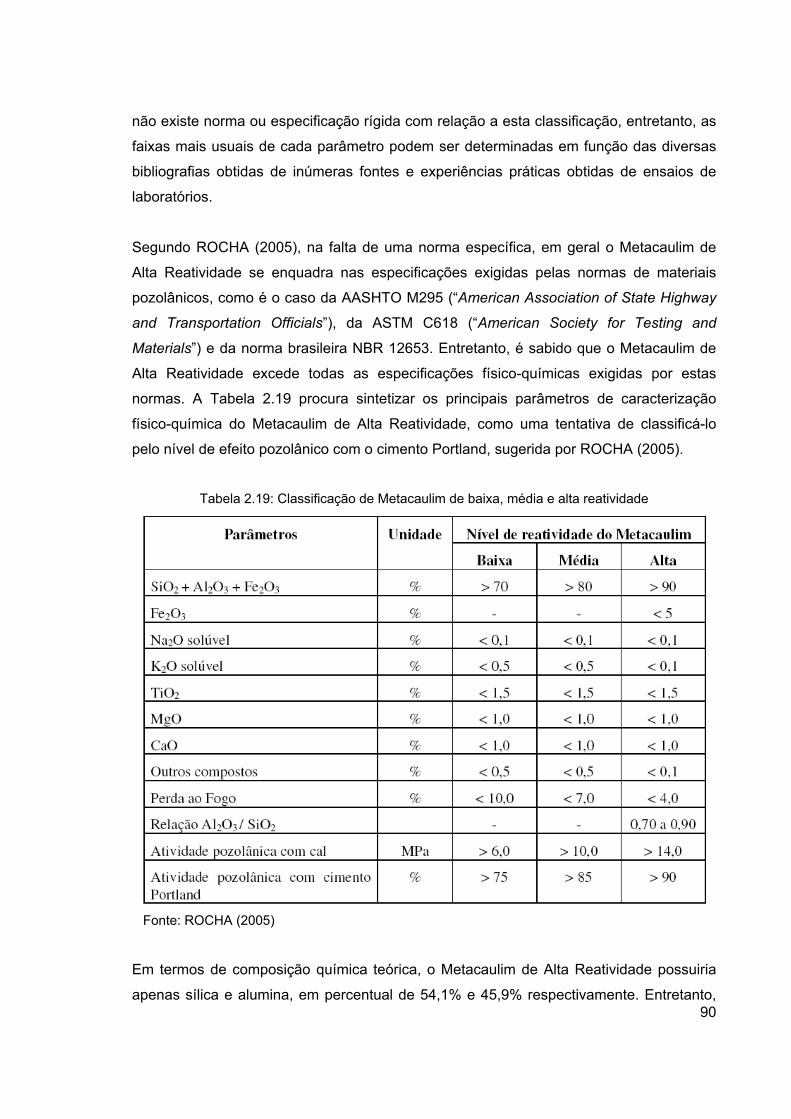
90
não existe norma ou especificação rígida com relação a esta classificação, entretanto, as
faixas mais usuais de cada parâmetro podem ser determinadas em função das diversas
bibliografias obtidas de inúmeras fontes e experiências práticas obtidas de ensaios de
laboratórios.
Segundo ROCHA (2005), na falta de uma norma específica, em geral o Metacaulim de
Alta Reatividade se enquadra nas especificações exigidas pelas normas de materiais
pozolânicos, como é o caso da AASHTO M295 (“American Association of State Highway
and Transportation Officials”), da ASTM C618 (“American Society for Testing and
Materials”) e da norma brasileira NBR 12653. Entretanto, é sabido que o Metacaulim de
Alta Reatividade excede todas as especificações físico-químicas exigidas por estas
normas. A Tabela 2.19 procura sintetizar os principais parâmetros de caracterização
físico-química do Metacaulim de Alta Reatividade, como uma tentativa de classificá-lo
pelo nível de efeito pozolânico com o cimento Portland, sugerida por ROCHA (2005).
Tabela 2.19: Classificação de Metacaulim de baixa, média e alta reatividade
Fonte: ROCHA (2005)
Em termos de composição química teórica, o Metacaulim de Alta Reatividade possuiria
apenas sílica e alumina, em percentual de 54,1% e 45,9% respectivamente. Entretanto,
91
para se alcançar estes valores, o custo de fabricação inviabilizaria sua comercialização
no mercado atual, além de não trazer benefícios significativos se comparado com um
Metacaulim de composição química ligeiramente diferente e com a presença de baixos
teores de impureza. Além disso, é sabido que existem variações mineralógicas dos
caulins, que levam a ligeiras diferenças nas suas composições químicas. (ROCHA,
2005).
2.4.2.6 Reatividade do Metacaulim e o Efeito Pozolânico
O Metacaulim, de acordo com ROCHA (2005), é um material pozolânico, cuja rede
atômica apresenta pouca ou nenhuma organização cristalina, sendo um material
predominantemente amorfo. Em presença do clínquer de cimento Portland, leva à
formação de outros compostos mais estáveis e mais resistentes mecânica e
quimicamente. Seu efeito pozolânico é tão maior quanto maior for sua qualidade e finura,
entretanto as características dos outros componentes da mistura, em especial do cimento
Portland, também têm grande influência na eficácia do Metacaulim. A interação entre o
cimento e o Metacaulim leva à formação de compostos cerâmicos denominados
hidrogarnetos, stratlingita, gelenita e outros (JOHN et al., 2004 e DING e LI, 2002 apud
ROCHA, 2005), representados por fórmulas empíricas do tipo CxASHy ou CxAHy, sendo
x sempre menor do que y, ambos variando de 2 a 16 (BALOGH, 1994 e JOHN et al.,
2004 apud ROCHA, 2005).
O nível de amorfismo (ou vitrificação) do Metacaulim normalmente é um parâmetro
importante na sua classificação quanto ao nível de reatividade com cimento Portland. Em
geral, quanto maior o nível de vitrificação do Metacaulim, maior será o seu desempenho
em termos de reatividade química com o cimento Portland. Entretanto, este parâmetro
não pode ser analisado isoladamente, pois não considera o tamanho médio das
partículas, a área superficial específica do Metacaulim, nem sua composição química,
essenciais na obtenção de alto desempenho nos produtos à base de cimento Portland
(JOHN et al., 2004 apud ROCHA, 2005).
92
É importante salientar que o Metacaulim não forma partículas vítreas identificáveis pelo
microscópio ótico, como é o caso do cimento Portland ou de outros materiais compostos
por óxidos cerâmicos. (ROCHA, 2005).
2.4.2.7 Métodos para Caracterização do Metacaulim
Existem diversos métodos para a caracterização de materiais cerâmicos, aplicáveis
também ao Metacaulim. A seguir, serão mencionadas as técnicas consideradas mais
importantes na determinação dos parâmetros físicos e químicos do Metacaulim.
2.4.2.7.1 Caracterização Química
Fluorescência de raios-X
Segundo ROCHA (2005), é uma técnica adequada para análise de elementos maiores e
menores, metálicos ou não metálicos, em amostras sólidas e líquidas. As principais
vantagens são a alta velocidade analítica, alta resolução gráfica, sendo um método não-
destrutivo, multielementar e simultâneo. Permite a identificação qualitativa dos elementos
químicos presentes e também a quantidade estimada de cada um.
Difração de raios-X - DRX
De acordo com ROCHA (2005), no caso do metacaulim de alta reatividade, esta técnica
de caracterização auxilia na identificação da fase presente, ou seja, no nível de
vitrificação e dos minerais presentes. Normalmente o Metacaulim apresenta, em sua
grande maioria, o caulim desidratado (calcinado) como a fase mineral mais abundante –
Al2Si2O5 , entretanto pode apresentar traços de caulim não calcinado – Al2Si2O5(OH)4 – e
outros minerais com baixos teores tais como a Flogopita – KMg3Si3AlO10(F,OH)2 ,
Hematita – Fe2O3 , Ilmenita – FeTiO3 e Sílica livre na forma de quartzo – SiO2. O
Metacaulim de baixa (ou média) reatividade pode apresentar ainda outros minerais além
destes, e menores teores de caulim calcinado.
93
O Metacaulim é classificado pelo nível de reatividade com o cimento Portland em função
do nível de vitrificação e quantidade de impurezas. Quanto maior o amorfismo e quanto
menor o teor de impurezas e materiais inertes, mais reativo o metacaulim é considerado.
O nível de vitrificação, como mencionado anteriormente, pode ser determinado por este
método, mas apenas qualitativamente, por meio da análise da curva produzida pelo DRX.
Em geral, quanto menor a incidência de picos bem definidos no gráfico resultante do
ensaio (apresentando uma curva mais suave, porém, cheia de “ruídos”), maior é o grau
de vitrificação do produto, ou seja, há menor presença de planos cristalinos bem
definidos (menor cristalinidade).
Composição Química via Úmida
Esta técnica consiste em colocar uma amostra do material em contato com substâncias
químicas conhecidas, em soluções com concentrações controladas, provocando assim
reações químicas, cujos produtos finais são posteriormente analisados com o auxílio de
equipamentos como o espectrômetro de absorção atômica ou molecular. Além disso, a
análise química via úmida inclui também a determinação da perda ao fogo, que consiste
em queimar a amostra a 1000ºC até que o peso fique constante. (ROCHA, 2005).
Análise Térmica
De acordo com ROCHA (2005), os ensaios de análise térmica têm sido utilizados com
cada vez mais freqüência na caracterização dos materiais de uma forma geral,
principalmente os cerâmicos. Existem diversas técnicas de análise térmica, tais como a
termo-diferencial (DTA), calorimetria diferencial de varredura (DSC), análise termo-
gravimétrica (TGA), dilatometria, dentre outras, sendo que para materiais cerâmicos,
opta-se pelos ensaios TGA e DTA, importantes na escolha das matérias-primas para a
fabricação de metacaulim e na caracterização do produto final.
Esta técnica, segundo ROCHA (2005), é mais recomendada na caracterização da
matéria-prima (caulim) do que do Metacaulim propriamente dito, pois se trata de um
material já devidamente calcinado. Neste caso, o ensaio mais simples e adequado seria
apenas a determinação da água residual presente no Metacaulim, por meio da medição
do peso de uma diminuta amostra submetida à calcinação em alta temperatura (1000ºC -
94
até peso constante), também denominado de “determinação da perda ao fogo”. Este
ensaio requer equipamentos menos sofisticados sendo de fácil realização.
Atividade Química com CaO, pelo método de “Chapelle”
Este ensaio mede a quantidade de CaO necessária para reagir com uma quantidade
padronizada de amostra da pozolana (ROCHA, 2005). O valor mínimo considerado para
pozolanas de baixo desempenho, incluindo o metacaulim de baixa reatividade, é de
330mg de CaO/g (RAVERDY et al., 1980 apud ROCHA, 2005). Outro modo de se realizar
este ensaio é pela reação química de Ca(OH)2 com a pozolana. Neste caso o resultado
do ensaio é maior em aproximadamente 25% do que se realizado com CaO, devido às
diferenças estequiométricas entre os dois compostos. (ROCHA, 2005).
Índice de Atividade Pozolânica com a Cal
Segundo ROCHA (2005), o metacaulim, quando em contato com o óxido de cálcio ou
hidróxido de cálcio, em meio aquoso e em concentração adequada, promove reações
químicas e formação de gel com capacidade cimentante. As reações de endurecimento
ocorrem no decorrer de horas, dias ou meses. A NBR 12653/1992 define a idade de 7
dias e a resistência à compressão mínima de 6,0MPa para que um material possa ser
considerado uma pozolana. O Metacaulim pode alcançar até 22,0MPa em alguns casos,
conforme ensaios de caracterização físico-química do metacaulim, realizados no
Laboratório de Materiais e Estruturas do Centro Politécnico da Universidade Federal do
Paraná (2003), citado por ROCHA (2005).
Índice de Atividade Pozolânica com Cimento Portland
O índice de atividade pozolânica com cimento é medido pela razão entre a resistência à
compressão, obtida aos 28 dias de idade, entre a mistura com pozolana e a referência,
com cimento puro. A NBR 12653/1992 prescreve o valor mínimo de 75% para que o
material testado seja classificado como pozolana. Em geral, o Metacaulim apresenta
índices entre 95 e 110%, ou seja, praticamente não há queda na resistência à
compressão, e em alguns casos pode haver até mesmo um acréscimo, conforme ensaios
de caracterização físico-química do metacaulim, realizados no Laboratório de Materiais e
95
Estruturas do Centro Politécnico da Universidade Federal do Paraná (2003), citado por
ROCHA (2005).
2.4.2.7.2 Caracterização Física
Microscopia Eletrônica de Varredura - MEV
Esta técnica é essencial no conhecimento das características físicas do Metacaulim,
segundo ROCHA (2005), apesar de não ser de grande importância na classificação
quanto ao nível de reatividade ou sua eficácia quando utilizado em concretos ou produtos
à base de cimento Portland. Com base nas imagens geradas pelo MEV é possível
estimar o tamanho médio das partículas ou até mesmo a distribuição granulométrica do
Metacaulim (MANSUR, 2001 apud ROCHA, 2005).
Distribuição Granulométrica das Partículas
A produção do metacaulim deve ter processo criterioso com relação à finura do produto
final, já que uma das suas principais funções nos concretos é a de diminuir a porosidade
e reagir quimicamente com o hidróxido de cálcio livre. O diâmetro médio das partículas
deve ser inferior ao diâmetro médio do cimento usado na mistura para que o seu efeito
seja maximizado, já que a reatividade é tão maior quanto menor a partícula do
Metacaulim (DUBEY e BANTHIA, 1998 apud ROCHA, 2005). Entretanto, o excesso de
finura pode levar a outros problemas relacionados à reologia do concreto, tais como
aumento da viscosidade ou perda de plasticidade, dificultando o lançamento do concreto
nas fôrmas. Esse efeito pode ser combatido com a utilização de aditivos que por um lado
aumentam a fluidez do concreto, mas por outro aumentam o seu custo de produção
(BARATA e DAL MOLIN, 2002 e HOOTON et al., 1997 apud ROCHA, 2005). Há um
limite mínimo na finura do Metacaulim, segundo ROCHA (2005), abaixo do qual não se
nota vantagens expressivas em termos de adição ao concreto. De contrapartida, uma
finura muito elevada pode também comprometer algumas características reológicas do
concreto, aumentando bastante o consumo de água necessária para que o concreto
atinja a plasticidade necessária, afetando assim o seu desempenho no estado
endurecido.

96
A análise granulométrica do metacaulim de alta reatividade é feita normalmente com o
auxílio de equipamento especial, que utiliza o processo de difração de raio laser para
identificar o tamanho das partículas. (ROCHA, 2005).
Picnometria
A picnometria, segundo ROCHA (2005), é uma técnica utilizada para determinar a
densidade do material utilizando o princípio de Arquimedes, onde o valor procurado é
calculado pela razão entre a massa do material e o volume de fluido (líquido ou gás) que
ele desloca.
Devido à utilização do Metacaulim em meio a misturas com cimento e água, é
interessante realizar a picnometria com água, no intuito de reproduzir ao máximo as
aplicações reais. Em geral, o resultado obtido pela picnometria com água ou álcool leva a
valores de densidade ligeiramente superiores aos obtidos com outros fluidos como o
mercúrio, por exemplo. (ROCHA, 2005).
Área Específica (BET)
A área superficial específica (ASE) é influenciada não somente pelo tamanho das
partículas, mas também pela forma e rugosidade superficial, e pela presença de poros
superficiais abertos. Existem dois métodos consagrados mundialmente na determinação
da ASE de um material, o Blaine e o BET. Entretanto, a norma brasileira não recomenda
o método de Blaine para materiais lamelares ou fibrosos, ou seja, com alto índice de
forma ou que uma dimensão da partícula seja muito menor ou maior que as outras duas
(tipo placas ou fibras). O Metacaulim é um material cerâmico naturalmente lamelar, e
portanto não é indicado para o método Blaine. O método BET (iniciais de Brunauer,
Emmett e Teller) é mais indicado na determinação da área superficial específica do
Metacaulim, pois utiliza a medição da adsorção de nitrogênio por toda a superfície do
material, incluindo os poros abertos.
2.4.2.8 Influência nas Propriedades de Misturas de Cimento Portland
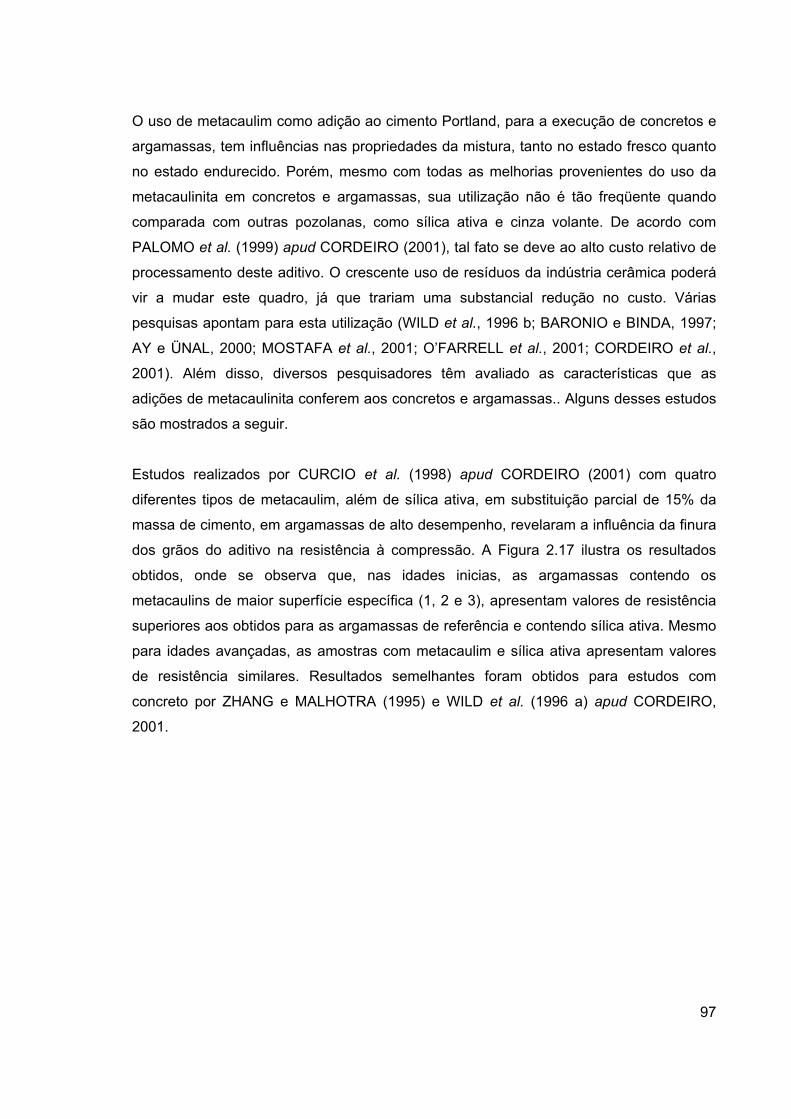
97
O uso de metacaulim como adição ao cimento Portland, para a execução de concretos e
argamassas, tem influências nas propriedades da mistura, tanto no estado fresco quanto
no estado endurecido. Porém, mesmo com todas as melhorias provenientes do uso da
metacaulinita em concretos e argamassas, sua utilização não é tão freqüente quando
comparada com outras pozolanas, como sílica ativa e cinza volante. De acordo com
PALOMO et al. (1999) apud CORDEIRO (2001), tal fato se deve ao alto custo relativo de
processamento deste aditivo. O crescente uso de resíduos da indústria cerâmica poderá
vir a mudar este quadro, já que trariam uma substancial redução no custo. Várias
pesquisas apontam para esta utilização (WILD et al., 1996 b; BARONIO e BINDA, 1997;
AY e ÜNAL, 2000; MOSTAFA et al., 2001; O’FARRELL et al., 2001; CORDEIRO et al.,
2001). Além disso, diversos pesquisadores têm avaliado as características que as
adições de metacaulinita conferem aos concretos e argamassas.. Alguns desses estudos
são mostrados a seguir.
