Tuning Morphology and Melting Temperature in …spikelab/papers/148.pdfOptical microscopy images of...
8
Tuning Morphology and Melting Temperature in Polyethylene Films by MAPLE Hyuncheol Jeong, † Mithun Chowdhury, † Yucheng Wang, † Melda Sezen-Edmonds, † Yueh-Lin Loo, †,∥ Richard A. Register, †,§ Craig B. Arnold, ‡,§ and Rodney D. Priestley* ,†,§ † Department of Chemical and Biological Engineering, ‡ Department of Mechanical and Aerospace Engineering, § Princeton Institute for the Science and Technology of Materials, and ∥ Andlinger Center for Energy and the Environment, Princeton University, Princeton, New Jersey 08544, United States * S Supporting Information ABSTRACT: The control of structure and thermal stability in semicrystalline polymer films remains an important challenge in applications ranging from solar energy devices to packaging films. Here, we demonstrate the ability to dramatically alter the morphology and melting temperature (T m ) of low-molecular- weight linear polyethylene (PE) by employing an innovative vapor-assisted deposition process termed matrix assisted pulsed laser evaporation (MAPLE). We report the ability to tune T m of PE films by 20 °C by simply adjusting the deposition temperature during MAPLE processing. This unique capability stems from the ability of MAPLE to exploit confined crystallization during thin film growth. In addition, we demonstrate the ability to exploit MAPLE to design PE films that exhibit the same T m as their melt-crystallized analogues but have an ∼25% higher degree of crystallinity. Our investigation offers new insights into how confinement effects in polymer crystallization can be utilized in the emerging field of polymer film fabrication by MAPLE to control structure and key material properties of semicrystalline polymer films. ■ INTRODUCTION From next-generation solar energy harvesting devices 1,2 to various types of plastic microelectronics, 3−6 many of the polymeric materials that will enable tomorrow’s technologies are semicrystalline. Rather than comprising a single uniform phase, semicrystalline polymers are characterized by folded- chain lamellar crystals with intercalated entanglements that remain amorphous. 7−10 The structure within semicrystalline polymers has a strong influence on thermal stability, i.e., the melting temperature (T m ) as well as the mechanical 11−14 and electrical 10,15−17 properties of semicrystalline polymers. The precise control of structure and T m in polymer thin films, without the need for chemical modification 13,18−25 or the inclusion of functional additives, 14,26 remains of interest and a formidable challenge in material science. Here, we introduce a new and promising approach to dramatically tune the structure and T m of semicrystalline polymer films by exploiting the unique deposition capabilities of matrix assisted pulsed laser evaporation (MAPLE). In the MAPLE process, polymer films are grown by laser ablation of a frozen dilute solution of polymer and solvent, in which the solvent serves as a sacrificial matrix to transport the polymer into the gas phase and eliminate polymer degradation. 27,28 MAPLE has been shown to be a promising approach to deposit functional polymer films. 29−35 Via MAPLE, film growth proceeds by the deposition of nano- to micrometer-sized isolated (or confined) polymer droplets with simultaneous crystallization at a controlled substrate deposition temperature (T dep ). 36,37 By exploiting this feature, we demonstrate that for low-molecular-weight linear polyethylene (PE; M n = 3000, M w / M n = 1.10) T m can be tuned by 20 °C simply by controlling T dep during MAPLE deposition. To place these results in context, it is not practically feasible to tune T m by more than 5 °C via melt crystallization for PE. 38,39 Furthermore, we demonstrate that while PE films processed by MAPLE can be designed to exhibit the same T m as their melt-crystallized analogues, the degree of crystallinity is always notably enhanced. This tunability in the structure of PE stems from the ability of MAPLE to confine polymer crystallization into nanoscale dimensions during film formation. ■ RESULTS AND DISCUSSION Film Formation by Additive Deposition and Crystal- lization of Confined PE Droplets. To gain an understanding of the crystallization mechanism of PE films formed by MAPLE processing, we first investigated the impact of T dep on crystallization during the early stages of film formation, i.e., when the film consists of isolated nano- and microsized Received: November 2, 2017 Revised: December 14, 2017 Published: January 10, 2018 Article Cite This: Macromolecules 2018, 51, 512-519 © 2018 American Chemical Society 512 DOI: 10.1021/acs.macromol.7b02345 Macromolecules 2018, 51, 512−519
Transcript of Tuning Morphology and Melting Temperature in …spikelab/papers/148.pdfOptical microscopy images of...

Tuning Morphology and Melting Temperature in Polyethylene Filmsby MAPLEHyuncheol Jeong,† Mithun Chowdhury,† Yucheng Wang,† Melda Sezen-Edmonds,† Yueh-Lin Loo,†,∥
Richard A. Register,†,§ Craig B. Arnold,‡,§ and Rodney D. Priestley*,†,§
†Department of Chemical and Biological Engineering, ‡Department of Mechanical and Aerospace Engineering, §Princeton Institutefor the Science and Technology of Materials, and ∥Andlinger Center for Energy and the Environment, Princeton University,Princeton, New Jersey 08544, United States
*S Supporting Information
ABSTRACT: The control of structure and thermal stability insemicrystalline polymer films remains an important challenge inapplications ranging from solar energy devices to packagingfilms. Here, we demonstrate the ability to dramatically alter themorphology and melting temperature (Tm) of low-molecular-weight linear polyethylene (PE) by employing an innovativevapor-assisted deposition process termed matrix assisted pulsedlaser evaporation (MAPLE). We report the ability to tune Tm ofPE films by 20 °C by simply adjusting the depositiontemperature during MAPLE processing. This unique capabilitystems from the ability of MAPLE to exploit confinedcrystallization during thin film growth. In addition, wedemonstrate the ability to exploit MAPLE to design PE films that exhibit the same Tm as their melt-crystallized analoguesbut have an ∼25% higher degree of crystallinity. Our investigation offers new insights into how confinement effects in polymercrystallization can be utilized in the emerging field of polymer film fabrication by MAPLE to control structure and key materialproperties of semicrystalline polymer films.
