1 General remarks 1H-NMR spectra: These were recorded on Bruker DPX-250

I
Titre

II
Table des matières
III
INTRODUCTION GENERALE
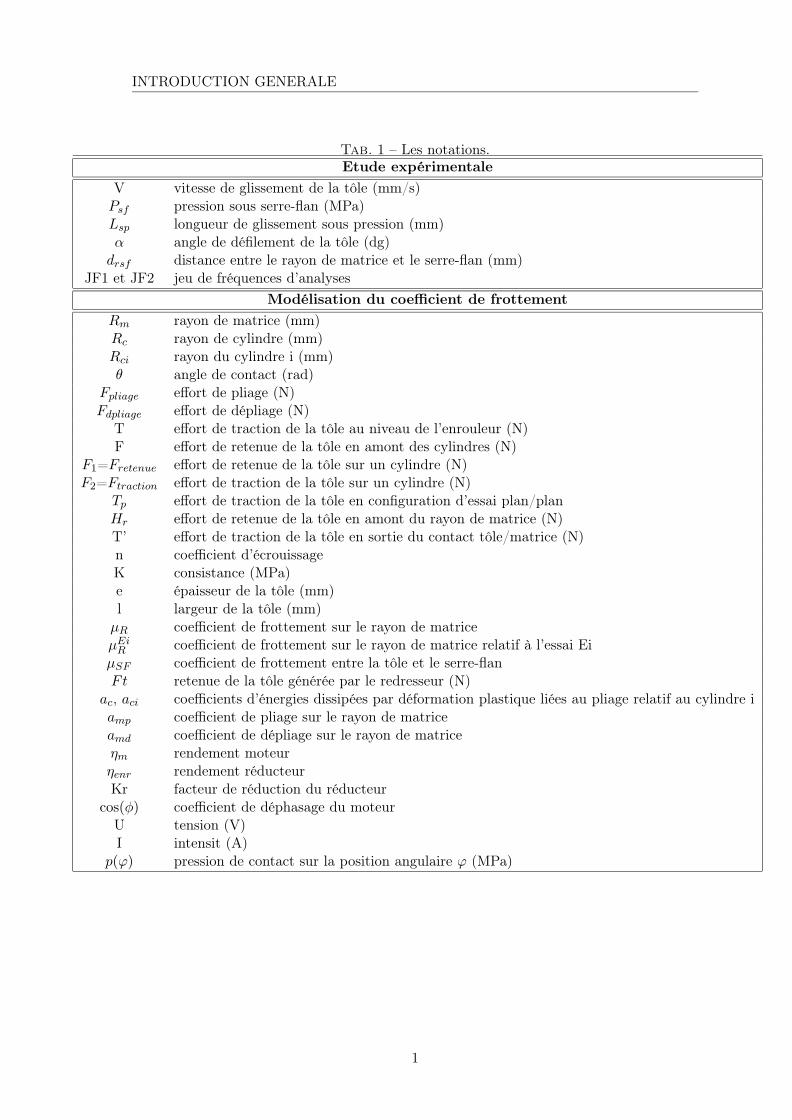
Tab. 1 – Les notations.Etude expérimentale
V vitesse de glissement de la tôle (mm/s)Psf pression sous serre-flan (MPa)Lsp longueur de glissement sous pression (mm)α angle de défilement de la tôle (dg)drsf distance entre le rayon de matrice et le serre-flan (mm)
JF1 et JF2 jeu de fréquences d’analysesModélisation du coefficient de frottement
Rm rayon de matrice (mm)Rc rayon de cylindre (mm)Rci rayon du cylindre i (mm)θ angle de contact (rad)
Fpliage effort de pliage (N)Fdpliage effort de dépliage (N)
T effort de traction de la tôle au niveau de l’enrouleur (N)F effort de retenue de la tôle en amont des cylindres (N)
F1=Fretenue effort de retenue de la tôle sur un cylindre (N)F2=Ftraction effort de traction de la tôle sur un cylindre (N)
Tp effort de traction de la tôle en configuration d’essai plan/planHr effort de retenue de la tôle en amont du rayon de matrice (N)T’ effort de traction de la tôle en sortie du contact tôle/matrice (N)n coefficient d’écrouissageK consistance (MPa)e épaisseur de la tôle (mm)l largeur de la tôle (mm)µR coefficient de frottement sur le rayon de matriceµEiR coefficient de frottement sur le rayon de matrice relatif à l’essai EiµSF coefficient de frottement entre la tôle et le serre-flanFt retenue de la tôle générée par le redresseur (N)
ac, aci coefficients d’énergies dissipées par déformation plastique liées au pliage relatif au cylindre iamp coefficient de pliage sur le rayon de matriceamd coefficient de dépliage sur le rayon de matriceηm rendement moteurηenr rendement réducteurKr facteur de réduction du réducteur
cos(φ) coefficient de déphasage du moteurU tension (V)I intensit (A)
p(ϕ) pression de contact sur la position angulaire ϕ (MPa)
1

INTRODUCTION GENERALE
Tab. 2 – Les notations (suite).Etude des variations géométriques
Tci(pi), i = 1...m topographie T à ci cycles constituée de m profilsTR transformation rigideMk un point du profil initialM ′k un point du profil final
T = T (tx, tz) translation du vecteur qui a pour composante (tx, tz)δx l’écart suivant x entre les deux profils considérésδy l’écart des ordonnées des barycentres entre les deux profils considérésR rotation du profil
V (xi, yi) variations géométriques brutes au point de coordonnées (xi, yi)ds élément de surface constitué de m profils et de v points suivant l’axe de palpagePV profil de la variation bruteVds moyenne de la variation géométrique sur un élément de surface dsd distance de la position de la pointe du palpeur sur le rayon de matrice (mm)
2β position angulaire de la pointe du palpeur sur le rayon de matrice (rad)α0 position angulaire du berceau
Simulation numériqueud déplacement de la tôle suivant la direction α (mm)Fsf effort de serrage du serre-flan (N)psf pression locale sous serre-flan (MPa)Rt l’effort par unité de surface de retenue qui simule l’effet du redresseur (N)U i champ de déplacements cinématiquement admissibles lié au domaine iΩi domaine iΓi∗ frontière reliée au domaine inij vecteur unitair normal à la surface Γij et sortante à Ωi
tij vecteur unitair tangent à la surface Γijσ tenseur des contraintesε tenseur des déformationsI tenseur identitéσ contrainte équivalente (MPa)ε déformation équivalente (MPa)
pc(α∗) pression de contact sur le rayon de matrice en fonction de l’angle α∗ (MPa)pc pression moyenne de contact sur le rayon de matrice (MPa)
Modélisation analytiquefl flêche à l’extrémité de la tôle (mm)L longueur de la poutreRi effort de réaction sur le rayon de matrice (N)θi angle repérant le point i sur le rayon de matrice
Rxi, Ryi composantes de Ri dans le repère cartesien (N)(−βi,−γi) coordonnées du point i sur le rayon de matrice (mm)
βi projection de i dans le repère lié à la matrice (mm)ci constantes
v = v(x) déformée de la poutre en fonction de xRA la force induite par la flèche imposée en A (N)MA moment généré par le maintien horizontal de l’extrémité A (Nm)D rigidité de la poutreµ, λ coefficients de Lamé
2
INTRODUCTION GENERALE
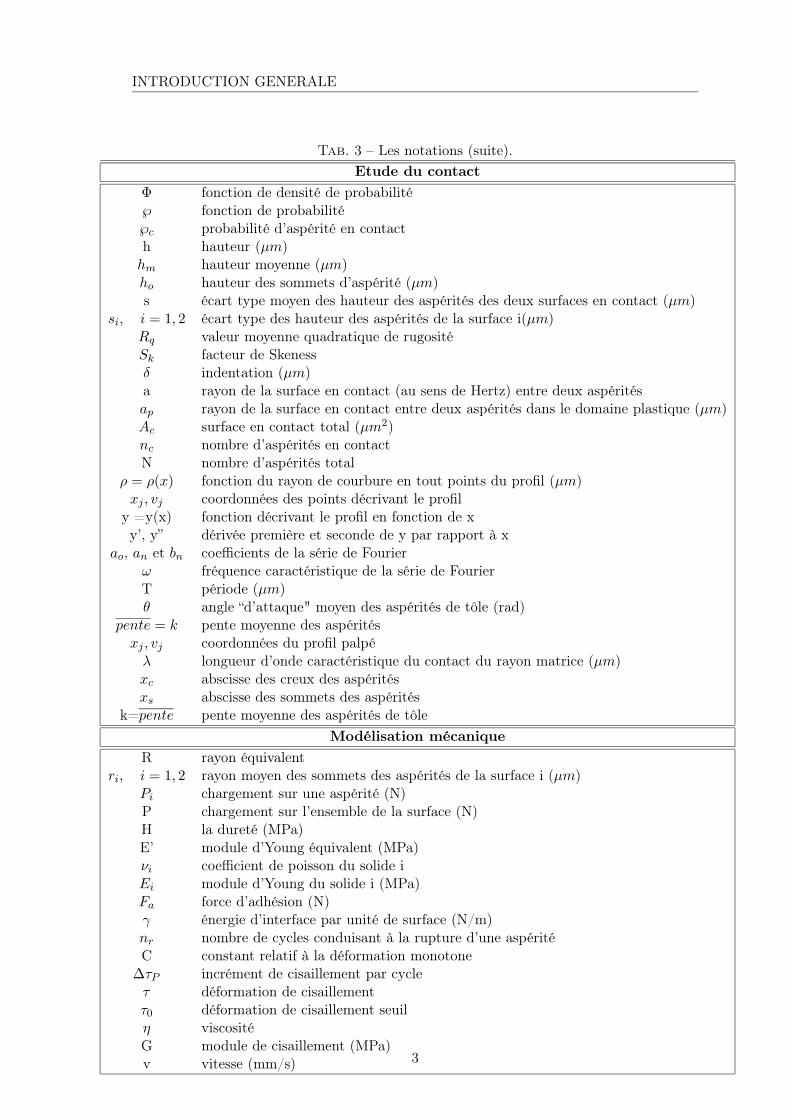
Tab. 3 – Les notations (suite).Etude du contact
Φ fonction de densité de probabilité℘ fonction de probabilité℘c probabilité d’aspérité en contacth hauteur (µm)hm hauteur moyenne (µm)ho hauteur des sommets d’aspérité (µm)s écart type moyen des hauteur des aspérités des deux surfaces en contact (µm)
si, i = 1, 2 écart type des hauteur des aspérités de la surface i(µm)Rq valeur moyenne quadratique de rugositéSk facteur de Skenessδ indentation (µm)a rayon de la surface en contact (au sens de Hertz) entre deux aspéritésap rayon de la surface en contact entre deux aspérités dans le domaine plastique (µm)Ac surface en contact total (µm2)nc nombre d’aspérités en contactN nombre d’aspérités total
ρ = ρ(x) fonction du rayon de courbure en tout points du profil (µm)xj , vj coordonnées des points décrivant le profil
y =y(x) fonction décrivant le profil en fonction de xy’, y” dérivée première et seconde de y par rapport à x
ao, an et bn coefficients de la série de Fourierω fréquence caractéristique de la série de FourierT période (µm)θ angle “d’attaque" moyen des aspérités de tôle (rad)
pente = k pente moyenne des aspéritésxj , vj coordonnées du profil palpéλ longueur d’onde caractéristique du contact du rayon matrice (µm)xc abscisse des creux des aspéritésxs abscisse des sommets des aspérités
k=pente pente moyenne des aspérités de tôleModélisation mécanique
R rayon équivalentri, i = 1, 2 rayon moyen des sommets des aspérités de la surface i (µm)
Pi chargement sur une aspérité (N)P chargement sur l’ensemble de la surface (N)H la dureté (MPa)E’ module d’Young équivalent (MPa)νi coefficient de poisson du solide iEi module d’Young du solide i (MPa)Fa force d’adhésion (N)γ énergie d’interface par unité de surface (N/m)nr nombre de cycles conduisant à la rupture d’une aspéritéC constant relatif à la déformation monotone
∆τP incrément de cisaillement par cycleτ déformation de cisaillementτ0 déformation de cisaillement seuilη viscositéG module de cisaillement (MPa)v vitesse (mm/s) 3
INTRODUCTION GENERALE
Tab. 4 – Les notations (suite).Bilan énergétique
Welem énergie élémentaireW énergie d’interface par unité de surface (N/m)Wtrans énergie de transfert (N/m)Wasp énergie dissipée au travers d’une aspérité par unité de surface (N/m)
PhotoélasticimétrieIl intensité lumineuseβp angle entre les directions de polarisation incidente et des indices de réfractionΦp retard de phase
σ1, σ2 contraintes principales (MPa)Cb constante caractéristique du matériau photoélastique (Brewster)λl longueur d’onde de la source lumineuse (nanomètre)em épaisseur de l’éprouvette biréfringente (mm)
nordre ordre des isochromes
4
Introduction générale
5

INTRODUCTION GENERALE
L’emboutissage est un procédé de formage par déformation plastique à chaud ou àfroid des métaux. Il transforme une feuille de métal appelée flan en une surface généralementnon développable [?]. Cette opération de mise en forme s’effectue le plus souvent à l’aided’une presse mécanique ou hydraulique. Il en existe plusieurs sortes, la plus utilisée estcelle à double effet [?] qui est constituée de :
– un poinçon sur lequel se cambre et se tend le métal,– une matrice qui est fixe servant d’appui au métal,– un serre-flan qui sert à controler l’écoulement du flan ; il peut parfois être composé
d’un ou plusieurs joncs de retenue [?].L’acceptation ou le refus d’un embouti dépend de son utilisation ; de ce fait les critères
peuvent être très différents. D’après Rondé-Oustau et Samper [?], [?], on peut classer lesproblèmes liés à l’emboutissage dans plusieurs domaines, l’un lié aux problèmes d’instabi-lité (striction, cornes d’anisotropie,...) et le second lié à un état de dégradation en surfaceapparenté à l’usure. Une troisième classe peut être dégagée liée aux tolérances dimension-nelles.
La striction. La striction peut provoquer rapidement la rupture de la pièce. Si la rupturene s’est pas produite lors de la mise en forme, la striction fragilise la pièce, lui confé-rant de mauvaises caractéristiques mécaniques. La striction se produit lors du travailde la tôle en expansion. Du point de vue aspect, elle constitue un défaut (parfoisde type peau d’orange) qui la rend inutilisable comme pièce de peau. Des critèresdécoulant d’essais, type Jovignot, permettent de savoir sur quelles caractéristiquesdu matériau il faut agir pour retarder ce phénomène.
Les cornes d’anisotropie. Ce phénomène est corrélé au coefficient d’anisotropie. Oncomprend ainsi l’influence de la texture initiale (conditionnant le coefficient) surl’emboutissabilité d’une tôle. Ces cornes se produisent quand l’avalement de la tôlen’est pas assez retenu.Dans ces deux cas, le paramètre opératoire important est la pression sous serre-flan,elle conditionne le mode de sollicitation du flan.
L’usure est une avarie qui affecte l’aspect de l’embouti. L’usure est liée au frottement,les conditions sont extrêmes en terme de sollicitation, température, contact,...(cespoints seront détaillés ultérieurement). Un constat industriel montre, qu’au terme deplusieurs emboutis effectués, la matrice est affectée de cet état de dégradation qui estrépercuté inévitablement sur la tôle. Ce problème est particulièrement prononcé surle bord d’outil de matrice.
Dans toutes les opérations de mise en forme, le frottement joue un rôle déterminantsur le résultat obtenu. Les problèmes tribologiques rencontrés dans l’emboutissage des tôlessont particulièrement complexes [?]. Les raisons de cette complexité sont liées d’une partaux interactions superficielles de la tôle et de l’outil entre lesquels viennent s’intercalercertains constituants du lubrifiant et des débris arrachés à la tôle et à l’outil. Et d’autrepart, elle est due à la synergie qui existe entre la déformation à coeur de la tôle et lesproblèmes d’interfaces (contact, frottement, ...). De ces interactions découlent le frottement,l’évolution de l’état de surface de la tôle et l’usure de l’outil.
Une des régions la plus sollicitée de l’outillage est le rayon de matrice. Cette thèse vise àétudier les dégradations des rayons de matrice utilisés en emboutissage. Ces dégradationsont un impact direct sur la qualité des emboutis.
L’étude des dégradations directement sur une presse d’emboutissage est compliquéepour plusieurs raisons :
7
INTRODUCTION GENERALE
– Le passage de la tôle sur un rayon de matrice, sur une presse, conduit à des cheminsde déformations complexes (en générale mixte c’est à dire qu’ils combinent les effetsdes déformations par expansion et par retreint), ce qui rend l’étude tribologiquecomplexe.
– Par ailleurs, l’instrumentation et les analyses du rayon de matrice sont délicates surpresse.
Afin de pallier à ces problèmes, le CROMeP de l’EMAC a développé un moyen d’essaioriginal. Il permet de dissocier les effets sur le rayon de matrice en se ramenant à des condi-tions élémentaires que l’on rencontre en emboutissage. L’interprétation et les corrélationsentre causes et effets sont plus aisées.
L’approche adoptée, pour cette étude de la dégradation des rayons de matrice, estmécanique. La stratégie pour mieux cerner ce problème est le couplage entre plusieursaspects conditionnant le tribosystème. Les aspects étudiés sont :
– les réponses mécaniques du rayon de matrice lors du défilement de la tôle,– le coefficient de frottement global sur le rayon de matrice,– l’étude d’un mécanisme de dégradation, le transfert de particules.Ce travail s’articule en trois parties. La première est relative à la mise en place d’outils
d’exploitation des données expérimentales. Ils visent à l’analyse des variations géométriquesdes rayons de matrice et à la modélisation du coefficient de frottement global sur le rayonde matrice. Ces outils permettront le suivi de ces aspects lors des essais. Cette partie aégalement pour vocation de présenter le pilote d’essai et de préparer les essais effectifs.En effet, le nombre important de paramètres opératoires nous a poussés à mener uneétude de sensibité qui a pour objectifs de dégager les conditions opératoires optimales dedégradation. L’étude des variations géométriques est basée sur des relevés de topographieétablis à l’aide d’un rugosimètre à palpage mécanique. On verra également, que le coefficientde frottement est sensible aux aspects de la distribution de la pression de contact. Ons’efforcera de tenir compte de ces spécificités.
La seconde partie présente les résultats expérimentaux. Elle dégage, dans une pre-mière étape, les mécanismes de dégradation observés et leur cinétique. On verra que cesdégradations se localisent sur des régions privilégiées du rayon de matrice, on s’attachera àétudier ces localisations pour des conditions opératoires différentes. La dernière étape estconsacrée à l’étude du coefficient de frottement et à sa cinétique. On essayera de corrélerles évolutions des dégradations à celles des coefficients de frottement. On tentera, ainsi,une interprétation des évolutions du coefficient de frottement.
La troisième partie constitue, d’une part, l’étude mécanique des conditions tribologiquesrelative à la pression de contact sur le rayon de matrice. Et d’autre part, cette partieporte sur la modélisation d’un mécanisme de dégradation qui est le transfert. L’étudede la pression de contact est faite par simulation numérique. Les résultats obtenus permet-teront d’alimenter la modélisation de la dégradation mais également celle du coefficient defrottement. On s’appuiera sur une modélisation analytique de la pression de contact pourinterpréter certains des aspects de sa distribution. Cette modélisation basée sur la théoriedes poutres n’a pas pour vocation de quantifier des niveaux de pression, mais elle est unoutil d’aide à l’interprétation.
On verra, également dans cette partie, un essai de validation de la distribution de lapression de contact. Une approche originale est utilisée pour cet essai, elle est basée sur lestechniques de photoélasticimétrie. Pour ce faire, nous avons élaboré une matrice en ma-tériau biréfringent qui lui confère des propriétés optiques lorsqu’elle est sollicitée. Afin depréparer cet essai, nous nous sommes appuyés sur des calculs de simulation numérique cou-plés aux lois qui régissent les propriétés de biréfringence qui ont permis le dimensionnement
8

Partie I
de cette matrice.La modélisation de la dégradation est basée sur une description des conditions tribo-
logiques de ce tribosystème à l’échelle des aspérités. Une première étape est consacrée àl’étude du contact discret de ce tribosystème. Une seconde porte sur les réponses méca-niques de ces conditions de contact. On établit par la suite un formalisme énergétiquequi permet de dégager des grandeurs caractéristiques et significatives de notre problème.Ces dernières nous conduisent à établir un critère énergétique de la dégradation partransfert. Cette modélisation permettra de mieux comprendre pourquoi le mécanisme dedégradation du transfert observé se développe préférentiellement sur des régions spécifiquesdu rayon de matrice.
9
Partie I
10
Première partie
Mise en place des outilsd’exploitation pour l’analyse et lesuivi du coefficient de frottement et
de la dégradation
11

Chapitre 1
Etude préliminaire
1.1 Présentation des essais
1.1.1 Le pilote
1.1.1.1 Introduction
La réalisation du pilote conçu au CROMeP résulte de discussions entre différents in-dustriels de l’emboutissage pour cibler les problématiques d’usure en emboutissage et plusspécifiquement entre un rayon de matrice et une tôle.
Ce moyen original a pour vocation d’étudier le frottement et les dégradations d’untribosystème constitué d’un rayon de matrice et d’une tôle, sous condition de pliage. Leprincipe de ce moyen d’essai est proche de celui proposé par Schurman [?] (cf. section?? Principaux essais pour l’étude du frottement). Il privilégie plus l’aspect dégradation desurface de l’outil (rayon de matrice) par glissement de la tôle que les aspects d’emboutis-sabilité de la tôle. Ce moyen d’essais est mixte dans la mesure où ce n’est ni une pressed’emboutissage ni un tribomètre classique de laboratoire spécifique à l’emboutissage. Ilreproduit le glissement d’une tôle sur un rayon de matrice au plus près des conditionsd’emboutissage (nature des matériaux, cinématique, chargement, cadence, lubrification,...)(figure ??).
1.1.1.2 Caractéristiques du pilote
Le pilote est schématisé dans sa globalité dans la figure ??.Le bâti est constitué d’une ossature métallique tubulaire. L’une des contraintes de
cette structure est d’être la plus rigide possible pour éviter les problèmes de gauchissementde la tôle lors du fonctionnement. Ceci explique cette ossature massive. Le portique doitégalement répondre à cette charge, pour que lors de la mise en pression du serre-flan, la tôlene subisse pas d’arc-boutement. Il s’agit donc de maintenir un double contact plan/planentre la matrice 1, la tôle et le serre flan.
Les bobines ont une masse de ≈ 120kg à 150kg ce qui représente ≈ 200m de longueur.L’épaisseur de la tôle admissible par le pilote est de 1,5 mm. La largeur est limitée à 200mm.
Le défilement de la tôle est asservi en vitesse. Le dérouleur a pour rôle de mettre entension la tôle : il comprend un motovariateur de 3KW et un réducteur de rapport η = 11.Le motovariateur de l’enrouleur a une puissance de 9KW et son réducteur a un rapport deη = 36.
1On verra, par la suite que cette partie du contact ne constitue pas une partie intégrante de la matrice.
13

Partie I
CHAPITRE 1. ETUDE PRÉLIMINAIRE
Enrouleur DérouleurPartie active
de la tôleSens de défilement
Fig. 1.1 – Vue générale du pilote.
Les paramètres opératoires du pilote sont :– la vitesse de défilement de la tôle (V),– la pression de serre flan (Psf ),– la longueur de glissement sous pression (Lsp),– la longueur de dégagement (Ld),– l’angle de sortie de la tôle (α),– la distance entre le rayon de matrice et le serre flan (drsf ).Ces paramètres sont asservis et contrôlés par un automate programmable.
1.1.1.3 Principe de fonctionnement
Une tôle provenant directement du déroulement d’une bobine refendue (dérouleur) vientau contact d’une portion d’outil réel en subissant des sollicitations extérieures comparablesà celles d’un serre-flan et d’un poinçon. La tôle est entrainée par la bobine d’enroulement(figure ??).
L’effort sur la portion d’outil est appliqué à partir du serre-flan par un vérin hydraulique.La pression dans le vérin est contrôlée par l’automate. Le déroulement de la tôle sur laportion d’outil est conditionné par un angle prédéfini de l’embarrage2 (figure ??). Ceciconstitue une des particularités de ce moyen dans la mesure où, en général, les tribosystèmesqui étudient le frottement sous conditions de pliage, le font pour des angles de contact de90o.
La motorisation contrôlée par un automate programmable couplé à des moto-variateurs,permet différents modes de fonctionnement. Actuellement, nous utilisons deux modes defonctionnement :
2Embarrer : bloquer à l’aide d’une barre, placer une barre sous une charge pour faire levier.
14
Partie I
1.1. PRÉSENTATION DES ESSAIS
dérouleur
tôle
enrouleur
position 1
portique, support serre flan
bras d’embarrage
bâti
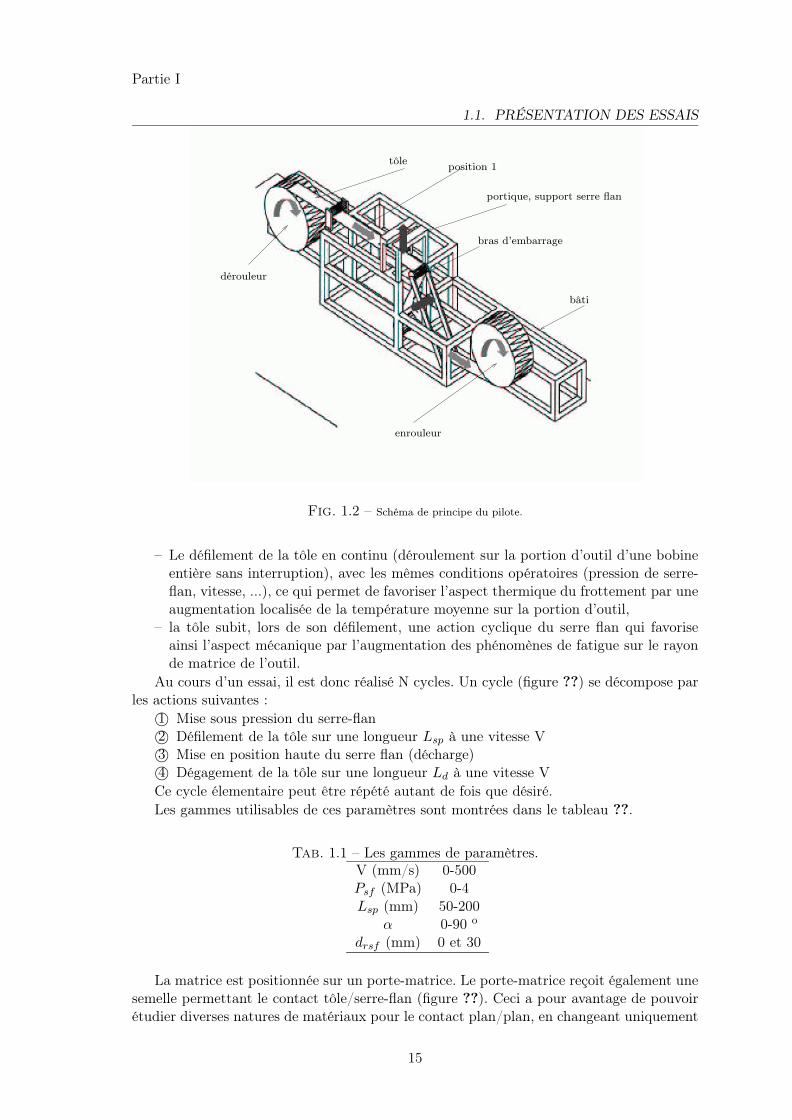
Fig. 1.2 – Schéma de principe du pilote.
– Le défilement de la tôle en continu (déroulement sur la portion d’outil d’une bobineentière sans interruption), avec les mêmes conditions opératoires (pression de serre-flan, vitesse, ...), ce qui permet de favoriser l’aspect thermique du frottement par uneaugmentation localisée de la température moyenne sur la portion d’outil,
– la tôle subit, lors de son défilement, une action cyclique du serre flan qui favoriseainsi l’aspect mécanique par l’augmentation des phénomènes de fatigue sur le rayonde matrice de l’outil.
Au cours d’un essai, il est donc réalisé N cycles. Un cycle (figure ??) se décompose parles actions suivantes :
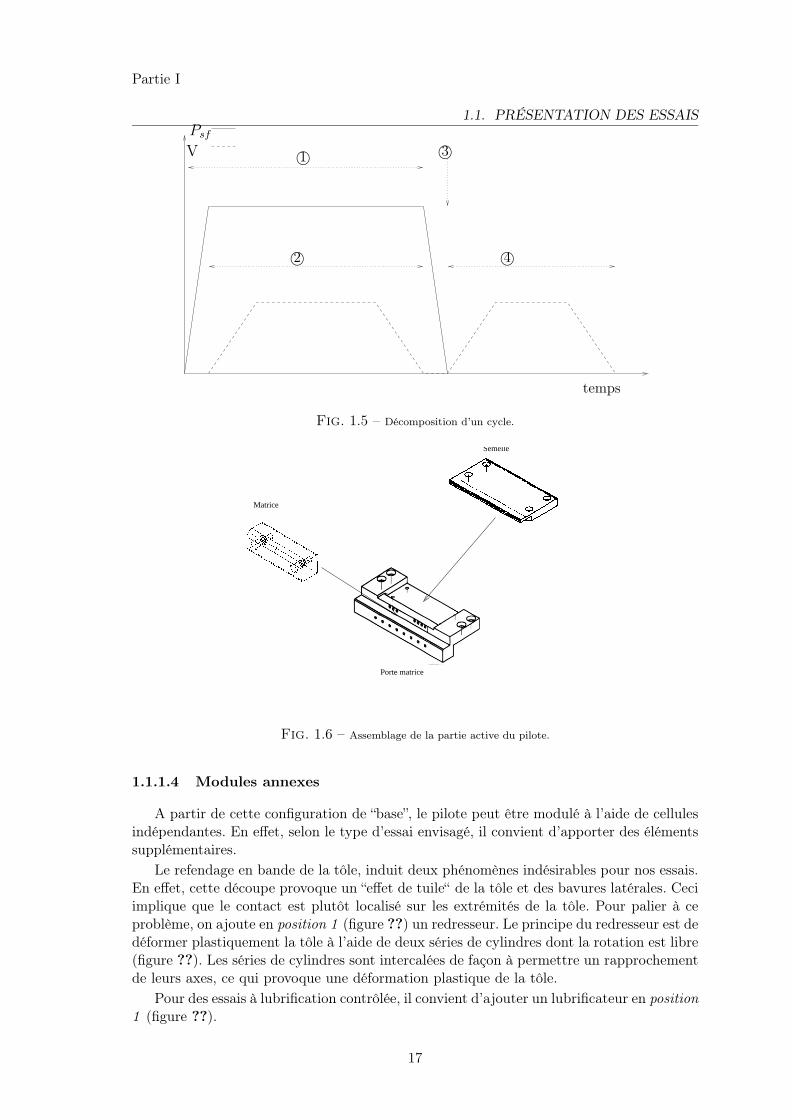
1© Mise sous pression du serre-flan2© Défilement de la tôle sur une longueur Lsp à une vitesse V3© Mise en position haute du serre flan (décharge)4© Dégagement de la tôle sur une longueur Ld à une vitesse VCe cycle élementaire peut être répété autant de fois que désiré.Les gammes utilisables de ces paramètres sont montrées dans le tableau ??.
Tab. 1.1 – Les gammes de paramètres.V (mm/s) 0-500Psf (MPa) 0-4Lsp (mm) 50-200
α 0-90 o
drsf (mm) 0 et 30
La matrice est positionnée sur un porte-matrice. Le porte-matrice reçoit également unesemelle permettant le contact tôle/serre-flan (figure ??). Ceci a pour avantage de pouvoirétudier diverses natures de matériaux pour le contact plan/plan, en changeant uniquement
15
Partie I
CHAPITRE 1. ETUDE PRÉLIMINAIRE
Dérouleur
EnrouleurBord de matrice
Serre-flan
Embarrage
Angle d’embarrage αTôle
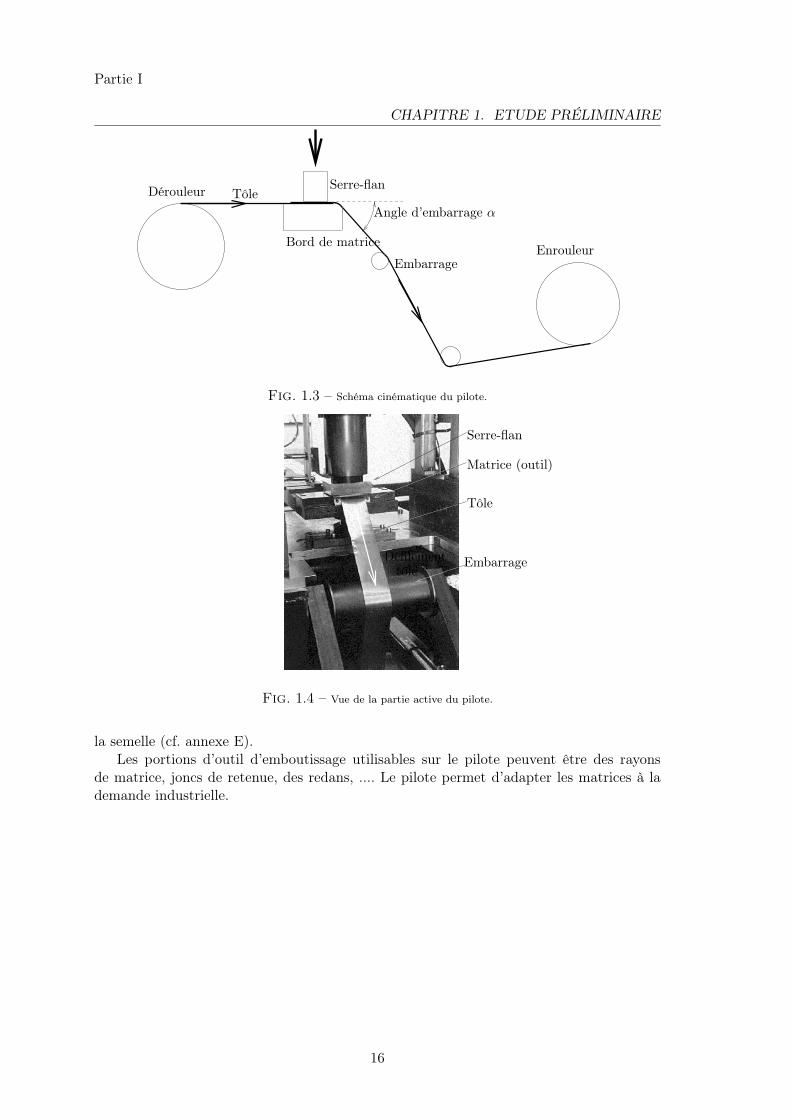
Fig. 1.3 – Schéma cinématique du pilote.
Défilementtôle
Serre-flan
Matrice (outil)
Tôle
Embarrage
Fig. 1.4 – Vue de la partie active du pilote.
la semelle (cf. annexe E).Les portions d’outil d’emboutissage utilisables sur le pilote peuvent être des rayons
de matrice, joncs de retenue, des redans, .... Le pilote permet d’adapter les matrices à lademande industrielle.
16
Partie I
1.1. PRÉSENTATION DES ESSAIS
1©
2©
3©
4©
PsfV
temps
Fig. 1.5 – Décomposition d’un cycle.
Matrice
Porte matrice
Semelle
Fig. 1.6 – Assemblage de la partie active du pilote.
1.1.1.4 Modules annexes
A partir de cette configuration de “base”, le pilote peut être modulé à l’aide de cellulesindépendantes. En effet, selon le type d’essai envisagé, il convient d’apporter des élémentssupplémentaires.
Le refendage en bande de la tôle, induit deux phénomènes indésirables pour nos essais.En effet, cette découpe provoque un “effet de tuile“ de la tôle et des bavures latérales. Ceciimplique que le contact est plutôt localisé sur les extrémités de la tôle. Pour palier à ceproblème, on ajoute en position 1 (figure ??) un redresseur. Le principe du redresseur est dedéformer plastiquement la tôle à l’aide de deux séries de cylindres dont la rotation est libre(figure ??). Les séries de cylindres sont intercalées de façon à permettre un rapprochementde leurs axes, ce qui provoque une déformation plastique de la tôle.
Pour des essais à lubrification contrôlée, il convient d’ajouter un lubrificateur en position1 (figure ??).
17

Partie I
CHAPITRE 1. ETUDE PRÉLIMINAIRE
Tôle
Cylindres supérieurs du redresseur
Cylindres inférieurs du redresseur
Fig. 1.7 – Schéma de principe du redresseur.
1.1.1.5 La matrice
Une contrainte forte portant sur la réalisation des matrices était qu’elles puissent êtreobservées au Microscope Electronique à Balayage (MEB) sans opération destructive, cecidans le but de pouvoir arrêter un essai pour procéder à des observations puis de le reprendre.Ceci a conduit à une envelope dimensionnelle relativement petite, en effet la géométries’inscrit dans un parallélipipède de dimensions 20×20×70 mm3. L’une de ces arêtes subitun rayon de raccordement qui correspond au rayon de matrice étudié. La figure ?? montreun exemple de matrice.
Rayon de matrice
Fig. 1.8 – Photos d’une matrice (20× 20× 70 mm3, rayon=6 mm).
Dans notre cas, la matrice étudiée à un rayon de 6 mm.
1.1.2 Les matériaux utilisés
1.1.2.1 La matrice
Le matériau utilisé est un acier X160 CrMoV12, de même nature que celui des outillagesutilisés dans l’industrie [?]. Ce matériau à 12% de chrome présente une forte proportionde carbures libres ce qui lui confère une grande résistance à l’usure. De ce fait, il est d’unemploi généralisé en emboutissage pour les moyennes et très grandes séries. Sa compositionchimique figure dans le tableau ??.
18

Partie I
1.1. PRÉSENTATION DES ESSAIS
Tab. 1.2 – Composition chimique de la matrice (en masse %).C Si Mn Cr Mo V P S
1.54 0.33 0.38 11.19 0.72 0.82 0.019 0.002
Pour atteindre une dureté de 60HRC cette matrice a subi une austénitisation à 1080oCpendant 30 mn, une trempe puis un revenu de 2 fois 1h à 200oC. Le reste de l’outillage,c’est à dire le serre-flan et la semelle sont élaborés avec le même matériau dans ces mêmesconditions.
Le rayon de matrice est usiné suivant la génératrice de la matrice ce qui implique queles stries d’usinage sont perpendiculaires au sens de défilement de la tôle. Ceci aura unimpact sur les conditions de contact tôle/outil et sur le frottement. Le Ra du rayon dematrice est de 1.02 µm.
1.1.2.2 La tôle
La tôle utilisée est un acier doux pour formage à froid. Cet acier est d’un usage trèsgénéral en mise en forme [?]. La tôle appartient à la catégorie DC04, définie par la normeEN 10130. La tôle a été obtenue par les opérations successives : un laminage à froid, unrecuit et une passe légère de finition portant le nom de skin-pass. Cette dernière opérationconfère à la tôle sa rugosité finale. L’état de surface est tributaire de la méthode de gravageutilisée, il en existe plusieurs (grenaillage, Electro Discharge Technology, Faisceau laser etElectron Beam Technology [?]). L’état de surface de la tôle utilisée a été obtenu par laméthode EDT (Electro Discharge Technology), le résultat est présenté en figure ??.
Fig. 1.9 – Etat de surface de la tôle DC04.
Cet aspect confère à la tôle une aptitude à pouvoir contenir du lubrifiant dans lescreux de cette morphologie de surface. La tôle est couverte d’une fine couche de protectionFERROCOAT N6130. Ce film d’huile a pour vocation de protéger la tôle contre la corrosion.Ce lubrifiant a la particularité d’avoir un fort pouvoir mouillant et de laisser un film gras.
19
Partie I
CHAPITRE 1. ETUDE PRÉLIMINAIRE
La tôle a une largeur de 50 mm et une épaisseur de 1 mm.
1.2 Etude préliminaire
1.2.1 Introduction
L’objectif de cette étude est d’une part de qualifier ce nouvel équipement et de mieuxcomprendre l’interaction entre une tôle et un rayon de matrice avec des paramètres opéra-toires connus. En effet, les paramètres sont au nombre de 4 : la vitesse de glissement (V), lapression de serre flan (Psf ), la longueur de défilement sous pression (Lsp) et de la distancedrsf . L’angle α fera l’objet d’une étude particulière dans la partie ?? “Résultats expéri-mentaux ”. Dans notre étude préliminaire, il s’agira alors de trouver un jeu de paramètresqui reproduit en un nombre limité de cycles (1200 cycles maximum) les dégradations ob-servables industriellement sur des rayons de matrice. On s’intéresse à la dégradation desmatrices, de ce fait on privilégie les observations des rayons de matrice. En effet les essaisne sont pas orientés produit (tôle), bien que la dégradation des rayons de matrice ait uneffet direct sur celle des tôles.
1.2.2 Détermination des paramètres
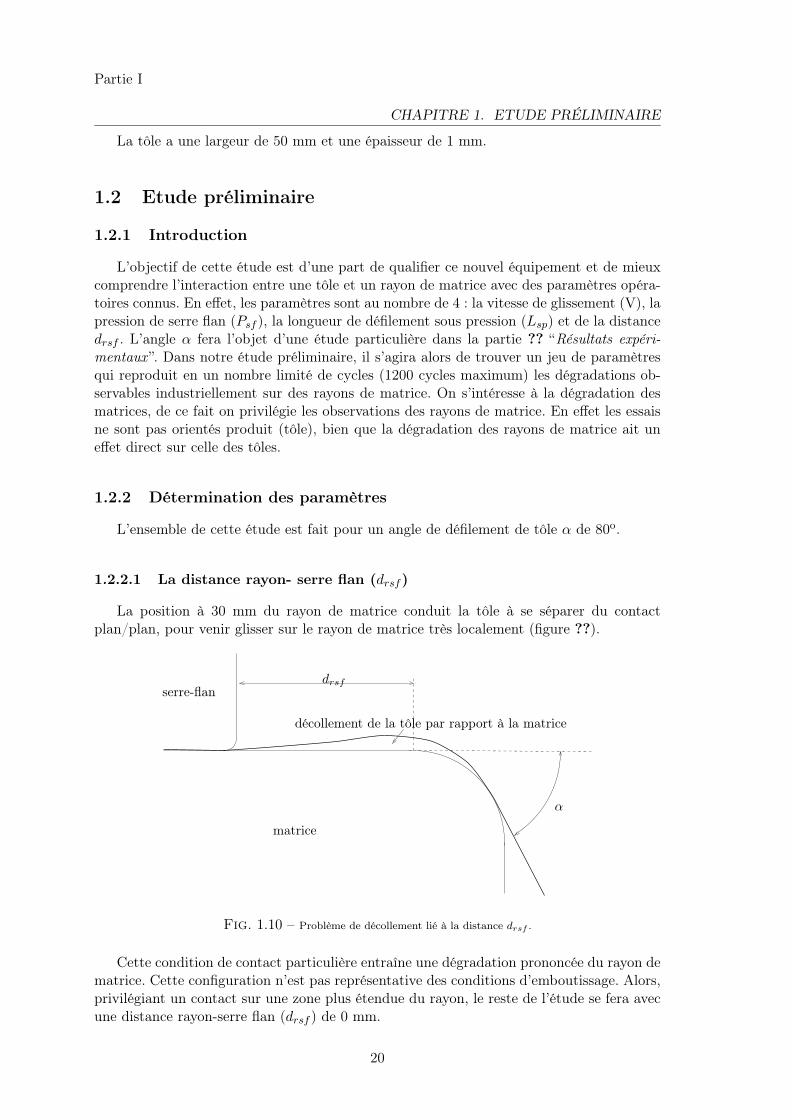
L’ensemble de cette étude est fait pour un angle de défilement de tôle α de 80o.
1.2.2.1 La distance rayon- serre flan (drsf)
La position à 30 mm du rayon de matrice conduit la tôle à se séparer du contactplan/plan, pour venir glisser sur le rayon de matrice très localement (figure ??).
α
matrice
serre-flandrsf
décollement de la tôle par rapport à la matrice
Fig. 1.10 – Problème de décollement lié à la distance drsf .
Cette condition de contact particulière entraîne une dégradation prononcée du rayon dematrice. Cette configuration n’est pas représentative des conditions d’emboutissage. Alors,privilégiant un contact sur une zone plus étendue du rayon, le reste de l’étude se fera avecune distance rayon-serre flan (drsf ) de 0 mm.
20

Partie I
1.2. ETUDE PRÉLIMINAIRE
1.2.2.2 Les autres paramètres
La stratégie adoptée est de partir d’une configuration donnée puis de faire varier un seulparamètre à la fois jusqu’à ce que l’on puisse dégager une tendance de la dégradation auregard de ce facteur. La valeur de ce paramètre qui génère un optimum de la dégradationest conservé et reste fixe pour la campagne suivante sur un autre paramètre. Donc, surles trois paramètres (pression, vitesse et longueur de glissement), il convient d’effectuer 3campagnes d’essais.
Les comparaisons des rayons de matrice au regard des dégradations sont qualitativescar effectuées au microscope électronique à balayage.
1.2.2.2.1 La pression. La configuration initiale est présentée dans le tableau ??.
Tab. 1.3 – Jeu initial de paramètres utilisés.N V (mm/s) Lsp (mm) Psf (MPa)
1800 200 100 2
où N représente le nombre de cycles.La comparaison s’est portée sur 4 outils qui ont chacun subi 1800 cycles. Chacun de
ces outils avait respectivement une valeur de pression égale à 2, 3, 3.5, 4 MPa.Ils se dégage de cette étude comparative qu’une pression de 4 MPa affecte plus rapide-
ment la matrice.
1.2.2.2.2 La longueur de glissement Lsp. La comparaison s’est portée sur 2 outils,ayant respectivement une longueur de glissement Lsp égale à 100 et 200 mm. Par ailleurs,le premier a subi 900 cycles. Afin de pouvoir comparer ces essais pour une même longueurtotale, le nombre de cycles à atteindre pour une configuration avec une longueur Lsp =200 mm est de 450 (cycles).
La configuration des paramètres est donnée dans le tableau ??.
Tab. 1.4 – Jeu de paramètres utilisés.nombre de cycles V (mm/s) Lsp (mm) Psf (MPa)
900 200 100 4450 200 200 4
Il se dégage de ces essais que la distance Lsp = 100 mm provoque plus de dégradations.Ces essais dénotent l’importance de la fréquence des cycles. Par ailleurs, il est probableque le second essai s’inscrit plus dans un mécanisme où la température intervient. Il s’agitici de la température “apportée par le frottement”, tandis que le premier s’inscrit plus dansun processus de fatigue.
1.2.2.2.3 La vitesse de glissement (V). La configuration initiale est présentée dansle tableau ??.
Tab. 1.5 – Jeu de paramètres initial.nombre de cycles V (mm/s) Lsp (mm) Psf (MPa)
900 200 100 4
21

Partie I
CHAPITRE 1. ETUDE PRÉLIMINAIRE
La comparaison s’est portée sur 3 outils qui ont chacun subi 900 cycles. Chacun de cesoutils avait respectivement une valeur de vitesse égale à 200, 100 et 50 mm/s.
Ils se dégage de cette étude comparative qu’une vitesse de 50 mm/s affecte plus rapi-dement la matrice. Ceci peut s’expliquer par la courbe de Striebeck (figure ??). En effet ilse peut qu’à des vitesses de 100 et 200 mm/s, on soit dans des régimes mixtes, auquel casla dégradation est moindre compte tenue de la portance du lubrifiant.
Régimelimite Régime
mixte (élasto-hydrodynamique)Régime hydrodynamiqueµ
ηVP
Fig. 1.11 – Allure typique d’une courbe de Stribeck décrivant les différents régimes de frottement sous lubrifica-tion.
Les régimes hydrodynamiques et élasto-hydrodynamiques vont être dus à la portancedu lubrifiant sous les effets de vitesse. Cet aspect est hautement conditionné par l’état desurface. Au regard de la texture de surface de la tôle, pour laquelle les motifs sont aléatoireset où les creux sont en majorité communiquants [?], les effets de portance du lubrifiantpermettent difficilement ces régimes [?]. Dans la mesure où l’on suppose que pour la vitessela plus élevée, on soit dans le régime mixte, en diminuant la vitesse (et à plus forte raisonen la divisant par 4) on ne peut générer qu’un coefficient de frottement plus élevé. On peutraisonnablement supposer que plus la vitesse est faible, plus nous pouvons nous situer dansdes conditions de frottement dites limites.
1.2.2.3 Conclusion
Il se dégage de cette première étude un jeu de paramètres qui permet de “dégrader” unematrice avec un nombre raisonnable de cycles.
Tab. 1.6 – Jeu de paramètres retenu.V (mm/s) Lsp (mm) Psf (MPa)
50 100 4
1.3 Conclusion
Ce chapitre a permis la présentation du moyen d’essai, dont on dispose au CROMePpour l’étude du frottement et des dégradations des rayons de matrice d’emboutissage. Maiségalement la présentation de l’outillage et en particulier des matrices que l’on utilisera. Lesnombreux paramètres opératoires intervenant sur ce moyen, nous ont conduit à menerune étude de sensibilité de ces derniers sur la dégradation du rayon de matrice. Le jeu deparamètres obtenus servira à l’étude ultérieure portée sur la localisation des dégradationssur le rayon de matrice.
22
Partie I
1.3. CONCLUSION
Nous verrons dans le chapitre suivant la modélisation mécanique que nous avons étudiéepour accéder à la mesure puis au calcul du coefficient de frottement spécifiquement entrele rayon de matrice et la tôle. Enfin, nous verrons également les outils que nous avons misen place pour interpréter des relevés topographiques effectués sur nos rayons de matricequi sont indispensables pour conclure sur la localisation et la quantification des zones ditesdégradées.
23
Partie I
CHAPITRE 1. ETUDE PRÉLIMINAIRE
24
Chapitre 2
Détermination du coefficient defrottement sur le rayon de matrice
2.1 Introduction
Dans toutes les opérations de mise en forme, le frottement joue un rôle déterminantsur les résultats des pièces obtenues. Ceci est particulièrement vrai en emboutissage où ilconditionne directement l’écoulement de la matière. La difficulté de la maîtrise du coefficientde frottement réside dans le fait qu’il existe une synergie importante entre les déformationsdans le volume et l’interaction tôle/outil.
Lors du formage de l’embouti, le flan peut être soumis à plusieurs modes de déformation(expansion, retreint,...). Selon la nature de l’embouti, on cherche à privilégier l’un de cesmodes. Mais, on ne se trouve “jamais“ uniquement dans l’une de ces configurations, lesmodes sont alternés ou/et couplés [?]. Chacun de ces modes affecte le frottement et plusgénéralement l’ensemble des interactions tôle/outil. Par ailleurs, une opération industrielled’emboutissage met en oeuvre de nombreux paramètres opératoires qui agissent égalementsur le frottement. Il existe d’autres facteurs tout aussi influents, tels que la lubrification,la topologie de surface, les matériaux mis en oeuvre, les revêtements ... Il en résulte quel’étude du frottement sur presse industrielle est particulièrement complexe compte tenu dunombre de paramètres agissant sur le frottement et de leurs interactions.
Pour mieux comprendre et maîtriser l’influence de chacun, de nombreux essais simulatifsqui privilégient un mode de déformation ou plus généralement un effet, ont été développés.
On se propose de présenter certains de ces essais qui permettent d’étudier le frotte-ment. En s’appuyant sur cette bibliographie, on adaptera la modélisation du coefficient defrottement à notre moyen d’essai pour en extraire le coefficient de frottement sur le rayonde matrice.
2.2 Principaux essais pour l’étude du frottement
La description de ces essais s’appuie principalement sur les références [?], [?], [?], [?] et[?].
2.2.1 Essai d’étirage plan
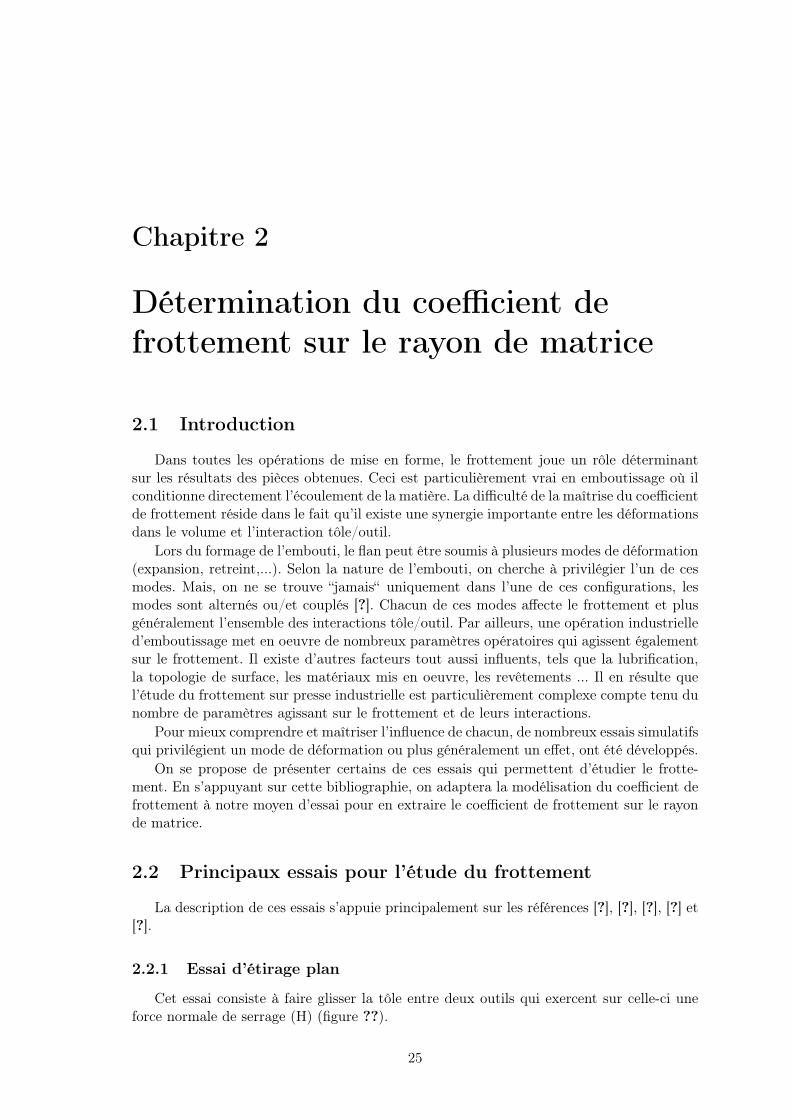
Cet essai consiste à faire glisser la tôle entre deux outils qui exercent sur celle-ci uneforce normale de serrage (H) (figure ??).
25
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
Fig. 2.1 – Schéma de principe de l’essai d’étirage plan.
Le contact tôle/outil est de type plan/plan. Le rapport de la force tangentielle (T)sur la force H, H étant appliquée sur les deux faces de la tôle, caractérise la résistance ducontact au glissement : il représente un coefficient macroscopique de frottement µ de typeCoulomb.
µ =T
2H(2.1)
Cet essai vise à simuler les conditions de frottement se produisant dans les zones peudéformées de la pièce, mais en contact sur de grandes longueurs de glissement avec l’outil.De ce fait, ce type d’essais caractérise le comportement tribologique du contact tôle/outilentre le serre flan et la matrice.
Cet essai n’induit pas de déformations à coeur de la tôle, il privilégie les déformationssuperficielles des aspérités. Il permet une meilleure compréhension des phénomènes decontact. De nombreux paramètres opératoires, pression sous serre flan, lubrification, vitessede défilement ont été étudiés avec ce moyen. Cependant, cet essai présente des difficultéspour aligner et maintenir (lors du glissement de la tôle) les surfaces des outils parallèles.Le cas échéant, il en résulte des problèmes d’arc-boutement.
2.2.2 Essai Inland
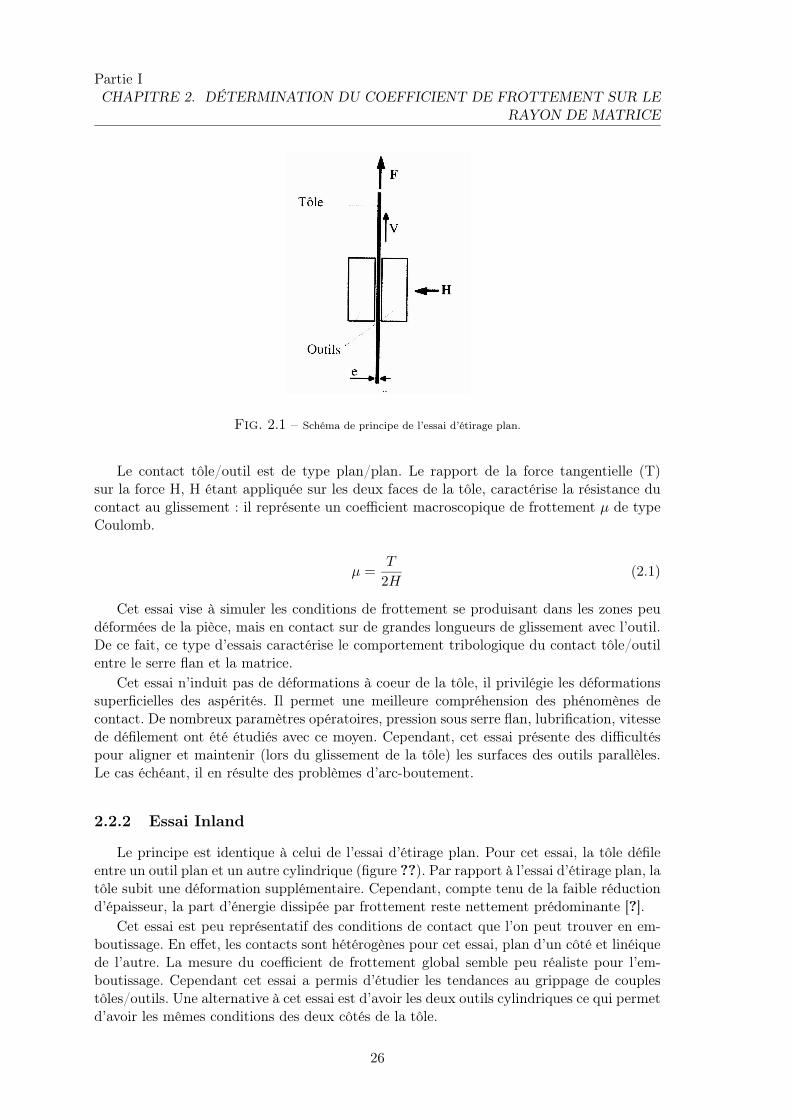
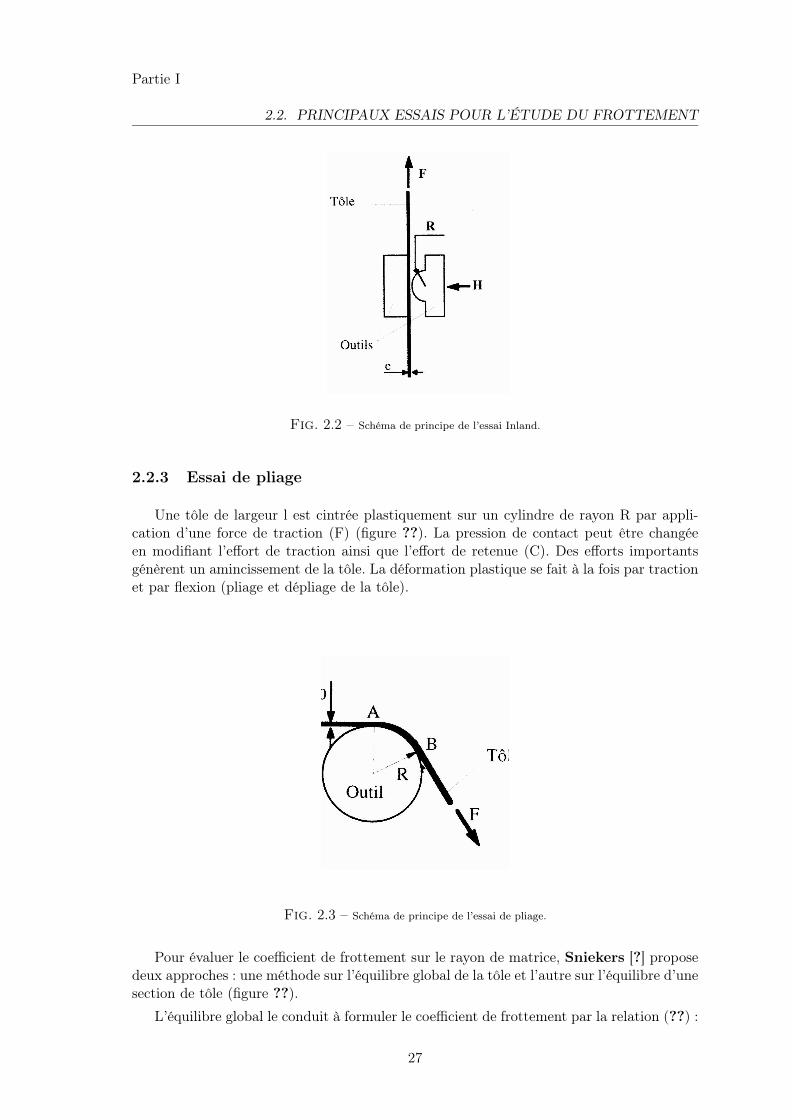
Le principe est identique à celui de l’essai d’étirage plan. Pour cet essai, la tôle défileentre un outil plan et un autre cylindrique (figure ??). Par rapport à l’essai d’étirage plan, latôle subit une déformation supplémentaire. Cependant, compte tenu de la faible réductiond’épaisseur, la part d’énergie dissipée par frottement reste nettement prédominante [?].
Cet essai est peu représentatif des conditions de contact que l’on peut trouver en em-boutissage. En effet, les contacts sont hétérogènes pour cet essai, plan d’un côté et linéiquede l’autre. La mesure du coefficient de frottement global semble peu réaliste pour l’em-boutissage. Cependant cet essai a permis d’étudier les tendances au grippage de couplestôles/outils. Une alternative à cet essai est d’avoir les deux outils cylindriques ce qui permetd’avoir les mêmes conditions des deux côtés de la tôle.
26
Partie I
2.2. PRINCIPAUX ESSAIS POUR L’ÉTUDE DU FROTTEMENT
Fig. 2.2 – Schéma de principe de l’essai Inland.
2.2.3 Essai de pliage
Une tôle de largeur l est cintrée plastiquement sur un cylindre de rayon R par appli-cation d’une force de traction (F) (figure ??). La pression de contact peut être changéeen modifiant l’effort de traction ainsi que l’effort de retenue (C). Des efforts importantsgénèrent un amincissement de la tôle. La déformation plastique se fait à la fois par tractionet par flexion (pliage et dépliage de la tôle).
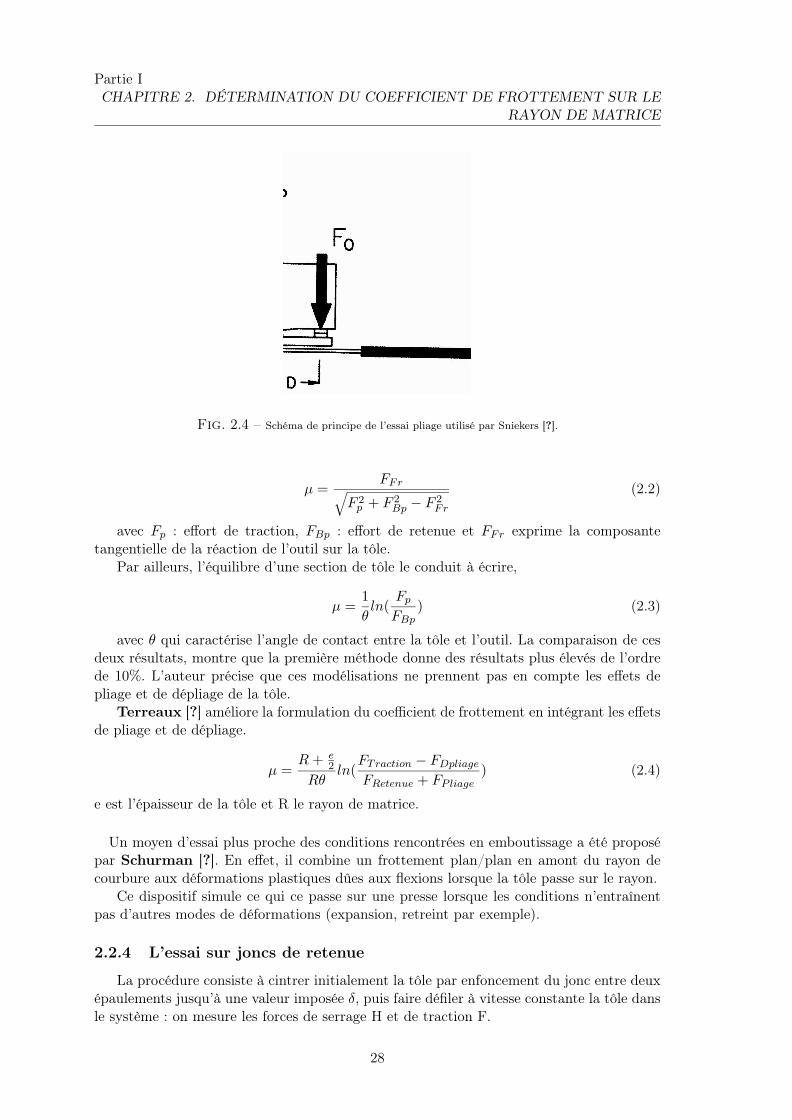
Fig. 2.3 – Schéma de principe de l’essai de pliage.
Pour évaluer le coefficient de frottement sur le rayon de matrice, Sniekers [?] proposedeux approches : une méthode sur l’équilibre global de la tôle et l’autre sur l’équilibre d’unesection de tôle (figure ??).
L’équilibre global le conduit à formuler le coefficient de frottement par la relation (??) :
27
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
Fig. 2.4 – Schéma de principe de l’essai pliage utilisé par Sniekers [?].
µ =FFr√
F 2p + F 2
Bp − F 2Fr
(2.2)
avec Fp : effort de traction, FBp : effort de retenue et FFr exprime la composantetangentielle de la réaction de l’outil sur la tôle.
Par ailleurs, l’équilibre d’une section de tôle le conduit à écrire,
µ =1θln(
FpFBp
) (2.3)
avec θ qui caractérise l’angle de contact entre la tôle et l’outil. La comparaison de cesdeux résultats, montre que la première méthode donne des résultats plus élevés de l’ordrede 10%. L’auteur précise que ces modélisations ne prennent pas en compte les effets depliage et de dépliage de la tôle.
Terreaux [?] améliore la formulation du coefficient de frottement en intégrant les effetsde pliage et de dépliage.
µ =R+ e
2
Rθln(
FTraction − FDpliageFRetenue + FPliage
) (2.4)
e est l’épaisseur de la tôle et R le rayon de matrice.
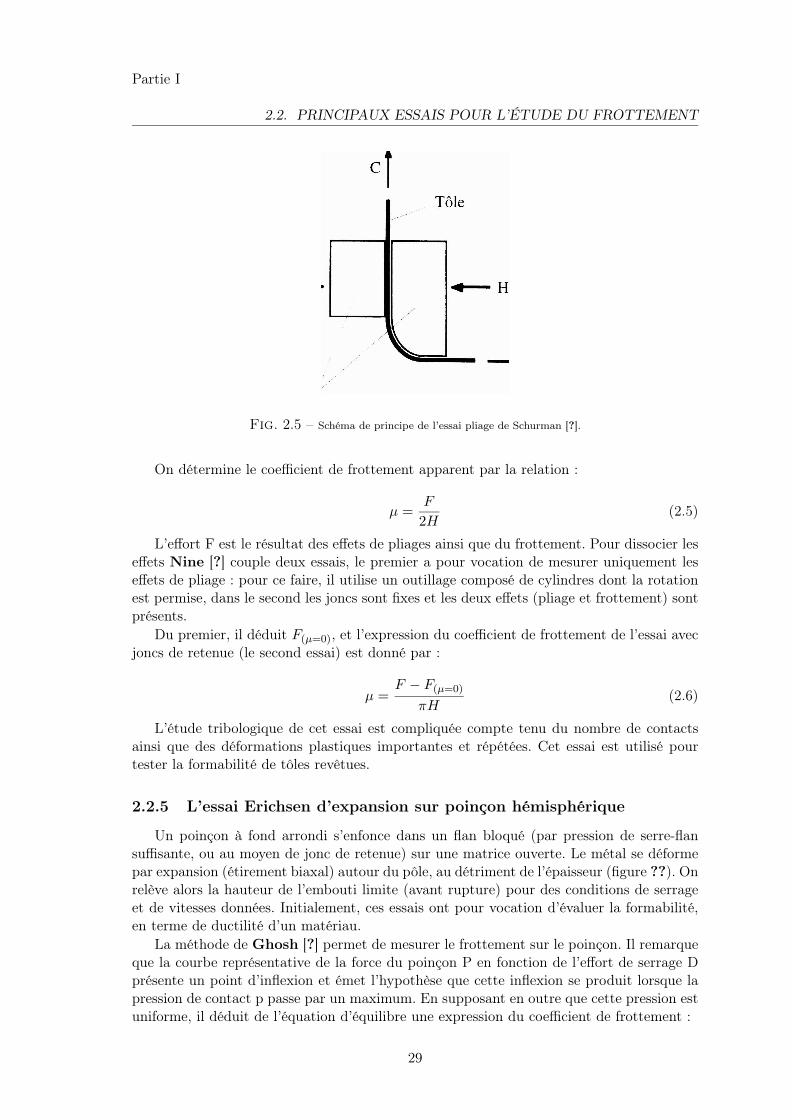
Un moyen d’essai plus proche des conditions rencontrées en emboutissage a été proposépar Schurman [?]. En effet, il combine un frottement plan/plan en amont du rayon decourbure aux déformations plastiques dûes aux flexions lorsque la tôle passe sur le rayon.
Ce dispositif simule ce qui ce passe sur une presse lorsque les conditions n’entraînentpas d’autres modes de déformations (expansion, retreint par exemple).
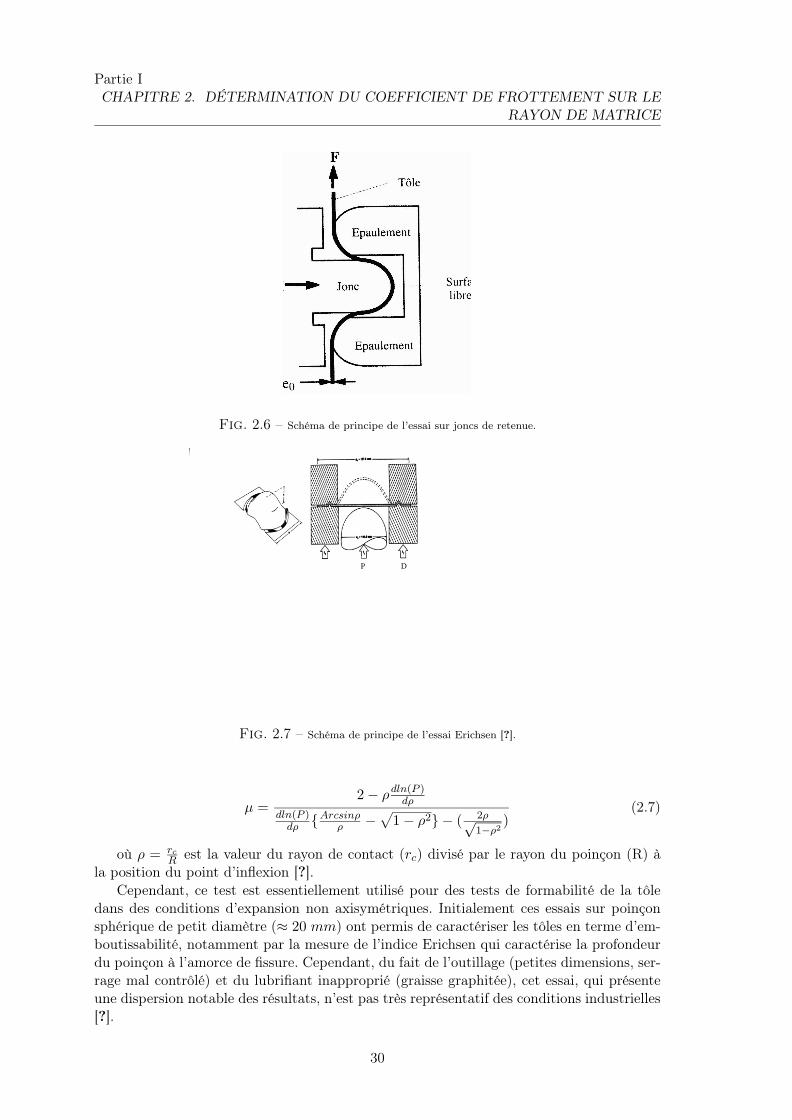
2.2.4 L’essai sur joncs de retenue
La procédure consiste à cintrer initialement la tôle par enfoncement du jonc entre deuxépaulements jusqu’à une valeur imposée δ, puis faire défiler à vitesse constante la tôle dansle système : on mesure les forces de serrage H et de traction F.
28
Partie I
2.2. PRINCIPAUX ESSAIS POUR L’ÉTUDE DU FROTTEMENT
Fig. 2.5 – Schéma de principe de l’essai pliage de Schurman [?].
On détermine le coefficient de frottement apparent par la relation :
µ =F
2H(2.5)
L’effort F est le résultat des effets de pliages ainsi que du frottement. Pour dissocier leseffets Nine [?] couple deux essais, le premier a pour vocation de mesurer uniquement leseffets de pliage : pour ce faire, il utilise un outillage composé de cylindres dont la rotationest permise, dans le second les joncs sont fixes et les deux effets (pliage et frottement) sontprésents.
Du premier, il déduit F(µ=0), et l’expression du coefficient de frottement de l’essai avecjoncs de retenue (le second essai) est donné par :
µ =F − F(µ=0)
πH(2.6)
L’étude tribologique de cet essai est compliquée compte tenu du nombre de contactsainsi que des déformations plastiques importantes et répétées. Cet essai est utilisé pourtester la formabilité de tôles revêtues.
2.2.5 L’essai Erichsen d’expansion sur poinçon hémisphérique
Un poinçon à fond arrondi s’enfonce dans un flan bloqué (par pression de serre-flansuffisante, ou au moyen de jonc de retenue) sur une matrice ouverte. Le métal se déformepar expansion (étirement biaxal) autour du pôle, au détriment de l’épaisseur (figure ??). Onrelève alors la hauteur de l’embouti limite (avant rupture) pour des conditions de serrageet de vitesses données. Initialement, ces essais ont pour vocation d’évaluer la formabilité,en terme de ductilité d’un matériau.
La méthode de Ghosh [?] permet de mesurer le frottement sur le poinçon. Il remarqueque la courbe représentative de la force du poinçon P en fonction de l’effort de serrage Dprésente un point d’inflexion et émet l’hypothèse que cette inflexion se produit lorsque lapression de contact p passe par un maximum. En supposant en outre que cette pression estuniforme, il déduit de l’équation d’équilibre une expression du coefficient de frottement :
29
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
Fig. 2.6 – Schéma de principe de l’essai sur joncs de retenue.
P D
Fig. 2.7 – Schéma de principe de l’essai Erichsen [?].
µ =2− ρdln(P )
dρ
dln(P )dρ
Arcsinρρ −
√1− ρ2 − ( 2ρ√
1−ρ2)
(2.7)
où ρ = rcR est la valeur du rayon de contact (rc) divisé par le rayon du poinçon (R) à
la position du point d’inflexion [?].Cependant, ce test est essentiellement utilisé pour des tests de formabilité de la tôle
dans des conditions d’expansion non axisymétriques. Initialement ces essais sur poinçonsphérique de petit diamètre (≈ 20 mm) ont permis de caractériser les tôles en terme d’em-boutissabilité, notamment par la mesure de l’indice Erichsen qui caractérise la profondeurdu poinçon à l’amorce de fissure. Cependant, du fait de l’outillage (petites dimensions, ser-rage mal contrôlé) et du lubrifiant inapproprié (graisse graphitée), cet essai, qui présenteune dispersion notable des résultats, n’est pas très représentatif des conditions industrielles[?].
30

Partie I
2.2. PRINCIPAUX ESSAIS POUR L’ÉTUDE DU FROTTEMENT
Pour répondre à ces problèmes, un autre essai (LDH : Limiting Dome Height) plusreproductible a été développé. Le principe reste identique avec un poinçon hémisphériqueplus large (≈ 100 mm) et des joncs de retenue pour un blocage parfait. Cet essai permet,d’une part, de mieux apprécier la formabilité de la tôle en expansion pure : bonnes corré-lations avec le coefficient d’écrouissage, et d’autre part, d’étudier l’influence des conditionsde contact (lubrifiant, rugosité, température...) sur l’emboutissabilité de différents types detôles [?].
2.2.6 L’essai de rétreint
Cet essai est encore appelé essai Swift d’emboutissage profond sur poinçon à fond plat.Cet essai a été codifié par le “Groupe International de Recherche sur l’Emboutissage"(IDDRG). Le rayon de raccordement du poinçon avec les parois latérales est suffisammentpetit pour qu’il n’y ait pas de déformation par expansion sur le fond. Le godet est formépar rétreint sous le serre flan (figure ??).
DP
Fig. 2.8 – Schéma de principe de l’essai Swift.
L’analyse mécanique de l’essai [?] permet d’établir la relation entre les coefficients defrottement µ et µ′, respectivement au niveau du serre-flan et du rayon de matrice, la forcede serrage D, la force du poinçon P. La détermination du coefficient de frottement µ′ estbasée sur le fait que l’évolution de la force, P, en fonction de la force de serrage (D) passepar un maximum (PM ).
∂PM∂H = A′µeµ
′ π2
PM 0 = PM (H = 0) = Aeµ′ π
2 +B
où les constantes A’, A et B sont liées à la géométrie du système et aux contraintesd’écoulement σ0c (valeur moyenne de la contrainte d’écoulement dans la collerette) et σ0m
(valeur moyenne de la contrainte d’écoulement dans la zone du rayon de matrice) estiméesà partir de la loi d’écrouissage du matériau.
Cet essai est essentiellement, un essai de formabilité, la grandeur significative pour cetessai est le rapport limite d’emboutissage ou L.D.R. (Limiting Drawing Ratio) :
L.D.R. =Dmax
dp
31

Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
où Dmax est le plus grand diamètre initial du flan qui peut être embouti sans fissure audiamètre final du poinçon. Il existe une bonne corrélation entre la formabilité de la tôle àtravers cet essai et le coefficient d’anisotropie de la tôle.
2.2.7 Conclusion
Il existe plusieurs tribosystèmes permettant d’étudier certaines conditions que l’on peutrencontrer dans un procédé d’emboutissage. Le couplage des effets est délicat dans la mesureoù il est difficile de connaître l’influence de chacun sur le frottement. C’est pourquoi d’autresessais tels que les essais d’expansion et de retreint sont plutôt utilisés comme essais deformabilité de la tôle.
Les mécanismes et l’intensité du frottement vont dépendre de la pression de contact,de la vitesse de glissement du métal sur l’outil et de la longueur de glissement totale. Cesparamètres mécaniques du contact dépendent naturellement de la géométrie de la pièce etdes conditions opératoires : force de serrage et vitesse de poinçon.
Le moyen d’essai que l’on utilise au CROMeP, est proche de celui de Schurman [?].Cet essai couple les effets de pliage-dépliage à ceux du frottement. On se propose d’utiliserla modélisation de Terreaux [?] du coefficient de frottement sur le rayon de matrice quel’on adaptera à notre essai.
2.3 Modélisation du coefficient de frottement sur le rayon dematrice
L’objectif de ce travail est d’évaluer le coefficient de frottement sur le rayon de matricedu pilote et de pouvoir le suivre à travers les essais. En nous appuyant sur la bibliographie,on formalisera dans un premier temps l’expression du coefficient de frottement sur le rayonde matrice en tenant compte des spécificités du pilote. Puis, dans le but de le suivre àtravers les essais, on couplera cette approche analytique aux relevés de puissance du moteurdu pilote. En effet, la puissance du moteur nécessaire pour tracter la tôle, sous certainesconditions d’essai, est une image du coefficient de frottement. La difficulté réside dans lefait qu’à plusieurs endroits du pilote est dissipée de l’énergie (redresseur, effets de pliageset de dépliage de la tôle,...).
2.3.1 Présentation
Des auteurs (Terraux [?], Sniekers [?],...) ont déterminé la relation liant le coefficientde frottement d’une tôle sur un cylindre aux efforts de traction et de retenue. Nous allonsadapter ces travaux à notre problématique (figure ??).
Cette relation s’exprime de la façon suivante :
T ′ − Fdpliage = (Hr + Fpliage)eµR
RmRm+ e
2θ
(2.8)
où Hr est l’effort de retenue, T’ l’effort de traction, µR le coefficient de frottementmoyen sur le rayon, Rm est le rayon, e est l’épaisseur de la tôle et θ est l’angle de contactentre la tôle et la matrice. Fdpliage et Fpliage désignent respectivement l’effort de pliage etde dépliage de la tôle ; ils sont générés par des moments de flexion de signes opposés enentrée et en sortie du contact tôle/rayon de matrice (cf. partie IV, chapitre ?? Modélisationdes deux zones de fortes pressions).
Il s’agit alors de déterminer Hr, T’, Fdpliage et Fpliage.
32