Estudos realizados por CURCIO et al. (1998) apud CORDEIRO (2001) com quatro
diferentes tipos de metacaulim, além de sílica ativa, em substituição parcial de 15% da
massa de cimento, em argamassas de alto desempenho, revelaram a influência da finura
dos grãos do aditivo na resistência à compressão. A Figura 2.17 ilustra os resultados
obtidos, onde se observa que, nas idades inicias, as argamassas contendo os
metacaulins de maior superfície específica (1, 2 e 3), apresentam valores de resistência
superiores aos obtidos para as argamassas de referência e contendo sílica ativa. Mesmo
para idades avançadas, as amostras com metacaulim e sílica ativa apresentam valores
de resistência similares. Resultados semelhantes foram obtidos para estudos com
concreto por ZHANG e MALHOTRA (1995) e WILD et al. (1996 a) apud CORDEIRO,
2001.
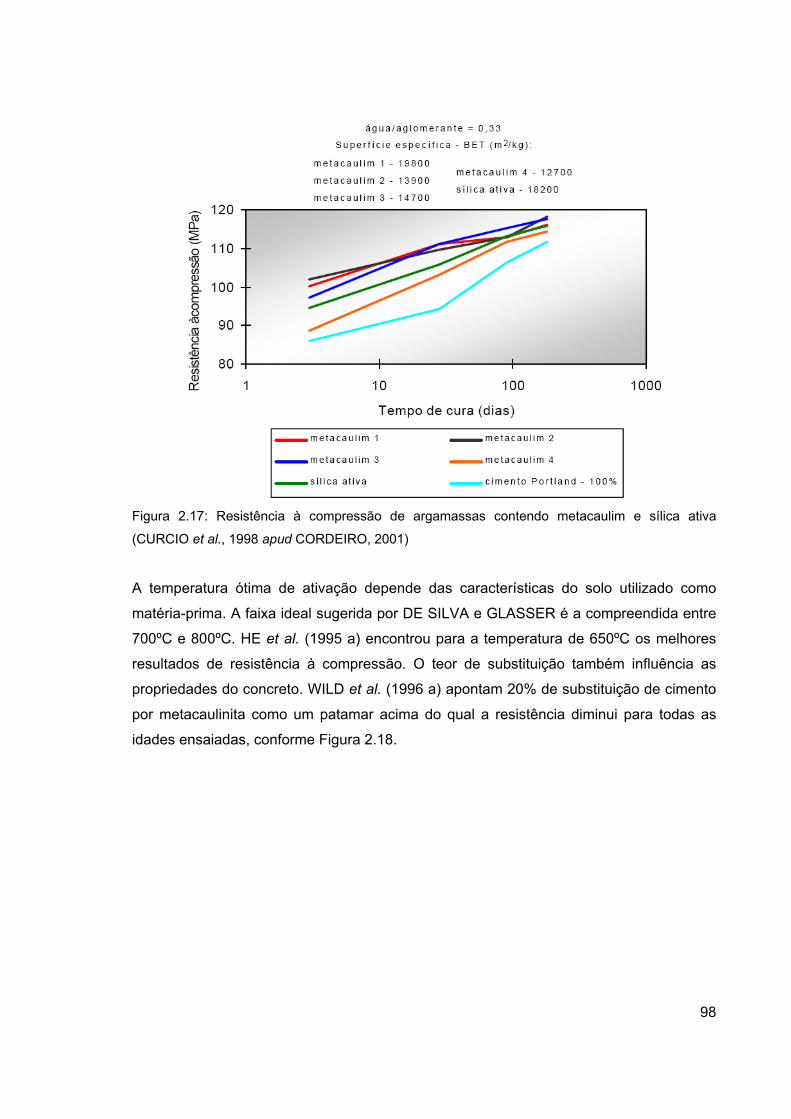
98
Figura 2.17: Resistência à compressão de argamassas contendo metacaulim e sílica ativa
(CURCIO et al., 1998 apud CORDEIRO, 2001)
A temperatura ótima de ativação depende das características do solo utilizado como
matéria-prima. A faixa ideal sugerida por DE SILVA e GLASSER é a compreendida entre
700ºC e 800ºC. HE et al. (1995 a) encontrou para a temperatura de 650ºC os melhores
resultados de resistência à compressão. O teor de substituição também influência as
propriedades do concreto. WILD et al. (1996 a) apontam 20% de substituição de cimento
por metacaulinita como um patamar acima do qual a resistência diminui para todas as
idades ensaiadas, conforme Figura 2.18.
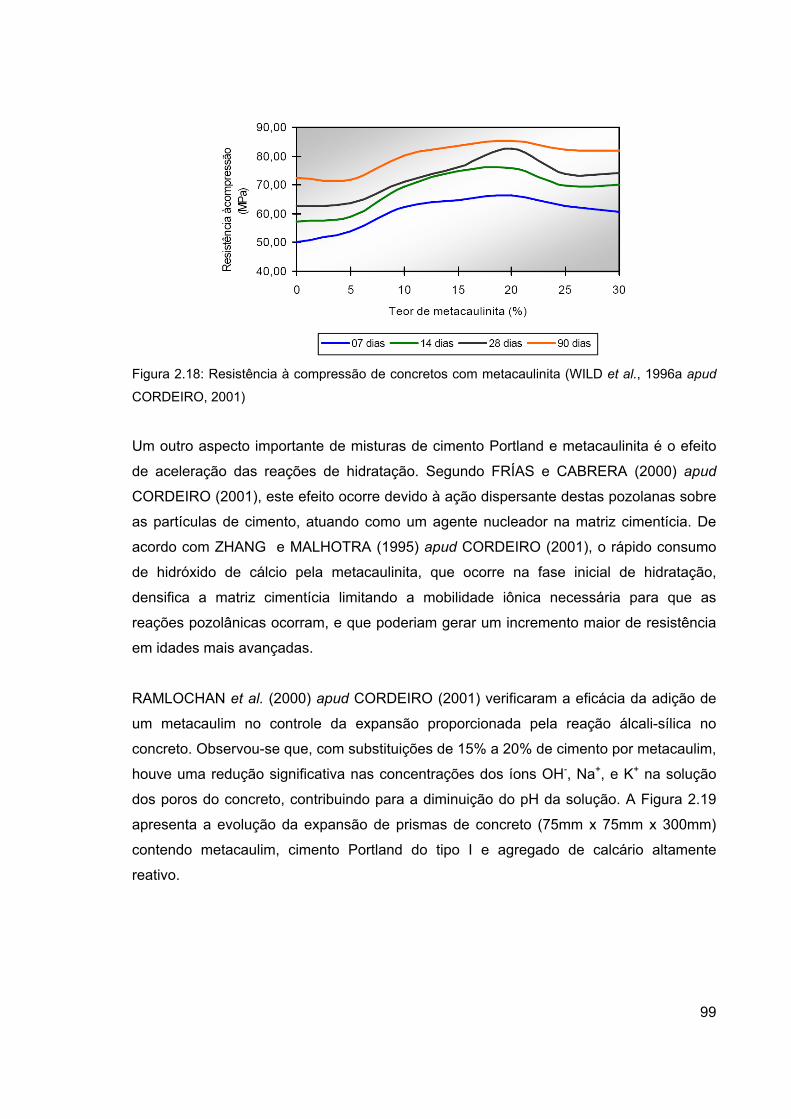
99
Figura 2.18: Resistência à compressão de concretos com metacaulinita (WILD et al., 1996a apud
CORDEIRO, 2001)
Um outro aspecto importante de misturas de cimento Portland e metacaulinita é o efeito
de aceleração das reações de hidratação. Segundo FRÍAS e CABRERA (2000) apud
CORDEIRO (2001), este efeito ocorre devido à ação dispersante destas pozolanas sobre
as partículas de cimento, atuando como um agente nucleador na matriz cimentícia. De
acordo com ZHANG e MALHOTRA (1995) apud CORDEIRO (2001), o rápido consumo
de hidróxido de cálcio pela metacaulinita, que ocorre na fase inicial de hidratação,
densifica a matriz cimentícia limitando a mobilidade iônica necessária para que as
reações pozolânicas ocorram, e que poderiam gerar um incremento maior de resistência
em idades mais avançadas.
RAMLOCHAN et al. (2000) apud CORDEIRO (2001) verificaram a eficácia da adição de
um metacaulim no controle da expansão proporcionada pela reação álcali-sílica no
concreto. Observou-se que, com substituições de 15% a 20% de cimento por metacaulim,
houve uma redução significativa nas concentrações dos íons OH-, Na+, e K+ na solução
dos poros do concreto, contribuindo para a diminuição do pH da solução. A Figura 2.19
apresenta a evolução da expansão de prismas de concreto (75mm x 75mm x 300mm)
contendo metacaulim, cimento Portland do tipo I e agregado de calcário altamente
reativo.
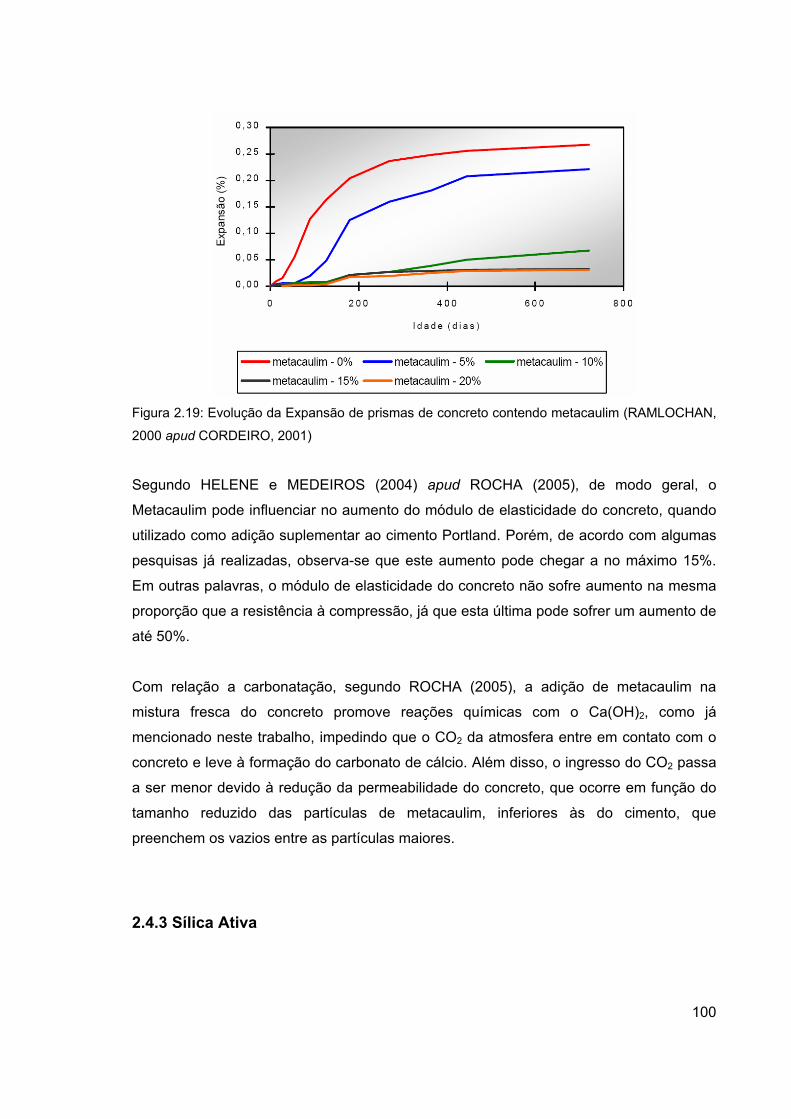
100
Figura 2.19: Evolução da Expansão de prismas de concreto contendo metacaulim (RAMLOCHAN,
2000 apud CORDEIRO, 2001)
Segundo HELENE e MEDEIROS (2004) apud ROCHA (2005), de modo geral, o
Metacaulim pode influenciar no aumento do módulo de elasticidade do concreto, quando
utilizado como adição suplementar ao cimento Portland. Porém, de acordo com algumas
pesquisas já realizadas, observa-se que este aumento pode chegar a no máximo 15%.
Em outras palavras, o módulo de elasticidade do concreto não sofre aumento na mesma
proporção que a resistência à compressão, já que esta última pode sofrer um aumento de
até 50%.
Com relação a carbonatação, segundo ROCHA (2005), a adição de metacaulim na
mistura fresca do concreto promove reações químicas com o Ca(OH)2, como já
mencionado neste trabalho, impedindo que o CO2 da atmosfera entre em contato com o
concreto e leve à formação do carbonato de cálcio. Além disso, o ingresso do CO2 passa
a ser menor devido à redução da permeabilidade do concreto, que ocorre em função do
tamanho reduzido das partículas de metacaulim, inferiores às do cimento, que
preenchem os vazios entre as partículas maiores.
2.4.3 Sílica Ativa
101
2.4.3.1 Considerações Gerais
Sílica ativa, fumo de sílica condensada, sílica volatizada, microssílica ou simplesmente
fumo de sílica são alguns nomes que esta adição mineral recebe, sendo sílica ativa o
mais comum no meio técnico. Segundo o ACI 363 (1992) apud BACCIN (1998), a sílica
ativa é um subproduto resultante da redução de quartzo de alta pureza com carvão, em
fornos aquecidos eletricamente com circulação de ar, na produção de silício e ligas de
ferro-silício.
De acordo com MENDES (2002), o desempenho da sílica ativa com relação às demais
adições minerais se deve, principalmente, pelas suas características físico-químicas, que
lhe conferem uma alta reatividade com os produtos de hidratação do cimento Portland, e
proporcionam um melhor empacotamento das partículas de cimento. Por estas razões,
entre as adições minerais, a sílica ativa é mais utilizada atualmente para a produção de
concretos de alto desempenho.
Segundo VIEIRA et al. (1997), a adição da sílica ativa nos concretos de cimento Portland
tem apresentado diversos benefícios às propriedades do concreto, tanto em relação à
sua reologia no estado fresco e, principalmente ao comportamento mecânico e de
durabilidade no estado endurecido. A incorporação de sílica ativa promove uma
diminuição da porosidade e torna a microestrutura do concreto mais densa e compacta,
resultando em um material com desempenho superior ao concreto convencional, capaz
de proteger o concreto contra os agentes agressivos. Além disso, de acordo com DAL
MOLIN et al., em função de suas propriedades químicas e físicas, a sílica ativa é
considerada uma excelente pozolana que, quando usada no concreto, além de atuar
quimicamente também atua de forma física, através do efeito microfiler.
2.4.3.2 Obtenção da Sílica Ativa
A sílica ativa, como afirma MENDES (2002), é um subproduto do processo de fabricação
do silício metálico ou das ligas de ferro-silício. A produção dessas ligas se dá em fornos
elétricos de fusão, tipo arco-voltaico, onde ocorre a redução do quartzo a silício pelo
102
carbono a temperaturas da ordem de 2000°C. A sílica ativa é coletada ao passar através
de filtros especiais denominados filtros de manga, e contem na maioria das vezes,
segundo KULAKOWSKI et al. (1996) apud VIEIRA et al. (1997), um teor de SiO2 maior do
que 80%.
As matérias-primas utilizadas no processo são o quartzo de alta pureza, o carvão ou
coque (fonte de carbono), cavacos de madeira e, eventualmente, o minério de ferro no
caso da produção de ferro-silício. (MALHOTRA e CARETTE, 1983; MEHTA e
MONTEIRO, 1994; ACI 234R-96, 2001; apud MENDES, 2002).
De acordo com AITCIN (2000) apud ARAÚJO et al. (2006), a sílica ativa é composta
basicamente de sílica, SiO2, com teores que variam entre 85 e 90%, em função do tipo de
liga a ser produzida. Quanto maior o teor de silício empregado para a fabricação das ligas
maior o teor de sílica amorfa da sílica ativa.
Segundo MEHTA e MONTEIRO (1994) apud ARAÚJO et al. (2006), os subprodutos da
fabricação das ligas de ferro-sílicio e metal silício, que produzem ligas com 75% ou mais
de silício, contém 85% a 90% de sílica vítrea, enquanto a produção de ligas com 50% de
silício gera subprodutos com menor teor de sílica e com baixo efeito pozolânico.
Existem algumas diferenças entre as sílicas produzidas a partir do silício e do ferro-silício
(Si e FeSi-75%). A sílica produzida do ferro-silício tem um maior teor de óxido de ferro,
óxido de magnésio e óxido de potássio e um menor teor de carbono em comparação à
sílica produzida a partir do silício. Isto porque o ferro é uma impureza na mistura e o
quartzo utilizado no FeSi-75% não é puro como o utilizado na produção do silício.
Quando o forno é coberto sua coloração é próxima ao branco, caso contrário apresenta
cor cinza (MALHOTRA et al., 1987 apud ARAÚJO et al., 2006).
A sílica ativa apresenta variações de cor do cinza escuro até o branco. Uma exceção é o
SiMn-CSF, que é marrom. O teor de carbono e de ferro tem influência preponderante na
coloração da sílica ativa. As sílicas ativas mais escuras são aquelas produzidas quando é
utilizada madeira como combustível nas fornalhas. O uso de toras de madeira no
processo de queima pode influenciar na composição da sílica ativa, especialmente no
teor de carbono (MALHOTRA et al., 1987 apud ARAÚJO et al., 2006).
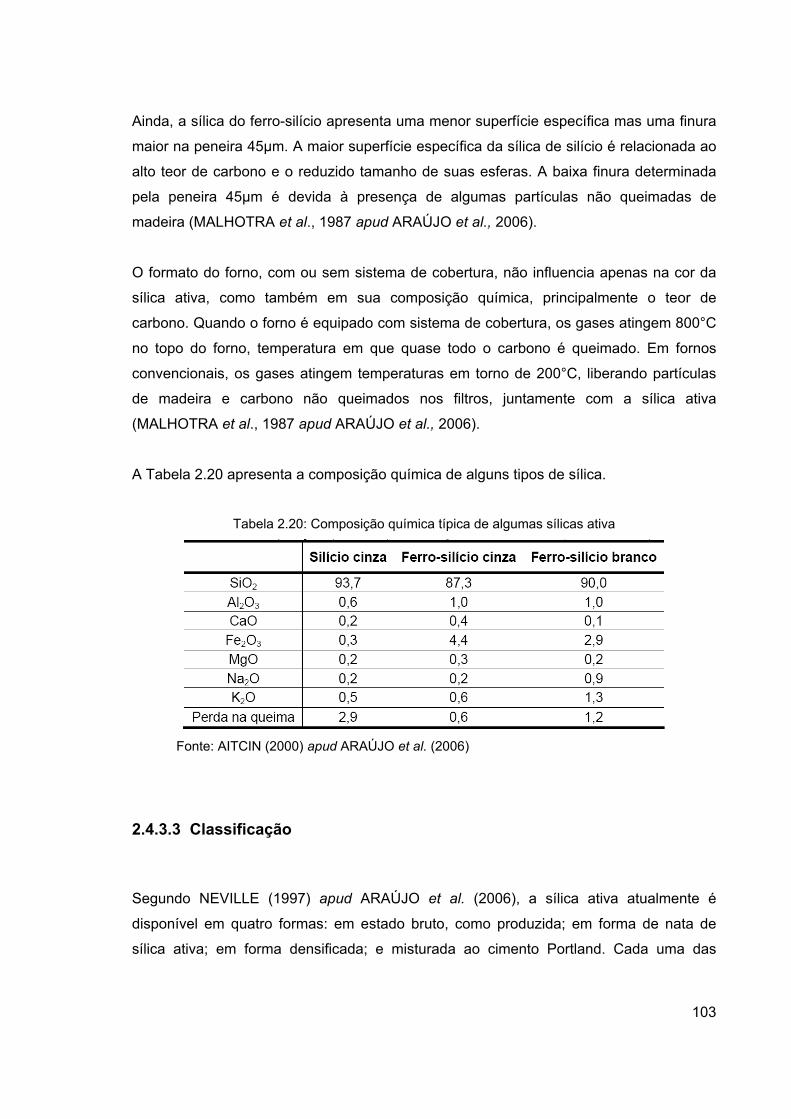
103
Ainda, a sílica do ferro-silício apresenta uma menor superfície específica mas uma finura
maior na peneira 45µm. A maior superfície específica da sílica de silício é relacionada ao
alto teor de carbono e o reduzido tamanho de suas esferas. A baixa finura determinada
pela peneira 45µm é devida à presença de algumas partículas não queimadas de
madeira (MALHOTRA et al., 1987 apud ARAÚJO et al., 2006).