■ INTRODUCTION
From next-generation solar energy harvesting devices1,2 tovarious types of plastic microelectronics,3−6 many of thepolymeric materials that will enable tomorrow’s technologiesare semicrystalline. Rather than comprising a single uniformphase, semicrystalline polymers are characterized by folded-chain lamellar crystals with intercalated entanglements thatremain amorphous.7−10 The structure within semicrystallinepolymers has a strong influence on thermal stability, i.e., themelting temperature (Tm) as well as the mechanical11−14 andelectrical10,15−17 properties of semicrystalline polymers. Theprecise control of structure and Tm in polymer thin films,without the need for chemical modification13,18−25 or theinclusion of functional additives,14,26 remains of interest and aformidable challenge in material science.Here, we introduce a new and promising approach to
dramatically tune the structure and Tm of semicrystallinepolymer films by exploiting the unique deposition capabilitiesof matrix assisted pulsed laser evaporation (MAPLE). In theMAPLE process, polymer films are grown by laser ablation of afrozen dilute solution of polymer and solvent, in which thesolvent serves as a sacrificial matrix to transport the polymerinto the gas phase and eliminate polymer degradation.27,28
MAPLE has been shown to be a promising approach to depositfunctional polymer films.29−35 Via MAPLE, film growthproceeds by the deposition of nano- to micrometer-sized
isolated (or confined) polymer droplets with simultaneouscrystallization at a controlled substrate deposition temperature(Tdep).
36,37 By exploiting this feature, we demonstrate that forlow-molecular-weight linear polyethylene (PE; Mn = 3000, Mw/Mn = 1.10) Tm can be tuned by 20 °C simply by controllingTdep during MAPLE deposition. To place these results incontext, it is not practically feasible to tune Tm by more than 5°C via melt crystallization for PE.38,39 Furthermore, wedemonstrate that while PE films processed by MAPLE can bedesigned to exhibit the same Tm as their melt-crystallizedanalogues, the degree of crystallinity is always notablyenhanced. This tunability in the structure of PE stems fromthe ability of MAPLE to confine polymer crystallization intonanoscale dimensions during film formation.
■ RESULTS AND DISCUSSIONFilm Formation by Additive Deposition and Crystal-
lization of Confined PE Droplets. To gain an understandingof the crystallization mechanism of PE films formed by MAPLEprocessing, we first investigated the impact of Tdep oncrystallization during the early stages of film formation, i.e.,when the film consists of isolated nano- and microsized
Received: November 2, 2017Revised: December 14, 2017Published: January 10, 2018
Article
Cite This: Macromolecules 2018, 51, 512−519
© 2018 American Chemical Society 512 DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519

droplets of PE prior to consolidation. The importance of Tdepas a key processing parameter to control morphology, andhence properties, stems from its strong correlation to thenucleation rate of confined droplets and lamellar thickness.36
By characterizing the early stage film morphology, lamellarthicknesses and rough estimates of the critical volume (Vnucl)required for self-nucleation of the confined droplets could beinvestigated, as previously performed in the study of MAPLE-deposited poly(ethylene oxide).36,37 To enable such a study, wedeposited isolated PE droplets atop silicon substrates (Si) byMAPLE from a dilute solution target (see SupportingInformation for details of the MAPLE conditions).We first investigated the crystalline morphology formed at
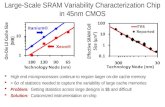
Tdep = 116 °C, which represents the typical crystallizationtemperature of bulk PE when Mn = 3000.40 Figure 1a shows anoptical microscopy image of MAPLE-deposited PE (MAPLE-PE) droplets formed at Tdep = 116 °C. At this temperature,platelet-like monolamellar crystals (MLCs) were formed fromnucleating confined droplets of volume larger than ∼1 μm3.The region marked R1 in Figure 1a indicates a MLC grownfrom a nucleating droplet, whose structure is provided in theinset of Figure 1a. The AFM height image in Figure 1bmagnifies the MLC depicted in R1. This revealed that the MLChad a uniform thickness (lamellar thickness, d) of ∼27 nm,which agreed well with the fully extended chain length of PEwhen considering 0.127 nm as the increment of length per CH2group. It also agrees with the observation by Ueda andRegister,40 where the same PE, in bulk, formed extended chaincrystals when crystallized at a similar temperature. Theformation of 27 nm thick MLCs also indicated that themolecular weight of PE was well preserved during MAPLEprocessing.
When PE was deposited at Tdep = 75 °C, the MLCs werecomposed of folded chains with d ∼ 10 nm. Interestingly,nucleating droplets with sizes down to 10−4−10−3 μm3 werecomposed of a single lamella or a few stacked lamellae, thusleading to the formation of PE nanocrystals. Figure 1c showsthe AFM amplitude image of the PE nanocrystals while Figure1d shows the AFM height image magnifying the region R2 inFigure 1c. The arrow in Figure 1c points to a crystal containinga screw dislocation, which represents the morphology of a fewstacked lamellae. The Figure 1c inset schematically describesthe structure of the PE nanocrystals. The nucleation rate forsuch small droplets (10−4−10−3 μm3) is expected to be highlydependent on Tc and the droplet size.36,41−43 The nucleationrate of PE confined to ∼10−3 μm3 was predicted to be 1, 10−2,and 10−7 min−1 at Tc = 75, 80, and 90 °C, respectively.44,45
Therefore, self-nucleation of such confined droplets wasexpected during the time scale of deposition (∼1 h) for Tdepbelow 80 °C, but at Tdep above 80 °C, only much largerdroplets would be able to nucleate during deposition. WhenTdep = 116 °C, all identified nucleating droplets with d ∼ 27 nmhad a volume larger than ∼1 μm3, as shown in Figure 1a.The above observations provided clues to PE film formation
and morphology development by MAPLE. In the early stages ofdeposition, crystallization of PE proceeds primarily vianucleation of droplets with volumes larger than Vnucl. As thefilm becomes consolidated, crystal lattice sites at the surface ofthe film promote the crystallization of subsequently depositeddroplets. Meanwhile, Tdep uniquely determines the thickness ofthe lamellae, as illustrated by Figure 1e, which compares therepresentative height profiles of MAPLE-PE MLCs formed atfour different Tdep: 75, 80, 100, and 116 °C. The average MLCthickness at each Tdep is presented in Figure 1f. It should be
Figure 1. (a) Optical microscopy image of MAPLE-PE on Si formed with 30 min of deposition from a 0.2 mg/mL solution target at Tdep = 116 °C.The inset shows the structure of a MLC grown from a nucleating droplet of size ∼1 μm3. (b) AFM height image magnifying the MLC in R1 in parta. (c) AFM amplitude image of MAPLE-PE formed with Tdep = 75 °C showing the morphology of PE nanocrystals consisting of a single lamella or afew stacked lamellae. The white arrow indicates a crystal with a screw dislocation. The inset schematic shows the structure of the PE nanocrystals.(d) AFM height image magnifying the MLCs in R2 in part c. (e) Representative height profiles of PE MLCs formed at various Tdep. (f) Bar graphcomparing MLC thicknesses of MAPLE-PE formed at various Tdep; error ranges represent the standard deviation of the height measurements onmultiple isolated PE MLCs formed at each Tdep.