Partie I2.3. MODÉLISATION DU COEFFICIENT DE FROTTEMENT SUR LE RAYON DE
MATRICE
θ
Hr
T’
Fig. 2.9 – Schéma pour la détermination du coefficient de frottement pour un contact cylindre/tôle par pliage.
Le pilote est composé d’une partie active et d’une partie permettant le guidage, l’entraî-nement et la retenue de la tôle (figure ??). La partie active est constituée de la matrice,semelle et du serre flan (groupe 1). La seconde partie (goupe 2) est constituée essentielle-ment de cylindres de renvoi. A chacun de ses passages, la tôle est déformée plastiquement.Ces déformations successives génèrent une dissipation d’énergie qui n’est pas négligeableface à celle dissipée par le frottement sur le rayon de matrice. Il convient, alors de quan-tifier pour chacune de ces étapes les effets des pliages-dépliages et plus généralement lesdissipations d’énergie dûes aux déformations plastiques.
Soit la partie du pilote constituée de la partie active (matrice, semelle et serre flan) et del’ensemble des cylindres. Cette partie est composée du groupe 1 (figure ??) à partir duquelon adaptera la relation (??) pour déterminer le coefficient de frottement et du groupe 2, àtravers lequel se produit de la dissipation d’énergie due aux déformations plastiques de latôle.
On isole chacune de ces parties afin, d’une part, de déterminer l’effort de tension de latôle à travers un réseau de cylindre et, d’autre part, Hr, T’, Fdpliage et Fpliage nécessairesau calcul du coefficient de frottement.
33
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
cylindre de renvoiR3
serre flan
matriceRm
BobineR4
bras d’embarrageR2
groupe 1
groupe 2
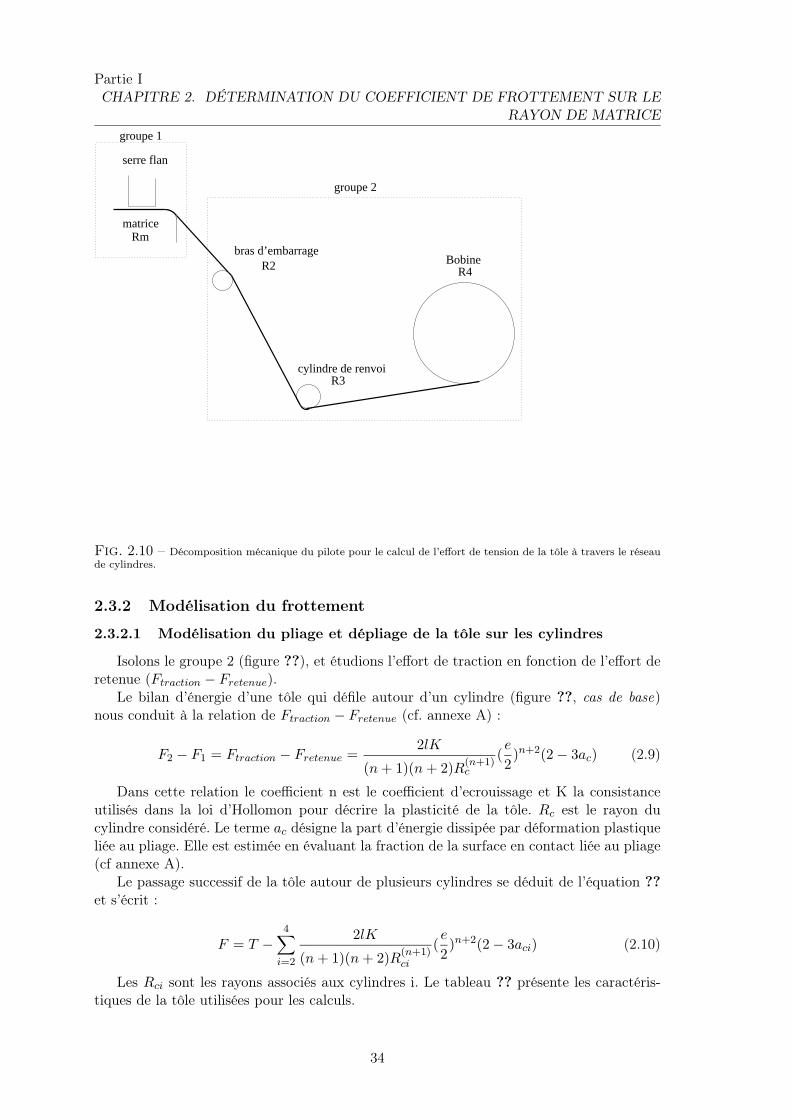
Fig. 2.10 – Décomposition mécanique du pilote pour le calcul de l’effort de tension de la tôle à travers le réseaude cylindres.
2.3.2 Modélisation du frottement
2.3.2.1 Modélisation du pliage et dépliage de la tôle sur les cylindres
Isolons le groupe 2 (figure ??), et étudions l’effort de traction en fonction de l’effort deretenue (Ftraction − Fretenue).
Le bilan d’énergie d’une tôle qui défile autour d’un cylindre (figure ??, cas de base)nous conduit à la relation de Ftraction − Fretenue (cf. annexe A) :
F2 − F1 = Ftraction − Fretenue =2lK
(n+ 1)(n+ 2)R(n+1)c
(e
2)n+2(2− 3ac) (2.9)
Dans cette relation le coefficient n est le coefficient d’ecrouissage et K la consistanceutilisés dans la loi d’Hollomon pour décrire la plasticité de la tôle. Rc est le rayon ducylindre considéré. Le terme ac désigne la part d’énergie dissipée par déformation plastiqueliée au pliage. Elle est estimée en évaluant la fraction de la surface en contact liée au pliage(cf annexe A).
Le passage successif de la tôle autour de plusieurs cylindres se déduit de l’équation ??et s’écrit :
F = T −4∑i=2
2lK
(n+ 1)(n+ 2)R(n+1)ci
(e
2)n+2(2− 3aci) (2.10)
Les Rci sont les rayons associés aux cylindres i. Le tableau ?? présente les caractéris-tiques de la tôle utilisées pour les calculs.
34
Partie I2.3. MODÉLISATION DU COEFFICIENT DE FROTTEMENT SUR LE RAYON DE
MATRICE
cas de base
F2F1
cylindre de renvoiR3
BobineR4
T
R2
F
bras d’embarrage
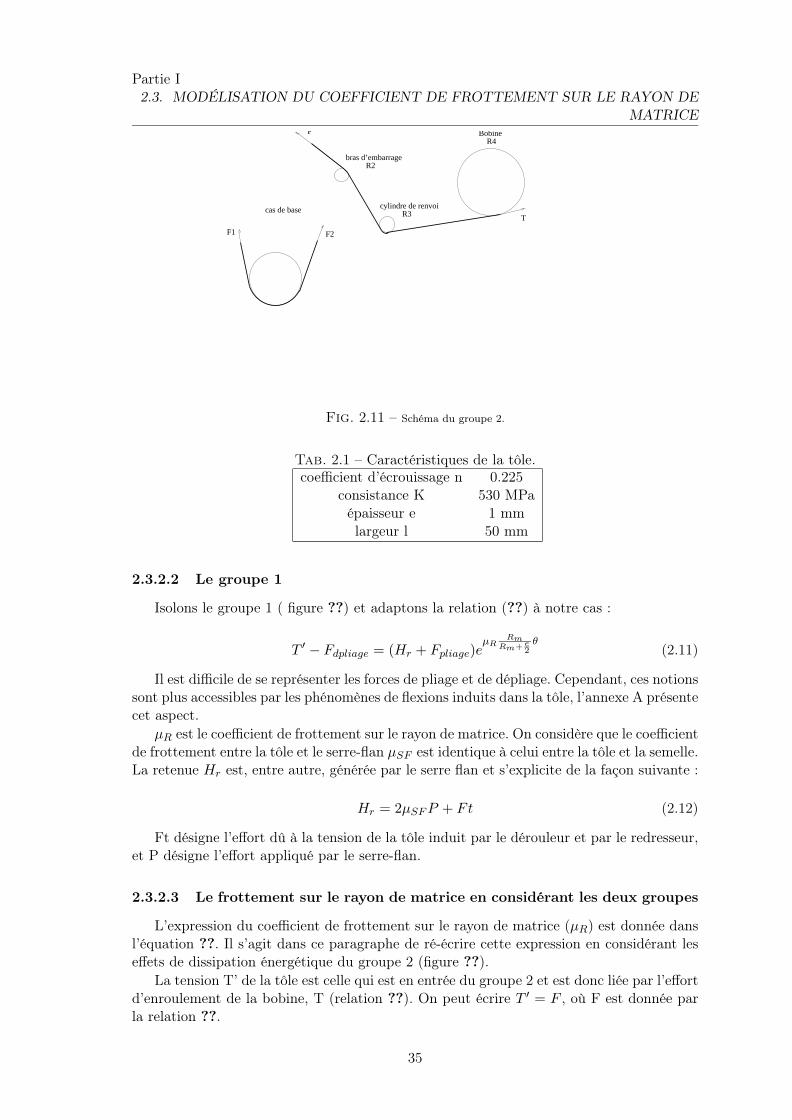
Fig. 2.11 – Schéma du groupe 2.
Tab. 2.1 – Caractéristiques de la tôle.coefficient d’écrouissage n 0.225
consistance K 530 MPaépaisseur e 1 mmlargeur l 50 mm
2.3.2.2 Le groupe 1
Isolons le groupe 1 ( figure ??) et adaptons la relation (??) à notre cas :
T ′ − Fdpliage = (Hr + Fpliage)eµR
RmRm+ e
2θ
(2.11)
Il est difficile de se représenter les forces de pliage et de dépliage. Cependant, ces notionssont plus accessibles par les phénomènes de flexions induits dans la tôle, l’annexe A présentecet aspect.
µR est le coefficient de frottement sur le rayon de matrice. On considère que le coefficientde frottement entre la tôle et le serre-flan µSF est identique à celui entre la tôle et la semelle.La retenue Hr est, entre autre, générée par le serre flan et s’explicite de la façon suivante :
Hr = 2µSFP + Ft (2.12)
Ft désigne l’effort dû à la tension de la tôle induit par le dérouleur et par le redresseur,et P désigne l’effort appliqué par le serre-flan.
2.3.2.3 Le frottement sur le rayon de matrice en considérant les deux groupes
L’expression du coefficient de frottement sur le rayon de matrice (µR) est donnée dansl’équation ??. Il s’agit dans ce paragraphe de ré-écrire cette expression en considérant leseffets de dissipation énergétique du groupe 2 (figure ??).
La tension T’ de la tôle est celle qui est en entrée du groupe 2 et est donc liée par l’effortd’enroulement de la bobine, T (relation ??). On peut écrire T ′ = F , où F est donnée parla relation ??.
35
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
Serre flan
Matrice
H
T’
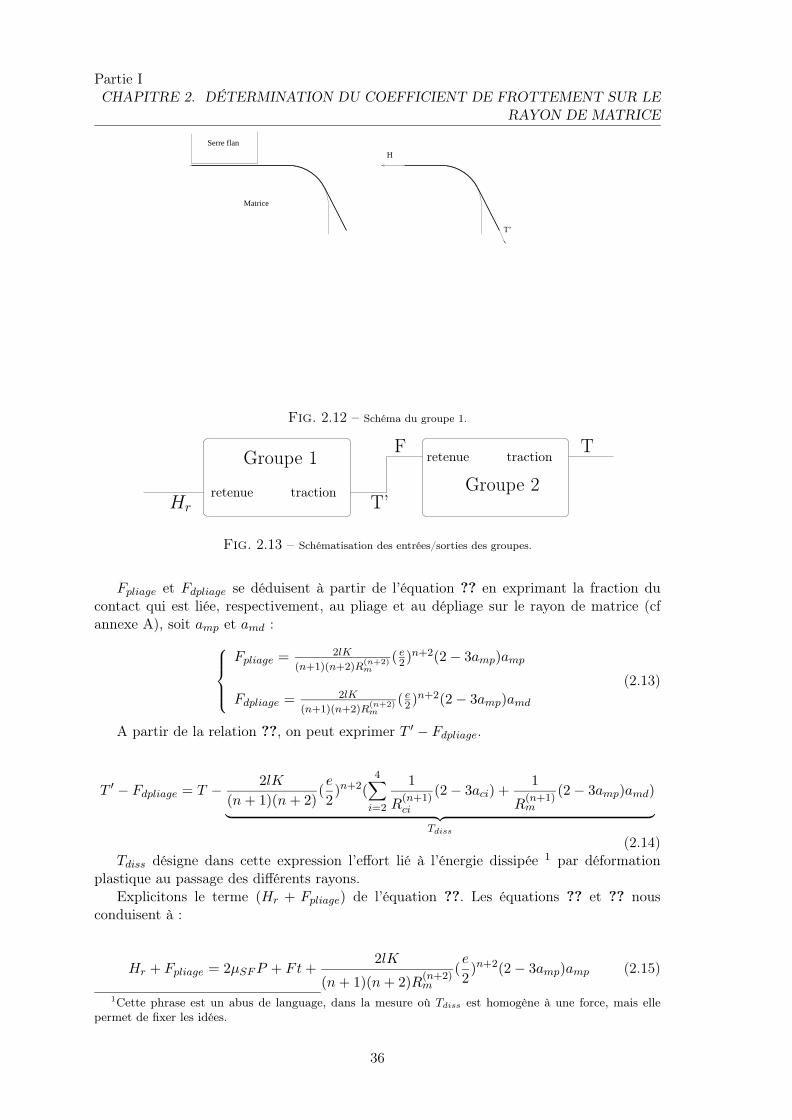
Fig. 2.12 – Schéma du groupe 1.
Hr T’
F T
traction Groupe 2tractionGroupe 1
retenue
retenue
Fig. 2.13 – Schématisation des entrées/sorties des groupes.
Fpliage et Fdpliage se déduisent à partir de l’équation ?? en exprimant la fraction ducontact qui est liée, respectivement, au pliage et au dépliage sur le rayon de matrice (cfannexe A), soit amp et amd :
Fpliage = 2lK
(n+1)(n+2)R(n+2)m
( e2)n+2(2− 3amp)amp
Fdpliage = 2lK
(n+1)(n+2)R(n+2)m
( e2)n+2(2− 3amp)amd(2.13)
A partir de la relation ??, on peut exprimer T ′ − Fdpliage.
T ′ − Fdpliage = T − 2lK(n+ 1)(n+ 2)
(e
2)n+2(
4∑i=2
1
R(n+1)ci
(2− 3aci) +1
R(n+1)m
(2− 3amp)amd)︸ ︷︷ ︸Tdiss
(2.14)Tdiss désigne dans cette expression l’effort lié à l’énergie dissipée 1 par déformation
plastique au passage des différents rayons.Explicitons le terme (Hr + Fpliage) de l’équation ??. Les équations ?? et ?? nous
conduisent à :
Hr + Fpliage = 2µSFP + Ft+2lK
(n+ 1)(n+ 2)R(n+2)m
(e
2)n+2(2− 3amp)amp (2.15)
1Cette phrase est un abus de language, dans la mesure où Tdiss est homogène à une force, mais ellepermet de fixer les idées.
36

Partie I2.3. MODÉLISATION DU COEFFICIENT DE FROTTEMENT SUR LE RAYON DE
MATRICE
Les équations ?? et ?? permettent d’expliciter complètement l’équation ??. De ce fait,nous avons une écriture formelle de l’expression du coefficient de frottement moyen sur lerayon de matrice µR :
µR =Rm + e
2
RmθlnT
′ − FdpliageHr + Fpliage
(2.16)
2.3.3 Détermination des grandeurs
Cette formalisation du coefficient de frottement sur le rayon de matrice du pilote est in-téressante dans la mesure où elle rend compte des nombreuses dissipations énergétiques pardéformation plastique à plusieurs endroits du pilote. Le calcul du coefficient de frottementest sujet à une incertitude importante au regard du nombre de paramètres intervenant danssa formulation. Par ailleurs, le suivi du coefficient de frottement sur le rayon de matriceest difficilement possible avec cette seule formulation pour plusieurs raisons :
– la valeur du rayon de la bobine de l’enrouleur évolue avec le nombre de cycles,– les effets d’inertie des bobines ont un effet considérable et évolutif,– les valeurs des efforts de traction et les effets cités précédemment sont liés,– les dissipations dues aux liaisons (liaisons pivot des cylindres de renvois, contacts non
parfaits entre les cylindres et la tôle, ...) qui ne sont pas parfaites, ...Ces remarques nous conduisent à utiliser une approche, toujours basée sur cette for-
mulation, qui permet de quantifier plus facilement les effets “perturbateurs" tels que lesaspects de dissipation dûs aux déformations plastiques, aux effets d’inerties, en utilisant eten traitant la puissance consommée par le pilote. Cette approche a un second intérêt quiest le suivi du coefficient de frottement à travers les essais.
L’image de la puissance consommée par le pilote nous est donnée par l’intensité ducourant (I) circulant dans les bobines du moteur de l’enrouleur, que l’on peut traiter pouren déduire les efforts de traction de la tôle.
T peut s’exprimer à partir des caractéristiques du moteur et du réducteur :
T =√
3UIcos(φ)ηmηenrKrv
(2.17)
où U est la tension, Kr est le facteur de réduction du réducteur, ηm est le rendementmoteur, ηenr est le rendement réducteur, v est la vitesse linéaire de la tôle et cos(φ) est lefacteur de puissance.
Le tableau ?? présente les caractéristiques du moteur et réducteur employés pour lecalcul du coefficient de frottement µR.
37

Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
Tab. 2.2 – Caractéristiques du moteur et réducteurηm rendement moteur 0.82ηenr rendement réducteur 0.95Kr facteur de réduction du réducteur 36
cos(φ) facteur de puissance 0.84U tension 380 voltI intensité Av vitesse linéaire de la tôle – mm/s
Le terme relatif aux dissipations d’énergies dues aux déformations plastiques (Tdiss) dela tôle, mais également aux effets d’inerties peut être simplement déterminé en faisant unrelevé de la puissance consommée par le moteur à vide, c’est à dire nécessaire pour tracterla tôle sans effet du redresseur ni du serre flan. C’est le même principe qui est utilisé pourdéterminer l’effort de retenue induit par le dérouleur et le redresseur.
On détermine ainsi l’effort résistant lié au redresseur (Ft) :
Ft = Tredresseur − T0 =√
3Ucos(φ)ηmηenrKr(Iredresseur − I0)v
(2.18)
L’indice “0’ désigne que la mesure du paramètre, soit T pour l’effort ou soit I pourl’intensité, est effectuée sans aucune retenue (redresseur ou serre-flan).
On peut raisonnablement supposer que Ft reste constant à travers l’essai, pour uneconfiguration du redresseur donnée. Pour des raisons techniques et de mises en oeuvre, Ftsera estimé une fois pour toutes en début d’essai. L’expression ?? devient alors :
T ′ − Fdpliage = T − Tvide + Ft− 2lK
(n+ 1)(n+ 2)R(n+2)m
(e
2)n+2(2− 3amp)amd
=√
3Ucos(φ)ηmηenrKr(I − Ivide)v
+ Ft− 2lK
(n+ 1)(n+ 2)R(n+2)m
(e
2)n+2(2− 3amp)amd
L’indice “vide’ désigne que la mesure du paramètre, soit T pour l’effort ou soit I pourl’intensité, est effectué sans les effets du serre-flan.
Il est également intéressant de déterminer µSF (2). Pour ce faire, on se ramène à unessai plan/plan, pour un angle de sortie de la tôle de 0o (figure ??). Cet essai nous permetde déterminé Tp. Et on utilise le même principe.
µSF =Tp2P
(2.19)
Tp s’exprime en fonction de l’effort sous effet du serre flan, Tsous charge, et de la tension“à vide“, c’est à dire sans effet du serre flan, Tvide. P est l’effort appliqué par le serre-flan.
Tp = Tsous charge − Tvide + Ft =√
3Ucos(φ)ηmηenrKr(Isous charge − Ivide)v
+ Ft (2.20)
La relation ?? devient :2La détermination de µSF n’est pas indispensable pour celle de µR.
38
Partie I2.3. MODÉLISATION DU COEFFICIENT DE FROTTEMENT SUR LE RAYON DE
MATRICE
Serre flan
Matrice
Tp
P
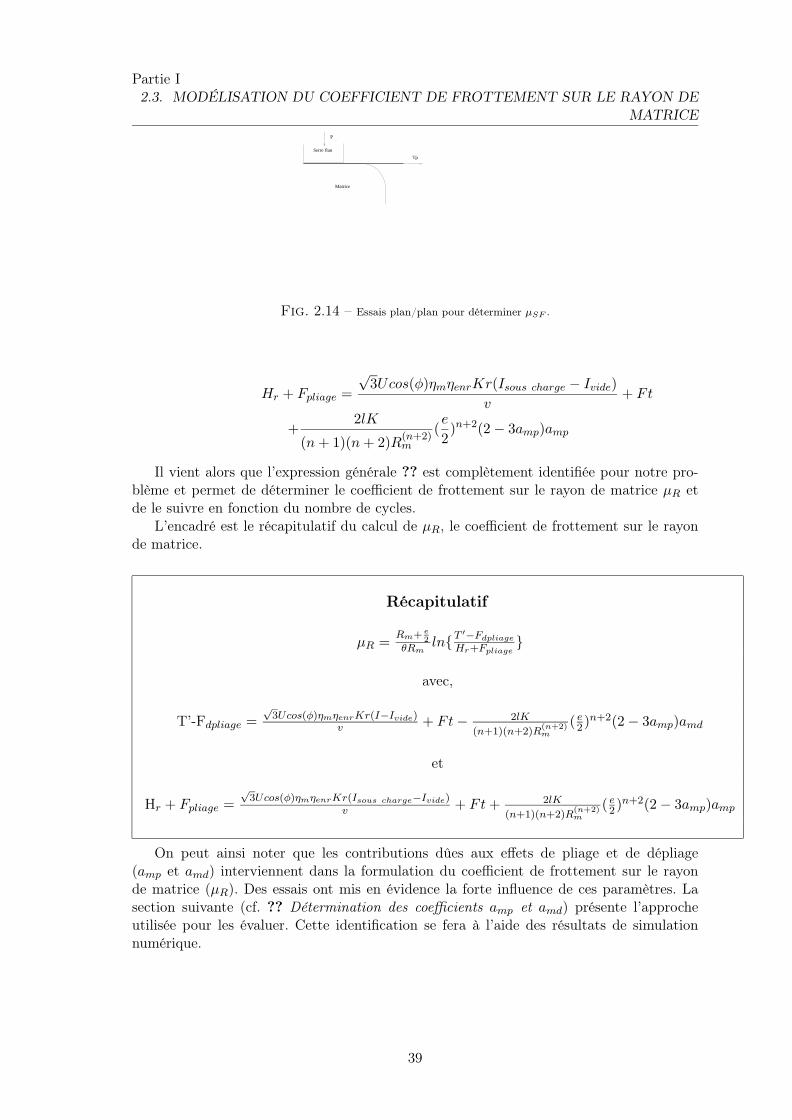
Fig. 2.14 – Essais plan/plan pour déterminer µSF .
Hr + Fpliage =√
3Ucos(φ)ηmηenrKr(Isous charge − Ivide)v
+ Ft
+2lK
(n+ 1)(n+ 2)R(n+2)m
(e
2)n+2(2− 3amp)amp
Il vient alors que l’expression générale ?? est complètement identifiée pour notre pro-blème et permet de déterminer le coefficient de frottement sur le rayon de matrice µR etde le suivre en fonction du nombre de cycles.
L’encadré est le récapitulatif du calcul de µR, le coefficient de frottement sur le rayonde matrice.
Récapitulatif
µR = Rm+ e2
θRmlnT
′−FdpliageHr+Fpliage
avec,
T’-Fdpliage =√
3Ucos(φ)ηmηenrKr(I−Ivide)v + Ft− 2lK
(n+1)(n+2)R(n+2)m
( e2)n+2(2− 3amp)amd
et
Hr + Fpliage =√
3Ucos(φ)ηmηenrKr(Isous charge−Ivide)v + Ft+ 2lK
(n+1)(n+2)R(n+2)m
( e2)n+2(2− 3amp)amp
On peut ainsi noter que les contributions dûes aux effets de pliage et de dépliage(amp et amd) interviennent dans la formulation du coefficient de frottement sur le rayonde matrice (µR). Des essais ont mis en évidence la forte influence de ces paramètres. Lasection suivante (cf. ?? Détermination des coefficients amp et amd) présente l’approcheutilisée pour les évaluer. Cette identification se fera à l’aide des résultats de simulationnumérique.
39

Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
2.4 Détermination des coefficients amp et amd
2.4.1 Principe de calcul de amp et amd
Cette section s’appuie sur les résultats de simulation numérique (cf. Partie IV, Chapitre?? Simulation numérique) ainsi que des résultats de la modélisation analytique des zonesde fortes pressions (cf. Partie IV, Chapitre ?? modélisation des zones de fortes pressions).
Le chapitre modélisation des zones de fortes pression montre que la zone de forte pres-sion qui est la plus proche de la sortie du contact tôle/matrice doit complètement sonexistence aux effets de dépliage. On s’appuyera sur cette propriété pour évaluer amd soitla fraction de contact entre la tôle et le rayon de matrice liée à l’effet de dépliage. Onsuppose que la part d’énergie dissipée par déformation plastique liée aux effets de dépliageévolue dans les mêmes proportions que celles liées à la zone de fortes pressions rattachéeau dépliage. On estimera, alors, ce coefficient qui correspond à la part de l’énergie dissipéepar déformation plastique totale liée aux effets de dépliage en calculant la proportion del’aire de la zone de fortes pressions liée au dépliage (figure ??).
0 10 20 30 40 50 60 70 80 90−20
0
20
40
60
80
100
120
position angulaire (dg)
Pre
ssio
n de
con
tact
(M
Pa)
B
A
Fig. 2.15 – Contribution de l’effet dépliage. Evaluation de amd à partir de la zone de pression liée à l’effet dedépliage (en B).
amd =∫zoneB p(ϕ)dϕ∫
zone en contact p(ϕ)dϕ(2.21)
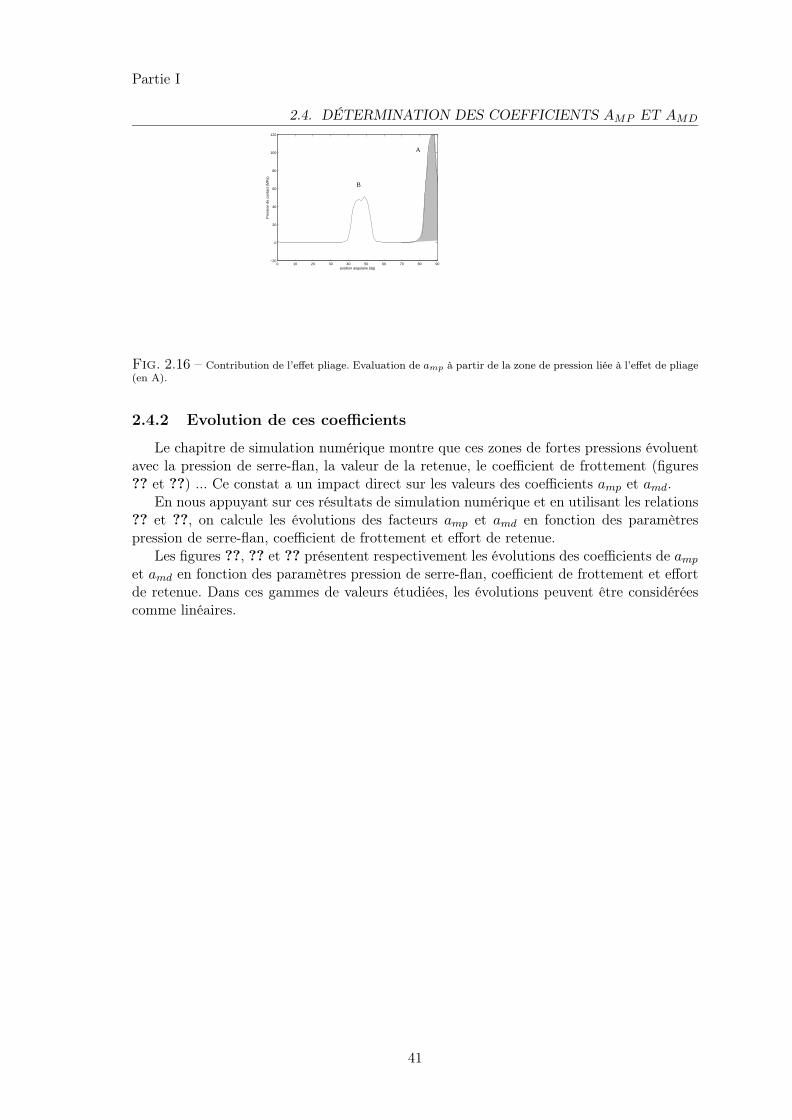
où p(ϕ) est la pression de contact sur la position angulaire ϕ considérée.On procède de la même façon pour estimer amp qui correspond à la part de l’énergie
de déformation plastique totale liée aux effets de pliage (figure ??).
amp =∫zoneA p(ϕ)dϕ∫
zone en contact p(ϕ)dϕ(2.22)
40
Partie I
2.4. DÉTERMINATION DES COEFFICIENTS AMP ET AMD
0 10 20 30 40 50 60 70 80 90−20
0
20
40
60
80
100
120
position angulaire (dg)P
ress
ion
de c
onta
ct (
MP
a)
B
A
Fig. 2.16 – Contribution de l’effet pliage. Evaluation de amp à partir de la zone de pression liée à l’effet de pliage(en A).
2.4.2 Evolution de ces coefficients
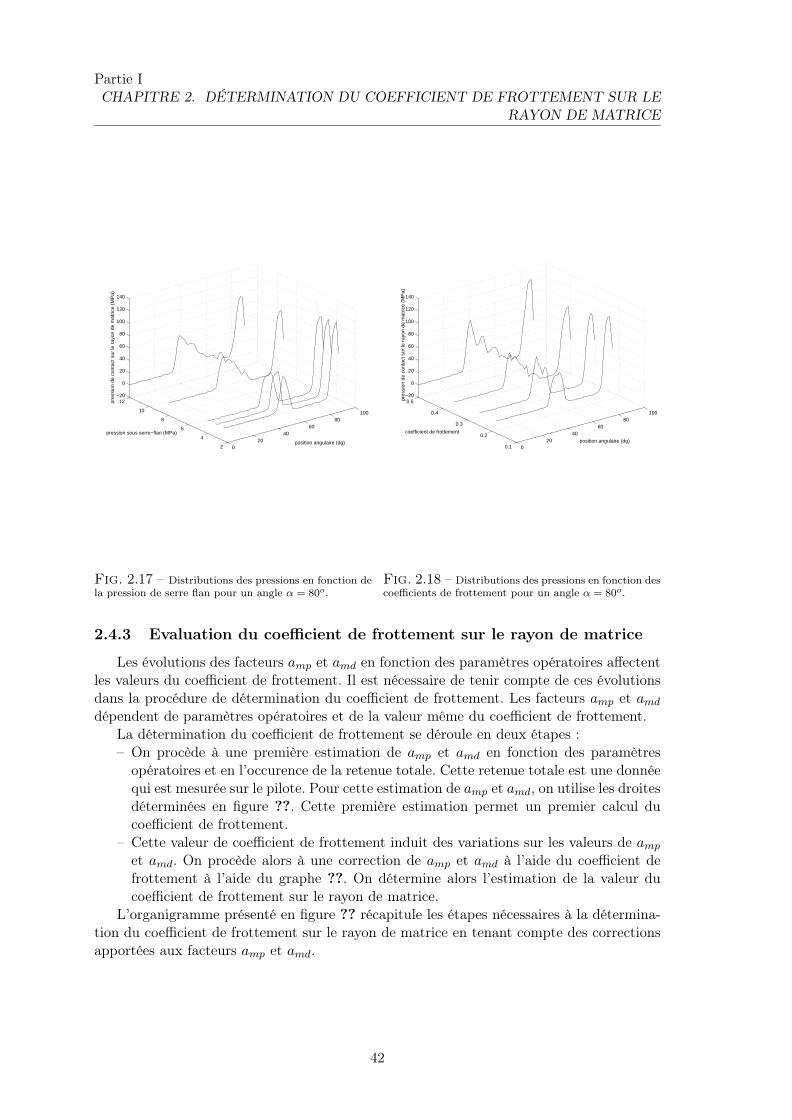
Le chapitre de simulation numérique montre que ces zones de fortes pressions évoluentavec la pression de serre-flan, la valeur de la retenue, le coefficient de frottement (figures?? et ??) ... Ce constat a un impact direct sur les valeurs des coefficients amp et amd.
En nous appuyant sur ces résultats de simulation numérique et en utilisant les relations?? et ??, on calcule les évolutions des facteurs amp et amd en fonction des paramètrespression de serre-flan, coefficient de frottement et effort de retenue.
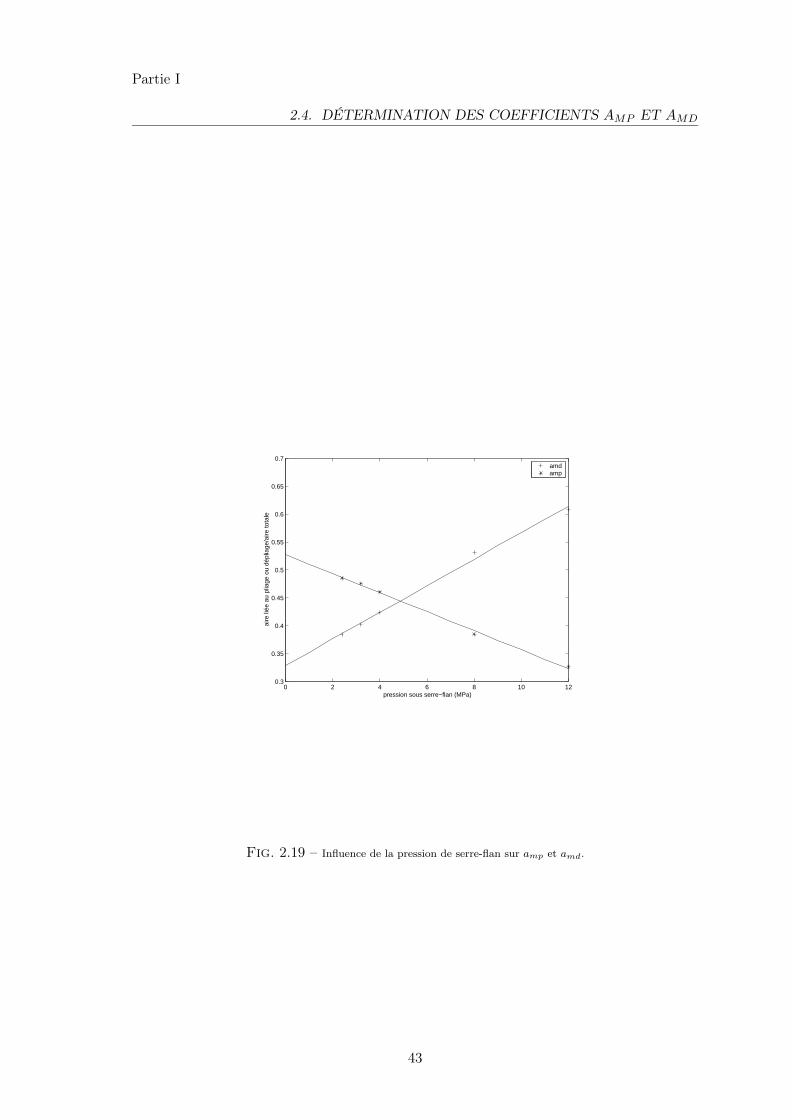
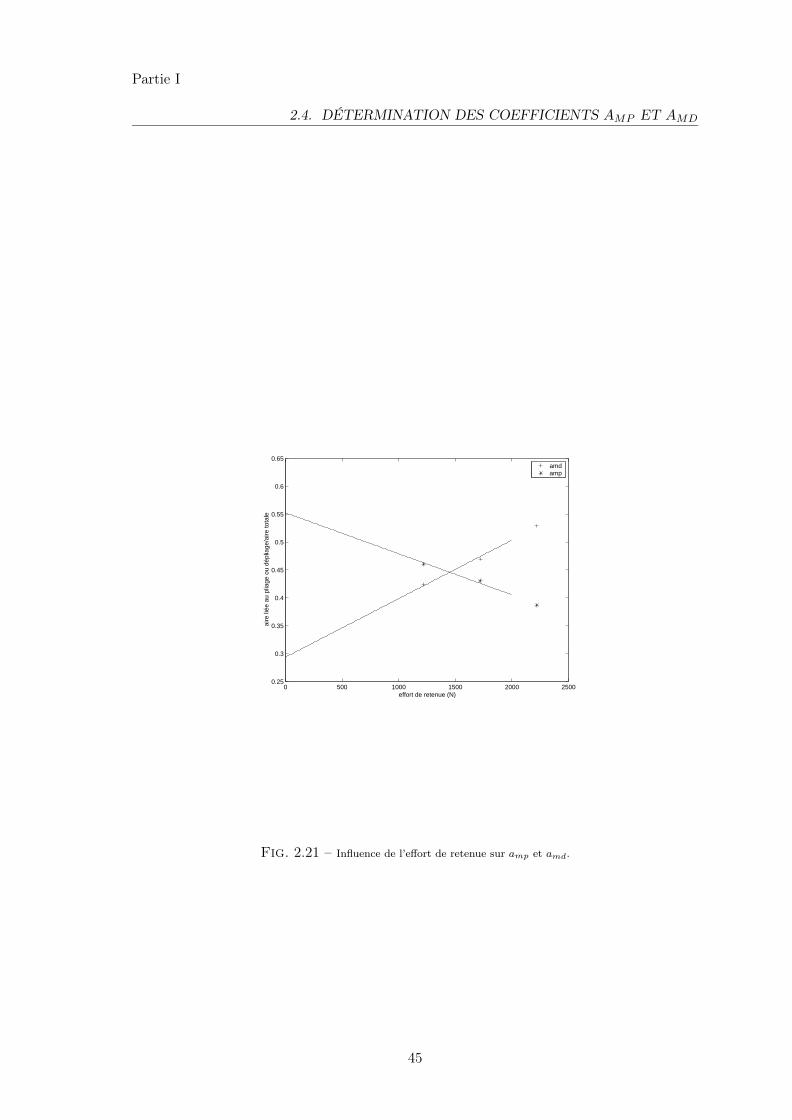
Les figures ??, ?? et ?? présentent respectivement les évolutions des coefficients de ampet amd en fonction des paramètres pression de serre-flan, coefficient de frottement et effortde retenue. Dans ces gammes de valeurs étudiées, les évolutions peuvent être considéréescomme linéaires.
41
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
020
4060
80100
2
4
6
8
10
12−20
0
20
40
60
80
100
120
140
position angulaire (dg)
pression sous serre−flan (MPa)
pres
sion
de
cont
act s
ur le
ray
on d
e m
atric
e (M
Pa)
Fig. 2.17 – Distributions des pressions en fonction dela pression de serre flan pour un angle α = 80o.
020
4060
80100
0.1
0.2
0.3
0.4
0.5−20
0
20
40
60
80
100
120
140
position angulaire (dg)
coefficient de frottement
pres
sion
de
cont
act s
ur le
ray
on d
e m
atric
e (M
Pa)
Fig. 2.18 – Distributions des pressions en fonction descoefficients de frottement pour un angle α = 80o.
2.4.3 Evaluation du coefficient de frottement sur le rayon de matrice
Les évolutions des facteurs amp et amd en fonction des paramètres opératoires affectentles valeurs du coefficient de frottement. Il est nécessaire de tenir compte de ces évolutionsdans la procédure de détermination du coefficient de frottement. Les facteurs amp et amddépendent de paramètres opératoires et de la valeur même du coefficient de frottement.
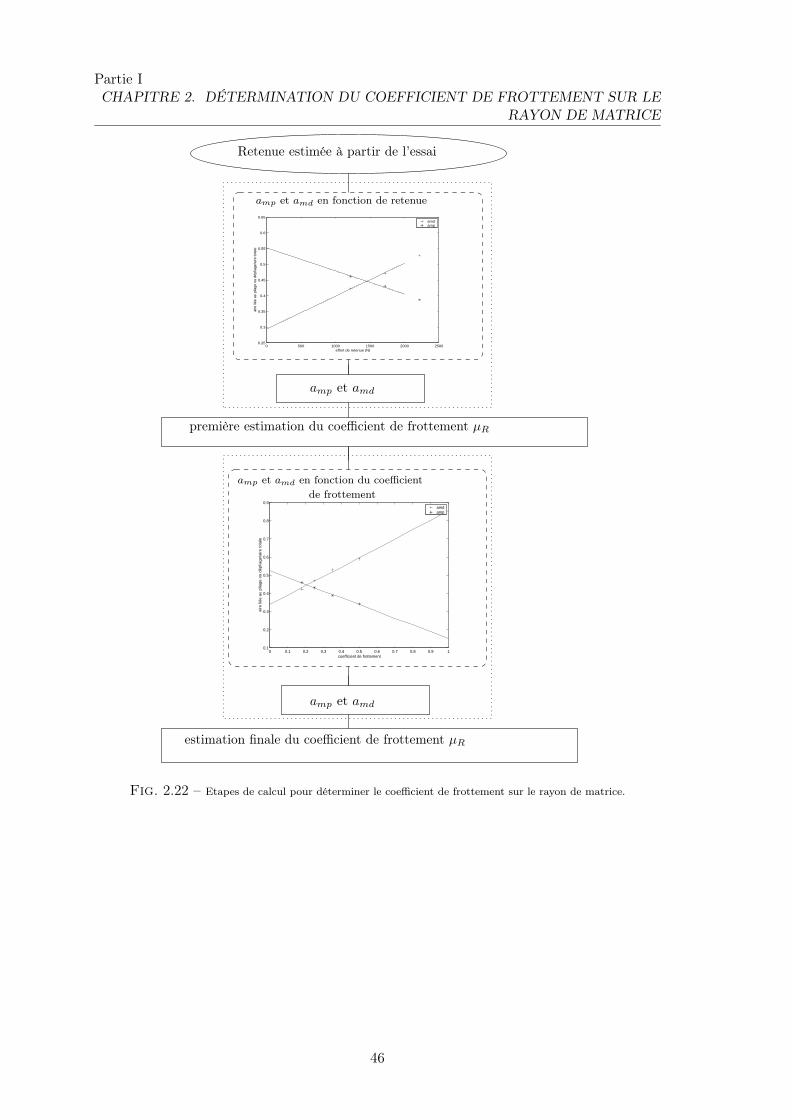
La détermination du coefficient de frottement se déroule en deux étapes :– On procède à une première estimation de amp et amd en fonction des paramètres
opératoires et en l’occurence de la retenue totale. Cette retenue totale est une donnéequi est mesurée sur le pilote. Pour cette estimation de amp et amd, on utilise les droitesdéterminées en figure ??. Cette première estimation permet un premier calcul ducoefficient de frottement.
– Cette valeur de coefficient de frottement induit des variations sur les valeurs de ampet amd. On procède alors à une correction de amp et amd à l’aide du coefficient defrottement à l’aide du graphe ??. On détermine alors l’estimation de la valeur ducoefficient de frottement sur le rayon de matrice.
L’organigramme présenté en figure ?? récapitule les étapes nécessaires à la détermina-tion du coefficient de frottement sur le rayon de matrice en tenant compte des correctionsapportées aux facteurs amp et amd.
42
Partie I
2.4. DÉTERMINATION DES COEFFICIENTS AMP ET AMD
0 2 4 6 8 10 120.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
pression sous serre−flan (MPa)
aire
liée
au
plia
ge o
u dé
plia
ge/a
ire to
tale
amdamp
Fig. 2.19 – Influence de la pression de serre-flan sur amp et amd.
43

Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 10.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
coefficient de frottement
aire
liée
au
plia
ge o
u dé
plia
ge/a
ire to
tale
amdamp
Fig. 2.20 – Influence du coefficient de frottement sur amp et amd.
44
Partie I
2.4. DÉTERMINATION DES COEFFICIENTS AMP ET AMD
0 500 1000 1500 2000 25000.25
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
effort de retenue (N)
aire
liée
au
plia
ge o
u dé
plia
ge/a
ire to
tale
amdamp
Fig. 2.21 – Influence de l’effort de retenue sur amp et amd.
45
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
0 500 1000 1500 2000 25000.25
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
effort de retenue (N)
aire
liée
au
plia
ge o
u dé
plia
ge/a
ire to
tale
amdamp
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 10.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
coefficient de frottement
aire
liée
au
plia
ge o
u dé
plia
ge/a
ire to
tale
amdamp
amp et amd
amp et amd en fonction de retenue
première estimation du coefficient de frottement µR
estimation finale du coefficient de frottement µR
amp et amd
Retenue estimée à partir de l’essai
amp et amd en fonction du coefficientde frottement
Fig. 2.22 – Etapes de calcul pour déterminer le coefficient de frottement sur le rayon de matrice.
46
Partie I
2.5. VALIDATION SUR DES MATRICES EN PTFE
2.4.3.1 Relevé des mesures
Comme on a pu le voir précédemment, pour pouvoir appliquer la méthode d’évaluationdu coefficient de frottement sur le rayon de matrice, 3 acquisitions des intensités moteurdans 3 configurations précises du pilote d’essai sont donc nécessaires :
– En configuration d’essai, la tôle défile à un angle α et est soumise aux effets duserre-flan.
– En configuration où le contact tôle/outils est plan (figure ??) avec la tôle qui estsoumise aux effets de retenue dûs au serre-flan et au redresseur.
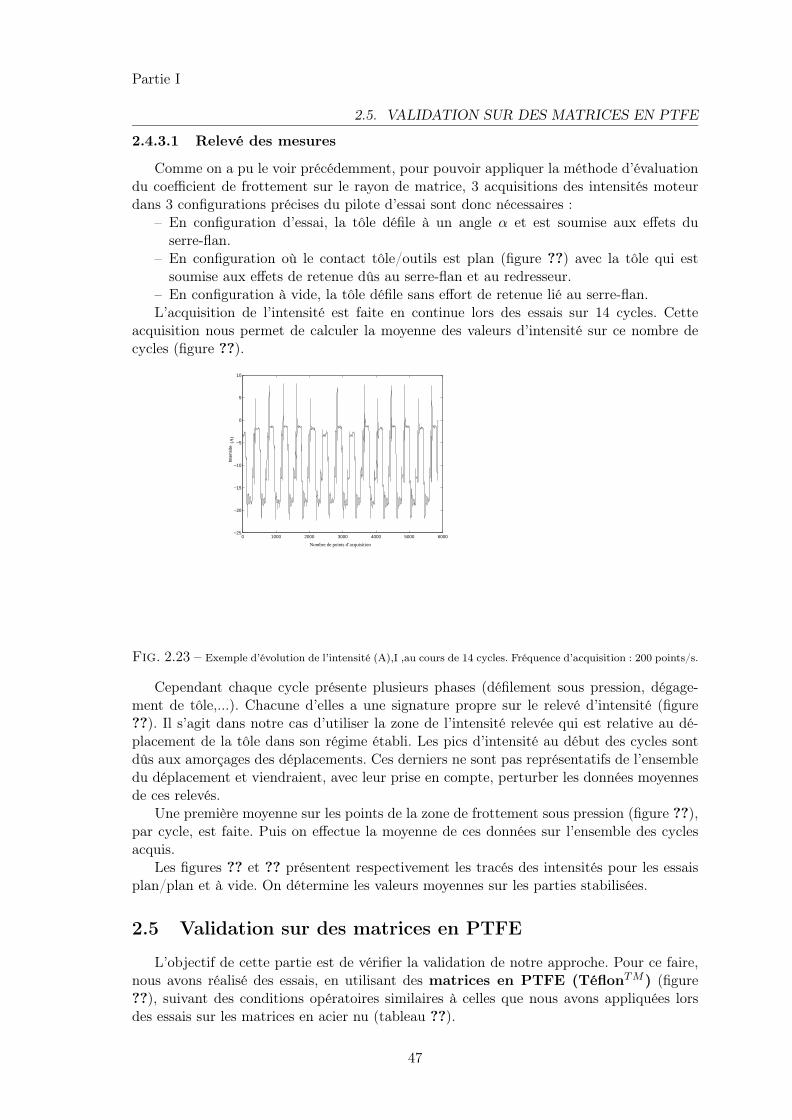
– En configuration à vide, la tôle défile sans effort de retenue lié au serre-flan.L’acquisition de l’intensité est faite en continue lors des essais sur 14 cycles. Cette
acquisition nous permet de calculer la moyenne des valeurs d’intensité sur ce nombre decycles (figure ??).
0 1000 2000 3000 4000 5000 6000−25
−20
−15
−10
−5
0
5
10
Inte
nsite
(A)
Nombre de points d’acquisition
Fig. 2.23 – Exemple d’évolution de l’intensité (A),I ,au cours de 14 cycles. Fréquence d’acquisition : 200 points/s.
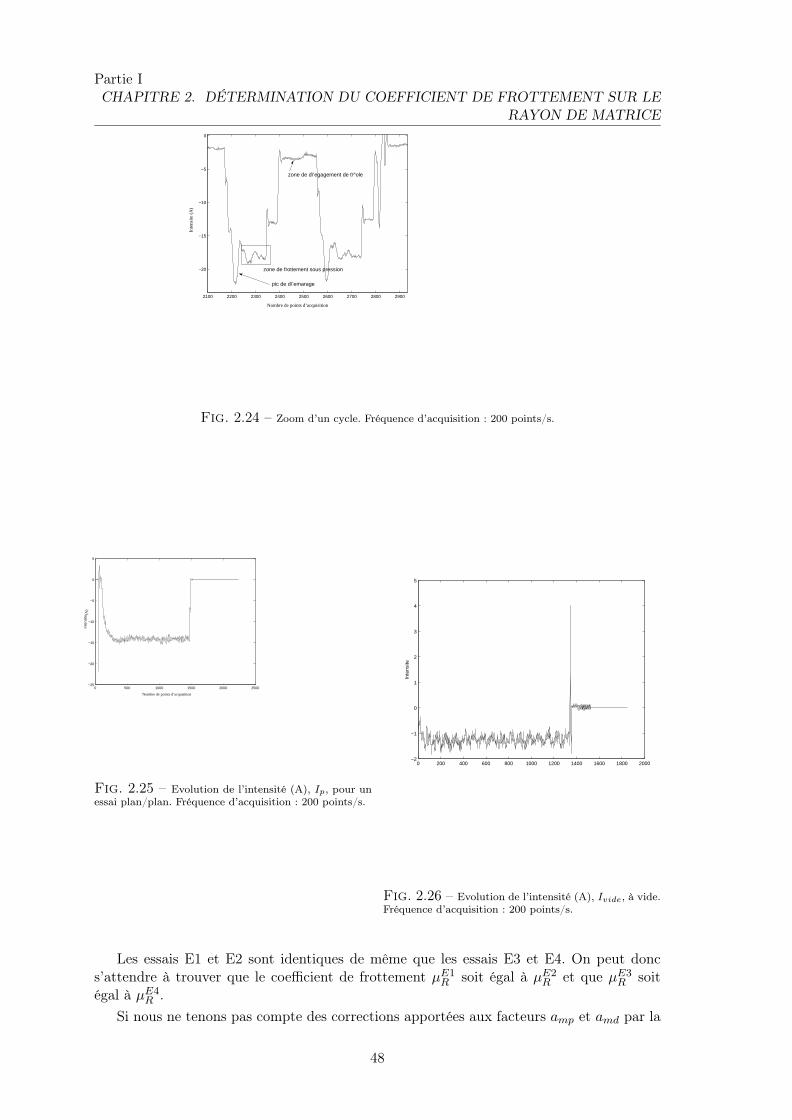
Cependant chaque cycle présente plusieurs phases (défilement sous pression, dégage-ment de tôle,...). Chacune d’elles a une signature propre sur le relevé d’intensité (figure??). Il s’agit dans notre cas d’utiliser la zone de l’intensité relevée qui est relative au dé-placement de la tôle dans son régime établi. Les pics d’intensité au début des cycles sontdûs aux amorçages des déplacements. Ces derniers ne sont pas représentatifs de l’ensembledu déplacement et viendraient, avec leur prise en compte, perturber les données moyennesde ces relevés.
Une première moyenne sur les points de la zone de frottement sous pression (figure ??),par cycle, est faite. Puis on effectue la moyenne de ces données sur l’ensemble des cyclesacquis.
Les figures ?? et ?? présentent respectivement les tracés des intensités pour les essaisplan/plan et à vide. On détermine les valeurs moyennes sur les parties stabilisées.
2.5 Validation sur des matrices en PTFE
L’objectif de cette partie est de vérifier la validation de notre approche. Pour ce faire,nous avons réalisé des essais, en utilisant des matrices en PTFE (TéflonTM) (figure??), suivant des conditions opératoires similaires à celles que nous avons appliquées lorsdes essais sur les matrices en acier nu (tableau ??).
47
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
2100 2200 2300 2400 2500 2600 2700 2800 2900
−20
−15
−10
−5
0
zone de frottement sous pression
zone de d\’egagement de t\^ole
pic de d\’emarage
Inte
nsite
(A
)
Nombre de points d’acquisition
Fig. 2.24 – Zoom d’un cycle. Fréquence d’acquisition : 200 points/s.
0 500 1000 1500 2000 2500−25
−20
−15
−10
−5
0
5
Inte
nsite
Nombre de points d’acquisition
(A)
Fig. 2.25 – Evolution de l’intensité (A), Ip, pour unessai plan/plan. Fréquence d’acquisition : 200 points/s.
0 200 400 600 800 1000 1200 1400 1600 1800 2000−2
−1
0
1
2
3
4
5
Inte
nsite
Fig. 2.26 – Evolution de l’intensité (A), Ivide, à vide.Fréquence d’acquisition : 200 points/s.
Les essais E1 et E2 sont identiques de même que les essais E3 et E4. On peut doncs’attendre à trouver que le coefficient de frottement µE1
R soit égal à µE2R et que µE3
R soitégal à µE4
R .Si nous ne tenons pas compte des corrections apportées aux facteurs amp et amd par la
48
Partie I
2.5. VALIDATION SUR DES MATRICES EN PTFE
70 mm
Fig. 2.27 – Matrice teflon.
Tab. 2.3 – Présentation des différents essais et des conditions opératoires.Matrice Serre-flan semelle Psf (MPa) V (mm/s) Lsp(mm)
E1 TEFLON 1 acier (VST) acier (VST) 4 50 100E2 TEFLON 2 acier (VST) acier (VST) 4 50 100E3 TEFLON 3 acier (VST) teflon 4 50 100E4 TEFLON 4 acier (VST) teflon 4 50 100E5 TEFLON 5 acier (VST) teflon 2 50 100
méthode récapitulée dans l’organigramme présenté en figure ??, les valeurs du coefficientde frottement sur le rayon de matrice (µR) pour des valeurs de amp et amd égales à 0.5donnent les valeurs récapitulées dans le tableau ?? :
Tab. 2.4 – Les valeurs du coefficient de frottement pour des valeurs constantes de amp etde amd égales à 0.5.
E1 E2 E3 E4 E5µR 0.25 0.2 0.41 0.41 0.32
Les résultats obtenus pour les jeux d’essais (E1,E2) et (E3,E4) donnent des écartsrelativement importants. Ces écarts ne sont pas justifiés.
On se propose d’apporter les corrections à amp et amd. Les valeurs des étapes de l’or-ganigramme sont consignées dans le tableau ??.
Dans ce tableau µsf désigne le coefficient de frottement sous le serre-flan.On peut constater, dans un premier temps que les jeux d’essais (E1,E2) et (E3,E4)
donnent des résultats très proches ou de même grandeur.L’écart entre les valeurs est diminué et beaucoup plus en accord avec nos attentes. On
doit tout de suite signaler que pour un contact PTFE/acier dans notre configuration d’es-sai, un coefficient de frottement de 0.2 à 0.25 est tout à fait satisfaisant. L’écart que l’onnote sur les essais µE3
R et µE4R pourrait être dû au fait que les semelles en PTFE supportent
moins bien la charge donnée par le serre-flan et modifient ainsi le contact au niveau durayon de matrice. Cette modification du contact n’a pas été prise en compte dans la simu-lation numérique. Elle pourrait influer sur les coefficients amp et amd.
49
Partie ICHAPITRE 2. DÉTERMINATION DU COEFFICIENT DE FROTTEMENT SUR LE
RAYON DE MATRICE
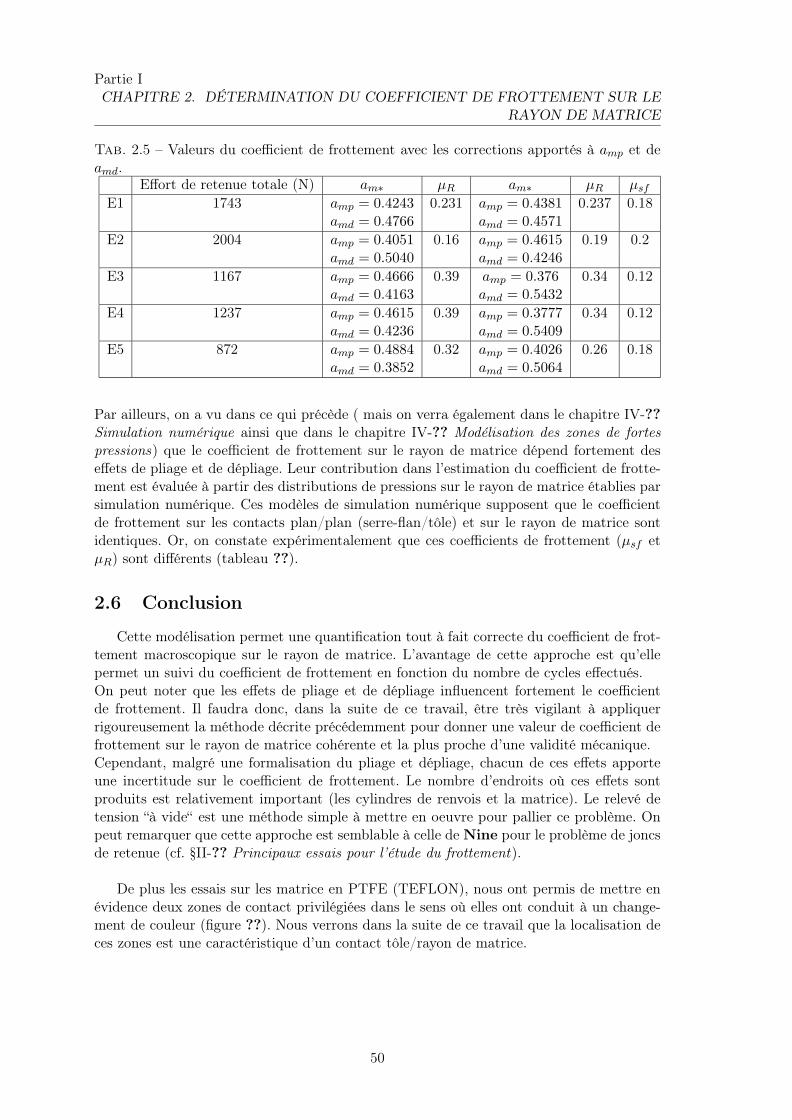
Tab. 2.5 – Valeurs du coefficient de frottement avec les corrections apportés à amp et deamd.
Effort de retenue totale (N) am∗ µR am∗ µR µsfE1 1743 amp = 0.4243 0.231 amp = 0.4381 0.237 0.18
amd = 0.4766 amd = 0.4571E2 2004 amp = 0.4051 0.16 amp = 0.4615 0.19 0.2
amd = 0.5040 amd = 0.4246E3 1167 amp = 0.4666 0.39 amp = 0.376 0.34 0.12
amd = 0.4163 amd = 0.5432E4 1237 amp = 0.4615 0.39 amp = 0.3777 0.34 0.12
amd = 0.4236 amd = 0.5409E5 872 amp = 0.4884 0.32 amp = 0.4026 0.26 0.18
amd = 0.3852 amd = 0.5064
Par ailleurs, on a vu dans ce qui précède ( mais on verra également dans le chapitre IV-??Simulation numérique ainsi que dans le chapitre IV-?? Modélisation des zones de fortespressions) que le coefficient de frottement sur le rayon de matrice dépend fortement deseffets de pliage et de dépliage. Leur contribution dans l’estimation du coefficient de frotte-ment est évaluée à partir des distributions de pressions sur le rayon de matrice établies parsimulation numérique. Ces modèles de simulation numérique supposent que le coefficientde frottement sur les contacts plan/plan (serre-flan/tôle) et sur le rayon de matrice sontidentiques. Or, on constate expérimentalement que ces coefficients de frottement (µsf etµR) sont différents (tableau ??).
2.6 Conclusion
Cette modélisation permet une quantification tout à fait correcte du coefficient de frot-tement macroscopique sur le rayon de matrice. L’avantage de cette approche est qu’ellepermet un suivi du coefficient de frottement en fonction du nombre de cycles effectués.On peut noter que les effets de pliage et de dépliage influencent fortement le coefficientde frottement. Il faudra donc, dans la suite de ce travail, être très vigilant à appliquerrigoureusement la méthode décrite précédemment pour donner une valeur de coefficient defrottement sur le rayon de matrice cohérente et la plus proche d’une validité mécanique.Cependant, malgré une formalisation du pliage et dépliage, chacun de ces effets apporteune incertitude sur le coefficient de frottement. Le nombre d’endroits où ces effets sontproduits est relativement important (les cylindres de renvois et la matrice). Le relevé detension “à vide“ est une méthode simple à mettre en oeuvre pour pallier ce problème. Onpeut remarquer que cette approche est semblable à celle de Nine pour le problème de joncsde retenue (cf. §II-?? Principaux essais pour l’étude du frottement).
De plus les essais sur les matrice en PTFE (TEFLON), nous ont permis de mettre enévidence deux zones de contact privilégiées dans le sens où elles ont conduit à un change-ment de couleur (figure ??). Nous verrons dans la suite de ce travail que la localisation deces zones est une caractéristique d’un contact tôle/rayon de matrice.
50
Chapitre 3
Etude des variations géométriquesdes rayons de matrice
3.1 Présentation générale
On peut identifier dans la littérature plusieurs méthodes de suivi de surfaces. Elles sontessentiellement basées sur des méthodes de corrélation de surfaces. Ces techniques sont engénéral appliquées à des surfaces qui peuvent être déformées mais pas altérées. Par défini-tion la dégradation altère la surface. Le suivi d’un motif ou de la signature initiale de lasurface n’est plus possible.
On se propose de suivre l’évolution des surfaces au moyen d’un palpeur mécanique.L’utilisation d’un rugosimètre à palpage mécanique permet d’évaluer les grandeurs sta-tistiques de rugosités telles que le Ra, Rt,... On se propose de suivre ces informations etd’établir les topographies dans le sens de la courbure du rayon de matrice (figure ??) enfonction du nombre de cycles. Ce choix d’orientation d’observation nous semble plus signi-ficatif de l’évolution de la surface dûe au glissement de la tôle.Le fait que les topographies soient établies en palpant dans le sens de la courbure du rayonde matrice constitue le problème majeur du suivi des surfaces quand on ne dispose pas d’unrugosimètre adapté. Ce problème subsiste également dans la détermination des valeurs sta-tistiques. En effet, on constate que les valeurs données par le logiciel sont érronnées, cecis’explique par le fait que les filtres utilisés ne sont pas adaptés à ce type de problème.
Une topographie (constituée de m profils de n points) générée par le rugosimètre per-met d’accéder à un ensemble de m× n points représentant cette surface. Cette surface estorganisée par profil palpé. L’idée est, en suivant l’histoire d’un profil, d’accéder aux varia-tions géométriques de ce profil en fonction du nombre de cycles, et ainsi de reconstituerles variations géométriques de l’ensemble de la surface. Cette démarche nous permettrad’estimer des volumes d’usure locaux.En effet, l’objectif final est de pouvoir localiser des dégradations sur les bords de matriceset de savoir s’il s’agit localement de mécanismes de transfert (variations positives) ou demécanimes abrasifs (variations négatives), ceci dans les limites où ces mécanismes ne sontpas “trop couplés“. Il ne s’agit pas, dans cette démarche, d’estimer des volumes d’usureglobaux ou absolus.
51
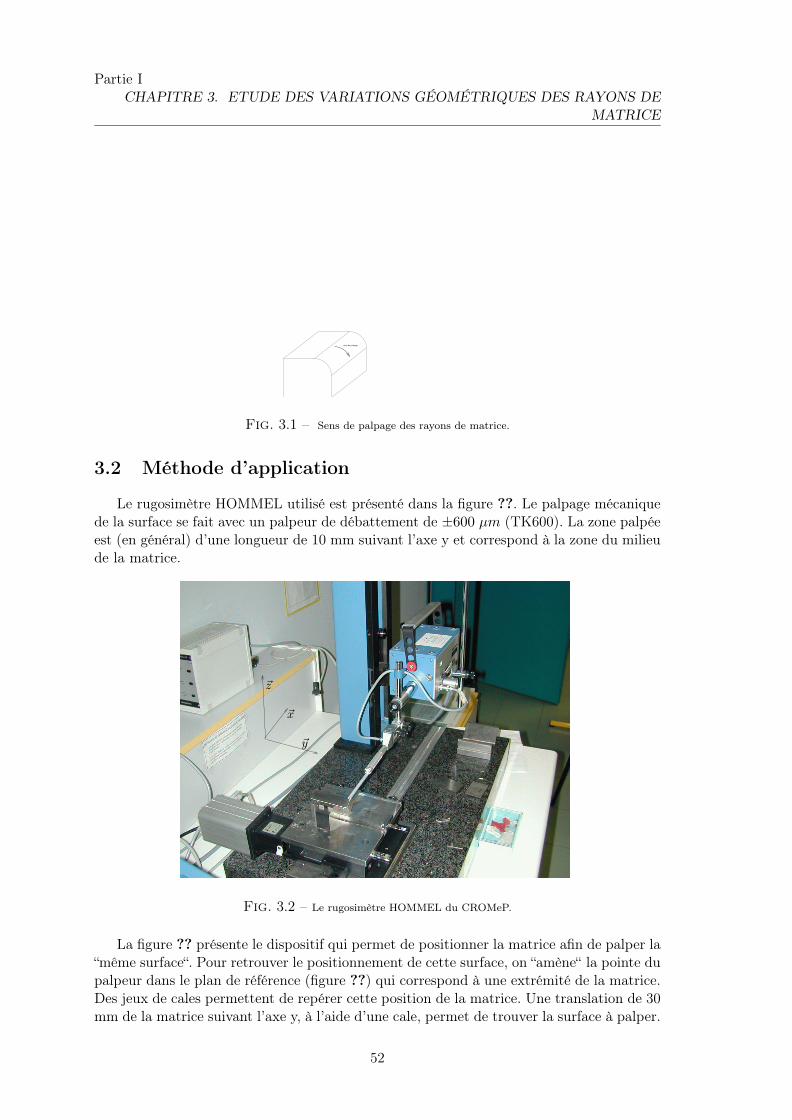
Partie ICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
sens de palpage
Fig. 3.1 – Sens de palpage des rayons de matrice.
3.2 Méthode d’application
Le rugosimètre HOMMEL utilisé est présenté dans la figure ??. Le palpage mécaniquede la surface se fait avec un palpeur de débattement de ±600 µm (TK600). La zone palpéeest (en général) d’une longueur de 10 mm suivant l’axe y et correspond à la zone du milieude la matrice.
~z
~y
~x
Fig. 3.2 – Le rugosimètre HOMMEL du CROMeP.
La figure ?? présente le dispositif qui permet de positionner la matrice afin de palper la“même surface“. Pour retrouver le positionnement de cette surface, on “amène“ la pointe dupalpeur dans le plan de référence (figure ??) qui correspond à une extrémité de la matrice.Des jeux de cales permettent de repérer cette position de la matrice. Une translation de 30mm de la matrice suivant l’axe y, à l’aide d’une cale, permet de trouver la surface à palper.
52
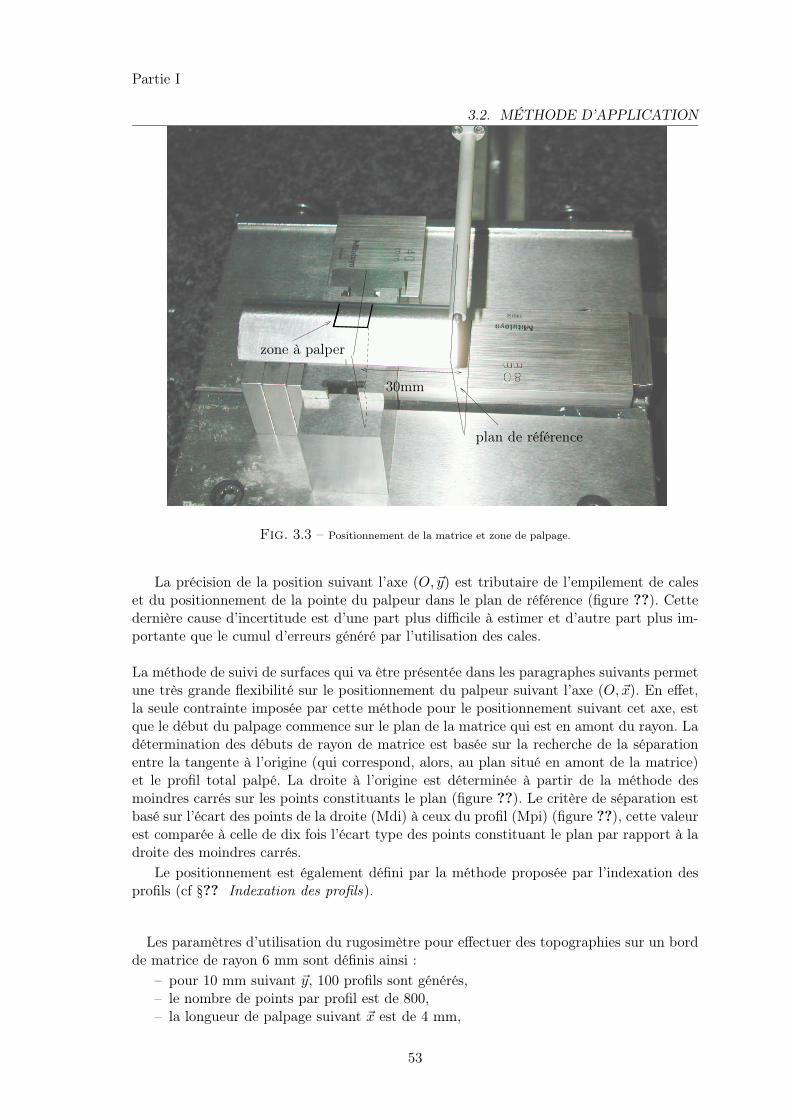
Partie I
3.2. MÉTHODE D’APPLICATION
plan de référence
zone à palper
30mm
Fig. 3.3 – Positionnement de la matrice et zone de palpage.
La précision de la position suivant l’axe (O, ~y) est tributaire de l’empilement de caleset du positionnement de la pointe du palpeur dans le plan de référence (figure ??). Cettedernière cause d’incertitude est d’une part plus difficile à estimer et d’autre part plus im-portante que le cumul d’erreurs généré par l’utilisation des cales.
La méthode de suivi de surfaces qui va être présentée dans les paragraphes suivants permetune très grande flexibilité sur le positionnement du palpeur suivant l’axe (O,~x). En effet,la seule contrainte imposée par cette méthode pour le positionnement suivant cet axe, estque le début du palpage commence sur le plan de la matrice qui est en amont du rayon. Ladétermination des débuts de rayon de matrice est basée sur la recherche de la séparationentre la tangente à l’origine (qui correspond, alors, au plan situé en amont de la matrice)et le profil total palpé. La droite à l’origine est déterminée à partir de la méthode desmoindres carrés sur les points constituants le plan (figure ??). Le critère de séparation estbasé sur l’écart des points de la droite (Mdi) à ceux du profil (Mpi) (figure ??), cette valeurest comparée à celle de dix fois l’écart type des points constituant le plan par rapport à ladroite des moindres carrés.
Le positionnement est également défini par la méthode proposée par l’indexation desprofils (cf §?? Indexation des profils).
Les paramètres d’utilisation du rugosimètre pour effectuer des topographies sur un bordde matrice de rayon 6 mm sont définis ainsi :
– pour 10 mm suivant ~y, 100 profils sont générés,– le nombre de points par profil est de 800,– la longueur de palpage suivant ~x est de 4 mm,
53