O formato do forno, com ou sem sistema de cobertura, não influencia apenas na cor da
sílica ativa, como também em sua composição química, principalmente o teor de
carbono. Quando o forno é equipado com sistema de cobertura, os gases atingem 800°C
no topo do forno, temperatura em que quase todo o carbono é queimado. Em fornos
convencionais, os gases atingem temperaturas em torno de 200°C, liberando partículas
de madeira e carbono não queimados nos filtros, juntamente com a sílica ativa
(MALHOTRA et al., 1987 apud ARAÚJO et al., 2006).
A Tabela 2.20 apresenta a composição química de alguns tipos de sílica.
Tabela 2.20: Composição química típica de algumas sílicas ativa
Fonte: AITCIN (2000) apud ARAÚJO et al. (2006)
2.4.3.3 Classificação
Segundo NEVILLE (1997) apud ARAÚJO et al. (2006), a sílica ativa atualmente é
disponível em quatro formas: em estado bruto, como produzida; em forma de nata de
sílica ativa; em forma densificada; e misturada ao cimento Portland. Cada uma das
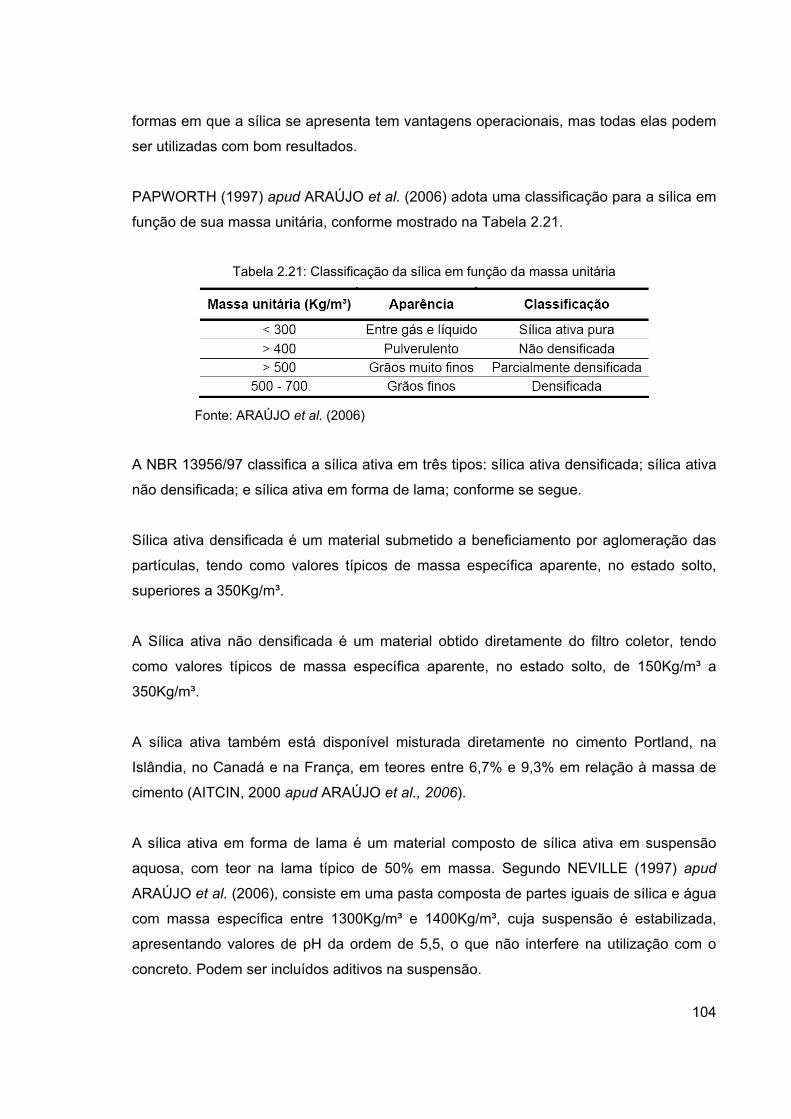
104
formas em que a sílica se apresenta tem vantagens operacionais, mas todas elas podem
ser utilizadas com bom resultados.
PAPWORTH (1997) apud ARAÚJO et al. (2006) adota uma classificação para a sílica em
função de sua massa unitária, conforme mostrado na Tabela 2.21.
Tabela 2.21: Classificação da sílica em função da massa unitária
Fonte: ARAÚJO et al. (2006)
A NBR 13956/97 classifica a sílica ativa em três tipos: sílica ativa densificada; sílica ativa
não densificada; e sílica ativa em forma de lama; conforme se segue.
Sílica ativa densificada é um material submetido a beneficiamento por aglomeração das
partículas, tendo como valores típicos de massa específica aparente, no estado solto,
superiores a 350Kg/m³.
A Sílica ativa não densificada é um material obtido diretamente do filtro coletor, tendo
como valores típicos de massa específica aparente, no estado solto, de 150Kg/m³ a
350Kg/m³.
A sílica ativa também está disponível misturada diretamente no cimento Portland, na
Islândia, no Canadá e na França, em teores entre 6,7% e 9,3% em relação à massa de
cimento (AITCIN, 2000 apud ARAÚJO et al., 2006).
A sílica ativa em forma de lama é um material composto de sílica ativa em suspensão
aquosa, com teor na lama típico de 50% em massa. Segundo NEVILLE (1997) apud
ARAÚJO et al. (2006), consiste em uma pasta composta de partes iguais de sílica e água
com massa específica entre 1300Kg/m³ e 1400Kg/m³, cuja suspensão é estabilizada,
apresentando valores de pH da ordem de 5,5, o que não interfere na utilização com o
concreto. Podem ser incluídos aditivos na suspensão.
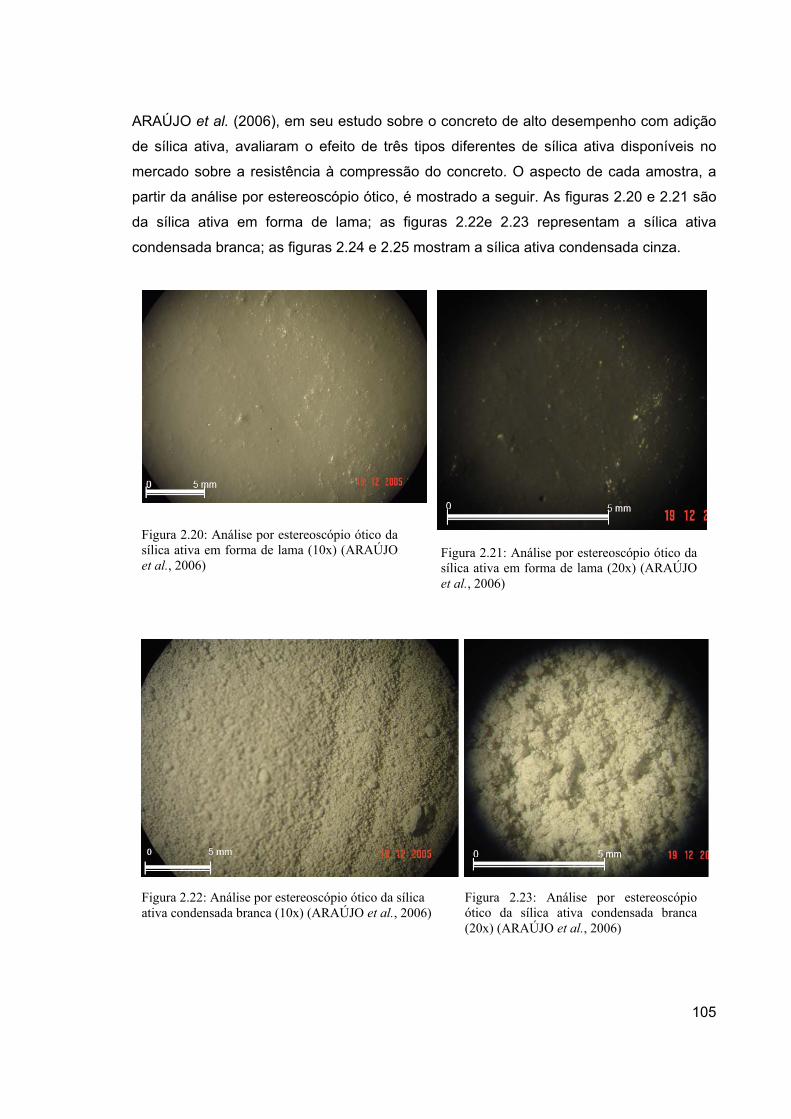
105
ARAÚJO et al. (2006), em seu estudo sobre o concreto de alto desempenho com adição
de sílica ativa, avaliaram o efeito de três tipos diferentes de sílica ativa disponíveis no
mercado sobre a resistência à compressão do concreto. O aspecto de cada amostra, a
partir da análise por estereoscópio ótico, é mostrado a seguir. As figuras 2.20 e 2.21 são
da sílica ativa em forma de lama; as figuras 2.22e 2.23 representam a sílica ativa
condensada branca; as figuras 2.24 e 2.25 mostram a sílica ativa condensada cinza.
Figura 2.20: Análise por estereoscópio ótico da sílica ativa em forma de lama (10x) (ARAÚJO et al., 2006)
Figura 2.21: Análise por estereoscópio ótico da sílica ativa em forma de lama (20x) (ARAÚJO et al., 2006)
Figura 2.22: Análise por estereoscópio ótico da sílica ativa condensada branca (10x) (ARAÚJO et al., 2006)
Figura 2.23: Análise por estereoscópio ótico da sílica ativa condensada branca (20x) (ARAÚJO et al., 2006)
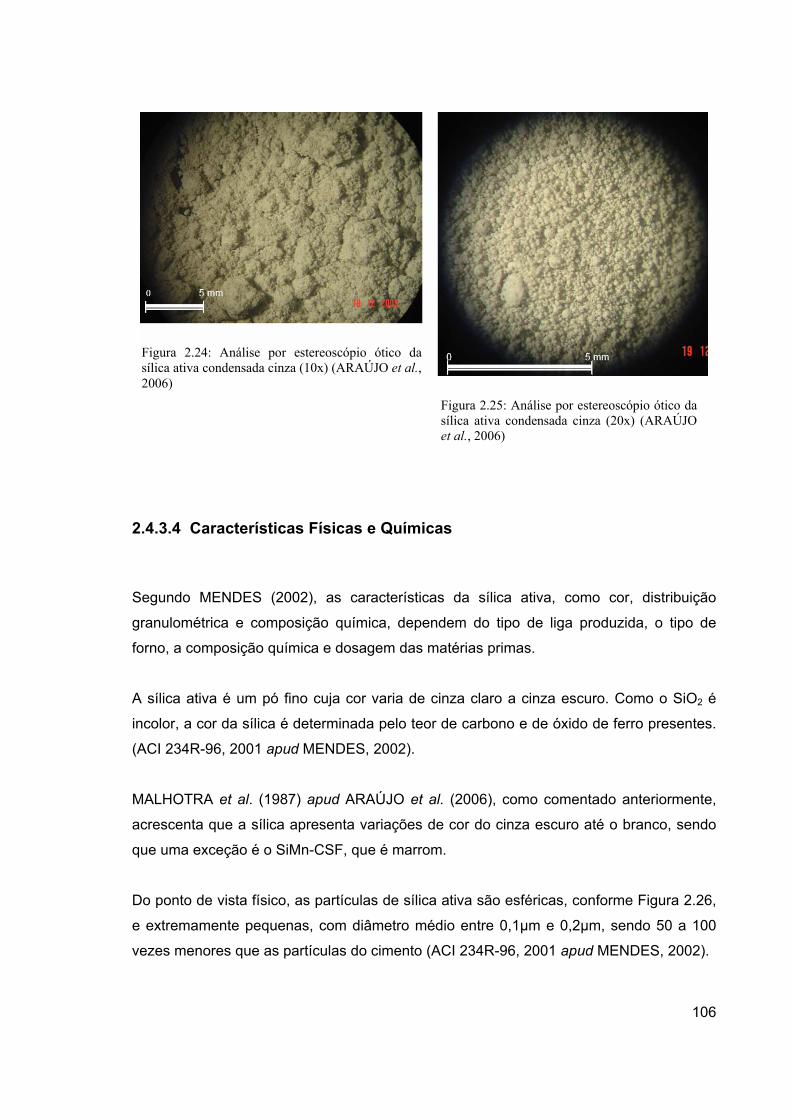
106
2.4.3.4 Características Físicas e Químicas
Segundo MENDES (2002), as características da sílica ativa, como cor, distribuição
granulométrica e composição química, dependem do tipo de liga produzida, o tipo de
forno, a composição química e dosagem das matérias primas.
A sílica ativa é um pó fino cuja cor varia de cinza claro a cinza escuro. Como o SiO2 é
incolor, a cor da sílica é determinada pelo teor de carbono e de óxido de ferro presentes.
(ACI 234R-96, 2001 apud MENDES, 2002).
MALHOTRA et al. (1987) apud ARAÚJO et al. (2006), como comentado anteriormente,
acrescenta que a sílica apresenta variações de cor do cinza escuro até o branco, sendo
que uma exceção é o SiMn-CSF, que é marrom.
Do ponto de vista físico, as partículas de sílica ativa são esféricas, conforme Figura 2.26,
e extremamente pequenas, com diâmetro médio entre 0,1µm e 0,2µm, sendo 50 a 100
vezes menores que as partículas do cimento (ACI 234R-96, 2001 apud MENDES, 2002).
Figura 2.24: Análise por estereoscópio ótico da sílica ativa condensada cinza (10x) (ARAÚJO et al., 2006)
Figura 2.25: Análise por estereoscópio ótico da sílica ativa condensada cinza (20x) (ARAÚJO et al., 2006)

107
Figura 2.26: Micrografia Eletrônica de Transmissão da Sílica Ativa (MEHTA e MONTEIRO, 1994
apud MENDES, 2002)
Sua área específica, medida pela técnica de adsorção de nitrogênio, varia de 13.000 a
30.000m²/Kg, ficando a média em torno de 20.000m²/Kg, bastante superior à do cimento
Portland – 350 a 600m²/Kg (ACI 234R-96, 2001 apud MENDES, 2002). Sua massa
específica real é geralmente de 2,2g/cm³, menor que a do cimento, que é de
aproximadamente 3,10g/cm³ (MALHOTRA, 1993; NEVILLE, 1997a apud MENDES,
2002).
A massa unitária na forma natural é da ordem de 250 a 300Kg/m³, e na forma densificada
passa a ser de 500 a 700Kg/m³. A baixa massa unitária associada à pequena dimensão
das partículas de sílica ativa faz com que o material apresente problemas de manuseio e
transporte, encarecendo seu custo final (KHAYAT e AÏTCIN, 1993; SILVA, 2000; apud
MENDES, 2002).
Do ponto de vista químico, a sílica ativa é composta basicamente de SiO2, com
pequenas quantidades de alumina, ferro, cálcio, carbono, entre outros. O conteúdo de
SiO2 na sílica ativa depende do tipo de liga que está sendo produzido. Quanto maior o
teor de silício da liga, maior o teor de SiO2 da sílica ativa. De maneira geral, este valor
deve estar entre 85 a 98% de SiO2 (MALHOTRA, 1993; AÏTCIN, 2000; apud MENDES,
2002).
Um exemplo das características químicas de uma determinada amostra de sílica ativa
(sílica ativa condensada – branca ou cinza), estudada por ARAÚJO et al. (2006), pode
ser verificado na Tabela 2.22.
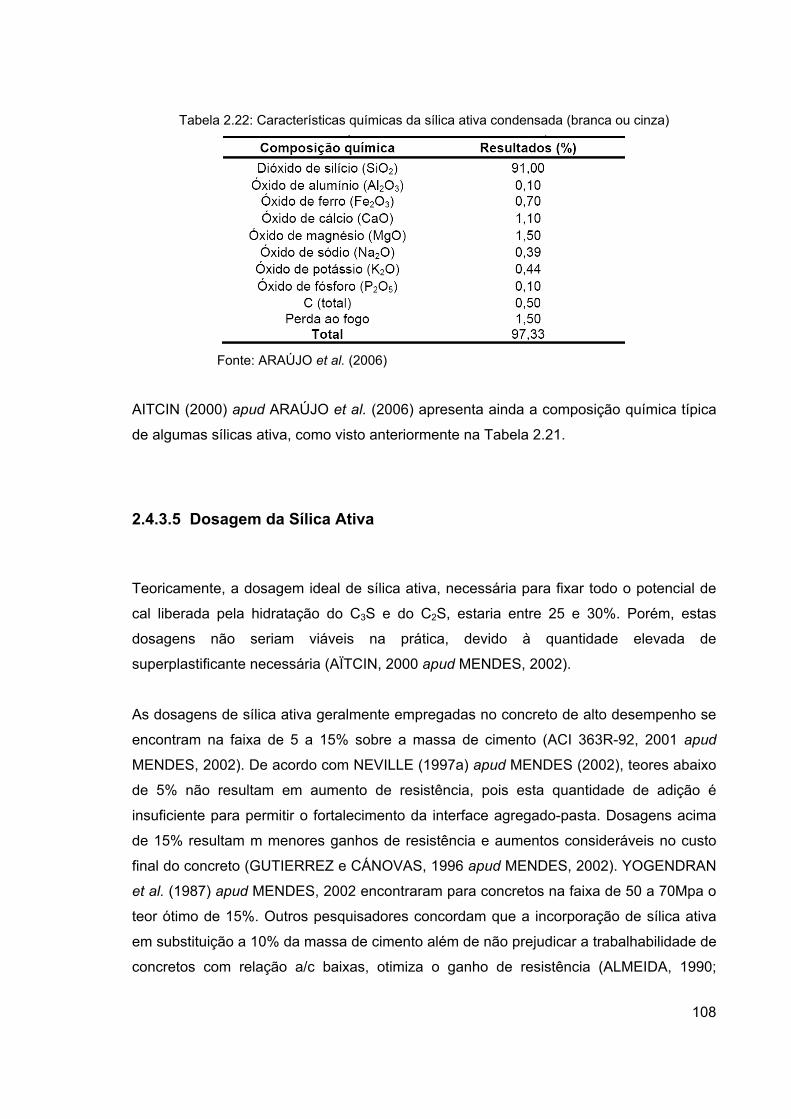
108
Tabela 2.22: Características químicas da sílica ativa condensada (branca ou cinza)
Fonte: ARAÚJO et al. (2006)
AITCIN (2000) apud ARAÚJO et al. (2006) apresenta ainda a composição química típica
de algumas sílicas ativa, como visto anteriormente na Tabela 2.21.
2.4.3.5 Dosagem da Sílica Ativa
Teoricamente, a dosagem ideal de sílica ativa, necessária para fixar todo o potencial de
cal liberada pela hidratação do C3S e do C2S, estaria entre 25 e 30%. Porém, estas
dosagens não seriam viáveis na prática, devido à quantidade elevada de
superplastificante necessária (AÏTCIN, 2000 apud MENDES, 2002).