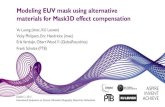
Figure 2. (a) Optical microscopy image of MAPLE-PE on Si, formed with 1.5 h of deposition from a 1 mg/mL solution target at Tdep = 25 °C. (b, c)Optical microscopy images of a flash-DSC chip where (b) shows the chip covered with a polyimide mask. The mask has a laser-machined hole of size250 × 250 μm2 in the center (indicated by arrow), which exposes the sample stage of the chip. (c) Optical image that shows the sample stage of thechip after MAPLE PE deposition. The white dashed line marks the region of the deposited film.
Macromolecules Article
DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519
513

noted that the thicknesses at Tdep = 75, 80, and 100 °C areapproximately half the extended-chain crystal thickness,indicating that some of the chains could comprise twoindependent crystal stems. This crystallization behavior isclearly different from typical melt crystallization, wherestructure formation is mostly dominated by spherulitic growththroughout the entire film that readily occurs after the onset ofnucleation.Tuning Tm of MAPLE-PE Films by Controlling Tdep. To
investigate the Tm of MAPLE-PE films formed at various Tdep,we performed calorimetric analysis by directly depositing PEatop flash-calorimetry chips (flash-DSC chips). Here, weperformed MAPLE with a longer deposition time and higherdeposition rate compared to the conditions used to undertakethe above AFM analysis of early stage film growth; thesegrowth conditions formed a consolidated film in theinvestigated Tdep range, except at Tdep = 116 °C, where
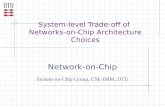
dewetting of the PE film into large droplets occurred (seeFigure S2 in Supporting Information). Figure 2a shows anoptical microscopy image of a consolidated PE film depositedatop Si at Tdep = 25 °C. Flash-DSC chips have a sample andreference area of 500 μm diameter each. We masked the chipwith a polyimide film having a laser-machined hole of size 250× 250 μm2 to exclusively expose the sample area, as shown inFigure 2b. After masking, the chip was attached to a MAPLEsubstrate heater for deposition. Figure 2c shows an image of theflash-DSC chip after MAPLE, where the white-dashed squareindicates the deposited area.Figure 3a compares the flash-DSC first heating thermograms
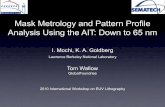
of the MAPLE-PE films performed directly after deposition, asa function of Tdep. Remarkably, the tuning of Tdep over 118 °C(−2 to 116 °C) resulted in a dramatic change in Tm, over 20.6°C (105.7−126.3 °C). The lower Tm values obtained byMAPLE are noteworthy, considering that crystallization by
Figure 3. (a) Plots comparing normalized flash-DSC first heating thermograms of MAPLE-PE formed with various Tdep, ranging from −2 to 116 °C.The dashed curve is the normalized heating thermogram of LN2-quenched 5 mg PE, obtained using a conventional DSC. (b) Plots showingGIWAXS intensities of MAPLE-PE, formed with Tdep from 5 to 116 °C atop Si, as a function of scattering vector, q. All patterns have two peaks at q1= 1.54 Å−1 and q2 = 1.70 Å−1, which correspond to (110) and (200) reflections of orthorhombic PE, respectively. The plots were normalized to havethe same intensity at q1 = 1.54 Å−1, and the individual traces were shifted along the y-axis for clarity.
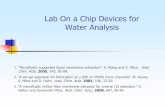
Figure 4. (a) Normalized DSC cooling and the subsequent heating thermograms of PE. Various cooling rates were used as follows: 0.5 °C/min(blue), 5 °C/min (red), 40 °C/min (green), and 3 × 105 °C/min (= 5000 °C/s or 5k-quenching, black-dotted). Bulk-DSC was used for coolingrates of 0.5−40 °C/min, and flash-DSC was used for 3 × 105 °C/min. (b) Schematic describing the temperature protocol used for isothermalcrystallization with flash-DSC. (c) Flash-DSC heating thermograms of PE, measured after isothermal crystallization at various temperatures (Tc,iso)from 90 to 116 °C. For comparison, a heating curve of the same PE crystallized by 5k-quenching is shown as the dotted-blue curve. The insetmagnifies the melting regions of three isothermally crystallized samples, formed with Tc,iso = 105, 110, and 116 °C, which each exhibits a bimodalshape. (d) Optical microscopy images comparing the morphology of MAPLE-PE atop a flash-DSC chip before (left panel) and after (right panel)postdeposition melting at 150 °C. Here, the sample was initially prepared by MAPLE at Tdep = −2 °C.