Partie ICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
Alti
tude
(m
icro
n)
Fig. 3.4 – Recherche de l’entrée rayon.
Le développement de la méthode est faite avec cette définition de 1 point tous les 5 µm(4 mm/800). Pour les applications, effectuées lors des essais, on utilisera une définition plusimportante soit de 7.32 mm pour 8000 points.
3.3 Analyse des surfaces
Soit la surface S approchée par la topographie T .Notons Tc1(pi) avec i = 1...m, la topographie T à c1 cycles constituée de m profils
pi. Soit Tc1(pi) avec i = 1...m et Tc2(pj) j = 1...m deux topographies à deux nombresde cycles différents c1 et c2. On postule, dans un premier temps, que les profils pi et pjde même indice (quand i=j), constituant les topographies, sont respectivement le profilinitial et ce même profil qui a subi une dégradation. Ainsi, l’analyse des surfaces revient àtravailler sur les profils p qui les constituent.
3.3.1 Position du problème
Traçons l’histoire d’un profil à deux nombres de cycles différents sur le même graphe(figure ??).
On remarque que ces profils ne sont pas indexés dans l’espace de la même façon. Quellessont les causes de ce décalage dans l’espace de ces profils ?
La figure ?? présente les axes repérant le rayon de matrice et les différents écartsangulaires pouvant exister.
On peut dégager plusieurs problèmes liés à l’indexation des profils :– Le décalage le plus important est celui qui concerne l’axe vertical (~z). Ce dernier est
essentiellement dû au positionnement de référence du palpeur sur la surface.– Le décalage suivant l’axe ~x résulte du positionnement de la matrice sur la table du
rugosimètre.– La variation angulaire α, peut être due au positionnement du berceau, différence
de parallélisme entre l’axe du palpeur et sa projection orthogonale sur le plan quisupporte la matrice.
Ces profils sont supposés, dans un premier temps, être parfaitement indexés suivantl’axe ~y. Les variations d’inclinaisons θ (figure ??) sont naturellement compensées par cette
54
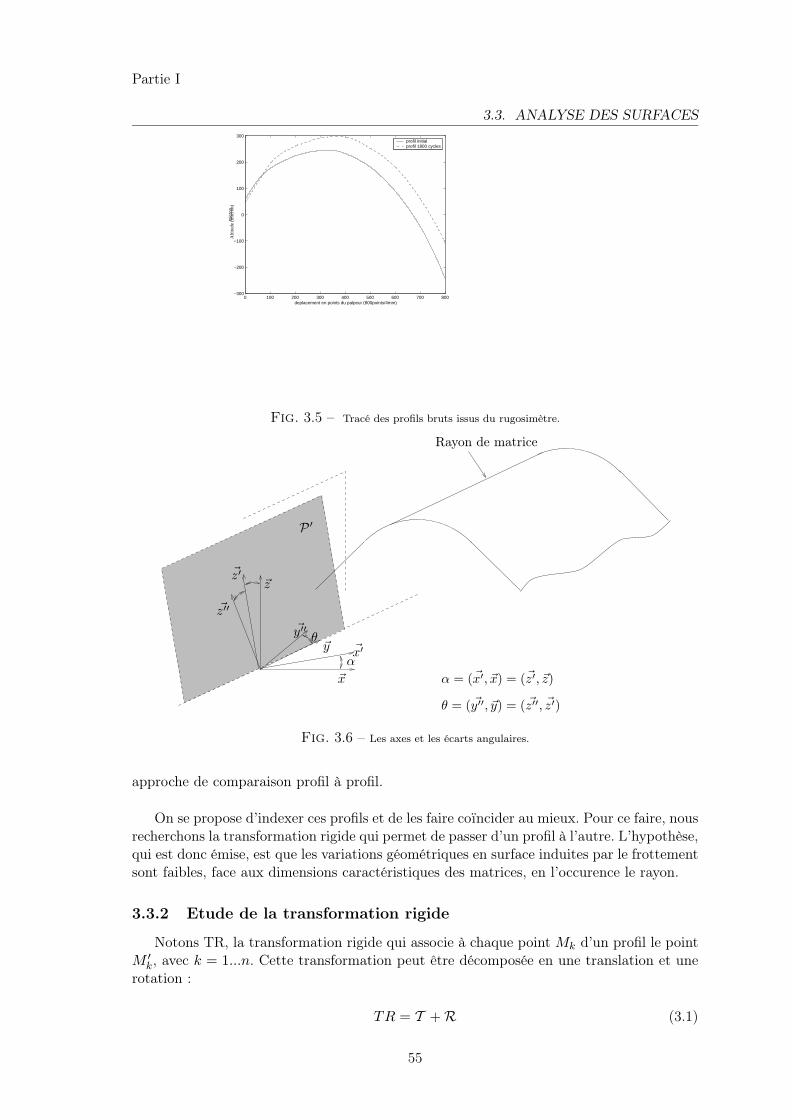
Partie I
3.3. ANALYSE DES SURFACES
0 100 200 300 400 500 600 700 800−300
−200
−100
0
100
200
300
deplacement en points du palpeur (800points/4mm)
mic
ron
profil initialprofil 1800 cycles
Alti
tude
(m
icro
n)
Fig. 3.5 – Tracé des profils bruts issus du rugosimètre.
~z
~y
P ′
~z′
~z′′
~x′
~y′′
α
θ
~x α = (~x′, ~x) = (~z′, ~z)
θ = ( ~y′′, ~y) = ( ~z′′, ~z′)
Rayon de matrice
Fig. 3.6 – Les axes et les écarts angulaires.
approche de comparaison profil à profil.
On se propose d’indexer ces profils et de les faire coïncider au mieux. Pour ce faire, nousrecherchons la transformation rigide qui permet de passer d’un profil à l’autre. L’hypothèse,qui est donc émise, est que les variations géométriques en surface induites par le frottementsont faibles, face aux dimensions caractéristiques des matrices, en l’occurence le rayon.
3.3.2 Etude de la transformation rigide
Notons TR, la transformation rigide qui associe à chaque point Mk d’un profil le pointM ′k, avec k = 1...n. Cette transformation peut être décomposée en une translation et unerotation :
TR = T +R (3.1)
55
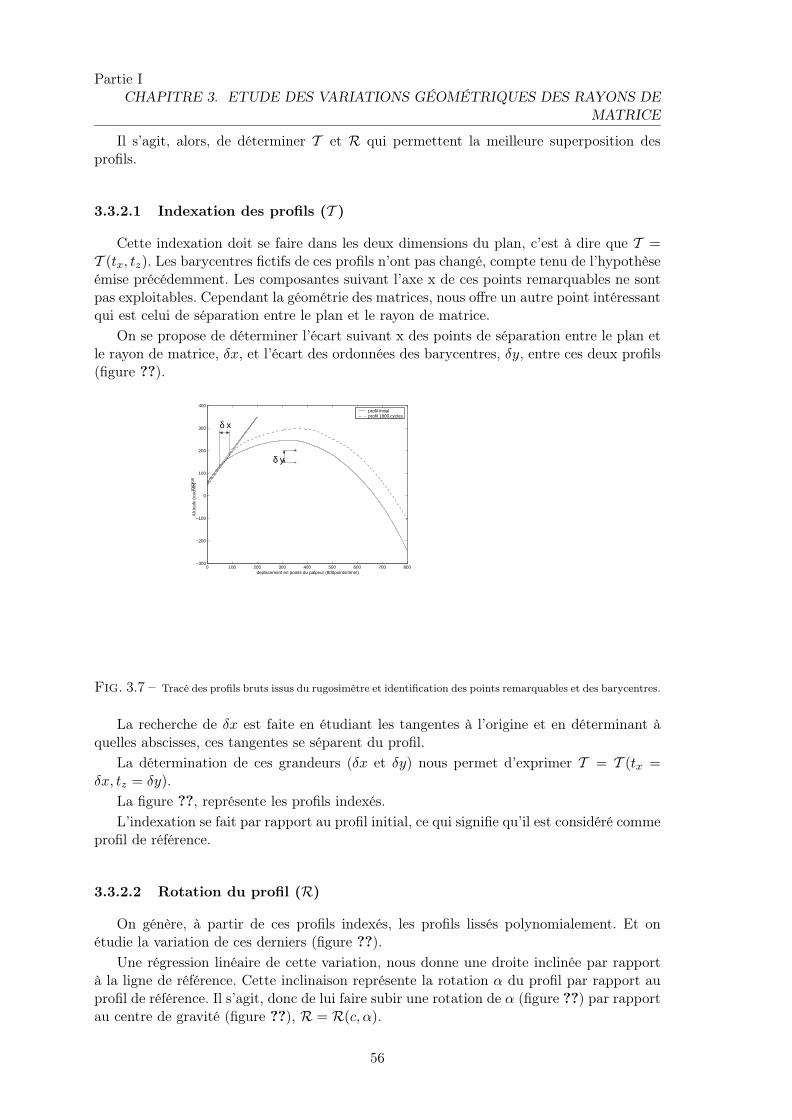
Partie ICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
Il s’agit, alors, de déterminer T et R qui permettent la meilleure superposition desprofils.
3.3.2.1 Indexation des profils (T )
Cette indexation doit se faire dans les deux dimensions du plan, c’est à dire que T =T (tx, tz). Les barycentres fictifs de ces profils n’ont pas changé, compte tenu de l’hypothèseémise précédemment. Les composantes suivant l’axe x de ces points remarquables ne sontpas exploitables. Cependant la géométrie des matrices, nous offre un autre point intéressantqui est celui de séparation entre le plan et le rayon de matrice.
On se propose de déterminer l’écart suivant x des points de séparation entre le plan etle rayon de matrice, δx, et l’écart des ordonnées des barycentres, δy, entre ces deux profils(figure ??).
0 100 200 300 400 500 600 700 800−300
−200
−100
0
100
200
300
400
mic
ron
deplacement en points du palpeur (800points/4mm)
profil initialprofil 1800 cycles
δ y
δ x
Alti
tude
(m
icro
n)
Fig. 3.7 – Tracé des profils bruts issus du rugosimètre et identification des points remarquables et des barycentres.
La recherche de δx est faite en étudiant les tangentes à l’origine et en déterminant àquelles abscisses, ces tangentes se séparent du profil.
La détermination de ces grandeurs (δx et δy) nous permet d’exprimer T = T (tx =δx, tz = δy).
La figure ??, représente les profils indexés.L’indexation se fait par rapport au profil initial, ce qui signifie qu’il est considéré comme
profil de référence.
3.3.2.2 Rotation du profil (R)
On génère, à partir de ces profils indexés, les profils lissés polynomialement. Et onétudie la variation de ces derniers (figure ??).
Une régression linéaire de cette variation, nous donne une droite inclinée par rapportà la ligne de référence. Cette inclinaison représente la rotation α du profil par rapport auprofil de référence. Il s’agit, donc de lui faire subir une rotation de α (figure ??) par rapportau centre de gravité (figure ??), R = R(c, α).
56
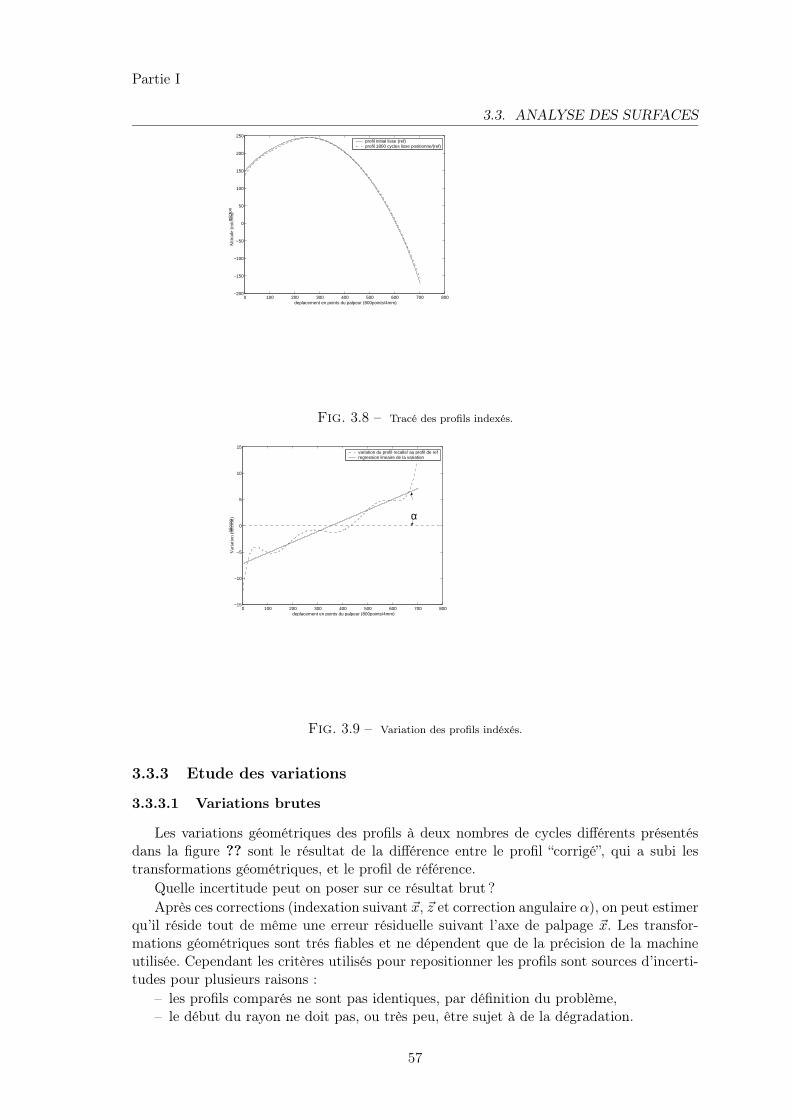
Partie I
3.3. ANALYSE DES SURFACES
0 100 200 300 400 500 600 700 800−200
−150
−100
−50
0
50
100
150
200
250
deplacement en points du palpeur (800points/4mm)
mic
ron
profil initial lisse (ref)profil 1800 cycles lisse positionne/(ref)
Alti
tude
(m
icro
n)
Fig. 3.8 – Tracé des profils indexés.
0 100 200 300 400 500 600 700 800−15
−10
−5
0
5
10
15
deplacement en points du palpeur (800points/4mm)
mic
ron
variation du profil recalle/ au profil de ref regression lineaire de la variation
α
Var
iatio
n (m
icro
n)
Fig. 3.9 – Variation des profils indéxés.
3.3.3 Etude des variations
3.3.3.1 Variations brutes
Les variations géométriques des profils à deux nombres de cycles différents présentésdans la figure ?? sont le résultat de la différence entre le profil “corrigé”, qui a subi lestransformations géométriques, et le profil de référence.
Quelle incertitude peut on poser sur ce résultat brut ?Après ces corrections (indexation suivant ~x, ~z et correction angulaire α), on peut estimer
qu’il réside tout de même une erreur résiduelle suivant l’axe de palpage ~x. Les transfor-mations géométriques sont trés fiables et ne dépendent que de la précision de la machineutilisée. Cependant les critères utilisés pour repositionner les profils sont sources d’incerti-tudes pour plusieurs raisons :
– les profils comparés ne sont pas identiques, par définition du problème,– le début du rayon ne doit pas, ou très peu, être sujet à de la dégradation.
57
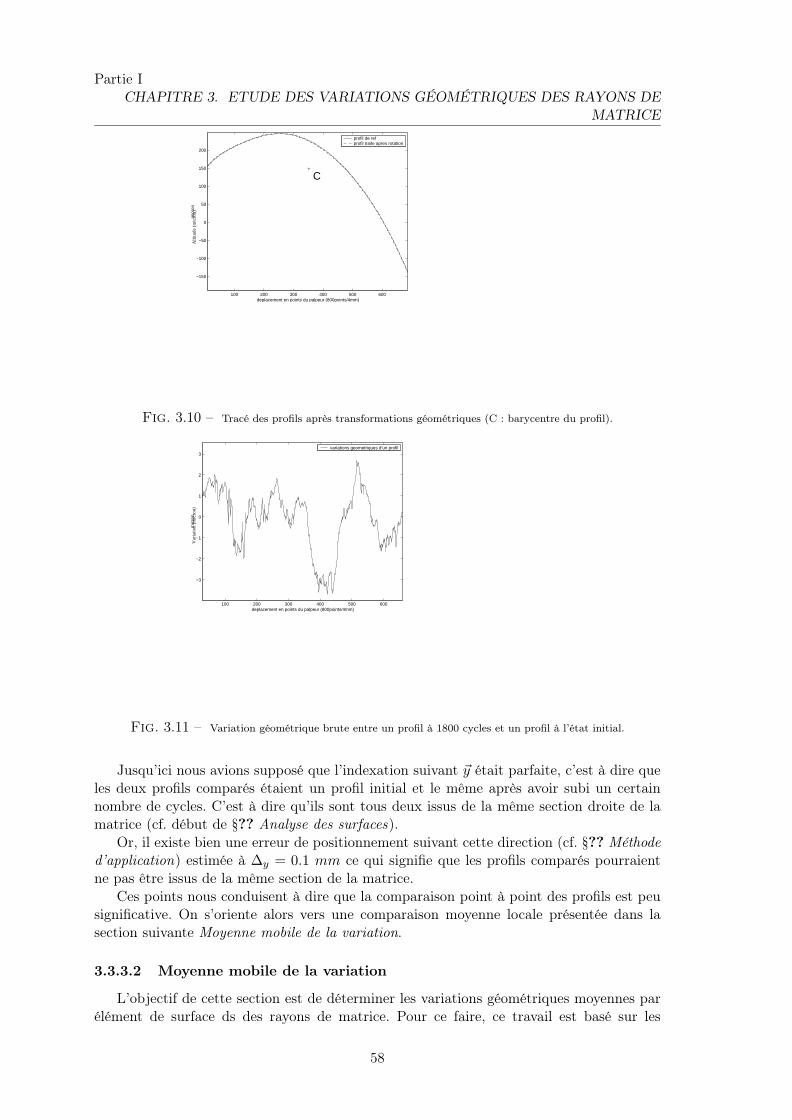
Partie ICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
100 200 300 400 500 600
−150
−100
−50
0
50
100
150
200
deplacement en points du palpeur (800points/4mm)
mic
ron
profil de ref profil traite apres rotation
C
Alti
tude
(m
icro
n)
Fig. 3.10 – Tracé des profils après transformations géométriques (C : barycentre du profil).
100 200 300 400 500 600
−3
−2
−1
0
1
2
3
deplacement en points du palpeur (800points/4mm)
mic
ron
variations geometriques d’un profil
Var
iatio
n (m
icro
n)
Fig. 3.11 – Variation géométrique brute entre un profil à 1800 cycles et un profil à l’état initial.
Jusqu’ici nous avions supposé que l’indexation suivant ~y était parfaite, c’est à dire queles deux profils comparés étaient un profil initial et le même après avoir subi un certainnombre de cycles. C’est à dire qu’ils sont tous deux issus de la même section droite de lamatrice (cf. début de §?? Analyse des surfaces).
Or, il existe bien une erreur de positionnement suivant cette direction (cf. §?? Méthoded’application) estimée à ∆y = 0.1 mm ce qui signifie que les profils comparés pourraientne pas être issus de la même section de la matrice.
Ces points nous conduisent à dire que la comparaison point à point des profils est peusignificative. On s’oriente alors vers une comparaison moyenne locale présentée dans lasection suivante Moyenne mobile de la variation.
3.3.3.2 Moyenne mobile de la variation
L’objectif de cette section est de déterminer les variations géométriques moyennes parélément de surface ds des rayons de matrice. Pour ce faire, ce travail est basé sur les
58
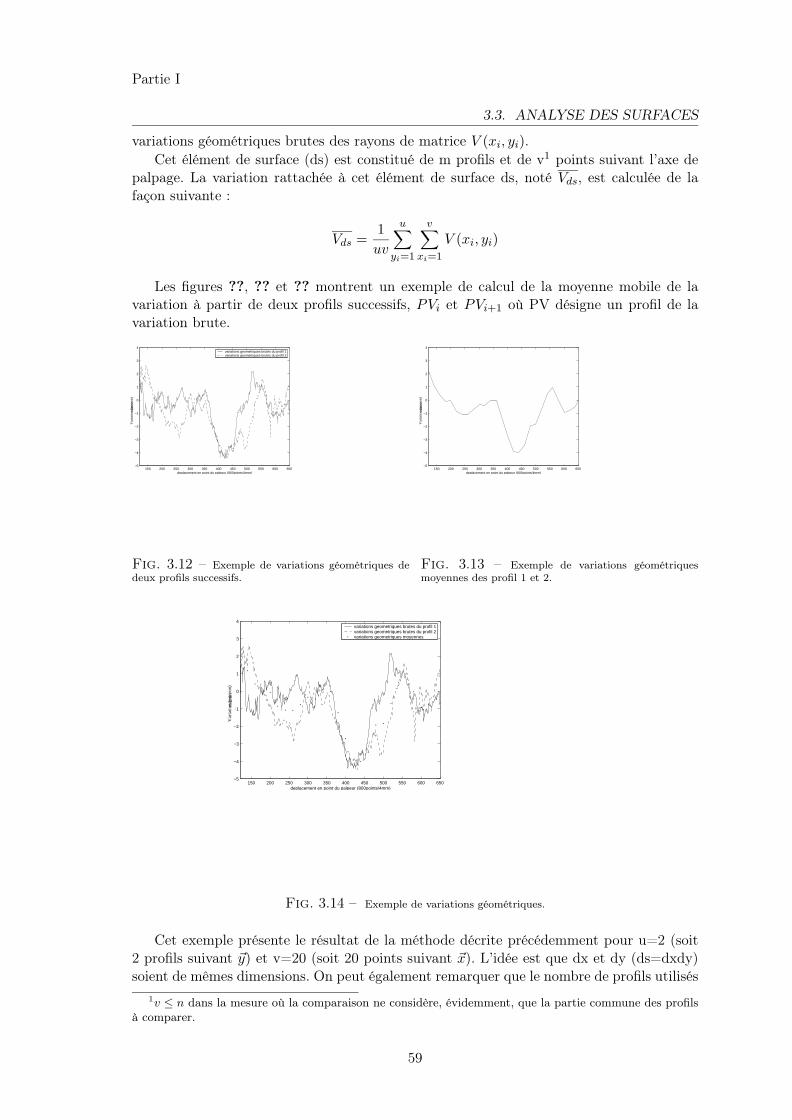
Partie I
3.3. ANALYSE DES SURFACES
variations géométriques brutes des rayons de matrice V (xi, yi).Cet élément de surface (ds) est constitué de m profils et de v1 points suivant l’axe de
palpage. La variation rattachée à cet élément de surface ds, noté Vds, est calculée de lafaçon suivante :
Vds =1uv
u∑yi=1
v∑xi=1
V (xi, yi)
Les figures ??, ?? et ?? montrent un exemple de calcul de la moyenne mobile de lavariation à partir de deux profils successifs, PVi et PVi+1 où PV désigne un profil de lavariation brute.
150 200 250 300 350 400 450 500 550 600 650−5
−4
−3
−2
−1
0
1
2
3
4
deplacement en point du palpeur (800points/4mm)
mic
ron
variations geometriques brutes du profil 1variations geometriques brutes du profil 2
Var
iatio
n (m
icro
n)
Fig. 3.12 – Exemple de variations géométriques dedeux profils successifs.
150 200 250 300 350 400 450 500 550 600 650−5
−4
−3
−2
−1
0
1
2
3
4
mic
ron
deplacement en point du palpeur (800points/4mm)
Var
iatio
n (m
icro
n)
Fig. 3.13 – Exemple de variations géométriquesmoyennes des profil 1 et 2.
150 200 250 300 350 400 450 500 550 600 650−5
−4
−3
−2
−1
0
1
2
3
4
mic
ron
deplacement en point du palpeur (800points/4mm)
variations geometriques brutes du profil 1variations geometriques brutes du profil 2variations geometriques moyennes
Var
iatio
n (m
icro
n)
Fig. 3.14 – Exemple de variations géométriques.
Cet exemple présente le résultat de la méthode décrite précédemment pour u=2 (soit2 profils suivant ~y) et v=20 (soit 20 points suivant ~x). L’idée est que dx et dy (ds=dxdy)soient de mêmes dimensions. On peut également remarquer que le nombre de profils utilisés
1v ≤ n dans la mesure où la comparaison ne considère, évidemment, que la partie commune des profilsà comparer.
59

Partie ICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
pour faire la topographie a un impact direct sur la précision de ces variations moyennes. Ils’agira alors de choisir u et v tels que les résolutions en terme de points de dx et dy soientéquivalentes ou très proches.
On peut cependant remarquer en figure ??, que seulement 2 profils face à 20 points en~x permettent d’avoir une bonne idée des variations géométriques.
60
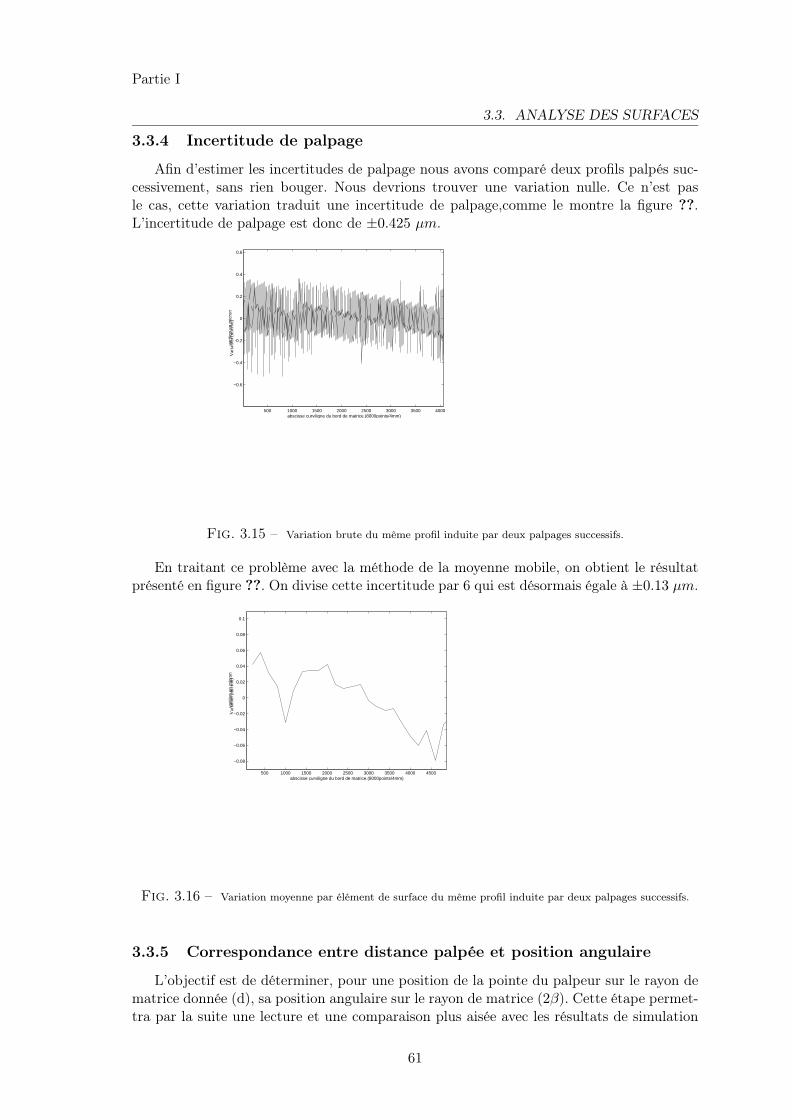
Partie I
3.3. ANALYSE DES SURFACES
3.3.4 Incertitude de palpage
Afin d’estimer les incertitudes de palpage nous avons comparé deux profils palpés suc-cessivement, sans rien bouger. Nous devrions trouver une variation nulle. Ce n’est pasle cas, cette variation traduit une incertitude de palpage,comme le montre la figure ??.L’incertitude de palpage est donc de ±0.425 µm.
500 1000 1500 2000 2500 3000 3500 4000
−0.6
−0.4
−0.2
0
0.2
0.4
0.6
varit
ion
en m
icro
n
abscisse curviligne du bord de matrice.(8000points/4mm)
Var
iatio
n (m
icro
n)
Fig. 3.15 – Variation brute du même profil induite par deux palpages successifs.
En traitant ce problème avec la méthode de la moyenne mobile, on obtient le résultatprésenté en figure ??. On divise cette incertitude par 6 qui est désormais égale à ±0.13 µm.
500 1000 1500 2000 2500 3000 3500 4000 4500
−0.08
−0.06
−0.04
−0.02
0
0.02
0.04
0.06
0.08
0.1
varit
ion
en m
icro
n
abscisse curviligne du bord de matrice.(8000points/4mm)
Var
iatio
n (m
icro
n)
Fig. 3.16 – Variation moyenne par élément de surface du même profil induite par deux palpages successifs.
3.3.5 Correspondance entre distance palpée et position angulaire
L’objectif est de déterminer, pour une position de la pointe du palpeur sur le rayon dematrice donnée (d), sa position angulaire sur le rayon de matrice (2β). Cette étape permet-tra par la suite une lecture et une comparaison plus aisée avec les résultats de simulation
61

Partie ICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
numérique et les résultats d’observation au microscope électronique à balayage.
L’origine est considérée en entrée de matrice (déterminée précédemment par la sépara-tion plan/rayon). L’angle α0 est l’angle de positionnement du berceau (figure ??).
ββ
axe de palpage
d : distance de palpage
a
entrée rayon de matrice
2 βα0
α0
α0
Fig. 3.17 – Repère des angles nécessaires au calcul.
Les relations géométriques nous conduisent à exprimer la distance palpée d en fonctionde la position angulaire 2β :
d = tanβ(cosα0 + cos(α0 − 2β)) (3.2)
Pour résoudre cette équation en β on utilise une méthode numérique type Newton-Raphson.
3.3.6 Récapitulatif
La figure ?? présente un récapitulatif de notre méthode de suivi de surface par lerugosimètre HOMMEL.
3.4 Validations
3.4.1 Test du scotch
L’idée est de contrôler la variation géometrique sur une matice usée étalon, c’est à direune matrice qui a subi une variation géométrique controlée.
L’idée consiste à mettre un morceau de scotch dont on connaît l’épaisseur, sur le bordde matrice et de retrouver cette épaisseur par la méthode décrite.
Une premiére étape a consisté à déterminer l’épaisseur du scotch. Pour ce faire, nousavons utilisé le rugosimètre et palpé une surface plane sur laquelle était appliquée le scotch.Le résultat est présenté en figure ??, il nous donne une épaisseur de 53 µm.
La variation brusque à la fin du palier donné par l’épaisseur du scotch est certainementdue à la bavure de découpe de ce dernier.
Afin de pouvoir appliquer notre méthode, nous avons procédé au palpage du rayon dematrice avant de lui appliquer le scotch, et dans une seconde étape à un palpage du rayonde matrice avec le morceau de scotch.
62
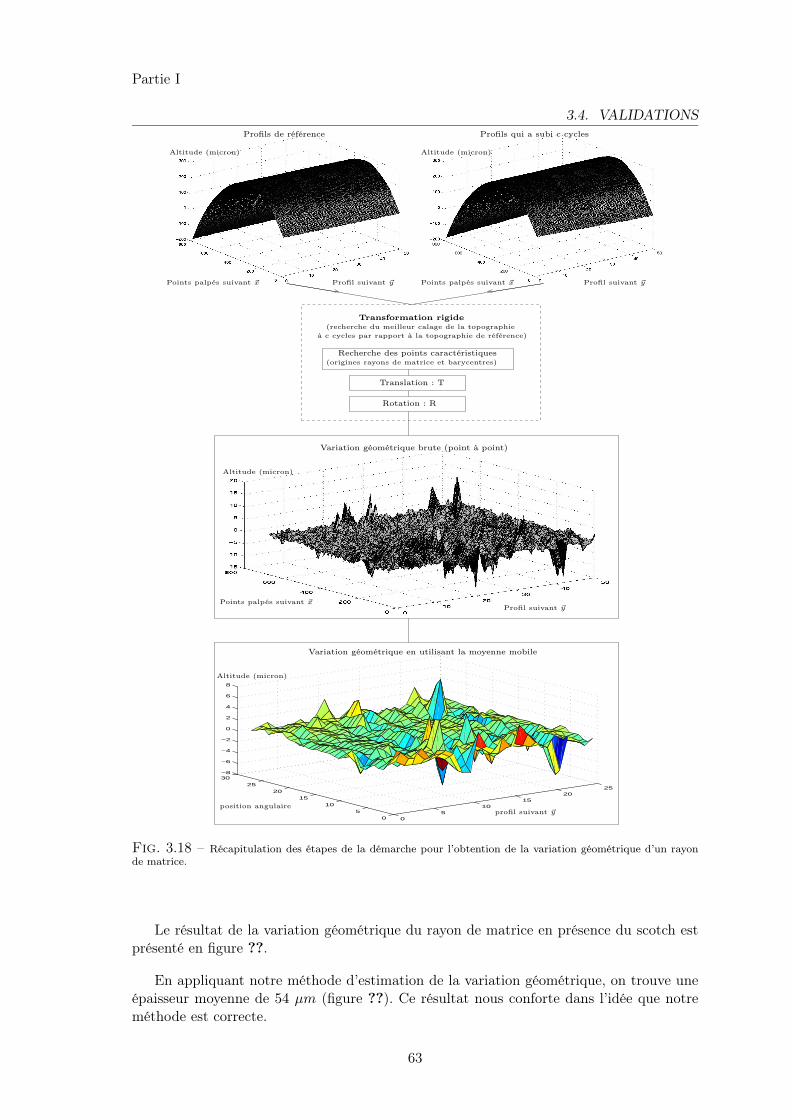
Partie I
3.4. VALIDATIONS
05
1015
2025
0
5
10
15
20
25
30−8
−6
−4
−2
0
2
4
6
8
Profils qui a subi c cyclesProfils de référence
Points palpés suivant ~xProfil suivant ~y
Altitude (micron)
position angulaire
Altitude (micron)
profil suivant ~y
Points palpés suivant ~x Profil suivant ~yProfil suivant ~y Points palpés suivant ~x
Altitude (micron)Altitude (micron)
Variation géométrique en utilisant la moyenne mobile
Variation géométrique brute (point à point)
Transformation rigide
Translation : T
Rotation : R
(recherche du meilleur calage de la topographieà c cycles par rapport à la topographie de référence)
Recherche des points caractéristiques(origines rayons de matrice et barycentres)
Fig. 3.18 – Récapitulation des étapes de la démarche pour l’obtention de la variation géométrique d’un rayonde matrice.
Le résultat de la variation géométrique du rayon de matrice en présence du scotch estprésenté en figure ??.
En appliquant notre méthode d’estimation de la variation géométrique, on trouve uneépaisseur moyenne de 54 µm (figure ??). Ce résultat nous conforte dans l’idée que notreméthode est correcte.
63
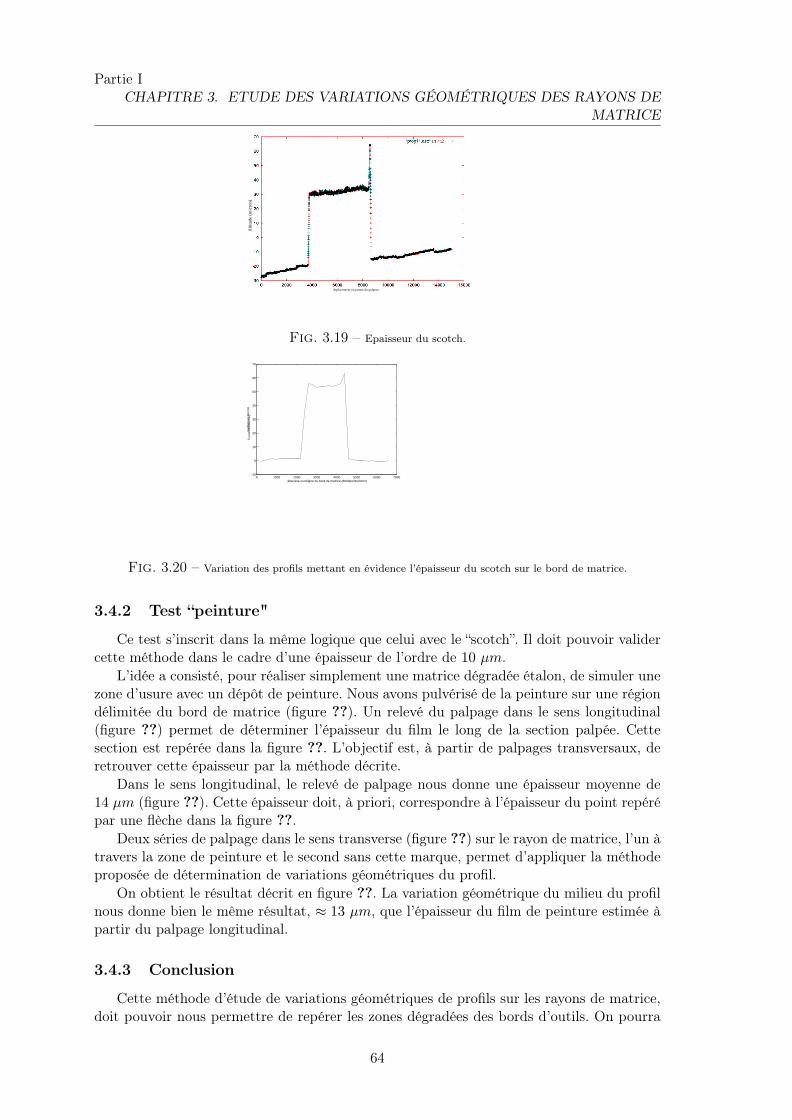
Partie ICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
Alti
tude
(m
icro
n)
deplacement en points du palpeur
Fig. 3.19 – Epaisseur du scotch.
0 1000 2000 3000 4000 5000 6000 7000−10
0
10
20
30
40
50
60
70
abscisse curviligne du bord de matrice.(8000points/4mm)
varit
ion
en m
icro
n
Var
iatio
n (m
icro
n)
Fig. 3.20 – Variation des profils mettant en évidence l’épaisseur du scotch sur le bord de matrice.
3.4.2 Test “peinture"
Ce test s’inscrit dans la même logique que celui avec le “scotch”. Il doit pouvoir validercette méthode dans le cadre d’une épaisseur de l’ordre de 10 µm.
L’idée a consisté, pour réaliser simplement une matrice dégradée étalon, de simuler unezone d’usure avec un dépôt de peinture. Nous avons pulvérisé de la peinture sur une régiondélimitée du bord de matrice (figure ??). Un relevé du palpage dans le sens longitudinal(figure ??) permet de déterminer l’épaisseur du film le long de la section palpée. Cettesection est repérée dans la figure ??. L’objectif est, à partir de palpages transversaux, deretrouver cette épaisseur par la méthode décrite.
Dans le sens longitudinal, le relevé de palpage nous donne une épaisseur moyenne de14 µm (figure ??). Cette épaisseur doit, à priori, correspondre à l’épaisseur du point repérépar une flèche dans la figure ??.
Deux séries de palpage dans le sens transverse (figure ??) sur le rayon de matrice, l’un àtravers la zone de peinture et le second sans cette marque, permet d’appliquer la méthodeproposée de détermination de variations géométriques du profil.
On obtient le résultat décrit en figure ??. La variation géométrique du milieu du profilnous donne bien le même résultat, ≈ 13 µm, que l’épaisseur du film de peinture estimée àpartir du palpage longitudinal.
3.4.3 Conclusion
Cette méthode d’étude de variations géométriques de profils sur les rayons de matrice,doit pouvoir nous permettre de repérer les zones dégradées des bords d’outils. On pourra
64
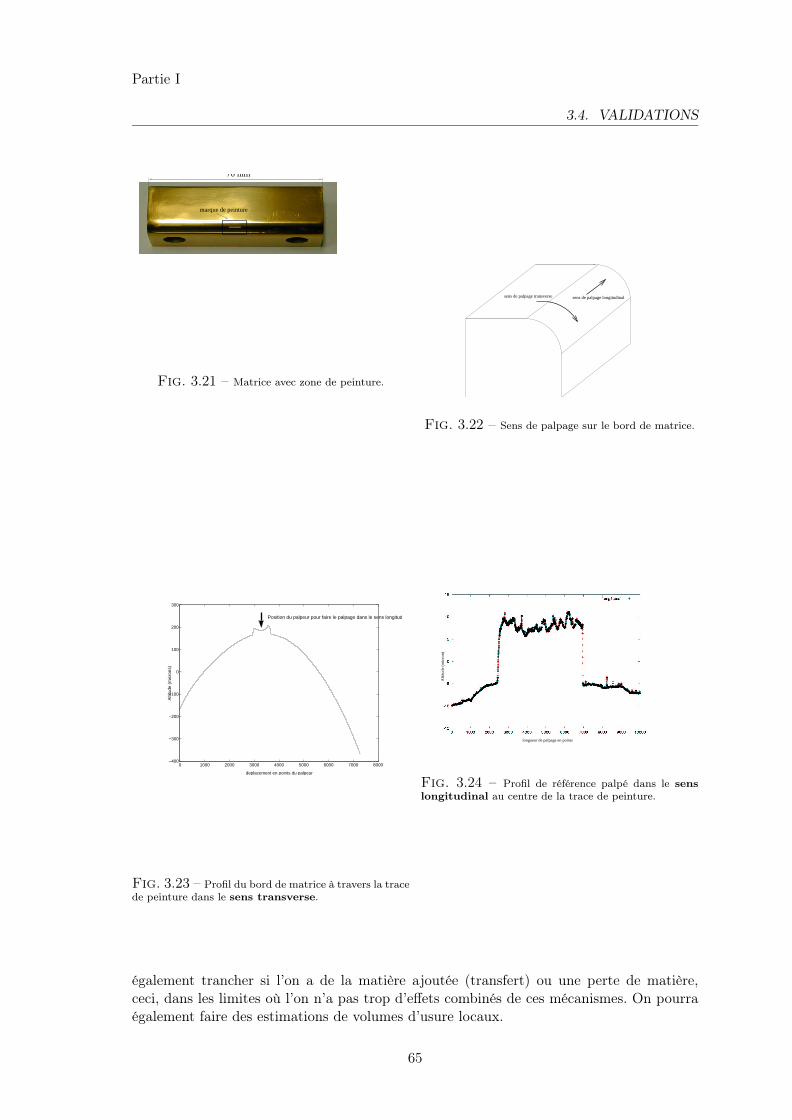
Partie I
3.4. VALIDATIONS
marque de peinture
70 mm
Fig. 3.21 – Matrice avec zone de peinture.
sens de palpage transverse sens de palpage longitudinal
Fig. 3.22 – Sens de palpage sur le bord de matrice.
0 1000 2000 3000 4000 5000 6000 7000 8000−400
−300
−200
−100
0
100
200
300
deplacement en points du palpeur
Alti
tude
(m
icro
ns)
Position du palpeur pour faire le palpage dans le sens longitudinal
Fig. 3.23 – Profil du bord de matrice à travers la tracede peinture dans le sens transverse.
Alti
tude
(m
icro
n)
longueur de palpage en points
Fig. 3.24 – Profil de référence palpé dans le senslongitudinal au centre de la trace de peinture.
également trancher si l’on a de la matière ajoutée (transfert) ou une perte de matière,ceci, dans les limites où l’on n’a pas trop d’effets combinés de ces mécanismes. On pourraégalement faire des estimations de volumes d’usure locaux.
65

Partie IICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
2000 2500 3000 3500 4000 4500
0
5
10
15
20
25
deplacement en points du palpeur
varia
tion
(mic
rons
)
13 µ m
Fig. 3.25 – Variation dans le sens transverse.
3.5 Exemple
Cet exemple ( figure ??) est le résultat d’un palpage sur l’ensemble de la matrice 50mm et avec une une course de palpage de 4 mm.
Il montre également une densité de transfert importante pour les positions angulairescomprises entre 0o et 10o et 30 et 40o. La zone encadrée, A, montre le résultat de l’effetd’une bavure de tôle sur la matrice, lorsque celle ci n’est pas traitée.
66
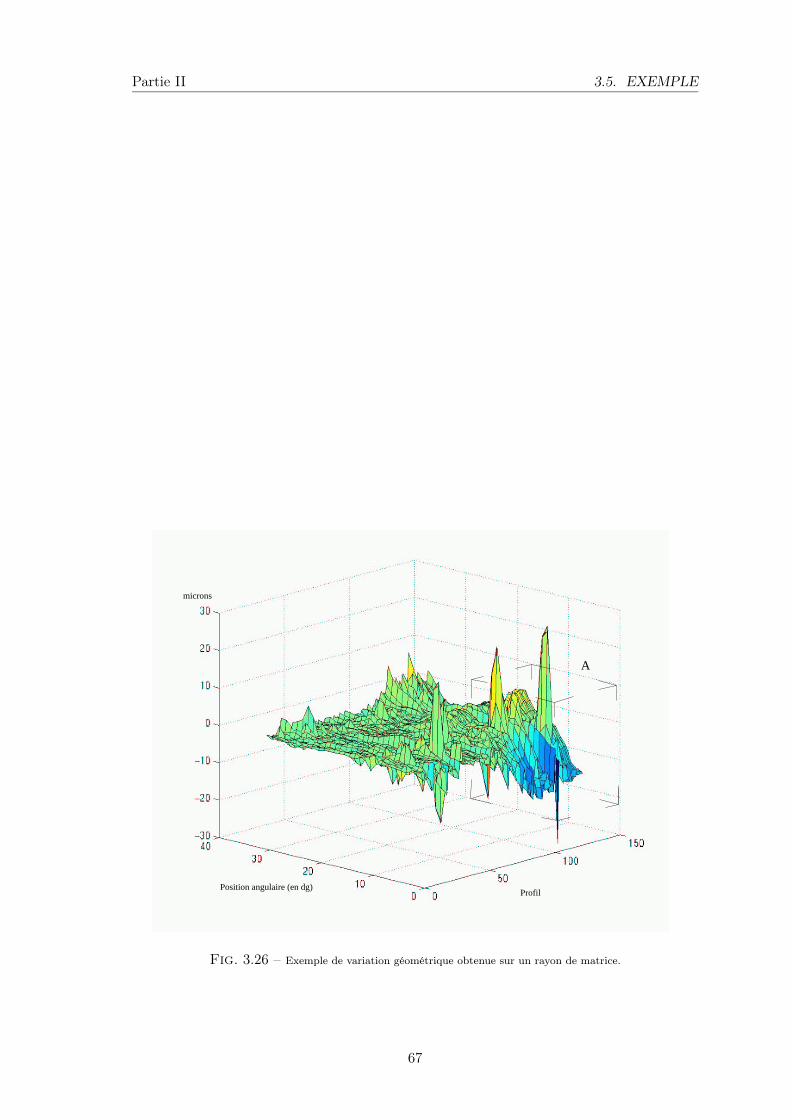
Partie II 3.5. EXEMPLE
A
Position angulaire (en dg)Profil
microns
Fig. 3.26 – Exemple de variation géométrique obtenue sur un rayon de matrice.
67

Partie IICHAPITRE 3. ETUDE DES VARIATIONS GÉOMÉTRIQUES DES RAYONS DE
MATRICE
68
Deuxième partie
Résultats expérimentaux
69

Chapitre 4
Analyse des dégradations
4.1 Introduction
Ce chapitre vise à étudier les dégradations d’un rayon de matrice soumis au passaged’une tôle en utilisant le moyen d’essais présenté dans le §II-?? Le pilote. Cette études’articulera autour de trois thématiques :
– la nature des dégradations,– la localisation des dégradations,– l’évolution du coefficient de frottement.Ces études porteront sur l’influence de l’angle de sortie de la tôle qui conditionne sa
direction de défilement. L’ensemble de ces résultats devrait nous permettre de faire le lienentre l’angle de sortie et la localisation d’une part, mais également entre les cinétiques dedégradations et les évolutions du coefficient de frottement, d’autre part.
4.2 Etude bibliographique sur les mécanismes d’usure
Le mot usure résume, en réalité, une multitude de situations où divers phénomènesphysiques et chimiques se produisent, provoquant la détérioration des surfaces et la pertede matière.Durant de nombreuses années, la méthode pour étudier les phénomènes d’usure a consistéà examiner l’altération des couches superficielles et à en déduire une classification reposantsur les aspects de la dégradation des surfaces [?]. Cette démarche subjective est toujoursd’actualité [?]. Dans le cadre de notre étude, l’usure est une dégradation des surfacesprovoquée par le frottement. L’usure implique des interactions chimique et physique maiségalement de fortes synergies entre divers phénomènes (le troisième corps par exemple) cequi rend son étude complexe [?].
Pour surmonter cette difficulté, la méthode a consisté à étudier ce problème en luiassociant diverses causes et mécanismes élémentaires. Cette approche cartésienne est toutà fait naturelle, mais ne reflète la réalité que dans une petite fenêtre, dans la mesure où d’unpoint de vue général plusieurs mécanismes peuvent être impliqués. Cependant, l’usure peutêtre dominée par un mécanisme de dégradation auquel cas il conditionnera principalementles effets de dégradations. Il se révèle nécessaire d’avoir des descriptions des principauxmécanismes observés. On peut, cependant, noter des descriptions de l’usure dans toutesa globalité mais les formalismes employés sont lourds. Comme le proposaient Meng etLaduma [?] en conclusion d’un travail de synthèse sur les approches et les modélisationsemployées et développées, ces approches et modèles (Dragon [?] par exemple) tiennentcompte (par exemple) d’une description du troisième corps.
71
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
4.2.1 Les mécanismes d’usure
Une description des principaux mécanismes est présentée ici.
Abrasion Ce mécanisme est gouverné principalement par une action de labourage, uneaction de coupe et une action de fissuration [?]. Les deux premières sont liées au com-portement élastoplastique du matériau, tandis que la troisième est plus dépendante de laténacité du solide. Ces actions peuvent se faire via les particules contenues dans le troisièmecorps [?]. Généralement ce mécanisme est observé lorsque les solides en contact présententdes caractéristiques mécaniques très differentes. En effet, on peut noter que la descriptionde ce mécanisme met en oeuvre un solide dur face à un mou. Les aspérités de surface dumatériau le plus dur viennent indenter et déformer la surface la plus molle. Suivant l’angled’attaque de l’aspérité, les effets des déformations irréversibles sur la surface antagonistepeuvent être différents (labourage, fissuration...).
Adhésion Ce mécanisme résulte des interactions superficielles entre les matériaux encontact. Les sollicitations locales importantes liées aux contacts discrets, couplées à des ef-fets thermiques dûs aux déformations peuvent générer la création, si la nature des matériauxen contact le permet, de liaisons interfaciales entre les surfaces en contact. Ce mécanismeinduit des valeurs de coefficient de frottement très élevées, de l’ordre de 0.7. Ces jonctionsd’origine “chimico-électronique" (diffusion, liaison électronique et absorption), encore ap-pelées micro-soudures, peuvent générer du transfert du matériau le plus mou vers le plusdur. Une description un peu plus détaillée de ce mécanisme sera proposée dans la sectionsuivante.
Erosion Souvent considérée comme un cas particulier de l’abrasion, l’usure érosive estproduite par l’impact de particules dures emportées par un fluide en mouvement sur lasurface. Elle conduit à l’apparition de cratères et d’arrachements de matière. Comme dansle cas de l’abrasion, l’effet dépend des duretés, de la vitesse, de la forme et de l’angled’attaque des particules et de la nature des matériaux dégradés.
Fatigue Ce mécanisme résulte du vieillissement de la surface qui a subi des sollicitationsrépétées des aspérités. Cette action cyclique des contraintes et de la température sous lemouvement relatif des solides en contact peut conduire à l’initiation de fissures en souscouche au point de contraintes de cisaillement maximales.
Corrosion Elle résulte des réactions chimiques ou électrochimiques entre les surfacesfrottantes, les débris d’usure et le milieu environnant. Elle implique la destruction et larégénération continues de films superficiels des matériaux. L’oxydation constitue la forme laplus commune de l’usure par corrosion des surfaces. En comparaison avec l’usure abrasive,elle est souvent considérée comme une usure douce.
4.2.2 Le troisième corps
Les termes de premiers corps et troisième corps sont couramment employés en tribo-logie. Introduits par Godet et col. [?], [?],[?], ils désignent respectivement les deux solidesen contact et l’ensemble des éléments issus de leur déplacement relatif, mais égalementcomposé d’éventuels débris d’usure, du fluide ou du lubrifiant, etc... Le troisième corpssépare partiellement ou complètement les deux premiers corps et transmet la charge d’un
72
Partie II4.2. ETUDE BIBLIOGRAPHIQUE SUR LES MÉCANISMES D’USURE
corps à l’autre. Par sa déformation, il accommode, à l’interface, la différence de vitesse desdeux solides lors de leur mouvement relatif.
Godet et col. [?], [?], [?] ont conceptualisé et formalisé les mécanismes pouvant êtregénérés, lors de cette accommodation des vitesses, avec une définition précise des sites etde leurs modes.
Godet considère que le comportement tribologique d’un couple de matériaux dépenddu troisième corps et de son évolution au cours du frottement.Rigney et col. [?] ont étudié les débris, constituant le troisième corps, à des stades différentsde la dégradation. Ils comparent en particulier la taille des particules de débris ainsi quecelles de leurs grains en début du glissement avec celles à un stade avancé de la dégradation.Ils constatent que la taille des débris ainsi que celle des grains évoluent lors de l’essai :
– lors de la première étape, la couche superficielle et les débris ont la même taille degrain,
– à un stade avancé, les tailles des grains de débris sont plus petites que celles de lacouche superficielle.
Après la production de particules, lors du premier stade, le processus de dégradations’est poursuivi dans le troisième corps par déformations plastiques et fragmentation desparticules. Ceci s’accompagne d’une diminution du volume de particules émises des pre-miers corps. Ils concluent au rôle déterminant du troisième corps dans les processus d’usure.Cette dynamique du troisieme corps permettrait d’expliquer les évolutions du coefficientde frottement et de l’usure [?], [?], [?].
4.2.3 Mécanisme d’adhésion et transfert
4.2.3.1 Le mécanisme
Le transfert de matériau d’une pièce frottante sur la surface du solide antagoniste estl’une des manifestations premières de l’usure adhésive. En effet, dans le cadre de l’usure paradhésion, selon les propriétés mécaniques des jonctions, par rapport à celles des matériauxqui lui ont donné naissance, on peut trouver, d’après Gras et al. [?], les situations suivantes :
– La jonction est plus faible que l’un des corps métalliques. Le glissement provoquera larupture à l’interface dans les jonctions. La quantité de métal enlevée sera négligeable.Le coefficient de frottement est de 0.7 et la détérioration des surfaces est faible.
– La jonction est plus résistante que les matériaux lui ayant donné naissance. La rupturese produira dans le volume du matériau le plus mou. Dans ce cas, une grande quantitéde métal mou sera enlevée. C’est le transfert. Il se peut que des arrachements dumatériau le plus dur soit également observé. C’est ce qui est observé, par exemple,lorsqu’un frotteur en cuivre glisse sur la surface d’un échantillon d’acier.
4.2.3.2 Evolution
Rigney [?] rapporte que le transfert entraîne un changement de couleur sur l’une ou lesdeux faces en contact. Au début de ce processus, selon cet auteur, le transfert est localiséet ressemble à un ensemble de micro ilôts. A ce stade, la surface totale occupée par letransfert est le reflet de l’aire réelle de contact.Par la suite, le transfert se développe par la propagation et l’accumulation de ces micro-ilôts, jusqu’à former des structures lamellaires. Cette structure lamellaire répond à l’accu-mulation successive du transfert, qui subit lors du glissement relatif des solides de grandesdéformations plastiques par cisaillement. Cette structure peut se traduire par l’empilementde couches fortement allongées sous les effets du cisaillement.
73
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
Les auteurs constatent que l’épaisseur du film de transfert augmente jusqu’a une certainelimite avant la rupture de ce film. Par ailleurs, les travaux d’Archard et Hirst [?] conver-geaient en ce sens, dans la mesure où ils avaient trouvé que le taux de transfert en fonctionde la longueur de glissement passait par un maximum. Plus récemment, De Rooij [?] trouveune cinétique de la couche de transfert qui semble répondre à une gaussienne.
4.2.3.3 Les paramètres influents
Les travaux récents de Van der Heide [?] confirment que le transfert est un processusthermiquement activé, c’est à dire qu’il s’initie à partir d’une température critique. Ce-pendant d’autres paramètres interviennent sur l’influence du transfert. Gras et al. [?] ontdégagé l’influence de paramètres fonctionnels sur le mécanisme mère d’adhésion, dont voiciune synthèse.
4.2.3.3.1 Influence de la charge L’accroissement de la charge se traduit d’abordpar un accroissement du nombre de points de contact et ensuite par une augmentation dela taille des jonctions. Les déformations plastiques des aspérités tendent à se généraliser,favorisant l’adhésion.On peut noter que la combinaison de la charge et de la vitesse favorise, par élévation de latempérature, la diffusion des éléments d’une pièce dans l’autre et la formation de composésà l’interface. La formation de ces composés dépend également de la solubilité des différentséléments en présence.
4.2.3.3.2 Influence de la vitesse Le principal effet de la vitesse est d’agir sur latempérature superficielle, la température maximale atteinte étant celle du métal qui a leplus bas point de fusion. Si la charge faible n’entraîne pas de destruction immédiate, cetaccroissement de la température en surface aura pour effet :
– de créer des points chauds, ce qui accroît la réactivité des surfaces entres elles maiségalement avec l’environnement.
– d’accroître l’importance des changements structuraux et probablement la diffusionde certains éléments.
4.2.3.3.3 Influence de l’environnement Le milieu ambiant tend à accélérer le phé-nomène ou à le ralentir, suivant qu’il favorise ou pas l’existence de jonctions métal-métal etle transfert qui en résulte. Le lubrifiant et ses additifs forment une couche qui s’interposeentre les deux matériaux métalliques pour empêcher le contact direct au niveau des aspé-rités. Le lubrifiant a pour rôle le plus important de diminuer le nombre et la dimension desjonctions métalliques en constituant des films protecteurs et en supportant tout ou partiela charge.Certains gaz peuvent réagir avec les surfaces métalliques en formant des films résistantsà l’usure adhésive. Ainsi, l’oxygène donne des films d’oxydes qui peuvent dans certainescirconstances (lorsqu’ils sont mous par exemple) réduire l’usure.
4.2.3.3.4 Influence de la nature et de la structure des matériaux Les étudesconcernant les corrélations entre les avaries superficielles et la solubilité ont montré que lesmeilleurs couples de frottement étaient ceux qui correspondent à des métaux insolubles ouqui donnent naissance à des composés intermétalliques. On les appelle couples compatiblestribologiquement. Les travaux de Rabinowicz [?] ont conduit à une table de relations entrela compatibilité et la solubilité pour divers matériaux. Ces relations sont basées sur les
74
Partie II4.2. ETUDE BIBLIOGRAPHIQUE SUR LES MÉCANISMES D’USURE
diagramme d’équilibre binaires.
La structure cristalline des matériaux en contact se révèle importante. D’une façon gé-nérale, le frottement est minimal dans les plans cristallographiques de densité atomiquemaximale et sur ces plans dans des directions de densité maximale. Par ailleurs, des me-sures du coefficient d’adhesion des différents métaux sur eux-mêmes ont conduit au classe-ment suivant par ordre d’aptitude à l’adhésion décroissante : cubique face centrée, cubiquecentrée, hexagonal.
4.2.3.3.5 Influence de la température de fusion L’étude du comportement denombreux éléments au cours d’essais d’adhérence a mis en évidence, d’une part un abais-sement important du coefficient d’adhésion lorsque la température de fusion croît (Gras,Bowden). Des travaux [?] ont montré qu’il existait une température critique d’adhérenceau dessus de laquelle l’adhésion croit rapidement. La notion de température critique n’estpas seulement relative à une température volumique moyenne mais à une température lo-cale aux points de contact. Elle correspond, pour la plupart des matériaux, à 0.3-0.4 foisla température de fusion en Kelvin.
4.2.3.3.6 D’autres paramètres La liste des paramètres influents sur le transfert estlongue, aussi la description de ces derniers présentés, ici, n’a pas pour vocation d’être ex-haustive. Cette étude permettra de mieux comprendre les phénomènes rencontrés lors desessais et de mieux cerner l’influence des paramètres opératoires.
On a vu précédemment l’impact des effets thermiques sur ce type de dégradation, lespropriétés thermiques des solides mis en jeu interviennent naturellement lors de ceseffets.
Les propriétés mécaniques interviennent suivant deux aspects complémentaires :– le premier consiste à attribuer aux propriétés mécaniques l’aptitude des matériaux à
supporter la charge.– Le second tient compte de leur participation à la création et à la résistance des
micro-jonctionsAinsi, les propriétés mécaniques ont une relation étroite avec l’aptitude au mécanisme de
dégradation par adhésion. En effet, si le matériau présente de bonnes propriétés mécanique,ceci signifie en partie que l’énergie des liaisons moléculaires qui le constituent est forte, donc,il aura moins tendance à se dégrader par usure par adhésion.
4.2.4 Conclusion
Cette étude bibliographique permettra, lors des essais expérimentaux, de mieux inter-préter les résultats relatifs aux dégradations. Nous avons accentué l’étude sur les méca-nismes liés à l’adhésion : ce choix est motivé par le fait que l’on observera lors des analysesun mécanisme récurrent qui est le transfert. Nous disposons, ainsi, d’une base d’informa-tions relatives à ce mécanisme, sa compréhension en sera plus aisée. Elle servira, également,à mieux cerner l’influence des paramètres opératoires sur ce type de dégradation.
L’usure est une thématique qui est vaste et la description de tous ces mécanismes estcomplexe ; aussi ce chapitre a eu pour seule vocation de mieux préparer la suite de notretravail sur les essais expérimentaux.
75

Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
4.3 Les essais sur le pilote d’emboutissage
Cette étude porte sur la dégradation des rayons de matrice, aussi nous nous intéresse-rons au suivi de cet aspect. On ne s’attachera pas à la dégradation de la tôle.
4.3.1 Rappel des paramètres opératoires
Les paramètres opératoires du pilote (cf. §II-?? Etude préliminaire pour plus de détails.)sont :
– la vitesse de défilement de la tôle (V),– la pression de serre-flan (Psf ),– la longueur de glissement sous pression (Lsp),– la longueur de dégagement (Ld),– l’angle de sortie de la tôle (α),– la distance entre le rayon de matrice et le serre-flan (drsf ).L’étude préliminaire sur la sensibilité des principaux paramètres opératoires (cf. §II-
?? étude préliminaire), nous a conduit à dégager un jeu de paramètres permettant unedégradation à bas nombre de cycles, ≈ 1000 (soit l’équivalent d’une bobine). Le tableau?? présente le jeu de paramètres retenu.
Tab. 4.1 – Jeu de paramètres retenu.V (mm/s) Lsp (mm) Ld (mm) Psf (MPa) drsf (mm)
50 100 50 4 14
Les matrices et tôles utilisées sont présentées dans le §II-?? Etude préliminaire.
4.3.2 Essais étudiés
Les angles choisis pour ce travail sont α = 70o, 80o, 90o. Ce choix est motivé par leszones de contact relativement importantes que génèrent ces angles et qui permettent depouvoir distinguer, peut être, plusieurs sites de dégradations.
Chacun des essais a subi des interruptions pour procéder à des analyses et acquisitions. Lesacquisitions nécessaires pour évaluer le coefficient de frottement sur le rayon de matricesuivent la méthodologie décrite dans le §II-?? Coefficient de frottement.
Rappel Afin d’évaluer le coefficient de frottement sur le rayon de matrice, il est nécessaired’effectuer trois acquisitions dans 3 configurations précises du pilote.
– acquisition en configuration d’essais sur plusieurs cycles (une dizaine de cycles).– acquisition en “configuration plan/plan”, sans effet de pliage sur le rayon de matrice.– acquisition à vide, c’est à dire sans effet du serre-flan.
Déroulement des essais. Le tableau ?? présente les différentes fréquences d’arrêt desessais nécessaires à la méthode d’acquisition et aux observations.
Le jeu JF1 privilégie le suivi de la dégradation, tandis que le jeu JF2 a pour but d’affinerles évolutions du coefficient de frottement.
Le tableau ?? présente les différents essais effectués pour cette étude.
76

Partie II4.4. LES RÉSULTATS D’ANALYSES
Tab. 4.2 – Fréquences d’acquisitions et d’observations (cycles).jeu acquisitions observations MEB rugosimétrieJF1 100 100 300-900-1200JF2 20 à 100-300-500-700-900 300-900-1200
Tab. 4.3 – Les essais.matrice jeu de fréquences d’acquisitions et d’observations
α = 70o
T5 JF1T7 JF1T8 JF1TF2 JF2TF3 JF2TF4 JF2FT JF2
α = 80o
T12 JF2T13 JF2
α = 90o
TF6 JF1T9 JF2T10 JF2
4.4 Les résultats d’analyses
4.4.1 Méthode d’observation au MEB du rayon de matrice
La matrice est positionnée sur un “V”, l’ensemble étant introduit dans la chambre duMEB. Afin de pouvoir suivre l’évolution de la dégradation, l’analyse au MEB du rayon dematrice a été systématisée sur la région du milieu de la matrice. Le rayon de matrice aété divisé en cinq parties (A, B, C, D et E, figure ??). Chacune de ces parties sera sys-tématiquement observée avec les mêmes grossissements, en l’occurence ×25, ×250, ×500,×1200.
Les arêtes de la matrice observables au MEB, nous permettent de définir une longueursignificative, appelée Lextrmit (figure ??). Cette longueur nous sera utile pour le positionne-ment de nos observations, à savoir la zone A correspondant au centre du rayon de matrice.A partir de cette référence A et grâce à la motorisation de la table du MEB, nous pouvonsaccéder aux zones B, C, D et E. Le passage d’une zone à l’autre s’effectue en déplaçant latable du MEB d’un incrément de 1800 µm. Cette méthode permet, ainsi, de reconstituerl’ensemble du rayon de matrice.
Analyse au MEB
L’analyse chimique des éléments en présence s’effectuera à l’aide d’un analyseur pardispersion d’énergie appelé EDAX. Les valeurs données par cet analyseur, correspondentà des résultats moyennés sur un volume de matière de 1 µm3. Nous verrons dans l’analysedes résultats que nous serons sensibles à la teneur quantitative de certains éléments enparticulier le Chrome, pour identifier les dégradations sur le rayon de matrice.
77
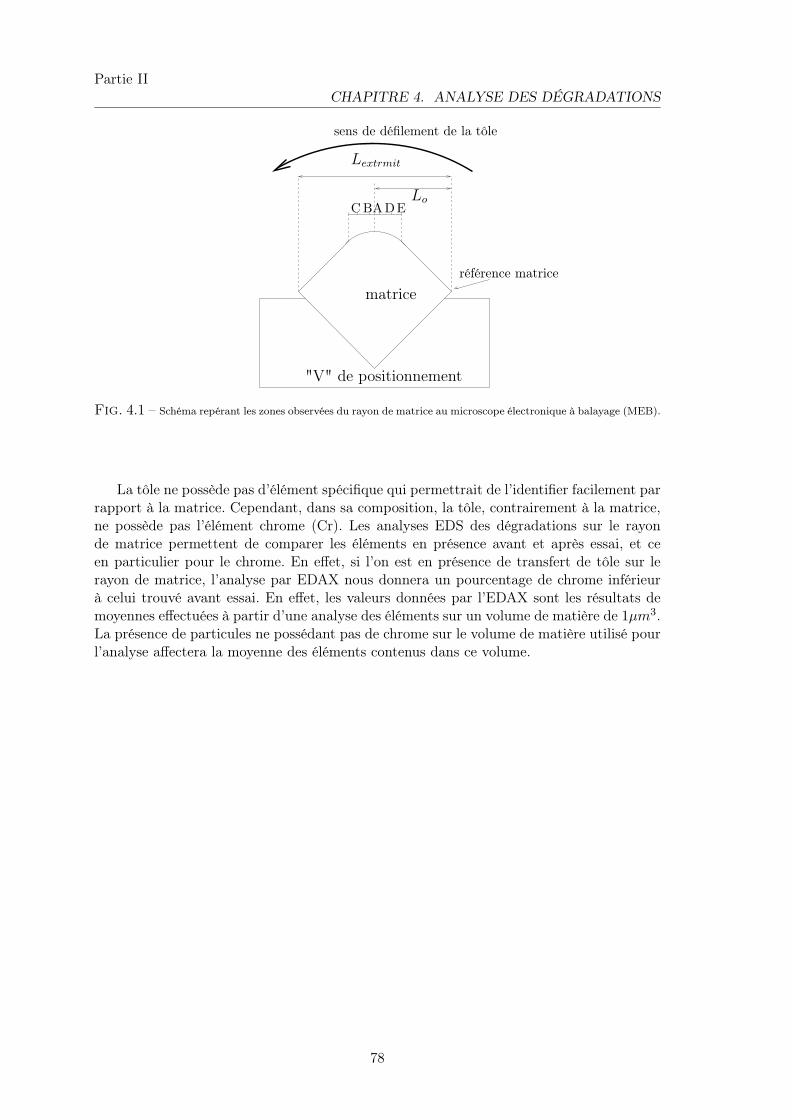
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
"V" de positionnement
matrice
Lextrmit
LoA
référence matrice
BC DE
sens de défilement de la tôle
Fig. 4.1 – Schéma repérant les zones observées du rayon de matrice au microscope électronique à balayage (MEB).
La tôle ne possède pas d’élément spécifique qui permettrait de l’identifier facilement parrapport à la matrice. Cependant, dans sa composition, la tôle, contrairement à la matrice,ne possède pas l’élément chrome (Cr). Les analyses EDS des dégradations sur le rayonde matrice permettent de comparer les éléments en présence avant et après essai, et ceen particulier pour le chrome. En effet, si l’on est en présence de transfert de tôle sur lerayon de matrice, l’analyse par EDAX nous donnera un pourcentage de chrome inférieurà celui trouvé avant essai. En effet, les valeurs données par l’EDAX sont les résultats demoyennes effectuées à partir d’une analyse des éléments sur un volume de matière de 1µm3.La présence de particules ne possédant pas de chrome sur le volume de matière utilisé pourl’analyse affectera la moyenne des éléments contenus dans ce volume.
78
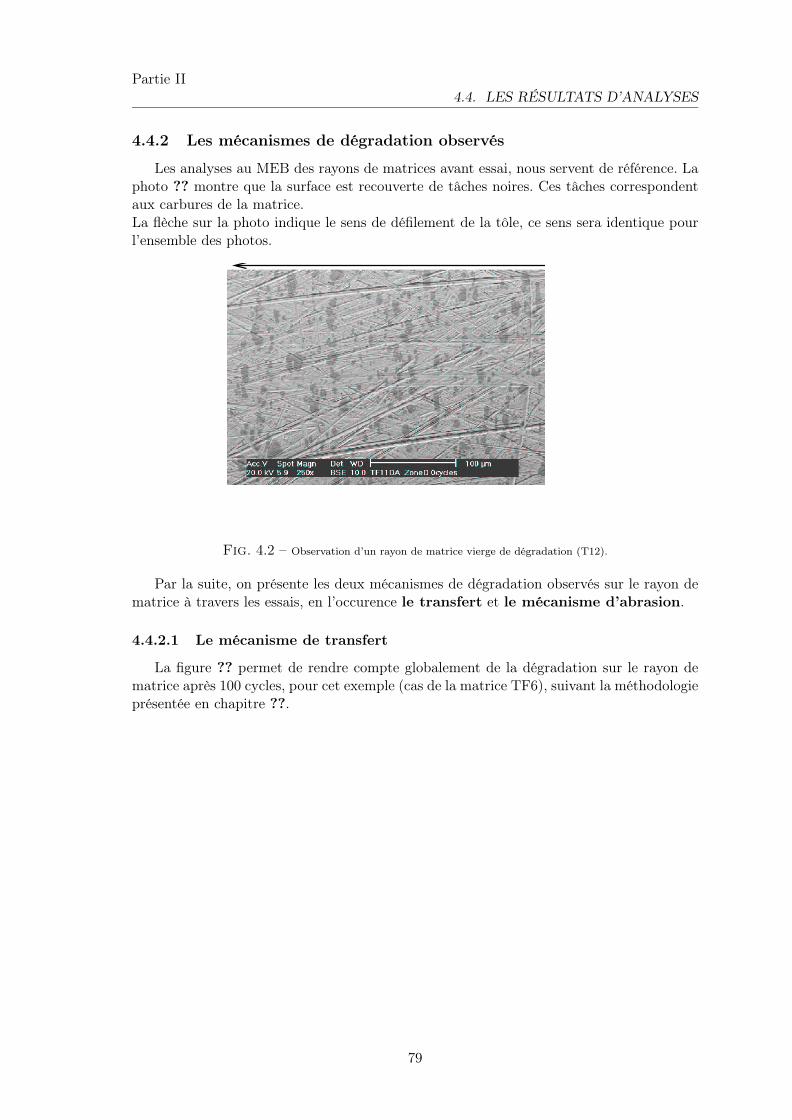
Partie II4.4. LES RÉSULTATS D’ANALYSES
4.4.2 Les mécanismes de dégradation observés
Les analyses au MEB des rayons de matrices avant essai, nous servent de référence. Laphoto ?? montre que la surface est recouverte de tâches noires. Ces tâches correspondentaux carbures de la matrice.La flèche sur la photo indique le sens de défilement de la tôle, ce sens sera identique pourl’ensemble des photos.
Fig. 4.2 – Observation d’un rayon de matrice vierge de dégradation (T12).
Par la suite, on présente les deux mécanismes de dégradation observés sur le rayon dematrice à travers les essais, en l’occurence le transfert et le mécanisme d’abrasion.
4.4.2.1 Le mécanisme de transfert
La figure ?? permet de rendre compte globalement de la dégradation sur le rayon dematrice après 100 cycles, pour cet exemple (cas de la matrice TF6), suivant la méthodologieprésentée en chapitre ??.
79
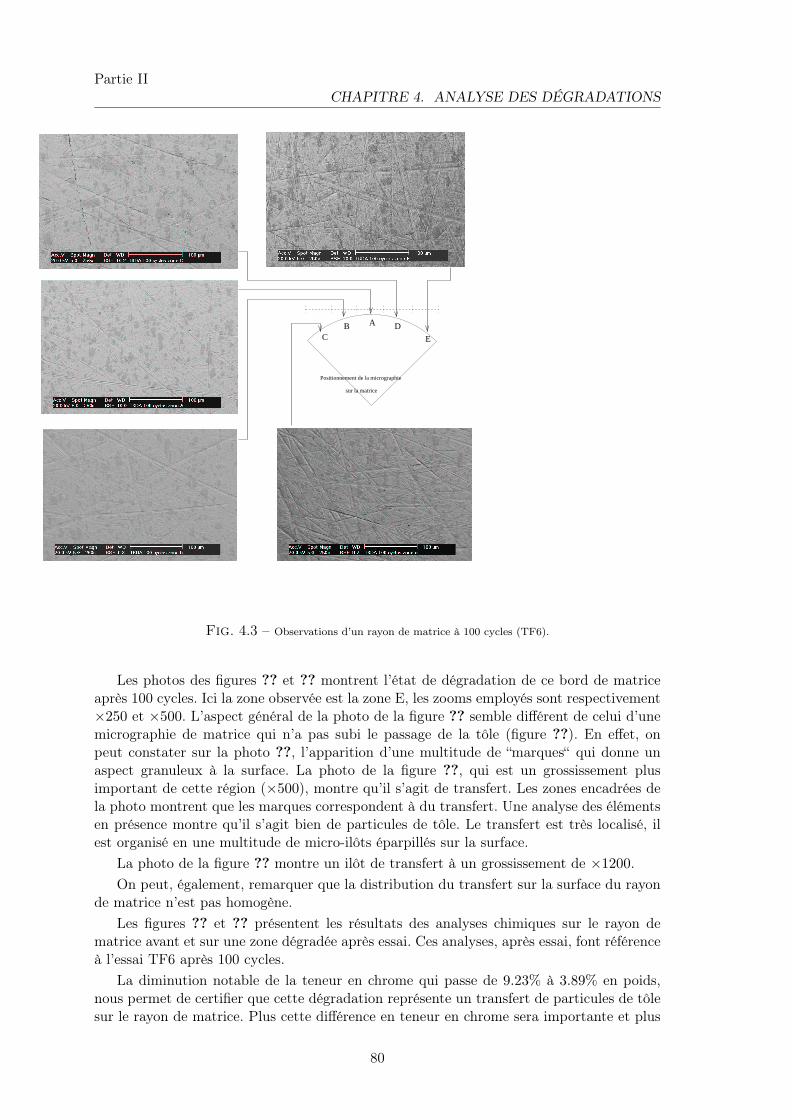
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
Positionnement de la micrographie
sur la matrice
A D
E
BC
Fig. 4.3 – Observations d’un rayon de matrice à 100 cycles (TF6).
Les photos des figures ?? et ?? montrent l’état de dégradation de ce bord de matriceaprès 100 cycles. Ici la zone observée est la zone E, les zooms employés sont respectivement×250 et ×500. L’aspect général de la photo de la figure ?? semble différent de celui d’unemicrographie de matrice qui n’a pas subi le passage de la tôle (figure ??). En effet, onpeut constater sur la photo ??, l’apparition d’une multitude de “marques“ qui donne unaspect granuleux à la surface. La photo de la figure ??, qui est un grossissement plusimportant de cette région (×500), montre qu’il s’agit de transfert. Les zones encadrées dela photo montrent que les marques correspondent à du transfert. Une analyse des élémentsen présence montre qu’il s’agit bien de particules de tôle. Le transfert est très localisé, ilest organisé en une multitude de micro-ilôts éparpillés sur la surface.
La photo de la figure ?? montre un ilôt de transfert à un grossissement de ×1200.On peut, également, remarquer que la distribution du transfert sur la surface du rayon
de matrice n’est pas homogène.Les figures ?? et ?? présentent les résultats des analyses chimiques sur le rayon de
matrice avant et sur une zone dégradée après essai. Ces analyses, après essai, font référenceà l’essai TF6 après 100 cycles.
La diminution notable de la teneur en chrome qui passe de 9.23% à 3.89% en poids,nous permet de certifier que cette dégradation représente un transfert de particules de tôlesur le rayon de matrice. Plus cette différence en teneur en chrome sera importante et plus
80
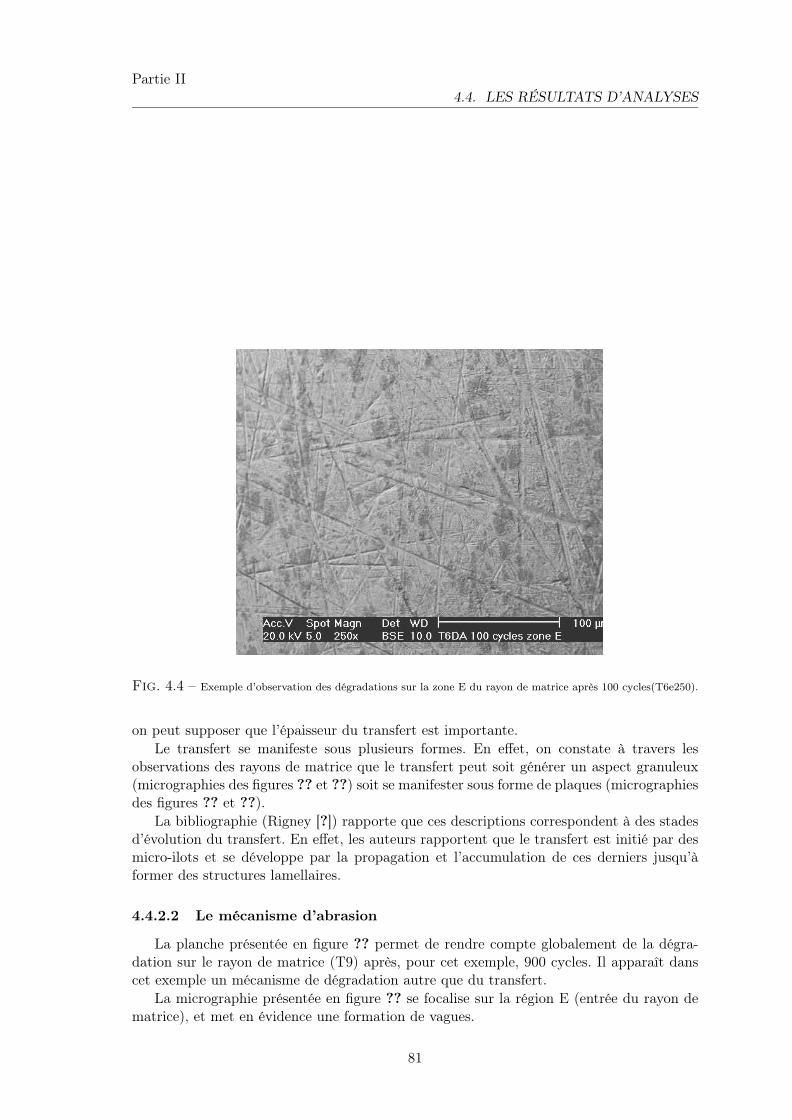
Partie II4.4. LES RÉSULTATS D’ANALYSES
Fig. 4.4 – Exemple d’observation des dégradations sur la zone E du rayon de matrice après 100 cycles(T6e250).
on peut supposer que l’épaisseur du transfert est importante.Le transfert se manifeste sous plusieurs formes. En effet, on constate à travers les
observations des rayons de matrice que le transfert peut soit générer un aspect granuleux(micrographies des figures ?? et ??) soit se manifester sous forme de plaques (micrographiesdes figures ?? et ??).
La bibliographie (Rigney [?]) rapporte que ces descriptions correspondent à des stadesd’évolution du transfert. En effet, les auteurs rapportent que le transfert est initié par desmicro-ilots et se développe par la propagation et l’accumulation de ces derniers jusqu’àformer des structures lamellaires.
4.4.2.2 Le mécanisme d’abrasion
La planche présentée en figure ?? permet de rendre compte globalement de la dégra-dation sur le rayon de matrice (T9) après, pour cet exemple, 900 cycles. Il apparaît danscet exemple un mécanisme de dégradation autre que du transfert.
La micrographie présentée en figure ?? se focalise sur la région E (entrée du rayon dematrice), et met en évidence une formation de vagues.
81
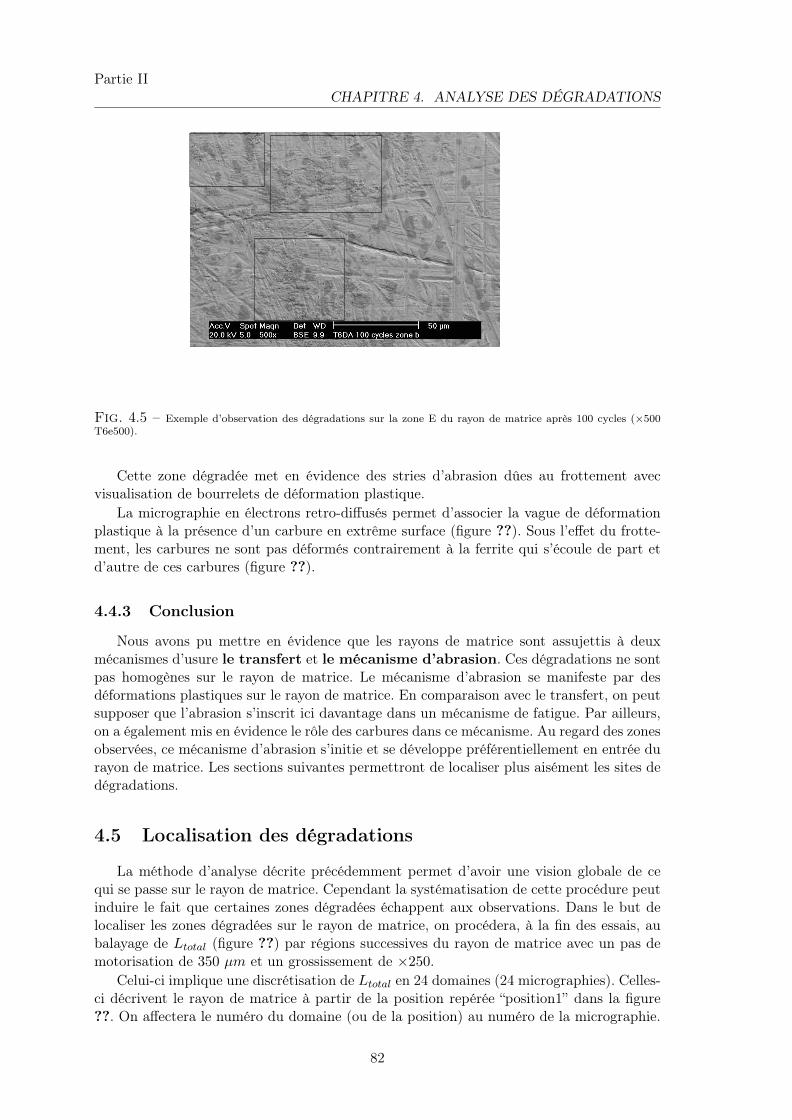
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
Fig. 4.5 – Exemple d’observation des dégradations sur la zone E du rayon de matrice après 100 cycles (×500T6e500).
Cette zone dégradée met en évidence des stries d’abrasion dûes au frottement avecvisualisation de bourrelets de déformation plastique.
La micrographie en électrons retro-diffusés permet d’associer la vague de déformationplastique à la présence d’un carbure en extrême surface (figure ??). Sous l’effet du frotte-ment, les carbures ne sont pas déformés contrairement à la ferrite qui s’écoule de part etd’autre de ces carbures (figure ??).
4.4.3 Conclusion
Nous avons pu mettre en évidence que les rayons de matrice sont assujettis à deuxmécanismes d’usure le transfert et le mécanisme d’abrasion. Ces dégradations ne sontpas homogènes sur le rayon de matrice. Le mécanisme d’abrasion se manifeste par desdéformations plastiques sur le rayon de matrice. En comparaison avec le transfert, on peutsupposer que l’abrasion s’inscrit ici davantage dans un mécanisme de fatigue. Par ailleurs,on a également mis en évidence le rôle des carbures dans ce mécanisme. Au regard des zonesobservées, ce mécanisme d’abrasion s’initie et se développe préférentiellement en entrée durayon de matrice. Les sections suivantes permettront de localiser plus aisément les sites dedégradations.
4.5 Localisation des dégradations
La méthode d’analyse décrite précédemment permet d’avoir une vision globale de cequi se passe sur le rayon de matrice. Cependant la systématisation de cette procédure peutinduire le fait que certaines zones dégradées échappent aux observations. Dans le but delocaliser les zones dégradées sur le rayon de matrice, on procédera, à la fin des essais, aubalayage de Ltotal (figure ??) par régions successives du rayon de matrice avec un pas demotorisation de 350 µm et un grossissement de ×250.
Celui-ci implique une discrétisation de Ltotal en 24 domaines (24 micrographies). Celles-ci décrivent le rayon de matrice à partir de la position repérée “position1” dans la figure??. On affectera le numéro du domaine (ou de la position) au numéro de la micrographie.
82
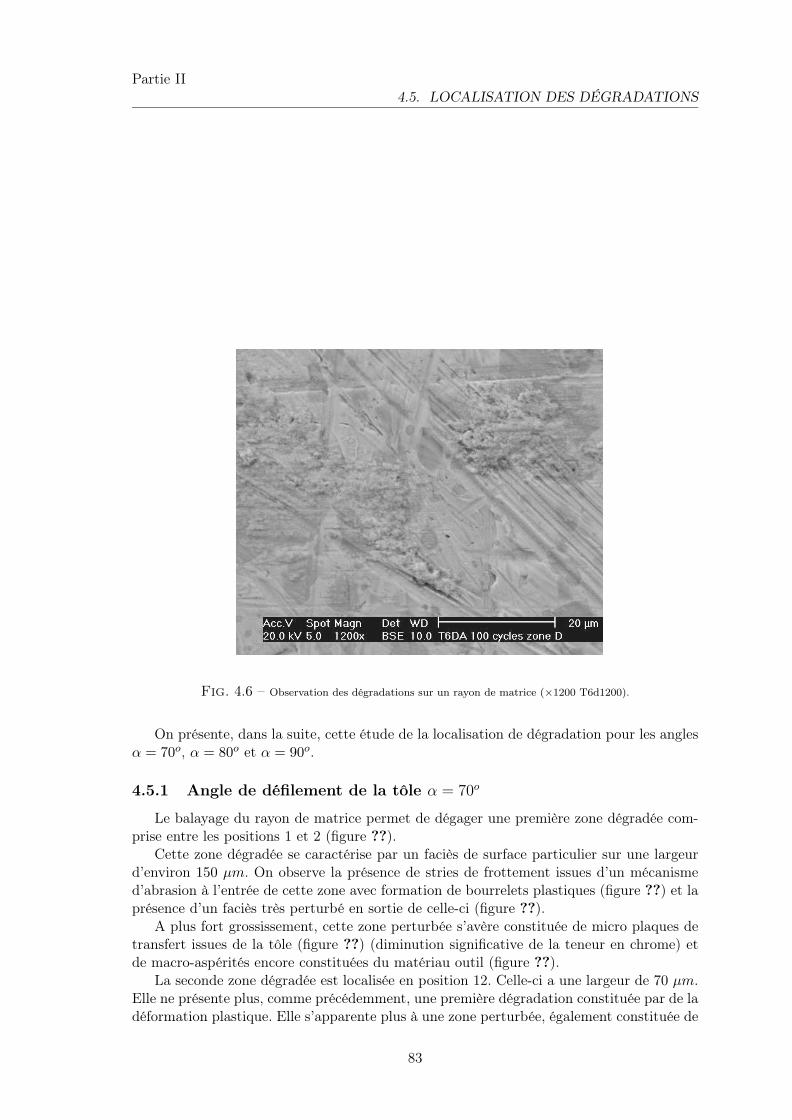
Partie II4.5. LOCALISATION DES DÉGRADATIONS
Fig. 4.6 – Observation des dégradations sur un rayon de matrice (×1200 T6d1200).
On présente, dans la suite, cette étude de la localisation de dégradation pour les anglesα = 70o, α = 80o et α = 90o.
4.5.1 Angle de défilement de la tôle α = 70o
Le balayage du rayon de matrice permet de dégager une première zone dégradée com-prise entre les positions 1 et 2 (figure ??).
Cette zone dégradée se caractérise par un faciès de surface particulier sur une largeurd’environ 150 µm. On observe la présence de stries de frottement issues d’un mécanismed’abrasion à l’entrée de cette zone avec formation de bourrelets plastiques (figure ??) et laprésence d’un faciès très perturbé en sortie de celle-ci (figure ??).
A plus fort grossissement, cette zone perturbée s’avère constituée de micro plaques detransfert issues de la tôle (figure ??) (diminution significative de la teneur en chrome) etde macro-aspérités encore constituées du matériau outil (figure ??).
La seconde zone dégradée est localisée en position 12. Celle-ci a une largeur de 70 µm.Elle ne présente plus, comme précédemment, une première dégradation constituée par de ladéformation plastique. Elle s’apparente plus à une zone perturbée, également constituée de
83
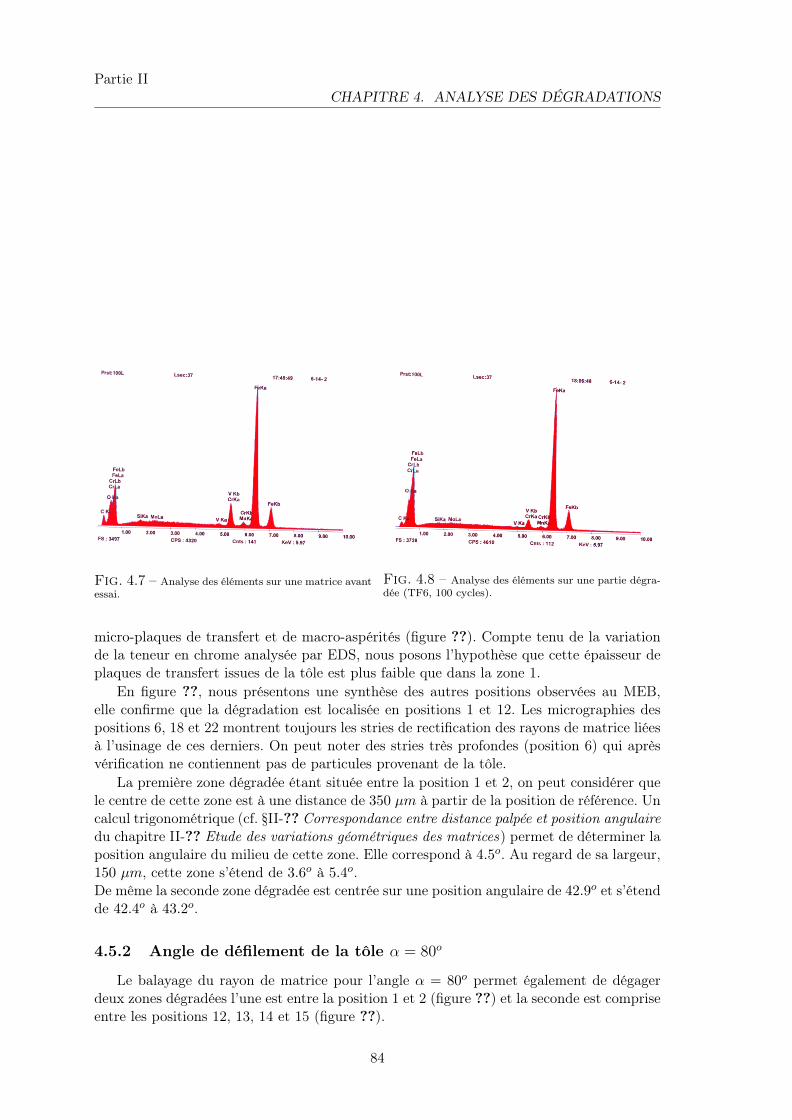
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
Fig. 4.7 – Analyse des éléments sur une matrice avantessai.
Fig. 4.8 – Analyse des éléments sur une partie dégra-dée (TF6, 100 cycles).
micro-plaques de transfert et de macro-aspérités (figure ??). Compte tenu de la variationde la teneur en chrome analysée par EDS, nous posons l’hypothèse que cette épaisseur deplaques de transfert issues de la tôle est plus faible que dans la zone 1.
En figure ??, nous présentons une synthèse des autres positions observées au MEB,elle confirme que la dégradation est localisée en positions 1 et 12. Les micrographies despositions 6, 18 et 22 montrent toujours les stries de rectification des rayons de matrice liéesà l’usinage de ces derniers. On peut noter des stries très profondes (position 6) qui aprèsvérification ne contiennent pas de particules provenant de la tôle.
La première zone dégradée étant située entre la position 1 et 2, on peut considérer quele centre de cette zone est à une distance de 350 µm à partir de la position de référence. Uncalcul trigonométrique (cf. §II-?? Correspondance entre distance palpée et position angulairedu chapitre II-?? Etude des variations géométriques des matrices) permet de déterminer laposition angulaire du milieu de cette zone. Elle correspond à 4.5o. Au regard de sa largeur,150 µm, cette zone s’étend de 3.6o à 5.4o.De même la seconde zone dégradée est centrée sur une position angulaire de 42.9o et s’étendde 42.4o à 43.2o.
4.5.2 Angle de défilement de la tôle α = 80o
Le balayage du rayon de matrice pour l’angle α = 80o permet également de dégagerdeux zones dégradées l’une est entre la position 1 et 2 (figure ??) et la seconde est compriseentre les positions 12, 13, 14 et 15 (figure ??).
84
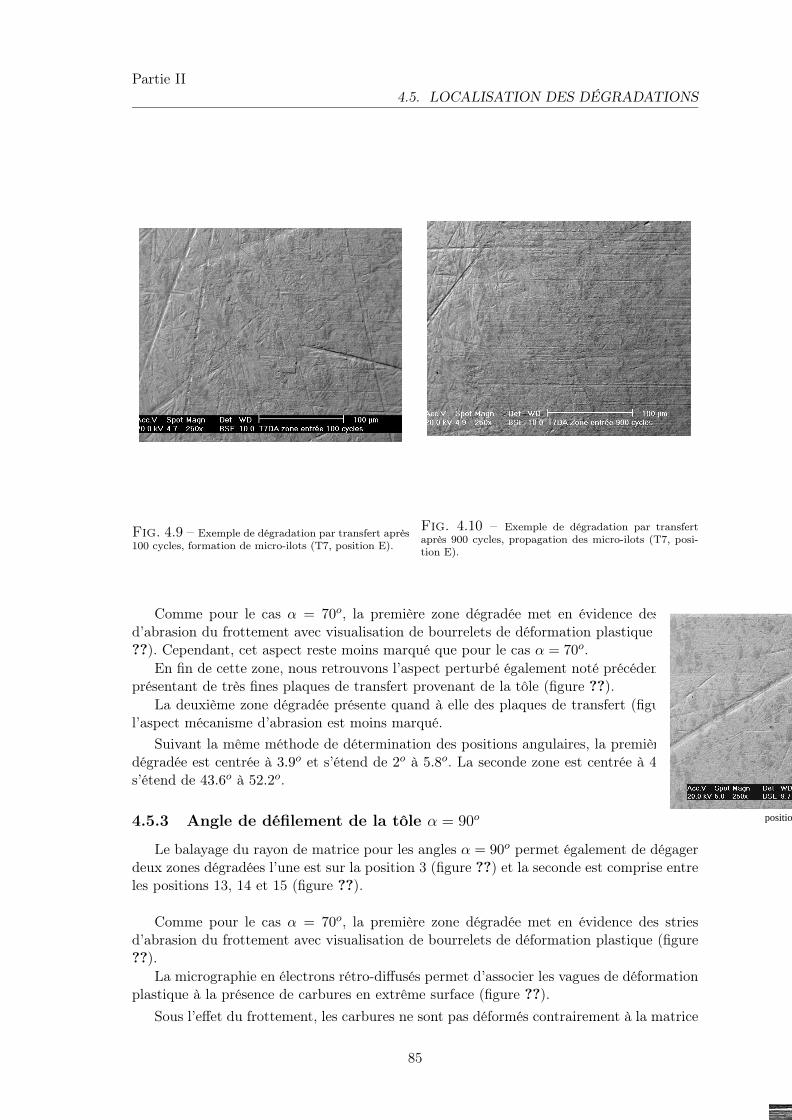
Partie II4.5. LOCALISATION DES DÉGRADATIONS
Fig. 4.9 – Exemple de dégradation par transfert après100 cycles, formation de micro-ilots (T7, position E).
Fig. 4.10 – Exemple de dégradation par transfertaprès 900 cycles, propagation des micro-ilots (T7, posi-tion E).
Comme pour le cas α = 70o, la première zone dégradée met en évidence des striesd’abrasion du frottement avec visualisation de bourrelets de déformation plastique (figure??). Cependant, cet aspect reste moins marqué que pour le cas α = 70o.
En fin de cette zone, nous retrouvons l’aspect perturbé également noté précédemment,présentant de très fines plaques de transfert provenant de la tôle (figure ??).
La deuxième zone dégradée présente quand à elle des plaques de transfert (figure ??)l’aspect mécanisme d’abrasion est moins marqué.
Suivant la même méthode de détermination des positions angulaires, la première zonedégradée est centrée à 3.9o et s’étend de 2o à 5.8o. La seconde zone est centrée à 47.8o ets’étend de 43.6o à 52.2o.
4.5.3 Angle de défilement de la tôle α = 90o
Le balayage du rayon de matrice pour les angles α = 90o permet également de dégagerdeux zones dégradées l’une est sur la position 3 (figure ??) et la seconde est comprise entreles positions 13, 14 et 15 (figure ??).
position 3position 4
Fig. 4.30 – Première zone de dégradation (matrice T9, 900 cycles), α = 90o.
Comme pour le cas α = 70o, la première zone dégradée met en évidence des striesd’abrasion du frottement avec visualisation de bourrelets de déformation plastique (figure??).
44,4% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.32 – Première zone de dégradation (matrice T9, 900 cycles), α = 90o. Mécanisme de déformation plastique.
La micrographie en électrons rétro-diffusés permet d’associer les vagues de déformationplastique à la présence de carbures en extrême surface (figure ??).
Sous l’effet du frottement, les carbures ne sont pas déformés contrairement à la matrice
85

Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
Fig. 4.11 – Exemple de dégradation par transfertaprès 100 cycles, début de formation de plaques (T10,position A).
Fig. 4.12 – Exemple de dégradation par transfertaprès 700 cycles, propagation de formation de plaques(T10, position A).
1 qui s’écoule de part et d’autre de ces carbures. En fin de cette zone, nous retrouvons l’as-pect perturbé également noté précédemment, présentant de très fines plaques de transfertprovenant de la tôle (figure ??).
8.02% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.34 – Première zone de dégradation (matrice T9, 900 cycles). Mécanisme de transfert, α = 90o.
1Ici, matrice désigne la ferrite qui entoure les carbures.
86
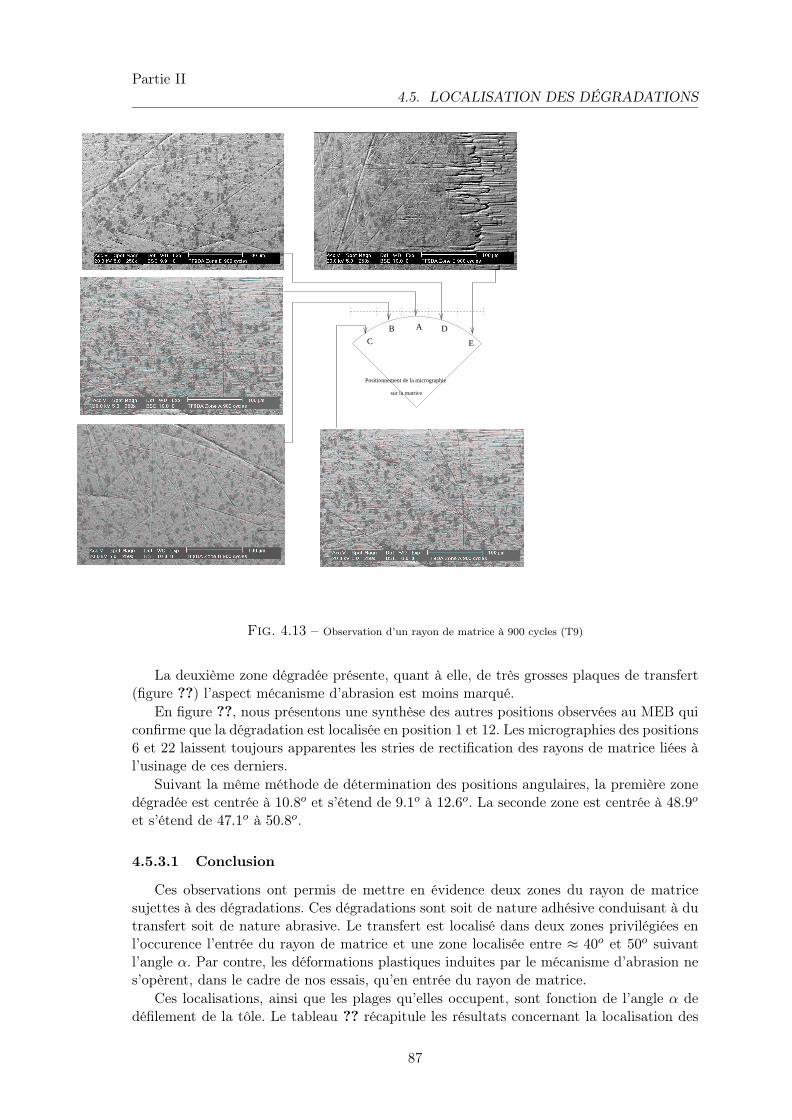
Partie II4.5. LOCALISATION DES DÉGRADATIONS
Positionnement de la micrographie
sur la matrice
A D
EC
B
Fig. 4.13 – Observation d’un rayon de matrice à 900 cycles (T9)
La deuxième zone dégradée présente, quant à elle, de très grosses plaques de transfert(figure ??) l’aspect mécanisme d’abrasion est moins marqué.
En figure ??, nous présentons une synthèse des autres positions observées au MEB quiconfirme que la dégradation est localisée en position 1 et 12. Les micrographies des positions6 et 22 laissent toujours apparentes les stries de rectification des rayons de matrice liées àl’usinage de ces derniers.
Suivant la même méthode de détermination des positions angulaires, la première zonedégradée est centrée à 10.8o et s’étend de 9.1o à 12.6o. La seconde zone est centrée à 48.9o
et s’étend de 47.1o à 50.8o.
4.5.3.1 Conclusion
Ces observations ont permis de mettre en évidence deux zones du rayon de matricesujettes à des dégradations. Ces dégradations sont soit de nature adhésive conduisant à dutransfert soit de nature abrasive. Le transfert est localisé dans deux zones privilégiées enl’occurence l’entrée du rayon de matrice et une zone localisée entre ≈ 40o et 50o suivantl’angle α. Par contre, les déformations plastiques induites par le mécanisme d’abrasion nes’opèrent, dans le cadre de nos essais, qu’en entrée du rayon de matrice.
Ces localisations, ainsi que les plages qu’elles occupent, sont fonction de l’angle α dedéfilement de la tôle. Le tableau ?? récapitule les résultats concernant la localisation des
87
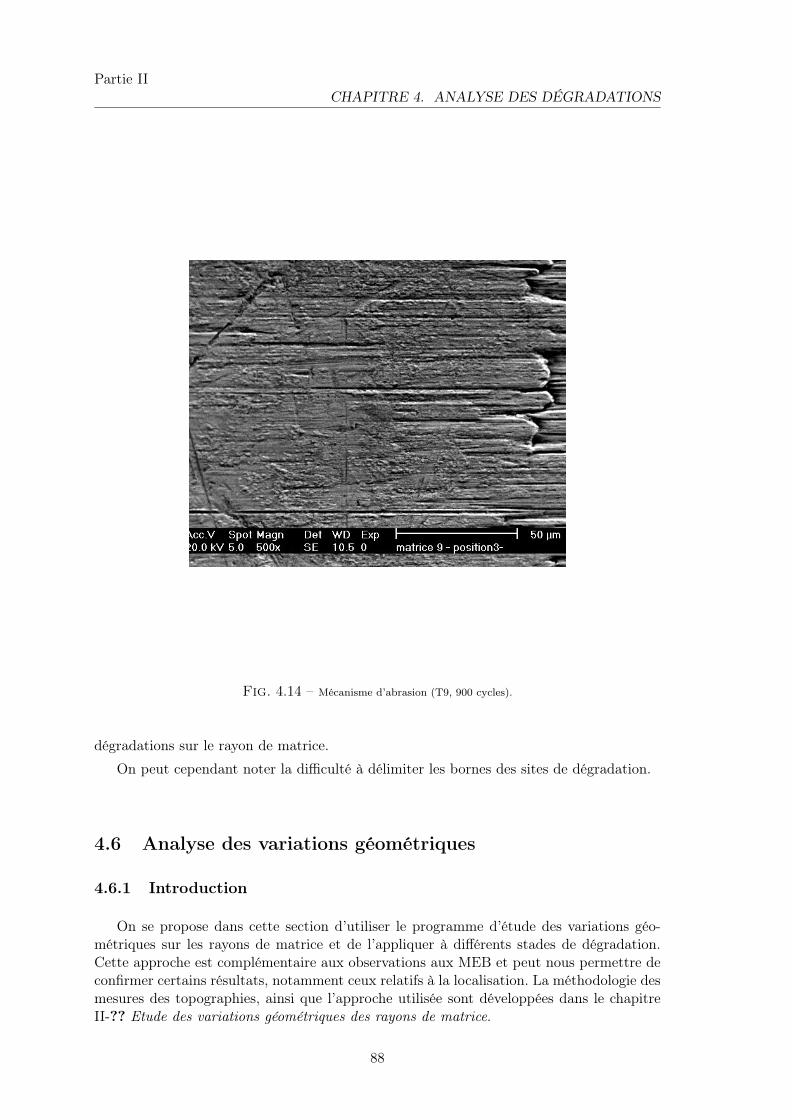
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
Fig. 4.14 – Mécanisme d’abrasion (T9, 900 cycles).
dégradations sur le rayon de matrice.
On peut cependant noter la difficulté à délimiter les bornes des sites de dégradation.
4.6 Analyse des variations géométriques
4.6.1 Introduction
On se propose dans cette section d’utiliser le programme d’étude des variations géo-métriques sur les rayons de matrice et de l’appliquer à différents stades de dégradation.Cette approche est complémentaire aux observations aux MEB et peut nous permettre deconfirmer certains résultats, notamment ceux relatifs à la localisation. La méthodologie desmesures des topographies, ainsi que l’approche utilisée sont développées dans le chapitreII-?? Etude des variations géométriques des rayons de matrice.
88
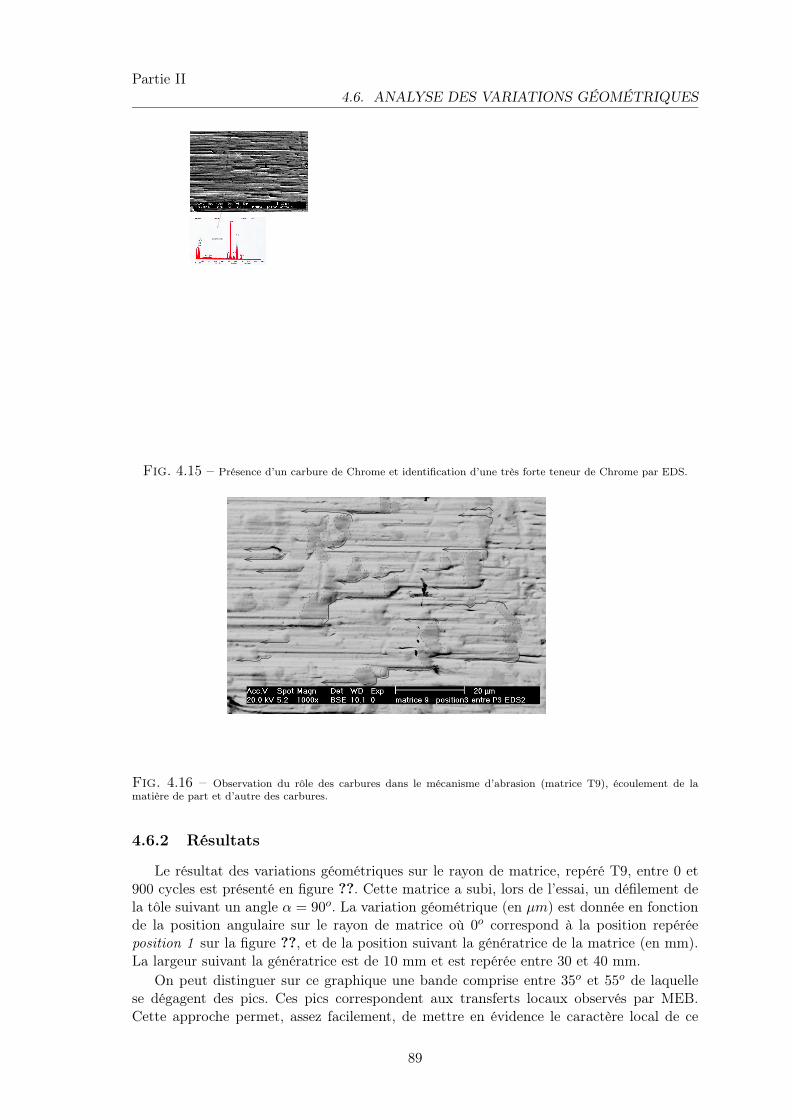
Partie II4.6. ANALYSE DES VARIATIONS GÉOMÉTRIQUES
44,4% CrK
Fig. 4.15 – Présence d’un carbure de Chrome et identification d’une très forte teneur de Chrome par EDS.
Fig. 4.16 – Observation du rôle des carbures dans le mécanisme d’abrasion (matrice T9), écoulement de lamatière de part et d’autre des carbures.
4.6.2 Résultats
Le résultat des variations géométriques sur le rayon de matrice, repéré T9, entre 0 et900 cycles est présenté en figure ??. Cette matrice a subi, lors de l’essai, un défilement dela tôle suivant un angle α = 90o. La variation géométrique (en µm) est donnée en fonctionde la position angulaire sur le rayon de matrice où 0o correspond à la position repéréeposition 1 sur la figure ??, et de la position suivant la génératrice de la matrice (en mm).La largeur suivant la génératrice est de 10 mm et est repérée entre 30 et 40 mm.
On peut distinguer sur ce graphique une bande comprise entre 35o et 55o de laquellese dégagent des pics. Ces pics correspondent aux transferts locaux observés par MEB.Cette approche permet, assez facilement, de mettre en évidence le caractère local de ce
89
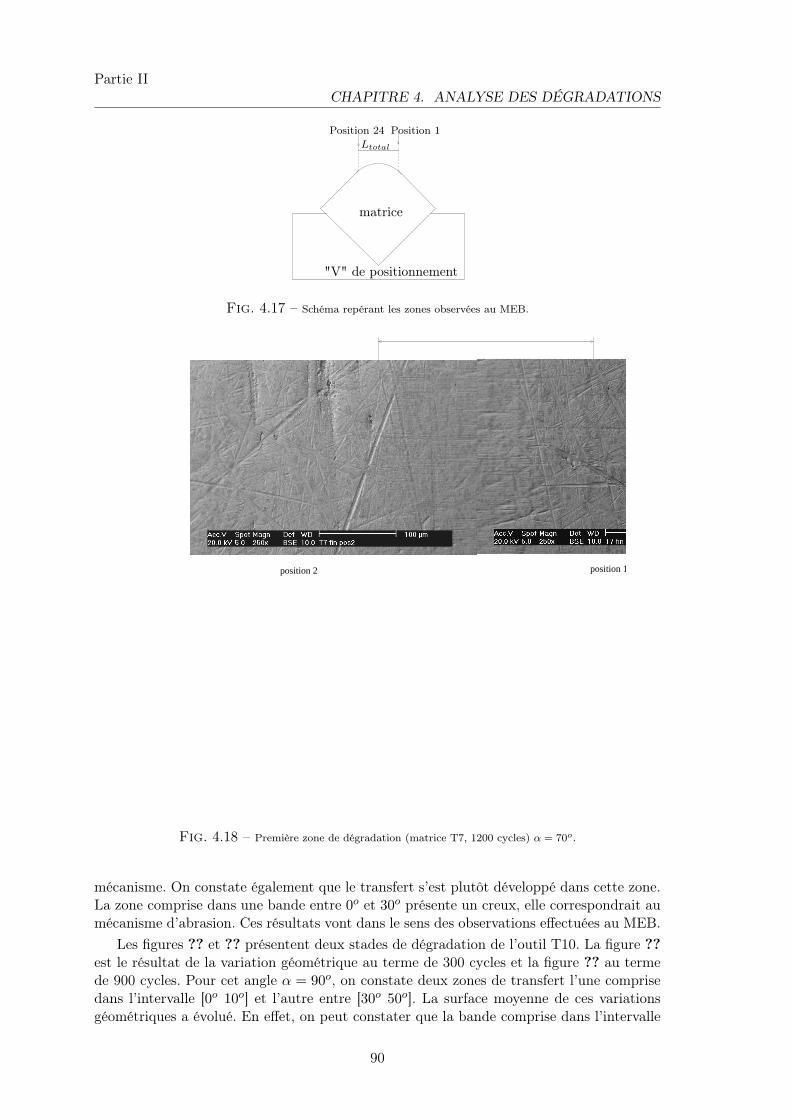
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
"V" de positionnement
Position 1
matrice
Position 24Ltotal
Fig. 4.17 – Schéma repérant les zones observées au MEB.
position 2 position 1
Fig. 4.18 – Première zone de dégradation (matrice T7, 1200 cycles) α = 70o.
mécanisme. On constate également que le transfert s’est plutôt développé dans cette zone.La zone comprise dans une bande entre 0o et 30o présente un creux, elle correspondrait aumécanisme d’abrasion. Ces résultats vont dans le sens des observations effectuées au MEB.
Les figures ?? et ?? présentent deux stades de dégradation de l’outil T10. La figure ??est le résultat de la variation géométrique au terme de 300 cycles et la figure ?? au termede 900 cycles. Pour cet angle α = 90o, on constate deux zones de transfert l’une comprisedans l’intervalle [0o 10o] et l’autre entre [30o 50o]. La surface moyenne de ces variationsgéométriques a évolué. En effet, on peut constater que la bande comprise dans l’intervalle
90
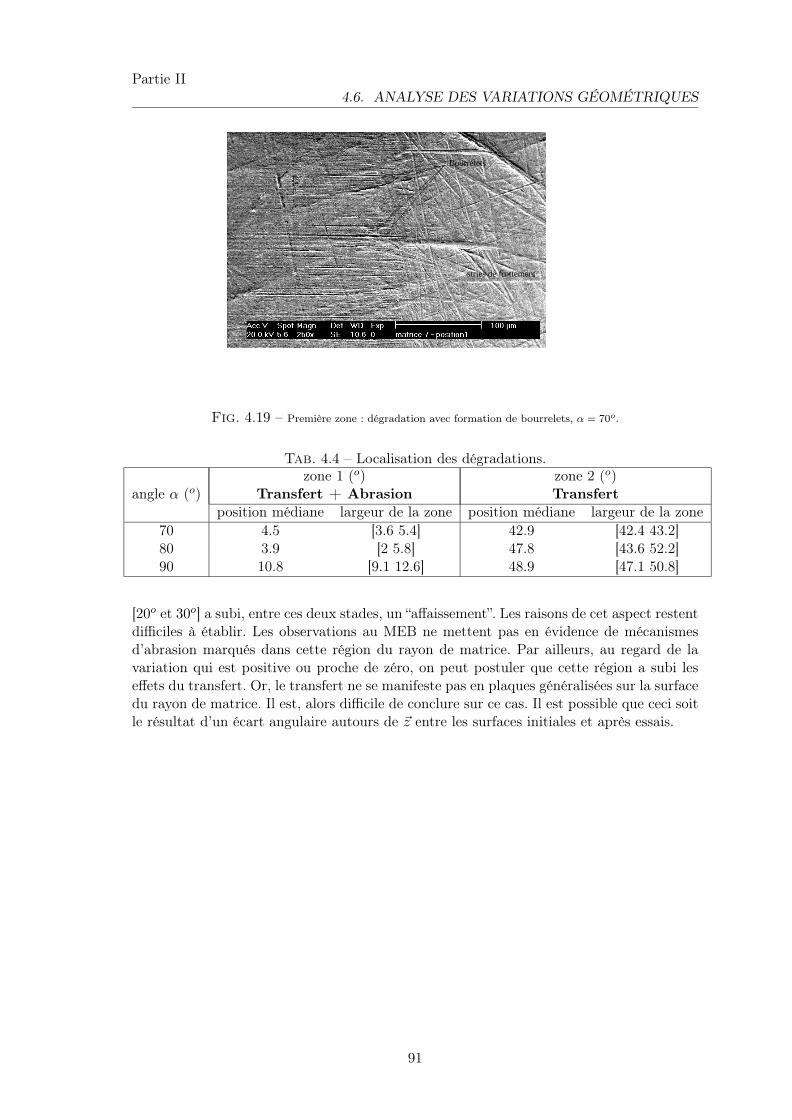
Partie II4.6. ANALYSE DES VARIATIONS GÉOMÉTRIQUES
Bourrelets
stries de frottement
Fig. 4.19 – Première zone : dégradation avec formation de bourrelets, α = 70o.
Tab. 4.4 – Localisation des dégradations.zone 1 (o) zone 2 (o)
angle α (o) Transfert + Abrasion Transfertposition médiane largeur de la zone position médiane largeur de la zone
70 4.5 [3.6 5.4] 42.9 [42.4 43.2]80 3.9 [2 5.8] 47.8 [43.6 52.2]90 10.8 [9.1 12.6] 48.9 [47.1 50.8]
[20o et 30o] a subi, entre ces deux stades, un “affaissement”. Les raisons de cet aspect restentdifficiles à établir. Les observations au MEB ne mettent pas en évidence de mécanismesd’abrasion marqués dans cette région du rayon de matrice. Par ailleurs, au regard de lavariation qui est positive ou proche de zéro, on peut postuler que cette région a subi leseffets du transfert. Or, le transfert ne se manifeste pas en plaques généralisées sur la surfacedu rayon de matrice. Il est, alors difficile de conclure sur ce cas. Il est possible que ceci soitle résultat d’un écart angulaire autours de ~z entre les surfaces initiales et après essais.
91
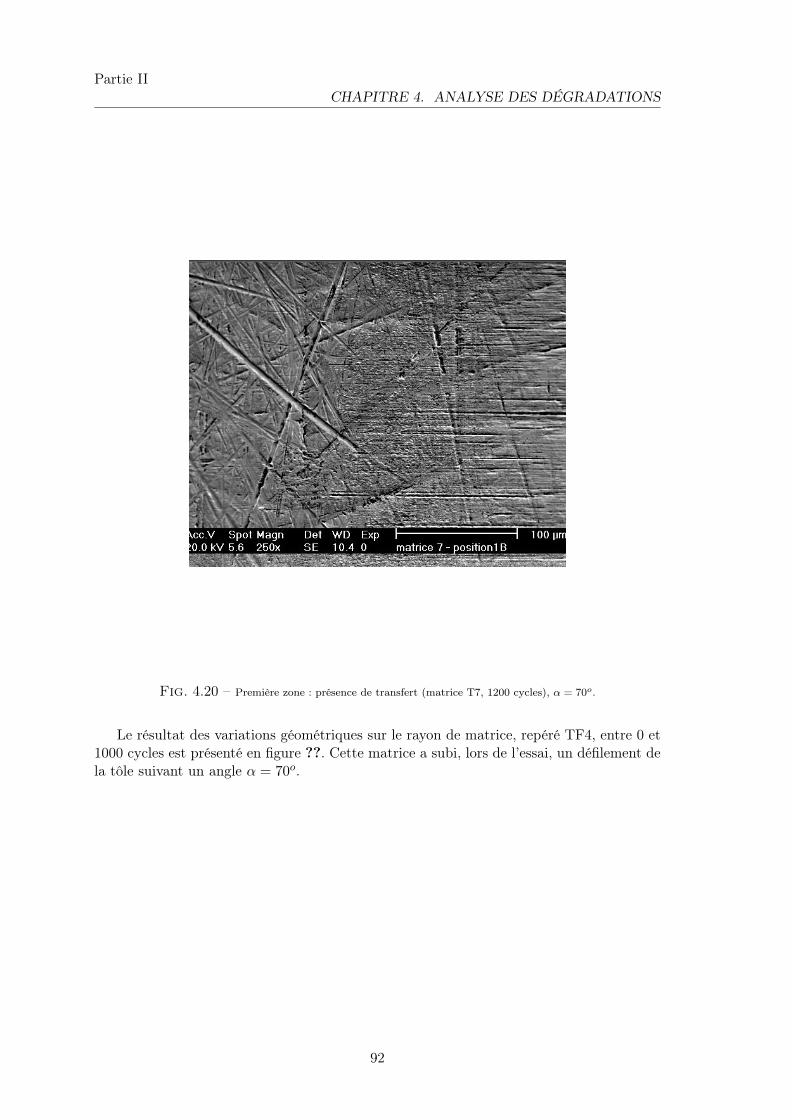
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
Fig. 4.20 – Première zone : présence de transfert (matrice T7, 1200 cycles), α = 70o.
Le résultat des variations géométriques sur le rayon de matrice, repéré TF4, entre 0 et1000 cycles est présenté en figure ??. Cette matrice a subi, lors de l’essai, un défilement dela tôle suivant un angle α = 70o.
92
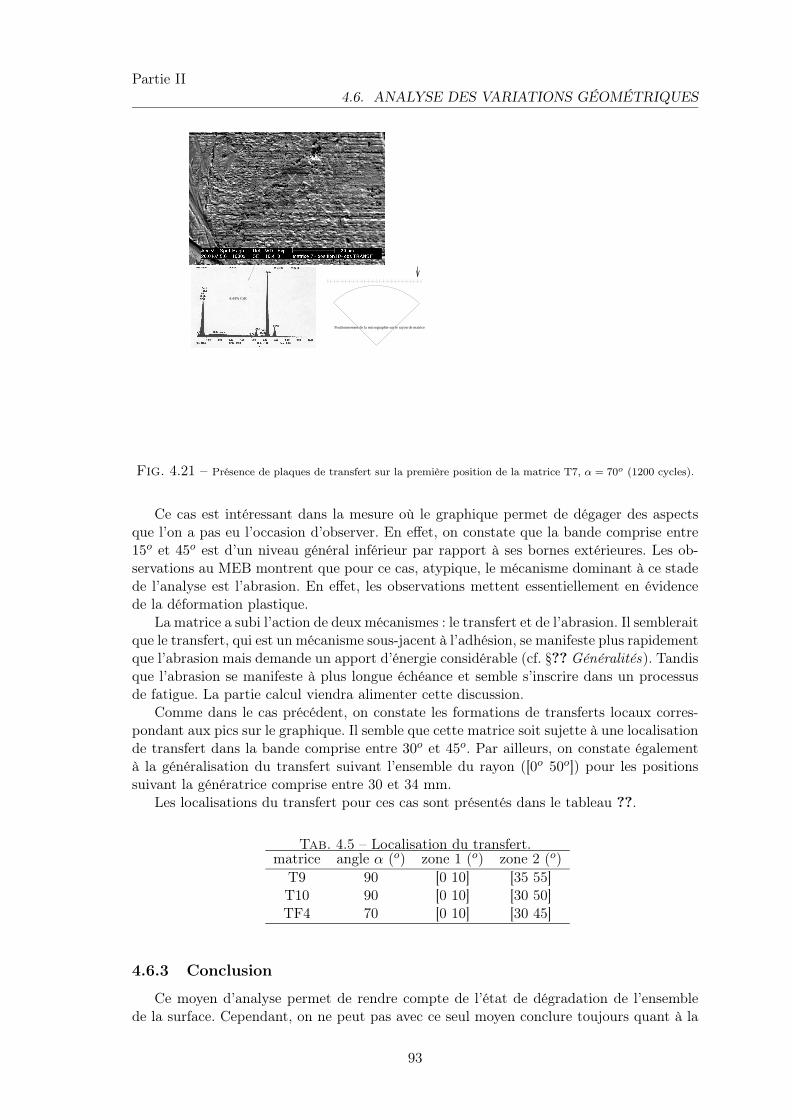
Partie II4.6. ANALYSE DES VARIATIONS GÉOMÉTRIQUES
4.44% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.21 – Présence de plaques de transfert sur la première position de la matrice T7, α = 70o (1200 cycles).
Ce cas est intéressant dans la mesure où le graphique permet de dégager des aspectsque l’on a pas eu l’occasion d’observer. En effet, on constate que la bande comprise entre15o et 45o est d’un niveau général inférieur par rapport à ses bornes extérieures. Les ob-servations au MEB montrent que pour ce cas, atypique, le mécanisme dominant à ce stadede l’analyse est l’abrasion. En effet, les observations mettent essentiellement en évidencede la déformation plastique.
La matrice a subi l’action de deux mécanismes : le transfert et de l’abrasion. Il sembleraitque le transfert, qui est un mécanisme sous-jacent à l’adhésion, se manifeste plus rapidementque l’abrasion mais demande un apport d’énergie considérable (cf. §?? Généralités). Tandisque l’abrasion se manifeste à plus longue échéance et semble s’inscrire dans un processusde fatigue. La partie calcul viendra alimenter cette discussion.
Comme dans le cas précédent, on constate les formations de transferts locaux corres-pondant aux pics sur le graphique. Il semble que cette matrice soit sujette à une localisationde transfert dans la bande comprise entre 30o et 45o. Par ailleurs, on constate égalementà la généralisation du transfert suivant l’ensemble du rayon ([0o 50o]) pour les positionssuivant la génératrice comprise entre 30 et 34 mm.
Les localisations du transfert pour ces cas sont présentés dans le tableau ??.
Tab. 4.5 – Localisation du transfert.matrice angle α (o) zone 1 (o) zone 2 (o)
T9 90 [0 10] [35 55]T10 90 [0 10] [30 50]TF4 70 [0 10] [30 45]
4.6.3 Conclusion
Ce moyen d’analyse permet de rendre compte de l’état de dégradation de l’ensemblede la surface. Cependant, on ne peut pas avec ce seul moyen conclure toujours quant à la
93
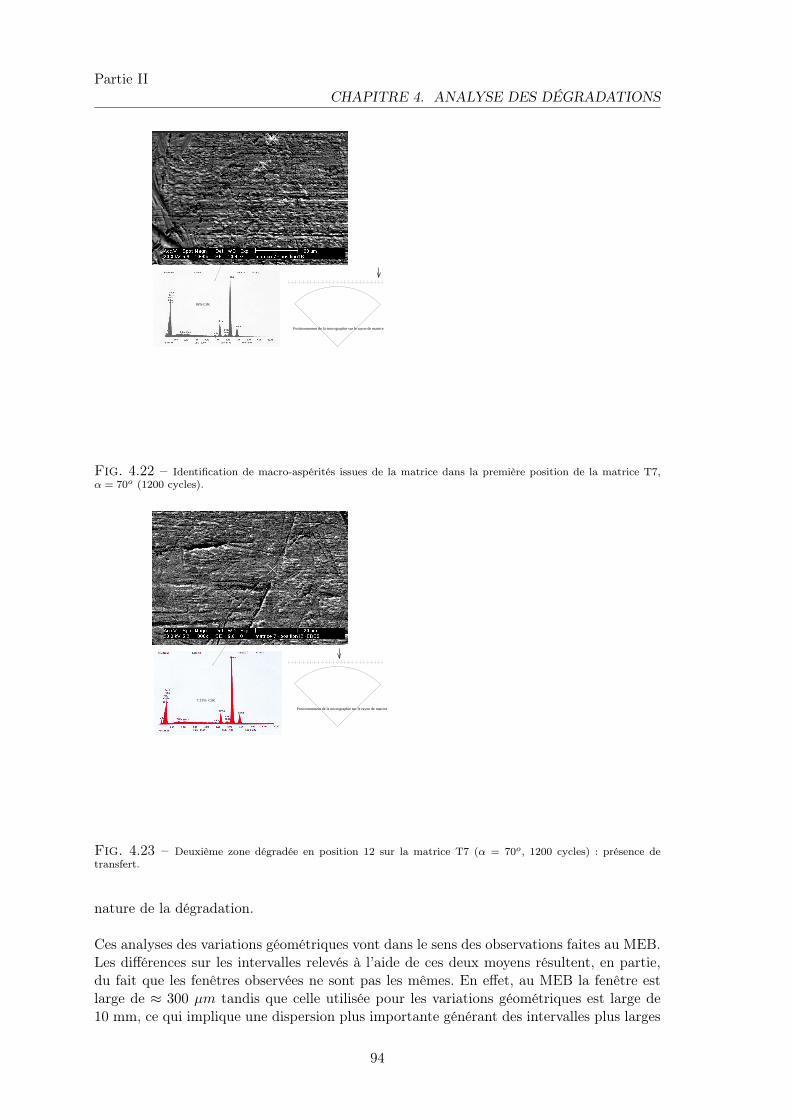
Partie IICHAPITRE 4. ANALYSE DES DÉGRADATIONS
16% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.22 – Identification de macro-aspérités issues de la matrice dans la première position de la matrice T7,α = 70o (1200 cycles).
7.11% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.23 – Deuxième zone dégradée en position 12 sur la matrice T7 (α = 70o, 1200 cycles) : présence detransfert.
nature de la dégradation.
Ces analyses des variations géométriques vont dans le sens des observations faites au MEB.Les différences sur les intervalles relevés à l’aide de ces deux moyens résultent, en partie,du fait que les fenêtres observées ne sont pas les mêmes. En effet, au MEB la fenêtre estlarge de ≈ 300 µm tandis que celle utilisée pour les variations géométriques est large de10 mm, ce qui implique une dispersion plus importante générant des intervalles plus larges
94
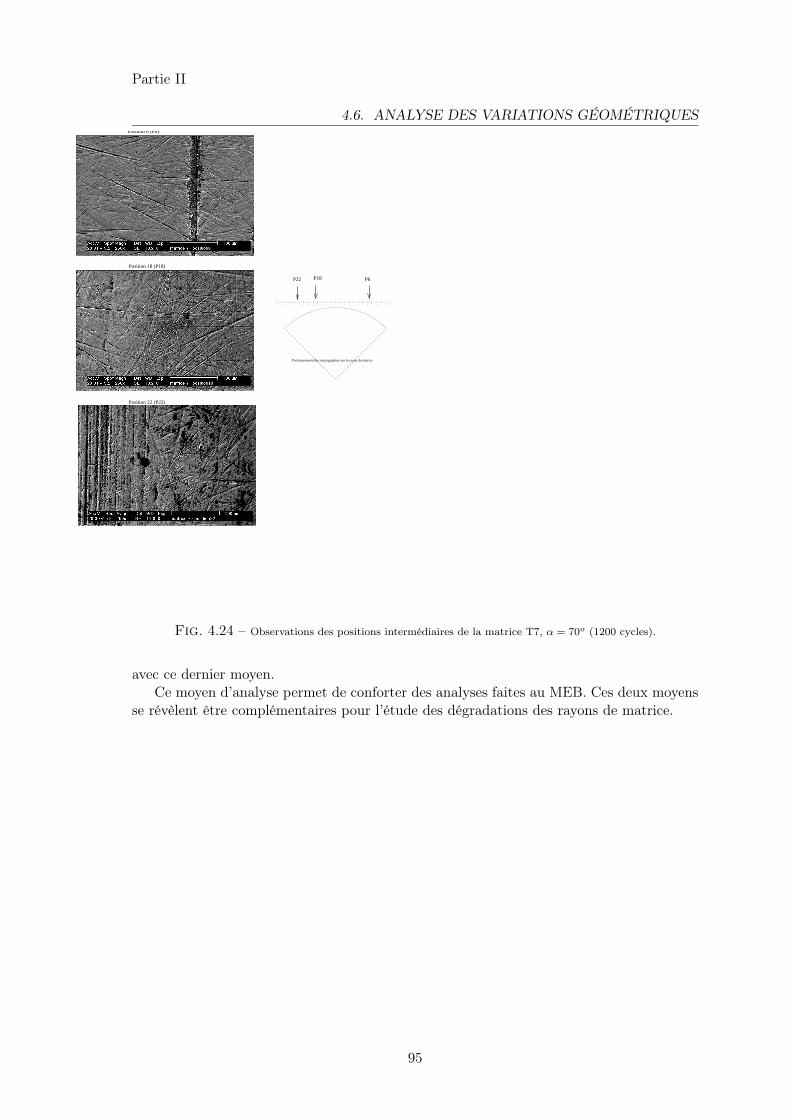
Partie II
4.6. ANALYSE DES VARIATIONS GÉOMÉTRIQUES
Position 18 (P18)
Position 22 (P22)
Position 6 (P6)
P18P22 P6
Positionnement des micrographies sur le rayon de matrice
Fig. 4.24 – Observations des positions intermédiaires de la matrice T7, α = 70o (1200 cycles).
avec ce dernier moyen.Ce moyen d’analyse permet de conforter des analyses faites au MEB. Ces deux moyens
se révèlent être complémentaires pour l’étude des dégradations des rayons de matrice.
95
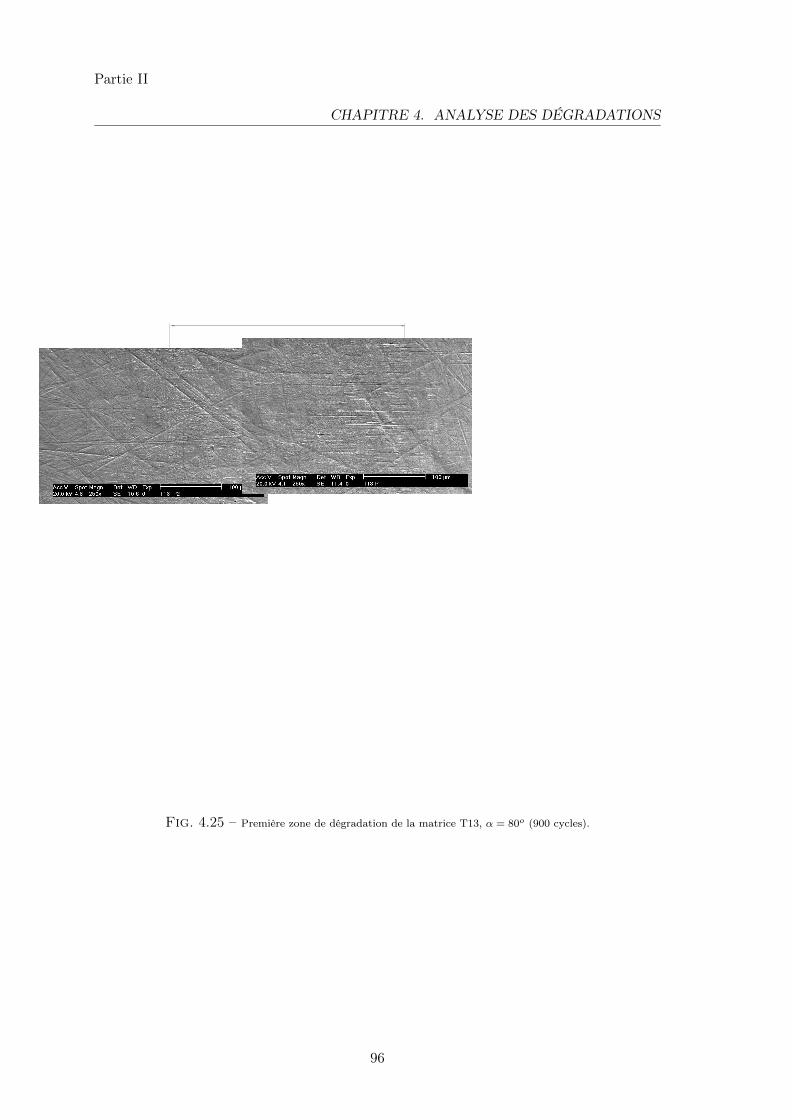
Partie II
CHAPITRE 4. ANALYSE DES DÉGRADATIONS
Fig. 4.25 – Première zone de dégradation de la matrice T13, α = 80o (900 cycles).
96
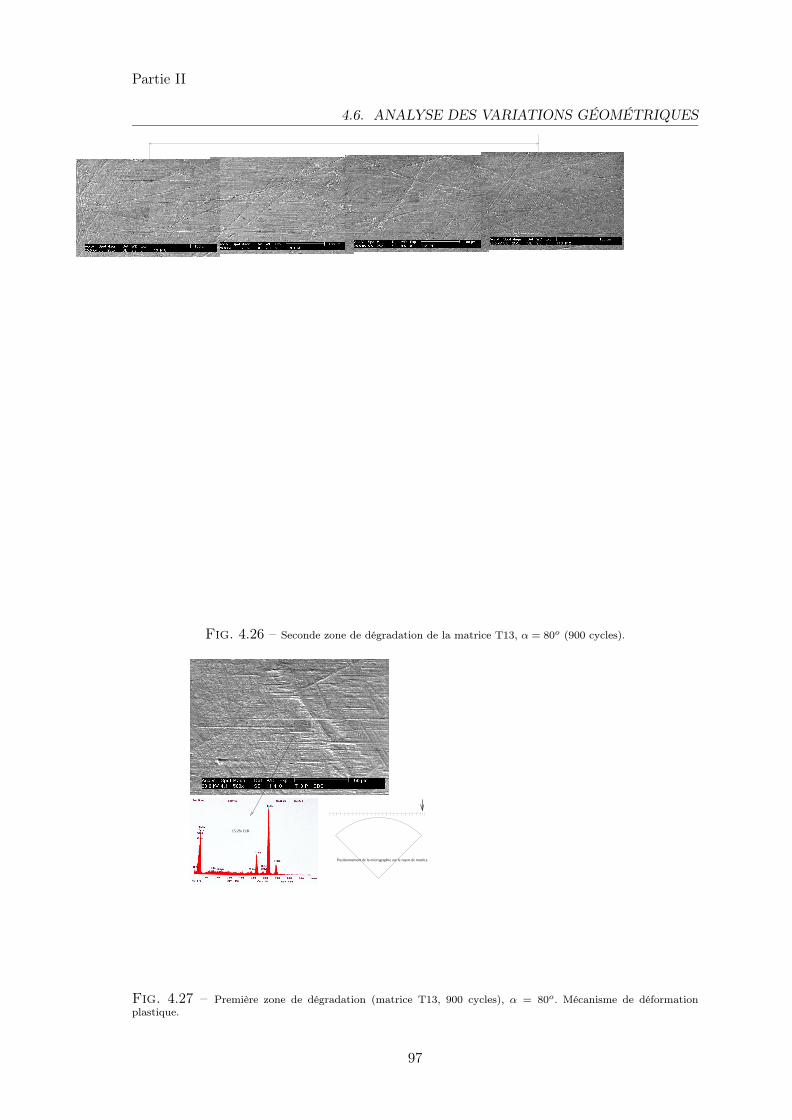
Partie II
4.6. ANALYSE DES VARIATIONS GÉOMÉTRIQUES
Fig. 4.26 – Seconde zone de dégradation de la matrice T13, α = 80o (900 cycles).
15.2% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.27 – Première zone de dégradation (matrice T13, 900 cycles), α = 80o. Mécanisme de déformationplastique.
97
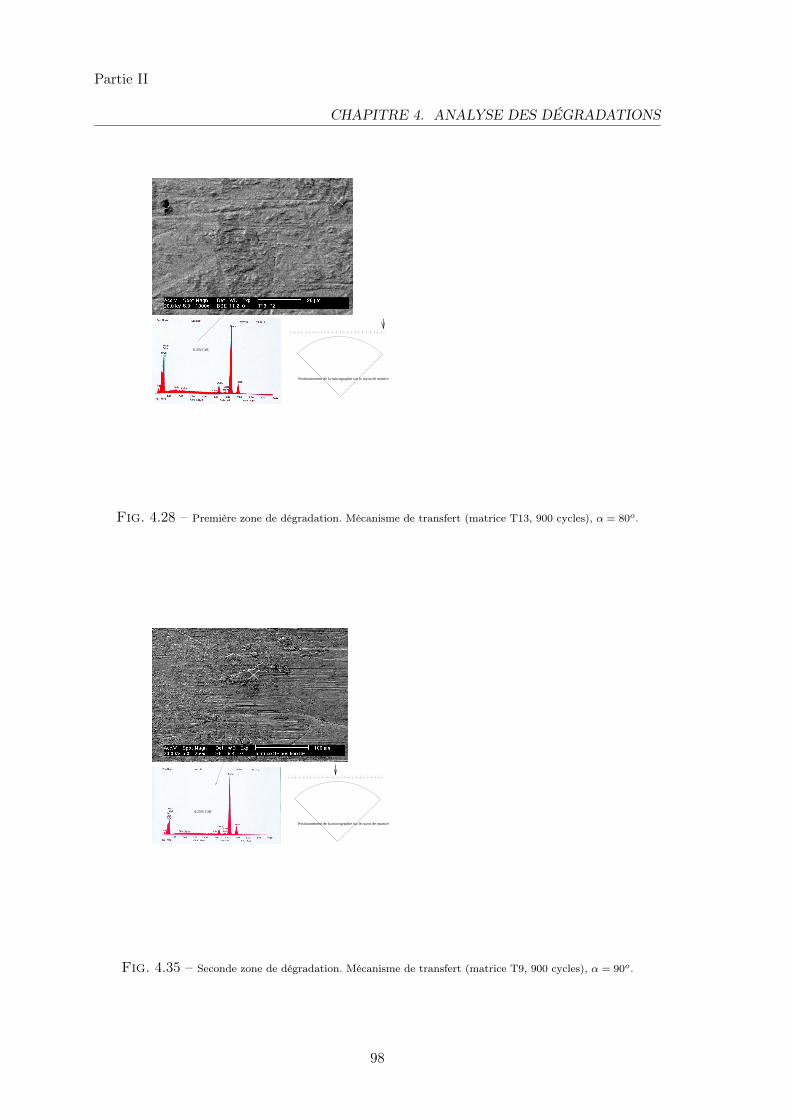
Partie II
CHAPITRE 4. ANALYSE DES DÉGRADATIONS
6.3% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.28 – Première zone de dégradation. Mécanisme de transfert (matrice T13, 900 cycles), α = 80o.
4.25% CrK
Positionnement de la micrographie sur le rayon de matrice
Fig. 4.35 – Seconde zone de dégradation. Mécanisme de transfert (matrice T9, 900 cycles), α = 90o.
98
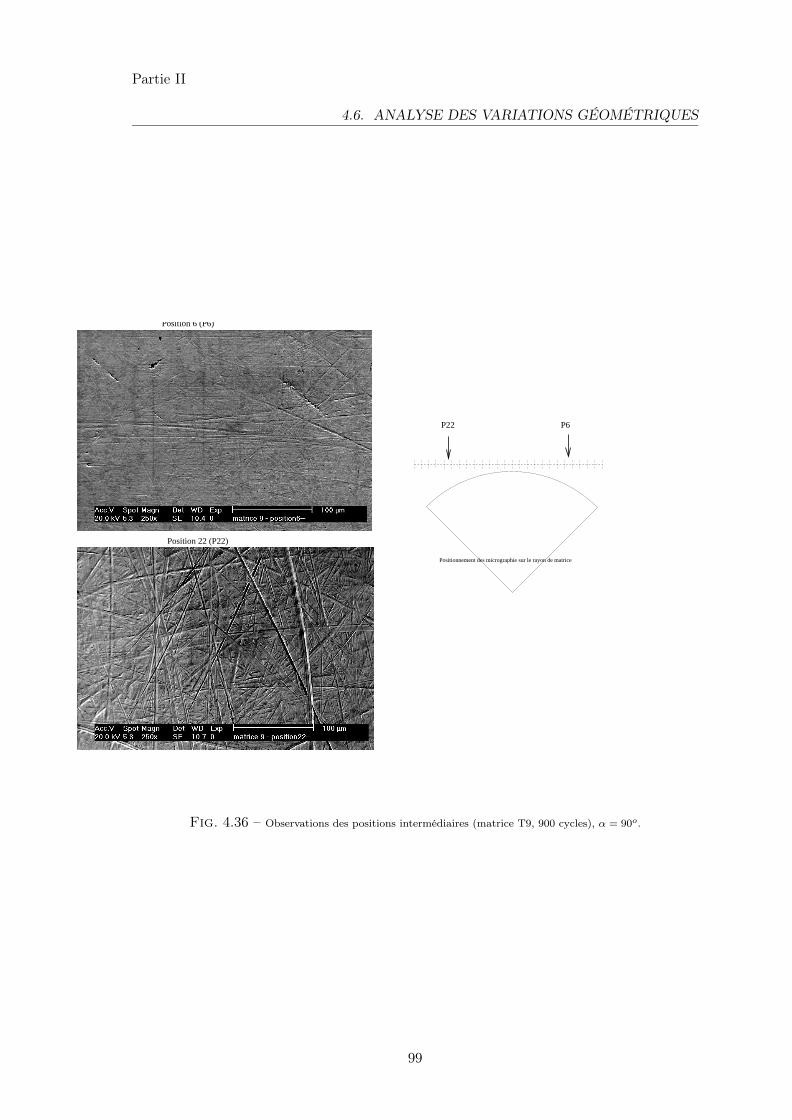
Partie II
4.6. ANALYSE DES VARIATIONS GÉOMÉTRIQUES
Position 6 (P6)
Position 22 (P22)
P22 P6
Positionnement des micrographie sur le rayon de matrice
Fig. 4.36 – Observations des positions intermédiaires (matrice T9, 900 cycles), α = 90o.
99
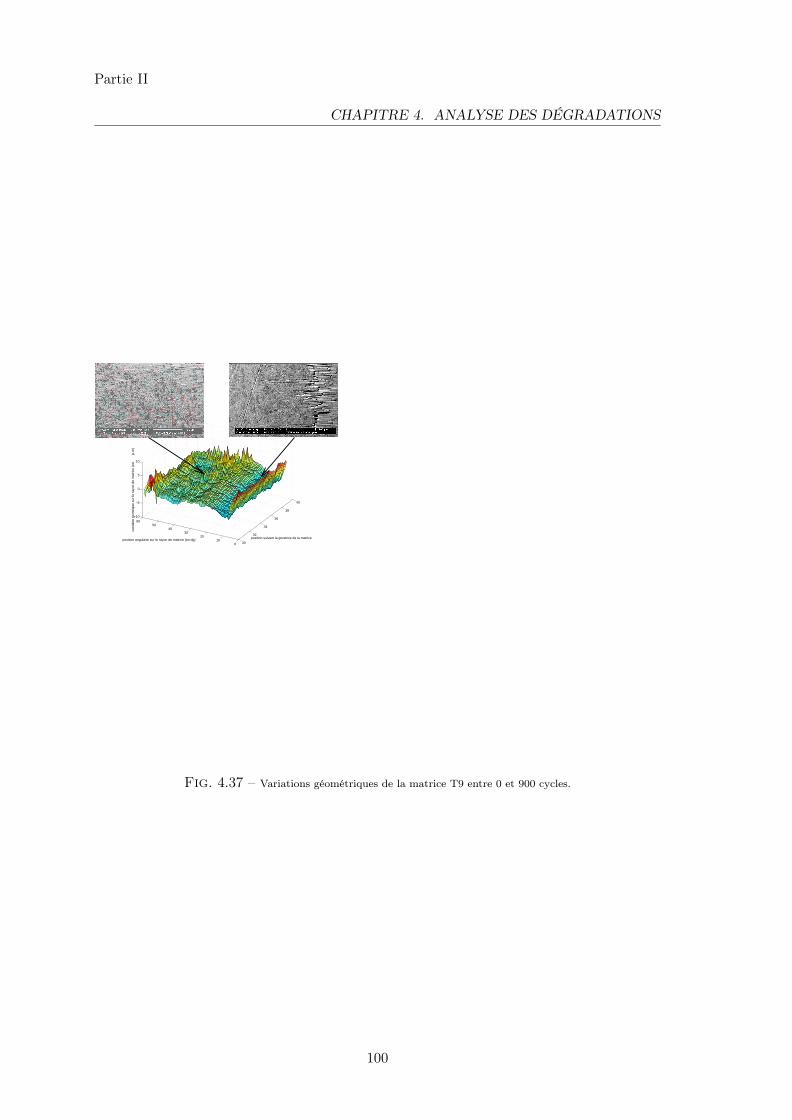
Partie II
CHAPITRE 4. ANALYSE DES DÉGRADATIONS
30
32
34
36
38
40
010
2030
4050
60−10
−5
0
5
10
position suivant la gnratrice de la matrice (en mm)position angulaire sur le rayon de matrice (en dg)
varia
tion
gom
triq
ue s
ur le
ray
on d
e m
atric
e (e
n µ
m)
Fig. 4.37 – Variations géométriques de la matrice T9 entre 0 et 900 cycles.
100
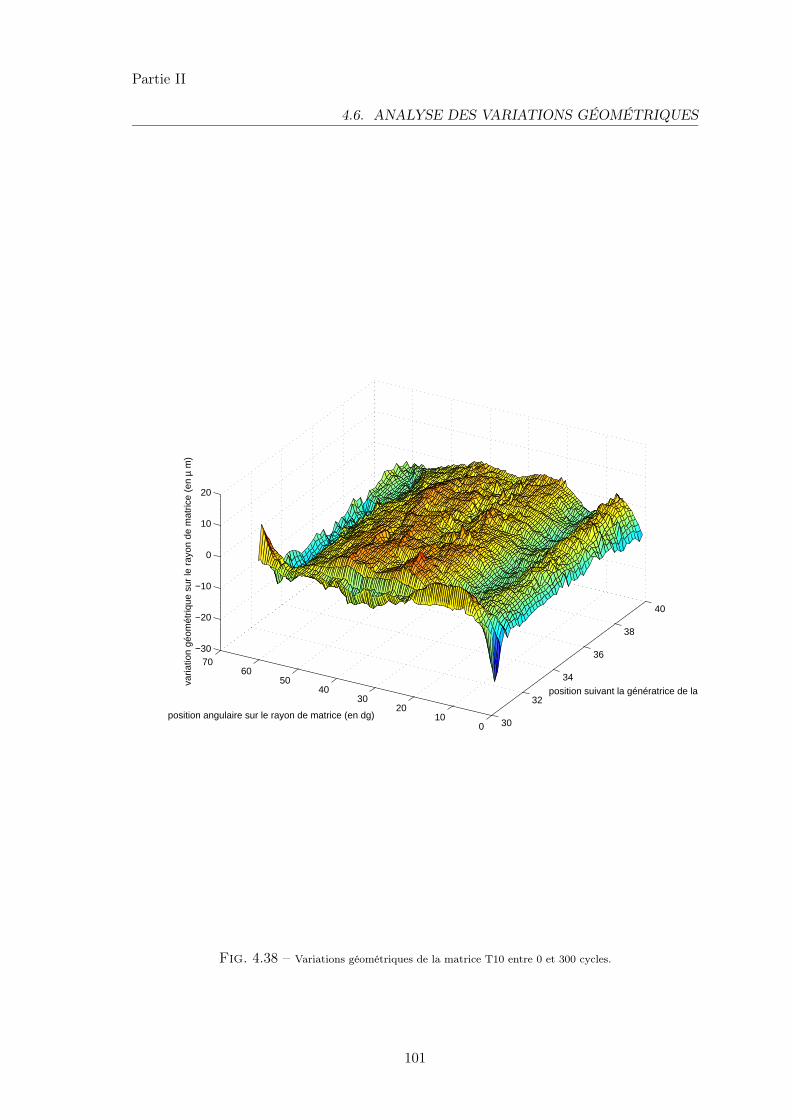
Partie II
4.6. ANALYSE DES VARIATIONS GÉOMÉTRIQUES
30
32
34
36
38
40
010
2030
4050
6070
−30
−20
−10
0
10
20
position suivant la génératrice de la matrice (en mm)
position angulaire sur le rayon de matrice (en dg)
varia
tion
géom
étriq
ue s
ur le
ray
on d
e m
atric
e (e
n µ
m)
Fig. 4.38 – Variations géométriques de la matrice T10 entre 0 et 300 cycles.
30
32
34
36
38
40
010
2030
4050
60−10
−5
0
5
10
15
20
position suivant la gnratrice de la matrice (en mm)position angulaire sur le rayon de matrice (en dg)
varia
tion
gom
triq
ue s
ur le
ray
on d
e m
atric
e (e
n µ
m)
Fig. 4.39 – Variations géométriques de la matrice T10 entre 0 et 900 cycles.
101
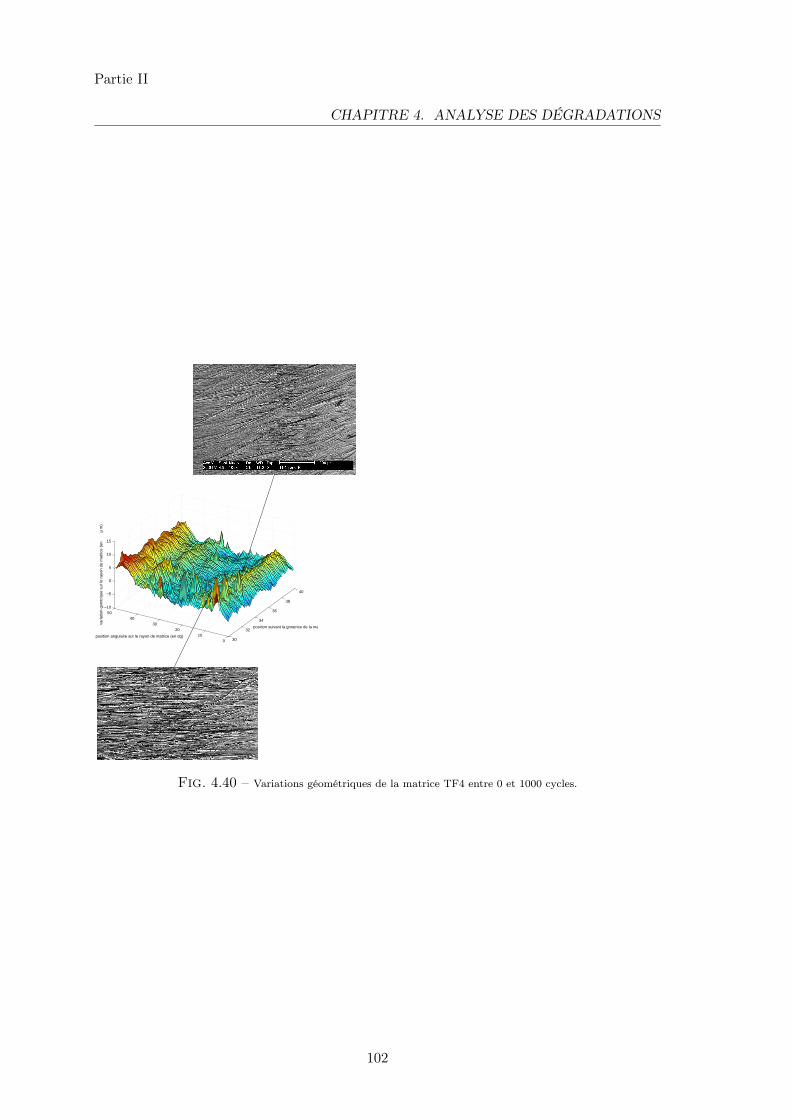
Partie II
CHAPITRE 4. ANALYSE DES DÉGRADATIONS
30
32
34
36
38
40
010
2030
4050
−10
−5
0
5
10
15
position suivant la gnratrice de la matrice (en mm)
position angulaire sur le rayon de matrice (en dg)
varia
tion
gom
triq
ue s
ur le
ray
on d
e m
atric
e (e
n µ
m)
Fig. 4.40 – Variations géométriques de la matrice TF4 entre 0 et 1000 cycles.
102
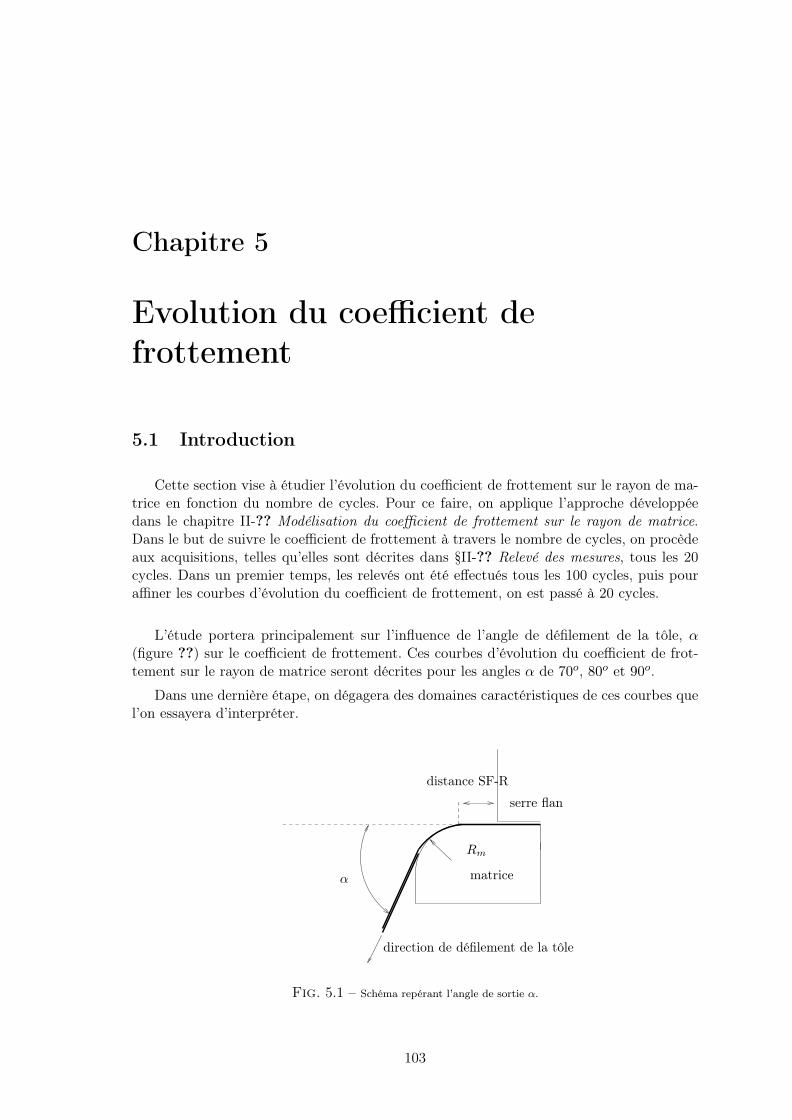
Chapitre 5
Evolution du coefficient defrottement
5.1 Introduction
Cette section vise à étudier l’évolution du coefficient de frottement sur le rayon de ma-trice en fonction du nombre de cycles. Pour ce faire, on applique l’approche développéedans le chapitre II-?? Modélisation du coefficient de frottement sur le rayon de matrice.Dans le but de suivre le coefficient de frottement à travers le nombre de cycles, on procèdeaux acquisitions, telles qu’elles sont décrites dans §II-?? Relevé des mesures, tous les 20cycles. Dans un premier temps, les relevés ont été effectués tous les 100 cycles, puis pouraffiner les courbes d’évolution du coefficient de frottement, on est passé à 20 cycles.
L’étude portera principalement sur l’influence de l’angle de défilement de la tôle, α(figure ??) sur le coefficient de frottement. Ces courbes d’évolution du coefficient de frot-tement sur le rayon de matrice seront décrites pour les angles α de 70o, 80o et 90o.
Dans une dernière étape, on dégagera des domaines caractéristiques de ces courbes quel’on essayera d’interpréter.
Rm
distance SF-R
direction de défilement de la tôle
α
serre flan
matrice
Fig. 5.1 – Schéma repérant l’angle de sortie α.
103
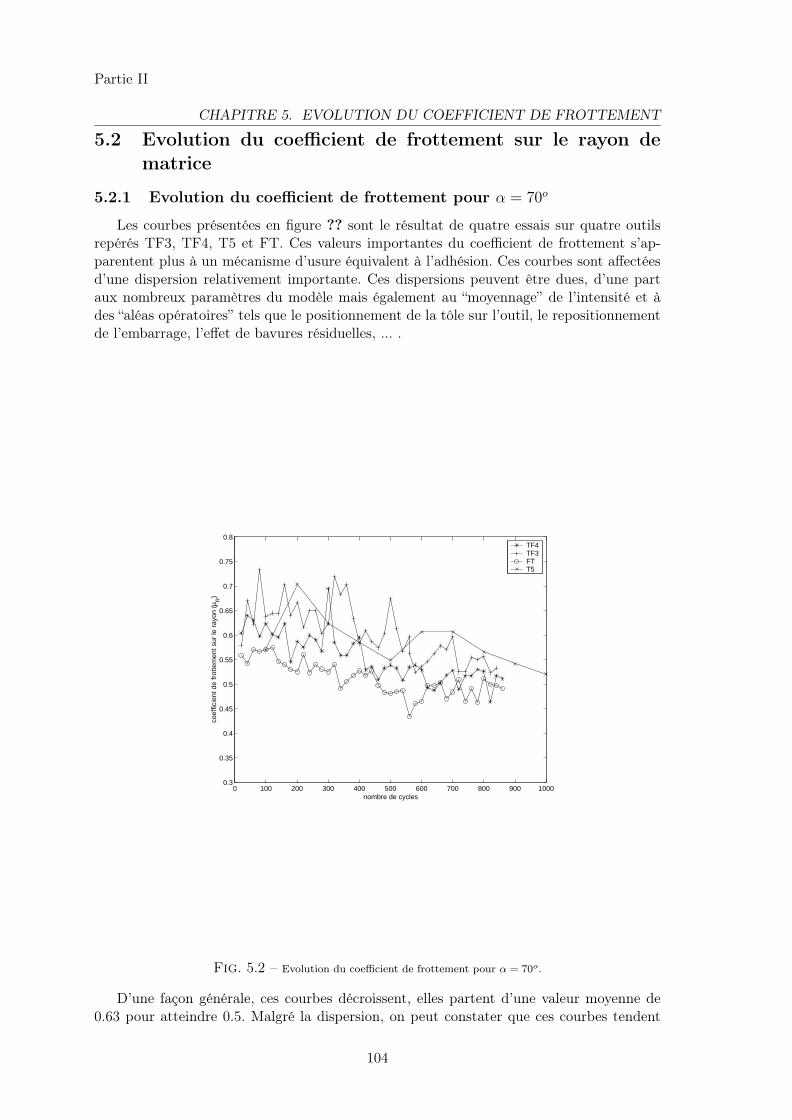
Partie II
CHAPITRE 5. EVOLUTION DU COEFFICIENT DE FROTTEMENT
5.2 Evolution du coefficient de frottement sur le rayon dematrice
5.2.1 Evolution du coefficient de frottement pour α = 70o
Les courbes présentées en figure ?? sont le résultat de quatre essais sur quatre outilsrepérés TF3, TF4, T5 et FT. Ces valeurs importantes du coefficient de frottement s’ap-parentent plus à un mécanisme d’usure équivalent à l’adhésion. Ces courbes sont affectéesd’une dispersion relativement importante. Ces dispersions peuvent être dues, d’une partaux nombreux paramètres du modèle mais également au “moyennage” de l’intensité et àdes “aléas opératoires” tels que le positionnement de la tôle sur l’outil, le repositionnementde l’embarrage, l’effet de bavures résiduelles, ... .
0 100 200 300 400 500 600 700 800 900 10000.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
coef
ficie
nt d
e fr
otte
men
t sur
le r
ayon
(µR
)
nombre de cycles
TF4TF3FTT5
Fig. 5.2 – Evolution du coefficient de frottement pour α = 70o.
D’une façon générale, ces courbes décroissent, elles partent d’une valeur moyenne de0.63 pour atteindre 0.5. Malgré la dispersion, on peut constater que ces courbes tendent
104
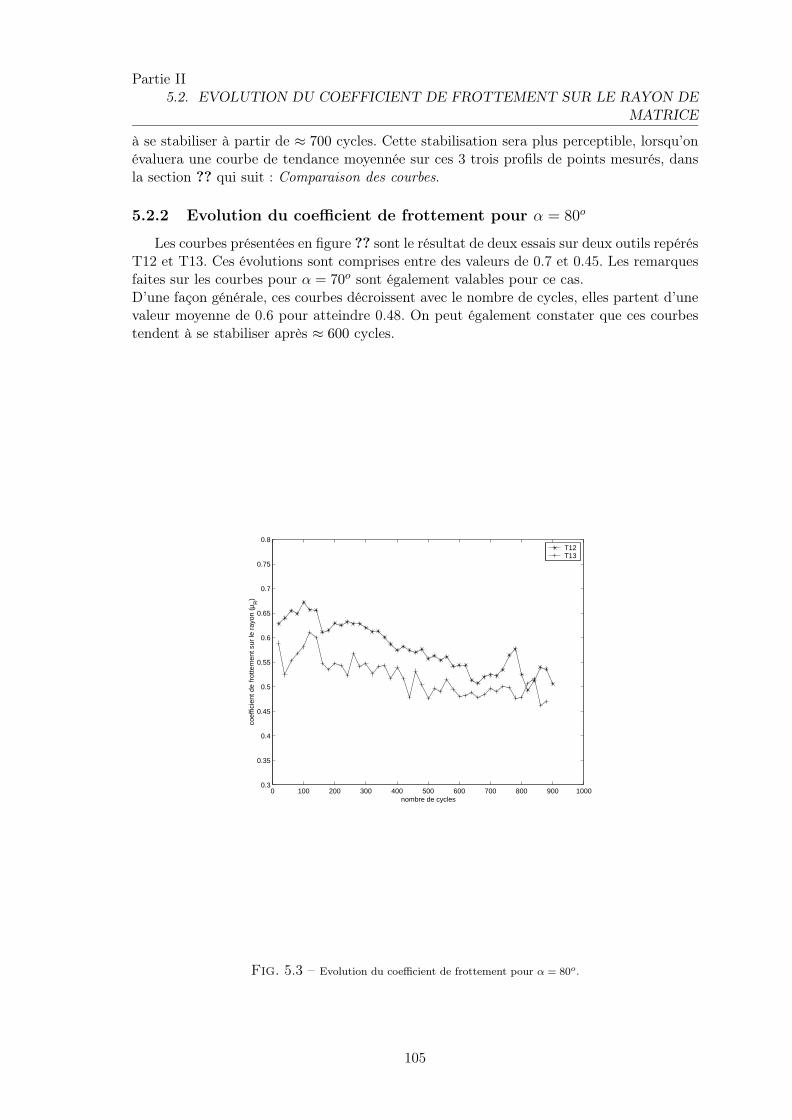
Partie II5.2. EVOLUTION DU COEFFICIENT DE FROTTEMENT SUR LE RAYON DE
MATRICE
à se stabiliser à partir de ≈ 700 cycles. Cette stabilisation sera plus perceptible, lorsqu’onévaluera une courbe de tendance moyennée sur ces 3 trois profils de points mesurés, dansla section ?? qui suit : Comparaison des courbes.
5.2.2 Evolution du coefficient de frottement pour α = 80o
Les courbes présentées en figure ?? sont le résultat de deux essais sur deux outils repérésT12 et T13. Ces évolutions sont comprises entre des valeurs de 0.7 et 0.45. Les remarquesfaites sur les courbes pour α = 70o sont également valables pour ce cas.D’une façon générale, ces courbes décroissent avec le nombre de cycles, elles partent d’unevaleur moyenne de 0.6 pour atteindre 0.48. On peut également constater que ces courbestendent à se stabiliser après ≈ 600 cycles.
0 100 200 300 400 500 600 700 800 900 10000.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
coef
ficie
nt d
e fr
otte
men
t sur
le r
ayon
(µR
)
nombre de cycles
T12T13
Fig. 5.3 – Evolution du coefficient de frottement pour α = 80o.
105
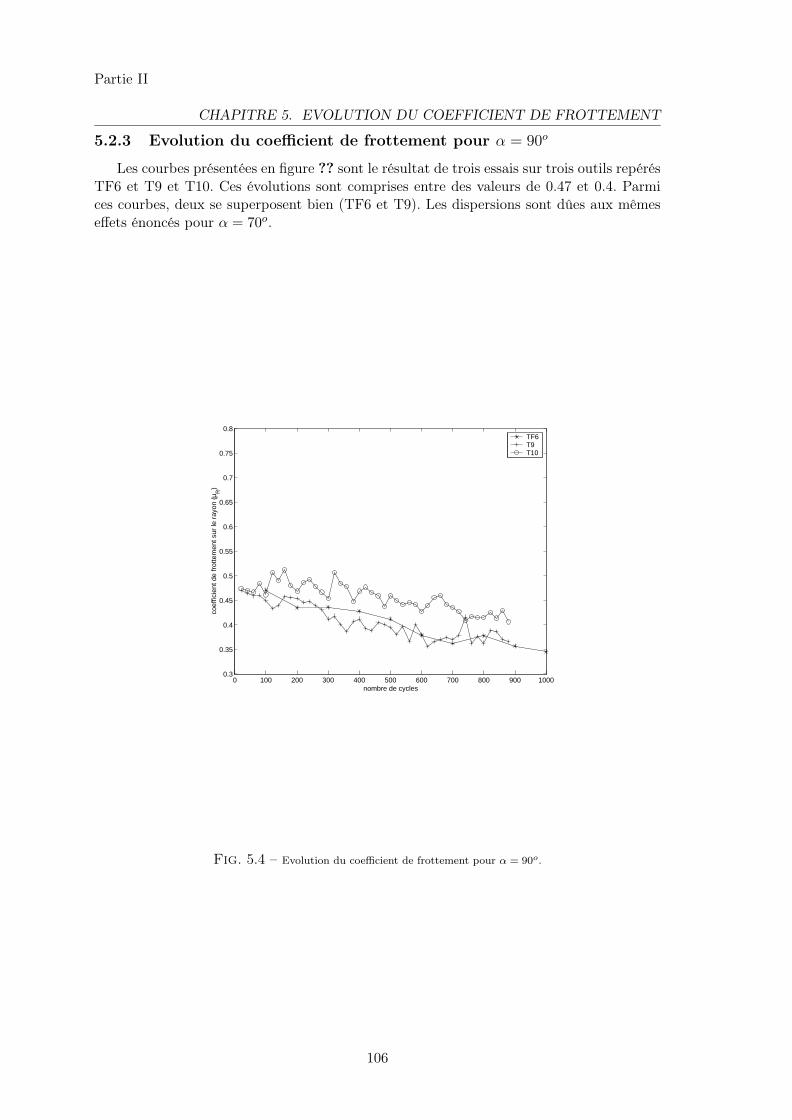
Partie II
CHAPITRE 5. EVOLUTION DU COEFFICIENT DE FROTTEMENT
5.2.3 Evolution du coefficient de frottement pour α = 90o
Les courbes présentées en figure ?? sont le résultat de trois essais sur trois outils repérésTF6 et T9 et T10. Ces évolutions sont comprises entre des valeurs de 0.47 et 0.4. Parmices courbes, deux se superposent bien (TF6 et T9). Les dispersions sont dûes aux mêmeseffets énoncés pour α = 70o.
0 100 200 300 400 500 600 700 800 900 10000.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
coef
ficie
nt d
e fr
otte
men
t sur
le r
ayon
(µR
)
nombre de cycles
TF6T9T10
Fig. 5.4 – Evolution du coefficient de frottement pour α = 90o.
106