As dosagens de sílica ativa geralmente empregadas no concreto de alto desempenho se
encontram na faixa de 5 a 15% sobre a massa de cimento (ACI 363R-92, 2001 apud
MENDES, 2002). De acordo com NEVILLE (1997a) apud MENDES (2002), teores abaixo
de 5% não resultam em aumento de resistência, pois esta quantidade de adição é
insuficiente para permitir o fortalecimento da interface agregado-pasta. Dosagens acima
de 15% resultam m menores ganhos de resistência e aumentos consideráveis no custo
final do concreto (GUTIERREZ e CÁNOVAS, 1996 apud MENDES, 2002). YOGENDRAN
et al. (1987) apud MENDES, 2002 encontraram para concretos na faixa de 50 a 70Mpa o
teor ótimo de 15%. Outros pesquisadores concordam que a incorporação de sílica ativa
em substituição a 10% da massa de cimento além de não prejudicar a trabalhabilidade de
concretos com relação a/c baixas, otimiza o ganho de resistência (ALMEIDA, 1990;
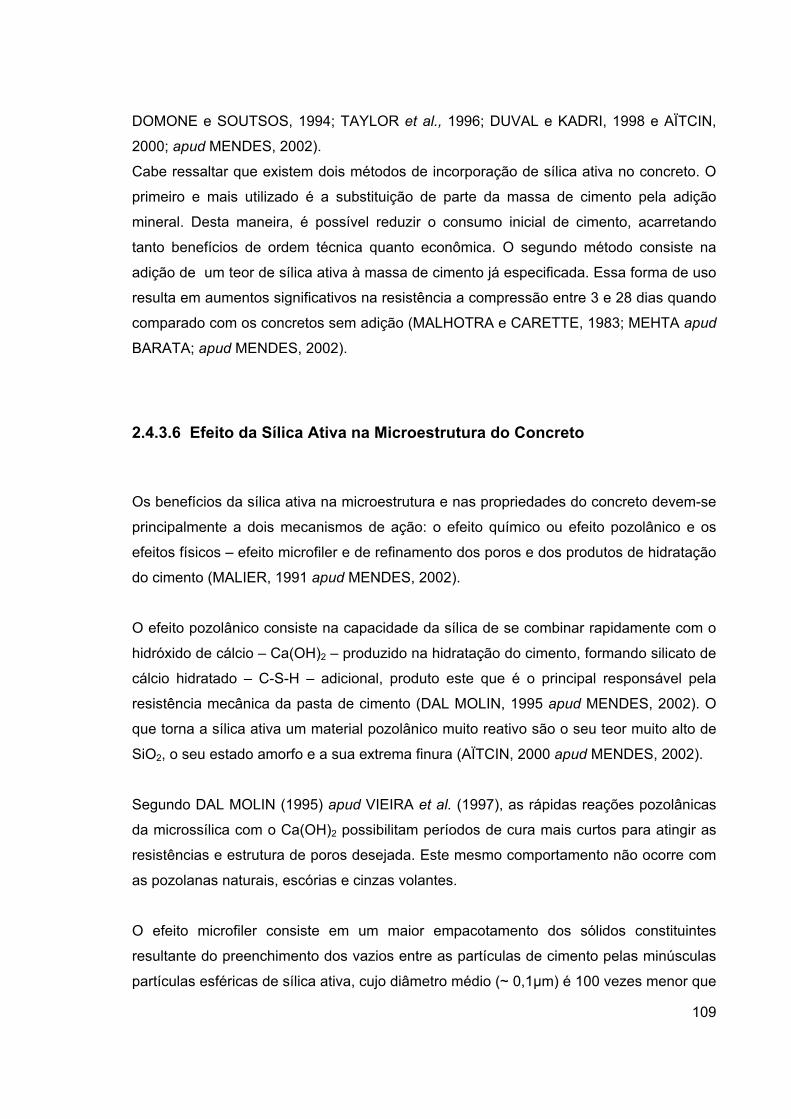
109
DOMONE e SOUTSOS, 1994; TAYLOR et al., 1996; DUVAL e KADRI, 1998 e AÏTCIN,
2000; apud MENDES, 2002).
Cabe ressaltar que existem dois métodos de incorporação de sílica ativa no concreto. O
primeiro e mais utilizado é a substituição de parte da massa de cimento pela adição
mineral. Desta maneira, é possível reduzir o consumo inicial de cimento, acarretando
tanto benefícios de ordem técnica quanto econômica. O segundo método consiste na
adição de um teor de sílica ativa à massa de cimento já especificada. Essa forma de uso
resulta em aumentos significativos na resistência a compressão entre 3 e 28 dias quando
comparado com os concretos sem adição (MALHOTRA e CARETTE, 1983; MEHTA apud
BARATA; apud MENDES, 2002).
2.4.3.6 Efeito da Sílica Ativa na Microestrutura do Concreto
Os benefícios da sílica ativa na microestrutura e nas propriedades do concreto devem-se
principalmente a dois mecanismos de ação: o efeito químico ou efeito pozolânico e os
efeitos físicos – efeito microfiler e de refinamento dos poros e dos produtos de hidratação
do cimento (MALIER, 1991 apud MENDES, 2002).
O efeito pozolânico consiste na capacidade da sílica de se combinar rapidamente com o
hidróxido de cálcio – Ca(OH)2 – produzido na hidratação do cimento, formando silicato de
cálcio hidratado – C-S-H – adicional, produto este que é o principal responsável pela
resistência mecânica da pasta de cimento (DAL MOLIN, 1995 apud MENDES, 2002). O
que torna a sílica ativa um material pozolânico muito reativo são o seu teor muito alto de
SiO2, o seu estado amorfo e a sua extrema finura (AÏTCIN, 2000 apud MENDES, 2002).
Segundo DAL MOLIN (1995) apud VIEIRA et al. (1997), as rápidas reações pozolânicas
da microssílica com o Ca(OH)2 possibilitam períodos de cura mais curtos para atingir as
resistências e estrutura de poros desejada. Este mesmo comportamento não ocorre com
as pozolanas naturais, escórias e cinzas volantes.
O efeito microfiler consiste em um maior empacotamento dos sólidos constituintes
resultante do preenchimento dos vazios entre as partículas de cimento pelas minúsculas
partículas esféricas de sílica ativa, cujo diâmetro médio (~ 0,1µm) é 100 vezes menor que
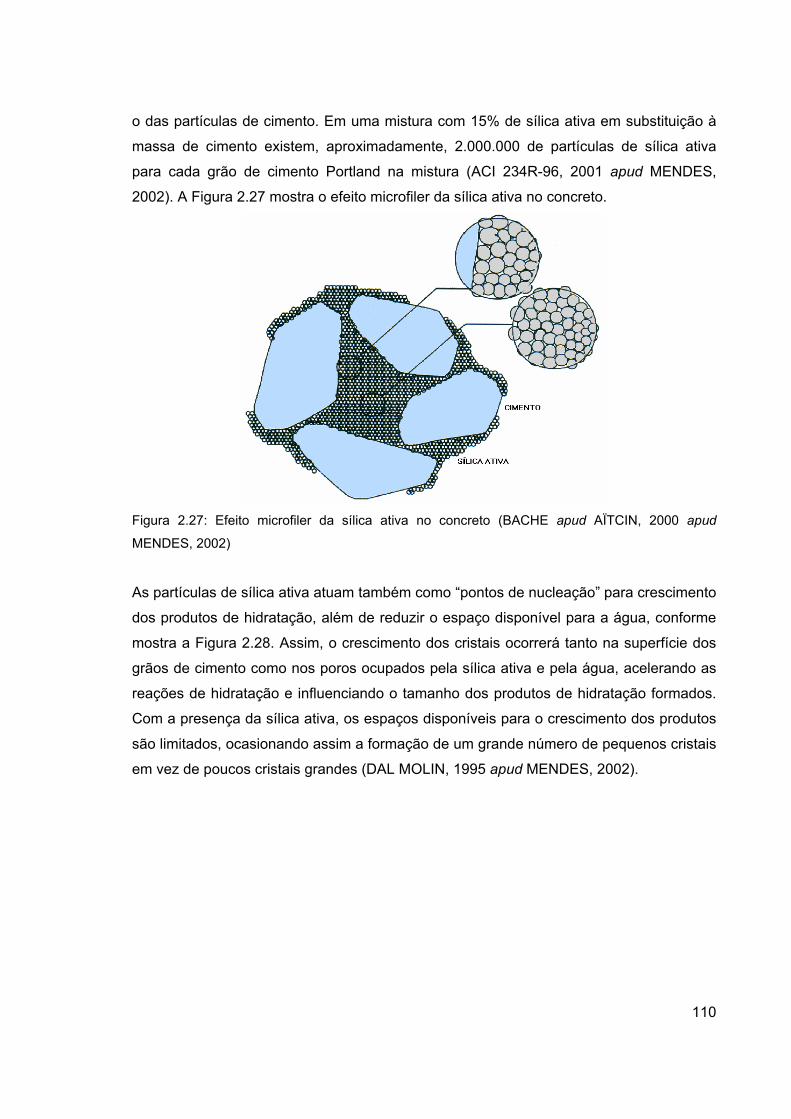
110
o das partículas de cimento. Em uma mistura com 15% de sílica ativa em substituição à
massa de cimento existem, aproximadamente, 2.000.000 de partículas de sílica ativa
para cada grão de cimento Portland na mistura (ACI 234R-96, 2001 apud MENDES,
2002). A Figura 2.27 mostra o efeito microfiler da sílica ativa no concreto.
Figura 2.27: Efeito microfiler da sílica ativa no concreto (BACHE apud AÏTCIN, 2000 apud
MENDES, 2002)
As partículas de sílica ativa atuam também como “pontos de nucleação” para crescimento
dos produtos de hidratação, além de reduzir o espaço disponível para a água, conforme
mostra a Figura 2.28. Assim, o crescimento dos cristais ocorrerá tanto na superfície dos
grãos de cimento como nos poros ocupados pela sílica ativa e pela água, acelerando as
reações de hidratação e influenciando o tamanho dos produtos de hidratação formados.
Com a presença da sílica ativa, os espaços disponíveis para o crescimento dos produtos
são limitados, ocasionando assim a formação de um grande número de pequenos cristais
em vez de poucos cristais grandes (DAL MOLIN, 1995 apud MENDES, 2002).

111
Figura 2.28: Efeito físico da sílica ativa no crescimento dos cristais de hidratação (MALE apud DAL
MOLIN, 1995 apud MENDES, 2002)
Segundo MENDES (2002), essa limitação do crescimento dos produtos de hidratação
dificulta a orientação preferencial dos cristais de hidróxido de cálcio na interface
agregado-pasta, afetando desta forma o arranjo físico do sistema promovendo a
homogeneidade da microestrutura do concreto e contribuindo para aumentar a coesão e
a compacidade tanto da pasta matriz quanto da zona de transição.
Além disto, de acordo com MEDES (2002), em função do tamanho extremamente
reduzido de suas partículas, a sílica ativa reduz significativamente a exsudação interna
da mistura, ao interferir na movimentação das partículas de água, reduzindo ou
eliminando o acúmulo de água livre que fica retido sob os agregados além de preencher
os vazios deixados pelas partículas de cimento próximas à superfície do agregado,
contribuindo desta maneira para a diminuição da porosidade e da espessura da zona de
transição, conforme mostrado nas Figuras 2.29 e 2.30.
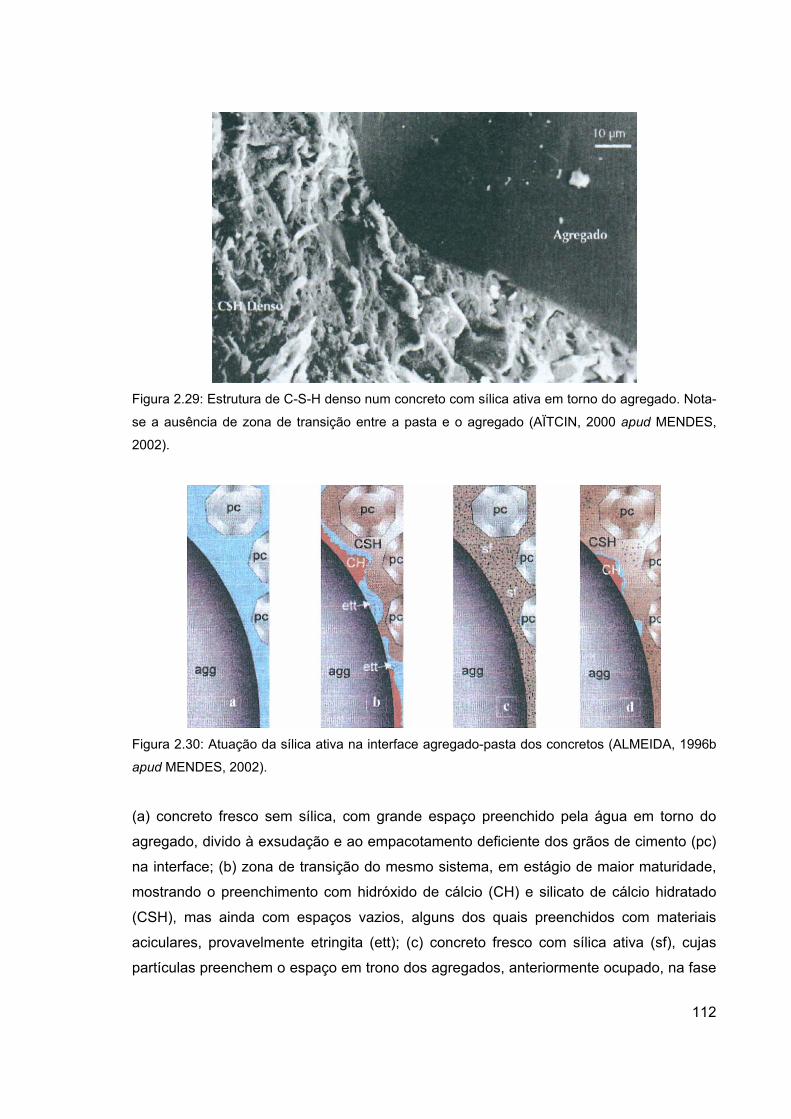
112
Figura 2.29: Estrutura de C-S-H denso num concreto com sílica ativa em torno do agregado. Nota-
se a ausência de zona de transição entre a pasta e o agregado (AÏTCIN, 2000 apud MENDES,
2002).
Figura 2.30: Atuação da sílica ativa na interface agregado-pasta dos concretos (ALMEIDA, 1996b
apud MENDES, 2002).
(a) concreto fresco sem sílica, com grande espaço preenchido pela água em torno do
agregado, divido à exsudação e ao empacotamento deficiente dos grãos de cimento (pc)
na interface; (b) zona de transição do mesmo sistema, em estágio de maior maturidade,
mostrando o preenchimento com hidróxido de cálcio (CH) e silicato de cálcio hidratado
(CSH), mas ainda com espaços vazios, alguns dos quais preenchidos com materiais
aciculares, provavelmente etringita (ett); (c) concreto fresco com sílica ativa (sf), cujas
partículas preenchem o espaço em trono dos agregados, anteriormente ocupado, na fase
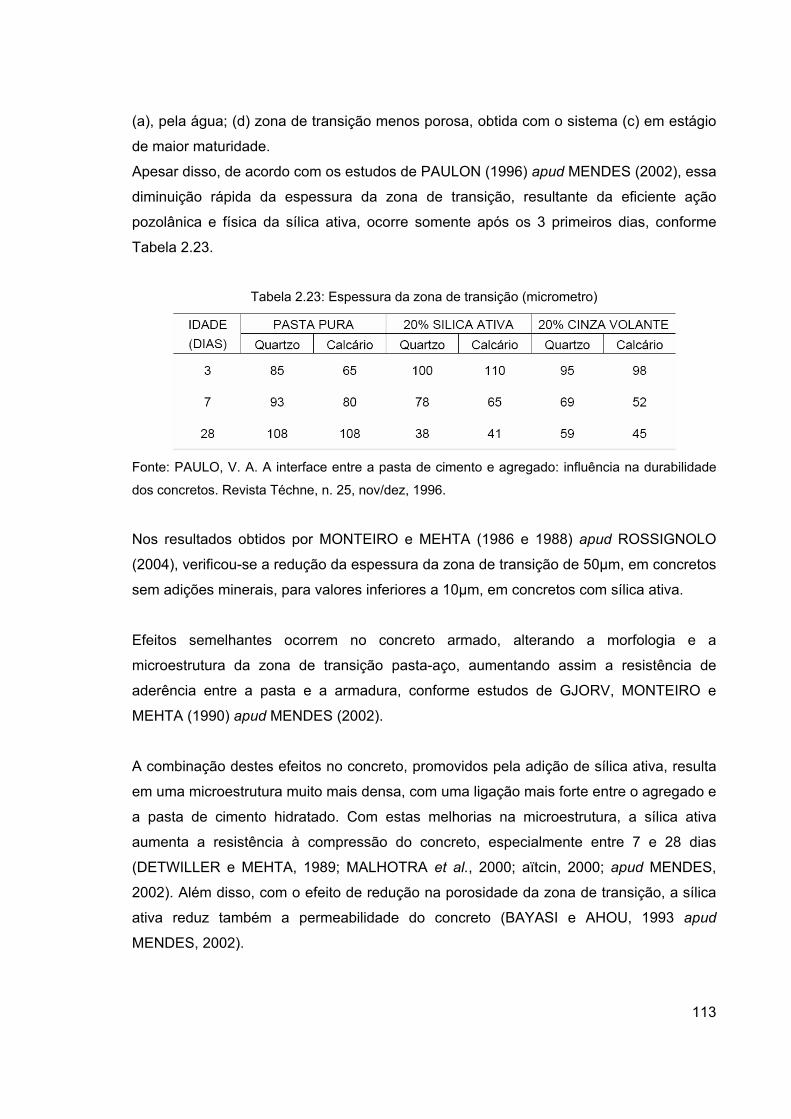
113
(a), pela água; (d) zona de transição menos porosa, obtida com o sistema (c) em estágio
de maior maturidade.
Apesar disso, de acordo com os estudos de PAULON (1996) apud MENDES (2002), essa
diminuição rápida da espessura da zona de transição, resultante da eficiente ação
pozolânica e física da sílica ativa, ocorre somente após os 3 primeiros dias, conforme
Tabela 2.23.
Tabela 2.23: Espessura da zona de transição (micrometro)
Fonte: PAULO, V. A. A interface entre a pasta de cimento e agregado: influência na durabilidade
dos concretos. Revista Téchne, n. 25, nov/dez, 1996.
Nos resultados obtidos por MONTEIRO e MEHTA (1986 e 1988) apud ROSSIGNOLO
(2004), verificou-se a redução da espessura da zona de transição de 50µm, em concretos
sem adições minerais, para valores inferiores a 10µm, em concretos com sílica ativa.
Efeitos semelhantes ocorrem no concreto armado, alterando a morfologia e a
microestrutura da zona de transição pasta-aço, aumentando assim a resistência de
aderência entre a pasta e a armadura, conforme estudos de GJORV, MONTEIRO e
MEHTA (1990) apud MENDES (2002).
A combinação destes efeitos no concreto, promovidos pela adição de sílica ativa, resulta
em uma microestrutura muito mais densa, com uma ligação mais forte entre o agregado e
a pasta de cimento hidratado. Com estas melhorias na microestrutura, a sílica ativa
aumenta a resistência à compressão do concreto, especialmente entre 7 e 28 dias
(DETWILLER e MEHTA, 1989; MALHOTRA et al., 2000; aïtcin, 2000; apud MENDES,
2002). Além disso, com o efeito de redução na porosidade da zona de transição, a sílica
ativa reduz também a permeabilidade do concreto (BAYASI e AHOU, 1993 apud
MENDES, 2002).
114
Tudo isso colabora para a elevação das propriedades mecânicas e para o aumento da
durabilidade do concreto como um todo (ALMEIDA, 1996b apud MENDES, 2002).
2.4.3.7 Influência da Sílica Ativa nas Propriedades do Concreto
A utilização da microssílica no concreto modifica suas propriedades tanto no estado
fresco (trabalhabilidade, coesão, estabilidade, segregação, exsudação, etc.) como no
estado endurecido (resistência mecânica e durabilidade). O seu efeito microfiler e
pozolânico resulta em mudanças consideráveis na microestrutura e nas propriedades
macroscópicas do concreto (VIEIRA et al., 1997), como visto anteriormente.