Macromolecules Article
DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519
514

nonisothermal cooling of bulk PE (∼5 mg), even by quenchinginto liquid nitrogen (LN2), could only achieve a lower bound ofTm = 126.4 °C, as illustrated by the dashed curve in Figure 3a.The Tm of finite lamellar crystallites, which consist of
amorphous layers of thickness da and crystalline layers ofthickness dc (d = dc + da),
7 can be predicted by the Gibbs−Thomson equation:46
σρ
= ° −Δ °
⎛⎝⎜
⎞⎠⎟T T
d H1
2m m
a
c f (1)
where σa is the amorphous (chain end or fold) surface energy,Tm° and ΔHf° are the equilibrium melting temperature and heatof fusion (energy/mass) of an infinitely thick PE lamella,respectively, and ρ is the density of crystalline PE. From thisrelationship, the variation in Tm can be attributed to a change indc. To confirm that the variation of Tm was not due to adifferent unit cell structure, we performed grazing-incidencewide-angle X-ray scattering (GIWAXS) on MAPLE-PE filmsdeposited atop Si. The samples all exhibited two strong peaks atq1 = 1.54 Å−1 and q2 = 1.70 Å−1, as shown in Figure 3b, whichcorresponded to the (110) (interplanar spacing of 4.11 Å) and(200) (interplanar spacing of 3.70 Å) reflections of theorthorhombic PE crystal structure, respectively.47
The dc and the corresponding Tm of lamellar crystallites areknown to be controlled by Tc, as supported by the samedependence of dc (or Tm) on Tc between melt- and solution-crystallization.48,49 To investigate the correlation between Tdepand Tc during film formation by MAPLE, we compared theTdep−Tm relationship with the Tc−Tm relationship obtained bymelt crystallization of our PE. We conducted both non-isothermal and isothermal melt-crystallization experimentsusing traditional DSC (bulk-DSC) and flash-DSC.For nonisothermal crystallization, we used various cooling
rates to obtain a range of Tc and the corresponding Tm, whichwere quantified as the peak temperatures during crystallizationand melting, respectively. Figure 4a compares the cooling andheating thermograms of the PE between 25 and 150 °C. Bulk-DSC was used for cooling rates of 0.5−40 °C/min, and flash-DSC was used for 300 000 °C/min (5000 °C/s, “5k-quenching”). After cooling from the 150 °C melt at variousrates, subsequent heating runs were employed to measure Tm;heating rates of 10 °C/min and 5000 °C/s were used for bulk-and flash-DSC, respectively. The slowest cooling rate of 0.5°C/min resulted in the highest Tc of 118.2 °C and acorresponding Tm of 128.2 °C, at which our PE of Mn =3000 g/mol is expected to form its most stable crystals, with anextended-chain conformation.39,40 Increasing the cooling rateto 40 °C/min with bulk-DSC merely decreased Tc by ∼5 °Cand Tm by ∼1.6 °C. In comparison, 5k-quenching with flash-DSC resulted in a broad crystallization peak with the onset Tcbelow 100 °C, and a Tm around 113.5 °C on subsequentheating, significantly reducing Tc and Tm in comparison tothose obtained from bulk-DSC with cooling rates below 40 °C/min.As 5k-quenching by flash-DSC can dramatically reduce the
onset Tc, we next conducted isothermal crystallization above 90°C to obtain a broader range of Tc−Tm data. Figure 4bdescribes the temperature protocol used for isothermalcrystallization via flash-DSC. A melt of a PE sample at 150°C was 5k-quenched to a target crystallization temperature(Tc,iso) in the range of 90−116 °C and isothermally crystallizedfor 10 min. This was followed by another 5k-quench down to
25 °C, and after isothermal annealing for 0.5 s the sample washeated to 150 °C at 300 000 °C/min to measure Tm. Figure 4ccompares the flash-DSC heating thermograms of the same PEsample after isothermal crystallization at various Tc,iso. The Tmclearly increased with increasing Tc,iso, as expected.
38
Interestingly, the melting peak became bimodal at Tc,isoabove 105 °C. We reason that this was due to two differentsets of nucleation events: one occurring at Tc,iso and the otheroccurring during the subsequent 5k-quench step to 25 °C.Annealing of MAPLE-PE films at 150 °C leads to dewettinginto numerous isolated liquid droplets of various sizes, asshown in Figure 4d. In such a sample geometry, each dropletmust be individually nucleated; therefore, the nucleationprobability of smaller PE droplets during the isothermal holdwould significantly decrease as Tc,iso is increased.
42,43 As a result,only larger droplets could crystallize at higher Tc,iso, whilesmaller ones would stay liquid at Tc,iso and crystallize during the5k-quench to 25 °C. The first melting peak of the PE sampleswith Tc,iso above 105 °C occurs at ∼113−114 °C, whichmatches the Tm of PE which was 5k-quenched from the melt(see Figure 4c inset). Therefore, for those samples we selectedTm from the second melting peak as corresponding to crystalsformed at the target Tc,iso.Figure 5 compares the Tm−Tdep relationship obtained from
MAPLE with the Tm−Tc relationship obtained from melt
crystallization. Data obtained by MAPLE crystallization(MAPLE), isothermal crystallization (ISO), and nonisothermalcrystallization (NIC) are plotted as green circles, blue triangles,and red squares, respectively. Above 75 °C, all three data setsreasonably fit one straight line (line 1 in Figure 5), indicatingthat the MAPLE-deposited PE crystallized at the depositiontemperature (Tdep = Tc). At Tc = Tdep = 116 °C, however, theTm values obtained by ISO and MAPLE exhibited a differenceof ∼3.4 °C. We believe that this is due to the high Tdep of 116°Ca temperature sufficiently high that not all the PE dropletsnucleate during MAPLE deposition. Uncrystallized dropletswould crystallize at Tc < 116 °C during the cooling step afterMAPLE, which would bias the DSC melting peak toward the
Figure 5. Plots showing the Tm−Tdep relationship of MAPLE-PE(MAPLE, green circles) and the Tm−Tc relationship of melt-crystallized PE. For melt crystallization, two methods were used:isothermal crystallization using flash-DSC (ISO, blue triangles) andnonisothermal crystallization by cooling with various rates using bulk-DSC (NIC, red squares). The target crystallization temperature in ISOand the peak temperature of the exotherm in NIC were defined as Tc.Line 1 was obtained from all MAPLE, NIC, and ISO data ranging fromTdep (or Tc) = 75 to 116 °C, while line 2 was obtained from MAPLE-PE data ranging from Tdep = −2 to 75 °C.
Macromolecules Article
DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519
515

lower temperature region. The linear relationship between Tc
and Tm on line 1 agrees with the typical crystallization-meltingbehavior of metastable polymer crystals formed at a relativelylow undercooling (ΔT = Tm° − Tc).
50−52
Interestingly, in the Tdep range below 75 °C, the Tm−Tdep
data follow a different line (line 2 in Figure 5), which deviatesfrom line 1. In this temperature range, the Tm−Tc data for meltcrystallization were not available due to rapid crystallizationprior to reaching the target Tc, even for flash-DSC. On line 2,Tm decreased by ∼1.8 °C for every 20 °C decrease in Tdep,which was about 3.9 times smaller than that the Tm depressionrate on line 1. For MAPLE-PE formed at Tdep = −2 °C, themeasured Tm was 19.7 °C higher than the Tm extrapolatedalong line 1.While predicting the exact Tm−Tdep relationship in the
deeply supercooled regime was beyond the scope of this study,the following factors may be relevant to the deviation observedbelow 75 °C. First, the Hoffman−Lauritzen model53,54 couldsupport the observation. The theoretical Tm−Tc relationshipbased on the Hoffman−Lauritzen model intrinsically hasnonlinearity, where the change of Tm with Tc becomes smallerat lower Tc (or larger ΔT).