Partie II
5.3. COMPARAISON DES COURBES
5.3 Comparaison des courbes
Le coefficient de frottement calculé est un coefficient global et moyen sur le rayon dematrice. Il intègre tous les phénomènes de contact se produisant sur toutes les zones decontact du rayon de matrice.
Afin de comparer les courbes de frottement obtenues pour ces trois angles, on établitdes courbes de tendances polynomiales sur la moyenne des courbes pour un angle. Lesrésultats de l’évolution du coefficient de frottement en fonction du nombre de cycles pourles angles de sortie de la tôle sont présentés en figure ??.
0 100 200 300 400 500 600 700 800 900 10000.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
coef
ficie
nt d
e fr
otte
men
t sur
le r
ayon
(µR
)
nombre de cycles
α=70α=80α=90
Fig. 5.5 – Comparaison des coefficients de frottement pour les différents angles.
On constate que les trois courbes évoluent de manière quasi similaire, avec une véritablesimilitude pour les deux angles α = 70o et α = 80o. Pour les angles α = 70o et α =80o, les valeurs de coefficients de frottement sont très proches c’est à dire que l’écart estinférieur à 0.05 (soit 10 %). On peut donc considérer que les résultats de coefficient de
107
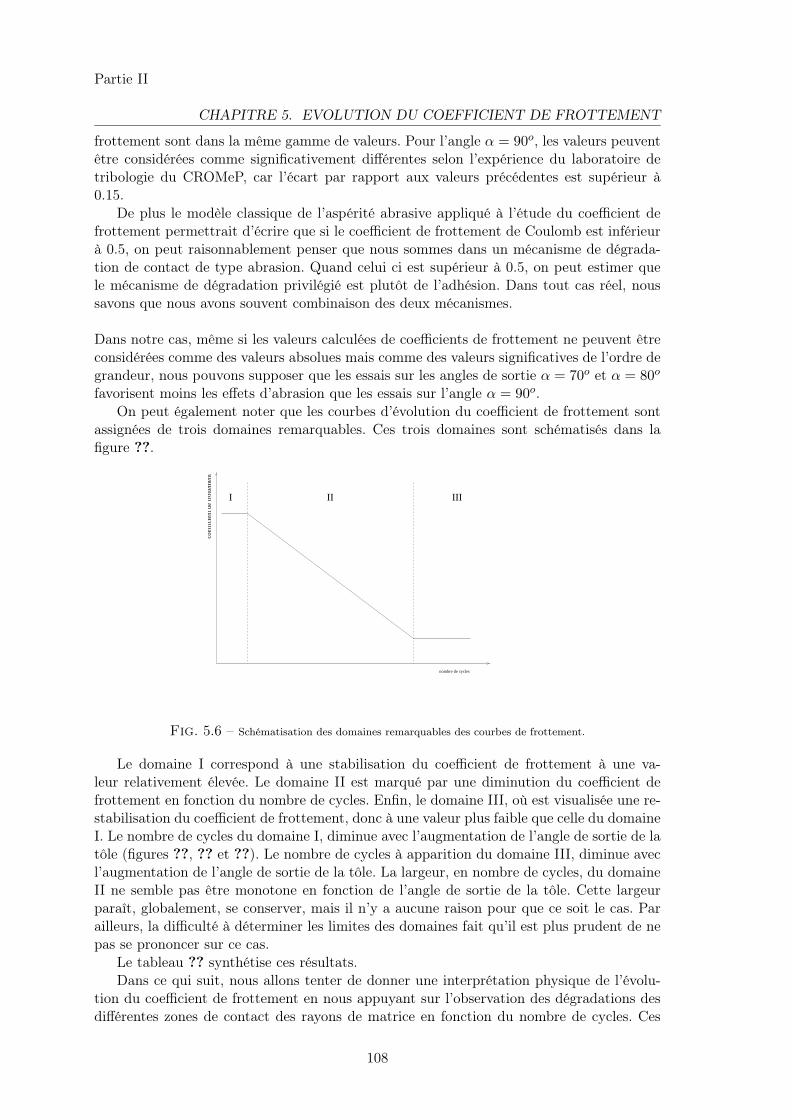
Partie II
CHAPITRE 5. EVOLUTION DU COEFFICIENT DE FROTTEMENT
frottement sont dans la même gamme de valeurs. Pour l’angle α = 90o, les valeurs peuventêtre considérées comme significativement différentes selon l’expérience du laboratoire detribologie du CROMeP, car l’écart par rapport aux valeurs précédentes est supérieur à0.15.
De plus le modèle classique de l’aspérité abrasive appliqué à l’étude du coefficient defrottement permettrait d’écrire que si le coefficient de frottement de Coulomb est inférieurà 0.5, on peut raisonnablement penser que nous sommes dans un mécanisme de dégrada-tion de contact de type abrasion. Quand celui ci est supérieur à 0.5, on peut estimer quele mécanisme de dégradation privilégié est plutôt de l’adhésion. Dans tout cas réel, noussavons que nous avons souvent combinaison des deux mécanismes.
Dans notre cas, même si les valeurs calculées de coefficients de frottement ne peuvent êtreconsidérées comme des valeurs absolues mais comme des valeurs significatives de l’ordre degrandeur, nous pouvons supposer que les essais sur les angles de sortie α = 70o et α = 80o
favorisent moins les effets d’abrasion que les essais sur l’angle α = 90o.On peut également noter que les courbes d’évolution du coefficient de frottement sont
assignées de trois domaines remarquables. Ces trois domaines sont schématisés dans lafigure ??.
I II III
coef
fici
ent d
e fr
otte
men
t
nombre de cycles
Fig. 5.6 – Schématisation des domaines remarquables des courbes de frottement.
Le domaine I correspond à une stabilisation du coefficient de frottement à une va-leur relativement élevée. Le domaine II est marqué par une diminution du coefficient defrottement en fonction du nombre de cycles. Enfin, le domaine III, où est visualisée une re-stabilisation du coefficient de frottement, donc à une valeur plus faible que celle du domaineI. Le nombre de cycles du domaine I, diminue avec l’augmentation de l’angle de sortie de latôle (figures ??, ?? et ??). Le nombre de cycles à apparition du domaine III, diminue avecl’augmentation de l’angle de sortie de la tôle. La largeur, en nombre de cycles, du domaineII ne semble pas être monotone en fonction de l’angle de sortie de la tôle. Cette largeurparaît, globalement, se conserver, mais il n’y a aucune raison pour que ce soit le cas. Parailleurs, la difficulté à déterminer les limites des domaines fait qu’il est plus prudent de nepas se prononcer sur ce cas.
Le tableau ?? synthétise ces résultats.Dans ce qui suit, nous allons tenter de donner une interprétation physique de l’évolu-
tion du coefficient de frottement en nous appuyant sur l’observation des dégradations desdifférentes zones de contact des rayons de matrice en fonction du nombre de cycles. Ces
108
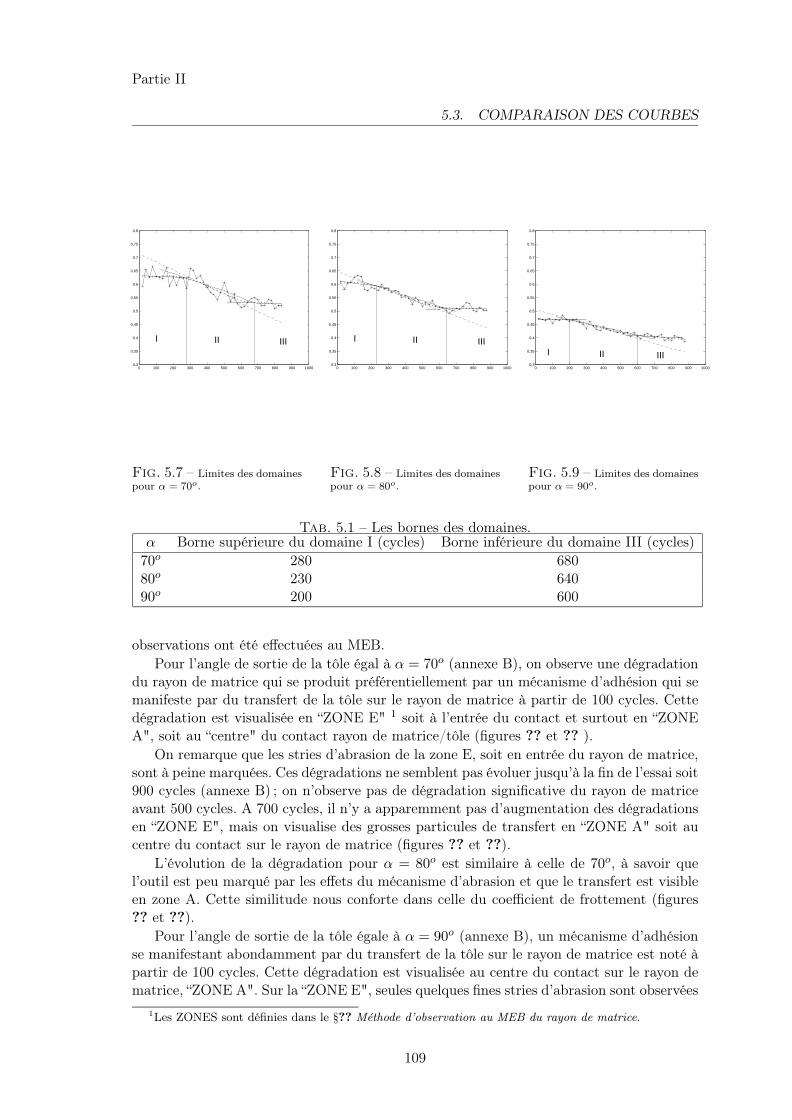
Partie II
5.3. COMPARAISON DES COURBES
0 100 200 300 400 500 600 700 800 900 10000.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
I II III
Fig. 5.7 – Limites des domainespour α = 70o.
0 100 200 300 400 500 600 700 800 900 10000.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
I II III
Fig. 5.8 – Limites des domainespour α = 80o.
0 100 200 300 400 500 600 700 800 900 10000.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
0.75
0.8
I II III
Fig. 5.9 – Limites des domainespour α = 90o.
Tab. 5.1 – Les bornes des domaines.α Borne supérieure du domaine I (cycles) Borne inférieure du domaine III (cycles)
70o 280 68080o 230 64090o 200 600
observations ont été effectuées au MEB.Pour l’angle de sortie de la tôle égal à α = 70o (annexe B), on observe une dégradation
du rayon de matrice qui se produit préférentiellement par un mécanisme d’adhésion qui semanifeste par du transfert de la tôle sur le rayon de matrice à partir de 100 cycles. Cettedégradation est visualisée en “ZONE E" 1 soit à l’entrée du contact et surtout en “ZONEA", soit au “centre" du contact rayon de matrice/tôle (figures ?? et ?? ).
On remarque que les stries d’abrasion de la zone E, soit en entrée du rayon de matrice,sont à peine marquées. Ces dégradations ne semblent pas évoluer jusqu’à la fin de l’essai soit900 cycles (annexe B) ; on n’observe pas de dégradation significative du rayon de matriceavant 500 cycles. A 700 cycles, il n’y a apparemment pas d’augmentation des dégradationsen “ZONE E", mais on visualise des grosses particules de transfert en “ZONE A" soit aucentre du contact sur le rayon de matrice (figures ?? et ??).
L’évolution de la dégradation pour α = 80o est similaire à celle de 70o, à savoir quel’outil est peu marqué par les effets du mécanisme d’abrasion et que le transfert est visibleen zone A. Cette similitude nous conforte dans celle du coefficient de frottement (figures?? et ??).
Pour l’angle de sortie de la tôle égale à α = 90o (annexe B), un mécanisme d’adhésionse manifestant abondamment par du transfert de la tôle sur le rayon de matrice est noté àpartir de 100 cycles. Cette dégradation est visualisée au centre du contact sur le rayon dematrice, “ZONE A". Sur la “ZONE E", seules quelques fines stries d’abrasion sont observées
1Les ZONES sont définies dans le §?? Méthode d’observation au MEB du rayon de matrice.
109
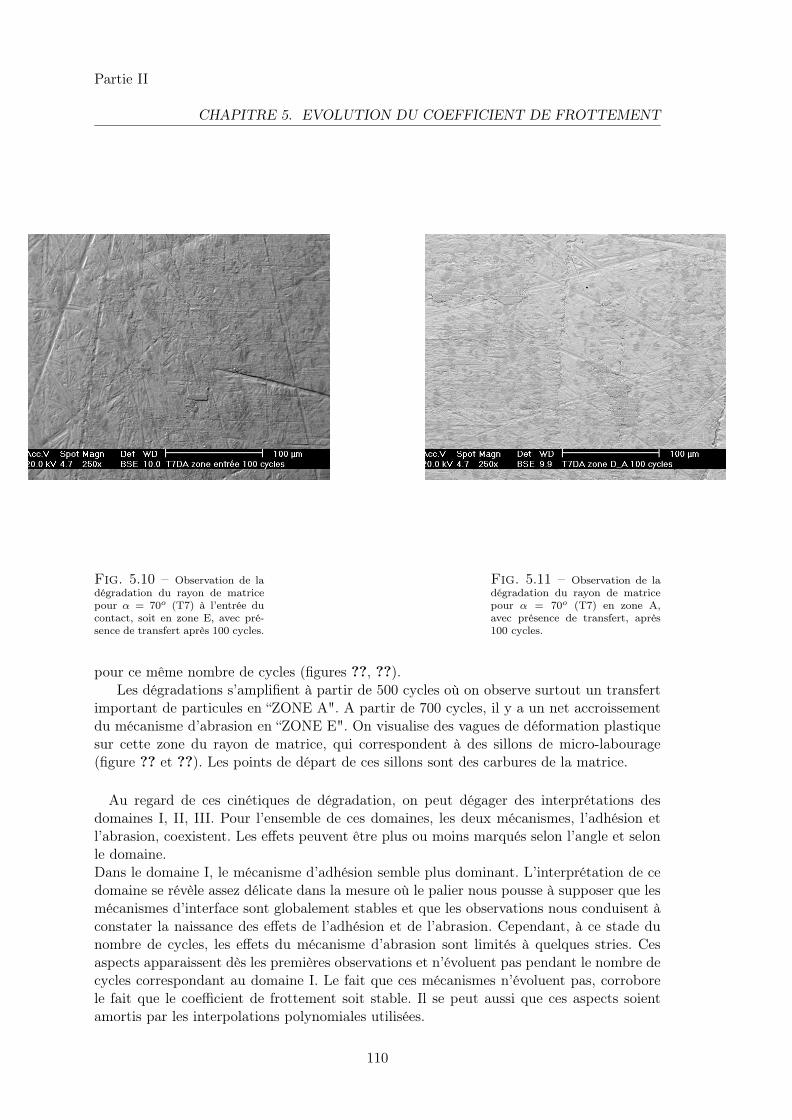
Partie II
CHAPITRE 5. EVOLUTION DU COEFFICIENT DE FROTTEMENT
Fig. 5.10 – Observation de ladégradation du rayon de matricepour α = 70o (T7) à l’entrée ducontact, soit en zone E, avec pré-sence de transfert après 100 cycles.
Fig. 5.11 – Observation de ladégradation du rayon de matricepour α = 70o (T7) en zone A,avec présence de transfert, après100 cycles.
pour ce même nombre de cycles (figures ??, ??).Les dégradations s’amplifient à partir de 500 cycles où on observe surtout un transfert
important de particules en “ZONE A". A partir de 700 cycles, il y a un net accroissementdu mécanisme d’abrasion en “ZONE E". On visualise des vagues de déformation plastiquesur cette zone du rayon de matrice, qui correspondent à des sillons de micro-labourage(figure ?? et ??). Les points de départ de ces sillons sont des carbures de la matrice.
Au regard de ces cinétiques de dégradation, on peut dégager des interprétations desdomaines I, II, III. Pour l’ensemble de ces domaines, les deux mécanismes, l’adhésion etl’abrasion, coexistent. Les effets peuvent être plus ou moins marqués selon l’angle et selonle domaine.Dans le domaine I, le mécanisme d’adhésion semble plus dominant. L’interprétation de cedomaine se révèle assez délicate dans la mesure où le palier nous pousse à supposer que lesmécanismes d’interface sont globalement stables et que les observations nous conduisent àconstater la naissance des effets de l’adhésion et de l’abrasion. Cependant, à ce stade dunombre de cycles, les effets du mécanisme d’abrasion sont limités à quelques stries. Cesaspects apparaissent dès les premières observations et n’évoluent pas pendant le nombre decycles correspondant au domaine I. Le fait que ces mécanismes n’évoluent pas, corroborele fait que le coefficient de frottement soit stable. Il se peut aussi que ces aspects soientamortis par les interpolations polynomiales utilisées.
110
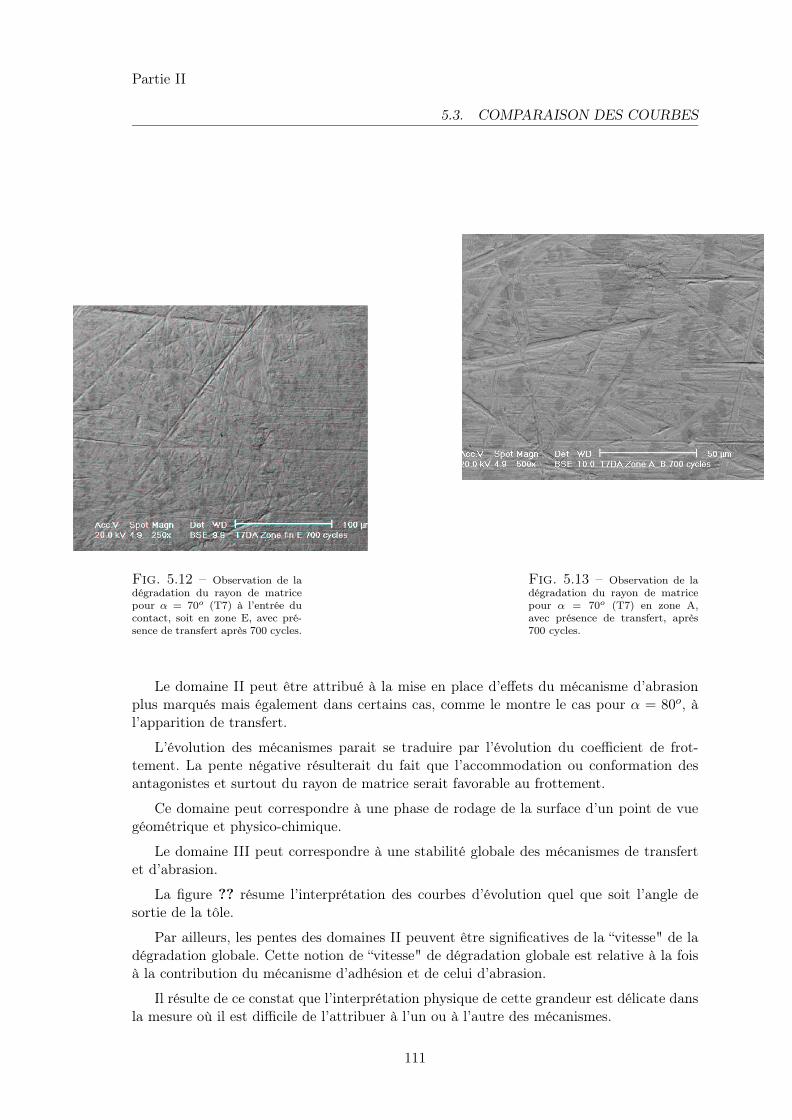
Partie II
5.3. COMPARAISON DES COURBES
Fig. 5.12 – Observation de ladégradation du rayon de matricepour α = 70o (T7) à l’entrée ducontact, soit en zone E, avec pré-sence de transfert après 700 cycles.
Fig. 5.13 – Observation de ladégradation du rayon de matricepour α = 70o (T7) en zone A,avec présence de transfert, après700 cycles.
Le domaine II peut être attribué à la mise en place d’effets du mécanisme d’abrasionplus marqués mais également dans certains cas, comme le montre le cas pour α = 80o, àl’apparition de transfert.
L’évolution des mécanismes parait se traduire par l’évolution du coefficient de frot-tement. La pente négative résulterait du fait que l’accommodation ou conformation desantagonistes et surtout du rayon de matrice serait favorable au frottement.
Ce domaine peut correspondre à une phase de rodage de la surface d’un point de vuegéométrique et physico-chimique.
Le domaine III peut correspondre à une stabilité globale des mécanismes de transfertet d’abrasion.
La figure ?? résume l’interprétation des courbes d’évolution quel que soit l’angle desortie de la tôle.
Par ailleurs, les pentes des domaines II peuvent être significatives de la “vitesse" de ladégradation globale. Cette notion de “vitesse" de dégradation globale est relative à la foisà la contribution du mécanisme d’adhésion et de celui d’abrasion.
Il résulte de ce constat que l’interprétation physique de cette grandeur est délicate dansla mesure où il est difficile de l’attribuer à l’un ou à l’autre des mécanismes.
111
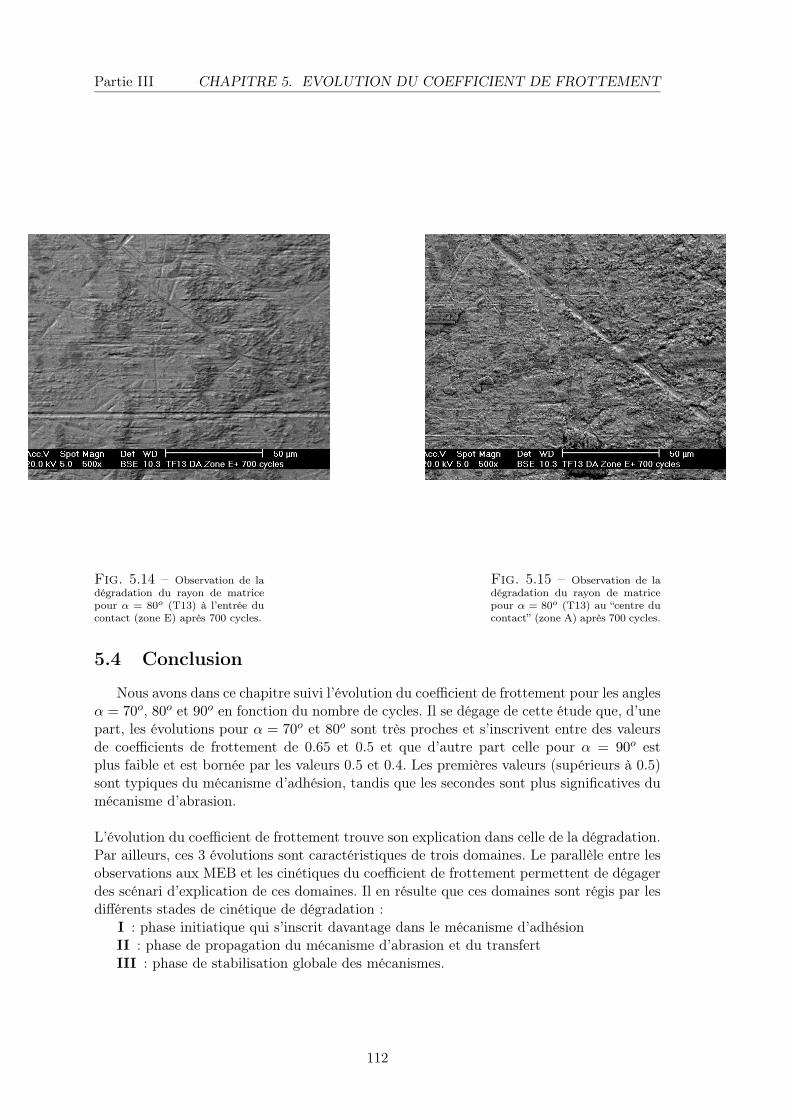
Partie III CHAPITRE 5. EVOLUTION DU COEFFICIENT DE FROTTEMENT
Fig. 5.14 – Observation de ladégradation du rayon de matricepour α = 80o (T13) à l’entrée ducontact (zone E) après 700 cycles.
Fig. 5.15 – Observation de ladégradation du rayon de matricepour α = 80o (T13) au “centre ducontact” (zone A) après 700 cycles.
5.4 Conclusion
Nous avons dans ce chapitre suivi l’évolution du coefficient de frottement pour les anglesα = 70o, 80o et 90o en fonction du nombre de cycles. Il se dégage de cette étude que, d’unepart, les évolutions pour α = 70o et 80o sont très proches et s’inscrivent entre des valeursde coefficients de frottement de 0.65 et 0.5 et que d’autre part celle pour α = 90o estplus faible et est bornée par les valeurs 0.5 et 0.4. Les premières valeurs (supérieurs à 0.5)sont typiques du mécanisme d’adhésion, tandis que les secondes sont plus significatives dumécanisme d’abrasion.
L’évolution du coefficient de frottement trouve son explication dans celle de la dégradation.Par ailleurs, ces 3 évolutions sont caractéristiques de trois domaines. Le parallèle entre lesobservations aux MEB et les cinétiques du coefficient de frottement permettent de dégagerdes scénari d’explication de ces domaines. Il en résulte que ces domaines sont régis par lesdifférents stades de cinétique de dégradation :
I : phase initiatique qui s’inscrit davantage dans le mécanisme d’adhésionII : phase de propagation du mécanisme d’abrasion et du transfertIII : phase de stabilisation globale des mécanismes.
112
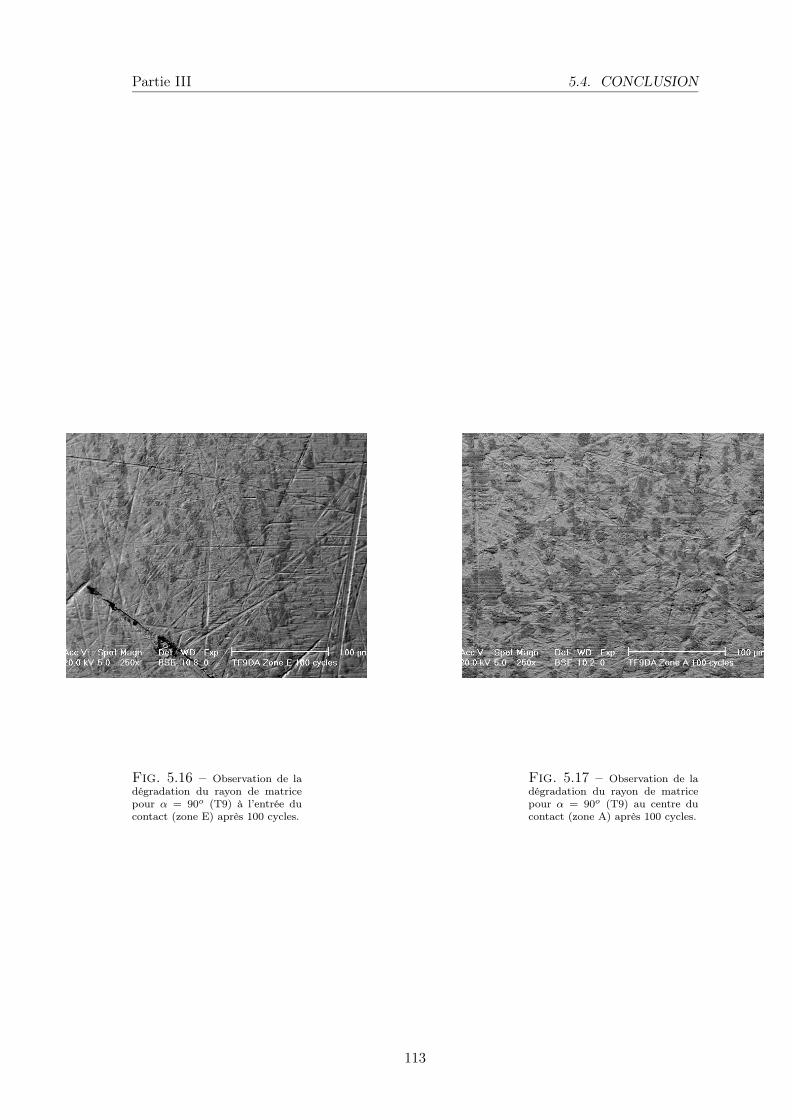
Partie III 5.4. CONCLUSION
Fig. 5.16 – Observation de ladégradation du rayon de matricepour α = 90o (T9) à l’entrée ducontact (zone E) après 100 cycles.
Fig. 5.17 – Observation de ladégradation du rayon de matricepour α = 90o (T9) au centre ducontact (zone A) après 100 cycles.
113
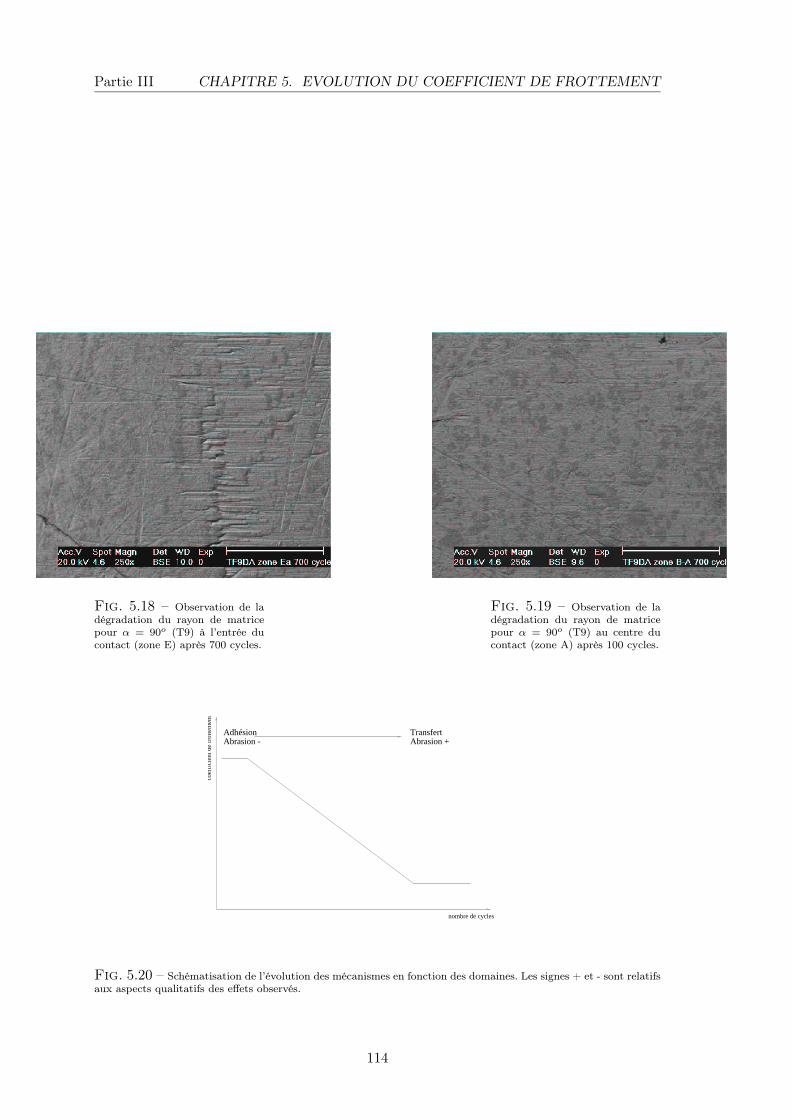
Partie III CHAPITRE 5. EVOLUTION DU COEFFICIENT DE FROTTEMENT
Fig. 5.18 – Observation de ladégradation du rayon de matricepour α = 90o (T9) à l’entrée ducontact (zone E) après 700 cycles.
Fig. 5.19 – Observation de ladégradation du rayon de matricepour α = 90o (T9) au centre ducontact (zone A) après 100 cycles.
Transfert Abrasion +Abrasion -
Adhésion
coef
fici
ent d
e fr
otte
men
t
nombre de cycles
Fig. 5.20 – Schématisation de l’évolution des mécanismes en fonction des domaines. Les signes + et - sont relatifsaux aspects qualitatifs des effets observés.
114
Troisième partie
Modélisation
115

Chapitre 6
Simulation numérique
6.1 Introduction
Ce chapitre a pour objectif d’étudier les conditions tribologiques permettant d’apporterdes éléments de réponse et de réflexion sur les dégradations observées lors des essais surle pilote du CROMeP. Cette étape constitue la première phase de la modélisation de ladégradation présentée dans le chapitre suivant. Les conditions tribologiques étudiées, ici,sont la distribution de pression ainsi que l’état de contraintes d’un rayon de matrice sollicitépar un passage de tôle.
Pour ce faire, dans une première partie nous analyserons la bibliographie pour nousappuyer sur les travaux existants sur cette problématique.
Puis, dans une seconde partie, nous ménerons une étude mécanique, c’est à dire quenous ne prendrons pas en compte les aspects thermiques du tribosystème. Les modèlesdéveloppés décriront les conditions d’essais rencontrées avec le pilote.Une étude paramétrique nous permettra de dégager les tendances des évolutions de ladistribution de pression sur le rayon de matrice. Les paramètres étudiés sont les paramètresd’essais (pression de serre flan, effet du redresseur, angle de sortie de la tôle, distance entrele serre flan et le rayon de matrice), les caractéristiques de la tôle (matériau) ainsi que lecoefficient de frottement (tôle/outil).
6.2 Bibliographie
6.2.1 Etude des distributions de pressions de contact sur les rayons dematrice.
Danckert et al. [?], [?], [?], [?] et [?] ont fait de nombreux travaux sur l’étude mé-canique, par simulation numérique d’un bord de matrice sollicité par un passage de tôle.Les modèles étudiés sont axisymétriques. Ils ont pu, ainsi, déterminer la répartition de lapression de contact sur le rayon de matrice. Ils mettent en évidence deux zones affectéespar des pressions importantes. La première zone est attribuée au pliage de la tôle lorsqu’elleentre en contact avec le rayon de matrice. La seconde est attribuée au dépliage de la tôlelorsqu’elle quitte le contact avec la matrice.
Sniekers [?], dans ses travaux sur le frottement en emboutissage, a simulé numérique-ment le passage d’une tôle sur un cylindre (étude en déformations planes), ainsi qu’uneopération d’emboutissage (étude axisymétrique). Il met, dans ces deux cas, en évidence lesdeux pics de fortes pressions (figures ??, ?? et ??), comme précédemment.
117
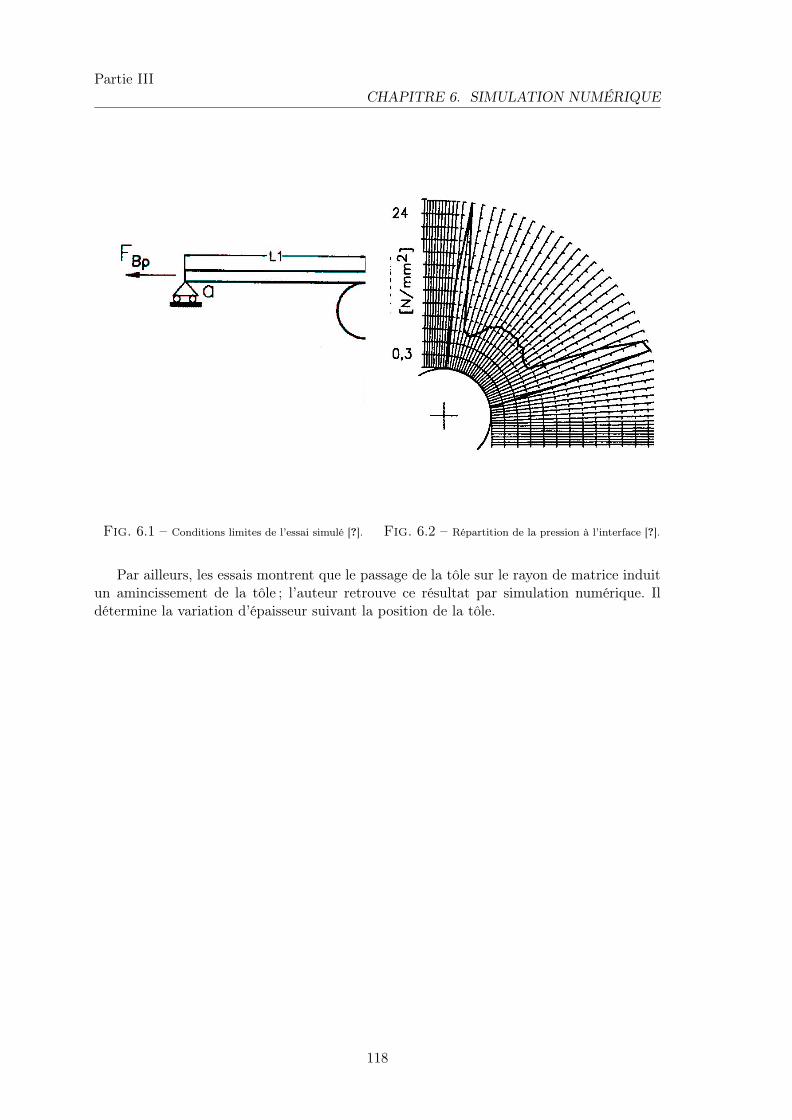
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
Fig. 6.1 – Conditions limites de l’essai simulé [?]. Fig. 6.2 – Répartition de la pression à l’interface [?].
Par ailleurs, les essais montrent que le passage de la tôle sur le rayon de matrice induitun amincissement de la tôle ; l’auteur retrouve ce résultat par simulation numérique. Ildétermine la variation d’épaisseur suivant la position de la tôle.
118
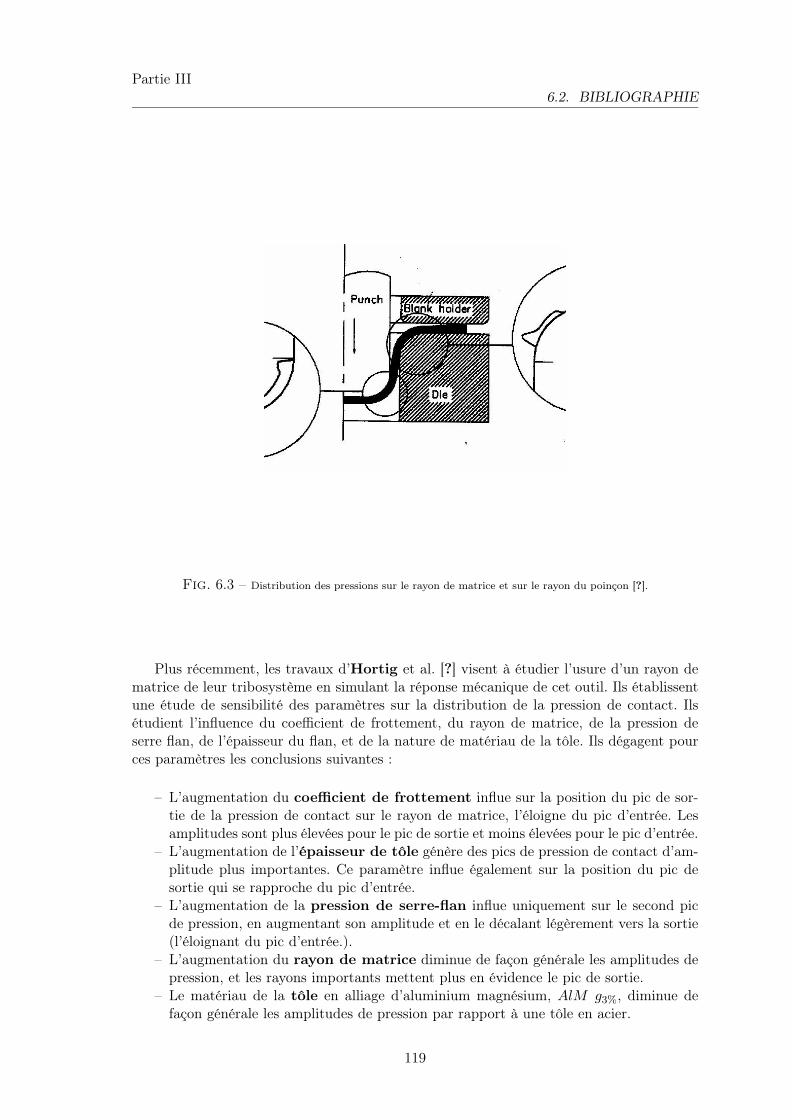
Partie III6.2. BIBLIOGRAPHIE
Fig. 6.3 – Distribution des pressions sur le rayon de matrice et sur le rayon du poinçon [?].
Plus récemment, les travaux d’Hortig et al. [?] visent à étudier l’usure d’un rayon dematrice de leur tribosystème en simulant la réponse mécanique de cet outil. Ils établissentune étude de sensibilité des paramètres sur la distribution de la pression de contact. Ilsétudient l’influence du coefficient de frottement, du rayon de matrice, de la pression deserre flan, de l’épaisseur du flan, et de la nature de matériau de la tôle. Ils dégagent pources paramètres les conclusions suivantes :
– L’augmentation du coefficient de frottement influe sur la position du pic de sor-tie de la pression de contact sur le rayon de matrice, l’éloigne du pic d’entrée. Lesamplitudes sont plus élevées pour le pic de sortie et moins élevées pour le pic d’entrée.
– L’augmentation de l’épaisseur de tôle génère des pics de pression de contact d’am-plitude plus importantes. Ce paramètre influe également sur la position du pic desortie qui se rapproche du pic d’entrée.
– L’augmentation de la pression de serre-flan influe uniquement sur le second picde pression, en augmentant son amplitude et en le décalant légèrement vers la sortie(l’éloignant du pic d’entrée.).
– L’augmentation du rayon de matrice diminue de façon générale les amplitudes depression, et les rayons importants mettent plus en évidence le pic de sortie.
– Le matériau de la tôle en alliage d’aluminium magnésium, AlM g3%, diminue defaçon générale les amplitudes de pression par rapport à une tôle en acier.
119

Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
6.2.2 Les profils d’usure
A partir des études de simulations numériques, qui donnent en particulier les distribu-tions de pression, de nombreux auteurs s’attachent à en déduire des profils d’usure sur lesrayons de matrice.
Dans ce contexte, afin d’étudier l’usure abrasive sur le bord de matrice. Les auteurs uti-lisent, généralement, le modèle semi-empirique d’Archard [?]. Ce modèle décrit le volumed’usure comme étant directement proportionnel au chargement (relation ??) :
volume d′usure = KaFL
H(6.1)
où F est la force de chargement, L est la distance de glissement, H la dureté de l’outil etKa est un facteur d’usure.
De cette relation, des auteurs comme Damborg et al. [?], [?],[?],[?], [?] Ericksen
index d′usure = K ′aps
H(6.2)
où p est la pression, s est la distance de glissement et K ′a est un facteur d’usure. Ilsdégagent, alors, deux zones où l’usure est particulièrement concentrée sur le bord d’outil,ces zones correspondent aux régions de forte pression (figure ??).
Fig. 6.4 – Profil de l’usure pour un bord d’outil circulaire [?].
Ces résultats de simulation sont corroborés par les travaux expérimentaux menés audépartement de recherche et développement de Grundfos S.A où ont été mises en évidencedeux régions du bord d’outil affectées par une usure prononcée [?] (figure ??).
120
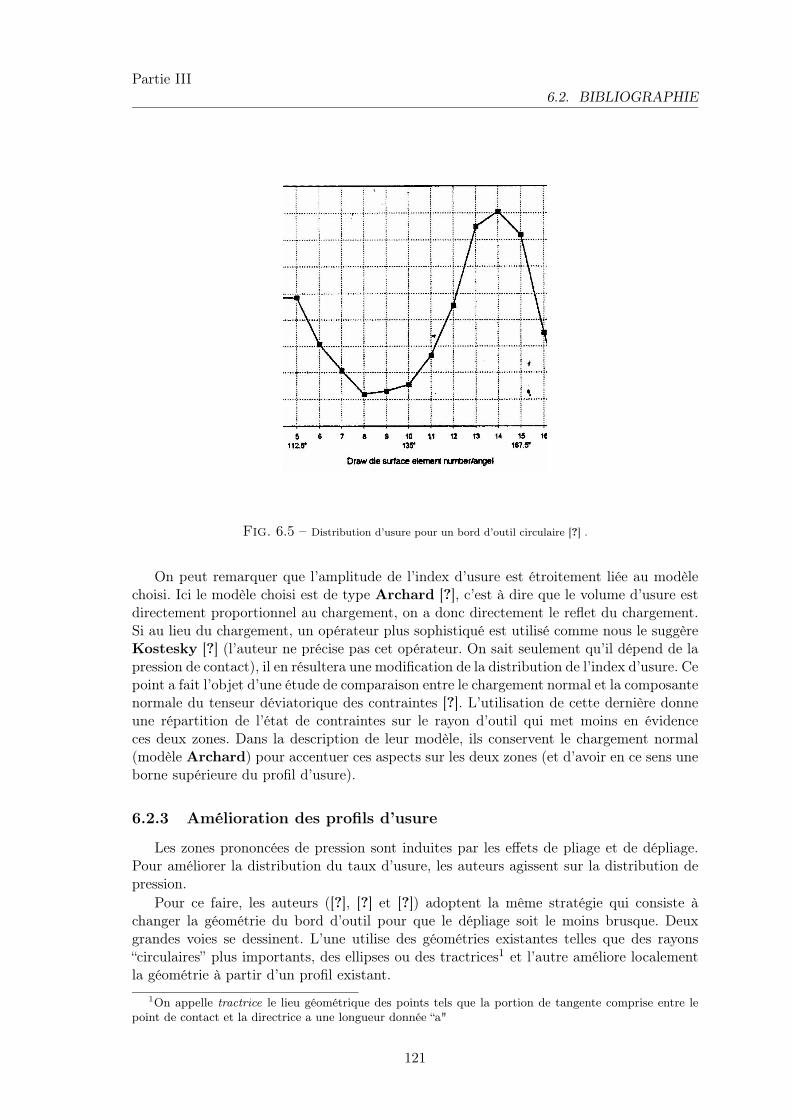
Partie III6.2. BIBLIOGRAPHIE
Fig. 6.5 – Distribution d’usure pour un bord d’outil circulaire [?] .
On peut remarquer que l’amplitude de l’index d’usure est étroitement liée au modèlechoisi. Ici le modèle choisi est de type Archard [?], c’est à dire que le volume d’usure estdirectement proportionnel au chargement, on a donc directement le reflet du chargement.Si au lieu du chargement, un opérateur plus sophistiqué est utilisé comme nous le suggèreKostesky [?] (l’auteur ne précise pas cet opérateur. On sait seulement qu’il dépend de lapression de contact), il en résultera une modification de la distribution de l’index d’usure. Cepoint a fait l’objet d’une étude de comparaison entre le chargement normal et la composantenormale du tenseur déviatorique des contraintes [?]. L’utilisation de cette dernière donneune répartition de l’état de contraintes sur le rayon d’outil qui met moins en évidenceces deux zones. Dans la description de leur modèle, ils conservent le chargement normal(modèle Archard) pour accentuer ces aspects sur les deux zones (et d’avoir en ce sens uneborne supérieure du profil d’usure).
6.2.3 Amélioration des profils d’usure
Les zones prononcées de pression sont induites par les effets de pliage et de dépliage.Pour améliorer la distribution du taux d’usure, les auteurs agissent sur la distribution depression.
Pour ce faire, les auteurs ([?], [?] et [?]) adoptent la même stratégie qui consiste àchanger la géométrie du bord d’outil pour que le dépliage soit le moins brusque. Deuxgrandes voies se dessinent. L’une utilise des géométries existantes telles que des rayons“circulaires” plus importants, des ellipses ou des tractrices1 et l’autre améliore localementla géométrie à partir d’un profil existant.
1On appelle tractrice le lieu géométrique des points tels que la portion de tangente comprise entre lepoint de contact et la directrice a une longueur donnée “a"
121
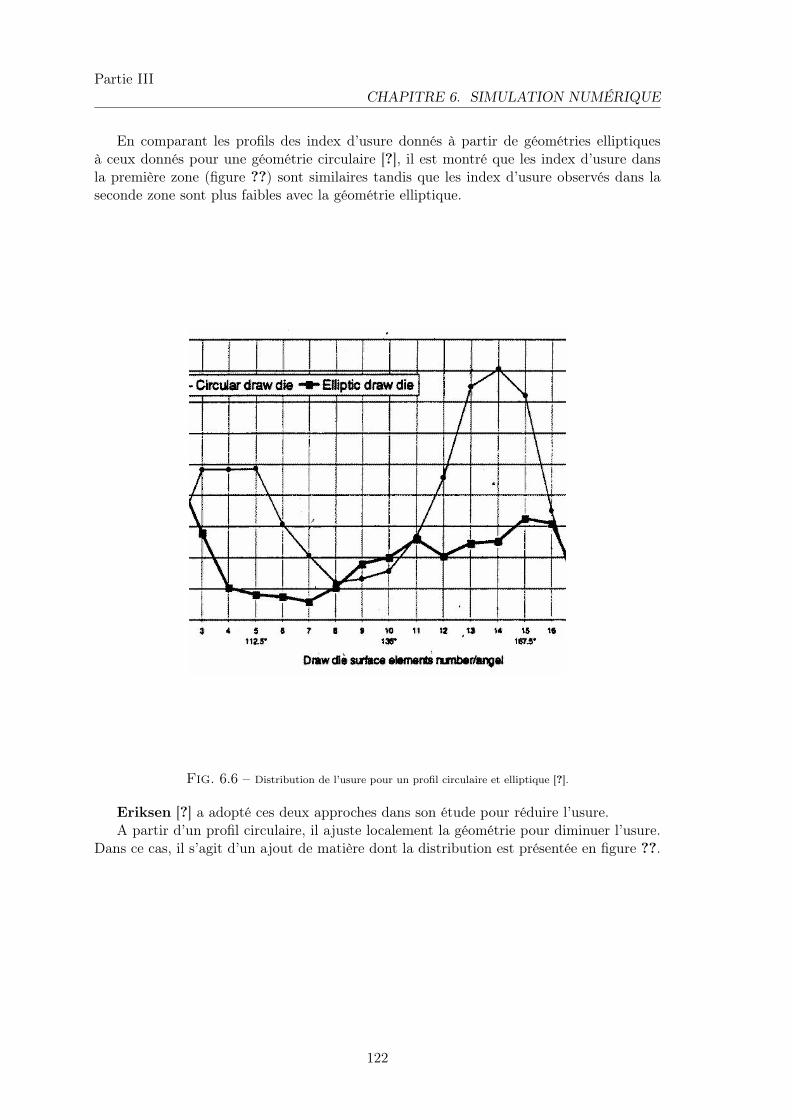
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
En comparant les profils des index d’usure donnés à partir de géométries elliptiquesà ceux donnés pour une géométrie circulaire [?], il est montré que les index d’usure dansla première zone (figure ??) sont similaires tandis que les index d’usure observés dans laseconde zone sont plus faibles avec la géométrie elliptique.
Fig. 6.6 – Distribution de l’usure pour un profil circulaire et elliptique [?].
Eriksen [?] a adopté ces deux approches dans son étude pour réduire l’usure.A partir d’un profil circulaire, il ajuste localement la géométrie pour diminuer l’usure.
Dans ce cas, il s’agit d’un ajout de matière dont la distribution est présentée en figure ??.
122
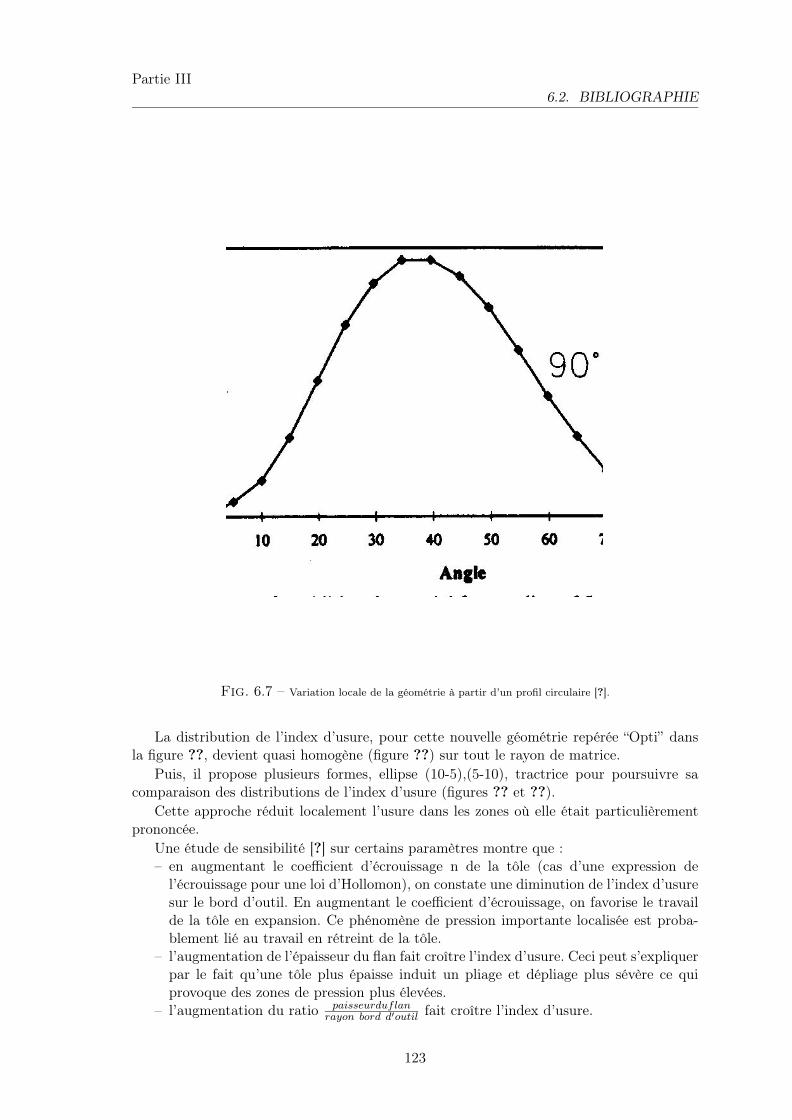
Partie III6.2. BIBLIOGRAPHIE
Fig. 6.7 – Variation locale de la géométrie à partir d’un profil circulaire [?].
La distribution de l’index d’usure, pour cette nouvelle géométrie repérée “Opti” dansla figure ??, devient quasi homogène (figure ??) sur tout le rayon de matrice.
Puis, il propose plusieurs formes, ellipse (10-5),(5-10), tractrice pour poursuivre sacomparaison des distributions de l’index d’usure (figures ?? et ??).
Cette approche réduit localement l’usure dans les zones où elle était particulièrementprononcée.
Une étude de sensibilité [?] sur certains paramètres montre que :– en augmentant le coefficient d’écrouissage n de la tôle (cas d’une expression de
l’écrouissage pour une loi d’Hollomon), on constate une diminution de l’index d’usuresur le bord d’outil. En augmentant le coefficient d’écrouissage, on favorise le travailde la tôle en expansion. Ce phénomène de pression importante localisée est proba-blement lié au travail en rétreint de la tôle.
– l’augmentation de l’épaisseur du flan fait croître l’index d’usure. Ceci peut s’expliquerpar le fait qu’une tôle plus épaisse induit un pliage et dépliage plus sévère ce quiprovoque des zones de pression plus élevées.
– l’augmentation du ratio paisseurduflanrayon bord d′outil fait croître l’index d’usure.
123
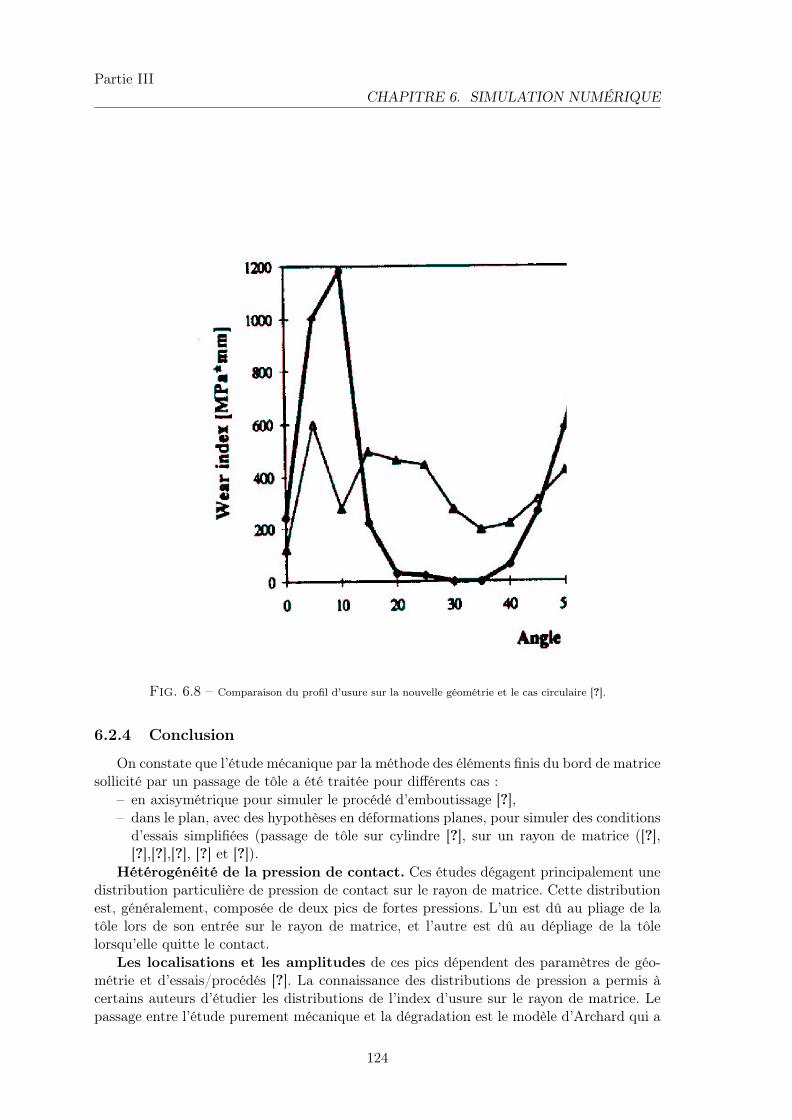
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
Fig. 6.8 – Comparaison du profil d’usure sur la nouvelle géométrie et le cas circulaire [?].
6.2.4 Conclusion
On constate que l’étude mécanique par la méthode des éléments finis du bord de matricesollicité par un passage de tôle a été traitée pour différents cas :
– en axisymétrique pour simuler le procédé d’emboutissage [?],– dans le plan, avec des hypothèses en déformations planes, pour simuler des conditions
d’essais simplifiées (passage de tôle sur cylindre [?], sur un rayon de matrice ([?],[?],[?],[?], [?] et [?]).
Hétérogénéité de la pression de contact. Ces études dégagent principalement unedistribution particulière de pression de contact sur le rayon de matrice. Cette distributionest, généralement, composée de deux pics de fortes pressions. L’un est dû au pliage de latôle lors de son entrée sur le rayon de matrice, et l’autre est dû au dépliage de la tôlelorsqu’elle quitte le contact.
Les localisations et les amplitudes de ces pics dépendent des paramètres de géo-métrie et d’essais/procédés [?]. La connaissance des distributions de pression a permis àcertains auteurs d’étudier les distributions de l’index d’usure sur le rayon de matrice. Lepassage entre l’étude purement mécanique et la dégradation est le modèle d’Archard qui a
124
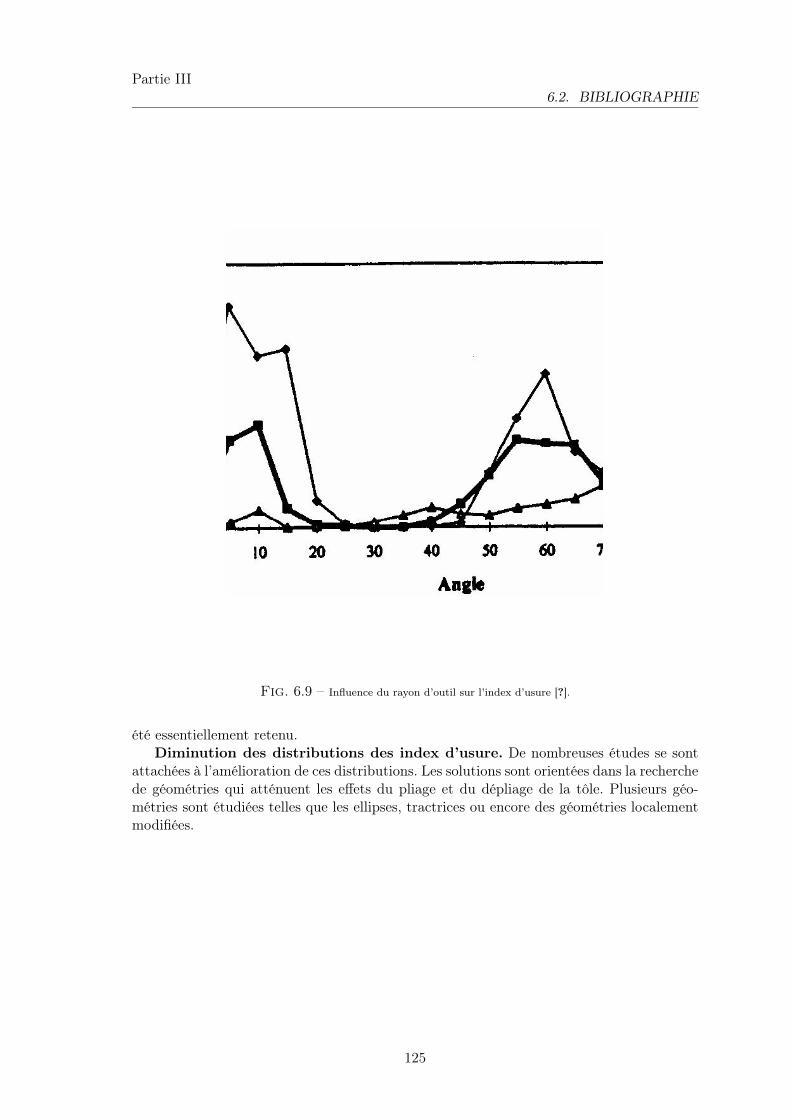
Partie III6.2. BIBLIOGRAPHIE
Fig. 6.9 – Influence du rayon d’outil sur l’index d’usure [?].
été essentiellement retenu.Diminution des distributions des index d’usure. De nombreuses études se sont
attachées à l’amélioration de ces distributions. Les solutions sont orientées dans la recherchede géométries qui atténuent les effets du pliage et du dépliage de la tôle. Plusieurs géo-métries sont étudiées telles que les ellipses, tractrices ou encore des géométries localementmodifiées.
125
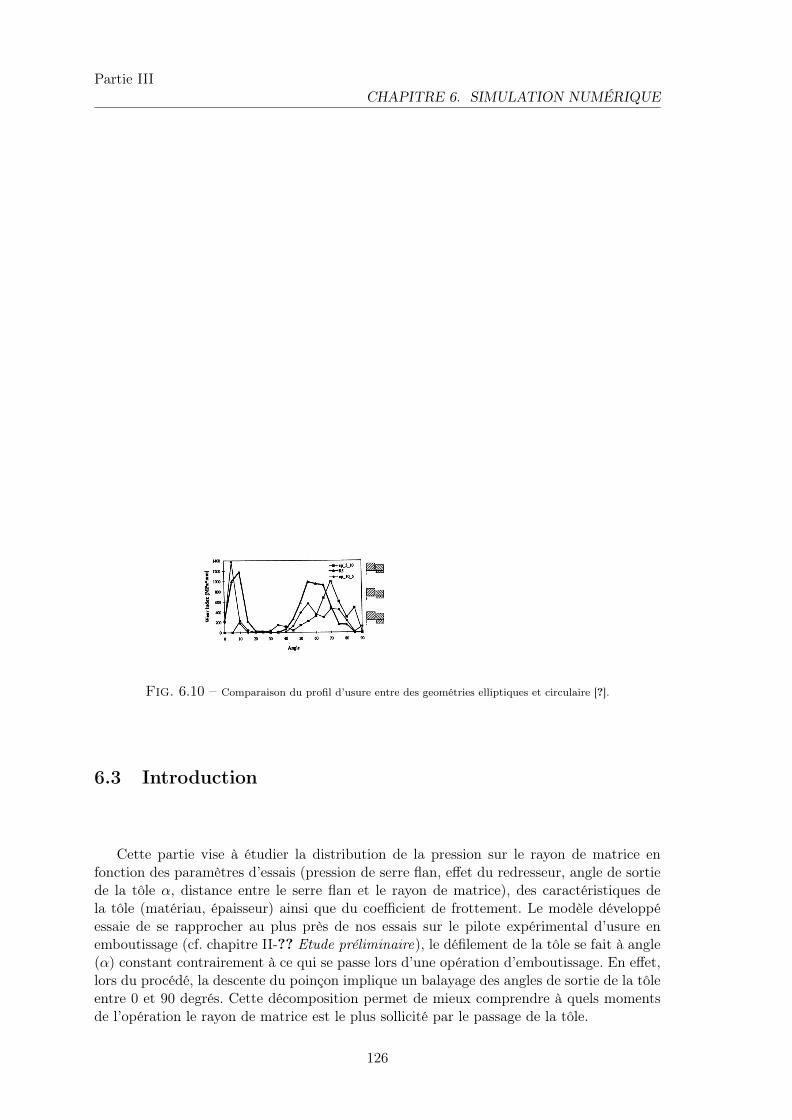
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
Fig. 6.10 – Comparaison du profil d’usure entre des geométries elliptiques et circulaire [?].
6.3 Introduction
Cette partie vise à étudier la distribution de la pression sur le rayon de matrice enfonction des paramètres d’essais (pression de serre flan, effet du redresseur, angle de sortiede la tôle α, distance entre le serre flan et le rayon de matrice), des caractéristiques dela tôle (matériau, épaisseur) ainsi que du coefficient de frottement. Le modèle développéessaie de se rapprocher au plus près de nos essais sur le pilote expérimental d’usure enemboutissage (cf. chapitre II-?? Etude préliminaire), le défilement de la tôle se fait à angle(α) constant contrairement à ce qui se passe lors d’une opération d’emboutissage. En effet,lors du procédé, la descente du poinçon implique un balayage des angles de sortie de la tôleentre 0 et 90 degrés. Cette décomposition permet de mieux comprendre à quels momentsde l’opération le rayon de matrice est le plus sollicité par le passage de la tôle.
126

Partie III6.4. PRÉSENTATION DU MODÈLE
6.4 Présentation du modèle
6.4.1 La géométrie
Le modèle reproduit le passage de la tôle sur le rayon de matrice qui est conditionnépar sa retenue induite par le serre flan (figure ??). On suppose que la section du milieude la matrice n’est pas affectée par les effets de bords de la tôle, on se place suivant cettesection pour traiter le problème en déformations planes. Deux rayons de matrices ont étéétudiés ; un rayon de 2 mm et de 6 mm, ainsi que diverses positions du serre-flan.
Rm
distance SF-R
direction de défilement de la tôle
α
serre flan
matrice
Fig. 6.11 – Géométrie du modèle associé aux essais sur le pilote d’usure.
Le tableau ?? présente les différentes caractéristiques géométriques étudiées.
Tab. 6.1 – Caractéristiques géométriques.rayon (mm) 2 6
angle de défilement de la tôle α (dg) 70 80 90épaisseur tôle (mm) 1
distance entre serre-flan et rayon (distance SF-R) (mm) 0 14 30
6.4.2 Les équations du problème
6.4.2.1 Schématisation
L’étude de la répartition de pression de contact sur le bord de matrice est effectuéeen supposant le serre-flan rigide. Les conditions que l’on impose dans ce modèle sont ledéplacement de la tôle ud suivant la direction α, l’effort Fsf de serrage du serre-flan etl’effort par unité de surface de retenue, Rt, qui simule l’effet du redresseur (figure ??).
La pression sous le serre-flan, Psf , nécessaire à la retenue de la tôle que génère l’effortde serrage, est obtenue par une méthode itérative liée aux problèmes de contact. Cettespécificité implique que la mise sous charge de la tôle n’est pas instantanée. Le modèleproposé peut être, alors, décrit en deux étapes principales :
Etape 1- mise en pression du serre flan,Etape 2- déplacement de la tôle suivant une direction α.La figure ?? définit les domaines Ωi et les frontières Γ∗∗ associés aux solides i. Les ni∗
désignent les vecteurs unitaires normaux sortant aux domaines Ωi liés aux frontières Γi∗.
127
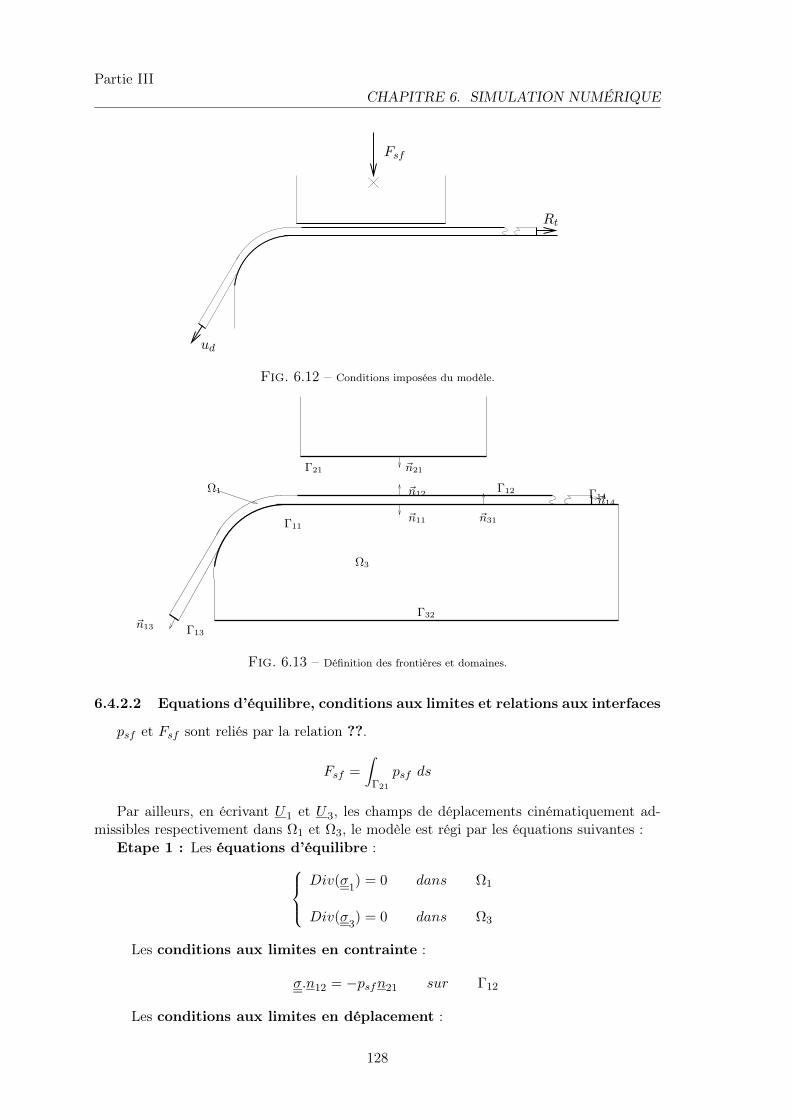
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
Fsf
ud
Rt
Fig. 6.12 – Conditions imposées du modèle.
Γ21
Ω1
Γ11
Γ13
~n11
~n12
~n21
~n13
Ω3
~n31
Γ12
~n14Γ14
Γ32
Fig. 6.13 – Définition des frontières et domaines.
6.4.2.2 Equations d’équilibre, conditions aux limites et relations aux interfaces
psf et Fsf sont reliés par la relation ??.
Fsf =∫
Γ21
psf ds
Par ailleurs, en écrivant U1 et U3, les champs de déplacements cinématiquement ad-missibles respectivement dans Ω1 et Ω3, le modèle est régi par les équations suivantes :
Etape 1 : Les équations d’équilibre :Div(σ
1) = 0 dans Ω1
Div(σ3) = 0 dans Ω3
Les conditions aux limites en contrainte :
σ.n12 = −psfn21 sur Γ12
Les conditions aux limites en déplacement :
128

Partie III6.4. PRÉSENTATION DU MODÈLE
U3.n32 = 0 sur Γ32
U3.t32 = 0 sur Γ32
où n32.t32 = 0.Les relations aux interfaces :– Les conditions limites générées par le contact tôle/matrice :
σ1.n11 = σ
3.n31 sur Γ11
– La gestion du frottement aux interfaces serre-flan/tôle (Γ12) et tôle/matrice(Γ11) :
(σ1.n12).t12 = µ(σ
1.n12).n12 = µpsf sur Γ12
(σ3.n13).t13 = (σ
1.n11).t11 = µ(σ
3.n13).n13 = µ(σ
1.n11).n11 sur Γ11
Etape 2 : Les équations sont identiques à celles de l’étape 1, avec en plus des condi-tions aux limites spécifiques à cette étape :
Les conditions aux limites en contrainte :σ.n12 = −psfn21 sur Γ12
σ.n14 = Rtn14 sur Γ14
Les conditions aux limites en déplacement :
U3.n32 = 0 sur Γ32
U3.t32 = 0 sur Γ32
U.n13 = ud sur Γ13
Le problème est traité en déplacement.
6.4.2.3 Lois de comportement et coefficient de frottement utilisés pour le mo-dèle
La matrice est supposée avoir un comportement élastique linéaire isotrope.
σ =E
1 + νε+
Eν
(1− 2ν)(1 + ν)tra(ε)I
où E et ν désignent respectivement le module d’Young et le coefficient de Poisson. Letableau ?? présente les valeurs utilisées.
La tôle est supposée élastoplastique :– La partie élastique linéaire :
σ =E
1 + νε+
Eν
(1− 2ν)(1 + ν)tra(ε)I
129

Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
Tab. 6.2 – Propriétés mécaniques de la matrice.module d’Young (GPa) 227coefficient de Poisson 0.3
– La partie plastique est supposée répondre à un écrouissage isotrope avec un seuil deVon Mises.
f(σ) = σ
La fonction d’écrouissage répond à une loi d’Hollomon,
σ = Kεn.
Où σ et ε sont respectivement la contrainte équivalente et la déformation plastiqueéquivalente.
Le tableau ?? résume les valeurs utilisées pour ce modèle.
Tab. 6.3 – Propriétés mécaniques de la tôle.module d’Young (GPa) 210coefficient de Poisson 0.3
coefficient d’écrouissage n 0.225consistance K (MPa) 530
Les interactions entre les différentes pièces en contact sont considérées comme étantsoumises à une loi de frottement de type Coulomb. Cette étude est menée avec un coefficientde frottement identique pour tous les contacts et égal à 0.18. On a vu dans le §III-?? Lecoefficient de frottement que le coefficient de frottement est différent sous le serre flan etsur le rayon de matrice.
6.4.2.4 Relations entre déformation et déplacement
Compte tenu du problème, la tôle est étudiée en grande déformation. La relation entrele tenseur des déformations, ε, et le champ de déplacement, U s’écrit :
ε =12
(gradU + gradTU + gradUgradTU)
La matrice est, en revanche, étudiée en petite déformation : il sera utilisé le tenseur desdéformations linéarisées :
ε =12
(gradU + gradTU)
6.4.3 Le maillage
Il n’existe pas de solution analytique simple du problème décrit precédemment. Nousproposons, donc, de rechercher des solutions par la méthode des éléments finis. Pour cefaire, nous avons utilisé le logiciel ABAQUS.
La tôle est maillée dans l’épaisseur avec 3 éléments à interpolations linéaires en dépla-cement et à intégrations réduites (CPE4R). Ce choix des éléments à intégrations réduitesnous permet de nous affranchir des problèmes liés aux flexions importantes des éléments
130
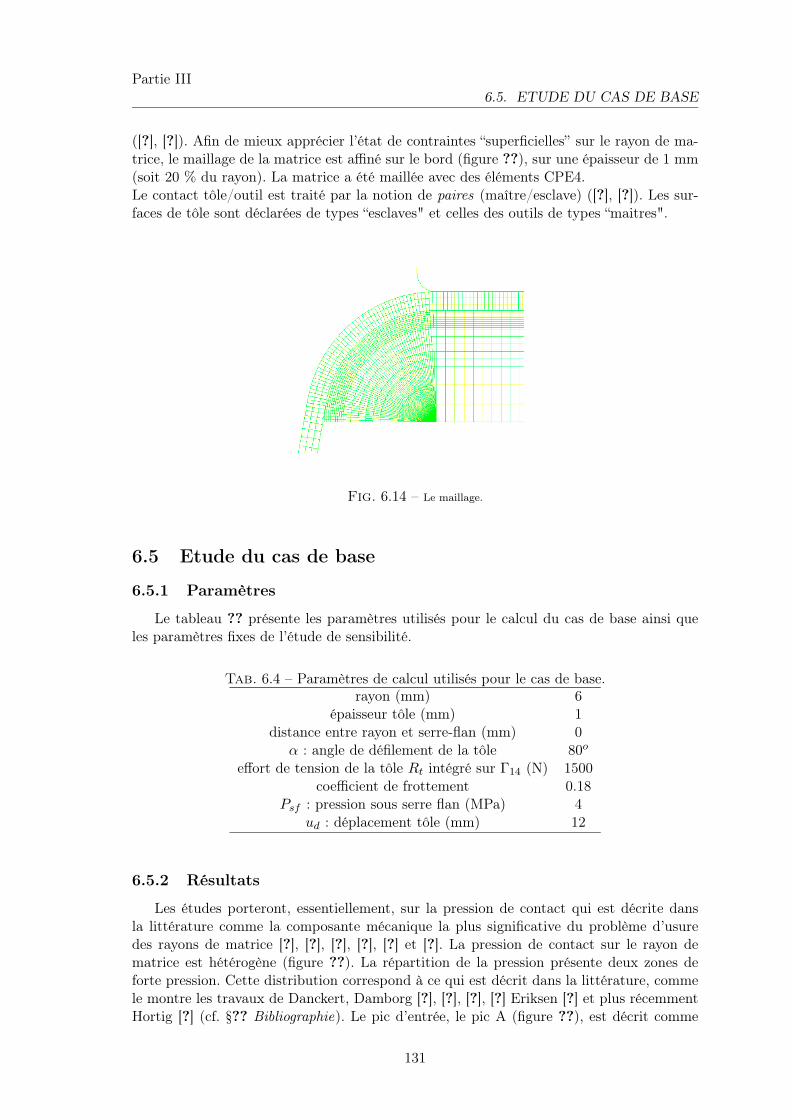
Partie III6.5. ETUDE DU CAS DE BASE
([?], [?]). Afin de mieux apprécier l’état de contraintes “superficielles” sur le rayon de ma-trice, le maillage de la matrice est affiné sur le bord (figure ??), sur une épaisseur de 1 mm(soit 20 % du rayon). La matrice a été maillée avec des éléments CPE4.Le contact tôle/outil est traité par la notion de paires (maître/esclave) ([?], [?]). Les sur-faces de tôle sont déclarées de types “esclaves" et celles des outils de types “maitres".
Fig. 6.14 – Le maillage.
6.5 Etude du cas de base
6.5.1 Paramètres
Le tableau ?? présente les paramètres utilisés pour le calcul du cas de base ainsi queles paramètres fixes de l’étude de sensibilité.
Tab. 6.4 – Paramètres de calcul utilisés pour le cas de base.rayon (mm) 6
épaisseur tôle (mm) 1distance entre rayon et serre-flan (mm) 0
α : angle de défilement de la tôle 80o
effort de tension de la tôle Rt intégré sur Γ14 (N) 1500coefficient de frottement 0.18
Psf : pression sous serre flan (MPa) 4ud : déplacement tôle (mm) 12
6.5.2 Résultats
Les études porteront, essentiellement, sur la pression de contact qui est décrite dansla littérature comme la composante mécanique la plus significative du problème d’usuredes rayons de matrice [?], [?], [?], [?], [?] et [?]. La pression de contact sur le rayon dematrice est hétérogène (figure ??). La répartition de la pression présente deux zones deforte pression. Cette distribution correspond à ce qui est décrit dans la littérature, commele montre les travaux de Danckert, Damborg [?], [?], [?], [?] Eriksen [?] et plus récemmentHortig [?] (cf. §?? Bibliographie). Le pic d’entrée, le pic A (figure ??), est décrit comme
131
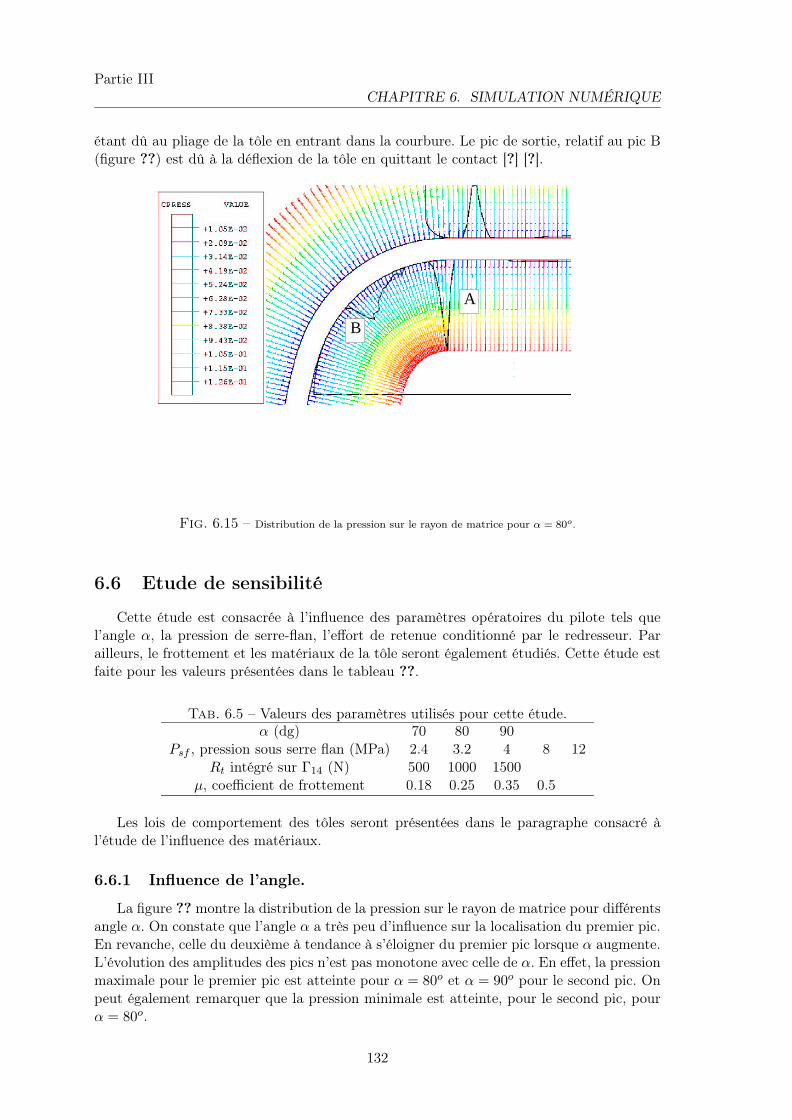
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
étant dû au pliage de la tôle en entrant dans la courbure. Le pic de sortie, relatif au pic B(figure ??) est dû à la déflexion de la tôle en quittant le contact [?] [?].
A
B
Fig. 6.15 – Distribution de la pression sur le rayon de matrice pour α = 80o.
6.6 Etude de sensibilité
Cette étude est consacrée à l’influence des paramètres opératoires du pilote tels quel’angle α, la pression de serre-flan, l’effort de retenue conditionné par le redresseur. Parailleurs, le frottement et les matériaux de la tôle seront également étudiés. Cette étude estfaite pour les valeurs présentées dans le tableau ??.
Tab. 6.5 – Valeurs des paramètres utilisés pour cette étude.α (dg) 70 80 90
Psf , pression sous serre flan (MPa) 2.4 3.2 4 8 12Rt intégré sur Γ14 (N) 500 1000 1500
µ, coefficient de frottement 0.18 0.25 0.35 0.5
Les lois de comportement des tôles seront présentées dans le paragraphe consacré àl’étude de l’influence des matériaux.
6.6.1 Influence de l’angle.
La figure ?? montre la distribution de la pression sur le rayon de matrice pour différentsangle α. On constate que l’angle α a très peu d’influence sur la localisation du premier pic.En revanche, celle du deuxième à tendance à s’éloigner du premier pic lorsque α augmente.L’évolution des amplitudes des pics n’est pas monotone avec celle de α. En effet, la pressionmaximale pour le premier pic est atteinte pour α = 80o et α = 90o pour le second pic. Onpeut également remarquer que la pression minimale est atteinte, pour le second pic, pourα = 80o.
132
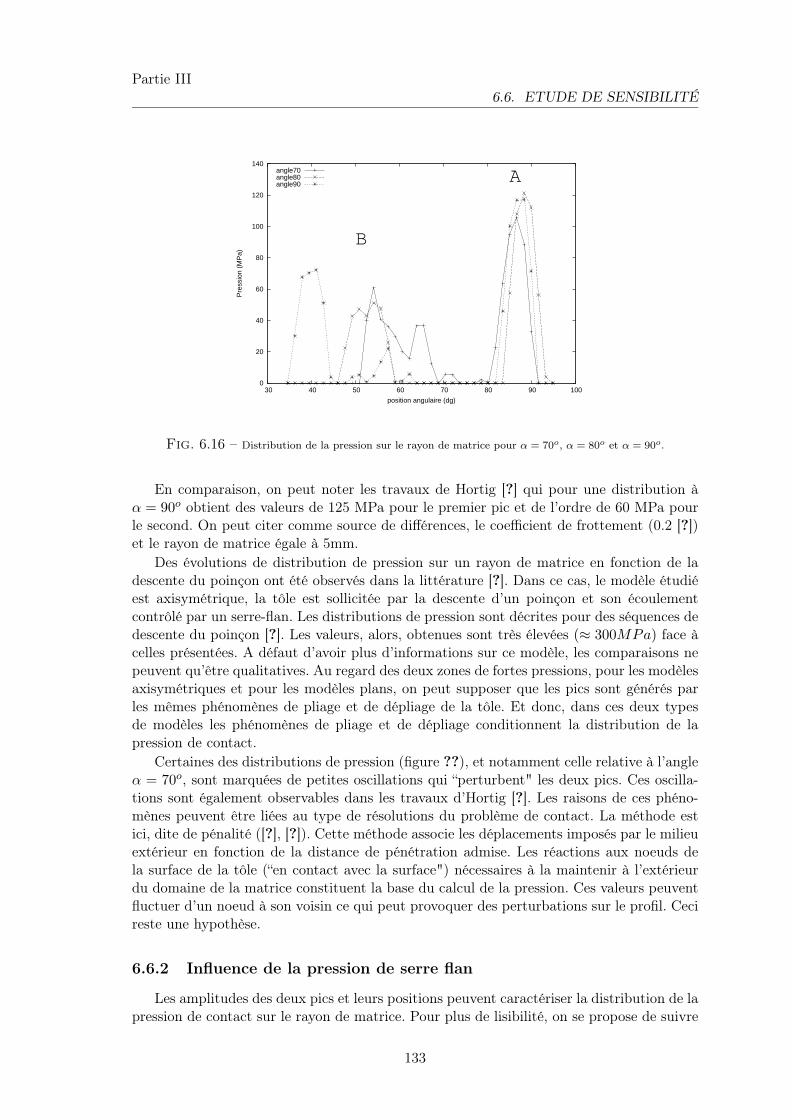
Partie III6.6. ETUDE DE SENSIBILITÉ
0
20
40
60
80
100
120
140
30 40 50 60 70 80 90 100
Pre
ssio
n (M
Pa)
position angulaire (dg)
B
Aangle70angle80angle90
Fig. 6.16 – Distribution de la pression sur le rayon de matrice pour α = 70o, α = 80o et α = 90o.
En comparaison, on peut noter les travaux de Hortig [?] qui pour une distribution àα = 90o obtient des valeurs de 125 MPa pour le premier pic et de l’ordre de 60 MPa pourle second. On peut citer comme source de différences, le coefficient de frottement (0.2 [?])et le rayon de matrice égale à 5mm.
Des évolutions de distribution de pression sur un rayon de matrice en fonction de ladescente du poinçon ont été observés dans la littérature [?]. Dans ce cas, le modèle étudiéest axisymétrique, la tôle est sollicitée par la descente d’un poinçon et son écoulementcontrôlé par un serre-flan. Les distributions de pression sont décrites pour des séquences dedescente du poinçon [?]. Les valeurs, alors, obtenues sont très élevées (≈ 300MPa) face àcelles présentées. A défaut d’avoir plus d’informations sur ce modèle, les comparaisons nepeuvent qu’être qualitatives. Au regard des deux zones de fortes pressions, pour les modèlesaxisymétriques et pour les modèles plans, on peut supposer que les pics sont générés parles mêmes phénomènes de pliage et de dépliage de la tôle. Et donc, dans ces deux typesde modèles les phénomènes de pliage et de dépliage conditionnent la distribution de lapression de contact.
Certaines des distributions de pression (figure ??), et notamment celle relative à l’angleα = 70o, sont marquées de petites oscillations qui “perturbent" les deux pics. Ces oscilla-tions sont également observables dans les travaux d’Hortig [?]. Les raisons de ces phéno-mènes peuvent être liées au type de résolutions du problème de contact. La méthode estici, dite de pénalité ([?], [?]). Cette méthode associe les déplacements imposés par le milieuextérieur en fonction de la distance de pénétration admise. Les réactions aux noeuds dela surface de la tôle (“en contact avec la surface") nécessaires à la maintenir à l’extérieurdu domaine de la matrice constituent la base du calcul de la pression. Ces valeurs peuventfluctuer d’un noeud à son voisin ce qui peut provoquer des perturbations sur le profil. Cecireste une hypothèse.
6.6.2 Influence de la pression de serre flan
Les amplitudes des deux pics et leurs positions peuvent caractériser la distribution de lapression de contact sur le rayon de matrice. Pour plus de lisibilité, on se propose de suivre
133
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
ces caractéristiques à travers l’évolution des paramètres étudiés. La figure ?? présente lafaçon dont sont repérés les pics de pression sur le rayon de matrice.
Position angulaire du pic B
Position angulaire du pic A
Fig. 6.17 – Repère des positions des pics.
Les figures ??, ?? et ?? montrent l’évolution des amplitudes des deux pics de pressionpour différentes pressions sous serre flan. D’une façon générale, le premier pic décroît avecla pression de serre flan. Le second pic n’a pas d’évolution monotone, il passe par une valeurmaximale qui diffère avec l’angle α.
Les figures ??, ?? et ?? montrent l’évolution des positions des pics. On constate quela pression de serre flan a très peu d’influence sur la position du pic A. En revanche, lepic B à tendance à s’éloigner du premier pic (A) quand α augmente. On peut égalementremarquer que la largeur du pic B croît avec la pression de serre flan, c’est à dire qu’il estmoins localisé. Ceci est conforme à la littérature [?].
20
40
60
80
100
120
140
2 3 4 5 6 7 8 9 10 11 12
Pression (MPa)
pression sous serre flan (MPa)
pic Bpic A
Fig. 6.18 – Evolution des pics de pression en fonctionde la pression de serre flan pour un angle α = 70o.
50
55
60
65
70
75
80
85
90
2 3 4 5 6 7 8 9 10 11 12
Position des pics (dg)
pression sous serre flan (MPa)
pic Bpic A
Fig. 6.19 – Evolution des positions des pics de pres-sion en fonction de la pression de serre flan pour un angleα = 70o.
La distribution de la pression se répartit mieux sur la surface avec l’augmentation de
134
Partie III6.6. ETUDE DE SENSIBILITÉ
50
60
70
80
90
100
110
120
130
2 3 4 5 6 7 8 9 10 11 12
Pression (MPa)
pression sous serre flan (MPa)
pic Bpic A
Fig. 6.20 – Evolution des pics de pression en fonctionde la pression de serre flan pour un angle α = 80o.
40
45
50
55
60
65
70
75
80
85
90
2 3 4 5 6 7 8 9 10 11 12
Position des pics (dg)
pression sous serre flan (MPa)
pic Bpic A
Fig. 6.21 – Evolution des positions des pics de pres-sion en fonction de la pression de serre flan pour un angleα = 80o.
60
70
80
90
100
110
120
130
2 3 4 5 6 7 8 9 10 11 12
Pression (MPa)
pression sous serre flan (MPa)
pic Bpic A
Fig. 6.22 – Evolution des pics de pression en fonctionde la pression de serre flan pour un angle α = 90o.
30
40
50
60
70
80
90
2 3 4 5 6 7 8 9 10 11 12
Position des pics (dg)
pression sous serre flan (MPa)
pic Bpic A
Fig. 6.23 – Evolution des positions des pics de pres-sion en fonction de la pression de serre flan pour un angleα = 90o.
la pression de serre-flan (figure ??). En effet, pour des valeurs faibles de pression de serre-flan, les pressions de contact sont très localisées et la distribution de pression s’étale avecla pression de serre-flan.
La figure ?? rend compte de l’importance que prend la zone B sur la distribution dela pression. Cette zone B est le reflet des effets de dépliage, ce qui signifie que les effets dedépliage sont plus importants avec l’augmentation de la pression de serre-flan.
D’une façon générale, la pression moyenne sur le rayon de matrice croit avec la pressionde serre-flan (figure ??). Cette augmentation se fait au détriment du premier pic et enfaveur de la répartition de la distribution qui tend à occuper toute la surface de contact.Dans la mesure où le pic A est moins affecté (en comparaison avec le pic B au regard dela largeur de pic dans la mesure où les amplitudes évoluent dans les mêmes écarts) parl’augmentation de pression de serre-flan, l’évolution de la pression moyenne en fonction depression serre-flan décrit d’avantage l’impact des effets de dépliage.
La pression de contact moyenne pc (MPa) est calculée à l’aide de la relation ??.
pc =1
Rmα
∫ α
0pc(α∗)dα∗ (6.3)
où pc est la pression de contact et Rm le rayon de la matrice.
135
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
020
4060
80100
2
4
6
8
10
12−20
0
20
40
60
80
100
120
140
position angulaire (dg)
pression sous serre−flan (MPa)
pres
sion
de
cont
act s
ur le
ray
on d
e m
atric
e (M
Pa)
Fig. 6.24 – Distributions des pressions en fonction de la pression de serre flan pour un angle α = 80o.
Ces aspects généraux expliquent les diminutions de valeurs des premiers pics et no-tamment pour les angles α = 70o (diminution de 35%) et α = 90o (diminution de 29%)(α = 80o observe une diminution de 25%). En effet, pour des valeurs faibles de pression deserre-flan, les pressions sont très localisées et tendent très vite à une meilleure répartitionsur la surface de contact avec l’augmentation de pression de serre-flan.
136
Partie III6.6. ETUDE DE SENSIBILITÉ
15
16
17
18
19
20
21
22
2 3 4 5 6 7 8 9 10 11 12
Pression moyenne (MPa)
pression sous serre flan (MPa)
Fig. 6.25 – Evolution de la pression moyenne en fonction de la pression de serre-flan.
6.6.3 Influence du matériau de la tôle.
Les tôles étudiées sont des nuances classiquement utilisées en emboutissage. L’une estun acier E340D à haute limite élastique (HLE) et la seconde est un acier DC04 (XES). Lescourbes d’écrouissage des ces nuances sont présentées en figure ??.
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
0 0.2 0.4 0.6 0.8 1
contrainte equivalente (GPa)
deformation plastique equivalente
HLEXES
Fig. 6.26 – Courbes d’écrouissage des tôles XES et HLE.
Le tableau ?? résume les propriétés mécaniques de ces tôles.
Tab. 6.6 – Propriétés mécaniques des tôles.XES HLE
module d’Young (GPa) 210 210coefficient de Poisson 0.3 0.3
coefficient d’écrouissage n 0.225 0.127consistance K (MPa) 530 885
Les figures ?? et ?? présentent respectivement l’évolution des amplitudes et les positionsdes pics pour des comportements de tôles XES et HLE. On constate que la tôle à hautelimite élastique génère des pics nettement plus importants et leurs positions tendent à serapprocher.
137
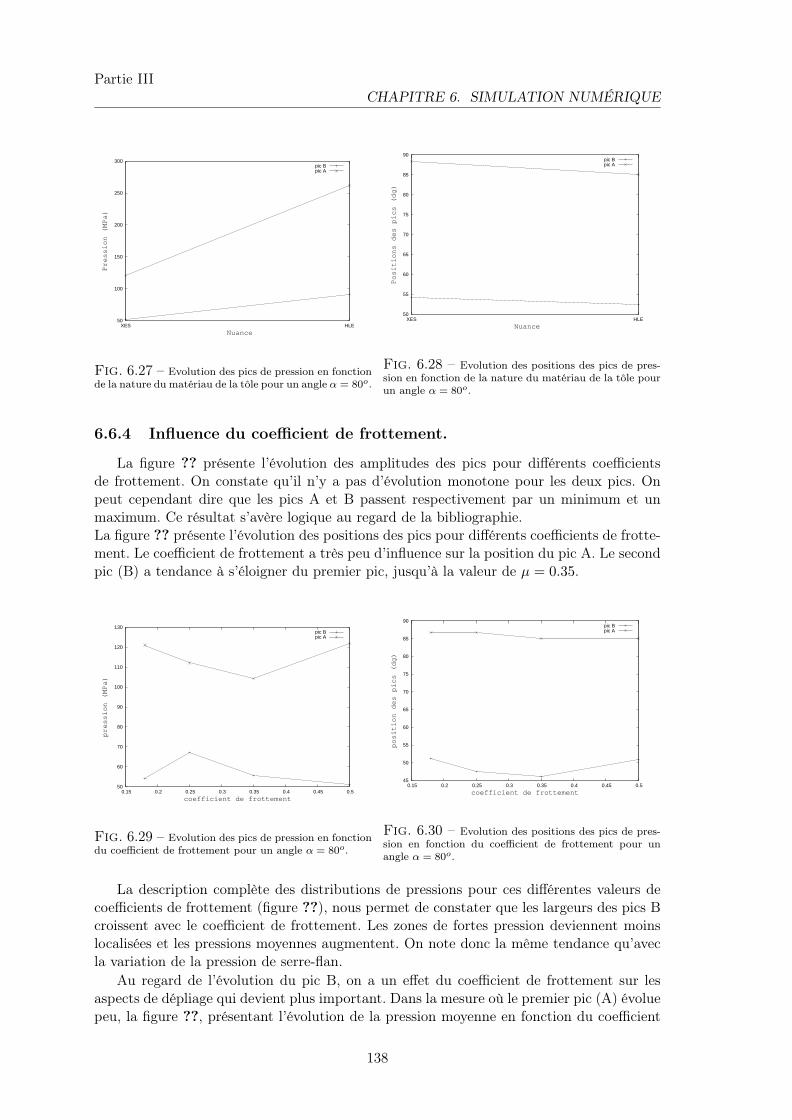
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
50
100
150
200
250
300
XES HLE
Pression (MPa)
Nuance
pic Bpic A
Fig. 6.27 – Evolution des pics de pression en fonctionde la nature du matériau de la tôle pour un angle α = 80o.
50
55
60
65
70
75
80
85
90
XES HLE
Positions des pics (dg)
Nuance
pic Bpic A
Fig. 6.28 – Evolution des positions des pics de pres-sion en fonction de la nature du matériau de la tôle pourun angle α = 80o.
6.6.4 Influence du coefficient de frottement.
La figure ?? présente l’évolution des amplitudes des pics pour différents coefficientsde frottement. On constate qu’il n’y a pas d’évolution monotone pour les deux pics. Onpeut cependant dire que les pics A et B passent respectivement par un minimum et unmaximum. Ce résultat s’avère logique au regard de la bibliographie.La figure ?? présente l’évolution des positions des pics pour différents coefficients de frotte-ment. Le coefficient de frottement a très peu d’influence sur la position du pic A. Le secondpic (B) a tendance à s’éloigner du premier pic, jusqu’à la valeur de µ = 0.35.
50
60
70
80
90
100
110
120
130
0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
pression (MPa)
coefficient de frottement
pic Bpic A
Fig. 6.29 – Evolution des pics de pression en fonctiondu coefficient de frottement pour un angle α = 80o.
45
50
55
60
65
70
75
80
85
90
0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.5
position des pics (dg)
coefficient de frottement
pic Bpic A
Fig. 6.30 – Evolution des positions des pics de pres-sion en fonction du coefficient de frottement pour unangle α = 80o.
La description complète des distributions de pressions pour ces différentes valeurs decoefficients de frottement (figure ??), nous permet de constater que les largeurs des pics Bcroissent avec le coefficient de frottement. Les zones de fortes pression deviennent moinslocalisées et les pressions moyennes augmentent. On note donc la même tendance qu’avecla variation de la pression de serre-flan.
Au regard de l’évolution du pic B, on a un effet du coefficient de frottement sur lesaspects de dépliage qui devient plus important. Dans la mesure où le premier pic (A) évoluepeu, la figure ??, présentant l’évolution de la pression moyenne en fonction du coefficient
138
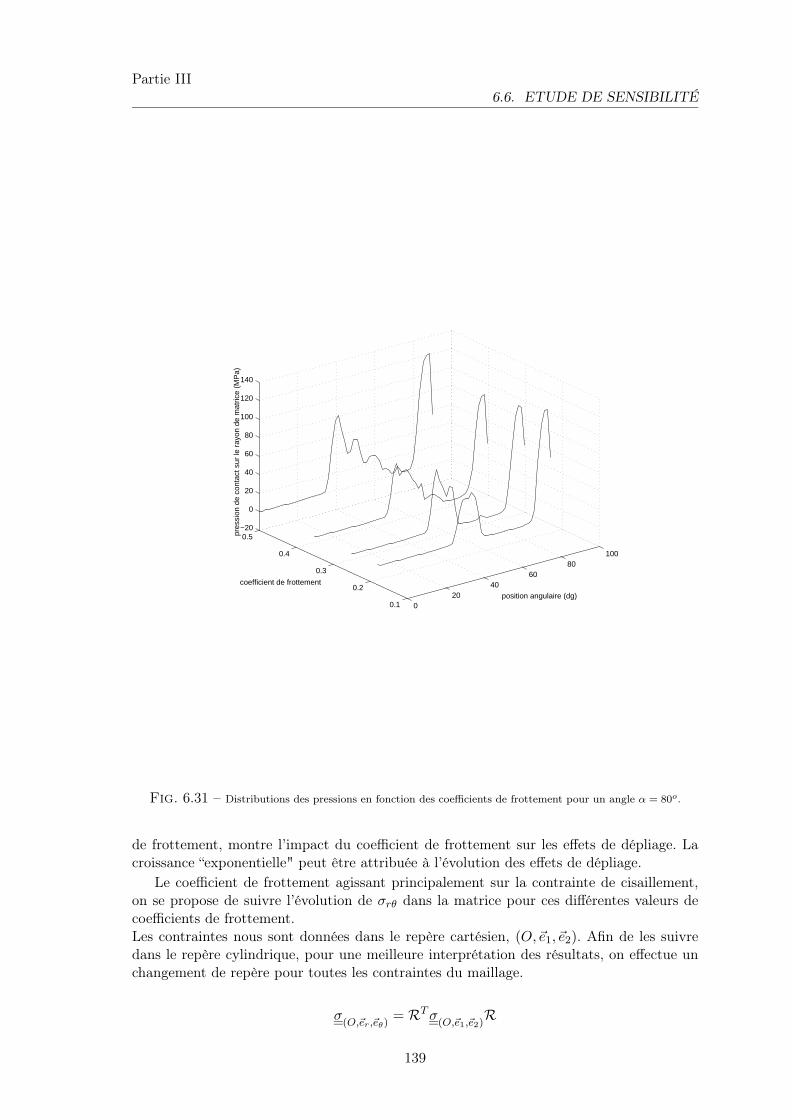
Partie III6.6. ETUDE DE SENSIBILITÉ
020
4060
80100
0.1
0.2
0.3
0.4
0.5−20
0
20
40
60
80
100
120
140
position angulaire (dg)
coefficient de frottement
pres
sion
de
cont
act s
ur le
ray
on d
e m
atric
e (M
Pa)
Fig. 6.31 – Distributions des pressions en fonction des coefficients de frottement pour un angle α = 80o.
de frottement, montre l’impact du coefficient de frottement sur les effets de dépliage. Lacroissance “exponentielle" peut être attribuée à l’évolution des effets de dépliage.
Le coefficient de frottement agissant principalement sur la contrainte de cisaillement,on se propose de suivre l’évolution de σrθ dans la matrice pour ces différentes valeurs decoefficients de frottement.Les contraintes nous sont données dans le repère cartésien, (O,~e1, ~e2). Afin de les suivredans le repère cylindrique, pour une meilleure interprétation des résultats, on effectue unchangement de repère pour toutes les contraintes du maillage.
σ(O,~er,~eθ)
= RTσ(O,~e1,~e2)
R
139

Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
0.15 0.2 0.25 0.3 0.35 0.4 0.45 0.516
18
20
22
24
26
28
coefficient de frottement
pres
sion
moy
enne
(M
Pa)
Fig. 6.32 – Evolution de la pression moyenne en fonction du coefficient de frottement.
avec R, la matrice de rotation du repère (O,~e1, ~e2) vers (O,~er, ~eθ).Les figures ??, ??, ?? et ?? présentent les résultats des contraintes de cisaillement (σrθ)
dans l’ensemble de la matrice en fonction de la position angulaire et de la profondeur dansle rayon pour différents coefficients de frottement.
Ces effets sont également observés dans les travaux d’Hortig [?].On constate que les contraintes maximales sont atteintes pour un rayon de r ≈ 5.5 mm.
Ces maxima, pour les pics A, diminuent et ils augmentent pour les pics B, quand le coef-ficient de frottement augmente.
140

Partie III6.6. ETUDE DE SENSIBILITÉ
0102030405060708090
2
3
4
5
6
−0.015
−0.01
−0.005
0
0.005
0.01
0.015
0.02
0.025
0.03
rayon (mm)
σrθ
position angulaire (dg)
pres
sion
(G
Pa)
Fig. 6.33 – Evolution de σrθ dans la matrice pour uncoefficient de frottement µ = 0.18 angle α = 80o.
0102030405060708090
2
3
4
5
6
−0.015
−0.01
−0.005
0
0.005
0.01
0.015
0.02
0.025
0.03
rayon (mm)
σrθ
position angulaire (dg)
pres
sion
(G
Pa)
Fig. 6.34 – Evolution de σrθ dans la matrice pour uncoefficient de frottement µ = 0.25 angle α = 80o.
6.6.5 Influence de l’effort de retenue
Les figures ?? et ?? présentent respectivement les amplitudes et les positions des picsen fonction des efforts de retenue.
On constate que les pics ont tendance à se rapprocher. Le second pic croît avec l’effortde retenue. Une autre caractéristique de l’effet de l’effort de retenue est l’augmentation dela largeur du pic B (figure ??).On peut remarquer que la retenue générée par la pression de serre flan évolue, dans la plagedes valeurs observées, dans le même sens que la retenue générée par “le redresseur”. En effet,ce paramètre a le même rôle, au regard des distributions de pressions, que la pression deserre-flan ou le coefficient de frottement. Les effets, en augmentant ce paramètre, sur ladistribution de pressions vont dans le même sens que ceux induits par la pression de serre-flan.
141
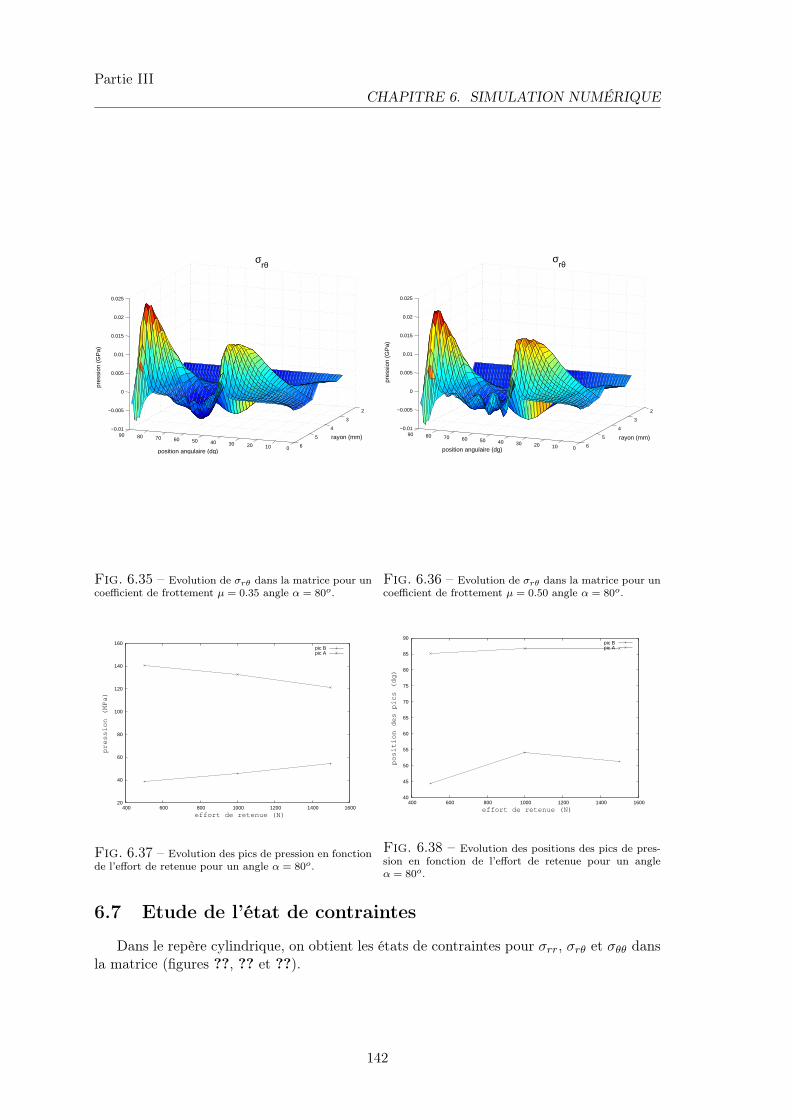
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
0102030405060708090
2
3
4
5
6
−0.01
−0.005
0
0.005
0.01
0.015
0.02
0.025
rayon (mm)
σrθ
position angulaire (dg)
pres
sion
(G
Pa)
Fig. 6.35 – Evolution de σrθ dans la matrice pour uncoefficient de frottement µ = 0.35 angle α = 80o.
0102030405060708090
2
3
4
5
6
−0.01
−0.005
0
0.005
0.01
0.015
0.02
0.025
rayon (mm)
σrθ
position angulaire (dg)
pres
sion
(G
Pa)
Fig. 6.36 – Evolution de σrθ dans la matrice pour uncoefficient de frottement µ = 0.50 angle α = 80o.
20
40
60
80
100
120
140
160
400 600 800 1000 1200 1400 1600
pression (MPa)
effort de retenue (N)
pic Bpic A
Fig. 6.37 – Evolution des pics de pression en fonctionde l’effort de retenue pour un angle α = 80o.
40
45
50
55
60
65
70
75
80
85
90
400 600 800 1000 1200 1400 1600
position des pics (dg)
effort de retenue (N)
pic Bpic A
Fig. 6.38 – Evolution des positions des pics de pres-sion en fonction de l’effort de retenue pour un angleα = 80o.
6.7 Etude de l’état de contraintes
Dans le repère cylindrique, on obtient les états de contraintes pour σrr, σrθ et σθθ dansla matrice (figures ??, ?? et ??).
142
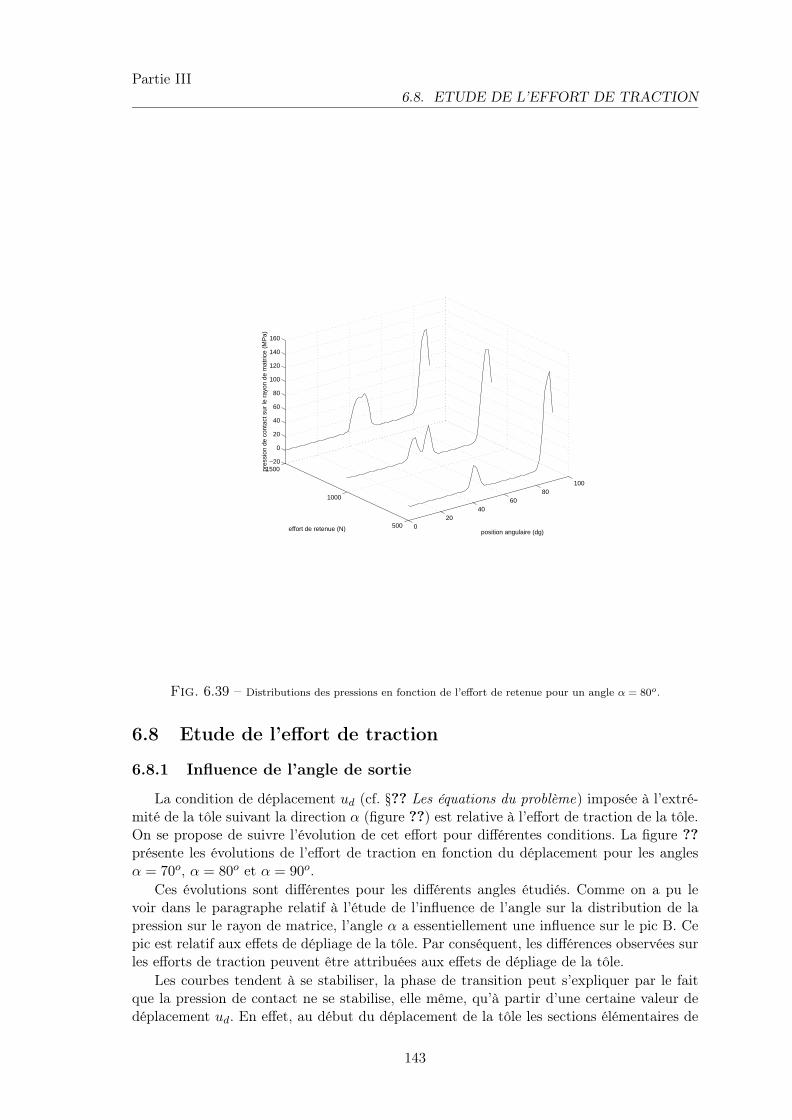
Partie III6.8. ETUDE DE L’EFFORT DE TRACTION
020
4060
80100
500
1000
1500−20
0
20
40
60
80
100
120
140
160
position angulaire (dg)effort de retenue (N)
pres
sion
de
cont
act s
ur le
ray
on d
e m
atric
e (M
Pa)
Fig. 6.39 – Distributions des pressions en fonction de l’effort de retenue pour un angle α = 80o.
6.8 Etude de l’effort de traction
6.8.1 Influence de l’angle de sortie
La condition de déplacement ud (cf. §?? Les équations du problème) imposée à l’extré-mité de la tôle suivant la direction α (figure ??) est relative à l’effort de traction de la tôle.On se propose de suivre l’évolution de cet effort pour différentes conditions. La figure ??présente les évolutions de l’effort de traction en fonction du déplacement pour les anglesα = 70o, α = 80o et α = 90o.
Ces évolutions sont différentes pour les différents angles étudiés. Comme on a pu levoir dans le paragraphe relatif à l’étude de l’influence de l’angle sur la distribution de lapression sur le rayon de matrice, l’angle α a essentiellement une influence sur le pic B. Cepic est relatif aux effets de dépliage de la tôle. Par conséquent, les différences observées surles efforts de traction peuvent être attribuées aux effets de dépliage de la tôle.
Les courbes tendent à se stabiliser, la phase de transition peut s’expliquer par le faitque la pression de contact ne se stabilise, elle même, qu’à partir d’une certaine valeur dedéplacement ud. En effet, au début du déplacement de la tôle les sections élémentaires de
143

Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
0102030405060708090
2
3
4
5
6
−0.12
−0.1
−0.08
−0.06
−0.04
−0.02
0
0.02
rayon (mm)
σrr
position angulaire (dg)
pres
sion
(G
Pa)
Fig. 6.40 – Evolution de σrr dans la matrice pourun coefficient de frottement µ = 0.18 et pour un angleα = 80o.
0102030405060708090
2
3
4
5
6
−0.015
−0.01
−0.005
0
0.005
0.01
0.015
0.02
0.025
0.03
rayon (mm)
σrθ
position angulaire (dg)
pres
sion
(G
Pa)
Fig. 6.41 – Evolution de σrθ dans la matrice pourun coefficient de frottement µ = 0.18 et pour un angleα = 80o.
la tôle, repérées ds sur la figure ??, ne subissent pas le même dépliage suivant qu’elles setrouvent en position 1©, 2© ou 3© (figure ??).
De ce fait, la pression de contact sur le rayon de matrice se stabilise à partir d’un dépla-cement de tôle, ud, égal à la circonférence du rayon de matrice en contact avec la tôle. Ledéplacement de stabilisation de la pression est donc égale à dstabilisation = αRm. L’impactest identique sur l’effort de traction.
Le tableau ?? présente les estimations des longueurs de stabilisation dstabilisation, avecRm égale à 6 mm.
Tab. 6.7 – Evaluation des longueurs de stabilisation.α 70o 80o 90o
Rmα (mm) 7.32 8.36 9.40
Les valeurs déterminées pour α = 80o et α = 90o correspondent à des valeurs stabilisées(figure ??). On peut cependant noter que la valeur déterminée pour α = 70o ne correspondpas à une valeur stabilisée (figure ??). On ne dégage pas de raisons qui permettraient dejustifier que pour cet angle, ce critère de stabilisation ne soit pas vérifié.
144

Partie III6.8. ETUDE DE L’EFFORT DE TRACTION
0102030405060708090
2
3
4
5
6
−0.12
−0.1
−0.08
−0.06
−0.04
−0.02
0
0.02
rayon (mm)
σθθ
position angulaire (dg)
pres
sion
(G
Pa)
Fig. 6.42 – Evolution de σθθ dans la matrice pour un coefficient de frottement µ = 0.18 et pour un angle α = 80o.
0
500
1000
1500
2000
2500
3000
3500
4000
4500
5000
0 2 4 6 8 10 12 14
Effort de traction (N)
Deplacement (mm)
angle70angle80angle90
Fig. 6.43 – Effort de traction en fonction du déplacement pour les angles α = 70o, α = 80o et α = 90o.
6.8.2 Influence de la pression de serre-flan
La figure ?? présente l’évolution de l’effort de traction en fonction du déplacement pourdifférentes pressions de serre-flan (cf. Tableau ??).
145
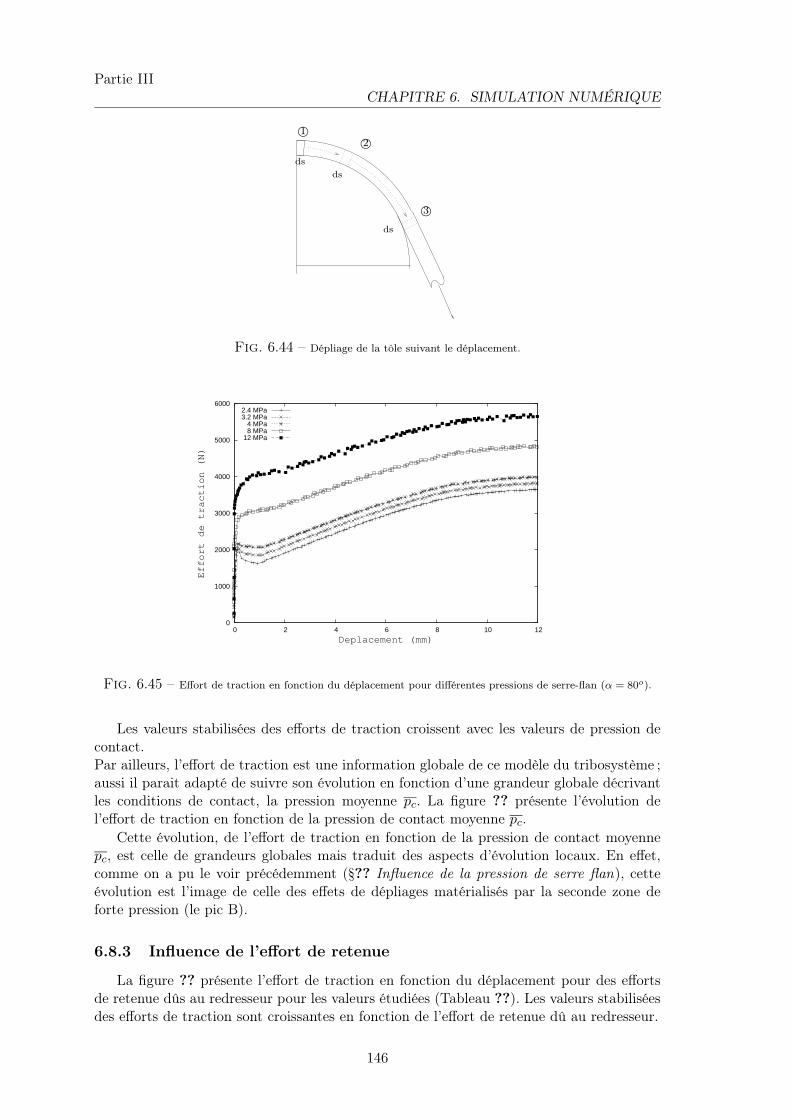
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
ds
ds
ds
1©2©
3©
Fig. 6.44 – Dépliage de la tôle suivant le déplacement.
0
1000
2000
3000
4000
5000
6000
0 2 4 6 8 10 12
Effort de traction (N)
Deplacement (mm)
2.4 MPa3.2 MPa
4 MPa8 MPa
12 MPa
Fig. 6.45 – Effort de traction en fonction du déplacement pour différentes pressions de serre-flan (α = 80o).
Les valeurs stabilisées des efforts de traction croissent avec les valeurs de pression decontact.Par ailleurs, l’effort de traction est une information globale de ce modèle du tribosystème ;aussi il parait adapté de suivre son évolution en fonction d’une grandeur globale décrivantles conditions de contact, la pression moyenne pc. La figure ?? présente l’évolution del’effort de traction en fonction de la pression de contact moyenne pc.
Cette évolution, de l’effort de traction en fonction de la pression de contact moyennepc, est celle de grandeurs globales mais traduit des aspects d’évolution locaux. En effet,comme on a pu le voir précédemment (§?? Influence de la pression de serre flan), cetteévolution est l’image de celle des effets de dépliages matérialisés par la seconde zone deforte pression (le pic B).
6.8.3 Influence de l’effort de retenue
La figure ?? présente l’effort de traction en fonction du déplacement pour des effortsde retenue dûs au redresseur pour les valeurs étudiées (Tableau ??). Les valeurs stabiliséesdes efforts de traction sont croissantes en fonction de l’effort de retenue dû au redresseur.
146

Partie III6.8. ETUDE DE L’EFFORT DE TRACTION
15 16 17 18 19 20 21 222500
3000
3500
4000
4500
5000
5500
6000
pression moyenne (MPa)
effo
rt d
e tr
actio
n (N
)
Fig. 6.46 – Effort de traction en fonction de la pression de contact moyenne pc.
La figure ?? montre que cette évolution est linéaire. En effet, la relation théoriquequi lie ces deux grandeurs est donnée par la relation ?? (cf. Chapitre II-?? Coefficient defrottement).
FTraction − Fdpliage = (Fretenue globale + Fpliage)eµR
RmRm+ e
2α
(6.4)
Dans cette relation Fretenue globale englobe les effets de retenue du serre-flan et du redres-seur, cette expression se décompose alors en deux parties : Fretenue globale = Fretenue serre−flan+Fretenue redresseur.
L’équation ?? peut s’écrire sous la forme FTraction = aFretenue redresseur + b, avec a =
eµR
RmRm+ e
2αet b = Fdpliage+(Fpliage+Fretenue serre−flan)e
µRRm
Rm+ e2α. Dans la mesure où Rm,
α et la pression de serre-flan sont constants, on a bien une évolution linéaire de la force detraction en fonction de l’effort de retenue induit par le redresseur.
147
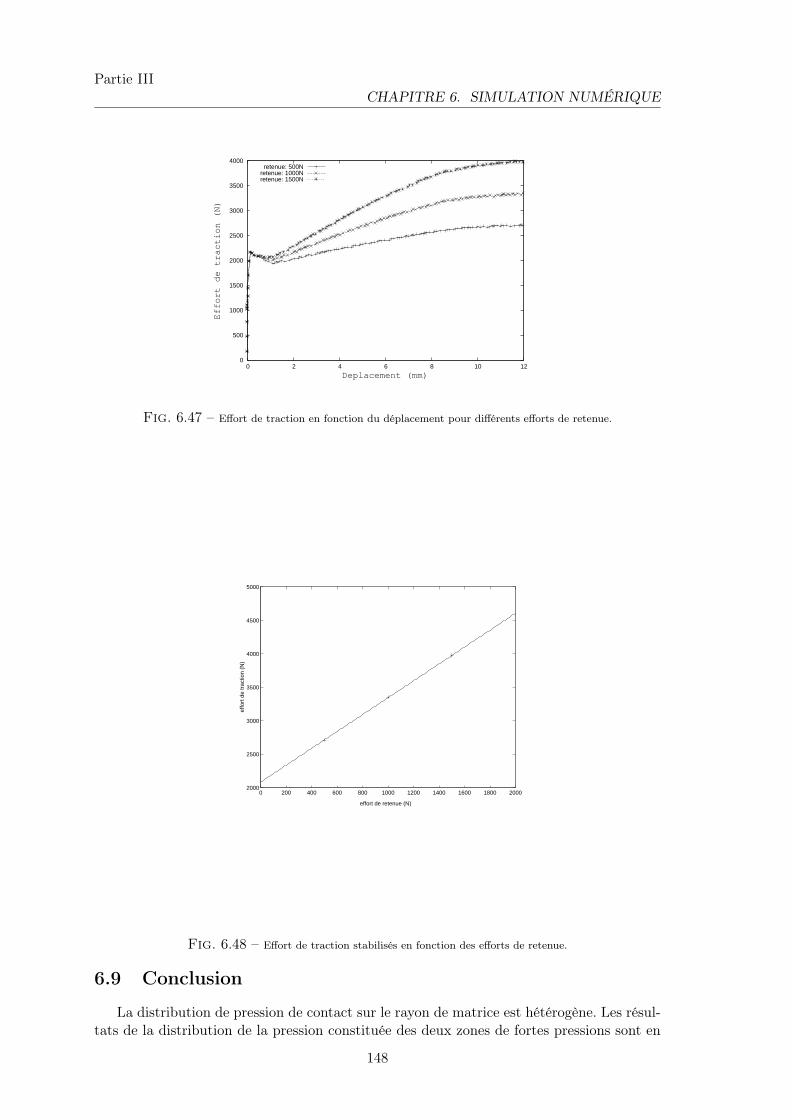
Partie IIICHAPITRE 6. SIMULATION NUMÉRIQUE
0
500
1000
1500
2000
2500
3000
3500
4000
0 2 4 6 8 10 12
Effort de traction (N)
Deplacement (mm)
retenue: 500Nretenue: 1000Nretenue: 1500N
Fig. 6.47 – Effort de traction en fonction du déplacement pour différents efforts de retenue.
0 200 400 600 800 1000 1200 1400 1600 1800 20002000
2500
3000
3500
4000
4500
5000
effort de retenue (N)
effo
rt d
e tr
actio
n (N
)
Fig. 6.48 – Effort de traction stabilisés en fonction des efforts de retenue.
6.9 Conclusion
La distribution de pression de contact sur le rayon de matrice est hétérogène. Les résul-tats de la distribution de la pression constituée des deux zones de fortes pressions sont en
148
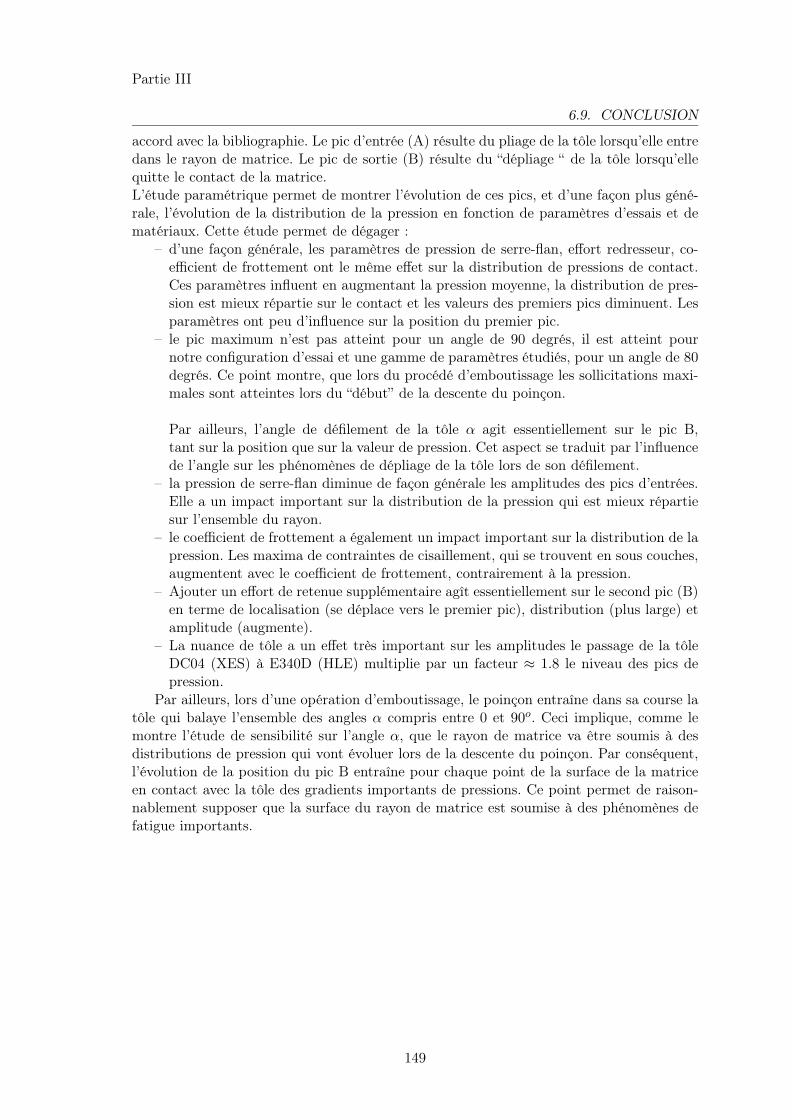
Partie III
6.9. CONCLUSION
accord avec la bibliographie. Le pic d’entrée (A) résulte du pliage de la tôle lorsqu’elle entredans le rayon de matrice. Le pic de sortie (B) résulte du “dépliage “ de la tôle lorsqu’ellequitte le contact de la matrice.L’étude paramétrique permet de montrer l’évolution de ces pics, et d’une façon plus géné-rale, l’évolution de la distribution de la pression en fonction de paramètres d’essais et dematériaux. Cette étude permet de dégager :
– d’une façon générale, les paramètres de pression de serre-flan, effort redresseur, co-efficient de frottement ont le même effet sur la distribution de pressions de contact.Ces paramètres influent en augmentant la pression moyenne, la distribution de pres-sion est mieux répartie sur le contact et les valeurs des premiers pics diminuent. Lesparamètres ont peu d’influence sur la position du premier pic.
– le pic maximum n’est pas atteint pour un angle de 90 degrés, il est atteint pournotre configuration d’essai et une gamme de paramètres étudiés, pour un angle de 80degrés. Ce point montre, que lors du procédé d’emboutissage les sollicitations maxi-males sont atteintes lors du “début” de la descente du poinçon.
Par ailleurs, l’angle de défilement de la tôle α agit essentiellement sur le pic B,tant sur la position que sur la valeur de pression. Cet aspect se traduit par l’influencede l’angle sur les phénomènes de dépliage de la tôle lors de son défilement.
– la pression de serre-flan diminue de façon générale les amplitudes des pics d’entrées.Elle a un impact important sur la distribution de la pression qui est mieux répartiesur l’ensemble du rayon.
– le coefficient de frottement a également un impact important sur la distribution de lapression. Les maxima de contraintes de cisaillement, qui se trouvent en sous couches,augmentent avec le coefficient de frottement, contrairement à la pression.
– Ajouter un effort de retenue supplémentaire agît essentiellement sur le second pic (B)en terme de localisation (se déplace vers le premier pic), distribution (plus large) etamplitude (augmente).
– La nuance de tôle a un effet très important sur les amplitudes le passage de la tôleDC04 (XES) à E340D (HLE) multiplie par un facteur ≈ 1.8 le niveau des pics depression.
Par ailleurs, lors d’une opération d’emboutissage, le poinçon entraîne dans sa course latôle qui balaye l’ensemble des angles α compris entre 0 et 90o. Ceci implique, comme lemontre l’étude de sensibilité sur l’angle α, que le rayon de matrice va être soumis à desdistributions de pression qui vont évoluer lors de la descente du poinçon. Par conséquent,l’évolution de la position du pic B entraîne pour chaque point de la surface de la matriceen contact avec la tôle des gradients importants de pressions. Ce point permet de raison-nablement supposer que la surface du rayon de matrice est soumise à des phénomènes defatigue importants.
149

Partie III
CHAPITRE 6. SIMULATION NUMÉRIQUE
150

Chapitre 7
Validation des zones de fortespression par photoélasticimétrie
7.1 Introduction
Ce chapitre a pour objectif de valider l’existence des zones de fortes pressions de contact.Plusieurs approches ont été envisagées, telles que l’instrumentation du rayon de matricepar des jauges de déformation et l’utilisation de “papier à pression”. La première solutionne permet pas d’obtenir une cartographie de la pression de contact, nécessaire à la miseen évidence des zones de fortes pressions. La seconde solution est basée sur l’utilisation demicro-capsules de peinture qui cèdent sous une pression donnée pour colorer la feuille qui lessupporte. La multiplicité de ces micro-capsules, relativement aux pressions qui permettentde les faire céder, définit la gamme d’utilisation et la précision de ce moyen de mesure. Cemoyen ne se révèle pas adapté à notre situation, dans la mesure où le glissement de la tôlesur le rayon de matrice peut provoquer l’arrachement du papier.
Notre choix s’est orienté vers des mesures par photoélasticimétrie. Ce choix impliquela création d’un rayon de matrice transparent en polymère biréfringent. Cette étude s’estdéroulée en trois étapes. La première est consacrée à la faisabilité de ces mesures en utilisantdes outils de la simulation numérique couplés à un programme, développé sur MATLAB,permettant de prendre en compte une loi qui régit l’apparition des franges isochromes. Laseconde est consacrée à la réalisation des essais. Et la dernière confrontera les résultats del’essai à ceux des calculs.
7.2 Faisabilité de la mesure
7.2.1 Rappels sur la photoélasticimétrie
Quand un matériau biréfringent est soumis à un champ de contrainte, l’intensité lumi-neuse Il transmise a pour expression (à un facteur près) [?], [?] :
Il = sin2(2βp)sin2(Φp
2) (7.1)
où βp désigne l’angle entre la direction de polarisation incidente et la direction principaledu tenseur des indices de réfraction, et Φp est le retard de phase. La loi photoélastiquestipule que les directions principales du tenseur des indices de réfraction sont confonduesavec celles du tenseur des contraintes et ces tenseurs sont proportionnels.
Cette intensité est nulle en particulier pour :
151
Partie IIICHAPITRE 7. VALIDATION DES ZONES DE FORTES PRESSION PAR
PHOTOÉLASTICIMÉTRIE
sin2(Φp
2) = 0. (7.2)
Cette équation est vérifiée pour :
Φp = 2πnordre nordre ∈ N (7.3)
Les lieux d’extinction correspondants sont les isochromes d’ordre nordre. Les isochromes(ou franges isochromatiques) correspondent à une ligne d’égales valeurs de la différence descontraintes principales σ1−σ2. La relation de Maxwell ?? permet d’exprimer Φp en fonctionde la différence des contraintes principales et des paramètres optiques et géométriques del’éprouvette.
Φp = (σ1 − σ2)2πCbemλl
(7.4)
où σ1 et σ2 désignent les contraintes principales, Cb est une constante caractéristiquedu matériau photoélastique exprimée en Brewster1, λl désigne la longueur d’onde de lasource lumineuse et em est l’épaisseur de l’éprouvette biréfringente.
On se propose alors d’estimer la différence des contraintes principales, intervenant dansla relation ??, par simulation numérique, puis de traiter ces données pour en déduire lacarte des franges (ou isochrome) sur le rayon de matrice.
Par ailleurs, on peut constater que l’un des paramètres opérationnels est l’épaisseur del’éprouvette. L’épaisseur, comme le montre la relation ??, influe sur le nombre de franges :plus l’épaisseur est importante et plus le nombre de franges l’est également à contraintesfixes. Ce constat a un impact direct sur la géométrie à adopter pour la réalisation de lavisualisation de la distribution des contraintes par photoélasticimétrie.
7.2.2 Simulation numérique
Cette modélisation s’appuie sur celle développée dans le chapitre ?? Simulation numé-rique. Les hypothèses considérées dans cette étude sont identiques à celles utilisées dans lechapitre ?? consacré à la simulation numérique.
Le modèle étudié est constitué d’une tôle de 0.5 mm d’épaisseur et de 25 mm de largeen acier DC05, d’une semelle en acier et d’un rayon de matrice en PMMA2 avec unevaleur de rayon égale à 6 mm. La tôle répond à un comportement élastoplastique isotrope(cf. chapitre ?? Simulation numérique) et le rayon de matrice et la semelle sont supposésrépondre à des lois de comportement élastique linéaire. Le serre-flan est considéré rigide.L’angle de sortie de la tôle est α = 70o (figure ??).
Le maillage utilisé est présenté en figure ??, les caractéristiques des éléments sontidentiques à celles utilisées dans le chapitre ?? Simulation numérique.
Ce calcul est effectué pour une pression sous serre-flan de 1 MPa et pour une longueurde défilement de tôle de 12 mm.
La figure ?? présente le résultat du calcul en terme de distribution des contrainteséquivalentes au sens de Von Mises. Ce résultat permet d’identifier les zones de concentrationde contraintes. En plus des zones liées à l’entrée et à la sortie du contact tôle/matrice,on peut distinguer une zone intermédiaire de concentration de contraintes qui est due àl’écrasement général de la matrice dû à sa faible rigidité face aux sollicitations induites parla tôle (mise sous tension et défilement).
11 Brewster = 1012 m2/N2PMMA : polyméthacrylate de méthyle
152
Partie III
7.2. FAISABILITÉ DE LA MESURE
Fig. 7.1 – Schéma du modèle étudié avec α = 70o.
Tab. 7.1 – Paramètres de calcul utilisés.Semelle
module d’Young (GPa) 227coefficient de Poisson 0.3
Rayon de matricemodule d’Young (GPa) 2.85coefficient de Poisson 0.37
Tôlemodule d’Young (GPa) 210coefficient de Poisson 0.3consistance K (MPa) 325
coefficient d’écrouissage n 0.2
7.2.3 Estimation des franges
Ces résultats de simulation numérique nous permettent d’estimer la différence descontraintes principales. La figure ?? présente la différence des contraintes principales,σ1 − σ2, sur le rayon de matrice, nécessaire au calcul de Φp.
Ce résultat permet, en utilisant les relations ?? et ??, d’estimer la distribution desfranges sur le rayon de matrice (figure ??). Les paramètres utilisés sont présentés dans letableau ??.
Tab. 7.2 – Paramètres de calcul utilisés.Cb (brewster) 4.47em (mm) 20
λl (nanomètre) 546
Le choix de la valeur de la longueur d’onde λl correspond à la lumière verte.
153
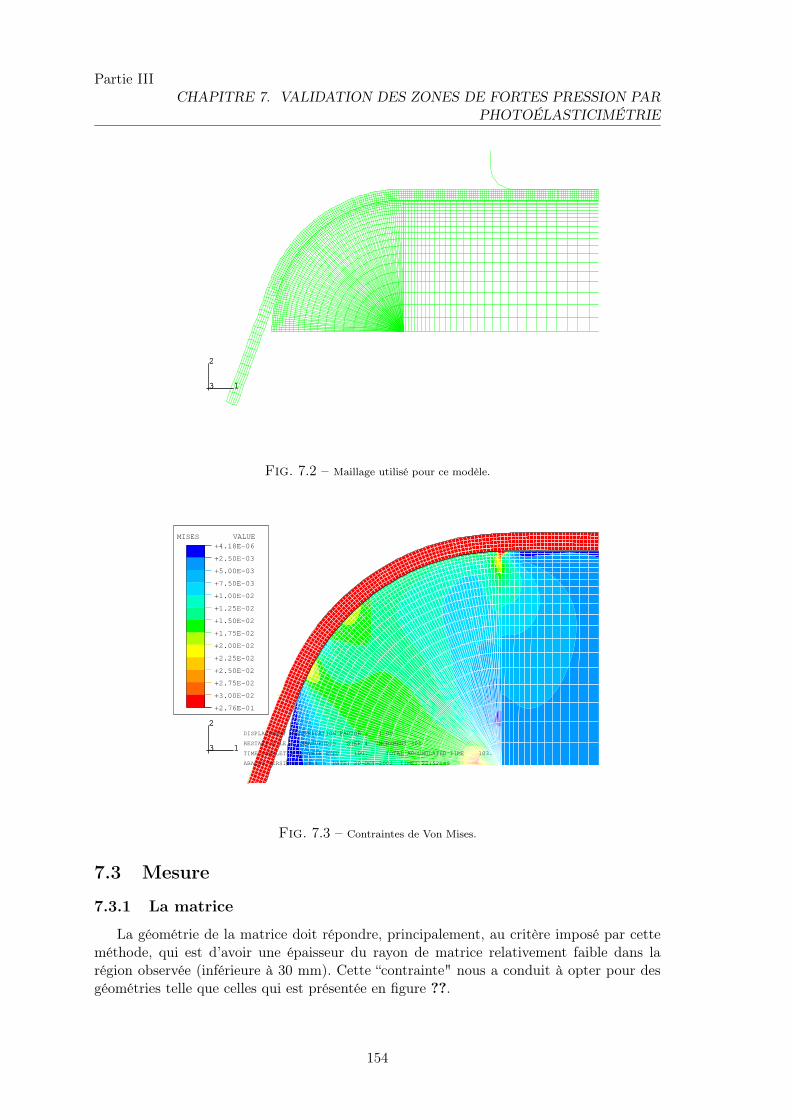
Partie IIICHAPITRE 7. VALIDATION DES ZONES DE FORTES PRESSION PAR
PHOTOÉLASTICIMÉTRIE
1
2
3 1
2
3
Fig. 7.2 – Maillage utilisé pour ce modèle.
1
2
3 1
2
3
MISES VALUE+4.18E-06
+2.50E-03
+5.00E-03
+7.50E-03
+1.00E-02
+1.25E-02
+1.50E-02
+1.75E-02
+2.00E-02
+2.25E-02
+2.50E-02
+2.75E-02
+3.00E-02
+2.76E-01
DISPLACEMENT MAGNIFICATION FACTOR = 1.00
RESTART FILE = PMMA70P0025 STEP 4 INCREMENT 302
TIME COMPLETED IN THIS STEP 100. TOTAL ACCUMULATED TIME 103.
ABAQUS VERSION: 5.8-1 DATE: 20-OCT-2002 TIME: 22:52:49
Fig. 7.3 – Contraintes de Von Mises.
7.3 Mesure
7.3.1 La matrice
La géométrie de la matrice doit répondre, principalement, au critère imposé par cetteméthode, qui est d’avoir une épaisseur du rayon de matrice relativement faible dans larégion observée (inférieure à 30 mm). Cette “contrainte" nous a conduit à opter pour desgéométries telle que celles qui est présentée en figure ??.
154
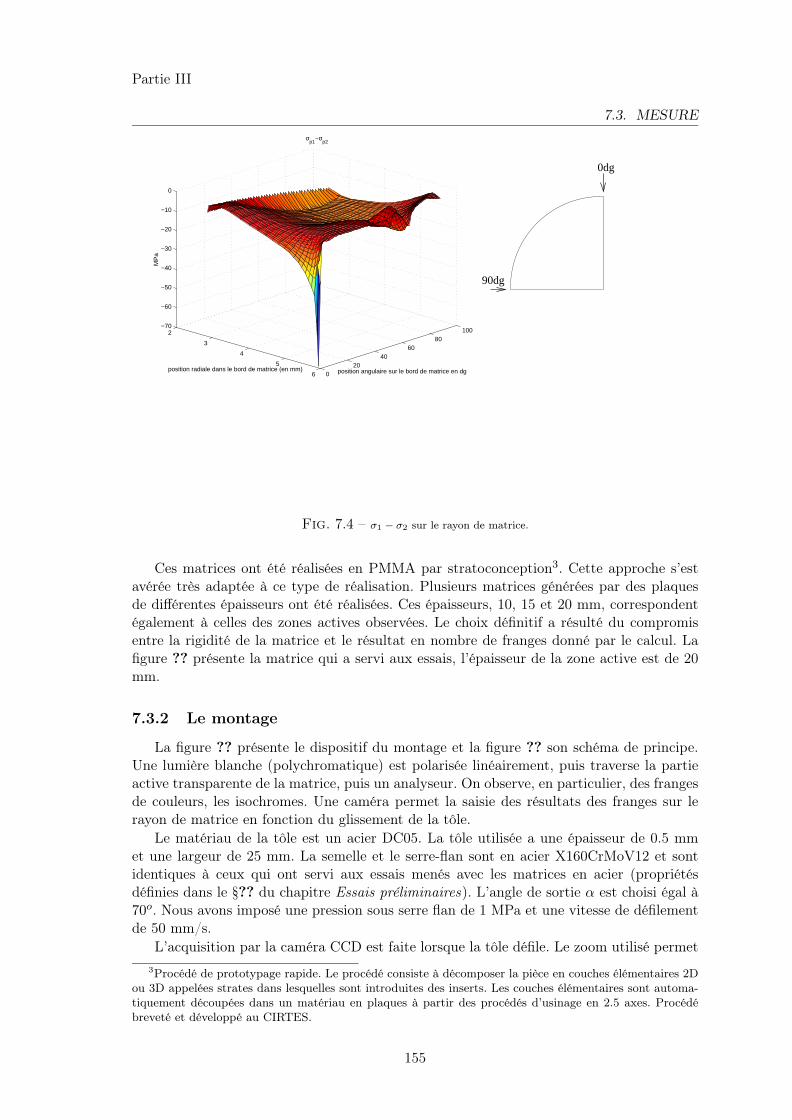
Partie III
7.3. MESURE
2
3
4
5
6 020
4060
80100
−70
−60
−50
−40
−30
−20
−10
0
position angulaire sur le bord de matrice en dg
σp1
−σp2
position radiale dans le bord de matrice (en mm)
MP
a
0dg
90dg
Fig. 7.4 – σ1 − σ2 sur le rayon de matrice.
Ces matrices ont été réalisées en PMMA par stratoconception3. Cette approche s’estavérée très adaptée à ce type de réalisation. Plusieurs matrices générées par des plaquesde différentes épaisseurs ont été réalisées. Ces épaisseurs, 10, 15 et 20 mm, correspondentégalement à celles des zones actives observées. Le choix définitif a résulté du compromisentre la rigidité de la matrice et le résultat en nombre de franges donné par le calcul. Lafigure ?? présente la matrice qui a servi aux essais, l’épaisseur de la zone active est de 20mm.
7.3.2 Le montage
La figure ?? présente le dispositif du montage et la figure ?? son schéma de principe.Une lumière blanche (polychromatique) est polarisée linéairement, puis traverse la partieactive transparente de la matrice, puis un analyseur. On observe, en particulier, des frangesde couleurs, les isochromes. Une caméra permet la saisie des résultats des franges sur lerayon de matrice en fonction du glissement de la tôle.
Le matériau de la tôle est un acier DC05. La tôle utilisée a une épaisseur de 0.5 mmet une largeur de 25 mm. La semelle et le serre-flan sont en acier X160CrMoV12 et sontidentiques à ceux qui ont servi aux essais menés avec les matrices en acier (propriétésdéfinies dans le §?? du chapitre Essais préliminaires). L’angle de sortie α est choisi égal à70o. Nous avons imposé une pression sous serre flan de 1 MPa et une vitesse de défilementde 50 mm/s.
L’acquisition par la caméra CCD est faite lorsque la tôle défile. Le zoom utilisé permet3Procédé de prototypage rapide. Le procédé consiste à décomposer la pièce en couches élémentaires 2D
ou 3D appelées strates dans lesquelles sont introduites des inserts. Les couches élémentaires sont automa-tiquement découpées dans un matériau en plaques à partir des procédés d’usinage en 2.5 axes. Procédébreveté et développé au CIRTES.
155
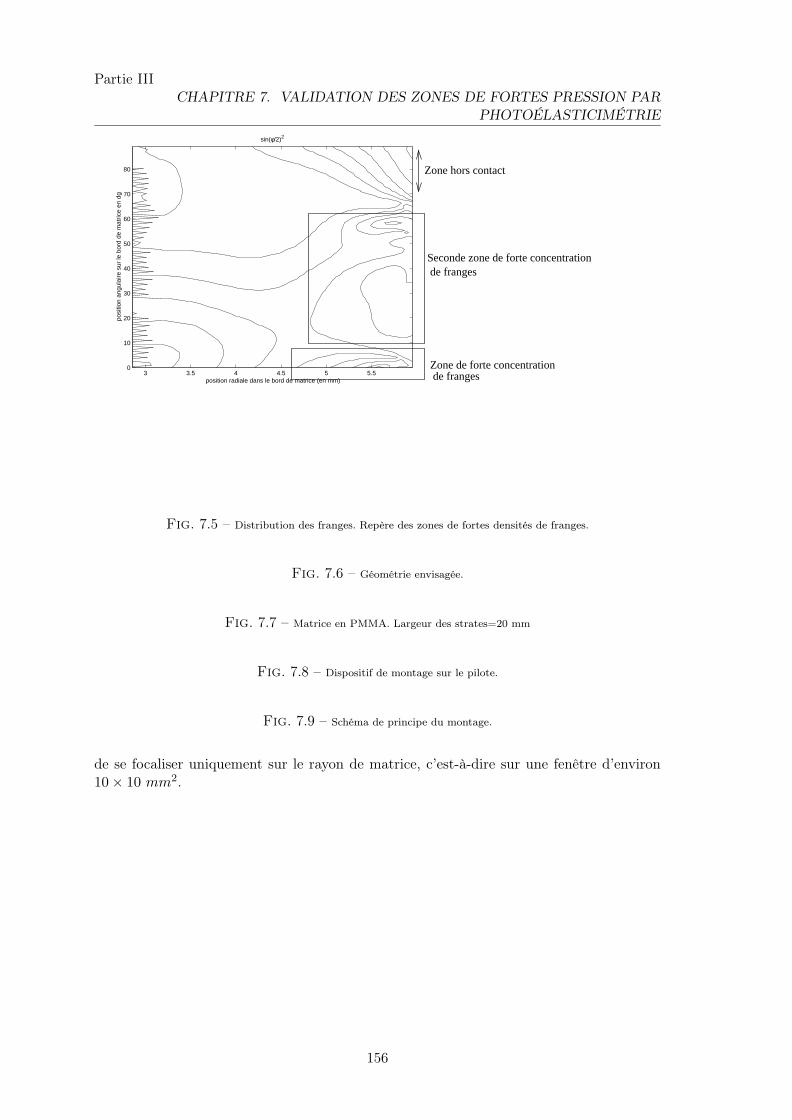
Partie IIICHAPITRE 7. VALIDATION DES ZONES DE FORTES PRESSION PAR
PHOTOÉLASTICIMÉTRIE
3 3.5 4 4.5 5 5.50
10
20
30
40
50
60
70
80
sin(φ/2)2
posi
tion
angu
laire
sur
le b
ord
de m
atric
e en
dg
position radiale dans le bord de matrice (en mm)
Zone de forte concentrationde franges
Seconde zone de forte concentrationde franges
Zone hors contact
Fig. 7.5 – Distribution des franges. Repère des zones de fortes densités de franges.
Fig. 7.6 – Géométrie envisagée.
Fig. 7.7 – Matrice en PMMA. Largeur des strates=20 mm
Fig. 7.8 – Dispositif de montage sur le pilote.
Fig. 7.9 – Schéma de principe du montage.
de se focaliser uniquement sur le rayon de matrice, c’est-à-dire sur une fenêtre d’environ10× 10 mm2.
156
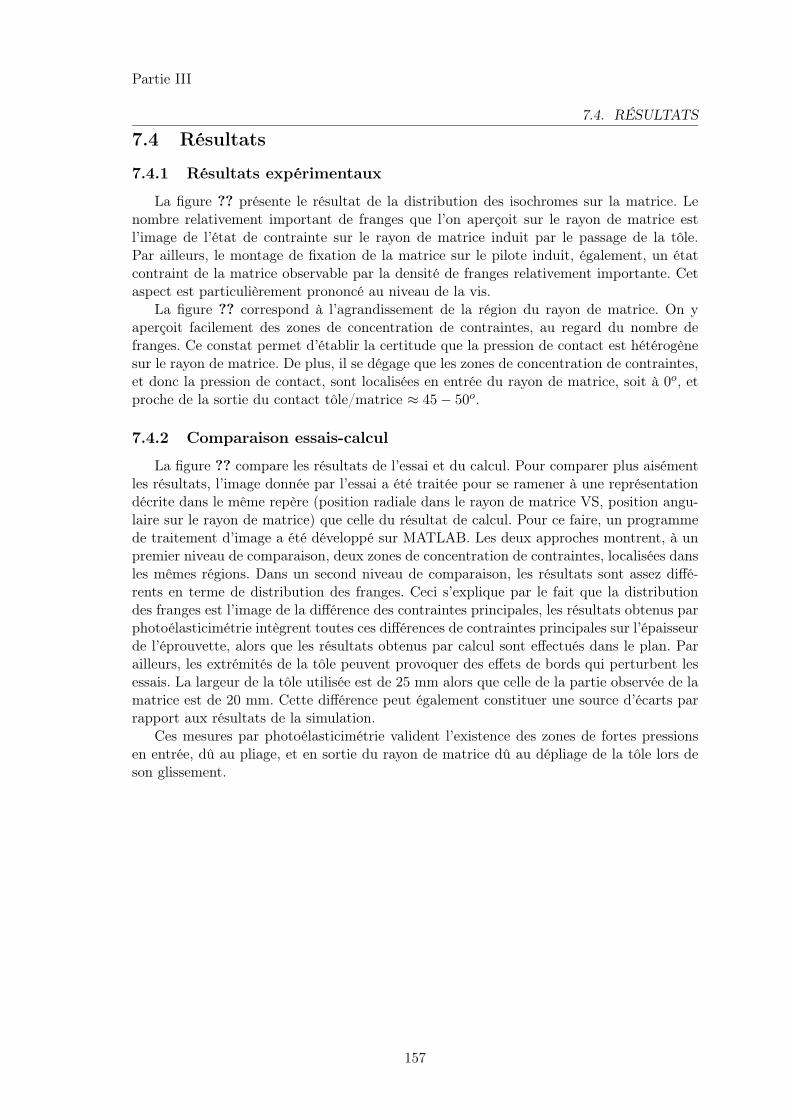
Partie III
7.4. RÉSULTATS
7.4 Résultats
7.4.1 Résultats expérimentaux
La figure ?? présente le résultat de la distribution des isochromes sur la matrice. Lenombre relativement important de franges que l’on aperçoit sur le rayon de matrice estl’image de l’état de contrainte sur le rayon de matrice induit par le passage de la tôle.Par ailleurs, le montage de fixation de la matrice sur le pilote induit, également, un étatcontraint de la matrice observable par la densité de franges relativement importante. Cetaspect est particulièrement prononcé au niveau de la vis.
La figure ?? correspond à l’agrandissement de la région du rayon de matrice. On yaperçoit facilement des zones de concentration de contraintes, au regard du nombre defranges. Ce constat permet d’établir la certitude que la pression de contact est hétérogènesur le rayon de matrice. De plus, il se dégage que les zones de concentration de contraintes,et donc la pression de contact, sont localisées en entrée du rayon de matrice, soit à 0o, etproche de la sortie du contact tôle/matrice ≈ 45− 50o.
7.4.2 Comparaison essais-calcul
La figure ?? compare les résultats de l’essai et du calcul. Pour comparer plus aisémentles résultats, l’image donnée par l’essai a été traitée pour se ramener à une représentationdécrite dans le même repère (position radiale dans le rayon de matrice VS, position angu-laire sur le rayon de matrice) que celle du résultat de calcul. Pour ce faire, un programmede traitement d’image a été développé sur MATLAB. Les deux approches montrent, à unpremier niveau de comparaison, deux zones de concentration de contraintes, localisées dansles mêmes régions. Dans un second niveau de comparaison, les résultats sont assez diffé-rents en terme de distribution des franges. Ceci s’explique par le fait que la distributiondes franges est l’image de la différence des contraintes principales, les résultats obtenus parphotoélasticimétrie intègrent toutes ces différences de contraintes principales sur l’épaisseurde l’éprouvette, alors que les résultats obtenus par calcul sont effectués dans le plan. Parailleurs, les extrémités de la tôle peuvent provoquer des effets de bords qui perturbent lesessais. La largeur de la tôle utilisée est de 25 mm alors que celle de la partie observée de lamatrice est de 20 mm. Cette différence peut également constituer une source d’écarts parrapport aux résultats de la simulation.
Ces mesures par photoélasticimétrie valident l’existence des zones de fortes pressionsen entrée, dû au pliage, et en sortie du rayon de matrice dû au dépliage de la tôle lors deson glissement.
157
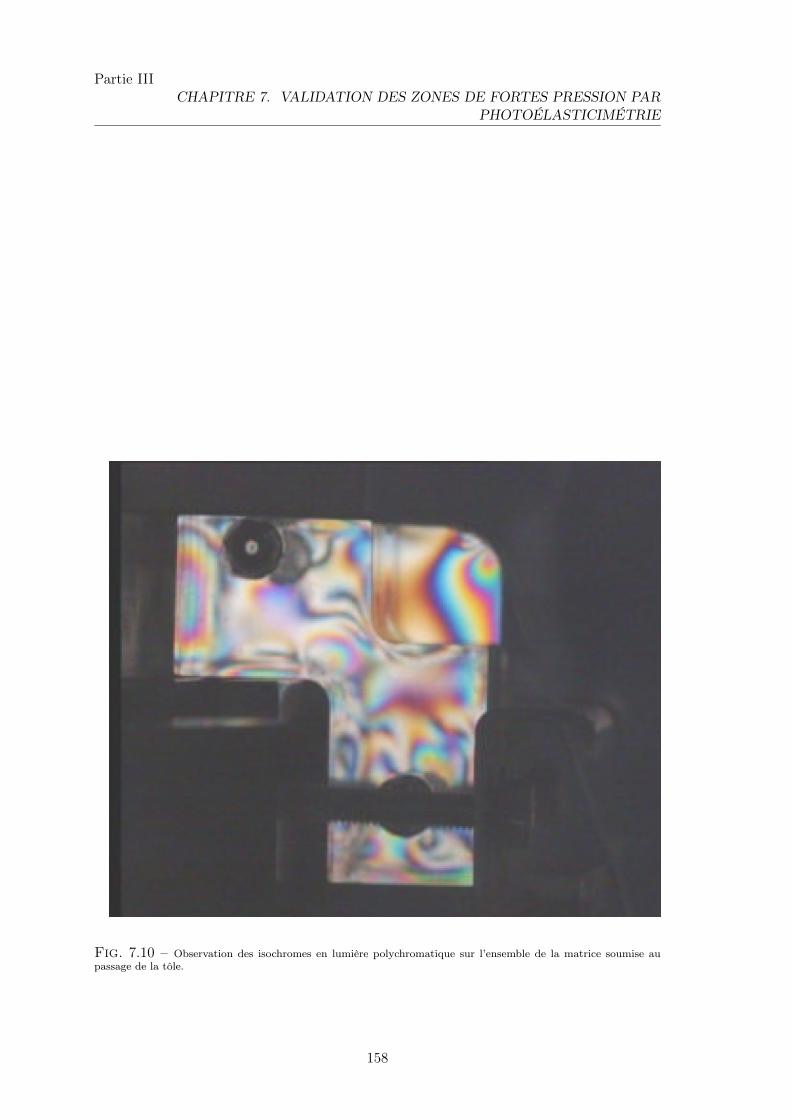
Partie IIICHAPITRE 7. VALIDATION DES ZONES DE FORTES PRESSION PAR
PHOTOÉLASTICIMÉTRIE
Fig. 7.10 – Observation des isochromes en lumière polychromatique sur l’ensemble de la matrice soumise aupassage de la tôle.
158
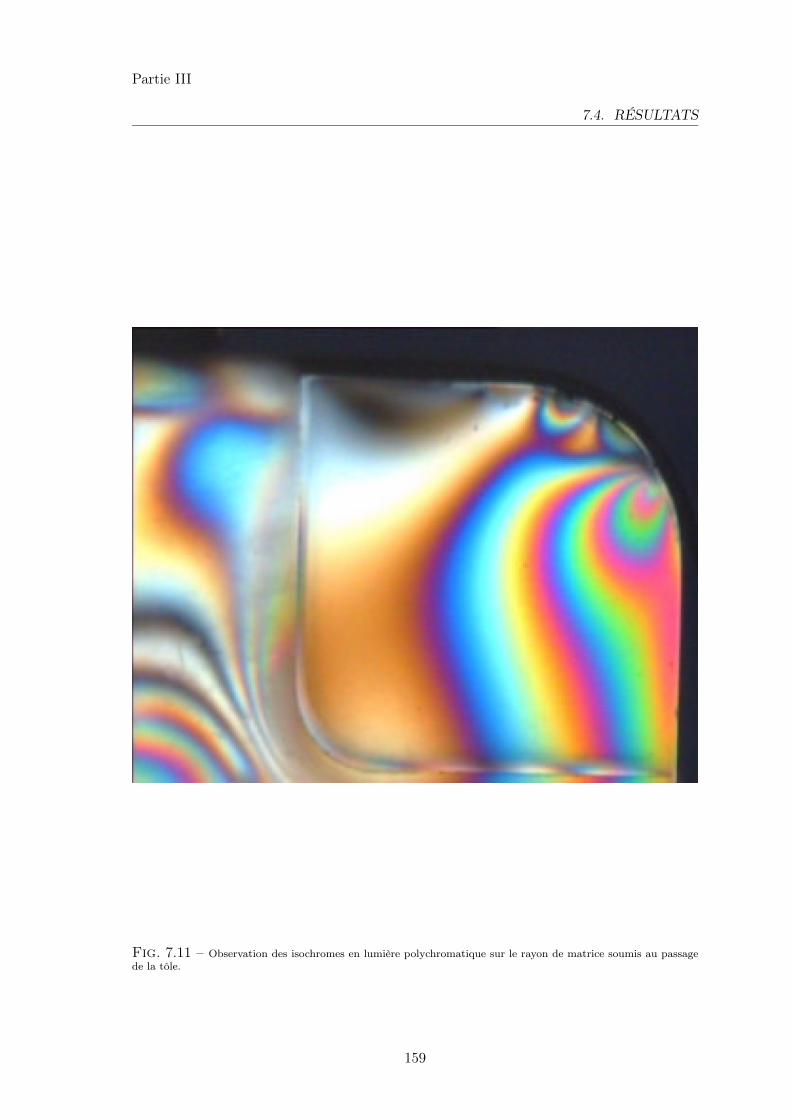
Partie III
7.4. RÉSULTATS
Fig. 7.11 – Observation des isochromes en lumière polychromatique sur le rayon de matrice soumis au passagede la tôle.
159
Partie III CHAPITRE 7. VALIDATION DES ZONES DE FORTES PRESSION PARPHOTOÉLASTICIMÉTRIE
50 100 150 200
50
100
150
200
250
3 3.5 4 4.5 5 5.50
10
20
30
40
50
60
70
80
sin(φ/2)2po
sitio
n an
gula
ire s
ur le
bor
d de
mat
rice
en d
g
position radiale dans le bord de matrice (en mm)
Photo des isoclines sur le rayon de matrice
Réseau de franges établie par simulation numérique
0 mm 6 mm
Traitement de la photo avec MATLAB
r
θ
r
00
90o
00
90o
θ
Fig. 7.12 – Comparaison entre les résultats d’essais et de calculs.
7.5 Conclusion
Nous avons mis au point un essai original de validation des zones de fortes pressions surle rayon de matrice basé sur la photoélasticimétrie. Cette réalisation a permis de conjuguerplusieurs aspects : l’utilisation d’un nouveau pilote d’essai, une matrice en PMMA réaliséepar stratoconception, une analyse basée sur la photoélasticimétrie. Cet essai permet deconstater simplement que la pression est hétérogène sur le rayon de matrice. La comparaisonavec les calculs de simulation numérique permet de valider l’existence des zones de fortespressions en entrée et en sortie du contact tôle-matrice.
Cette étude ne constitue qu’une étape intermédiaire qui devra se poursuivre ultérieu-rement. A ce stade d’analyse des résultats, ces essais de photoélasticimétrie ne permettentpas de quantifier les niveaux de contraintes. En effet, pour pouvoir quantifier les niveauxde contraintes, il faut pouvoir attribuer à une isochrome une valeur de la différence descontraintes principales. Ceci est possible, mais nécessite des expériences supplémentairesplus fines.
160
Chapitre 8
Modélisation des deux zones defortes pressions
8.1 Introduction
Le chapitre précédent (Simulation numérique), ainsi que la partie bibliographique quilui est associée, montrent que la distribution de la pression est caractérisée par deux zonesde fortes pressions. La littérature ([?], [?] par exemple) présente ces deux pics comme étantgénérés par le pliage et par le dépliage de la tôle, respectivement lors de son entrée dans lerayon de matrice et lorsqu’elle quitte le contact avec la matrice.
Ce chapitre vise à étudier la distribution de pression liée à ces aspects de pliage et dedépliage de la tôle. L’objectif est de retrouver de manière qualitative ces deux zones defortes pressions de contact et de mieux comprendre l’impact du pliage de la tôle en entréedu rayon de matrice et du dépliage en sortie du contact, sur la distribution de la pressionde contact.
8.2 Modélisation
8.2.1 Présentation du modèle
Lors de son glissement sur le rayon de matrice, une section élémentaire, ds, de la tôlesubit lors de son entrée dans le rayon de matrice un moment fléchissant, c’est le pliage.Cette même section élémentaire ds subit sur la fin du contact tôle/matrice un nouveaumoment fléchissant, de signe contraire au premier, qui permet à cette section de s’adapterà la nouvelle configuration géométrique à prendre. C’est le dépliage (figure ??).
C’est l’évolution de la section élémentaire au cours du glissement qui génère complè-tement le second pic de pression. Autrement dit, la mise sous tension de la tôle sansdéplacement n’induit pas de second pic de pression.
La mise en flexion d’une tôle, initialement droite (horizontale), contre un support àgéométrie circulaire imposée devrait générer le premier pic de contact. Afin de simuler ledépliage, on impose un moment en sortie du contact. Ces aspects permettent de simulerle glissement de la tôle au regard du pliage et dépliage de la tôle en entrée de rayon dematrice et en sortie du contact.
161
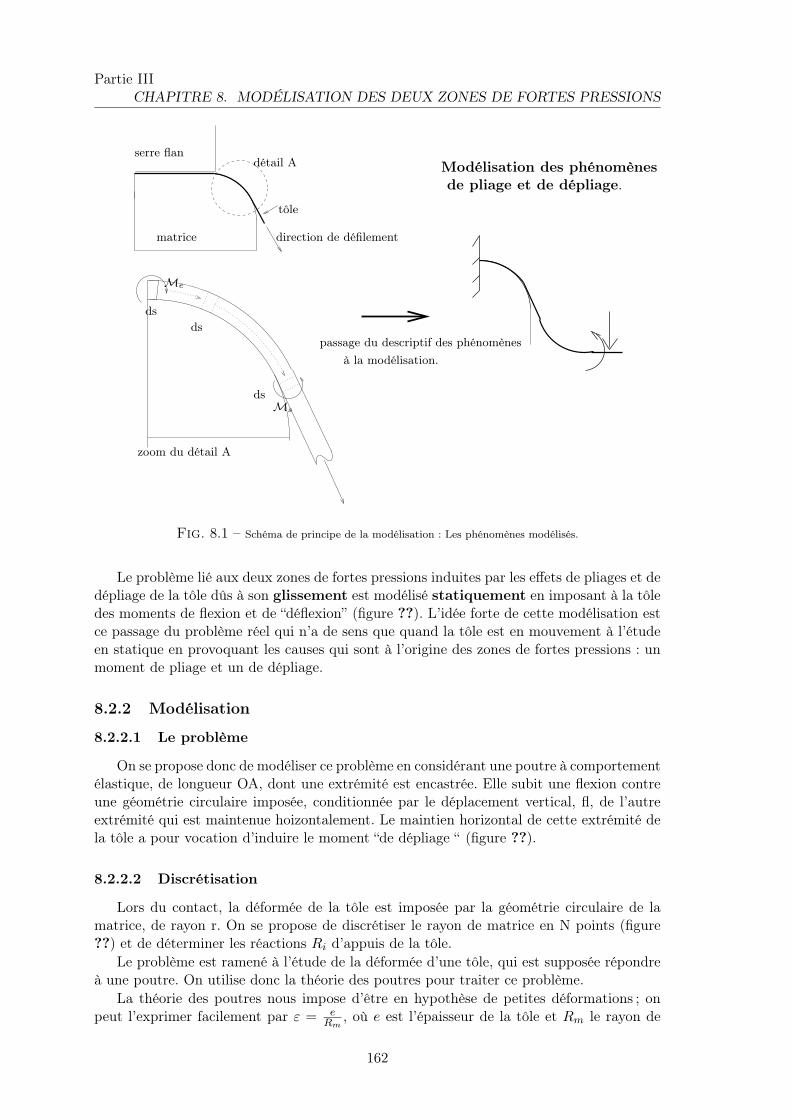
Partie IIICHAPITRE 8. MODÉLISATION DES DEUX ZONES DE FORTES PRESSIONS
ds
ds
zoom du détail A
ds
Me
Ms
serre flan
matrice
détail A
direction de défilement
tôle
Modélisation des phénomènesde pliage et de dépliage.
à la modélisation.passage du descriptif des phénomènes
Fig. 8.1 – Schéma de principe de la modélisation : Les phénomènes modélisés.
Le problème lié aux deux zones de fortes pressions induites par les effets de pliages et dedépliage de la tôle dûs à son glissement est modélisé statiquement en imposant à la tôledes moments de flexion et de “déflexion” (figure ??). L’idée forte de cette modélisation estce passage du problème réel qui n’a de sens que quand la tôle est en mouvement à l’étudeen statique en provoquant les causes qui sont à l’origine des zones de fortes pressions : unmoment de pliage et un de dépliage.
8.2.2 Modélisation
8.2.2.1 Le problème
On se propose donc de modéliser ce problème en considérant une poutre à comportementélastique, de longueur OA, dont une extrémité est encastrée. Elle subit une flexion contreune géométrie circulaire imposée, conditionnée par le déplacement vertical, fl, de l’autreextrémité qui est maintenue hoizontalement. Le maintien horizontal de cette extrémité dela tôle a pour vocation d’induire le moment “de dépliage “ (figure ??).
8.2.2.2 Discrétisation
Lors du contact, la déformée de la tôle est imposée par la géométrie circulaire de lamatrice, de rayon r. On se propose de discrétiser le rayon de matrice en N points (figure??) et de déterminer les réactions Ri d’appuis de la tôle.
Le problème est ramené à l’étude de la déformée d’une tôle, qui est supposée répondreà une poutre. On utilise donc la théorie des poutres pour traiter ce problème.
La théorie des poutres nous impose d’être en hypothèse de petites déformations ; onpeut l’exprimer facilement par ε = e
Rm, où e est l’épaisseur de la tôle et Rm le rayon de
162