De acordo com VIEIRA et al. (1997), concretos com adição de microssílica apresentam
maior resistência e melhor desempenho frente aos ataques agressivos em função de
uma menor permeabilidade. De acordo com WOLF (1991) apud VEIRA et al., o
refinamento da estrutura porosa do concreto com sílica ativa e a conseqüente redução da
taxa de transferência de íons agressivos ao concreto, a redução do teor de hidróxido de
cálcio e a menor relação CaO/SiO2 dos produtos da reação pozolânica (o que elevaria a
incorporação de íons agressivos ao concreto) são fatores determinantes do melhor
desempenho quanto à durabilidade dos concretos com sílica ativa.
MALHOTRA (1993) apud VIEIRA et al. (1997) relata que a adição de microssílica no
concreto não reduz a porosidade total, mas proporciona um refinamento da estrutura
porosa, com diminuição e descontinuidade dos poros capilares. No entanto, o uso da
microssílica como adição sobre a massa e cimento ao concreto pode diminuir a relação
vazios/volume, o que diminui a porosidade e, conseqüentemente, a penetração e
deslocamento de agentes agressivos no concreto.
A adição de sílica ativa ao concreto tem-se mostrado efetiva no aumento da resistência
do concreto, pois, além de seu efeito químico de reação pozolânica, suas partículas
extremamente finas atuam fisicamente densificando a matriz e a zona de transição (DAL
MOLIN, 1995 apud MENDES, 2002).
115
Enquanto a sílica ativa não é usualmente necessária para resistências à compressão
menores do que 75Mpa, a maioria dos cimentos necessita desta adição para atingirem os
100Mpa. Ainda, AÏTCIN (2000) apud MENDES (2002) comenta que em função dos
materiais disponíveis atualmente, é quase impossível exceder esse limite sem usar a
sílica ativa.
A resistência ao ataque de sulfatos é melhorada significativamente com a substituição de
5 a 15% de sílica ativa sobre a massa de cimento Portland, segundo MANGAT e KHATIB
(1995) apud MENDES (2002).
De acordo com SCISLEWSKI e WOJTOWICZ (1996) apud MENDES (2002), a utilização
de 5 a 12% de sílica ativa é eficaz na redução da penetração de cloretos e água no
concreto, garantindo maior durabilidade às estruturas em concreto armando.
Em relação a carbonatação do concreto, segundo POSSAN et al. (2006), é um fenômeno
que ocorre pela reação físico-química entre os compostos hidratados do cimento e o gás
carbônico (CO2) da atmosfera. Tal reação provoca a redução do pH do concreto,
deixando a armadura vulnerável ao ataque de agentes agressivos.
Segundo MEYER (1969) apud POSSAN et al. (2006), o avanço da frente de
carbonatação é inversamente proporcional à reserva alcalina disponível na matriz da
pasta de cimento hidratada, que por sua vez é função da composição química do
cimento, refletindo no teor de hidróxido de cálcio e nos álcalis presentes.
Com relação à reserva alcalina, ISAIA (1999) apud POSSAN et al. (2006) destaca que
concretos produzidos com cimentos com adições pozolânicas, apesar destas propiciarem
o refinamento dos poros e dos grãos, aumentando a sinuosidade dos capilares e
diminuindo a permeabilidade, apresentam profundidades de carbonatação superiores às
obtidas em concretos de cimento Portland comum. Isso ocorre pelo efeito da diminuição
da reserva alcalina, devido à redução do teor de álcalis quando a sílica reage com o
Ca(OH)2, pela reação pozolânica, resultando em frentes de carbonatação mais velozes
para os concretos com adições.
Segundo VIEIRA (2003) apud POSSAN et al. (2006), no que se refere à adição de sílica
ativa ao concreto, isoladamente esta adição não apresenta efeito significativo, sendo a

116
sua influência na profundidade de carbonatação determinada pela relação
água/aglomerante. KULAKOWSKI (2002) apud POSSAN et al. (2006) aponta a existência
de uma região crítica no comportamento dos concretos com sílica ativa frente à
carbonatação, delimitada pela existência de um intervalo de relações água/aglomerante
(0,45 e 0,50). VIEIRA (2003) apud POSSAN et al. (2006) também observou a existência
desta região crítica limite em torno da relação a/agl 0,50, abaixo da qual a profundidade
de carbonatação pode ser considerada tecnicamente desprezível para concretos com e
sem adição de sílica ativa.
NEVILLE (1997) apud POSSAN et al. (2006) relata que o principal efeito da sílica ativa é
a redução da penetrabilidade na matriz de cimento hidratado, em função da interrupção
na comunicação entre os poros pela ação desta adição, sem que ocorra a redução da
porosidade total. O autor descreve ainda que a adição de sílica ativa propicia ao concreto
baixa permeabilidade e alta resistência inicial. Segundo BENTZ (2000) apud POSSAN et
al. (2006), a adição de sílica ativa ao concreto também afeta o coeficiente de difusão,
sendo no mínimo 15 vezes menor para concretos com 10% de adição, o que aumenta
substancialmente a vida útil frente à carbonatação de concretos expostos a ambientes
agressivos.
Contudo, segundo MENDES (2002), o uso de sílica ativa tem alguns inconvenientes, e o
principal é a sua finura. A adição de sílica ativa, em substituição de parte do cimento,
resulta em um aumento na demanda de água para manter as mesmas propriedades
reológicas de uma pasta de cimento sem sílica ativa, isto é, produz um concreto com
relação a/c mais elevada (NEVILLE, 1997a; FERRARIS, OBLA e HILL, 2001; apud
MENDES, 2002). Assim, todo o benefício que se consegue na resistência e durabilidade
do concreto pela ação físico-química da sílica ativa pode ser contraposto pela maior
quantidade de água necessária para tornar o concreto trabalhável (ALMEIDA, 1996b
apud MENDES, 2002). Para evitar-se a adição de mais água na mistura, é imprescindível
o uso de aditivos superplastificantes, aditivos redutores de água de alta eficiência, que
dispersam as partículas de cimento e sílica ativa, diminuindo o atrito interno existente
entre elas, permitindo o lançamento do concreto com abatimentos razoáveis, na obra.
(KHAYAT e AÏTCIN, 1993; MEHTA e MONTEIRO, 1994; NEVILLE, 1997a; apud
MENDES, 2002).
117
2.4.4 Cinza Volante
2.4.4.1 Considerações Gerais
Um dos principais problemas ambientais causados por usinas termoelétricas é derivado
da produção de toneladas de cinzas de carvão no processo de geração de energia
elétrica. A necessidade de retirar a baixo custo as cinzas da usina fez com que se
adotassem práticas de disposição em áreas inadequadas e sem as medidas de proteção
necessárias.
A incorporação em concretos de cinzas volantes resultantes da queima de carvão em
centrais termoelétricas, iniciou-se nos anos trinta, quando as cinzas começaram a estar
disponíveis em quantidades significativas. Em 1937, na Universidade da Califórnia, nos
EUA (ACI Committee 232, 1996 apud AZEVEDO, 2002) surgiram os primeiros estudos
acerca da inclusão de cinzas volantes em concretos. (AZEVEDO, 2002).
Inicialmente, as cinzas volantes foram usadas como uma substituição parcial de cimento,
um componente dispendioso do concreto. À medida que a sua utilização foi se
generalizando, também foram se evidenciando as vantagens do emprego deste
componente, tendo sido verificada a melhoria de certas propriedades do concreto.
(AZEVEDO, 2002).
A maior parte do carvão consumido atualmente em usinas termoelétricas é queimada em
caldeiras de carvão pulverizado. Neste tipo de caldeira, mais de três quartos da cinza
produzida é leve o bastante para ser arrastada com os gases de combustão (cinza leve
ou volante), sendo na sua maior parte coletada por equipamentos de retenção, como
precipitadores eletrostáticos. As cinzas remanescentes são densas o suficiente para não
serem emitidas para a atmosfera e caem, no fundo da caldeira, fundidas em partículas
maiores (cinza pesada ou residuária). (FUNGARO e SILVA, 2002).
Segundo a NBR 12653/92, cinzas volantes são materiais finamente divididos, que
resultam da combustão de carvão pulverizado ou granulado com atividade pozolânica.

118
Conforme MEHTA (1987), sua composição química é determinada pelo tipo de carvão
utilizado e pela quantidade de material incombustível presente no mesmo. Mais de 85%
da maioria das cinzas volantes são formadas pelos elementos silício, alumínio, ferro,
cálcio e magnésio.
A cinza volante exibe atividade pozolânica, pois contem silicatos de alumínio meta-
estáveis, que reagem com os íons de cálcio em presença de umidade, para formar
silicatos de cálcio hidratado. A sua adição ao concreto afeta diversos aspectos das suas
propriedades. Como parte dos materiais componentes do concreto, a cinza volante age
em parte como um agregado fino, e parte como um componente cimentício. Isto
influencia as propriedades reológicas do concreto no estado fresco, na resistência,
porosidade, na durabilidade no estado endurecido, e no custo e consumo energético do
produto final (MEHTA, 1987).
MEHTA (1987) afirma ainda que na maioria das aplicações, o objetivo do uso de cinzas
volantes no concreto está relacionado a um ou mais dos seguintes benefícios:
- Redução da quantidade de cimento, visando reduzir custos;
- Reduzir o calor de hidratação;
- Melhorar a trabalhabilidade;
- Atender a níveis de resistência, requeridos pelo concreto, em idades acima de 90
dias.
2.4.4.2 Obtenção da Cinza Volante
A combustão do carvão pulverizado, geralmente para a produção de energia elétrica, se
dá em altas temperaturas, entre 1200 e 1600ºC, num ambiente gasoso oxidante, sendo o
tempo de permanência das partículas em chama oxidante, em média de 2 segundos,
condição suficiente para a fusão total ou parcial da matéria mineral. Dois tipos de cinzas
são formados: cinza pesada e cinza volante. (SILVA et al., 1999).
Cinzas volantes são as cinzas de textura mais fina arrastadas pelos gases de combustão
das fornalhas da caldeira e abatidas por precipitadores eletrostáticos com rendimento
119
teórico entre 95 a 99%. As cinzas volantes não comercializadas são transferidas para as
minas de carvão desativadas, onde são estocadas. (SILVA et al., 1999).
Cinzas pesadas são as cinzas de textura mais grosseira que caem no fundo da fornalha
em tanques de resfriamento e removidas, hidraulicamente, por fluxos de água.
Representam cerca de 15 a 20% das cinzas produzidas. (SILVA et al., 1999).
2.4.4.3 Classificação das Cinzas Volantes
A norma americana ASTM C618, apud AZEVEDO (2002) agrupa as cinzas volantes em
duas classes conforme a sua proveniência. As cinzas volantes resultantes da queima de
carvão betuminoso, de baixo teor em cálcio, são da classe F e apresentam propriedades
pozolânicas, mas não têm propriedades aglomerantes e hidráulicas. As cinzas volantes
provenientes da queima de carvões sub-betuminosos, de alto teor de CaO, são da classe
C e têm propriedades pozolânicas e aglomerantes. A classificação americana prevê a
possibilidade do emprego de cinzas da classe C, com elevado teor de CaO (geralmente
superior a 10%, podendo exceder os 35%), enquanto que a NP EN 450/1995 (Norma
Européia) apud AZEVEDO (2002) nada refere em relação a este aspecto. Contudo, a
norma americana não distingue as cinzas volantes quanto ao seu teor em CaO, nem
refere qualquer valor limite para este constituinte.
2.4.4.4 Características Físicas e Químicas
As propriedades físicas e químicas das cinzas podem variar consideravelmente em
função da sua proveniência e até entre diferentes remessas da mesma Central
Termoelétrica. Estas diferenças devem-se, fundamentalmente, aos diferentes tipos de
carvão utilizados na queima, aos diferentes procedimentos empregues na combustão, à
presença de óleo-combustível nas câmaras de combustão e ao modo como as cinzas
são recolhidas e armazenadas (ESTÉVEZ e GUTIÉRREZ, 1990; JALALI, 1991;
CÁNOVAS e GUTIÉRREZ, 1992; JOSHI e LOHTIA, 1997; ROCHA, 1999; apud
AZEVEDO, 2002).
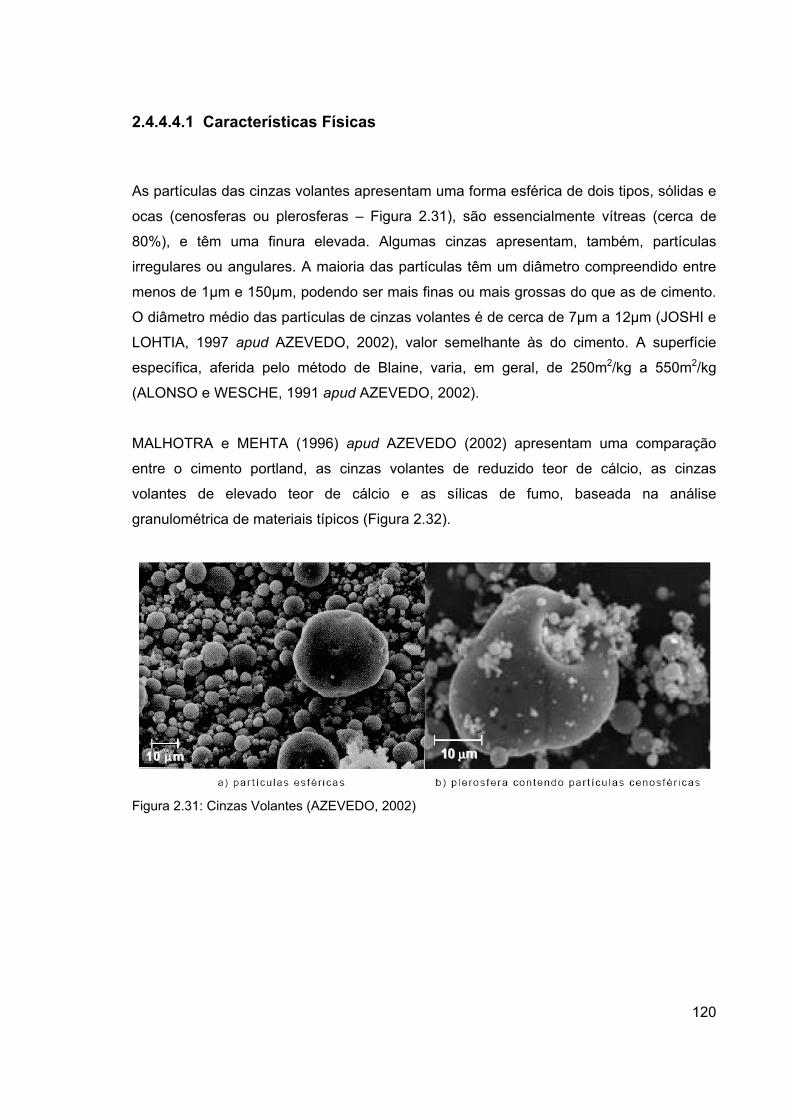
120
2.4.4.4.1 Características Físicas
As partículas das cinzas volantes apresentam uma forma esférica de dois tipos, sólidas e
ocas (cenosferas ou plerosferas – Figura 2.31), são essencialmente vítreas (cerca de
80%), e têm uma finura elevada. Algumas cinzas apresentam, também, partículas
irregulares ou angulares. A maioria das partículas têm um diâmetro compreendido entre
menos de 1µm e 150µm, podendo ser mais finas ou mais grossas do que as de cimento.
O diâmetro médio das partículas de cinzas volantes é de cerca de 7µm a 12µm (JOSHI e
LOHTIA, 1997 apud AZEVEDO, 2002), valor semelhante às do cimento. A superfície
específica, aferida pelo método de Blaine, varia, em geral, de 250m2/kg a 550m2/kg
(ALONSO e WESCHE, 1991 apud AZEVEDO, 2002).
MALHOTRA e MEHTA (1996) apud AZEVEDO (2002) apresentam uma comparação
entre o cimento portland, as cinzas volantes de reduzido teor de cálcio, as cinzas
volantes de elevado teor de cálcio e as sílicas de fumo, baseada na análise
granulométrica de materiais típicos (Figura 2.32).
Figura 2.31: Cinzas Volantes (AZEVEDO, 2002)

121
Figura 2.32: Análise granulométrica comparativa de materiais típicos: cimento Portland, cinza
volante de reduzido teor de cálcio, cinza volante de elevado teor de cálcio e sílica de fumo
(MALHOTRA e MEHTA, 1996 apud AZEVEDO, 2002)
A variação no tamanho das cinzas depende do tipo de equipamento utilizado na sua
coleta. Em instalações antigas, onde a coleta é feita através de coletores mecânicos, a
dimensão das cinzas é superior à das provenientes de centrais mais modernas, que
utilizam precipitadores eletrostáticos ou filtros de mangas (ACI Committee 232, 1996
apud AZEVEDO, 2002).
A finura das cinzas é, em geral, avaliada recorrendo à determinação da quantidade de
partículas retidas na peneira nº 325, com 45µm de abertura de malha. Os documentos
normativos apresentam valores limitadores para tal quantidade. Segundo a norma
européia (NP EN 450) a percentagem de material retido não deve exceder 40% e a
variação admitida é de 10% em relação ao seu valor médio. A norma americana (ASTM
C 618) e a Canadense indicam o valor limite de 34%. Na Austrália o limite é de 50% e no
Japão de 25%.
A superfície específica pode ser medida por variados métodos, o que conduz a diferentes
resultados. O processo mais comum é o de Blaine, sendo que a superfície específica
também pode ser determinada através da análise da curva granulométrica, que é, em
geral, correntemente efetuada através de difração laser. Os valores assim obtidos são
cerca de 70% inferiores aos de Blaine, pois nem todas as partículas são esféricas. Outra
metodologia que pode ser utilizada é a da adsorção de nitrogênio (BET – Brunauer-
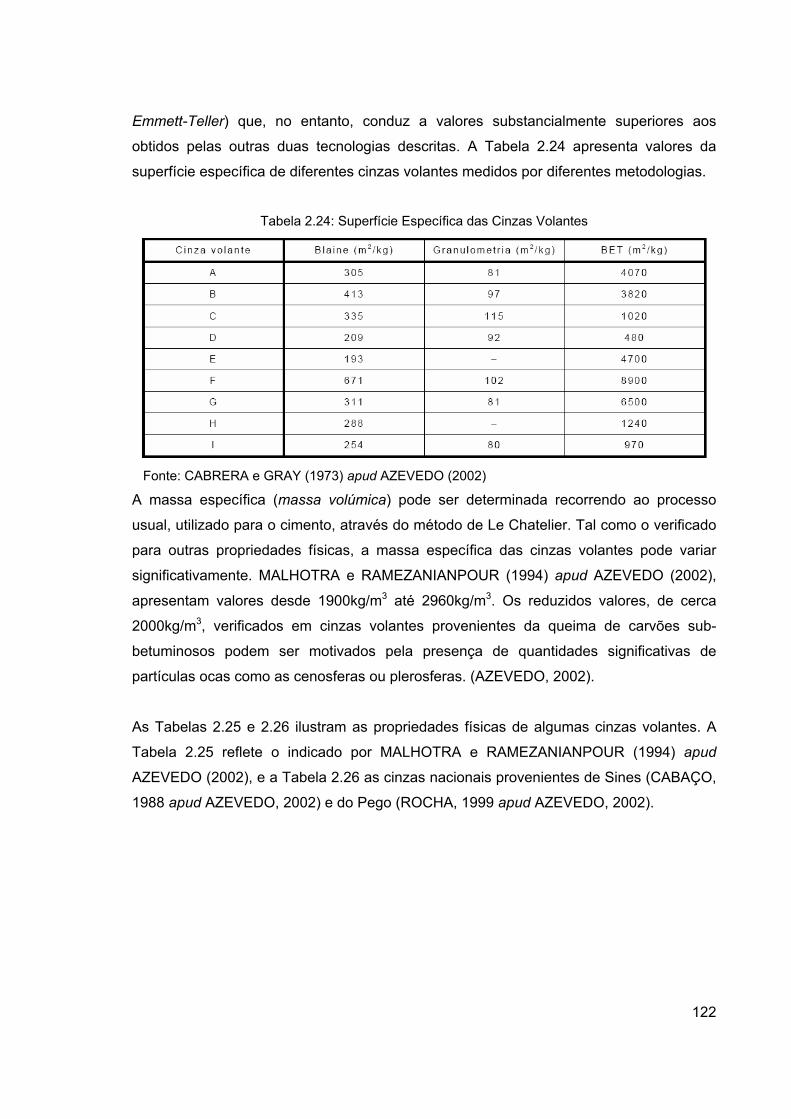
122
Emmett-Teller) que, no entanto, conduz a valores substancialmente superiores aos
obtidos pelas outras duas tecnologias descritas. A Tabela 2.24 apresenta valores da
superfície específica de diferentes cinzas volantes medidos por diferentes metodologias.