50 Therefore, even if Tc = Tdep, theTm−Tdep plot would exhibit a decrease in slope at smaller Tdep
values. Additionally, from the experimental viewpoint, the rapidcrystallization kinetics of PE may have resulted in crystallizationprior to reaching Tdep (Tc > Tdep) below Tdep ∼ 75 °C, thusresulting in the deviation of the Tm−Tdep trend from line 1,where Tc is precisely known and controlled. The Tc = Tdep
condition should pertain when the temperature of the liquid PEdroplets deposited on the substrate equilibrates to Tdep prior tonucleation; that is, the characteristic heat conduction time(τheat) should be much smaller than the characteristic
nucleation induction time (τnucl) of PE. As a decrease oftemperature dramatically accelerates PE nucleation, τnucl willbecome smaller than τheat at a sufficiently low Tdep. PE dropletsof 0.1 and 1 μm radius are estimated to nucleate prior tothermal equilibration (τnucl < τheat) at Tdep below ∼52 and ∼63°C, respectively, roughly where the data begin to deviate fromline 1 (see Supporting Information for details of thecalculation). In addition, the rapid crystal growth after theonset of nucleation may prevent the latent heat released uponcrystallization from diffusing out of the droplet as fast as it isgenerated, contributing to an increase in of Tc.
55
Crystallinity and the Associated SupramolecularStructure of MAPLE-PE. We next sought to analyze thecrystallinity of MAPLE-PE and obtain clues to the morphologyof the thin films. The crystallinity of PE (Xc) can be determinedfrom DSC melting peaks via the following relationship:
=Δ∗Δ
XH
m Hcf
fo
(2)
where ΔHf is the heat of fusion obtained from calorimetry andm is the sample mass of PE. While measuring the absolute massof MAPLE-PE films is challenging due to its infinitesimalamount, we derived the relative mass of PE deposited atopdifferent flash-DSC chips by assuming that the samecrystallization protocol, for instance, 5k-quenching, wouldlead to the same degree of crystallinity. The relative masscould then be used to derive the relative crystallinity (Xc′) ofdifferent PE samples, as elaborated in Figure S3. The Xc′ of 5k-quenched PE was normalized to 1.Figure 6a plots Xc′ for MAPLE-PE films determined by flash-
DSC (red squares, left y-axis) as a function of Tdep. Xc′ generallydecreased as Tdep was lowered. At Tdep = 116 °C, however, the
Figure 6. (a) Plots showing the crystallinity of MAPLE-PE as a function of Tdep, determined by two methods: relative crystallinity (Xc′, left y-axis)obtained by flash-DSC analysis (red squares) and crystallinity (Xc,GIWAXS, right y-axis) obtained by the analysis of GIWAXS patterns (blue triangles).Crystallinity of single lamellar crystals calculated from the MLC thickness and da = 2.5 nm (Xc,single, right y-axis) is marked with + signs. (b) Plotscomparing Xc′ of MAPLE-PE (black squares) and melt-crystallized PE as a function of the corresponding Tm. For melt-crystallization, ISO with Tc,iso= 90 and 95 °C (blue triangles) and NIC with cooling rates from 10 to 5000 °C/s (red circles) were used. (c, d) Illustrations showing the structuredevelopment of PE during (c) melt-crystallization and (d) MAPLE-crystallization. Note that the MAPLE-crystallized PE has a higher crystallinitydue to the smaller content of intercrystallite amorphous phase.
Macromolecules Article
DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519
516

MAPLE-PE exhibited an abnormally low Xc′ with a dewettedfilm morphology (see Figure S2). We assumed that this wasdue to the slow nucleation of PE at 116 °C. Dewetting ofuncrystallized PE would occur during deposition at such a hightemperature; therefore, the isolated liquid droplets wouldcrystallize at Tc < 116 °C on cooling after MAPLE. To checkthe validity of the Tdep−Xc′ trend obtained by flash-DSCanalysis, we also derived the crystallinity of MAPLE-PE fromGIWAXS data (blue triangles with right y-axis in Figure 6a).From the analysis of wide-angle X-ray scattering patterns,Xc,GIWAXS, of PE could also be determined, as elaborated in theSupporting Information. With the proportionality constant of0.642 ± 0.020 between Xc′ and Xc,GIWAXS (0.642Xc′ = Xc,GIWAXS),the two crystallinity vs Tdep curves reasonably match, asexpected.From the simplified model of semicrystalline polymers, we
can assume that two types of structures mainly contribute tothe amorphous fraction: (i) the fold/end group surface oflamellar crystallites and (ii) entangled PE chains that arekinetically trapped between lamellae, when the crystals are thinenough for some of the PE chains to form two stems. Becauseof the amorphous nature of the fold surface, even PE singlelamellar crystallites exhibit semicrystallinity, with a crystallinity(Xc,single) approximately equal to dc/d.