Tabela 2.24: Superfície Específica das Cinzas Volantes
Fonte: CABRERA e GRAY (1973) apud AZEVEDO (2002)
A massa específica (massa volúmica) pode ser determinada recorrendo ao processo
usual, utilizado para o cimento, através do método de Le Chatelier. Tal como o verificado
para outras propriedades físicas, a massa específica das cinzas volantes pode variar
significativamente. MALHOTRA e RAMEZANIANPOUR (1994) apud AZEVEDO (2002),
apresentam valores desde 1900kg/m3 até 2960kg/m3. Os reduzidos valores, de cerca
2000kg/m3, verificados em cinzas volantes provenientes da queima de carvões sub-
betuminosos podem ser motivados pela presença de quantidades significativas de
partículas ocas como as cenosferas ou plerosferas. (AZEVEDO, 2002).
As Tabelas 2.25 e 2.26 ilustram as propriedades físicas de algumas cinzas volantes. A
Tabela 2.25 reflete o indicado por MALHOTRA e RAMEZANIANPOUR (1994) apud
AZEVEDO (2002), e a Tabela 2.26 as cinzas nacionais provenientes de Sines (CABAÇO,
1988 apud AZEVEDO, 2002) e do Pego (ROCHA, 1999 apud AZEVEDO, 2002).
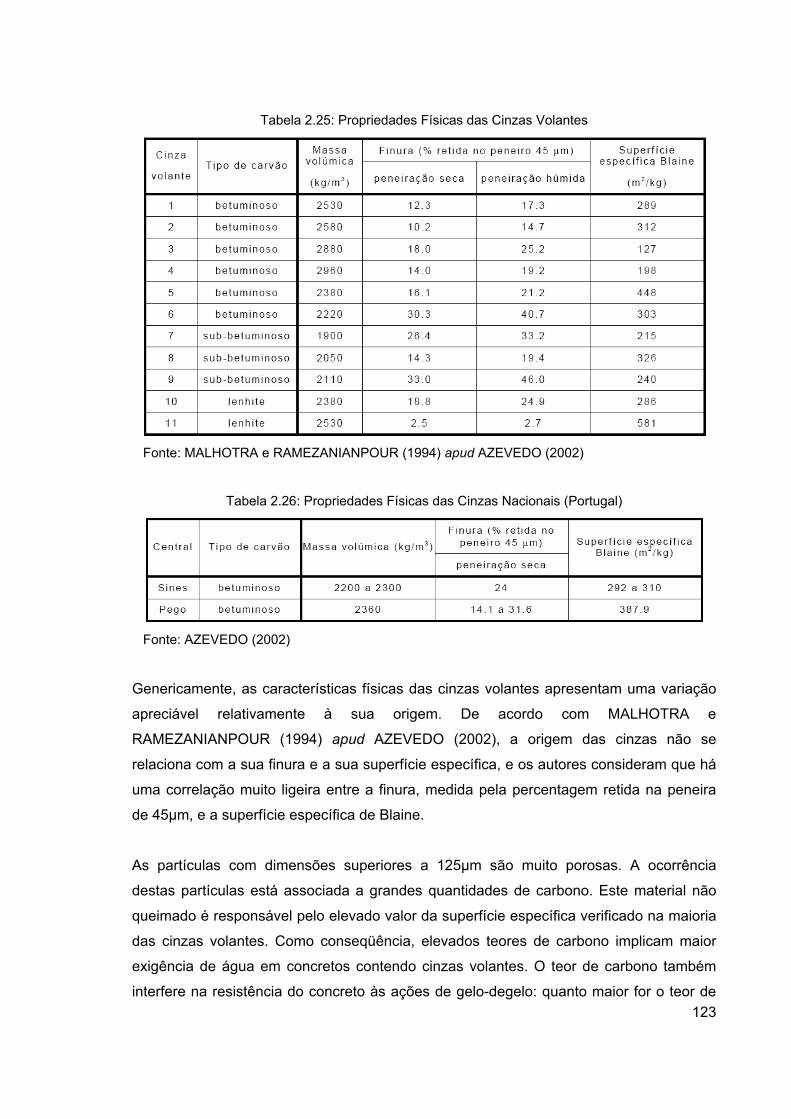
123
Tabela 2.25: Propriedades Físicas das Cinzas Volantes
Fonte: MALHOTRA e RAMEZANIANPOUR (1994) apud AZEVEDO (2002)
Tabela 2.26: Propriedades Físicas das Cinzas Nacionais (Portugal)
Fonte: AZEVEDO (2002)
Genericamente, as características físicas das cinzas volantes apresentam uma variação
apreciável relativamente à sua origem. De acordo com MALHOTRA e
RAMEZANIANPOUR (1994) apud AZEVEDO (2002), a origem das cinzas não se
relaciona com a sua finura e a sua superfície específica, e os autores consideram que há
uma correlação muito ligeira entre a finura, medida pela percentagem retida na peneira
de 45µm, e a superfície específica de Blaine.
As partículas com dimensões superiores a 125µm são muito porosas. A ocorrência
destas partículas está associada a grandes quantidades de carbono. Este material não
queimado é responsável pelo elevado valor da superfície específica verificado na maioria
das cinzas volantes. Como conseqüência, elevados teores de carbono implicam maior
exigência de água em concretos contendo cinzas volantes. O teor de carbono também
interfere na resistência do concreto às ações de gelo-degelo: quanto maior for o teor de

124
carbono das cinzas, menor é a resistência do concreto (ALONSO e WESCHE, 1991 apud
AZEVEDO, 2002).
Segundo os mesmos autores, as cinzas volantes devem apresentar granulometria e
superfície específica semelhante ou inferior à do cimento, de modo a evitar variações nas
propriedades físicas do concreto, principalmente na trabalhabilidade. Esta recomendação
está associada à presença de carbono nas cinzas volantes, tendo de evitar quantidades
elevadas de partículas com dimensão superior a 125µm, dotadas de elevada porosidade
e onde as partículas de carbono mais se concentram. Para JALALI (1991) apud
AZEVEDO (2002), ao contrário de ALONSO e WESCHE (1991) apud AZEVEDO (2002),
a elevada superfície específica das cinzas volantes é provocada, fundamentalmente, pela
contribuição da fração fina, baseado no fato de as partículas de menor dimensão
apresentarem maior superfície específica.
Contudo, CABRERA e GRAY (1973) apud AZEVEDO (2002), mostraram que a redução
do teor de carbono das cinzas através de queima suplementar resulta na diminuição da
superfície especifica obtida pelo método BET. Os autores concluíram que a superfície
específica, determinada pelo método de Blaine e pela metodologia BET, se relaciona com
o teor de carbono, sugerindo a adoção de um valor limite para a superfície específica de
modo a assegurar elevados níveis de pozolanicidade das cinzas volantes.
Apesar de não haver acordo quanto à forma mais eficaz de aferir a finura das cinzas
volantes, é consensual que maiores finuras conduzem a maior atividade pozolânica.
Como a maioria das reações químicas ocorre mais rapidamente com o aumento da finura
das partículas, é esperável que a atividade pozolânica de uma cinza volante seja
dependente da área disponível para reação (JALALI, 1991; NEVILLE, 1995; apud
AZEVEDO, 2002).
A forma esférica das partículas é particularmente vantajosa sob o ponto de vista da
exigência de água e a elevada superfície específica indica que o material apresenta uma
elevada reatividade com o hidróxido de cálcio (NEVILLE, 1995 apud AZEVEDO, 2002).
125
2.4.4.4.2 Características Químicas
A composição química das cinzas volantes depende da classe e da quantidade de
material mineral existente no carvão utilizado. No entanto, a grande maioria apresenta
como principais constituintes compostos químicos e cristais de sílica, SiO2, alumina,
Al2O3, óxido férrico, Fe2O3, e cal, CaO. Em quantidades substancialmente inferiores,
existem outros componentes como MgO, Na2O, K2O, SO3 MnO e TiO2. As cinzas
volantes contêm, também, partículas de carbono não consumidas na combustão
(ESTÉVEZ e GUTIÉRREZ, 1990; ALONSO e WESCHE, 1991; MALHOTRA e
RAMEZANIANPOUR, 1994; ACI Committee 232, 1996; apud AZEVEDO, 2002). Os
aludidos quatro componentes principais das cinzas registram variações apreciáveis,
podendo apresentar valores compreendidos, de acordo com o ACI Committee 232 (1996)
apud AZEVEDO (2002), entre os seguintes: SiO2 – 35% a 60%; Al2O3 – 10% a 30%;
Fe2O3 – 4% a 20%; CaO – 1% a 35%.
A pozolanicidade das cinzas está intimamente relacionada com o teor de SiO2, visto ser a
sílica amorfa que se combina com a cal livre e a água dando origem à formação de
quantidades suplementares de C-S-H. Segundo ALONSO e WESCHE (1991) apud
AZEVEDO (2002), cinzas com conteúdos de SiO2 inferiores a 35% são praticamente
inativas como pozolanas e não devem ser incorporadas no concreto. Com opinião
contrária encontram-se HALSTEAD (1986), MEHTA (1985), JOSHI e LOHTIA (1997), que
consideram que em termos de composição química, com exceção do teor de cálcio, a
variação dos constituintes das cinzas volantes influencia, aparentemente, de forma
marginal as suas propriedades pozolânicas ou cimentícias. ALONSO e WESCHE (1991)
apud AZEVEDO (2002), indicam, também, que cinzas volantes com elevado teor de cal
(15% a 40%) podem ser dotadas de propriedades aglomerantes e hidráulicas e que a sua
inclusão em concretos deve ser evitada.
Os sulfatos, SO3, podem afetar a quantidade ótima de cinzas volantes em relação ao
desenvolvimento das características mecânicas e do tempo de pega. Um teor máximo é
considerado necessário, evitando um excesso de SO3 contido no concreto endurecido
que poderá contribuir significativamente para um pior comportamento quando o concreto
estiver integrado em ambientes particularmente sujeitos ao ataque de sulfatos (JALALI,
1991 apud AZEVEDO, 2002).
126
O carbono presente nas cinzas volantes é resultado da combustão incompleta do carvão
e dos aditivos orgânicos utilizados no processo de recolhimento. Em geral, o teor de
carbono não é quantificado diretamente, mas sim recorrendo à determinação do teor em
não queimados (perda ao fogo). O teor de não queimados inclui, além do carbono livre,
perdas de água combinada e dióxido de carbono proveniente dos hidratos e dos
carbonatos presentes nas cinzas volantes, sendo assumido, sem cometer um grande
erro, como aproximadamente igual ao conteúdo de carbono. (AZEVEDO, 2002).
Cinzas volantes de elevado teor de cálcio (classe C) apresentam perda ao fogo, em
geral, inferior a 1%, enquanto que as da classe F podem atingir valores até cerca de
20%. (AZEVEDO, 2002).
A contribuição da quantidade de carbono presente nas cinzas é decisiva na exigência de
água de pastas, argamassas e concretos. O total de água necessário à obtenção de uma
pasta de consistência normal é tanto maior quanto maior for o teor em carbono. O
carbono contido nas cinzas volantes apresenta porosidade elevada e grande superfície
específica, sendo capaz de absorver quantidades significativas não só de água, como de
aditivos incluídos no preparo do concreto, principalmente superplastificantes, agentes
introdutores de ar ou retardadores de pega. (AZEVEDO, 2002).
Vários autores indicam que um elevado teor de carbono interfere negativamente com a
eficiência dos agentes introdutores de ar (ESTÉVEZ e GUTIÉRREZ, 1990; ALONSO e
WESCHE, 1991; MALHOTRA, 1993; MALHOTRA e RAMEZANIANPOUR, 1994; DHIR et
al., 1999; COVENTRY, WOOLVERIDGE e HILLIER, 1999; apud AZEVEDO, 2002). DHIR
et al. (1999), referem à necessidade em exceder a duplicação da dosagem de agente
introdutor de ar em concretos com cinzas volantes de elevado teor de não queimados
(cerca de 9,5%) quando comparados com concretos sem cinzas. No entanto, níveis
satisfatórios de resistência à ação do gelo-degelo foram obtidos com concretos
incorporando as referidas cinzas. BILODEAU e MALHOTRA (1994) apud AZEVEDO
(2002), não encontraram problemas em relação ao teor de ar de concretos com cinzas,
exceto quando o teor de carbono das cinzas volantes atingiu valores elevados, o que
exigiu um reforço substancial da dosagem de agente introdutor de ar.
Segundo ALONSO e WESCHE (1991) apud AZEVEDO (2002), em geral, quanto menor
for o teor de carbono melhor será a cinza volante para aplicação em argamassas e
127
concretos. DAY (1995) apud AZEVEDO (2002), refere que o teor de carbono não deve
exceder 8%, sendo preferíveis níveis muito inferiores. No entanto, MALHOTRA e
RAMEZANIANPOUR (1994) apud AZEVEDO (2002), concluem que o teor de carbono
não influencia significativamente o índice de atividade pozolânica, determinado através
da relação entre resistências à compressão.
Experiências levadas a cabo por COPPOLA et al. (1998) apud AZEVEDO (2002),
evidenciam não haver qualquer relação prejudicial entre o teor de não queimados das
cinzas volantes e as propriedades dos concretos com elas realizados. Estes autores
estudaram o efeito de quatro cinzas volantes distintas, com perdas ao fogo de 4%, 7%,
9% e 11%, em concretos com razão a/agl. (água/aglomerante) de 0.48 e dosagem de
ligante de aproximadamente 420kg/m3. A principal diferença registRada nas
características químicas e físicas das cinzas foi precisamente o seu teor de não
queimados, sendo semelhantes a todos os outros parâmetros avaliados. Os resultados
obtidos permitiram eleger como melhor composição aquela que incorporava cinzas
volantes com maior teor de não queimados (cerca de 11%). A resistência à compressão e
a durabilidade (avaliada através da permeabilidade à água, da penetração de cloretos e
da penetração de dióxido de carbono) das misturas fabricadas com cinzas volantes em
substituição de 30% de cimento, aumentou com o teor em não queimados das cinzas. O
desempenho dos concretos melhorou à medida que a perda ao fogo das cinzas volantes
aumentou, contradizendo as restrições ao uso de cinzas baseadas no teor de não
queimados, conforme preconizado por alguns autores e pela quase totalidade das
normas existentes. (AZEVEDO, 2002).
Estudos feitos pela Associação Brasileira de Cimento Portland (ABCP), para
caracterização mineralógica das cinzas volantes da Termelétrica de Candiota–RS, por
microscopia de luz transmitida e análises termodiferencial e termogravimétrica,
apresentaram os seguintes resultados, conforme citado por SILVA et al. (1999):
Microscopia de luz transmitida: sob microscópio de luz transmitida a amostra revelou ser
constituída principalmente de grãos transparentes, que englobam os grãos vítreos de
aspecto esponjoso, esféricos, grãos de quartzo e, em menor proporção de grãos opacos
que estão relacionados a material carbonoso ou metálico.
128
Os grãos vítreos, de aspecto esponjoso, apresentam coloração escura, formas
irregulares e dimensões que variam de alguns micrometros até aproximadamente
300mm. Não raro exibem material carbonoso associado, o que confere, às vezes, uma
certa opacidade a estes grãos.
Os grãos esféricos (cenosferas) são vítreos, apresentam coloração escura semelhante a
dos grãos esponjosos e, menos freqüentemente, são incolores, amarelados,
avermelhados ou opacos. A dimensão dos grãos esféricos varia de alguns micrometros
até aproximadamente 60mm, sendo que a dimensão média está compreendida entre 10
a 15mm. Comumente apresentam inclusões gasosas ou de material escuro, de difícil
observação devido às suas dimensões submicroscópicas. A relação entre a freqüência
de grãos esponjosos e grãos esféricos é de aproximadamente 1:1.
Os grãos de quartzo são relativamente freqüentes, de formas irregulares, anisótropos e
ocorrem com dimensões que variam de alguns micrometros até 60mm.
Os grãos opacos, que ocorrem sob a forma de material carbonoso, apresentam formas
irregulares e podem ser encontrados associados aos grãos esponjosos ou
individualizados. Por outro lado, os opacos que ocorrem como grãos esféricos são de
natureza metálica e muitas vezes exibem caráter magnético.
Análises termodiferencial e termogravimétrica: de acordo com a curva termodiferencial foi
determinado pela reação exotérmica a 530ºC, sendo interpretada como a decomposição
de material carbonoso.
Com base na curva termogravimétrica foi obtida uma perda de massa total de 0,7%, após
aquecimento da amostra até 860 ºC.
A Tabela 2.27 apresenta uma análise química média das cinzas volantes da Usina
Termelétrica da cidade de Candiota (RS).
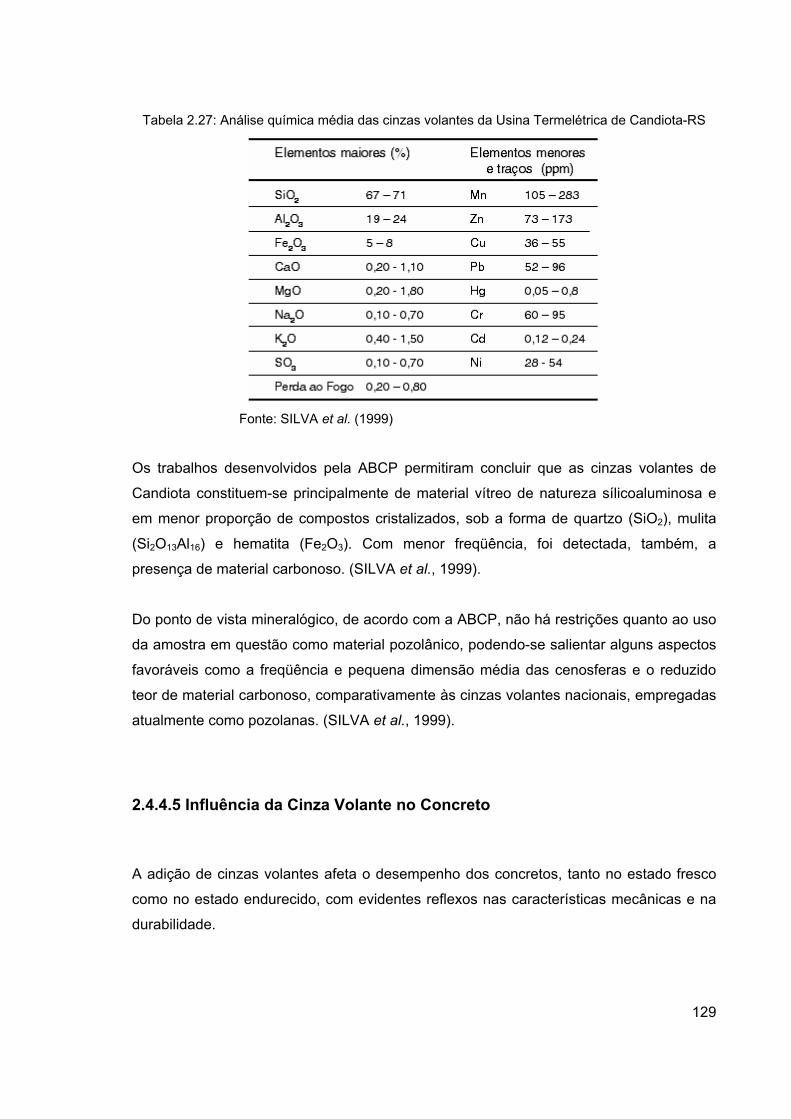
129
Tabela 2.27: Análise química média das cinzas volantes da Usina Termelétrica de Candiota-RS
Fonte: SILVA et al. (1999)
Os trabalhos desenvolvidos pela ABCP permitiram concluir que as cinzas volantes de
Candiota constituem-se principalmente de material vítreo de natureza sílicoaluminosa e
em menor proporção de compostos cristalizados, sob a forma de quartzo (SiO2), mulita
(Si2O13Al16) e hematita (Fe2O3). Com menor freqüência, foi detectada, também, a
presença de material carbonoso. (SILVA et al., 1999).