7,56 Xc (or Xc,GIWAXS)would be the same as Xc,single if the bulk polymer consistsexclusively of unconnected lamellar crystallites or smaller thanXc,single if the polymer contains a considerable amount ofentanglements kinetically trapped between lamellae. Consider-ing the thickness of PE amorphous layers (da, da = d − dc) is∼2.5 nm,38,56,57 the Xc,single of our PE formed at Tdep = 116, 100,80, and 75 °C would be 0.91, 0.84, 0.80, and 0.77, respectively(see + symbols with y-axis on the right in Figure 6a), based onthe MLC thickness measurements provided in Figure 1f. Thepredicted Tdep−Xc,single relationship is in reasonable agreementwith the Tdep−Xc relationship, as shown in Figure 6a.At a given Tc or Xc,single, the variation in crystallinity should
thus reflect differences in the extent of interlamellarentanglements. To understand how effectively MAPLEprocessing forms crystalline PE at a given Tc, we comparedXc′ of PE processed via MAPLE and melt crystallization as afunction of Tm in Figure 6b; the black squares, red circles, andblue triangles represent the Xc′ of PE formed by MAPLE, NIC,and ISO, respectively. Cooling rates of 10−5000 °C/s(NIC10−NIC5000) were used for NIC, and Tc,iso of 90 and95 °C (ISO90C, ISO95C) were used for ISO crystallization. AsTm represents the Xc,single of constituent lamellar crystallites, wepropose that the crystallinity−Tm plot provides insight into thedifference in the extent of interlamellar entanglements betweenPE samples crystallized in different ways. Interestingly, theMAPLE-PE samples exhibited a higher crystallinity over thewhole range of Tm.We attribute the higher crystallinity of MAPLE-PE samples
to MAPLE’s ability to generate disentangled-chain precursorsfor crystallization. In the case of melt-crystallization, PE chainsneed to disentangle from the mutually entangled melt(entanglement molecular weight of linear PE ∼ 1200 g/mol58,59) for crystallization.7 We expect that the rapidnonisothermal quenching would not provide sufficient timefor disentanglement of the chains, leading to a higher contentof entanglements trapped in interlamellar regions. This isschematically illustrated in Figure 6c; estimates of thecharacteristic times for disentanglement and crystallization forour low-molecular-weight PE (see Supporting Information)
suggest that this situation should pertain at temperatures belowabout 100 °C, above the isothermal Tc values employed inFigure 6b, as well as the Tc values during nonisothermalcrystallization at cooling rates above 10 °C/s. In comparison,we suspect that crystallization via MAPLE can dramaticallyreduce the entanglement density in the melt; since the MAPLEtarget consists of a frozen dilute solution, polymers aredeposited as isolated chains or few-chain clusters, allowing PEchains to individually crystallize at the substrate, as depicted inFigure 6d. Hence, MAPLE offers a unique route for thedeposition and control of morphology in thin polymer films, inwhich growth proceeds by the assembly of individual dropletsunder conditions where crystallization simultaneously occurs.
■ CONCLUSIONSHere, we exploited MAPLE as a state-of-the-art processingtechnology for the deposition of PE films with control overstructure and Tm. We demonstrated the ability to precisely tuneTm over 20 °C. This range was achieved through the uniquemeans of film formation during MAPLE, wherein polymerdroplets were deposited and crystallized at a target substratetemperature. As confinement within droplets can suppress theonset of nucleation, deeply supercooled crystallization of PEcould be achieved during film formation. Furthermore, MAPLEprocessing formed films with higher crystallinity compared totheir melt-crystallized counterparts with the same Tm, byeffectively reducing the density of chain entanglements. Assuch, this investigation offered new insights into howconfinement effects in polymer crystallization could be utilizedin film fabrication to finely control the structure of crystallinepolymers. We anticipate that this approach will lay thefoundation for the exploitation of MAPLE in emergingtechnologies where semicrystalline polymer films can play akey role.
■ ASSOCIATED CONTENT*S Supporting InformationThe Supporting Information is available free of charge on theACS Publications website at DOI: 10.1021/acs.macro-mol.7b02345.
Figures S1−S3 (PDF)
■ AUTHOR INFORMATIONCorresponding Author*E-mail [email protected] (R.D.P.).ORCIDMithun Chowdhury: 0000-0002-2513-6006Melda Sezen-Edmonds: 0000-0003-0476-6815Yueh-Lin Loo: 0000-0002-4284-0847Richard A. Register: 0000-0002-5223-4306Rodney D. Priestley: 0000-0001-6765-2933NotesThe authors declare no competing financial interest.
■ ACKNOWLEDGMENTSH.J. acknowledges support from Kwanjeong EducationalFoundation in South Korea. Y.L.L., R.A.R., C.B.A., and R.D.P.acknowledge the support of the National Science Foundation(NSF) Materials Research Science and Engineering CenterProgram through the Princeton Center for Complex Materials(DMR-1420541). R.D.P. acknowledges the support of the
Macromolecules Article
DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519
517

AFOSR through a PECASE Award (FA9550-15-1-0017).Portion of this work was conducted at the Cornell HighEnergy Synchrotron Source (CHESS), which is supported bythe National Science Foundation and the National Institutes ofHealth/National Institute of General Medical Sciences underNSF Award DMR-1332208.
■ REFERENCES(1) Liu, F.; Gu, Y.; Jung, J. W.; Jo, W. H.; Russell, T. P. On theMorphology of Polymer-Based Photovoltaics. J. Polym. Sci., Part B:Polym. Phys. 2012, 50, 1018−1044.(2) Lee, S. S.; Loo, Y.-L. Structural Complexities in the Active Layersof Organic Electronics. Annu. Rev. Chem. Biomol. Eng. 2010, 1, 59−78.(3) Hu, Z.; Tian, M.; Nysten, B.; Jonas, A. M. Regular Arrays ofHighly Ordered Ferroelectric Polymer Nanostructures for Non-Volatile Low-Voltage Memories. Nat. Mater. 2009, 8, 62−67.(4) Tsao, H. N.; Mullen, K. Improving Polymer TransistorPerformance via Morphology Control. Chem. Soc. Rev. 2010, 39,2372−2386.(5) Ling, Q.-D.; Liaw, D.-J.; Zhu, C.; Chan, D. S.-H.; Kang, E.-T.;Neoh, K.-G. Polymer Electronic Memories: Materials, Devices andMechanisms. Prog. Polym. Sci. 2008, 33, 917−978.(6) Fujitsuka, N.; Sakata, J.; Miyachi, Y.; Mizuno, K.; Ohtsuka, K.;Taga, Y.; Tabata, O. Monolithic Pyroelectric Infrared Image SensorUsing PVDF Thin Film. Sens. Actuators, A 1998, 66, 237−243.(7) Strobl, G. The Physics of Polymers, 2nd ed.; Springer-Verlag:Berlin, 1997.(8) Reiter, G. Some Unique Features of Polymer Crystallisation.Chem. Soc. Rev. 2014, 43, 2055−2065.(9) Liu, J.; Arif, M.; Zou, J.; Khondaker, S. I.; Zhai, L. ControllingPoly(3-Hexylthiophene) Crystal Dimension: Nanowhiskers andNanoribbons. Macromolecules 2009, 42, 9390−9393.(10) Brinkmann, M. Structure and Morphology Control in ThinFilms of Regioregular Poly(3-Hexylthiophene). J. Polym. Sci., Part B:Polym. Phys. 2011, 49, 1218−1233.(11) Young, R. J. A. Dislocation Model for Yield in Polyethylene.Philos. Mag. 1974, 30, 85−94.(12) Galeski, A. Strength and Toughness of Crystalline PolymerSystems. Prog. Polym. Sci. 2003, 28, 1643−1699.(13) De Rosa, C.; Auriemma, F. Structure and Physical Properties ofSyndiotactic Polypropylene: A Highly Crystalline ThermoplasticElastomer. Prog. Polym. Sci. 2006, 31, 145−237.(14) Harris, A. M.; Lee, E. C. Improving Mechanical Performance ofInjection Molded PLA by Controlling Crystallinity. J. Appl. Polym. Sci.2008, 107, 2246−2255.(15) Baghgar, M.; Labastide, J. A.; Bokel, F.; Hayward, R. C.; Barnes,M. D. Effect of Polymer Chain Folding on the Transition from H- to J-Aggregate Behavior in P3HT Nanofibers. J. Phys. Chem. C 2014, 118,2229−2235.(16) Singh, K. A.; Sauve, G.; Zhang, R.; Kowalewski, T.; McCullough,R. D.; Porter, L. M. Dependence of Field-Effect Mobility and ContactResistance on Nanostructure in Regioregular Poly(3-Hexylthiophene)Thin Film Transistors. Appl. Phys. Lett. 2008, 92, 263303.(17) Zhang, R.; Li, B.; Iovu, M. C.; Jeffries-EL, M.; Sauve, G.;Cooper, J.; Jia, S.; Tristram-Nagle, S.; Smilgies, D. M.; Lambeth, D. N.;et al. Nanostructure Dependence of Field-Effect Mobility inRegioregular Poly(3-Hexylthiophene) Thin Film Field Effect Tran-sistors. J. Am. Chem. Soc. 2006, 128, 3480−3481.(18) Bigg, D. M. Polylactide Copolymers: Effect of Copolymer Ratioand End Capping on Their Properties. Adv. Polym. Technol. 2005, 24,69−82.(19) Peacock, A. J.; Mandelkern, L. The Mechanical Properties ofRandom Copolymers of Ethylene: Force-Elongation Relations. J.Polym. Sci., Part B: Polym. Phys. 1990, 28, 1917−1941.(20) Simanke, A. G.; Galland, G. B.; Freitas, L.; da Jornada, J. A. H.;Quijada, R.; Mauler, R. S. Influence of the Comonomer Content onthe Thermal and Dynamic Mechanical Properties of MetalloceneEthylene/1-Octene Copolymers. Polymer 1999, 40, 5489−5495.
(21) Isasi, J. R.; Haigh, J. A.; Graham, J. T.; Mandelkern, L.; Alamo,R. G. Some Aspects of the Crystallization of Ethylene Copolymers.Polymer 2000, 41, 8813−8823.(22) Ortmann, P.; Mecking, S. Long-Spaced Aliphatic Polyesters.Macromolecules 2013, 46, 7213−7218.(23) Manet, S.; Tibirna, C.; Boivin, J.; Delabroye, C.; Brisson, J.Single Crystals of Chain-Folded Copolyterephthalamides. Macro-molecules 2006, 39, 1093−1101.(24) De Ten Hove, C. L. F.; Penelle, J.; Ivanov, D. A.; Jonas, A. M.Encoding Crystal Microstructure and Chain Folding in the ChemicalStructure of Synthetic Polymers. Nat. Mater. 2004, 3, 33−37.(25) De Rosa, C.; Auriemma, F.; Di Capua, A.; Resconi, L.; Guidotti,S.; Camurati, I.; Nifant’ev, I. E.; Laishevtsev, I. P. Structure−PropertyCorrelations in Polypropylene from Metallocene Catalysts: Stereo-defective, Regioregular Isotactic Polypropylene. J. Am. Chem. Soc.2004, 126, 17040−17049.(26) Okada, K. N.; Hikosaka, M. Polymer Nucleation. In Handbookof Polymer Crystallization; Piorkowska, E., Rutledge, G. C., Eds.; JohnWiley & Sons, Inc.: 2013; pp 125−164.(27) Chrisey, D. B.; Pique, A.; McGill, R. A.; Horwitz, J. S.;Ringeisen, B. R.; Bubb, D. M.; Wu, P. K. Laser Deposition of Polymerand Biomaterial Films. Chem. Rev. 2003, 103, 553−576.(28) Pique, A. The Matrix-Assisted Pulsed Laser Evaporation(MAPLE) Process: Origins and Future Directions. Appl. Phys. A:Mater. Sci. Process. 2011, 105, 517−528.(29) Mariano, F.; Caricato, A. P.; Accorsi, G.; Leo, C.; Cesaria, M.;Carallo, S.; Genco, A.; Simeone, D.; Tunno, T.; Martino, M.; et al.White Multi-Layered Polymer Light Emitting Diode through MatrixAssisted Pulsed Laser Evaporation. J. Mater. Chem. C 2016, 4, 7667−7674.(30) Ge, W.; Yu, Q.; Lopez, G. P.; Stiff-Roberts, A. D. AntimicrobialOligo(p-Phenylene-Ethynylene) Film Deposited by Resonant InfraredMatrix-Assisted Pulsed Laser Evaporation. Colloids Surf. Colloids Surf.,B 2014, 116, 786−792.(31) Ge, W.; Li, N. K.; McCormick, R. D.; Lichtenberg, E.; Yingling,Y. G.; Stiff-Roberts, A. D. Emulsion-Based RIR-MAPLE Deposition ofConjugated Polymers: Primary Solvent Effect and Its Implications onOrganic Solar Cell Performance. ACS Appl. Mater. Interfaces 2016, 8,19494−19506.