Do ponto de vista mineralógico, de acordo com a ABCP, não há restrições quanto ao uso
da amostra em questão como material pozolânico, podendo-se salientar alguns aspectos
favoráveis como a freqüência e pequena dimensão média das cenosferas e o reduzido
teor de material carbonoso, comparativamente às cinzas volantes nacionais, empregadas
atualmente como pozolanas. (SILVA et al., 1999).
2.4.4.5 Influência da Cinza Volante no Concreto
A adição de cinzas volantes afeta o desempenho dos concretos, tanto no estado fresco
como no estado endurecido, com evidentes reflexos nas características mecânicas e na
durabilidade.
130
Os efeitos dessa adição são apresentados a seguir, tendo se baseado no trabalho de
AZEVEDO (2002).
2.4.4.5.1 Concreto no Estado Fresco
O concreto fresco pode ser considerado como uma concentração de partículas de
diferentes densidades, tamanhos e composições químicas em suspensão numa solução
com pH elevado. A partir da mistura do cimento com a água iniciam-se importantes
reações químicas que vão dar origem à aglomeração da pasta ligante e,
conseqüentemente, da massa de concreto. A distribuição espacial dos materiais na
massa em mutação é condicionada pelas forças de dispersão, floculação e gravidade. As
reações ocorridas são exotérmicas e é libertado calor durante a hidratação o que provoca
um inevitável aumento da temperatura. As partículas de cinzas volantes são,
logicamente, intervenientes em todos estes processos. As cinzas volantes de reduzido
teor de cálcio agem, fundamentalmente, como um agregado fino de forma esférica, ao
contrário das de elevado teor de cálcio que podem participar nas reações iniciais de
hidratação.
De modo a assegurar um adequado preenchimento das fôrmas e um envolvimento das
armaduras dos elementos de concreto armado é fundamental garantir e manter uma
determinada fluidez da mistura, em geral designada por trabalhabilidade. Assim, o estudo
das propriedades reológicas do sistema, influenciadas por todos os componentes
presentes na mistura, e em especial pelas cinzas volantes, justifica uma atenção
especial.
As cinzas volantes afetam a pega do cimento, podendo ser enumeradas várias razões
para tal: as cinzas volantes podem estar dotadas de características cimentícias (classe
C); os sulfatos pertencentes às cinzas podem reagir com o cimento da mesma forma que
o gesso adicionado na fabricação do cimento e provocar um retardamento da pega; a
pasta ligante pode conter uma menor quantidade de água, resultado da presença das
cinzas e influenciar a velocidade de hidratação; as cinzas volantes podem absorver
importantes quantidades de aditivos introduzidos na mistura para modificar a reologia do
131
concreto, influenciando, assim, as condições de hidratação da pasta ligante (MALHOTRA
e RAMEZANIANPOUR, 1994).
Os vários autores consultados concordam quanto ao fato de as cinzas volantes de
reduzido teor em cálcio (classe F) retardarem a pega do cimento e aumentarem o tempo
de início e de fim de pega. NEVILLE (1995), indica que a reação pozolânica das cinzas é
lenta e prolongada, podendo iniciar-se apenas ao fim de uma semana ou mais.
MALHOTRA e RAMEZANIANPOUR (1994), indicam que a presença de cinzas, em geral,
retarda a pega do concreto. Este aspecto pode estar relacionado com a dosagem, a
finura e a composição química das cinzas. Contudo, a finura do cimento, a água presente
na pasta e a temperatura ambiente são fatores considerados mais relevantes na
alteração das características referidas.
Usualmente, o volume absoluto de aglomerante num concreto com cinzas volantes
excede o de um concreto sem cinzas. Este fato é uma conseqüência da menor massa
específica das cinzas que normalmente são utilizadas para substituir igual, ou mesmo
maior, massa de cimento. Assim, verifica-se um acréscimo do volume de pasta, que vai
beneficiar a trabalhabilidade do concreto, melhorando a sua plasticidade e coesão.
A reduzida dimensão, a superfície pouco rugosa e a forma aproximadamente esférica das
partículas das cinzas volantes de reduzido teor em cálcio influenciam a reologia dos
concretos quando comparada com a de concretos equivalentes, cujo material
aglomerante é composto exclusivamente com cimento. Esta particularidade provoca uma
redução na quantidade de água necessária para assegurar determinada fluidez ou
permite o aumento da trabalhabilidade, mantendo constante a razão água/aglomerante.
Esta vantagem associada ao uso de cinzas volantes não é, em geral, sentida com outras
pozolanas que, geralmente, provocam o aumento da exigência de água das misturas de
concreto.
Para além do efeito lubrificante proporcionado pela forma esférica das partículas, outros
mecanismos são relevantes podendo mesmo ser condicionantes. SWAMY (1989),
HELMUTH et al. (1995) e NEVILLE (1995), referem que as partículas mais finas das
cinzas volantes são adsorvidas na superfície das partículas de cimento, podendo agir de
modo semelhante aos aditivos redutores de água. Se um número suficiente de partículas
de cinzas volantes cobrir a superfície das de cimento, isso irá provocar a sua dispersão
(desfloculação), originando uma diminuição da exigência de água para uma determinada

132
trabalhabilidade. Uma quantidade de cinzas superior à necessária para envolver as
partículas de cimento não vai conferir nenhum benefício adicional em termos de
trabalhabilidade da mistura. HELMUTH (1987), defende que a eficiência das cinzas
volantes na diminuição da exigência de água é notória até percentagens de substituição
de cimento por cinzas da ordem dos 20%. Este valor, no entanto, não é consensual,
podendo depender do tipo de cinza volante utilizada. BERG e KUKKO (1991),
mencionam investigações em que a percentagem de substituição ótima em argamassas
se situa entre os 20% e os 70%, não se verificando diferenças significativas na
trabalhabilidade. Segundo NEVILLE (1995), o efeito das cinzas na trabalhabilidade de
argamassas e concretos é devido, principalmente, à dispersão e adsorção das suas
partículas nas de cimento.
De acordo com OWENS (1979), o teor em material grosso (> 45µm) é o fator com maior
preponderância relativamente ao efeito das cinzas na trabalhabilidade do concreto.
Owens mostrou que o aumento da dosagem de cinzas volantes diminui a quantidade de
água necessária à obtenção de concretos com igual trabalhabilidade. Contudo, o
aumento da quantidade de partículas de cinzas com dimensão superior a 45µm implicou
um acréscimo da exigência de água, podendo mesmo suplantar o valor requerido em
concretos sem cinzas. O autor verificou que em misturas com 20% de cinzas, contendo
um teor em material grosso superior a 40%, a exigência de água superou a exigida para
concretos sem inclusão de adições. Para quantidades diferentes de cinzas volantes, as
conclusões obtidas foram semelhantes, variando a quantidade de material grosso das
cinzas a partir da qual a exigência de água é superior à das composições de controle,
sem cinzas volantes.
MINNICK, WEBSTER e PURDY (1971), conseguiram obter correlações consistentes
entre a exigência de água em argamassas e certas propriedades das cinzas. As
características de maior relevância foram o teor de não queimados e a quantidade de
material retido na peneira de 45µm de abertura. BERG e KUKKO (1991), obtiveram
resultados semelhantes. O efeito do teor de não queimados parece estar relacionado
com a exigência de água das argamassas devido à elevada capacidade das partículas
porosas de carbono em absorver água.
O resíduo na peneira nº 325 (45µm) pode estar relacionado com o teor de não
queimados, pois é de esperar que as partículas mais grossas contenham maiores

133
percentagens de carbono (NEVILLE, 1995). Deverá ser esta a razão porque a separação,
aproveitando apenas a fração mais fina, é considerada um processo eficiente na melhoria
das cinzas volantes a aplicar em argamassas e concretos. MORA, PAYÁ e MONZÓ
(1993), separaram através de ar um tipo de cinza volante em cinco frações, apresentando
as mais finas menor teor de não queimados.
Numerosos exemplos podem ser encontrados na bibliografia relatando o efeito favorável
das cinzas volantes na trabalhabilidade de argamassas e concretos. No entanto, outros
casos são relatados em que a presença de cinzas influencia negativamente a exigência
de água de argamassas e concretos. MALHOTRA e RAMEZANIANPOUR (1994),
apresentam exemplos, indicando que, em geral, as cinzas volantes de elevada exigência
de água são provenientes de centrais termoelétricas antigas, onde predominam cinzas
com elevados teores de carbono e grandes quantidades de partículas grossas.
Outro efeito benéfico das cinzas volantes é a sua capacidade de reduzir a exsudação de
água e a segregação de concretos. BERG e KUKKO (1991), indicam que a exsudação
diminui à medida que a dosagem de cinzas e a sua finura aumentam.
A incorporação em concretos de cinzas volantes de baixo teor em cálcio reduz o calor de
hidratação. A contribuição das cinzas volantes para o calor de hidratação foi estimada em
cerca de 15% a 30% da obtida com igual massa de cimento (ACI Committee 211, 1990).
As cinzas volantes da classe C não causam necessariamente uma redução do calor de
hidratação, uma vez que algumas reagem muito rapidamente com a água, gerando
excessivas quantidades de calor.
2.4.4.5.2 Concreto no Estado Endurecido
As cinzas volantes afetam a grande maioria das propriedades do concreto endurecido,
principalmente a resistência mecânica e a durabilidade. É possível enumerar dois dos
efeitos fundamentais associados à incorporação, em argamassas e concretos, de adições
minerais: físico (efeito fíler) e químico (efeito pozolânico).
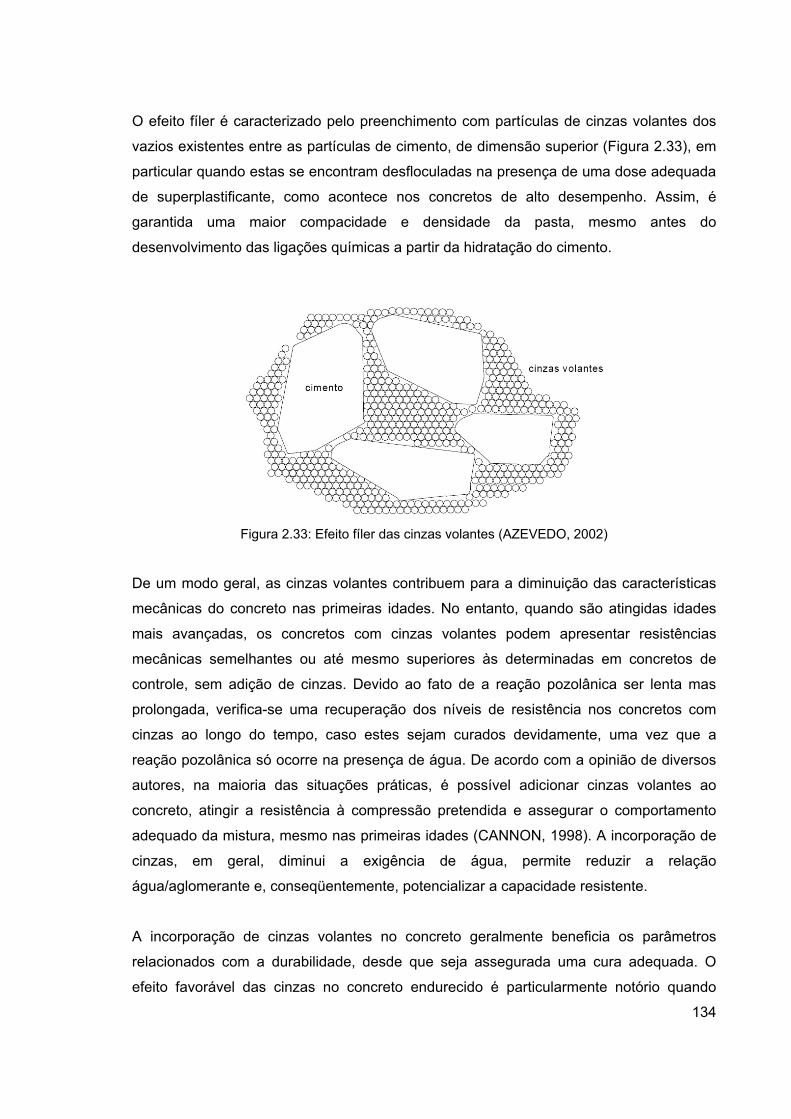
134
O efeito fíler é caracterizado pelo preenchimento com partículas de cinzas volantes dos
vazios existentes entre as partículas de cimento, de dimensão superior (Figura 2.33), em
particular quando estas se encontram desfloculadas na presença de uma dose adequada
de superplastificante, como acontece nos concretos de alto desempenho. Assim, é
garantida uma maior compacidade e densidade da pasta, mesmo antes do
desenvolvimento das ligações químicas a partir da hidratação do cimento.
Figura 2.33: Efeito fíler das cinzas volantes (AZEVEDO, 2002)
De um modo geral, as cinzas volantes contribuem para a diminuição das características
mecânicas do concreto nas primeiras idades. No entanto, quando são atingidas idades
mais avançadas, os concretos com cinzas volantes podem apresentar resistências
mecânicas semelhantes ou até mesmo superiores às determinadas em concretos de
controle, sem adição de cinzas. Devido ao fato de a reação pozolânica ser lenta mas
prolongada, verifica-se uma recuperação dos níveis de resistência nos concretos com
cinzas ao longo do tempo, caso estes sejam curados devidamente, uma vez que a
reação pozolânica só ocorre na presença de água. De acordo com a opinião de diversos
autores, na maioria das situações práticas, é possível adicionar cinzas volantes ao
concreto, atingir a resistência à compressão pretendida e assegurar o comportamento
adequado da mistura, mesmo nas primeiras idades (CANNON, 1998). A incorporação de
cinzas, em geral, diminui a exigência de água, permite reduzir a relação
água/aglomerante e, conseqüentemente, potencializar a capacidade resistente.
A incorporação de cinzas volantes no concreto geralmente beneficia os parâmetros
relacionados com a durabilidade, desde que seja assegurada uma cura adequada. O
efeito favorável das cinzas no concreto endurecido é particularmente notório quando
135
avaliado em idades avançadas. As preocupações relacionadas com a durabilidade do
material são de importância acentuada, uma vez que a necessidade de assegurar um
determinado tempo de vida útil das estruturas, exige ao concreto um desempenho
adequado em longo prazo.
As cinzas volantes de reduzido teor de cálcio reduzem a permeabilidade do concreto,
propriedade fundamental para assegurar um período de vida longo. O hidróxido de cálcio
formado durante a hidratação do cimento é solúvel na água e corre o risco de ser lixiviado
para o exterior do concreto. Devido às suas propriedades pozolânicas, as cinzas volantes
combinam-se, essencialmente, com o C-H e com a água, reduzindo a possibilidade de
lixiviação do hidróxido de cálcio. Adicionalmente, a reação pozolânica de longo prazo das
cinzas refina a estrutura porosa do concreto e reduz a sua permeabilidade.
A reação álcalis-sílica é minimizada através da inclusão de cinzas volantes. A sílica
presente nas cinzas consome os álcalis disponíveis na pasta de cimento, reduzindo,
assim, a expansão para níveis não destrutivos. Em geral, a quantidade ótima para
minimizar este aspecto é superior à requerida pela trabalhabilidade e resistência do
concreto (ACI Committee 232, 1996).
Também a resistência à ação dos sulfatos é aumentada devido à ação das cinzas
volantes. As cinzas volantes da classe F consomem o excesso de hidróxido de cálcio,
impedem a sua reação com os sulfatos, diminuem a permeabilidade do concreto e a
possibilidade de ingresso dos sulfatos e, conseqüentemente, protegem o concreto. O uso
de cinzas volantes é particularmente indicado na melhoria da resistência do concreto à
ação dos sulfatos, estando o conteúdo de CaO, em geral, inversamente relacionado com
a eficácia das cinzas.
Em relação à carbonatação, o efeito da adição de cinzas volantes acompanha as
tendências verificadas nas resistências mecânicas e na permeabilidade, refletindo o
resultado do processo físico-químico associado à hidratação e pozolanicidade do sistema
cimento - cinzas volantes - água. Devido às reações pozolânicas, as cinzas volantes não
só reduzem o teor de hidróxido de cálcio presente na pasta ligante como também
decrescem a permeabilidade à água e a difusibilidade iônica do sistema, contribuindo
para o aumento da resistência do concreto a carbonatação. No entanto, as vantagens da
136
adição de cinzas volantes são, em geral, apenas aparentes após longos períodos de
cura, devido à morosidade das reações pozolânicas (JOSHI e LOHTIA, 1997).
A adição de cinzas volantes reduz a corrosão das armaduras em concretos expostos à
ação dos cloretos num ambiente úmido. A durabilidade de um concreto assim exposto
pode ser melhorada através da incorporação de cinzas da classe F. Segundo ALONSO et
al. (1994), a causa principal da melhoria da resistência do concreto à ação dos íons de
cloro se dá com o aumento da quantidade de aluminatos proporcionada pela substituição
de cimento por cinzas volantes. Os aluminatos reagem quimicamente com os cloretos e
provocam a diminuição da quantidade de cloretos livres na fase aquosa, responsáveis
pela corrosão das armaduras.
Vários autores corroboram os aspectos focados relativos à durabilidade desde que se
assegure uma cura adequada (MALEK, ROY e LICASTRO, 1986; THOMAS e
MATTHEWS, 1992; ALONSO et al., 1994; ACI Committee 232, 1996; KECK e RIGGS,
1997; NAIK, SINGH e RAMME, 1998). Contudo, existem resultados divergentes,
principalmente os apresentados por HEDEGAARD e HANSEN (1992). Estes autores
relatam que seria necessária a substituição de cerca de 1kg de cimento por 3kg de cinzas
volantes, de modo a manter semelhante a resistência à permeabilidade da água.
Em síntese, é possível enumerar as principais vantagens e limitações relacionadas com a
adição de cinzas volantes no concreto. Os principais benefícios, em termos gerais, são:
- contribuir para a minimização de um problema de impacto ambiental, através da
utilização de um subproduto industrial e da diminuição do consumo de cimento,
contribuindo para a redução de emissões de CO2 para a atmosfera;
- reduzir o calor de hidratação durante o período crítico em que o calor gerado
ultrapassa o dissipado, provocando uma menor elevação da temperatura do concreto;
- aumentar a trabalhabilidade do concreto, tornando mais fácil a sua compactação e
bombeamento;
- diminuir a exsudação e a segregação e contribuir para melhorar o acabamento
superficial;
- reduzir a permeabilidade e, conseqüentemente, melhorar a durabilidade do
concreto, desde que curado convenientemente;
137
- melhorar o comportamento ao ataque de sulfatos para níveis superiores aos
proporcionados por cimentos resistentes aos sulfatos;
- aumentar a economia, proporcionada pelo menor custo das cinzas volantes em
comparação com o do cimento ou de outras adições minerais, principalmente das
sílicas de fumo;
- possibilitar a obtenção de resistências mecânicas superiores, particularmente em
idades mais avançadas. Em geral, é mais vantajosa a adição de cinzas em detrimento
do aumento da dosagem de cimento;
- beneficiar o comportamento dos concretos com cinzas volantes, em particular,
quando incluídos em estruturas situadas em ambientes marítimos, desde que
assegurado adequado período de cura antes do contato com a água do mar.
Enquanto as cinzas proporcionam um melhor desempenho à ação simultânea dos
sulfatos e dos cloretos, a utilização exclusiva de cimento requer a ponderação de um
importante conflito: elevados teores de C3A do cimento são necessários face à ação
dos cloretos e a redução do mesmo composto proporciona melhor resistência à ação
dos sulfatos.
Como principais desvantagens é possível apontar:
- a falta de uniformidade das características das cinzas, podendo ocorrer variações
significativas entre diferentes procedências e mesmo em diferentes fornecimentos
originários da mesma Central Termoelétrica;
- o uso de um material suplementar exige o conhecimento das suas implicações. O
produtor de concreto deverá utilizar as cinzas volantes com especial atenção,
principalmente no que concerne à dosagem de água. Um excesso de água pode
trazer conseqüências mais nefastas na resistência à compressão de um concreto com
cinzas do que num concreto sem inclusão deste material, particularmente em
concretos com resistência compressão reduzida;
- a necessidade de dispositivos suplementares para armazenamento e
manuseamento adequado;
- a redução do calor de hidratação que, apesar de favorável em tempo quente,
pode afetar adversamente a cura do concreto quando exposto a baixas temperaturas;
- o aumento do tempo de pega;
- um maior tempo de cura motivado pelo fato de as resistências mecânicas
demorarem mais tempo para desenvolver-se;
138
- a redução dos níveis de hidróxido de cálcio, responsáveis pelo ambiente alcalino
protetor da corrosão das armaduras. Este aspecto pode ser compensado pela
redução da permeabilidade causada pela presença das cinzas, caso o concreto seja
curado devidamente. Se a cura não for efetuada adequadamente, as cinzas podem
contribuir para uma diminuição da proteção das armaduras face à corrosão;
- o desenvolvimento de resistências iniciais é mais lento, podendo provocar um
aumento do tempo de desforma e um custo adicional da obra;
- devido à redução da exsudação, pode ocorrer fissuração provocada pela
evaporação de água, sendo exigida uma cura do concreto mais cuidadosa.
139
3. CONCLUSÃO
A utilização de pozolanas nos concretos e argamassas de cimento Portland apresenta
inúmeros benefícios às propriedades do concreto, tanto em relação à sua reologia no
estado fresco e, principalmente, ao comportamento mecânico e de durabilidade no
estado endurecido.
Algumas diferenças nas propriedades dos concretos e argamassas ocorrem em função
do tipo de pozolana a ser utilizada. Apesar disso, os benefícios da adição adequada de
pozolanas ao cimento Portland, em geral são bem semelhantes. Dentre os principais,
pode-se destacar:
- minimiza ou retarda o progresso da reação álcali- agregado;
- contribui para a minimização do impacto ambiental, principalmente cinza volante e cinza
de casca de arroz, através da utilização de um subproduto industrial, reduzindo o
consumo de cimento, e contribuindo para a redução de emissões de CO2;
- reduz a permeabilidade e conseqüentemente melhora da durabilidade do concreto,
desde que curado convenientemente;
- reduz o calor de hidratação durante o período crítico em que o calor gerado ultrapassa o
dissipado, provocando uma menor elevação da temperatura do concreto;
- diminui a exsudação em função do efeito microfiler;
- obtenção de resistências mecânicas superiores, particularmente em idades mais
avançadas;
- melhora o comportamento ao ataque de sulfatos e cloretos, em função da diminuição
dos poros da pasta hidratada;
- melhora o desempenho da microestrutura da interface com o agregado.
Além disso, algumas desvantagens merecem destaque:
- redução dos níveis de hidróxido de cálcio, responsáveis pelo ambiente alcalino protetor
da corrosão das armaduras. Apesar disso, tal aspecto pode ser compensado pela
redução da permeabilidade, porém sob certas condições;
- exigência do uso de aditivos redutores de água em função do aumento da demanda de
água nas misturas;
- desenvolvimento mais lento das resistências iniciais.
140
REFERÊNCIAS BIBLIOGRÁFICAS
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5752/92. Materiais pozolânicos – Determinação de atividade pozolânica com cimento Portland - Índice de atividade pozolânica com cimento. Rio de Janeiro, 1992.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12653/92. Materiais pozolânicos – Especificação. Rio de Janeiro, 1992.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 12768/92. Rochas para revestimento – Análise petrográfica.. Rio de Janeiro, 1992.
ABNT - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NM 23. Cimento Portland: e outros materiais em pó – determinação de massa específica. Rio de
Janeiro, 2000.
ALMEIDA, A. E. F. S., SICHIERI, E. P. Propriedades Microestruturais de Argamassas de
Cimento Portland com Adições Minerais e Poliméricas Utilizadas na Fixação de
Porcelanato. Cerâmica. São Paulo, n. 52, p. 174-179, 2006.
AMORIM, L. V., PEREIRA, A. S. G., NEVES, G. de A., FERREIRA, H. C. Reciclagem de
Rejeitos da Construção Civil para Uso em Argamassas de Baixo Custo. Revista Brasileira de Engenharia. Campina Grande, v.3, n.2, P. 222-228, 1999.
ARAÚJO, J. C. de, ASSIS, J. T. de, MONINE, V. I., BERTOLINO, L. C. Caracterização da
Microestrutura de Caulinitas pela Difração de Raios-X. Revista Matéria, v.11, n.3, pp.
361-371, 2006. Disponível em http://www.materia.coppe.ufrj.br/sarra/artigos/artigo10628.
Acessado em Jan./2007.
ARAÚJO, J., MORAIS, A. O., COSTA, E. B. C., GEYER, A. Análise da Influência de
Diferentes Tipos de Sílica Ativa na Produção de Concretos de Alto Desempenho. Anais do 48° Congresso Brasileiro do Concreto. Rio de Janeiro: IBRACON, 2006.
141
ASTM International Standards. C 125 – 03 : Standard Terminology Relating to Concrete and Concrete Aggregates. United States.
ASTM International Standards. C 618 – 03 : Specification for Coal Fly Ash and Raw or Calcined Natural Pozzolan for Use in Concrete. United States.
AZEVEDO, A. F. F. L. C. de. Betões de Elevado Desempenho com Incorporação de Cinzas Volantes. Dissertação (Doutorado). Minho-Portugal, 2002. Universidade do
Minho.
BACCIN, A. G. C. Fundamentos do Concreto de Alto Desempenho e sua Aplicação no Projeto de Pilares. Dissertação (Mestrado). São Carlos, 1998. Universidade de São
Paulo, Escola de Engenharia de São Carlos.
BARATA, M. S., DAL MOLIN, D. C. C. Avaliação preliminar do resíduo caulinítico das
indústrias de beneficiamento de caulim como matéria-prima na produção de uma
metacaulinita altamente reativa. Ambiente Construído. Porto Alegre, v.2, n.1, p.69-78,
jan. / mar., 2002.
BRANDÃO, A. M. da S., PINHEIRO, L. M. Qualidade e durabilidade das estruturas de
concreto armado: aspectos relativos ao projeto. Cadernos de Engenharia de Estruturas
– Número 8. Universidade de São Paulo - Escola de Engenharia de São Carlos.
Departamento de Engenharia de Estruturas. São Carlos, 1999.
CARVALHO, A. dos G. de. Energia de Ativação dos Concretos Experimentação e Modelagem. Tese (Doutorado). Rio de Janeiro, 2002. 134 p. Universidade Federal do
Rio de Janeiro, COPPE.
COIMBRA, M. A., SANTOS, W. N. dos, MORELLI, M. R. UFSCar. Recuperação de
resíduos inorgânicos para a construção civil. Cerâmica, 48 (306), abril /maio /junho 2002.
CORDEIRO, G. C. Concreto de Alto Desempenho com Metacaulinita. Dissertação
(Mestrado). Campos dos Goytacazes, 2001. Universidade Estadual do Norte Fluminense,
Centro de Ciência e Tecnologia.
142
DAL MOLIN, D. C. C., OLIVEIRA, A. P. M., KULAKOWSKI, M. P. Estudo de Concretos com Adição de Sílica Ativa (Microssílica) Frente ao Ataque de Agentes Agressivos para Emprego em Pisos Especiais. Disponível em
http://www.allquimica.com.br/arquivos/websites/artigos/Estudo_de_Concretos_com_Adica
o_de_S%C3%ADlica_Ativa_2006122610819.pdf . Acessado em Jan./2007.
FARIA, E. F. de. Predição da exotermia da reação de hidratação do concreto através de modelo termo-químico e modelo de dados. Tese (Doutorado). Rio de Janeiro,
2004. 130 p. Universidade Federal do Rio de Janeiro, COPPE.
FARIA, E. F. de, FAIRBAIRN, E. de M. R., SILVOSO, M. M., TOLEDO FILHO, R. D.,
EVSUKOFF, A. G. Modelo de Previsão da Elevação Adiabática de Temperatura do Concreto Através de Redes Neurais Artificiais. Furnas Centrais Elétricas S. A.,
Departamento de Engenharia Civil. Rio de Janeiro, 2004. Disponível em
http://www.coc.ufrj.br/silvoso/Faria_et_al_Cilamce_2004.pdf . Acessado em janeiro/2007.
FARIAS FILHO, J. de, ROLIM, J. S., TOLEDO FILHO, R. D. Potencialidades da
metacaolinita e do tijolo queimado moído como substitutos parciais do cimento Portland.
Revista Brasileira de Engenharia Agrícola e Ambiental. Campina Grande, PB, v.4,
n.3, p.437-444, 2000.
FERREIRA, C. S. Desenvolvimento do Processo de Obtenção de Filme Polimérico a Partir da Cinza de Casca de Arroz. Dissertação (Mestrado). Florianópolis, 2005.
Universidade Federal de Santa Catarina, Programa de Pós-Graduação em Engenharia
Química, Centro Tecnológico.
FUNGARO, A. F., SILVA, M. G. da. Utilização de Zeólitas Preparada a Partir de Cinza
Residual de Carvão como Adsorvedor de Metais em Água. Química Nova. São Paulo, v.
25, n. 6B, p. 1081-1085, 2002.
GLEIZE, P. J. P., CYR, M., ESCADEILLAS, G. Efeitos do metacaulim na retração
autógena de pastas de cimento. Anais do 48° Congresso Brasileiro do Concreto. Rio
de Janeiro: IBRACON, 2006.
143
HOLFFMANN, R.; JAHN, S. L.; BAVARESCO, M.; SARTORI, T. C. Aproveitamento da Cinza Produzida na Combustão de Arroz: Estado da Arte. Universidade Federal
Santa Maria.
KAEFER, L. F. A Evolução do Concreto Armado. PEF 5707 – Concepção, Projeto e
realização das estruturas: aspectos históricos. São Paulo, 1998.
KASSAUTZKI, L. Phonolite as a pozzolanic addition to cement; Cement Kalk Gips
12:688-92; 1983.
LEARNING MODULE ON TRADITIONAL AND NON-TRADITIONAL USES OF COAL COMBUSTION PRODUCTS (CCP). Disponível em
www.unb.ca/civil/bremner/CIRCA/TextofCourse/TextofCourse.doc . Acessado em
outubro/2006.
LEVY, S. M. Contribuição ao estudo da durabilidade de concretos, produzidos com resíduos de concreto e alvenaria. Tese (Doutorado). São Paulo, 2001. 194 p. – Escola
Politécnica da Universidade de São Paulo. Departamento de Engenharia de Construção
Civil.
LOCHER, F. W. Research Inst. Of German Cement Industry West Germany; Personal
Communication; August 1985.
MASSAZZA, F., COSTA, U. Aspects of the pozzolanic activity and properties of
pozzolanic cements; II Cemento 76:3-18; Jan.-March 1979.
MEHTA, P. K. Studies on blended Portland cements containing Santorin earth; Cement and Concrete Research 11:507-518; 1981.
MEHTA, P.K. Natural Pozzolan. In: Suplementary Cementing Materials. Ottawa: V. M.
Malhotra. 1987. 427p.
MELO, K. A., MOTA, L. M., LIRA, E. M., CARNEIRO, A. M. P. Análise das propriedades
de concretos no estado fresco com o emprego de metacaulim e aditivo superplastificante.
Anais do 48° Congresso Brasileiro do Concreto. Rio de Janeiro: IBRACON, 2006.
144
MENDES, S. E. da S. Estudo Experimental de Concreto de Alto Desempenho Utilizando Agregados Graúdos Disponíveis na Região Metropolitana de Curitiba.
Dissertação (Mestrado). Curitiba, 2002. Universidade Federal do Paraná, Pós-Graduação
em Construção Civil, Setor de Tecnologia.
MIELENZ, R. C., WHITTE, L. P., GLANTZ, O. J. Effect of calcinations on natural pozzolans; ASTM, Spacial Technical Publication 99:43-91; 1950.
MONTANHEIRO, T. J., YAMAMOTO, J. K., KIHARA, Y. CARACTERÍSTICAS E
PROPRIEDADES POZOLÂNICAS DE ARENITOS OPALINOS DA SERRA DE
ITAQUERI, SP. Revista do Instituto Geológico. São Paulo, 23(1), 13-24, 2002.
MONTANHEIRO, T. J., YAMAMOTO, J. K., KIHARA, Y. SANT´AGOSTINO, L. M., SAITO,
M. M. TERRAS DIATOMÁCEAS: UMA POZOLANA NATURAL NA BACIA DO PARANÁ,
ESTADO DE SÃO PAULO. Revista do Instituto Geológico. São Paulo, 23(2), 1-17,
2002.
MONTANHEIRO, T. J., YAMAMOTO, J. K., KIHARA, Y. Proposta de Pré-Qualificação
Pozolânica de Materiais Geológicos: Difratomia de Raios X como Método Alternativo.
Revista do Instituto Geológico. São Paulo: 24(1/2), 1-9, 2003.
MOTA, L. M. F., MELO, K. A., ANDRADE, A. F., QUEIROZ, M. de M., CARNEIRO, A. M.
P. Análise das Propriedades do estado endurecido de concretos empregando metacaulim
e aditivo superplastificante. Anais do 48° Congresso Brasileiro do Concreto. Rio de
Janeiro: IBRACON, 2006.
MOTHÉ, L. P. Avaliação das Condições Ideais para a Produção de Metacaulinita Através da Análise da sua Atividade Pozolânica. Dissertação (Mestrado). Campos dos
Goytacazes, 2004. Universidade Estadual do Norte Fluminense, Centro de Ciência e
Tecnologia.
OLIVEIRA, M. P. de, NÓBREGA, A. F. da, DI CAMPOS, M. S., BARBOSA, N. P. Estudo
do caulim calcinado como material de substituição parcial do cimento Portland.
Conferência Brasileira de Materiais e Tecnologias Não-Convencionais: Habitações e Infra-Estrutura de Interesse Social. Pirassununga, SP: NOCMAT, 2004.
145
OLIVEIRA, M. P. de, BARBOSA, N. P. Potencialidades de um caulim calcinado como
material de substituição parcial do cimento portland em argamassas. Revista Brasileira de Engenharia Agrícola e Ambiental. v.10, n.2, p.490–496, 2006. Disponível em
http://www.agriambi.com.br/revista/v10n2/490.pdf . Acessado em novembro/2006.
PERUZZI, A. de P. Comportamento das Fibras de Vidro Convencionais em Matriz de Cimento Portland Modificada com Látex e Adição de Sílica Ativa. Dissertação
(Mestrado). São Carlos, 2002. USP, Escola de Engenharia de São Carlos.
POSSAN, E., ANDRADE, J. J. O., DAL MOLIN, D. C.C. Emprego da Metodologia de
Superfície de Resposta no Estudo da Carbonatação do Concreto com Sílica Ativa. Anais do 48° Congresso Brasileiro do Concreto. Rio de Janeiro: IBRACON, 2006.
POUEY, M. T. F. Beneficiamento da cinza de casca de arroz residual com vistas à produção de cimento composto e/ou pozolânico. Tese (Doutorado). Porto Alegre,
2006. Universidade Federal do Rio Grande do Sul, Escola de Engenharia, Programa de
Pós-Graduação em Engenharia Civil.
PRUDÊNCIO JÚNIOR, L.R., SANTOS, S., DAFICO, D. de A. Cinza de Casca de Arroz.
Coletânea Habitare. V. 4 – Utilização de Resíduos na Construção Habitacional, p. 240-
261, Porto Alegre, 2003.
RAMOS, Z. J. C., ROCHA, M. A. T. da, BEZERRA, N. de M., DANTAS, J. P. R.,
SANTOS, C. S. de A., SANTOS, P. M. da C. Determinação de Teores de Fluidificantes
em Concretos com Adição e Metacaulim. Anais do 48° Congresso Brasileiro do Concreto. Rio de Janeiro: IBRACON, 2006.
ROCHA, G. G. N. Caracterização Microestrutural do Metacaulim de Alta Reatividade.
Dissertação (Mestrado). Belo Horizonte, 2005. Universidade Federal de Minas Gerais,
Curso de Pós-Graduação em Engenharia Metalúrgica e de Minas.
ROSSIGNOLO, J. A. Efeito da Sílica Ativa e do Látex SBR na Zona de Transição
Interfacial Pasta-Agregado: Parte 1 – Agregado Basáltico. Revista de Ciência e Tecnologia de Materiais de Construção Civil, v. 1, n.2, p. 105-113, 2004.
146
SOUZA, P. S. L., DAL MOLIN, D. C.C. Estudo da viabilidade do uso de argilas
calcinadas, como metacaulim de alta reatividade (MCAR). Engenharia Civil. Guimarães,
Portugal, n. 15, p.45-54, Set. 2002. Disponível em
http://www.civil.uminho.pt/cec/revista/Num15/Pag_45-54.pdf . Acessado em Jan./2007.
SANTOS, S. Produção e Avaliação do uso de pozolana com baixo teor de carbono obtida da cinza de casca de arroz residual para concreto de alto desempenho. Tese
(Doutorado). Universidade Federal de Santa Catarina, Florianópolis, 2006, 267p.
SILVA, A. S. R. da, AZEVEDO, M. T. de, FADUL, J. C., RODRIGUES FILHO, C. A. C.
Estudo para Obtenção e Produção de Concretos de Alta Resistência com Uso de
Metacaulim em Salvador-BA. Anais do 48° Congresso Brasileiro do Concreto. Rio de
Janeiro: IBRACON, 2006.
SILVA, N. I. W. da, CALAFARGE, L. M., CHIES, F., MALLMANN, J. E., ZWONOK, O.
Caracterização de Cinzas Volantes para Aproveitamento Cerâmico. Cerâmica. São
Paulo, v. 45, n. 296, nov/dez, 1999.
SOUZA, G. P., FILGUEIRA, M., ROSENTHAL, R., HOLANDA, J. N. F. Caracterização do
material compósito diatomáceo natural. Cerâmica. n. 49, p. 40-43. Rio de Janeiro, 2003.
SOUZA, P. S. L., DAL MOLIN, D. C. C. Comportamento da Relação da Resistência à
Compressão com a Resistência à Tração e com o Módulo de Elasticidade em Concreto
com Metacaulim de Alta Reatividade, Proveniente de Rejeito Industrial. Anais do 48° Congresso Brasileiro do Concreto. Rio de Janeiro: IBRACON, 2006.
SOUZA, R. C. Efeito da Adição de Cinza de Casca de Arroz no Comportamento de Compósitos Cimentícios Reforçados por Polpa de Bambu. 2004. 265 p. Tese
(Doutorado) – Pontifícia Universidade Católica do Rio de Janeiro, Rio de Janeiro, 2004.
STEWART, B. R., KALYONCU, R. S. Materials Flow in the Production and Use of Coal
Combustion Products. International Ash Utilization Symposium, Center for Applied Energy Research. University of Kentucky, Paper 46, 1999. Disponível em
http://www.flyash.info/1999/econom/kalyon2.pdf . Acessado em outubro/2006.
147
VIEIRA, F. P., KULAKOWSKI, M. P., DAL MOLIN, D. C. C., VILELA, A. C. F. Estudos de
durabilidade em concretos e argamassas com adição de microssílica. In: Workshop
Durabilidade Das Construções, 1997, São Leopoldo. Anais. São Leopoldo : UNISINOS -
ANTAC, 1997. v. 1. p. 107-116.
148