(32) McCormick, R. D.; Cline, E. D.; Chadha, A. S.; Zhou, W.; Stiff-Roberts, A. D. Tuning the Refractive Index of Homopolymer Blendsby Controlling Nanoscale Domain Size via RIR-MAPLE Deposition.Macromol. Chem. Phys. 2013, 214, 2643−2650.(33) Paun, I. A.; Ion, V.; Moldovan, A.; Dinescu, M. Thin Films ofPolymer Blends for Controlled Drug Delivery Deposited by Matrix-Assisted Pulsed Laser Evaporation. Appl. Phys. Lett. 2010, 96, 243702.(34) Shepard, K. B.; Priestley, R. D. MAPLE Deposition ofMacromolecules. Macromol. Chem. Phys. 2013, 214, 862−872.(35) Caricato, A. P.; Luches, A. Applications of the Matrix-AssistedPulsed Laser Evaporation Method for the Deposition of Organic,Biological and Nanoparticle Thin Films: A Review. Appl. Phys. A:Mater. Sci. Process. 2011, 105, 565−582.(36) Jeong, H.; Shepard, K. B.; Purdum, G. E.; Guo, Y.; Loo, Y.-L.;Arnold, C. B.; Priestley, R. D. Additive Growth and Crystallization ofPolymer Films. Macromolecules 2016, 49, 2860−2867.(37) Jeong, H.; Napolitano, S.; Arnold, C. B.; Priestley, R. D.Irreversible Adsorption Controls Crystallization in Vapor-DepositedPolymer Thin Films. J. Phys. Chem. Lett. 2017, 8, 229−234.(38) Stack, G. M.; Mandelkern, L.; Voigt-Martin, I. G. Crystallization,Melting, and Morphology of Low Molecular Weight PolyethyleneFractions. Macromolecules 1984, 17, 321−331.(39) Lee, K. S.; Wegner, G. Linear and Cyclic Alkanes (CnH2n+2,CnH2n) with n > 100. Synthesis and Evidence for Chain-Folding.Makromol. Chem., Rapid Commun. 1985, 6, 203−208.(40) Ueda, M.; Register, R. A. Crystallization-Induced PhaseSeparation in Mixtures of Model Linear and Short-Chain BranchedPolyethylenes. J. Macromol. Sci., Part B: Phys. 1996, 35, 23−36.(41) Massa, M. V.; Carvalho, J. L.; Dalnoki-Veress, K. DirectVisualisation of Homogeneous and Heterogeneous Crystallisation in
Macromolecules Article
DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519
518

an Ensemble of Confined Domains of Poly(Ethylene Oxide). Eur.Phys. J. E: Soft Matter Biol. Phys. 2003, 12, 111−117.(42) Massa, M.; Dalnoki-Veress, K. Homogeneous Crystallization ofPoly(Ethylene Oxide) Confined to Droplets: The Dependence of theCrystal Nucleation Rate on Length Scale and Temperature. Phys. Rev.Lett. 2004, 92, 255509.(43) Carvalho, J. L.; Dalnoki-Veress, K. Surface Nucleation in theCrystallisation of Polyethylene Droplets. Eur. Phys. J. E: Soft MatterBiol. Phys. 2011, 34, 1−6.(44) Koutsky, J. A.; Walton, A. G.; Baer, E. Nucleation of PolymerDroplets. J. Appl. Phys. 1967, 38, 1832−1839.(45) Loo, Y.-L.; Register, R. A. Crystallization Within BlockCopolymer Mesophases. In Developments in Block Copolymer Scienceand Technology; Hamley, I. W., Ed.; John Wiley & Sons, Ltd.: 2004; pp213−243.(46) Wang, Y.; Ge, S.; Rafailovich, M.; Sokolov, J.; Zou, Y.; Ade, H.;Luning, J.; Lustiger, A.; Maron, G. Crystallization in the Thin andUltrathin Films of Poly(Ethylene−vinyl Acetate) and Linear Low-Density Polyethylene. Macromolecules 2004, 37, 3319−3327.(47) Swan, P. R. Polyethylene Unit Cell Variations with Temper-ature. J. Polym. Sci. 1962, 56, 403−407.(48) Barham, P. J.; Chivers, R. A.; Keller, A.; Martinez-Salazar, J.;Organ, S. J. The Supercooling Dependence of the Initial Fold Lengthof Polyethylene Crystallized from the Melt: Unification of Melt andSolution Crystallization. J. Mater. Sci. 1985, 20, 1625−1630.(49) Lin, L.; Argon, A. S. Structure and Plastic Deformation ofPolyethylene. J. Mater. Sci. 1994, 29, 294−323.(50) Marand, H.; Xu, J.; Srinivas, S. Determination of the EquilibriumMelting Temperature of Polymer Crystals: Linear and NonlinearHoffman−Weeks Extrapolations. Macromolecules 1998, 31, 8219−8229.(51) Hoffman, J. D.; Weeks, J. J. Melting Process and the EquilibriumMelting Temperature of Polychlorotrifluoroethylene. J. Res. Natl. Bur.Stand., Sect. A 1962, 66A, 13−28.(52) Lee, L.-B. W.; Register, R. A. Hydrogenated Ring-OpenedPolynorbornene: A Highly Crystalline Atactic Polymer. Macromolecules2005, 38, 1216−1222.(53) Hoffman, J. D.; Davis, G. T., Jr.; Lauritzen, J. I. The Rate ofCrystallization of Linear Polymers with Chain Folding. In Treatise onSolid State Chemistry; Hannay, N. B., Ed.; Springer: New York, 1976;pp 497−614.(54) Hoffman, J. D.; Miller, R. L. Kinetic of Crystallization from theMelt and Chain Folding in Polyethylene Fractions Revisited: Theoryand Experiment. Polymer 1997, 38, 3151−3212.(55) Barham, P. J.; Jarvis, D. A.; Keller, A. A New Look at theCrystallization of Polyethylene. III. Crystallization from the Melt atHigh Supercoolings. J. Polym. Sci., Polym. Phys. Ed. 1982, 20, 1733−1748.(56) Osichow, A.; Rabe, C.; Vogtt, K.; Narayanan, T.; Harnau, L.;Drechsler, M.; Ballauff, M.; Mecking, S. Ideal Polyethylene Nano-crystals. J. Am. Chem. Soc. 2013, 135, 11645−11650.(57) Weber, C. H. M.; Chiche, A.; Krausch, G.; Rosenfeldt, S.;Ballauff, M.; Harnau, L.; Gottker-Schnetmann, I.; Tong, Q.; Mecking,S. Single Lamella Nanoparticles of Polyethylene. Nano Lett. 2007, 7,2024−2029.(58) Fetters, L. J.; Lohse, D. J.; Milner, S. T.; Graessley, W. W.Packing Length Influence in Linear Polymer Melts on theEntanglement, Critical, and Reptation Molecular Weights. Macro-molecules 1999, 32, 6847−6851.(59) Ries, M. E.; Brereton, M. G.; Ward, I. M.; Cail, J. I.; Stepto, R. F.T. Rescaling Approach to Molecular Orientation for NMR and OpticalProperties of Polymer Networks. Macromolecules 2002, 35, 5665−5669.
Macromolecules Article
DOI: 10.1021/acs.macromol.7b02345Macromolecules 2018, 51, 512−519
519