Partie III8.2. MODÉLISATION
~x
~y
A
fl
Fig. 8.2 – Schéma de principe de la modélisation des effets de pliage et de dépliage.
courbure que subit la tôle. On peut donc , dès à présent souligner une condition nécessairequi est e Rm, pour que les résultats soient cohérents avec l’approche. Pour une épaisseurde 1 mm, on doit avoir un rayon minimum de 10 mm par exemple.
θi
i
RiRyi
Rxi γi
βiρi
~x
~y
Fig. 8.3 – Discrétisation du rayon de matrice.
Les composantes de Ri dans le repère cartesien s’écrivent :
Ri
Rxi = Ricos(θi)
Ryi = Risin(θi)
Les relations géométriques nous permettent d’exprimer βi, γi et ρi ;
βi = L−Rmcos(θi)ρi = Rmcos(θi)γi = Rm(1− sin(θi))
avec L, la longueur de la tôle et r le rayon de matrice. Les points i ont pour coordonnées(−βi,−γi).
8.2.2.3 Mise en équation du problème
La théorie des poutres permet d’exprimer les réactions aux appuis ansi que les charge-ments en fonction de la déformée (Annexe C).
163

Partie IIICHAPITRE 8. MODÉLISATION DES DEUX ZONES DE FORTES PRESSIONS
L’expression de la déformée, v = v(x), est donnée par la relation (??). RA est la forceinduite par la flèche imposée en A et MA est le moment généré par le maintien horizontalde l’extrémité A.
Dv =RA6x3 +
MA
2x2 −
N∑i=1
Ryi6
(βi + x)3 +N∑i=1
Rxi6
(γi + y)3 − c1x+ c2 (8.1)
avec
D = (2µ+ λ)e3
12
µ = E
2(1+ν)
λ = νE(1−2ν)(1+ν)
(8.2)
où µ et λ sont les coefficients de Lamé, E le module d’Young et ν le coefficient dePoisson de la poutre.
Les conditions d’encastrement se traduisent par :v(x = −L) = 0
v,x(x = −L) = 0(8.3)
Le déplacement de l’extrémité de la tôle et son maintien horizontal se traduisentt par :v(x = 0) = fl
v,x(x = 0) = 0(8.4)
v,x désigne la dérivée de v par rapport à x, soit v,x = dvdx .
8.2.2.4 Résolution
Ces conditions limites nous permettent de déterminer RA, Ma, c1 et c2.Les conditions ??, nous conduisent à exprimer c1 et c2 :
c2 = Dfl +N∑i=1
Ryi6β3i −
N∑i=1
Ryi6γ3i (8.5)
c1 =N∑i=1
Ryi2β2i −
N∑i=1
Ryi2γ2i (8.6)
Les conditions ??, nous conduisent à exprimer RA et MA :
RAL3
12= −
N∑i=1
Ryi(ρ3i
6− ρ2
iL
4)−
N∑i=1
Rxi(γ2i L
4+γ3i
6) + c1
L
2− c2 (8.7)
MAL2
6= −
N∑i=1
Ryi(ρ3i
6− ρ2
iL
6)−
N∑i=1
Rxi(γ2i L
6+γ3i
6) + c1
2L3− c2 (8.8)
L’expression ?? devient :
164

Partie III8.2. MODÉLISATION
−N∑i=1
Ryi(2L3
(ρ3i
6− ρ2
iL
4)x3 +
12L2
(ρ3i − ρ2
iL)x2 − 16
(βi + x)3 − (x3
L2+
2x2
L+ x)
β2i
2
−(2x3
L3− 3x2
L2+ 1)
β3i
6)−
N∑i=1
Rxi(2L3
(γ2i L
4+γ3i
6)x3 +
12L2
(γ3i − γ2
i L)x2 − 16
(γi + y)3
+(x3
L2+
2x2
L+ x)
γ2i
2+ (
2x3
L3− 3x2
L2+ 1)
γ3i
6) = Dv −Dfl(2x3
L3− 3x2
L2+ 1)
On écrit les expressions de la déformée en chacun des points de contact :
v(x = −βl) = −γl (8.9)
soit :
−N∑i=l
Ryi(−2L3
(ρ3i
6− ρ2
iL
4)β3l +
12L2
(ρ3i − ρ2
iL)β2l −
16
(βi − βl)3 − ((−βl)3
L2+
2(−βl)2
L+ (−βl))
β2i
2
−(2(−βl)3
L3− 3(−βl)2
L2+ 1)
β3i
6)−
N∑i=l
Rxi(−2L3
(γ2i L
4+γ3i
6)β3l +
12L2
(γ3i − γ2
i L)β2l
−16
(γi + γl)3 + ((−βl)3
L2+
2(−βl)2
L+ (−βl))
γ2i
2+ (
2(−βl)3
L3− 3(−βl)2
L2+ 1)
γ3i
6)
= Dv −Dfl(2(−βl)3
L3− 3(−βl)2
L2+ 1)
On obtient un système linéaire de N équations en Ri avec i ∈ [1, N ], que l’on résout.
8.2.3 Résultat
Le tableau ?? présente les paramètres utilisés pour le calcul.
Tab. 8.1 – Valeurs des paramètres du calcul.rayon de matrice : Rm (mm) 20longueur de la tôle : L (mm) 30
épaisseur tôle : e (mm) 1fl (mm) 20
module d’Young : E (GPa) 210coefficient de Poisson : ν 0.3
La figure ?? présente le résultat de la distribution de la pression sur le rayon de matrice.On peut constater qu’elle possède bien deux zones de pression. La première, générée parpliage est très localisée, ceci est dû à l’encastrement de la tôle. Le second est donc biengénéré par le dépliage de la tôle.
La pression de contact pci est déterminée à partir des résultantes Ri,
si =πRm
2(N − 1)
pci =Risi
165
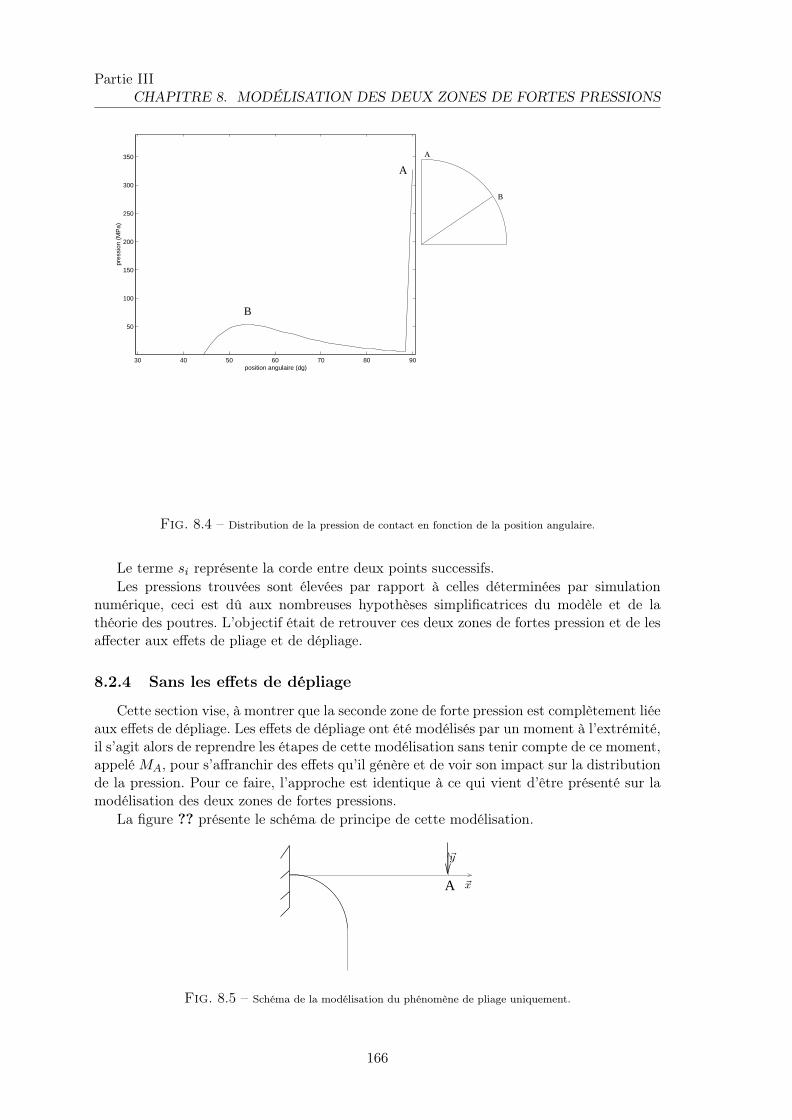
Partie IIICHAPITRE 8. MODÉLISATION DES DEUX ZONES DE FORTES PRESSIONS
A
B
30 40 50 60 70 80 90
50
100
150
200
250
300
350
position angulaire (dg)
pres
sion
(M
Pa)
B
A
Fig. 8.4 – Distribution de la pression de contact en fonction de la position angulaire.
Le terme si représente la corde entre deux points successifs.Les pressions trouvées sont élevées par rapport à celles déterminées par simulation
numérique, ceci est dû aux nombreuses hypothèses simplificatrices du modèle et de lathéorie des poutres. L’objectif était de retrouver ces deux zones de fortes pression et de lesaffecter aux effets de pliage et de dépliage.
8.2.4 Sans les effets de dépliage
Cette section vise, à montrer que la seconde zone de forte pression est complètement liéeaux effets de dépliage. Les effets de dépliage ont été modélisés par un moment à l’extrémité,il s’agit alors de reprendre les étapes de cette modélisation sans tenir compte de ce moment,appeléMA, pour s’affranchir des effets qu’il génère et de voir son impact sur la distributionde la pression. Pour ce faire, l’approche est identique à ce qui vient d’être présenté sur lamodélisation des deux zones de fortes pressions.
La figure ?? présente le schéma de principe de cette modélisation.
A
~y
~x
Fig. 8.5 – Schéma de la modélisation du phénomène de pliage uniquement.
166

Partie III8.3. CONCLUSION
8.2.4.1 Mise en équation du problème
L’équation de la déformée ?? est donnée, sans la prise en compte du moment à l’extré-mité, par l’équation ??.
Dv =RA6x3 −
N∑i=1
Ryi6
(βi + x)3 +N∑i=1
Rxi6
(γi + y)3 − c1x+ c2 (8.10)
Les paramètres sont définis dans le §?? Mise en équation du problème précédent.Dans cette partie du problème, RA est une donnée du problème, cette valeur conditionne
la flèche de la poutre.Les conditions limites sont données par la traduction de la liaison d’encastrement.
v(x = −L) = 0
v,x(x = −L) = 0(8.11)
La résolution s’articule de la même façon que précédemment (annexe C).
8.2.4.2 Résultat
Le tableau ?? présente les paramètres utilisés pour le calcul.
Tab. 8.2 – Valeurs des paramètres du calcul.rayon de matrice : Rm (mm) 20longueur de la tôle : L (mm) 30
épaisseur tôle : e (mm) 1effort imposé à l’extrémité de la tôle : RA (N) 150
module d’Young : E (GPa) 210coefficient de Poisson : ν 0.3
La figure ?? présente, pour ce cas, le résultat de la distribution de la pression sur lerayon de matrice. On peut constater qu’elle ne possède pas de zone de forte pression ensortie du contact (B). Le premier pic, généré par pliage est toujours présent et est trèslocalisé ; ceci est dû à l’encastrement de la tôle.
8.3 Conclusion
Cette étude de la distribution de la pression en privilégiant le pliage et le dépliage dela tôle par une approche de la théorie des poutres a permis d’assigner les zones de fortepression à ces phénomènes Cette approche permet de formaliser complètement ces aspectsde pliage et de dépliage.
Il en résulte une meilleure compréhension de la distribution de la pression. Néanmoins,cette approche simple ne permet pas de retrouver les valeurs de pression déterminées parsimulation numérique. Les raisons pour lesquelles les modèles de simulation numérique et cemodèle, basé sur la théorie des poutres, ne sont pas quantitativement comparables résultentdu fait que les approches et les hypothèses sont différentes. Dans le modèle développé lapoutre répond à un comportement élastique et aux hypothèses de petites déformations cequi est différent des modèles de simulation numérique (la tôle répond à un comportementélastoplastique et aux hypothèses de grandes déformations).On peut remarquer que, dans l’étude paramétrique faite par simulation numérique, lorsque
167

Partie IIICHAPITRE 8. MODÉLISATION DES DEUX ZONES DE FORTES PRESSIONS
30 40 50 60 70 80 900
50
100
150
200
250
300
position angulaire (dg)
pres
ion
(MP
a)
Fig. 8.6 – Distribution de la pression.
le serre flan est à une distance serre flan/matrice de 0, le pic d’entrée est également trèslocalisé et son sommet est à ≈ 88− 89o.
168
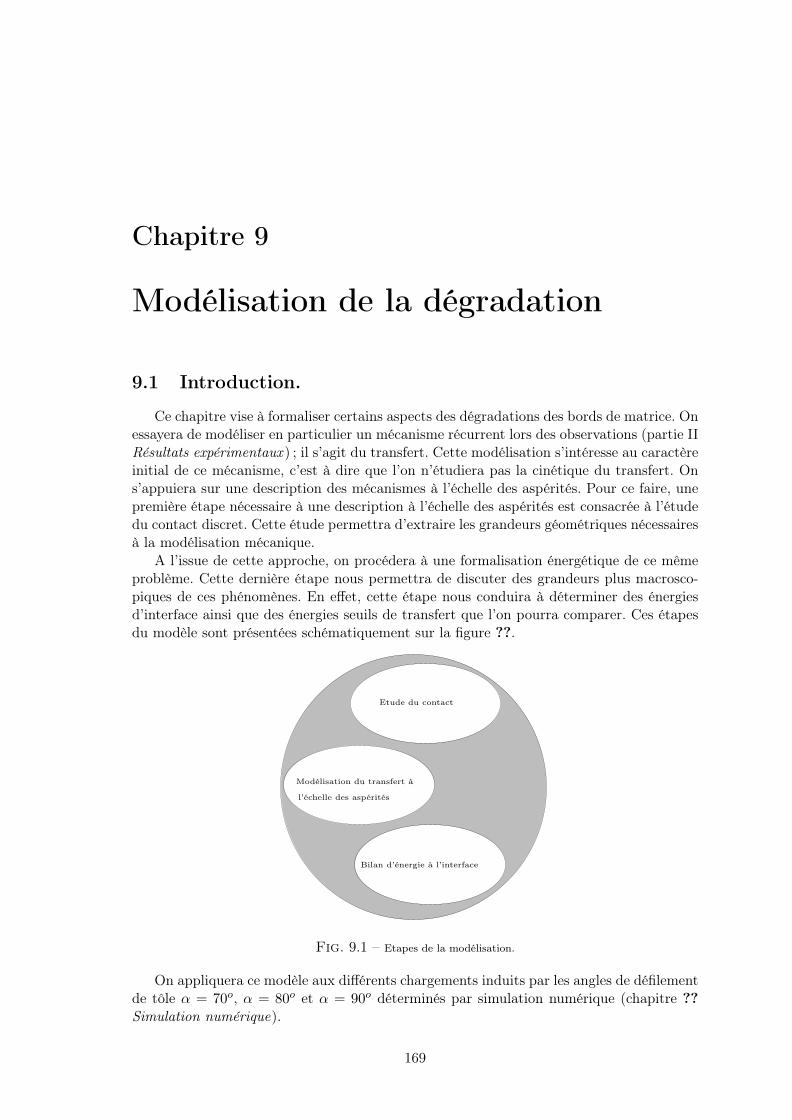
Chapitre 9
Modélisation de la dégradation
9.1 Introduction.
Ce chapitre vise à formaliser certains aspects des dégradations des bords de matrice. Onessayera de modéliser en particulier un mécanisme récurrent lors des observations (partie IIRésultats expérimentaux ) ; il s’agit du transfert. Cette modélisation s’intéresse au caractèreinitial de ce mécanisme, c’est à dire que l’on n’étudiera pas la cinétique du transfert. Ons’appuiera sur une description des mécanismes à l’échelle des aspérités. Pour ce faire, unepremière étape nécessaire à une description à l’échelle des aspérités est consacrée à l’étudedu contact discret. Cette étude permettra d’extraire les grandeurs géométriques nécessairesà la modélisation mécanique.
A l’issue de cette approche, on procédera à une formalisation énergétique de ce mêmeproblème. Cette dernière étape nous permettra de discuter des grandeurs plus macrosco-piques de ces phénomènes. En effet, cette étape nous conduira à déterminer des énergiesd’interface ainsi que des énergies seuils de transfert que l’on pourra comparer. Ces étapesdu modèle sont présentées schématiquement sur la figure ??.
Etude du contact
Modélisation du transfert à
Bilan d’énergie à l’interface
l’échelle des aspérités
Fig. 9.1 – Etapes de la modélisation.
On appliquera ce modèle aux différents chargements induits par les angles de défilementde tôle α = 70o, α = 80o et α = 90o déterminés par simulation numérique (chapitre ??Simulation numérique).
169

Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
9.2 Bibliographie
Cette section a pour rôle de mettre en place des éléments bibliographiques permettantla construction de notre modèle. On étudiera particulièrement deux aspects nécessairesà notre modélisation, l’un concerne les approches liées à une description à l’échelle desaspérités et l’autre est relatif aux approches énergétiques de cette problématique. Elle n’apas pour vocation d’être une étude exhaustive des modèles existants sur le frottement etl’usure.
9.2.1 Modèles de frottement et d’usure s’appuyant sur une descriptiondu contact à l’échelle des aspérités
9.2.1.1 Généralités sur la description du contact
Le schéma classiquement adopté pour décrire le comportement mécanique d’un contactdiscret repose sur deux étapes :
– étude sur deux aspérités en contact soumises à des sollicitations,– extrapolation à l’ensemble de la surface en utilisant des fonctions de probabilités de
contact.Dans le cadre du comportement élastique, l’approche utilisée pour décrire deux aspérités
à bout hémisphérique (mais également une aspérité contre un plan) en contact est dominéepar la théorie de Hertz. Celle-ci met en oeuvre le module d’Young équivalent (E′) ainsi quele rayon équivalent (R) comme grandeurs caractéristiques des aspérités en contact :
1E′
=1− ν2
1
E1+
1− ν22
E2
1R
=1r1
+1r2
où les Ei, νi et ri désignent respectivement les modules d’Young, les coefficients dePoisson et les rayons des sommets des aspérités des solides i, avec i=1,2.Les relations qui lient l’indentation, δ, au rayon de l’aire de contact, a, sont données par :
a =√δR
lorsque le contact est élastique et :
a =√δ(2R− δ)
lorsque le contact est plastique.Les chargements suivant ces comportements de contact sont donnés par la relation :
FN =43πδ
32R
12E′
en élastique et,FN = πa2H
en plastique. Dans cette relation, H est la dureté du matériau le plus mou.
Le passage de l’étude d’une aspérité en contact à l’ensemble de la surface rugueuse sefait par l’intermédiaire d’une approche statistique du contact. Cette dernière traduit la
170

Partie III9.2. BIBLIOGRAPHIE
probabilité de rencontrer une aspérité à une hauteur définie. La densité de probabilité estestimée à partir d’une fonction de distribution des hauteurs par rapport à sa ligne moyenne.Ce profil de distribution est généralement supposé répondre à une Gaussienne. Il advientque la densité de probabilité pour que la hauteur d’une aspérité se trouve plus haute qu’uneligne de hauteur h s’écrit :
℘(h) =1se−
h2
2s2
On peut remarquer que cette fonction de probabilité est différente suivant les auteurs,
on peut trouver ℘(h) = 1s√
2πe−
h2
2s2 [?], [?], ou encore ℘(h) = e−h2
2s2 .Le paramètre s désigne l’écart type des hauteurs des aspérités. L’écart type équivalent
est déduit de la propriété ; “la variance des deux surfaces est égale à la somme des deuxvariances relatives aux deux surfaces".
s2 = s21 + s2
2
9.2.1.2 Critère de plasticité
Afin de déterminer dans quel régime de déformation (élastique où plastique) le contactse produit, Greenwood et Williamson ont défini un index de plasticité ψ (nombre sansdimension) :
ψ =E′
H(s
R)
12
Cet index de plasticité, largement utilisé, ne dépend que des propriétés des matériauxen contact et des paramètres qui caractérisent la géométrie du profil rugueux, l’écart typeéquivalent des aspérités et le rayon équivalent, au sens de Hertz, des aspérités. On remarquealors que le critère de plasticité n’introduit pas la pression que l’on soumet aux solides encontact.
Pour des valeurs de ψ inférieures à 0.6, la déformation des micro-contacts se fait préfé-rentiellement dans le domaine élastique et pour des valeurs de ψ supérieures à 1 la défor-mation des micro contacts se fait préférentiellement dans le domaine plastique.
On peut noter que ce critère est sensible à l’échelle des rugosités considérées. L’indexaura des valeurs différentes suivant que l’on observe des rugosités d’ordre 3 ou d’ordre 4.En effet plus les rayons des rugosités observés sont petits et plus l’index sera élevé, ce quisignifie que la plastification sera plus probable.
D’autres auteurs, comme Kapoor [?], [?], ont fait évoluer cet index de plasticité, enprenant en compte la pression normale maximale (Ps) que peut supporter la surface dumétal sans déformation plastique supplémentaire ( shakedown limite pressure) :
ψ =E′
Ps(s
R)
12
Des auteurs tels que,Xie et al [?], préconisent cet index de plasticité pour du frottementrépété.
9.2.1.3 Les modèles basés sur la description des mécanismes d’usure condi-tionnés par l’angle d’attaque de l’aspérité
Des études ont été menées par Hokkirigawa et Kato [?] sur les mécanismes d’usuregénérés par une aspérité dure à bout hémisphérique sur une surface molle. Les auteurs
171

Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
dégagent de cette étude un graphe récapitulatif (figure ??) des mécanismes en fonction dufacteur fHK et de l’angle d’attaque θ de l’aspérité dure (figure ??). fHK est la contrainte decisaillement à l’interface normalisée par la cission critique de plastification d’une aspéritémolle (k).
fHK =τ
k
θ
θ
fhk00
cutting
ploughing
wedge formation
1
π2
Fig. 9.2 – Domaines des mécanismes d’usure définis par θ et fHK [?], [?].
On peut décrire les mécanismes présents dans ce graphe de la façon suivante :– micro-usinage (cutting) : micro usinage des aspérités molles.– micro-labourage (ploughing) : une vague se produit en amont de l’aspérité (dure),
mais la matière n’est pas déplacée.– formation de vagues (wedge formation) : ce mécanisme correspond au cumul de
plusieurs mécanismes. Il est formé dans ce domaine une vague en amont de l’aspéritéavec en plus un déplacement de matière.
Des auteurs [?] émettent l’hypothèse que le transfert ne peut se produire que dans ledomaine wedge formation. En effet, le micro-usinage génère des débris, et le micro-labouragene permet pas de déplacement de matière.
Les travaux de Chalen et Oxley [?], [?], basés sur la théorie de champs de lignes deglissement, montrent que le frottement et le taux d’usure sont complètement condition-nés par l’angle d’attaque d’une aspérité dure à bout hémisphérique sur une surface planemolle (figure ??). La vague en amont de l’aspérité dure évolue comme une onde, c’est àdire sans déplacer de matière lors du glissement relatif. L’évolution de cette vague suit deslignes de glissement (figure ??). La résistance qu’émet cette vague à l’avancement de l’as-périté dure, ce qui correspond à l’effort tangentiel, peut être évaluée par des considérationsgéométriques. Ils expriment ainsi le coefficient de frottement (µ) :
µ =F
N=A sin(θ) + cos(arcos(fHK)− θ)A cos(θ) + sin(arcos(fHK)− θ)
où A est un coefficient dépendant de θ.
172
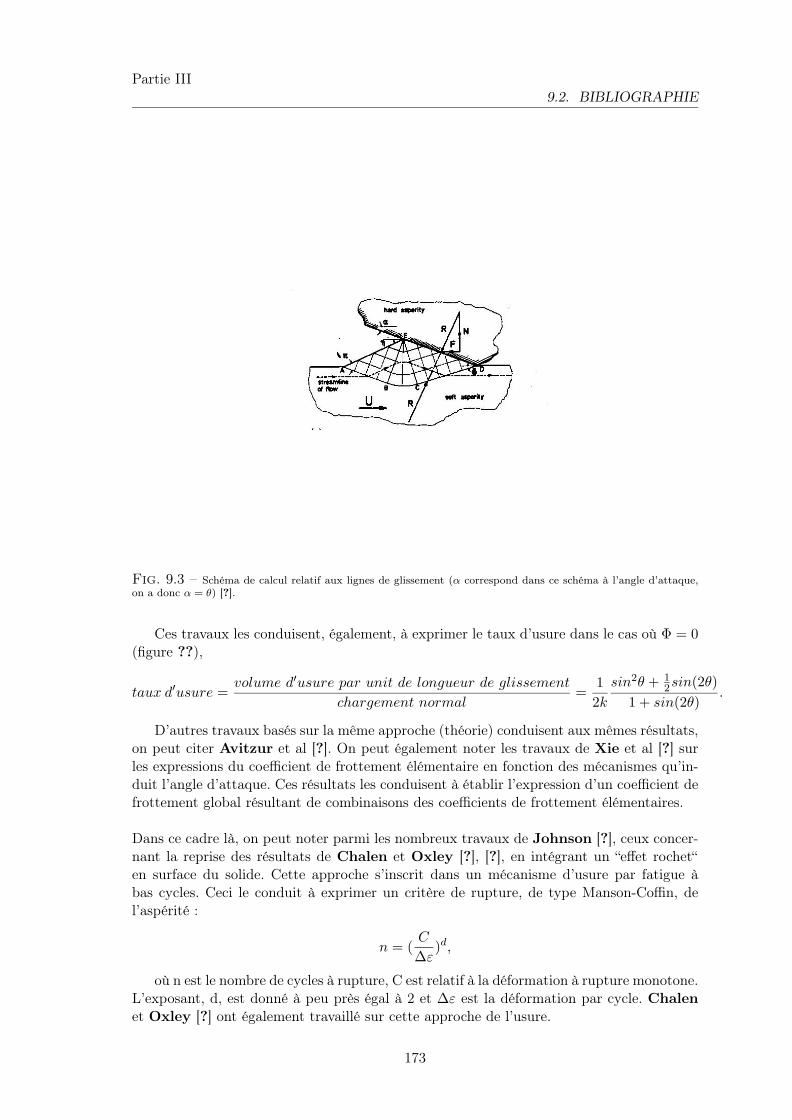
Partie III9.2. BIBLIOGRAPHIE
Fig. 9.3 – Schéma de calcul relatif aux lignes de glissement (α correspond dans ce schéma à l’angle d’attaque,on a donc α = θ) [?].
Ces travaux les conduisent, également, à exprimer le taux d’usure dans le cas où Φ = 0(figure ??),
taux d′usure =volume d′usure par unit de longueur de glissement
chargement normal=
12ksin2θ + 1
2sin(2θ)1 + sin(2θ)
.
D’autres travaux basés sur la même approche (théorie) conduisent aux mêmes résultats,on peut citer Avitzur et al [?]. On peut également noter les travaux de Xie et al [?] surles expressions du coefficient de frottement élémentaire en fonction des mécanismes qu’in-duit l’angle d’attaque. Ces résultats les conduisent à établir l’expression d’un coefficient defrottement global résultant de combinaisons des coefficients de frottement élémentaires.
Dans ce cadre là, on peut noter parmi les nombreux travaux de Johnson [?], ceux concer-nant la reprise des résultats de Chalen et Oxley [?], [?], en intégrant un “effet rochet“en surface du solide. Cette approche s’inscrit dans un mécanisme d’usure par fatigue àbas cycles. Ceci le conduit à exprimer un critère de rupture, de type Manson-Coffin, del’aspérité :
n = (C
∆ε)d,
où n est le nombre de cycles à rupture, C est relatif à la déformation à rupture monotone.L’exposant, d, est donné à peu près égal à 2 et ∆ε est la déformation par cycle. Chalenet Oxley [?] ont également travaillé sur cette approche de l’usure.
173

Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
9.2.1.4 Modèles conditionnés par le régime d’adhésion
9.2.1.4.1 Forces adhésives La force d’adhésion est définie comme la force nécessairepour séparer deux surfaces en contact soumis à de l’adhésion [?] (figure ??). La forcetangentielle, F, est supposée être conditionnée par les forces adhésives de jonctions entrechaque aspérité en contact [?] :
: jonctions adhésives
F
Fig. 9.4 – Illustration des forces adhésives.
F =N∑i=1
fi =N∑i=1
2πrγ,
avec N, le nombre d’aspérités en contact.Le terme γ désigne l’énergie de surface et s’écrit γ = γ1 + γ2 − 2γ12 où γ1 et γ2 sont
les énergies intrinsèques aux surfaces associées aux solides 1 et 2 et γ12 désigne l’énergied’interface [?].
9.2.1.4.2 Les chargements Dans ce cadre là, les expressions des chargements sontdifférentes de celles exposées dans la section ?? Généralité sur la description du contactde ce chapitre. En effet, les travaux de Johnson [?] formalisent cette expression à partird’un bilan d’énergie à l’interface de deux aspérités. L’énergie libre totale résulte d’unecontribution d’énergie de déformation et d’une énergie surfacique ; le principe d’énergieminimum les conduit à pouvoir exprimer le chargement. Ce chargement, P, est égal à :
P =E′a3
r− (6πγE′)
12a
32 ,
quand les déformations sont réversibles et P est égal à :
P = πa2pH − 2πrγ,
quand les déformation sont plastiques.
9.2.1.4.3 Le régime ductile Les observations expérimentales conduisent des auteursà supposer que la séparation des surfaces à l’échelle des aspérités sous l’action du glisse-ment relatif des solides se fait via un mode de déformation ductile. En effet, les grandesdéformations auxquelles sont sujettes les aspérités et couches superficielles dans certainscas motivent cette supposition (voir à ce sujet le §?? bibliographique de la partie Résultatsexpérimentaux ).
Johnson [?] a défini un critère de force de séparation sous adhésion par déformationductile.
174

Partie III9.2. BIBLIOGRAPHIE
H2 <32γE′
πap, (9.1)
où H est la dureté de l’aspérité la plus molle. Ce critère permet pour certains auteurs[?] d’exprimer le rayon de la surface critique ap qui générera une séparation sous adhésionpar déformation ductile de deux aspérités. La force de séparation pour un contact soumisà de l’adhésion est donnée par Fa = P (ap).
De ces formalismes émanent, également, le travail de de Rooij [?] qui vise à étudierl’évolution des hauteurs de transfert et adopte cette même approche multi-échelles. Sonétude se base sur les travaux de Chalen et Oxley [?] et [?] qui définissent un taux d’usureen fonction de l’angle d’attaque d’une aspérité à bout hémisphérique dure sur une surfaceplane molle. Son modèle fait varier l’angle d’attaque en fonction de la hauteur du trans-fert. Un schéma de résolution itératif lui permet d’avoir une cinétique du transfert. Cettedernière répond globalement à une gaussienne.
L’auteur [?] suppose qu’il est dans un régime de déformation parfaitement plastique etque l’évolution du transfert se fait via un mécanime d’adhésion. Le chargement sur une as-périté est donné par Fnormale = πHa2
p. Lors du glissement relatif des solides, il n’y a qu’unefraction de la longueur totale de glissement qui est concernée par le mécanisme d’endomma-gement. Il suppose dans son modèle, que cette longueur de glissement est proportionnelleà la force d’adhésion Fa.
Fa =
πHa2
p si H2 < 32γE′
πap
2γE′
H ap si H2 ≥ 32γE′
πap
La première relation est donnée, dans le cadre où la déformation est ductile, c’est à direque le critère ?? est vérifié. En effet, dans ce cas, il est possible que la séparation produisependant le déchargement une déformation plastique, c’est l’extension ductile. Dans ce casla force nécessaire pour séparer les solides est Fnormale = πHa2
p.La seconde relation traduit le cas général des forces adhésives [?] pour une déformationplastique lorsque le critère ?? n’est pas vérifié.
9.2.1.4.4 Régime lubrifié Dans le cadre d’un contact lubrifié plusieurs études ontadopté ce type d’approche. On peut citer Emmens [?] ou Devine [?]. Les vallées danslesquelles est piégé le lubrifiant sont décrites par une fonction complémentaire de la fonctionde distribution des hauteurs.
9.2.2 Les modèles s’appuyant sur une approche énergétique
9.2.2.1 Problématique
Une description de l’usure est délicate dans la mesure où les paramètres influençant cephénomène sont nombreux et leurs interactions importantes (Meng et Ludema [?]). AussiBatchelor [?] qualifie de chaotique ce phénomène. Une analyse des modèles existant entre1977 et 1991 (basée sur 5466 articles) faite par Meng et Ludema [?] permet de dégagercertaines conclusions. Ils constatent que les équations traduisant les problèmes d’usure sontdérivées de la mécanique du solide. La plupart font intervenir les propriétés du matériaux,des quantités thermodynamiques et des grandeurs (variables) de “l’ingénieur”. Ces modèlestraduisent des mécanismes particuliers, mais ils ne séparent pas les causes directes de la
175

Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
perte de matière des causes “dérivées”. Les auteurs recommandent l’abandon des listesde mécanismes d’usure qui ne mettent pas en évidence, et qui nous éloignent, des causesréelles de l’usure. Ils suggèrent que le chercheur ne doit pas s’appuyer sur le coefficient defrottement pour décrire l’usure. En effet, n’oublions pas, comme le souligne Stalin-Muller[?] que le frottement et l’usure sont le résultat de problèmes locaux. f, rapport entre laforce tangentielle et l’effort normal, est une grandeur globale tandis que µ, rapport entre lacontrainte de cisaillement et la contrainte normale, semble être plus appproprié pour décrirele comportement local. Il en demeure que µ ne peut être déterminé expérimentalement.Leur dernière conclusion est que la description macroscopique des surfaces doit prendre encompte la formation des particules et leur mouvement dans la région de l’interface. Cetteévolution de l’interface, des géométries des surfaces en contact (à l’échelle des aspérités),du troisième corps, de l’écrouissage des aspérités et couches superficielles, constituent unecomplication supplémentaire dans la modélisation.
9.2.2.2 Les approches généralisées
Comme on a pu le voir dans la section ?? bibliographique de la partie Résultats ex-périmentaux, le troisième corps et sa dynamique, lors du glissement relatif des solides encontact, permettent d’expliquer les évolutions du coefficient de frottement et de l’usure [?].Le troisième corps a longtemps été “un paramètre oublié des modélisations du frottement etde l’usure" [?]. Ces dernières années ont vu naître des approches énergétiques permettantd’englober l’ensemble des phénomènes d’interface.
Stromberg et al. [?] utilisent une approche standard généralisée de la thermodynamiqueappliquée au contact. Ils traduisent les dissipations énergétiques du système constitué dedeux domaines séparés par une interface. L’application des deux principes de la thermody-namique les conduit à la formulation d’une égalité, type Clausius-Duhem, qui traduit lesirréversibilités du système. Ils s’en servent pour exprimer une énergie libre et un potentielde dissipation F .
Les auteurs introduisent des variables internes d’état pour traduire ce qui ce passe àl’interface. Ces variables correspondent à des déplacements, l’un au déplacement tangentielet l’autre à l’épaisseur de l’interface. La première permet de traduire le frottement et laseconde l’usure.
L’idée “forte” est que le volume d’usure w et le coefficient de frottement µ dérivent dece potentiel de dissipation ce qui implique que ces deux grandeurs sont intimement liées.
µ = .λ ∂F∂PT
w = .λ ∂F∂W
avec F : le potentiel, µ : le coefficient de frottement, w : le volume d’usure, W : lacontrainte normale et PT : la contrainte tangentielle.
Ces travaux sont fortement inspirés de l’approche utilisée en plasticité. En effet les idéessont identiques mais le cadre de l’application diffère dans le sens où on n’est plus dans undomaine fermé mais à l’interface de deux domaines. Cette formulation traduit égalementl’idée que le frottement et l’usure sont d’une part intimement liés et d’autre part induits etconditionnés par les mêmes phénomènes. Ceci va dans le sens de l’idée du rôle prépondérantdu troisième corps dans les processus d’usure et de frottement.
On peut, également, noter les travaux de M. Dragon [?], [?] qui s’inscrivent dans lamême approche. L’auteur essaye d’établir un modèle prédictif d’usure. Elle utilise dans
176

Partie III9.2. BIBLIOGRAPHIE
un premier temps les mêmes outils de la mécanique pour décrire le phénomène dissipatif àl’interface. Les deux premiers principes de la thermodynamique la conduisent à exprimer untaux de restitution d’énergie à l’interface GΓ qu’elle assimile à une production d’entropie.L’interface Γ est constituée de l’interface corps1-troisième corps noté Γ1, de l’interfacecorps2-troisième corps noté Γ2 et du troisième corps noté Ω3 :
GΓ = GΓ1 +GΓ2 +GΩ3 (9.2)
Les expressions des GΓi sont données par la relation :
GΓi =[U ]3i .σi.ni − µi[ψ]3i
Ti≥ 0
Une autre écriture de cette expression est :
GΓi =vi
T i(gi − g3i)
Le bilan de l’équation ?? établi à l’interface s’exprime comme suit :
GΓ =v1
T 1(g1 − g31) +
v2
T 2(g2 − g32) +
∫ e(x)
0[σ3 : ε3 − ρ3(ψ3 + s3T 3)
T 3− q33
(T 3)2]dy︸ ︷︷ ︸
GΩ3
(9.3)
Il se dégage de cette formulation une énergie vi(gi − g3i) (i = 1, 2 relatifs aux corps1et corps2) qui peut être interprétée comme une dissipation d’énergie résultant de l’endom-magement d’un fragment de matière d’un des corps en contact. Lorsqu’il est arraché cefragment de matière, débris, est aussitôt transféré à travers l’interface où il va contribuerà la dissipation produite par les phénomènes intérieurs à cette interface. Cette énergied’endommagement exprimée à l’aide des taux de restitution d’énergie gi − g3i constituela grandeur significative qui s’impose naturellement (d’après l’auteur) pour la formulationd’un critère d’usure.Le critère proposé repose sur l’existence d’un seuil énergétique gsi initial au delà duquel ily a usure potentielle,
gi − g3i < gsi Ωi ne s’use pas,gi − g3i ≥ gsi il y a usure de Ωi
(9.4)
où Ωi avec i = 1, 2 désignent les domaines relatifs aux corpsi.Ces formulations mettent clairement en évidence le rôle du troisième corps dans le
processus de dégradation dans le sens où une partie de la dissipation se fait à travers letroisième corps, GΩ3 . Pour expliciter ce terme l’auteur fait intervenir des variables interneset tente de décrire le comportement du troisième corps.
177

Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
9.2.2.3 Les approches énergétiques rattachés à des mécanismes particuliers
Stupkiewicz et Mròz [?] approchent le problème du frottement et de l’usure par unphénomène dissipatif. La dissipation dûe au frottement est conditionnée par les processusd’usure. En effet, la dissipation par frottement macroscopique est générée à un niveaumicroscopique par la déformation plastique et les fissurations des couches superficielles.Ceci induit la dégradation des couches superficielles, c’est l’usure des surfaces. Ce conceptde l’usure est restreint aux mécanimes d’usure dominés par la plasticité tels que l’abrasionet l’adhésion. Les auteurs proposent un modèle où le taux d’usure est proportionel à ladissipation de frottement :
w = γPtvtH
avec γ = Kµ où K désigne le coefficient d’Archard et µ le coefficient de frottement et
Pt = µPn où Pt désigne l’effort tangentiel et Pn l’effort normal.Cette loi est une alternative à la loi d’Archard [?] [?]. De ce cas particulier, ils passent
à la formulation d’une loi générale en supposant des relations non linéaires entre les tauxd’usure et les taux de dissipations élémentaires associées à des mécanismes particuliers.L’équation ?? présente cette relation :
w = vt∑i
(Ptiτi
)ni (9.5)
τi représente un cisaillement de référence propre à chaque mécanisme d’usure. Lesauteurs rattachent cette grandeur aux propriétés du matériau.
Qiu et Plesha [?] ont développé une théorie sur l’usure sèche (sans lubrifiant) incluantl’influence des débris. La théorie qu’ils développent est basée sur le fait que l’usure estun processus “activé énergétiquement”, c’est à dire que la production d’une quantité devolume d’usure nécessite une énergie spécifique. Cette énergie est, habituellement, apportéepar frottement et dissipée par déformation plastique, production de chaleur interne etfinalement par la rupture du matériau.
La dégradation (perte de matière dans le cas de l’abrasion ou gain de matière dans lecas de l’adhésion) est rattachée à cette énergie spécifique par la relation :
δW = fδV
avec δW est l’incrément du travail par frottement qui est absorbé par le matériausubissant l’usure, f est l’énergie specifique de l’usure ( N
m3 ) et δV est l’incrément du volumed’usure.
Les auteurs établissent un bilan d’énergie à l’interface, ils prennent en compte la naturede la dégradation. La conservation de “l’épaisseur de l’interface” les conduit à exprimer levolume d’usure.
9.2.3 Conclusion
Cette section a montré deux approches de la modélisation des phénomènes de frotte-ment et d’usure, l’une relative aux descriptions à l’échelle des aspérités et la seconde relativeaux approches énergétiques. La première s’appuie sur une description fine du contact et dé-crit des mécanismes particuliers (en fonction de l’angle d’attaque par exemple [?], [?]). Laseconde est une vision plus globale des phénomènes d’interface. Cette dernière a l’avantage
178

Partie III9.3. ETUDE DU CONTACT
d’inclure l’influence du troisième corps. Cependant, les modèles basés sur cette approche serévèlent assez lourds d’utilisation et les formalismes qu’ils emploient sont également lourdsà mettre en oeuvre.
Cette section a permis de mettre en place des outils nécessaires à la construction de notremodèle. Ces outils sont regroupés en 4 catégories :
– description d’un contact discret,– les chargements induits par le contact discret ainsi que la nature et le domaine dans
lesquels ils se produisent,– description des modélisations des mécanismes et en particulier celui relatif à l’adhé-
sion,– bilan d’énergie à l’interface.
On s’appuyera sur ces éléments bibliographiques pour développer notre modèle.
9.3 Etude du contact
9.3.1 Introduction
Cette section constitue la première étape de notre modélisation de la dégradation.L’étude du contact a pour rôle de mettre en place les grandeurs statistiques décrivantle contact, telle que la probabilité de contact, et d’extraire de ces profils les paramètresnécessaires aux modélisations mécaniques du contact tel que le rayon moyen des aspérités.Dans une première étape, on traitera les profils relatifs aux tôles qui ont la particularitéd’avoir une ligne moyenne plane. Puis, dans une seconde étape, on traitera les profils relatifsau rayon de matrice, qui comme leur nom l’indique, ont une géométrie moyenne circulaire.Cette spécificité demandera des traitements supplémentaires.
9.3.2 Généralité
La mise en contact de deux surfaces rugueuses se fait de façon discrète. Nous cherchonsdans un premier temps la probabilité de rencontrer une aspérité à une hauteur h. On peutraisonnablement supposer que la distribution des aspérités autour de la ligne moyenneréponde à une Gaussienne (figure ??).
La fonction de densité de probabilité d’hauteur d’aspérité, Φ(h), peut être expriméepar la relation :
Φ(h) =
he−
12h2
h ≥ 0
0 h < 0(9.6)
avec h = hms , où hm est la hauteur des aspérités par rapport à la ligne moyenne et
s2 = s21 + s2
2 où s1 et s2 sont les écarts type des profils 1 et 2 (figure ??). Les profils 1 et 2définissent ceux de la tôle et de la matrice.
La valeur moyenne quadratique de rugosité, Rq, et le facteur d’asymétrie du profil,Sk encore appelé facteur de Skewness, caractérisent la distribution d’amplitude. La lignemoyenne peut être déterminée à partir de Rq, auquel cas hm = Rq1+Rq2
2 , tandis que Skinflue sur l’écart type.
On peut supposer que la condition pour qu’une aspérité soit en contact est qu’elle aitson sommet qui dépasse hm. Notons h0 la hauteur du sommet d’une aspérité par rapportà la ligne moyenne du profil et δ l’indentation de l’aspérité après contact.
179
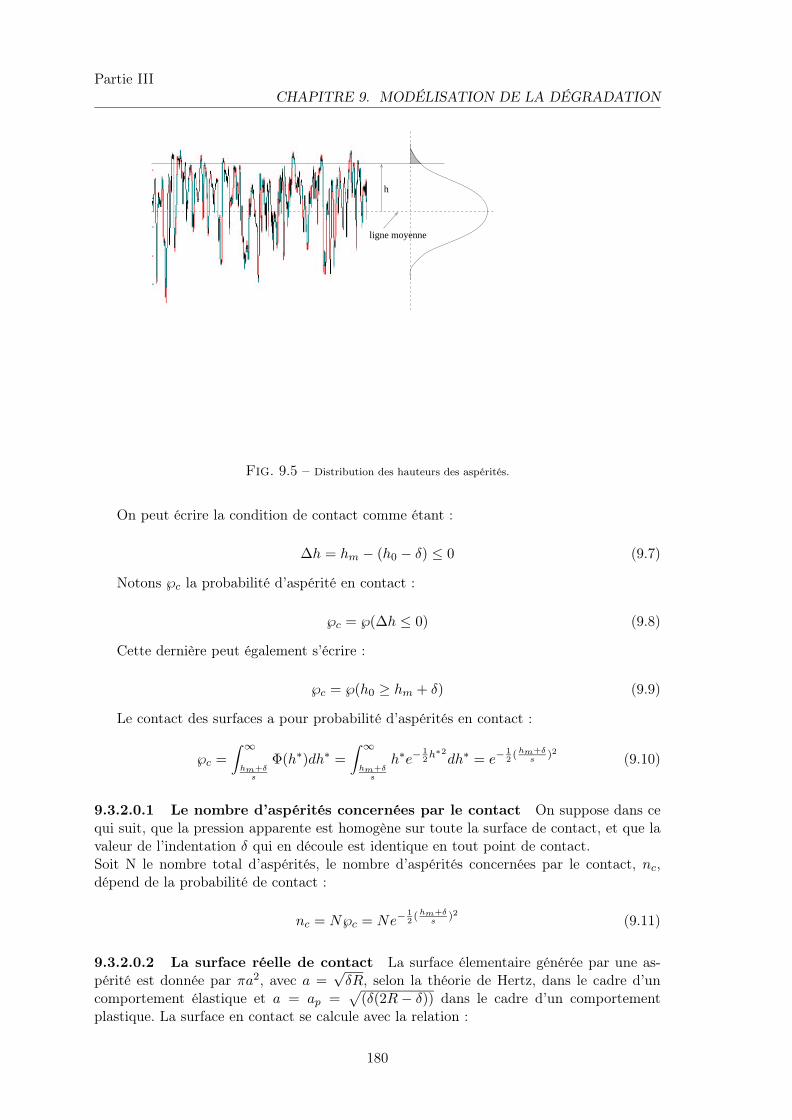
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
h
ligne moyenne
Fig. 9.5 – Distribution des hauteurs des aspérités.
On peut écrire la condition de contact comme étant :
∆h = hm − (h0 − δ) ≤ 0 (9.7)
Notons ℘c la probabilité d’aspérité en contact :
℘c = ℘(∆h ≤ 0) (9.8)
Cette dernière peut également s’écrire :
℘c = ℘(h0 ≥ hm + δ) (9.9)
Le contact des surfaces a pour probabilité d’aspérités en contact :
℘c =∫ ∞hm+δs
Φ(h∗)dh∗ =∫ ∞hm+δs
h∗e−12h∗2dh∗ = e−
12
(hm+δs
)2(9.10)
9.3.2.0.1 Le nombre d’aspérités concernées par le contact On suppose dans cequi suit, que la pression apparente est homogène sur toute la surface de contact, et que lavaleur de l’indentation δ qui en découle est identique en tout point de contact.Soit N le nombre total d’aspérités, le nombre d’aspérités concernées par le contact, nc,dépend de la probabilité de contact :
nc = N℘c = Ne−12
(hm+δs
)2(9.11)
9.3.2.0.2 La surface réelle de contact La surface élementaire générée par une as-périté est donnée par πa2, avec a =
√δR, selon la théorie de Hertz, dans le cadre d’un
comportement élastique et a = ap =√
(δ(2R− δ)) dans le cadre d’un comportementplastique. La surface en contact se calcule avec la relation :
180
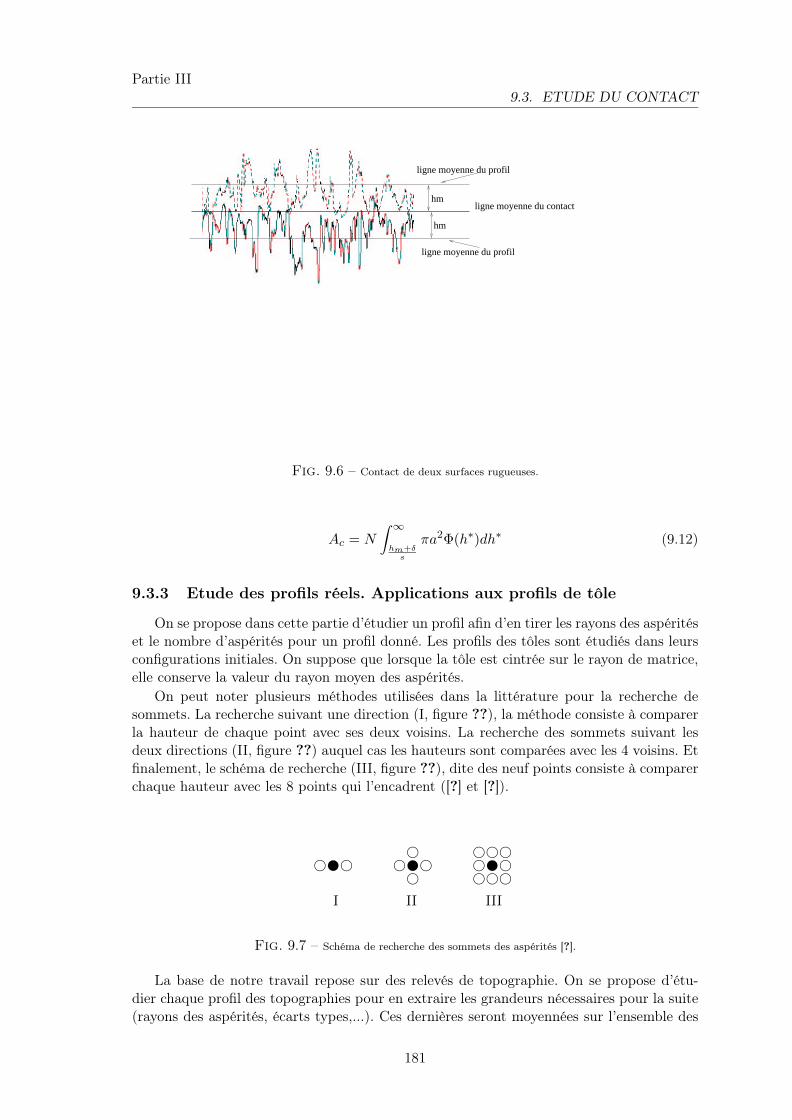
Partie III9.3. ETUDE DU CONTACT
ligne moyenne du profil
ligne moyenne du profil
ligne moyenne du contact
hm
hm
Fig. 9.6 – Contact de deux surfaces rugueuses.
Ac = N
∫ ∞hm+δs
πa2Φ(h∗)dh∗ (9.12)
9.3.3 Etude des profils réels. Applications aux profils de tôle
On se propose dans cette partie d’étudier un profil afin d’en tirer les rayons des aspéritéset le nombre d’aspérités pour un profil donné. Les profils des tôles sont étudiés dans leursconfigurations initiales. On suppose que lorsque la tôle est cintrée sur le rayon de matrice,elle conserve la valeur du rayon moyen des aspérités.
On peut noter plusieurs méthodes utilisées dans la littérature pour la recherche desommets. La recherche suivant une direction (I, figure ??), la méthode consiste à comparerla hauteur de chaque point avec ses deux voisins. La recherche des sommets suivant lesdeux directions (II, figure ??) auquel cas les hauteurs sont comparées avec les 4 voisins. Etfinalement, le schéma de recherche (III, figure ??), dite des neuf points consiste à comparerchaque hauteur avec les 8 points qui l’encadrent ([?] et [?]).
gwgI
gwgggII
gwggggg ggIII
Fig. 9.7 – Schéma de recherche des sommets des aspérités [?].
La base de notre travail repose sur des relevés de topographie. On se propose d’étu-dier chaque profil des topographies pour en extraire les grandeurs nécessaires pour la suite(rayons des aspérités, écarts types,...). Ces dernières seront moyennées sur l’ensemble des
181

Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
profils constituant une topographie pour obtenir des grandeurs caractéristiques de l’en-semble de la surface. Les topographies obtenues par un rugosimètre à palpage mécaniquene nous permettent pas d’adopter des schémas d’études des sommets II et III compte tenude la résolution trop faible (nombre de points par unité de longueur) dans le sens transverseau palpage.
Le profil palpé est défini par les points de coordonnées (xj , vj). La connaissance d’unefonction, y=y(x), image de ce profil nous permettrait d’étudier le profil plus aisément, d’endéduire les rayons de courbure ρ = ρ(x) en tout point du profil et donc en des pointsremarquables tels que les sommets.
ρ =(1 + y
′2)3/2
y′′(9.13)
On note y′ = dydx et y′′ = d2y
dx2 .La connaissance de l’ensemble des coordonnées du profil, nous permet d’exploiter le
profil en série de Fourier. On peut écrire la fonction y, qui correspond au profil de la façonsuivante :
y(x) =1T
[a0 + 2M∑i=1
(aicos(iωx) + bisin(iωx))] (9.14)
où :
a0 =1T
∫ T
0vjdx =
1T
n∑i=1
vj+1 + vj2
(xj+1 − xj),
ai =1T
∫ T
0vj cos(iωxj)dx =
1T
n∑i=1
ξj+1 + ξj2
(xj+1 − xj), ξj = vj cos(iωxj)
bi =1T
∫ T
0vj sin(iωxj)dx =
1T
n∑i=1
χj+1 + χj2
(xj+1 − xj), χj = vj cos(iωxj),
ω =2πT
Les formulations en intégrale ne sont pas adaptées dans la mesure où les fonctions(xi, vi) ne sont pas continues mais définies par des points discrets. T désigne la période etéquivaut, dans notre cas, à la longueur palpée.
On peut aisément en déduire les dérivées1 premières et secondes, nécessaires au calculde ρ.
y′ =1T
2M∑i=1
(−iωaisin(iωx) + iωbicos(iωx)) (9.15)
y′′ =1T
[−2M∑i=1
(iω)2(aicos(iωx) + bisin(iωx))] (9.16)
ρ étant définie sur l’ensemble du profil, il s’agit à présent de déterminer le rayon decourbure moyen des aspérités. Pour ce faire, il convient de déterminer les rayons de courburede chaque sommet des aspérités et d’en déduire une moyenne arithmétique.L’étude de la dérivée première nous permet de déterminer les abscisses des sommets. Eneffet, les changements de signe, positif à négatif, de la dérivée nous donnent la localisationdes sommets. Donc, une première étape est consacrée aux localisations des sommets et une
1y ∈ C2
182
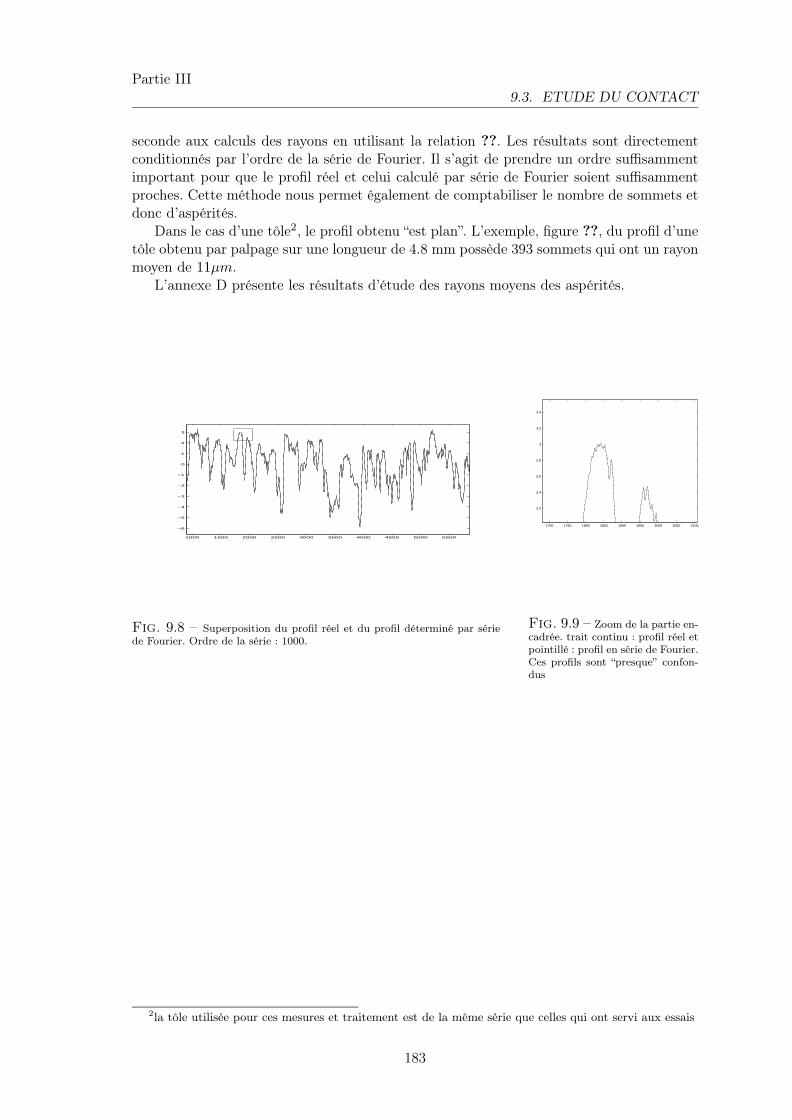
Partie III9.3. ETUDE DU CONTACT
seconde aux calculs des rayons en utilisant la relation ??. Les résultats sont directementconditionnés par l’ordre de la série de Fourier. Il s’agit de prendre un ordre suffisammentimportant pour que le profil réel et celui calculé par série de Fourier soient suffisammentproches. Cette méthode nous permet également de comptabiliser le nombre de sommets etdonc d’aspérités.
Dans le cas d’une tôle2, le profil obtenu “est plan”. L’exemple, figure ??, du profil d’unetôle obtenu par palpage sur une longueur de 4.8 mm possède 393 sommets qui ont un rayonmoyen de 11µm.
L’annexe D présente les résultats d’étude des rayons moyens des aspérités.
1000 1500 2000 2500 3000 3500 4000 4500 5000 5500
−6
−5
−4
−3
−2
−1
0
1
2
3
Fig. 9.8 – Superposition du profil réel et du profil déterminé par sériede Fourier. Ordre de la série : 1000.
1700 1750 1800 1850 1900 1950 2000 2050 2100
2.2
2.4
2.6
2.8
3
3.2
3.4
Fig. 9.9 – Zoom de la partie en-cadrée. trait continu : profil réel etpointillé : profil en série de Fourier.Ces profils sont “presque” confon-dus
2la tôle utilisée pour ces mesures et traitement est de la même série que celles qui ont servi aux essais
183
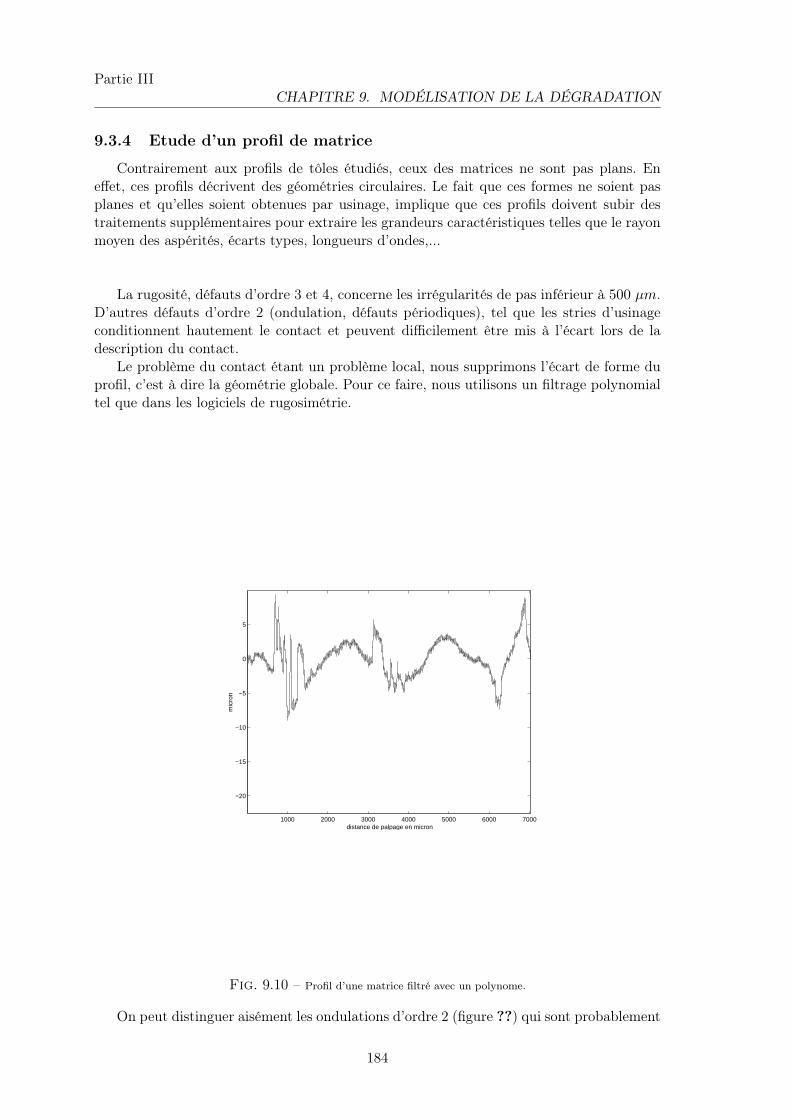
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
9.3.4 Etude d’un profil de matrice
Contrairement aux profils de tôles étudiés, ceux des matrices ne sont pas plans. Eneffet, ces profils décrivent des géométries circulaires. Le fait que ces formes ne soient pasplanes et qu’elles soient obtenues par usinage, implique que ces profils doivent subir destraitements supplémentaires pour extraire les grandeurs caractéristiques telles que le rayonmoyen des aspérités, écarts types, longueurs d’ondes,...
La rugosité, défauts d’ordre 3 et 4, concerne les irrégularités de pas inférieur à 500 µm.D’autres défauts d’ordre 2 (ondulation, défauts périodiques), tel que les stries d’usinageconditionnent hautement le contact et peuvent difficilement être mis à l’écart lors de ladescription du contact.
Le problème du contact étant un problème local, nous supprimons l’écart de forme duprofil, c’est à dire la géométrie globale. Pour ce faire, nous utilisons un filtrage polynomialtel que dans les logiciels de rugosimétrie.
1000 2000 3000 4000 5000 6000 7000
−20
−15
−10
−5
0
5
distance de palpage en micron
mic
ron
Fig. 9.10 – Profil d’une matrice filtré avec un polynome.
On peut distinguer aisément les ondulations d’ordre 2 (figure ??) qui sont probablement
184
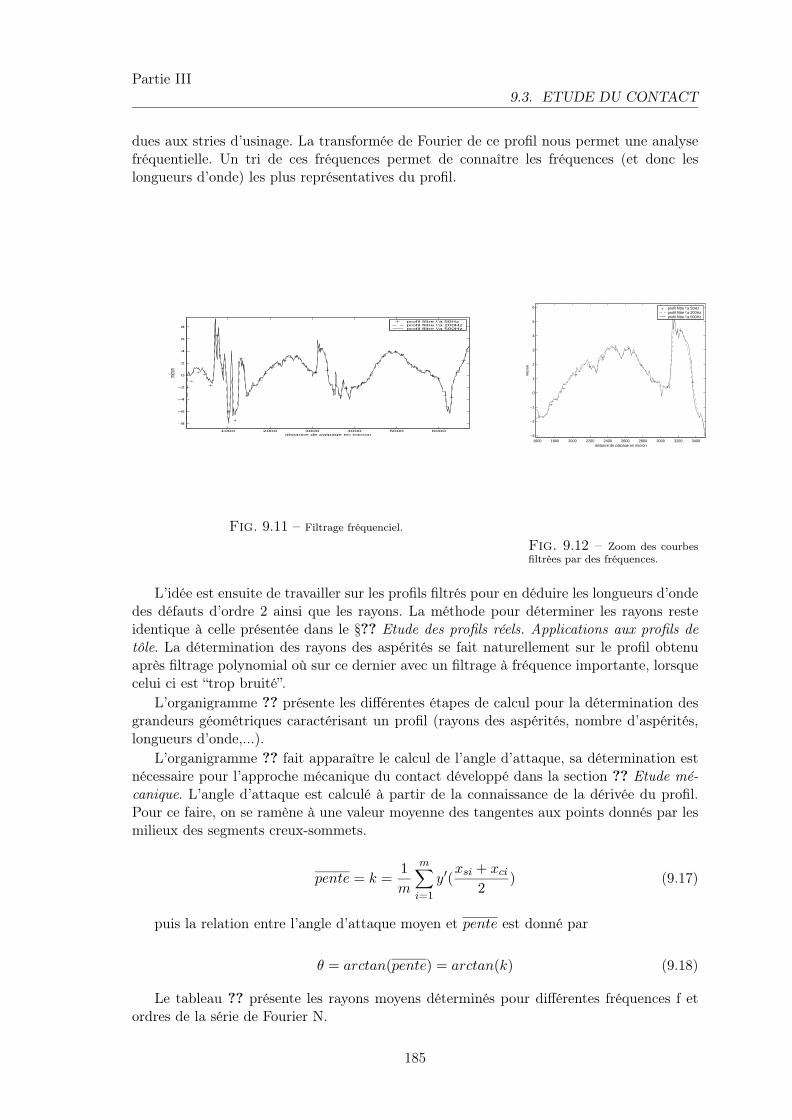
Partie III9.3. ETUDE DU CONTACT
dues aux stries d’usinage. La transformée de Fourier de ce profil nous permet une analysefréquentielle. Un tri de ces fréquences permet de connaître les fréquences (et donc leslongueurs d’onde) les plus représentatives du profil.
1000 2000 3000 4000 5000 6000
−8
−6
−4
−2
0
2
4
6
8
distance de palpage en micron
micron
profil filtre \‘a 50Hzprofil filtre \‘a 200Hzprofil filtre \‘a 500Hz
Fig. 9.11 – Filtrage fréquenciel.
1600 1800 2000 2200 2400 2600 2800 3000 3200 3400−3
−2
−1
0
1
2
3
4
5
6
distance de palpage en micron
mic
ron
profil filtre \‘a 50Hzprofil filtre \‘a 200Hzprofil filtre \‘a 500Hz
Fig. 9.12 – Zoom des courbesfiltrées par des fréquences.
L’idée est ensuite de travailler sur les profils filtrés pour en déduire les longueurs d’ondedes défauts d’ordre 2 ainsi que les rayons. La méthode pour déterminer les rayons resteidentique à celle présentée dans le §?? Etude des profils réels. Applications aux profils detôle. La détermination des rayons des aspérités se fait naturellement sur le profil obtenuaprès filtrage polynomial où sur ce dernier avec un filtrage à fréquence importante, lorsquecelui ci est “trop bruité”.
L’organigramme ?? présente les différentes étapes de calcul pour la détermination desgrandeurs géométriques caractérisant un profil (rayons des aspérités, nombre d’aspérités,longueurs d’onde,...).
L’organigramme ?? fait apparaître le calcul de l’angle d’attaque, sa détermination estnécessaire pour l’approche mécanique du contact développé dans la section ?? Etude mé-canique. L’angle d’attaque est calculé à partir de la connaissance de la dérivée du profil.Pour ce faire, on se ramène à une valeur moyenne des tangentes aux points donnés par lesmilieux des segments creux-sommets.
pente = k =1m
m∑i=1
y′(xsi + xci
2) (9.17)
puis la relation entre l’angle d’attaque moyen et pente est donné par
θ = arctan(pente) = arctan(k) (9.18)
Le tableau ?? présente les rayons moyens déterminés pour différentes fréquences f etordres de la série de Fourier N.
185
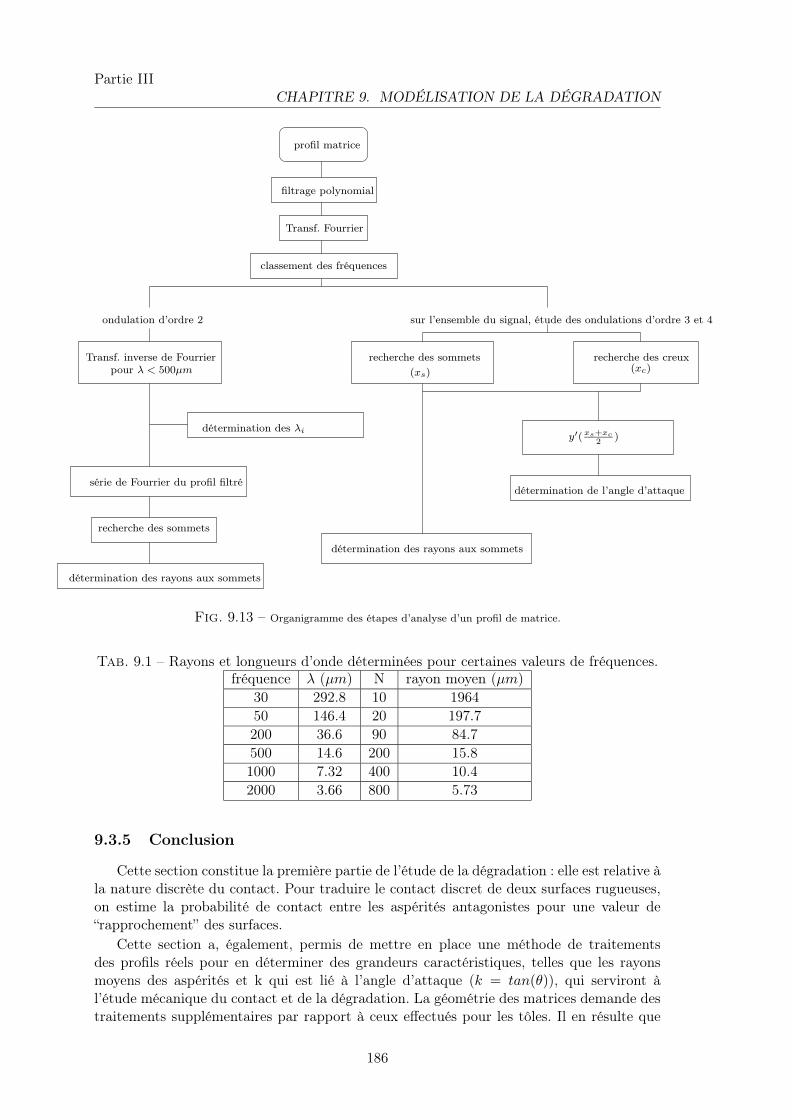
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
ondulation d’ordre 2 sur l’ensemble du signal, étude des ondulations d’ordre 3 et 4
recherche des sommets recherche des creux
détermination des λi
série de Fourrier du profil filtré
profil matrice
filtrage polynomial
Transf. Fourrier
classement des fréquences
pour λ < 500µmTransf. inverse de Fourrier
recherche des sommets
détermination des rayons aux sommets
détermination des rayons aux sommets
détermination de l’angle d’attaque
y′(xs+xc2
)
(xs) (xc)
Fig. 9.13 – Organigramme des étapes d’analyse d’un profil de matrice.
Tab. 9.1 – Rayons et longueurs d’onde déterminées pour certaines valeurs de fréquences.fréquence λ (µm) N rayon moyen (µm)
30 292.8 10 196450 146.4 20 197.7200 36.6 90 84.7500 14.6 200 15.81000 7.32 400 10.42000 3.66 800 5.73
9.3.5 Conclusion
Cette section constitue la première partie de l’étude de la dégradation : elle est relative àla nature discrète du contact. Pour traduire le contact discret de deux surfaces rugueuses,on estime la probabilité de contact entre les aspérités antagonistes pour une valeur de“rapprochement” des surfaces.
Cette section a, également, permis de mettre en place une méthode de traitementsdes profils réels pour en déterminer des grandeurs caractéristiques, telles que les rayonsmoyens des aspérités et k qui est lié à l’angle d’attaque (k = tan(θ)), qui serviront àl’étude mécanique du contact et de la dégradation. La géométrie des matrices demande destraitements supplémentaires par rapport à ceux effectués pour les tôles. Il en résulte que
186
Partie III9.4. MODÉLISATION MÉCANIQUE DU CONTACT
les profils des tôles et des matrices sont traités séparément. Il convient pour, les problèmesde description des contacts discrets, et en particulier pour cette approche de connaîtrel’ordre des aspérités (et donc les fréquences qui peuvent leurs être associées) que l’ondésire considérer pour le calcul des rayons aux sommets des aspérités. Nous avons décidéde décrire le contact de façon fine : nous avons alors considéré les rugosités d’ordre 4(fréquence=1000Hz) pour la détermination du rayon moyen, et les ondulations d’ordre 2pour la longueur d’onde moyenne caractérisant le contact.
9.4 Modélisation mécanique du contact
9.4.1 Introduction
Le transfert s’est avéré comme étant le mécanisme de dégradation récurrent lors desessais. Afin de mieux cerner les raisons pour lesquelles le transfert s’est manifesté surles rayons de matrice, on se propose de formaliser les aspects de cette dégradation. Lemodèle proposé a également pour vocation de mieux cerner les raisons qui ont conduit àla formation de deux zones de transfert sur les bords de matrice.
Ce modèle vise, donc, à une description du caractère initial de ce mécanisme, c’està dire que l’on s’intéresse aux conditions qui entraînent le transfert. Ces conditions sontrecherchées à l’échelle des aspérités.
Ce modèle s’appuie fortement sur des éléments de la littérature que l’on adapte à notrecas particulier. En effet, le transfert est un mécanisme sous jacent à l’adhésion (cf. section?? bibliographie) qui jouit de nombreux travaux traitant de ce mécanisme (cf. section ??bibliographie, Johnson par exemple).
9.4.2 Structure du modèle
Dans le cadre des déformations élastiques, de nombreux travaux, comme on a pu levoir précédemment, s’appuient sur la théorie de Hertz pour modéliser le contact d’uneaspérité à bout hémisphérique sur un plan. En présence de transfert, le mode de déformationest préférentiellement plastique ou viscoplastique. En effet, les travaux expérimentaux deRigney [?] montrent que ce mécanisme s’accompagne de grandes déformations dans lessous couches de la surface induites par le glissement relatif des solides. L’épaisseur des souscouches concernées par ces grandes déformations plastiques est de l’ordre de 50µm, ce quilaisse penser que le matériau s’est comporté de façon très ductile. Ces observations vontdans le sens de l’hypothèse de déformation ductile formulée par de Rooij [?], S.K. RoyChowdhury [?] et Johnson [?], dans le cadre de leurs travaux sur le transfert et surl’adhésion.
De ce fait, on s’attachera à mettre en place les éléments de la bibliographie qui nouspermettent de savoir si l’on est bien dans un régime de déformation ductile et à plus forteraison plastique.L’insuffisance de ces aspects à décrire nos observations nous conduira à coupler cette ap-proche classique des mécanismes d’adhésion à un modèle de rupture par fatigue à basnombre de cycles.
Le modèle proposé s’articulera, alors, autour des 3 points suivants :1© contact sous conditions de déformations plastiques2© comportement ductile des aspérités3© intégration d’un modèle de rupture par fatigue à bas nombre de cycles.
187

Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
9.4.3 Nature du contact
Cette sous section a pour objectif de mettre en place les éléments qui nous permettentde savoir si le contact s’effectue préférentiellement dans le domaine plastique ou élastique.
L’index de plasticité formulé par Greenwood et Williamson, ψ = E′
H ( sR)12 (cf. §?? Bi-
bliographie), largement utilisé, permet de savoir dans quel domaine de déformations seproduisent les micro-contacts.
1R
=1R1
+1R2
(9.19)
s2 = s21 + s2
2 (9.20)
E’ désigne le module d’Young équivalent, H est la dureté, s est l’écart type moyen et Rle rayon moyen des aspérités.Pour des valeurs de ψ inférieures à 0.6, le contact se fait préférentiellement dans le domaineélastique et pour des valeurs de ψ supérieures à 1, le contact se fait préférentiellement dansle domaine plastique.
9.4.4 Comportement plastique
Dans le cadre où ψ est supérieur à 1, c’est à dire que les micro contacts sont essentiel-lement dans le domaine plastique, on suppose que l’écoulement de matière au niveau ducontact se fait à pression constante et équivaut à la dureté H du matériau de la tôle. Ils’agit ici des déformations plastiques superficielles de la tôle.
Dans ce cas, le rayon de la surface de contact, ap, nous est donné par :
ap =√
(δ(2R− δ)) ≈√
2δR. (9.21)
Le chargement sur une aspérité s’exprime en fonction de la contrainte d’écoulement quiéquivaut dans ce cas à la dureté (H), il est donc donné par :
Pi = 2δRπH (9.22)
Le chargement total, P, du solide se déduit à partir de la fonction de probabilité decontact, et est donc donné par :
P = 2NRπH∫ ∞hm+δs
s(h∗ − hm)Φ(h∗)dh∗ (9.23)
ce qui nous conduit à l’expression suivante :
P = 2NRπH((ξ − hm)e−ξ2
2 −√π
2erf(
ξ√2
)) avec ξ =hm + δ
s(9.24)
Une résolution numérique nous permet de trouver la valeur de l’indentation δ pour unchargement donné. La pression qui résulte de ce chargement doit être homogène pour queδ soit cohérent.
188

Partie III9.4. MODÉLISATION MÉCANIQUE DU CONTACT
9.4.4.1 Critère de ductilité.
Le transfert s’inscrit dans un mécanisme d’adhésion. La théorie sur l’adhésion de John-son et Kendal permet de calculer l’expression générale de la force d’adhésion. La forced’adhésion, Fa est la force qui est nécessaire pour séparer deux surfaces en contact et quiest conditionnée par les forces adhésives de jonctions. Cette expression générale s’écrit :
Fa =32γπR, (9.25)
avec γ l’énergie de surface et R le rayon équivalent de l’aspérité. Dans le cas où lematériau est ductile, il est possible que la séparation produise pendant le déchargementune déformation plastique, c’est l’extension ductile. Dans ce cas, la force nécessaire pourséparer les solides est :
Fa = πa2pH. (9.26)
Le critère de déformation ductile est donné par :
H2 <32γE′
πap, (9.27)
On peut récapituler ces deux cas de figure par la relation :
Fa =
πHa2
p si H2 < 32γE′
πap
2γE′
H ap si H2 ≥ 32γE′
πap
(9.28)
Le transfert est probablement, comme le suggère S.K Roy [?], le résultat de la combi-naison adhésion et ductilité, c’est à dire que le critère ?? doit être vérifié.
9.4.5 Zones de transfert
Le critère d’adhésion est vérifié pour l’ensemble de la surface, il ne permet pas alorsde détecter les zones de transfert sur le bord de matrice. Ce critère devient un critèrenécessaire mais pas suffisant pour détecter les zones de transfert sur le bord de matrice.On peut remarquer que le transfert se produit à partir d’un certain nombre de cycles.L’arrachement d’une aspérité molle par une dure peut répondre alors à un mécanismed’usure à faible nombre de cycles de fatigue. Challen et Oxley [?] [?] s’appuient sur lestravaux de Kragelsky [?] pour utiliser la relation de type Manson-Coffin,
nr = (C
∆τp)d, (9.29)
dans laquelle, nr représente le nombre de cycles que subit l’aspérité pour être arrachée.∆τp représente l’incrément de déformation en cisaillement par cycle, C est relatif à ladéformation à rupture monotone. L’exposant, d, est compris entre 2 et 3 selon Kragelsky[?]. Ce modèle d’usure par fatigue à bas nombre de cycles est utilisé par ces auteurs pourprévoir l’arrachement d’une aspérité molle par une dure.
Le cisaillement dépendant de la pression, cette relation peut nous permettre de com-prendre l’apparition rapide de transfert sur les zones de forte pression et plus tardive dansla zone médiane.
189
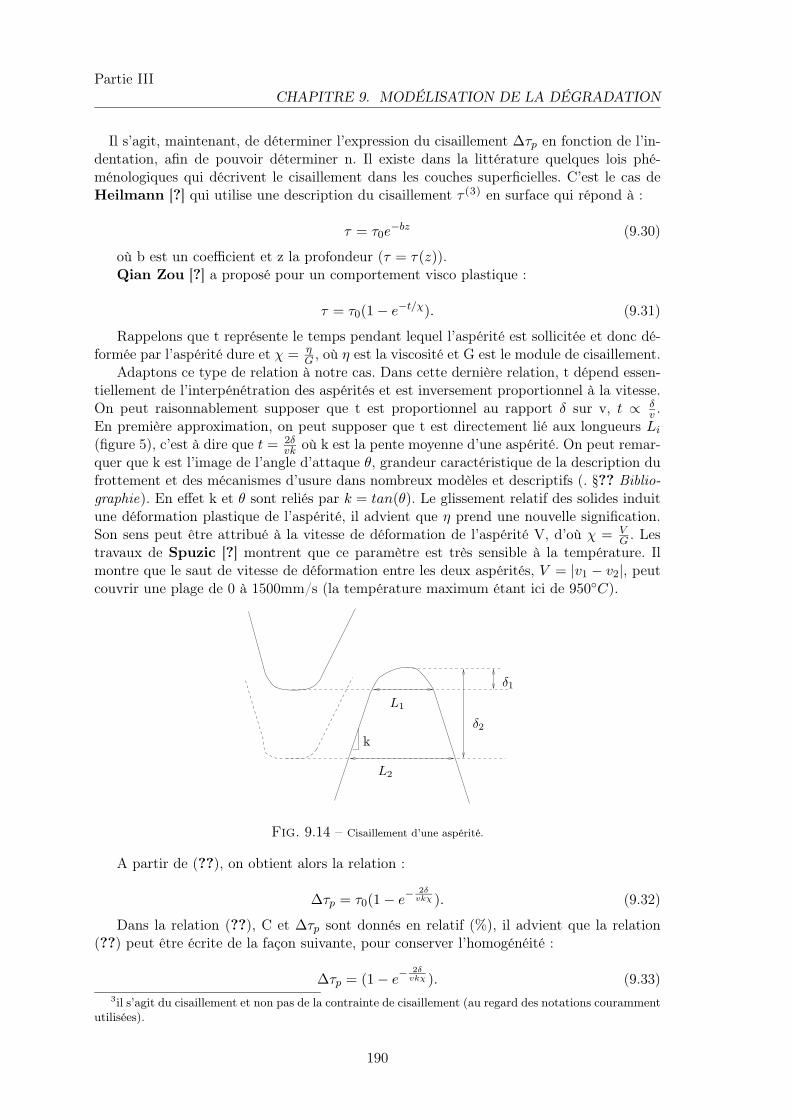
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
Il s’agit, maintenant, de déterminer l’expression du cisaillement ∆τp en fonction de l’in-dentation, afin de pouvoir déterminer n. Il existe dans la littérature quelques lois phé-ménologiques qui décrivent le cisaillement dans les couches superficielles. C’est le cas deHeilmann [?] qui utilise une description du cisaillement τ (3) en surface qui répond à :
τ = τ0e−bz (9.30)
où b est un coefficient et z la profondeur (τ = τ(z)).Qian Zou [?] a proposé pour un comportement visco plastique :
τ = τ0(1− e−t/χ). (9.31)
Rappelons que t représente le temps pendant lequel l’aspérité est sollicitée et donc dé-formée par l’aspérité dure et χ = η
G , où η est la viscosité et G est le module de cisaillement.Adaptons ce type de relation à notre cas. Dans cette dernière relation, t dépend essen-
tiellement de l’interpénétration des aspérités et est inversement proportionnel à la vitesse.On peut raisonnablement supposer que t est proportionnel au rapport δ sur v, t ∝ δ
v .En première approximation, on peut supposer que t est directement lié aux longueurs Li(figure 5), c’est à dire que t = 2δ
vk où k est la pente moyenne d’une aspérité. On peut remar-quer que k est l’image de l’angle d’attaque θ, grandeur caractéristique de la description dufrottement et des mécanismes d’usure dans nombreux modèles et descriptifs (. §?? Biblio-graphie). En effet k et θ sont reliés par k = tan(θ). Le glissement relatif des solides induitune déformation plastique de l’aspérité, il advient que η prend une nouvelle signification.Son sens peut être attribué à la vitesse de déformation de l’aspérité V, d’où χ = V
G . Lestravaux de Spuzic [?] montrent que ce paramètre est très sensible à la température. Ilmontre que le saut de vitesse de déformation entre les deux aspérités, V = |v1 − v2|, peutcouvrir une plage de 0 à 1500mm/s (la température maximum étant ici de 950C).
δ1
δ2
L1
L2
k
Fig. 9.14 – Cisaillement d’une aspérité.
A partir de (??), on obtient alors la relation :
∆τp = τ0(1− e−2δvkχ ). (9.32)
Dans la relation (??), C et ∆τp sont donnés en relatif (%), il advient que la relation(??) peut être écrite de la façon suivante, pour conserver l’homogénéité :
∆τp = (1− e−2δvkχ ). (9.33)
3il s’agit du cisaillement et non pas de la contrainte de cisaillement (au regard des notations courammentutilisées).
190
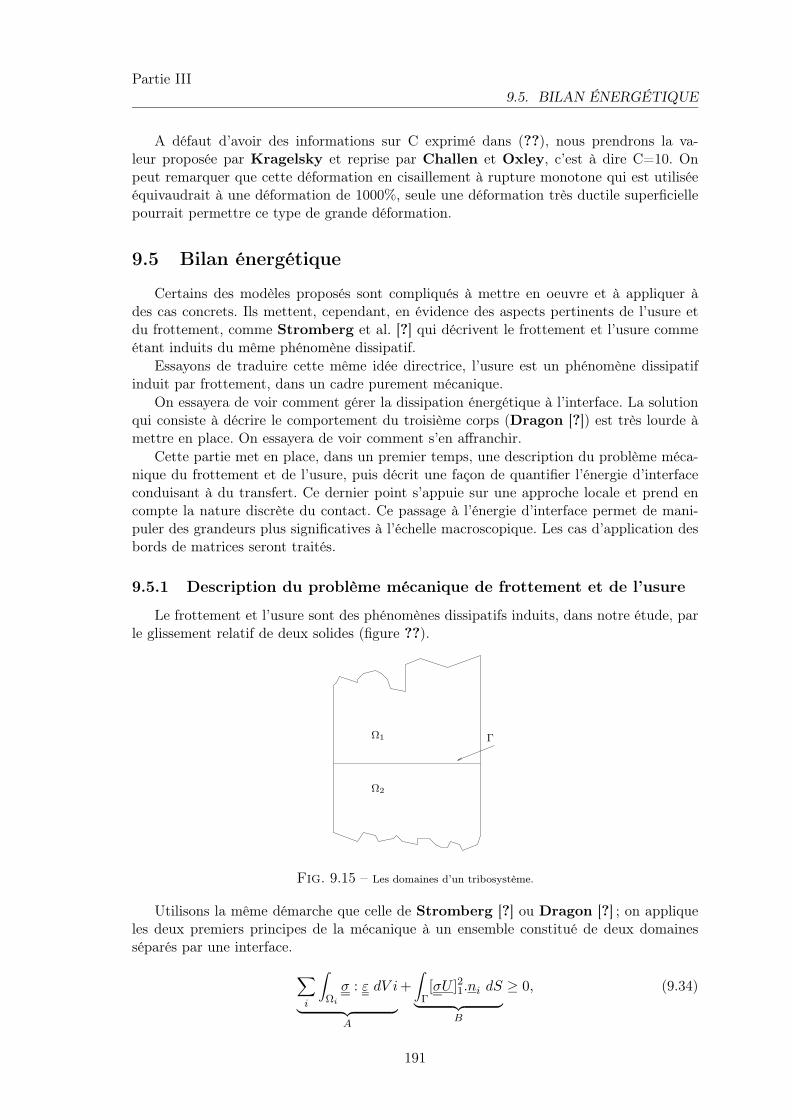
Partie III9.5. BILAN ÉNERGÉTIQUE
A défaut d’avoir des informations sur C exprimé dans (??), nous prendrons la va-leur proposée par Kragelsky et reprise par Challen et Oxley, c’est à dire C=10. Onpeut remarquer que cette déformation en cisaillement à rupture monotone qui est utiliséeéquivaudrait à une déformation de 1000%, seule une déformation très ductile superficiellepourrait permettre ce type de grande déformation.
9.5 Bilan énergétique
Certains des modèles proposés sont compliqués à mettre en oeuvre et à appliquer àdes cas concrets. Ils mettent, cependant, en évidence des aspects pertinents de l’usure etdu frottement, comme Stromberg et al. [?] qui décrivent le frottement et l’usure commeétant induits du même phénomène dissipatif.
Essayons de traduire cette même idée directrice, l’usure est un phénomène dissipatifinduit par frottement, dans un cadre purement mécanique.
On essayera de voir comment gérer la dissipation énergétique à l’interface. La solutionqui consiste à décrire le comportement du troisième corps (Dragon [?]) est très lourde àmettre en place. On essayera de voir comment s’en affranchir.
Cette partie met en place, dans un premier temps, une description du problème méca-nique du frottement et de l’usure, puis décrit une façon de quantifier l’énergie d’interfaceconduisant à du transfert. Ce dernier point s’appuie sur une approche locale et prend encompte la nature discrète du contact. Ce passage à l’énergie d’interface permet de mani-puler des grandeurs plus significatives à l’échelle macroscopique. Les cas d’application desbords de matrices seront traités.
9.5.1 Description du problème mécanique de frottement et de l’usure
Le frottement et l’usure sont des phénomènes dissipatifs induits, dans notre étude, parle glissement relatif de deux solides (figure ??).
Ω1 Γ
Ω2
Fig. 9.15 – Les domaines d’un tribosystème.
Utilisons la même démarche que celle de Stromberg [?] ou Dragon [?] ; on appliqueles deux premiers principes de la mécanique à un ensemble constitué de deux domainesséparés par une interface.
∑i
∫Ωi
σ : ε dV i︸ ︷︷ ︸A
+∫
Γ[σU ]21.ni dS︸ ︷︷ ︸
B
≥ 0, (9.34)
191
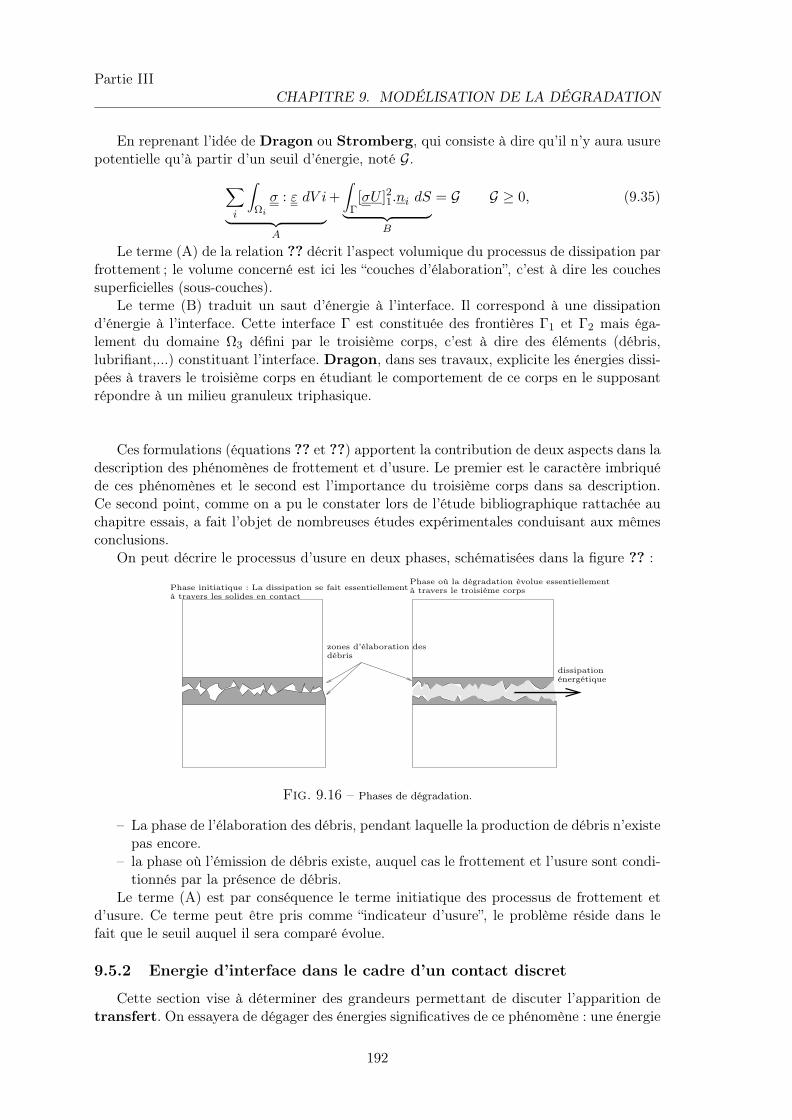
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
En reprenant l’idée de Dragon ou Stromberg, qui consiste à dire qu’il n’y aura usurepotentielle qu’à partir d’un seuil d’énergie, noté G.
∑i
∫Ωi
σ : ε dV i︸ ︷︷ ︸A
+∫
Γ[σU ]21.ni dS︸ ︷︷ ︸
B
= G G ≥ 0, (9.35)
Le terme (A) de la relation ?? décrit l’aspect volumique du processus de dissipation parfrottement ; le volume concerné est ici les “couches d’élaboration”, c’est à dire les couchessuperficielles (sous-couches).
Le terme (B) traduit un saut d’énergie à l’interface. Il correspond à une dissipationd’énergie à l’interface. Cette interface Γ est constituée des frontières Γ1 et Γ2 mais éga-lement du domaine Ω3 défini par le troisième corps, c’est à dire des éléments (débris,lubrifiant,...) constituant l’interface. Dragon, dans ses travaux, explicite les énergies dissi-pées à travers le troisième corps en étudiant le comportement de ce corps en le supposantrépondre à un milieu granuleux triphasique.
Ces formulations (équations ?? et ??) apportent la contribution de deux aspects dans ladescription des phénomènes de frottement et d’usure. Le premier est le caractère imbriquéde ces phénomènes et le second est l’importance du troisième corps dans sa description.Ce second point, comme on a pu le constater lors de l’étude bibliographique rattachée auchapitre essais, a fait l’objet de nombreuses études expérimentales conduisant aux mêmesconclusions.
On peut décrire le processus d’usure en deux phases, schématisées dans la figure ?? :
zones d’élaboration desdébris
Phase initiatique : La dissipation se fait essentiellementà travers les solides en contact
Phase où la dégradation évolue essentiellementà travers le troisième corps
dissipationénergétique
Fig. 9.16 – Phases de dégradation.
– La phase de l’élaboration des débris, pendant laquelle la production de débris n’existepas encore.
– la phase où l’émission de débris existe, auquel cas le frottement et l’usure sont condi-tionnés par la présence de débris.
Le terme (A) est par conséquence le terme initiatique des processus de frottement etd’usure. Ce terme peut être pris comme “indicateur d’usure”, le problème réside dans lefait que le seuil auquel il sera comparé évolue.
9.5.2 Energie d’interface dans le cadre d’un contact discret
Cette section vise à déterminer des grandeurs permettant de discuter l’apparition detransfert. On essayera de dégager des énergies significatives de ce phénomène : une énergie
192

Partie III9.5. BILAN ÉNERGÉTIQUE
caractéristique (Wtrans) et une énergie dissipée d’une aspérité à travers son trajet sur lerayon de matrice (Wasp).
9.5.2.1 Energie de “transfert”
L’idée est de traiter le cas particulier du transfert. On se place dans la configurationoù la dégradation n’existe pas encore, et on cherche l’énergie d’interface qui conduit à dutransfert.
Lors de la phase initiatique du transfert, on suppose que la partie d’énergie dissipée àtravers le troisième corps est négligeable. Il vient alors que la dissipation à travers l’interfacese fait au travers des aspérités en contact.
Cette énergie peut être explicitée, à partir du modèle local. En effet, on peut raison-nablement supposer que l’énergie dissipée à l’interface est principalement due au cisaille-ment des aspérités lors du glissement relatif. Sous cette hypothèse, l’énergie d’interfacequi conduit à du transfert est la somme, sur l’ensemble des cycles, des énergies dissipéesau travers d’une aspérité sous les conditions de sollicitations du cycle. On définit dans unpremier temps cette énergie noté Wtrans.
On suppose que la loi d’écrouissage plastique de la tôle répond à la loi d’Hollomon,σ = Kεn. Il ne semble pas exister de loi décrivant le comportement superficiel d’un solidesous glissement. On suppose que l’aspérité est principalement sollicitée en cisaillement.Dans le cadre du tansfert, les déformations importantes sont observées [?], [?] dans le sensdu défilement de la tôle. On suppose que la déformation équivalente correspond à celle ducisaillement. On pourra remarquer que l’indentation de l’aspérité intervient, dans le modèlelocal, en variable interne dans la description du cisaillement. L’énergie élémentaire s’écritalors :
Welem = σε = Kτn+1 (9.36)
L’énergie dissipée au travers de l’ensemble de la surface en contact s’écrit :
W =∫
Γ[σU ]21.nidS =
∑j
∫ δ
0K(∆τj(δ∗))n+1dδ∗ (9.37)
Cette énergie est celle qui est dissipée au travers des aspérités en contact, sur l’ensemblede la surface. On se ramène à une énergie d’interface, ∆W, dont l’unité est le joule parmètre2, en divisant W par la surface en contact, S, de longueur de contact L et de largeurunité.
∆W =WS
(9.38)
Par ailleurs, connaissant le nombre de cycles nécessaire à la rupture de l’aspérité, pourune condition de chargement donnée, on peut estimer l’énergie nécessaire pour entraînercette rupture et conduire à du transfert. En effet, sous les conditions d’adhésion et dedéformation ductile, cette aspérité arrachée se transforme en transfert :
Wtrans =1Snrj
∫ δj
0K(∆τj(δ∗))n+1 dδ∗ (9.39)
Wtrans est l’énergie dissipée au travers d’une aspérité qui provoque sa rupture.
On peut donc récapituler le mécanisme du transfert par : un mécanisme d’adhésion endéformation ductile + la rupture de l’aspérité.
193
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
transfert = adhésion en déformation ductile + rupture de l’aspérité
9.5.2.2 Energie dissipée à travers une aspérité de tôle lors du défilement surle rayon de matrice
On se propose dans ce qui suit de suivre une aspérité de la tôle au regard de l’énergiecumulée au travers de son parcours sur le rayon de matrice.
On suppose dans un premier temps que les aspérités de la tôle sont en contact continuavec la matrice. L’énergie par unité de surface cumulée par une aspérité de tôle sur leparcours du rayon de matrice s’écrit :
Wcontinu =1S
∫ lx
0
∫ δj
0K(∆τj(δ∗))n+1 dδ∗ dxj (9.40)
Lorsque le contact entre cette aspérité de tôle et la matrice n’est plus constant (ildevient discontinu), la relation ?? évolue pour tenir compte, dans le terme d’intégrale surla longueur, de cette spécificité.
Lors du passage d’une aspérité sur le rayon de matrice, elle emmagasine une énergie dedéformation supplémentaire à chaque contact avec une aspérité de la surface antagoniste.
L’incrément, dxj = (xj+1 − xj), couvre un certain nombre d’aspérités de la matricequi peuvent entrer en contact avec celles de la tôle. Ce nombre peut être estimé au moyende la longueur d’onde caractéristique λ, qui sépare deux aspérités pouvant potentiellemententrer en contact avec celle de la tôle. Ce nombre peut être approché par xj+1−xj
λ .
L’énergie de déformation plastique cumulée d’une aspérité emmagasinée sur cet incré-ment s’accroît d’autant de fois que l’aspérité suivie rencontrera une aspérité de la surfaceantagoniste. Il vient alors que l’énergie emmagasinée par une aspérité de la tôle sur leparcours d’une distance lx sur le rayon de matrice s’écrit :
Wasp =xj+1 − xj
λ
1S
∫ lx
0
∫ δj
0K(∆τj(δ∗))n+1dδ∗dxj (9.41)
9.5.2.3 Critère
L’idée est de comparer la grandeurWtrans qui traduit l’énergie nécessaire pour entraînerle transfert, face à Wasp qui correspond à l’énergie de déformation cumulée d’une aspéritéau travers de son parcours lors de son glissement sur le rayon de matrice. En effet, Wtrans
peut être perçue comme une énergie seuil donnée pour une condition de chargement et descaractéristiques des matériaux et géométriques des aspérités.
Wasp ≥ Wtrans
194

Partie III9.6. MISE EN OEUVRE
9.6 Mise en oeuvre
La distribution de la pression sur le rayon de matrice, déterminée par simulation numé-rique, est la base du calcul des énergiesWtrans etWasp de la modélisation de la dégradation.On peut noter que, comme le montre la formulation de Wtrans (équation ??), l’énergie ca-ractéristique du transfert (Wtrans) est donnée pour un chargement constant. Afin de tenircompte de la distribution de pression hétérogène sur le rayon de matrice, on se ramène àdes pressions constantes par seuil (figure ??).
fonction constante par seuil
fonction continue
Pression de contact
Position sur le rayon de matrice
Fig. 9.17 – Schéma du passage de la pression continue à une distribution de la pression constante par seuil.
La modélisation utilise, alors, chaque niveau de pression de contact constant pour dé-terminer le chargement local Pi (Organigramme ??).
L’organigramme ?? présente les grandes étapes du modèle.Les points suivants décrivent les étapes de l’organigramme ??– Etude des profils et statistique du contact (partie décrite dans le §?? Etude ducontact) Le traitement des profils réels des tôles et des matrices à partir des profilsde rugosité nous permet de déterminer :– les rayon moyens des aspérités r1 et r2
– les écart types des hauteurs des aspérités s1 et s2
– la densité de probabilité de contact Φ, nécessaire au calcul de l’indentation δi (cf.relation ??)
– la pente moyenne des aspérités, k, nécessaire au calcul de ∆τp (cf. relation ??)– les longueurs d’ondes λ nécessaire au calcul de Wasp (cf. relation ??)
– Etude mécanique du contact (partie décrite dans le §?? Modélisation mécaniquedu contact)– calcul de l’index de plasticité ψ– si le critère de plasticité est vérifié, on est préférentiellement dans le domaine
de déformation plastique (sinon dans le domaine élastique) on satisfait alors unecondition nécessaire du transfert
– pour un niveau de pression de contact donné, on calcule l’indentation δi
195
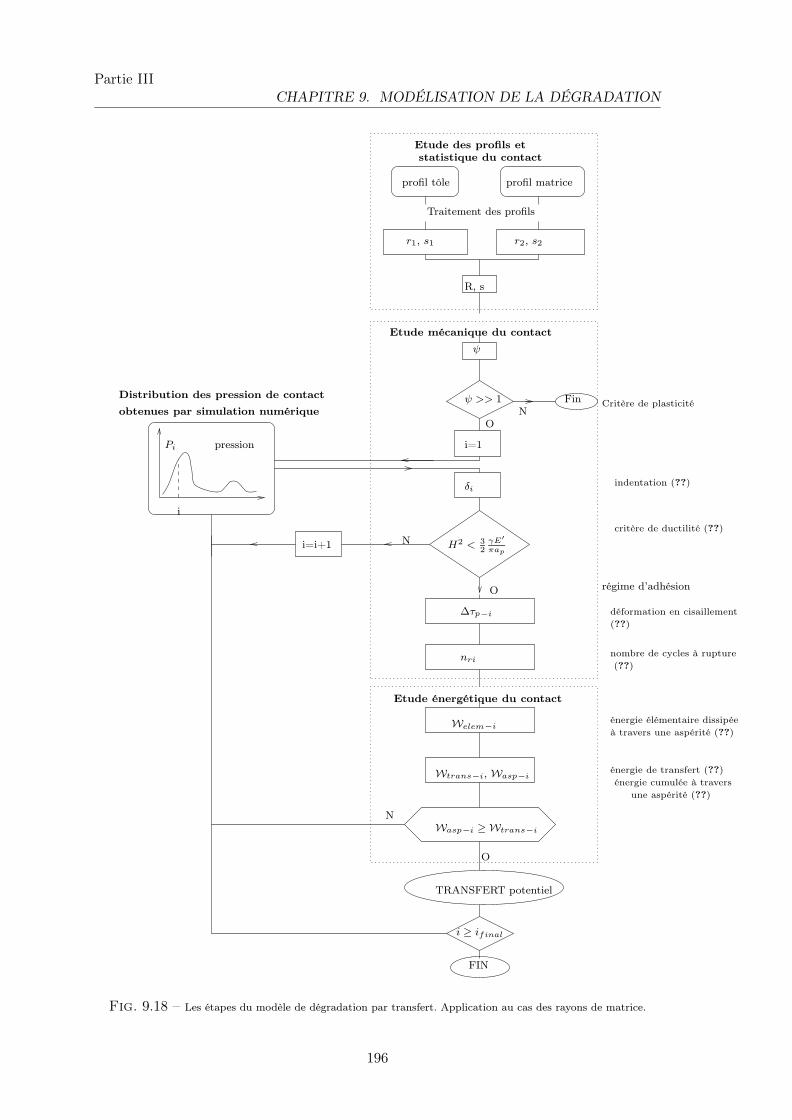
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
Welem−i
Wasp−i ≥ Wtrans−i
Wtrans−i, Wasp−i
Etude énergétique du contact
TRANSFERT potentiel
O
N
N
O
pression
i
Pi
R, s
Etude des profils etstatistique du contact
NCritère de plasticité
i=1
δi
H2 < 32γE′
πap
critère de ductilité (??)
régime d’adhésion
déformation en cisaillement∆τp−i
nri
i=i+1
Distribution des pression de contactobtenues par simulation numérique
i ≥ ifinal
FIN
énergie de transfert (??)énergie cumulée à travers
énergie élémentaire dissipéeà travers une aspérité (??)
nombre de cycles à rupture
Etude mécanique du contact
Fin
une aspérité (??)
(??)
(??)
ψ >> 1
O
ψ
profil tôle profil matrice
Traitement des profils
r1, s1 r2, s2
indentation (??)
Fig. 9.18 – Les étapes du modèle de dégradation par transfert. Application au cas des rayons de matrice.
196

Partie III9.7. RÉSULTATS
– la connaissance de δi, permet le calcul de ap et donc de 32γE′
πap(ce calcul est alimenté
par une valeur de la littérature de γ)– on vérifie si le critère de ductilité est vérifié (condition nécessaire du transfert)– si il est vérifié, on calcule le cisaillement (déformation) ∆τp−i– calcul du nombre de cycles à rupture de l’aspérité, nri
– Etude énergétique du contact (partie décrite dans le §?? Bilan énergétique)– calcul de l’énergie élémentaire Welem−i dissipée par déformation plastique dans
une aspérité– calcul de l’énergie conduisant “à du transfert” Wtrans−i– calcul de l’énergie de déformation plastique emmagasinée dans une aspérité à tra-
vers son trajet sur le rayon de matrice Wasp−i– comparaison de Wasp−i et de Wtrans−i. Si Wasp−i est supérieure, on a potentielle-
ment du transfert à la “position i"
9.7 Résultats
La confrontation des estimations des grandeurs déterminées,Wtrans etWasp, permet dediscuter l’apparition de transfert. On utilise ce modèle sur les rayons de matrice. L’énergieWtrans permet d’estimer le seuil au delà duquel le transfert est potentiellement présent surle rayon de matrice pour une distribution de pression donnée. L’accumulation d’énergiedans une aspérité lors de son trajet sur le rayon de matrice et pour une distribution depression est donnée parWasp. Le transfert s’effectue pour la condition donnée par la relation??.
Wasp ≥ Wtrans (9.42)
Cette section est, alors, articulée autour de 3 aspects :– estimer les énergies de transfert, Wtrans, pour les conditions de chargement sur le
rayon de matrice données pour les trois angles α (70, 80 et 90o),– procéder à une étude de l’influence des paramètres sur Wtrans,– comparer l’énergie cumulée d’une aspérité au travers de son parcours lors de son
glissement sur le rayon de matrice, Wasp, face à l’énergie nécessaire pour entraîner letransfert, Wtrans.
Le tableau ?? synthétise les paramètres mécaniques de référence utilisés pour le calculdes énergies Wasp et de Wtrans.
Tab. 9.2 – Les paramètres mécaniques.module d’Young de la tôle E1 (GPa) 210
module d’Young de la matrice E2 (GPa) 227module de cisaillement de la tôle G = E1
2(1+ν) (GPa) 80dureté de la tôle H (MPa) 820 (soit 23 HRc)
énergie d’interface par unité de surface γ (N/m) 3.1vitesse de défilement tôle (mm/s) 50
viscosité des aspérités de tôle η (Pa/s) 1500
Le tableau ?? présente les valeurs statistiques des profils de la tôle et de la matrice.Ces valeurs sont obtenues par les traitements des profils décrits en §??.
197
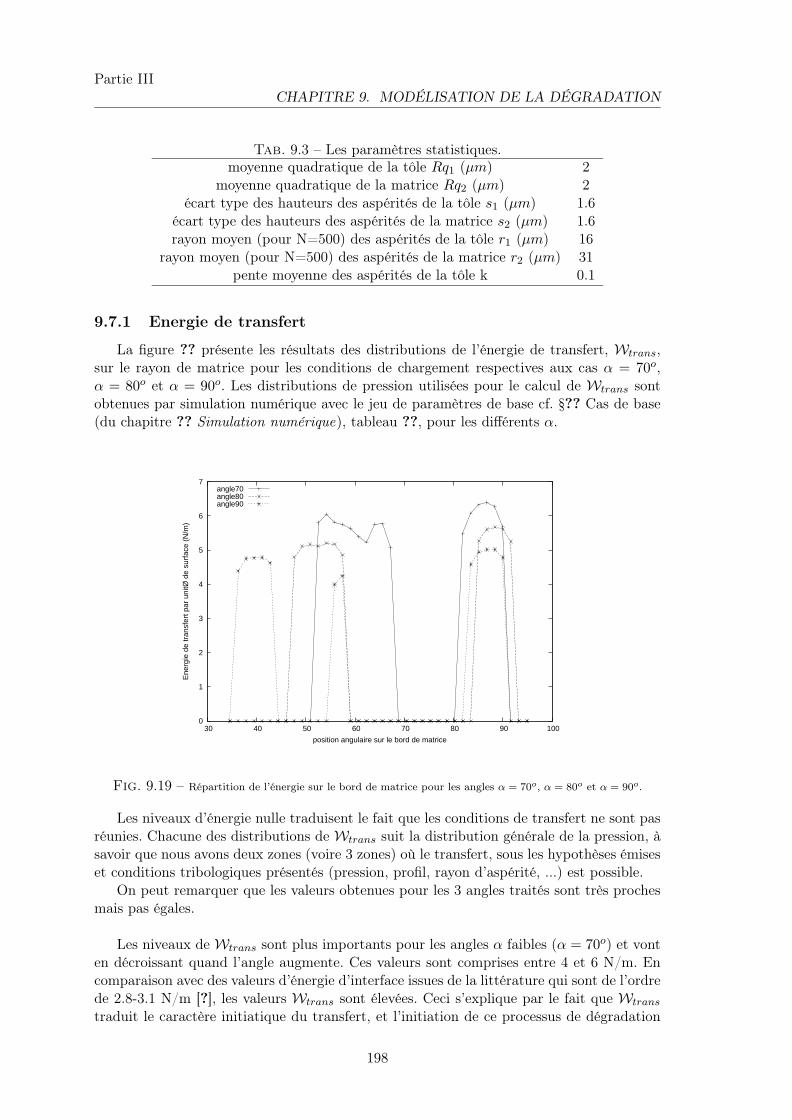
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
Tab. 9.3 – Les paramètres statistiques.moyenne quadratique de la tôle Rq1 (µm) 2
moyenne quadratique de la matrice Rq2 (µm) 2écart type des hauteurs des aspérités de la tôle s1 (µm) 1.6
écart type des hauteurs des aspérités de la matrice s2 (µm) 1.6rayon moyen (pour N=500) des aspérités de la tôle r1 (µm) 16
rayon moyen (pour N=500) des aspérités de la matrice r2 (µm) 31pente moyenne des aspérités de la tôle k 0.1
9.7.1 Energie de transfert
La figure ?? présente les résultats des distributions de l’énergie de transfert, Wtrans,sur le rayon de matrice pour les conditions de chargement respectives aux cas α = 70o,α = 80o et α = 90o. Les distributions de pression utilisées pour le calcul de Wtrans sontobtenues par simulation numérique avec le jeu de paramètres de base cf. §?? Cas de base(du chapitre ?? Simulation numérique), tableau ??, pour les différents α.
0
1
2
3
4
5
6
7
30 40 50 60 70 80 90 100
Ene
rgie
de
tran
sfer
t par
uni
tØ d
e su
rfac
e (N
/m)
position angulaire sur le bord de matrice
angle70angle80angle90
Fig. 9.19 – Répartition de l’énergie sur le bord de matrice pour les angles α = 70o, α = 80o et α = 90o.
Les niveaux d’énergie nulle traduisent le fait que les conditions de transfert ne sont pasréunies. Chacune des distributions de Wtrans suit la distribution générale de la pression, àsavoir que nous avons deux zones (voire 3 zones) où le transfert, sous les hypothèses émiseset conditions tribologiques présentés (pression, profil, rayon d’aspérité, ...) est possible.
On peut remarquer que les valeurs obtenues pour les 3 angles traités sont très prochesmais pas égales.
Les niveaux de Wtrans sont plus importants pour les angles α faibles (α = 70o) et vonten décroissant quand l’angle augmente. Ces valeurs sont comprises entre 4 et 6 N/m. Encomparaison avec des valeurs d’énergie d’interface issues de la littérature qui sont de l’ordrede 2.8-3.1 N/m [?], les valeurs Wtrans sont élevées. Ceci s’explique par le fait que Wtrans
traduit le caractère initiatique du transfert, et l’initiation de ce processus de dégradation
198
Partie III9.7. RÉSULTATS
met oeuvre des énergies plus importantes que celles obtenues lors des phases où la dégra-dation évolue à travers du troisième corps et en l’occurence, ici, à travers du transfert.Ceci irait dans le sens des résultats expérimentaux concernant les courbes d’évolutions descoefficients de frottement. En effet, on se situe ici en phase I de la courbe schématisée ducoefficient du frottement (cf. §III-?? Coefficient de frottement).
Cette énergie de transfert est propre à des conditions tribologiques (pression de contact,vitesse, ...) ; elle n’est pas intrinsèque à un couple de matériaux. En effet, la figure ??montrequ’elle est tributaire de la pression.
9.7.1.1 Etude paramétrique sur l’énergie de transfert
La formulation de Wtrans met en oeuvre nombreux paramètres ce qui induit une incer-titude d’autant plus importante. Afin de mieux cerner l’influence de certains paramètressur le résultat de Wtrans, on se propose d’effectuer une étude de sensibilité.
R et k (k = tan(θ) avec θ l’angle d’attaque) sont deux paramètres géométriques, kconditionne de nombreux aspects de la modélisation et θ est, comme on a pu le voir, leparamètre déterminant de nombreux modèles de frottement et d’usure. Cependant, dansla littérature, l’angle d’attaque est un paramètre caractérisant l’aspérité dure.Leurs estimations sont déduites de relevés de profils. Pour ces raisons, il parait pertinentde mieux cerner leur influence sur les résultats de ce modèle. Contrairement à R et k, pourlesquels les estimations sont fiables, η (le paramètre relatif à la vitesse de déformation del’aspérité) est beaucoup plus difficile à estimer et repose uniquement sur des considérationsdécrites dans la littérature.
Ces paramètres constituent les données fonctionnelles du modèle.Pour mener cette étude, on utilisera la distribution de pression obtenue pour α = 70o,
le jeu de paramètres référence est présenté dans les tableaux ?? et ??.
9.7.1.1.1 Influence du rayon équivalent des aspérités La figure ?? montre l’im-pact de l’influence du rayon équivalent des aspérités. On constate que plus ce rayon estimportant et plus cette énergie est faible. Par ailleurs son évolution, avec le rayon, n’estpas linéaire. On remarque que le pic situé autour de 70−74o n’est plus présent pour des va-leurs de rayons supérieures à 0.008 mm. Cet aspect est retrouvé autour des valeurs d’angles60− 64o pour une valeur de rayon de 0.040 mm.
Ces résultats montrent que le couple pression/rayon équivalent des aspérités joue unrôle déterminant sur la potentialité d’obtenir du transfert.
199
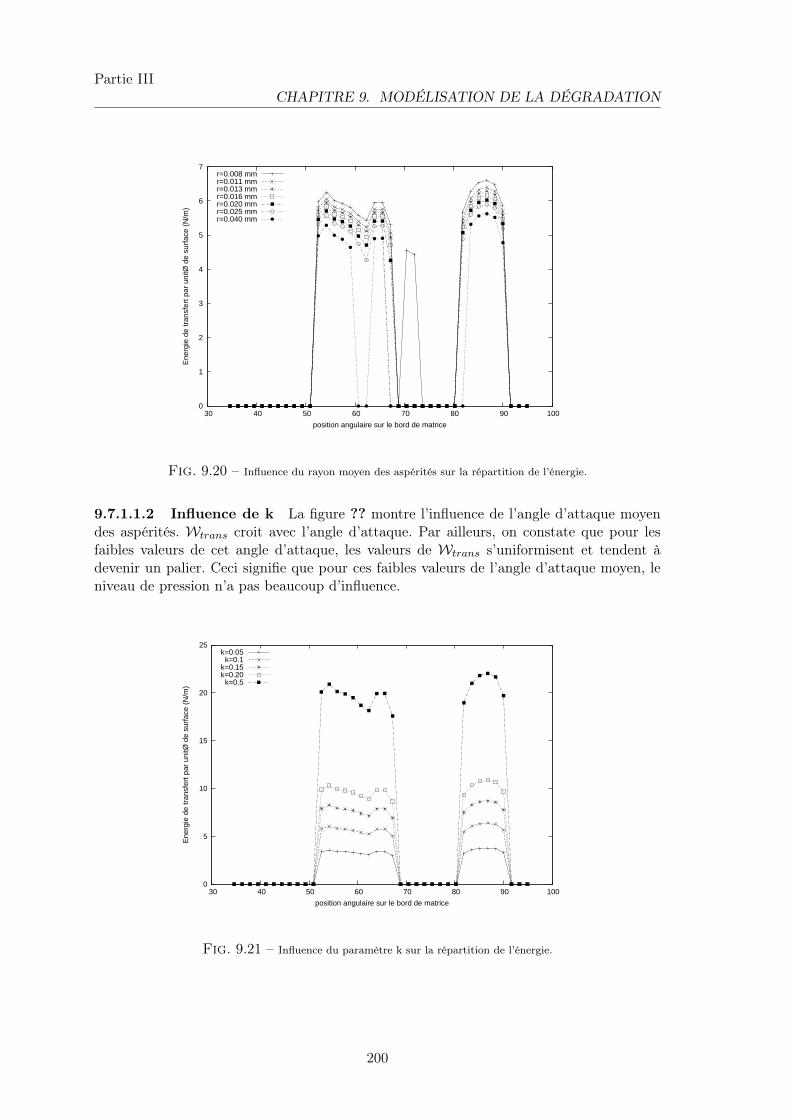
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
0
1
2
3
4
5
6
7
30 40 50 60 70 80 90 100
Ene
rgie
de
tran
sfer
t par
uni
tØ d
e su
rfac
e (N
/m)
position angulaire sur le bord de matrice
r=0.008 mmr=0.011 mmr=0.013 mmr=0.016 mmr=0.020 mmr=0.025 mmr=0.040 mm
Fig. 9.20 – Influence du rayon moyen des aspérités sur la répartition de l’énergie.
9.7.1.1.2 Influence de k La figure ?? montre l’influence de l’angle d’attaque moyendes aspérités. Wtrans croit avec l’angle d’attaque. Par ailleurs, on constate que pour lesfaibles valeurs de cet angle d’attaque, les valeurs de Wtrans s’uniformisent et tendent àdevenir un palier. Ceci signifie que pour ces faibles valeurs de l’angle d’attaque moyen, leniveau de pression n’a pas beaucoup d’influence.
0
5
10
15
20
25
30 40 50 60 70 80 90 100
Ene
rgie
de
tran
sfer
t par
uni
tØ d
e su
rfac
e (N
/m)
position angulaire sur le bord de matrice
k=0.05k=0.1
k=0.15k=0.20k=0.5
Fig. 9.21 – Influence du paramètre k sur la répartition de l’énergie.
200
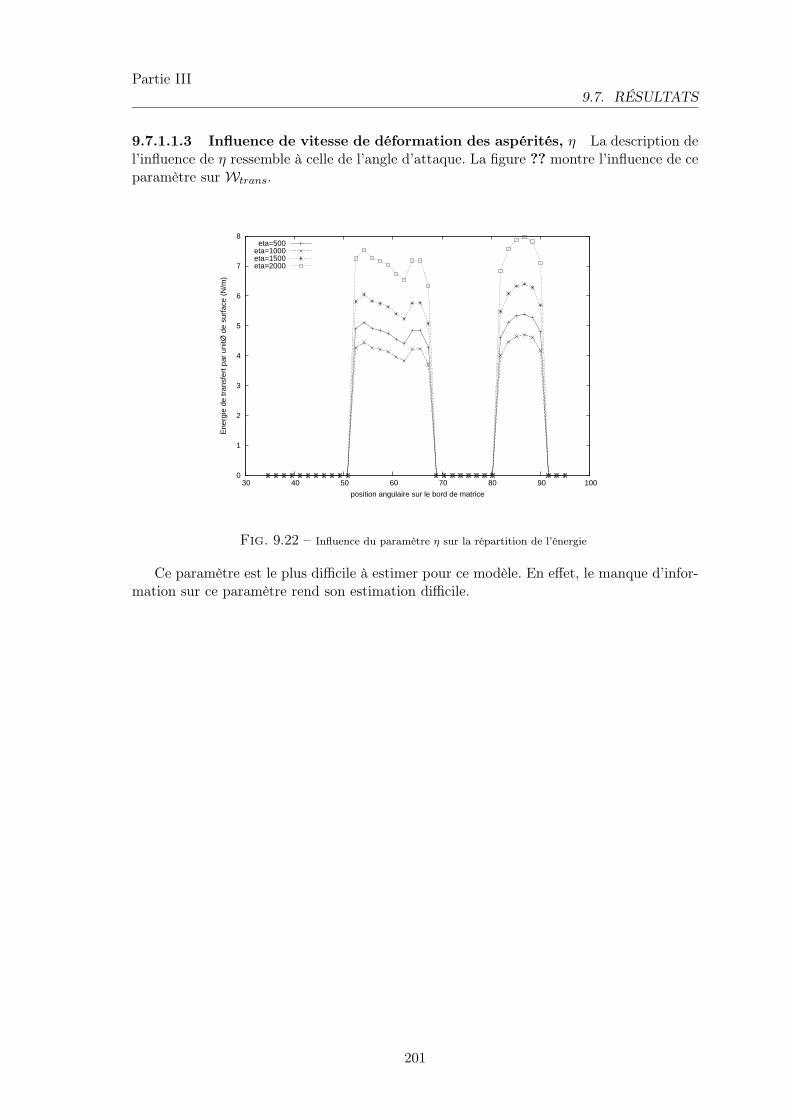
Partie III9.7. RÉSULTATS
9.7.1.1.3 Influence de vitesse de déformation des aspérités, η La description del’influence de η ressemble à celle de l’angle d’attaque. La figure ?? montre l’influence de ceparamètre sur Wtrans.
0
1
2
3
4
5
6
7
8
30 40 50 60 70 80 90 100
Ene
rgie
de
tran
sfer
t par
uni
tØ d
e su
rfac
e (N
/m)
position angulaire sur le bord de matrice
eta=500eta=1000eta=1500eta=2000
Fig. 9.22 – Influence du paramètre η sur la répartition de l’énergie
Ce paramètre est le plus difficile à estimer pour ce modèle. En effet, le manque d’infor-mation sur ce paramètre rend son estimation difficile.
201
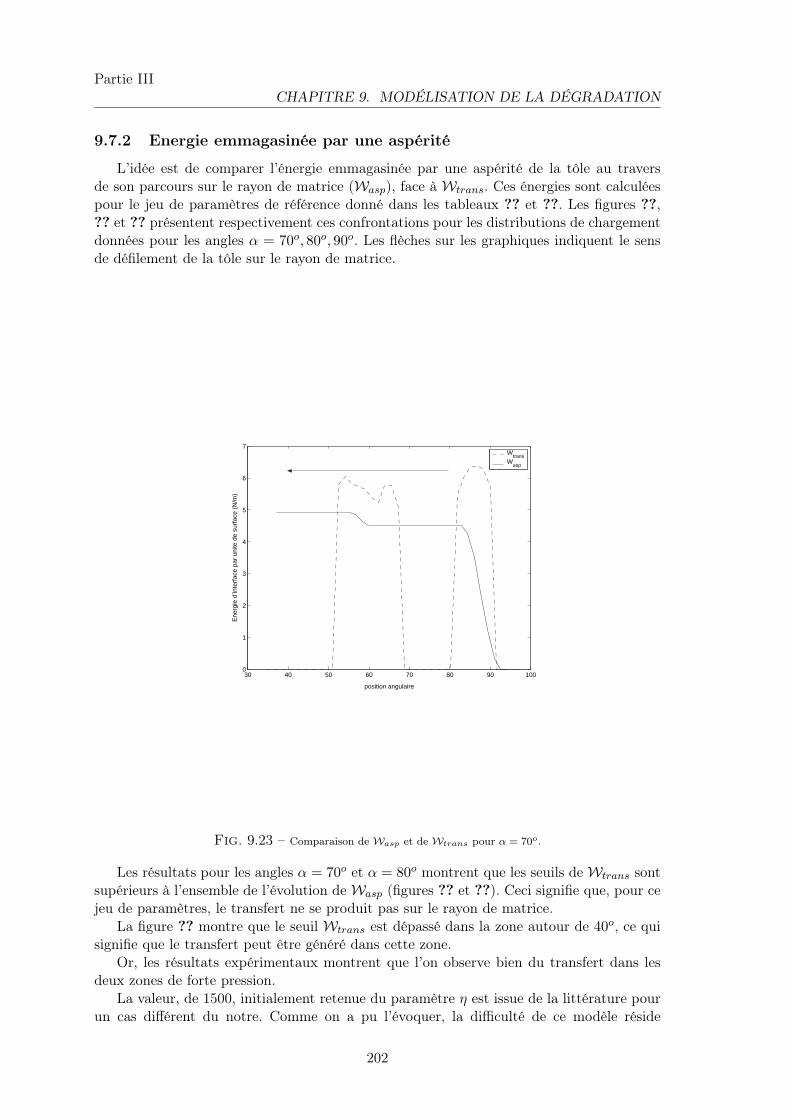
Partie IIICHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
9.7.2 Energie emmagasinée par une aspérité
L’idée est de comparer l’énergie emmagasinée par une aspérité de la tôle au traversde son parcours sur le rayon de matrice (Wasp), face à Wtrans. Ces énergies sont calculéespour le jeu de paramètres de référence donné dans les tableaux ?? et ??. Les figures ??,?? et ?? présentent respectivement ces confrontations pour les distributions de chargementdonnées pour les angles α = 70o, 80o, 90o. Les flèches sur les graphiques indiquent le sensde défilement de la tôle sur le rayon de matrice.
30 40 50 60 70 80 90 1000
1
2
3
4
5
6
7
position angulaire
Ene
rgie
d’in
terf
ace
par
unite
de
surf
ace
(N/m
)
Wtrans
Wasp
Fig. 9.23 – Comparaison de Wasp et de Wtrans pour α = 70o.
Les résultats pour les angles α = 70o et α = 80o montrent que les seuils de Wtrans sontsupérieurs à l’ensemble de l’évolution de Wasp (figures ?? et ??). Ceci signifie que, pour cejeu de paramètres, le transfert ne se produit pas sur le rayon de matrice.
La figure ?? montre que le seuil Wtrans est dépassé dans la zone autour de 40o, ce quisignifie que le transfert peut être généré dans cette zone.
Or, les résultats expérimentaux montrent que l’on observe bien du transfert dans lesdeux zones de forte pression.
La valeur, de 1500, initialement retenue du paramètre η est issue de la littérature pourun cas différent du notre. Comme on a pu l’évoquer, la difficulté de ce modèle réside
202
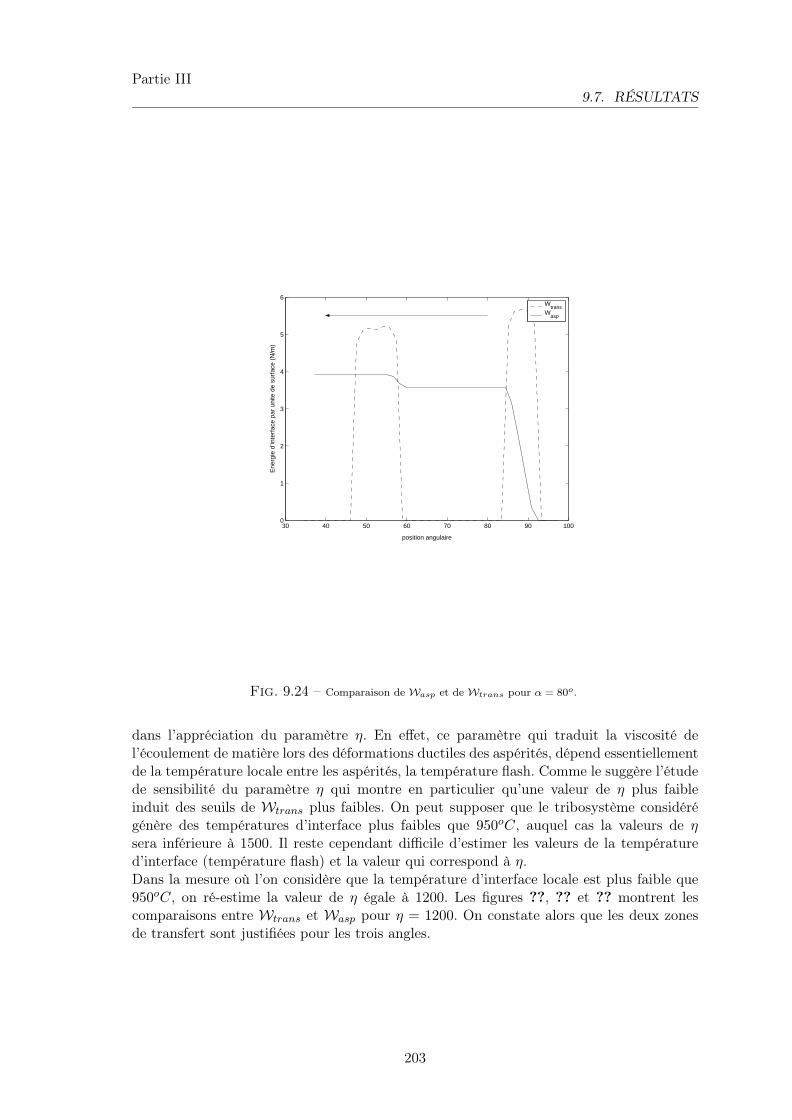
Partie III9.7. RÉSULTATS
30 40 50 60 70 80 90 1000
1
2
3
4
5
6
position angulaire
Ene
rgie
d’in
terf
ace
par
unite
de
surf
ace
(N/m
)
Wtrans
Wasp
Fig. 9.24 – Comparaison de Wasp et de Wtrans pour α = 80o.
dans l’appréciation du paramètre η. En effet, ce paramètre qui traduit la viscosité del’écoulement de matière lors des déformations ductiles des aspérités, dépend essentiellementde la température locale entre les aspérités, la température flash. Comme le suggère l’étudede sensibilité du paramètre η qui montre en particulier qu’une valeur de η plus faibleinduit des seuils de Wtrans plus faibles. On peut supposer que le tribosystème considérégénère des températures d’interface plus faibles que 950oC, auquel cas la valeurs de ηsera inférieure à 1500. Il reste cependant difficile d’estimer les valeurs de la températured’interface (température flash) et la valeur qui correspond à η.Dans la mesure où l’on considère que la température d’interface locale est plus faible que950oC, on ré-estime la valeur de η égale à 1200. Les figures ??, ?? et ?? montrent lescomparaisons entre Wtrans et Wasp pour η = 1200. On constate alors que les deux zonesde transfert sont justifiées pour les trois angles.
203
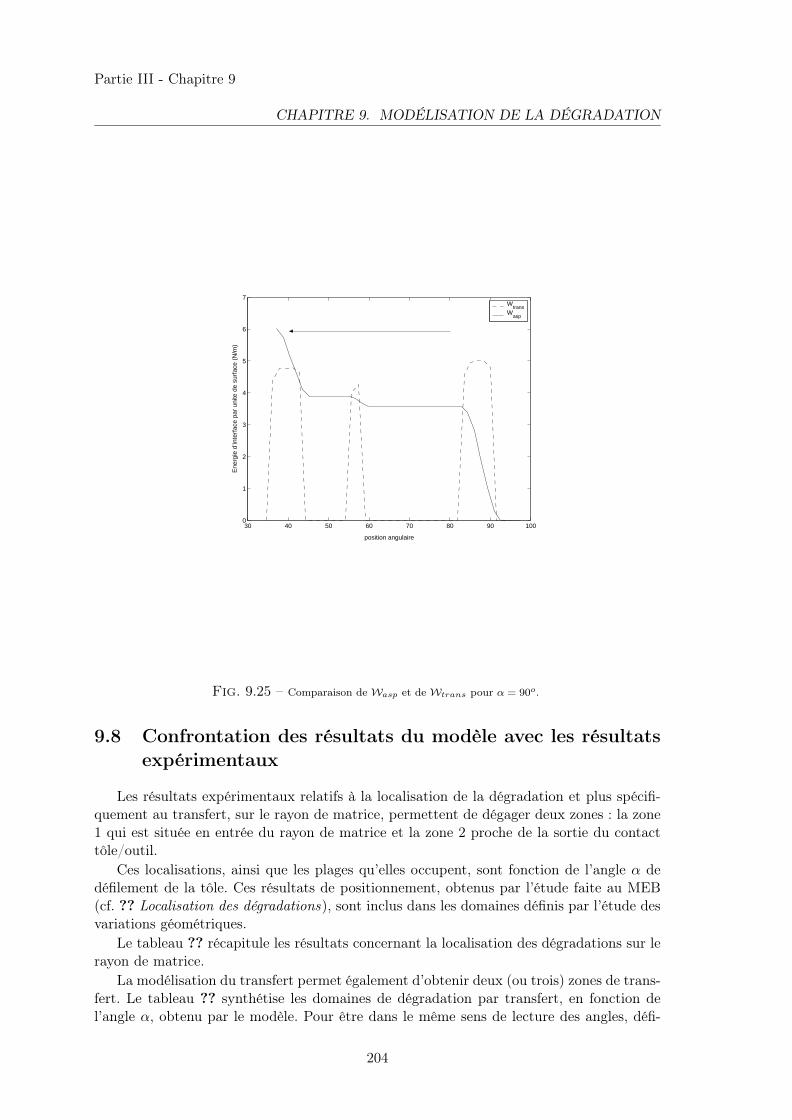
Partie III - Chapitre 9
CHAPITRE 9. MODÉLISATION DE LA DÉGRADATION
30 40 50 60 70 80 90 1000
1
2
3
4
5
6
7
position angulaire
Ene
rgie
d’in
terf
ace
par
unite
de
surf
ace
(N/m
)
Wtrans
Wasp
Fig. 9.25 – Comparaison de Wasp et de Wtrans pour α = 90o.
9.8 Confrontation des résultats du modèle avec les résultatsexpérimentaux
Les résultats expérimentaux relatifs à la localisation de la dégradation et plus spécifi-quement au transfert, sur le rayon de matrice, permettent de dégager deux zones : la zone1 qui est située en entrée du rayon de matrice et la zone 2 proche de la sortie du contacttôle/outil.
Ces localisations, ainsi que les plages qu’elles occupent, sont fonction de l’angle α dedéfilement de la tôle. Ces résultats de positionnement, obtenus par l’étude faite au MEB(cf. ?? Localisation des dégradations), sont inclus dans les domaines définis par l’étude desvariations géométriques.
Le tableau ?? récapitule les résultats concernant la localisation des dégradations sur lerayon de matrice.
La modélisation du transfert permet également d’obtenir deux (ou trois) zones de trans-fert. Le tableau ?? synthétise les domaines de dégradation par transfert, en fonction del’angle α, obtenu par le modèle. Pour être dans le même sens de lecture des angles, défi-
204
Partie III - Chapitre 99.8. CONFRONTATION DES RÉSULTATS DU MODÈLE AVEC LES RÉSULTATS
EXPÉRIMENTAUX
30 40 50 60 70 80 90 1000
1
2
3
4
5
6
7
position angulaire
N/m
Wtrans
Wasp
zones potentielles de transfert
Fig. 9.26 – Comparaison deWasp et de Wtrans pour α = 70o.
30 40 50 60 70 80 90 1000
1
2
3
4
5
6
position angulaire
N/m
Wtrans
Wasp
zones potentielles de transfert
Fig. 9.27 – Comparaison deWasp et de Wtrans pour α = 80o.
30 40 50 60 70 80 90 1000
1
2
3
4
5
6
7
8
position angulaire
N/m
Wtrans
Wasp
zones potentielles de transfert
Fig. 9.28 – Comparaison deWasp et de Wtrans pour α = 90o.
Tab. 9.4 – Localisation des dégradations par transfert obtenue expérimentalement.angle α (o) zone 1 (o) zone 2 (o)
position médiane largeur de la zone position médiane largeur de la zone70 5 [3.6 5.4] 43 [42.4 43.2]80 4 [2 5.8] 48 [43.6 52.2]90 11 [9.1 12.6] 49 [47.1 50.8]
nissant les positions angulaires des dégradations par transfert sur le rayon de matrice, queceux des résultats expérimentaux, on prend les angles complémentaires.
Tab. 9.5 – Localisation des dégradations par transfert obtenue par calcul.angle α (o) zone 1 (o) zone 2 (o)
position médiane largeur de la zone position médiane largeur de la zone70 7 [5 8.5] 31 [22.8 38.7]80 5 [- -] 41 [33.57 44.28]90 6 [5 6.4] 52 [35.1 55.7]
Au regard de ces résultats, on peut dire que les domaines correspondent aux mêmesgammes de valeurs. On peut cependant remarquer l’écart relativement important des va-leurs caractérisant le domaine pour la zone 2 de l’angle α = 70o.
Les écarts observables peuvent être justifiés par le fait que l’histoire mécanique globaledes aspérités de tôle en amont du rayon de matrice n’est pas prise en compte.
L’énergie emmagasinée à travers le parcours d’une aspérité conditionne le potentiel degenérer du transfert, il devient actif lorsque cette énergie dépasse l’énergie seuil Wtrans.L’énergie Wasp augmente avec la distance de parcours, sous condition de pression, de l’as-périté. Il résulte de cet aspect que les zones potentielles de transfert ne sont pas, forcément,centrées sur les zones de fortes pressions. Cependant lorsque le critère de transfert est véri-fié dès la première zone de forte pression, la seconde zone de dégradation est centrée sur laseconde zone de fortes pressions. Les figures ??, ?? et ?? montrent ces aspects. En effets,on distingue sur ces figures que les premières zones de dégradation ne sont pas centrée surles “pics" des énergies qui sont situées aux mêmes niveaux que les zones de fortes pressions.
Les résultats expérimentaux vont dans le sens de cette remarque. En effet, on constate,expérimentalement, que les zones de transfert dans la zone 1 ne sont pas centrées sur l’entréedu rayon de matrice (0o, cette position correspond à la position du pic de pression).
205
CONCLUSION GENERALE ET PERSPECTIVES
9.9 Conclusion
Le modèle présenté s’appuie sur une description du contact à l’échelle des aspérités.Les grandeurs statistique décrivant le contact discret (probabilité de contact, écart typedes hauteurs des aspérités, ...) et les paramètres géométriques nécessaires à la modélisationmécanique (rayons des aspérités, pentes des aspérités, ...) sont déterminés à partir desprofils de rugosité. Nous avons développé une méthode, basée sur des analyses fonctionnellesdes profils développés en séries de Fourier, pour pouvoir les traiter afin d’en extraire cesparamètres.
Une modélisation mécanique du transfert basée sur le formalisme de l’adhésion avecla prise en compte d’aspect de fatigue à bas nombre de cycles a été développée. Unetraduction énergétique de ces aspects permet de dégager deux grandeurs caractéristiquesdu transfert : une énergie considérée comme seuil au delà de laquelle se produit le transferWtrans et l’énergie emmagasinée à travers le parcours d’une aspérité Wasp.
La confrontation des estimations des grandeurs déterminées,Wtrans etWasp, permet dediscuter l’apparition de transfert sur le rayon de matrice. L’énergie emmagasinée à traversle parcours d’une aspérité conditionne le potentiel de genérer du transfert, il devient actiflorsque cette énergie dépasse l’énergie seuilWtrans. La mise en oeuvre de ce modèle à notreproblématique de dégradation sur les rayons de matrice permet une meilleure compréhen-sion et la prédiction des zones de transfert sur les rayons de matrices. La concordancedes résultats expérimentaux et des calculs est très encourageante. Les écarts sont dus auxhypothèses simplificatrices du modèle et notamment les considérations uniquement méca-niques du mécanisme de dégradation. Par ailleurs, certains paramètres sont difficilementquantifiable (η par exemple).
La difficulté de ce modèle réside dans le fait qu’il possède quelques paramètres dontl’estimation est difficile à apprécier. C’est le cas du paramètre η qui traduit la viscositéde l’écoulement de matière lors des déformations ductiles des aspérités ; celui ci dépendessentiellement de la température locale entre les aspérités, la température flash.
Ce modèle décrit uniquement des aspects mécaniques du contact et de la dégrada-tion. Les travaux de Van der Heide [?] montrent que le transfert est un mécanisme qui estthermiquement activé. Il développe un critère uniquement basé sur des considérations ther-miques. Les aspects thermiques sont apportés par déformation lors de la mise en chargeet du glissement relatif. Ces phénomènes sont très localisés et ces température peuventlocalement atteindre des températures très élevées (les températures flash). Ces élévationsde températures sont entre autre responsables du caractère ductile des déformations desaspérités de la tôle et de la viscosité lors de ces déformations. Les notions de seuil apportépar Wtrans, peuvent être affinées par les aspects thermiques.
206
Conclusion générale et perspectives
207

CONCLUSION GENERALE ET PERSPECTIVES
Cette thèse avait pour objectif d’étudier les dégradations des rayons de matrice utilisésen emboutissage pour des moyennes et grandes séries. La dégradation et plus généralementl’usure résultent de plusieurs aspects : du comportement thermo-mécanique du tribosys-tème, des conditions de contact, de la cinématique des solides en contact, de la nature desmatériaux des solides, ... La raison pour laquelle ce problème est complexe est la grandesynergie entre ces phénomènes. L’étude de la dégradation sur le procédé d’emboutissage estd’autant plus complexe qu’il combine les problèmes de formabilité de la tôle aux problèmesd’interface tôle/outils (frottement, usure).
Pour mener cette étude, nous avons développé, dans le cadre de cette thèse, un pilotede frottement et d’usure en emboutissage. Ce moyen original reproduit certaines conditionsd’emboutissage ; cependant, ce n’est pas une presse d’emboutissage dans la mesure où il nepermet pas de former des pièces non développables. Il associe le cintrage d’une tôle sur unrayon de matrice aux effets de retenue induits par le serre-flan. Le principe de ce moyen estcelui de Schurman [?]. L’une des particularités est la possibilité de choisir l’angle de sortiede la tôle du contact tôle/outil, alors que généralement les études sont effectuées pour unangle de 90o. La notion de fonctionnement par cycle pour ce type d’essai est, également,une particularité de ce pilote. L’alimentation de la tôle au moyen d’une bobine permetd’effectuer des essais à grand nombre de cycles. Ce moyen permet à la fois l’étude de ladégradation (de l’outil ou de la tôle) et celle du coefficient de frottement.
Notre étude s’est portée sur les aspects de dégradation du rayon de matrice (les effets surla tôle “n’ont pas été analysés"), nous avons également étudié le coefficient de frottement.Ce travail a contribué à la validation fonctionnelle de ce moyen dans le sens où il a permisde dégager des résultats en accord avec ceux observés dans l’industrie.
Une volonté d’avoir des moyens d’analyse non destructifs nous a poussés à dévelop-per un programme d’études de variations géométriques spécifique aux rayons de matrice.L’approche est basée sur les relevés de topographies effectuées à l’aide d’un rugosimètre àpalpage mécanique. L’une des difficultés de la mise en oeuvre de ce moyen résidait dansles différences des représentations spatiales des topographies à comparer. Par ailleurs ladifférence des domaines palpés (entre les topographies à comparer) constituent une sourcede difficulté de l’indexation des surfaces. La recherche de points caractéristiques de la ma-trice, en l’occurence les intersections entre les plans et les rayons de matrice, constitue despoints remarquables qui permettent d’indexer nos surfaces. Nous corrigeons certains écartsangulaires entre les surfaces ; cependant celui qui est porté par l’axe de la tour du palpeurn’est pas pris en compte. En effet, les mesures effectuées ne permettent pas d’estimer lesécarts. Pour minimiser les erreurs liées à cet effet, il convient de positionner au mieux lamatrice lors du palpage. Dans cette optique, il serait nécessaire par la suite de réaliser unetable de positionnement spécifique à ces mesures.Les résultats obtenus convergent avec ceux déterminés à l’aide du MEB. Parfois, certainesanalyses faites au MEB ou avec l’étude des variations géométriques uniquement ne per-mettent pas de conclure complètement sur la nature de la dégradation. Le couplage de cesdeux informations (MEB + variation géométrique) permet une interprétation plus facile,en ce sens ces deux moyens d’analyse sont complémentaires.
Les observations nous ont conduits à constater que les rayons de matrice sont sujets, pources essais, aux mécanismes d’abrasion et de transfert de tôle sur le rayon de matrice. Cesmécanismes ne se manifestent pas au terme du même nombre de cycles. En effet, le transfertapparaît dans certain cas dès 100 cycles tandis que les déformations plastiques sous-jacentesà l’abrasion sont visibles au terme d’un nombre de cycles plus important (≈ 900cycles).Dans le cadre de ces essais, le mécanisme d’abrasion s’inscrit dans un processus de fatigue.
209
CONCLUSION GENERALE ET PERSPECTIVES
Ainsi les cinétiques de dégradations évoluent à travers deux mécanismes. Initialement, lesdégradations s’opèrent préférentiellement dans un processus d’adhésion qui se manifestepar du transfert. Puis au fil du nombre de cycles effectués les effets du mécanisme d’abra-sion sont de plus en plus visibles. On a également dégagé les effets des carbures de chromedans le mécanisme d’abrasion.Les dégradations sont hétérogènes sur le rayon de matrice et se localisent à des endroitsspécifiques de la surface en contact, en l’occurence en entrée du contact et dans la régiondu rayon de matrice bornée par les positions angulaires 40o et 50o. Le transfert s’opèredans les deux sites tandis que l’abrasion se développe préférentiellement, dans la limite dunombre de cycles effectués, en entrée du contact. L’étude de la localisation s’est portéesur l’influence de l’angle de défilement, α, de la tôle. Au regard des valeurs étudiées, onconstate un éloignement des sites avec l’angle α.
Ces évolutions sont très proches pour les angles de défilement de la tôle α = 70o et 80o.On constate que pour l’angle α = 70o les dégradations sont généralement plus marquées.Le mécanisme d’abrasion est prépondérant pour l’angle à 90o.
Le coefficient de frottement étant un indicateur de l’ensemble des phénomènes dissipa-tifs à l’interface, il peut témoigner des modifications notables des problèmes de contact. Samodélisation prend en compte les spécificités du pilote et les forces liées au pliage et de dé-pliage. Les coefficients liés aux forces de pliage et de dépliage sont sensibles aux paramètresopératoires telles que la pression sous serre-flan et la force de retenue. Les quantifations deces coefficients s’appuient sur la modélisation par éléments finis.
Cette modélisation nous a permis de suivre l’évolution du coefficient de frottement àtravers les nombres de cycles. Son étude a permis de dégager des domaines remarquablesde son évolution. Un parallèle avec les cinétiques de dégradation permet d’attribuer auxdomaines un sens physique. Ces domaines sont régis par les différents stades de cinétiquede dégradation :
I : domaine initiatique qui s’inscrit davantage dans le mécanisme d’adhésionII : domaine de propagation du mécanisme d’abrasion et du transfertIII : domaine de stabilisation globale des mécanismes.L’étude du coefficient de frottement est également portée sur l’angle α. Les tendances
pour les trois angles α étudiés sont caractérisées des mêmes domaines. Les résultats obtenuspour les angles α = 70o et α = 80o sont très proches tant sur les valeurs du coefficient defrottement que sur l’état de dégradation au regard des observations. L’angle α = 90o pré-sente des résultats de la valeur du coefficient de frottement plus faibles que celles obtenuespour α = 70o et 80o.
L’étude de la réponse mécanique, par simulation numérique, du rayon de matrice soumisau passage d’une tôle montre que la distribution de la pression de contact est hétérogène etqu’elle est caractérisée par deux pics de fortes pressions. L’un est situé en entrée du rayonde matrice (repéré A dans les chapitres précédents) et l’autre proche de la fin du contacttôle/outil (repéré B dans les chapitres précédents). Une modélisation analytique basée surla théorie des poutres permet d’attribuer complètement l’existence du pic d’entrée auxeffets de pliage et celui du pic de “sortie" aux effets de dépliage de la tôle lorsqu’elle défile.
Cette modélisation a permis l’étude de l’influence des paramètres opératoires et maté-riaux sur la distribution de la pression. Le pic d’entrée (A) est peu sensible à ces paramètres,tandis que le second pic (B) répond aux changements de paramètres par une modification
210
CONCLUSION GENERALE ET PERSPECTIVES
de leurs positions, leurs largeurs et leurs amplitudes maximales. Il vient alors que les effetsde pliage et de dépliage sont inhérents aux spécificités de l’essai (paramètres opératoires,...).
Afin de valider expérimentalement l’existence de ces zones de fortes pressions, nous avonsmis au point ( travail en collaboration avec le Laboratoire de Mécanique de l’Université dePoitiers) un essai de validation original basé sur la photoélasticimétrie. La conception dematrice en polymère biréfringent, nécessaire à cet essai, a fait l’objet de dimensionnementintégrant les contraintes liées à la rigidité de la matrice et celles aux propriétés optiquesdu matériau. Ces matrices ont été réalisées par strato-conception, ce moyen s’est avéré trèsadapté et a conféré une grande flexibilité.L’analyse des résultats montre que la matrice est sollicitée préférentiellement en deux ré-gions. Ces zones de concentration de contrainte matérialisées par une densité de frangesimportante correspondent à celles déterminées par simulation numérique.
Cette étude ne constitue qu’une étape de cette démarche qui devra se poursuivre ul-térieurement. A ce stade d’analyse des résultats, ces essais de photoélasticimétrie ne per-mettent pas de quantifier les niveaux de contraintes. En effet, pour pouvoir quantifier lesniveaux de contraintes, il faut pouvoir attribuer une isochrome à une valeur de contrainte.Ceci est possible, mais nécessite des manipulations supplémentaires.
Les résultats de ces simulations numériques, en terme de distribution de pression, ontégalement servi à alimenter une modélisation d’un type de dégradation récurrent : le trans-fert. Cette modélisation s’appuie sur une description du contact à l’échelle des aspérités.Pour mener à bien ce travail, une partie du travail a consisté à l’étude des profils réelsdes tôles et des matrices. Ceci a permis d’extraire des grandeurs caractéristiques de cesprofils, rayon moyen des aspérités, l’angle d’attaque des aspérités de la matrice, longueurd’onde..., nécessaires à la modélisation mécanique du phénomène de dégradation. La mo-délisation mécanique du transfert s’appuie sur les formalismes existants de l’adhésion etsur le potentiel qu’une aspérité de tôle cède et soit arrachée. La seconde notion traduit desaspects de fatigue à bas nombre de cycles. Cette modélisation nous conduit naturellementà établir deux grandeurs, l’une relative à une énergie de transfert, Wtrans, et la seconde àl’énergie de déformation plastique emmagasinée par une aspérité de tôle, Wasp. Elles nouspermettent d’établir un critère de transfert potentiel basé sur la comparaison de ces deuxénergies.
Wtrans <Wasp
Cette modélisation permet de trouver deux zones de transfert sur le rayon de matrice.Ces zones corroborent celles déterminées expérimentalement.
Cette modélisation du caractère initiatique du transfert est basée uniquement sur desconsidérations mécaniques. Van der Heide a développé un critère d’initiation du trans-fert uniquement basé sur des considérations thermiques. Les hypothèses de ductilité et dedéformations visco-plastique des aspérités de la tôle trouvent leur justification en partiepar des considérations thermiques qui favorisent ce type de déformations. La thermique aun rôle important dans ce processus. Il semble intéressant de coupler ces deux approches.
Ce modèle peut permettre l’optimation des géométries des rayons de matrice au regarddu mécanisme de transfert. Pour des conditions opératoires données, la géométrie génère unprofil de pression specifique ([?], [?]), celle-ci alimente le modèle de dégradation qui établitles zones de localisation du transfert. Il s’agit alors d’itérer ces étapes pour déterminer lagéométrie du rayon de matrice qui minimise le transfert sur la surface en contact.
211

CONCLUSION GENERALE ET PERSPECTIVES
Ce travail a, donc, permis de dégager une dégradation hétérogène sur le rayon de matrice.Cette dégradation se manifeste à travers les mécanismes de transfert et d’abrasion. Letransfert est localisé en entrée et en sortie du contact entre le rayon et la tôle, tandis que lecaractère abrasif est davantage en entrée du rayon de contact. Cette hétérogénéité doit uneamorce d’explication à celle de la pression de contact, déterminée par simulation numérique,et qui présente en particulier deux zones de fortes pressions. Ces zones de fortes pressionsdoivent leur existence aux effets de pliage et de dépliage. Ce point est démontré au moyend’une modélisation analytique des effets de pliage et de dépliage sur la pression de contact.La modélisation de la dégradation par transfert, qui s’appuie sur les résultats de simulationnumérique, permet de mieux comprendre l’apparition de ce mécanisme en entrée et ensortie du contact tôle/matrice. Ces zones de fortes pressions de contact sont justifiées parles résultats de photoélasticimétrie. L’étude du frottement sur le rayon de matrice permetde dégager des corrélations entre l’évolution de la dégradation et celle du frottement. Lafigure ?? résume ce travail. Le premier niveau de cercle présente la problématique, le secondcorrespond aux voies empruntées pour répondre à la problématique et le dernier niveauest relatif aux résultats. Les flêches à double sens correspondent aux interactions que l’ona étudiées.
212
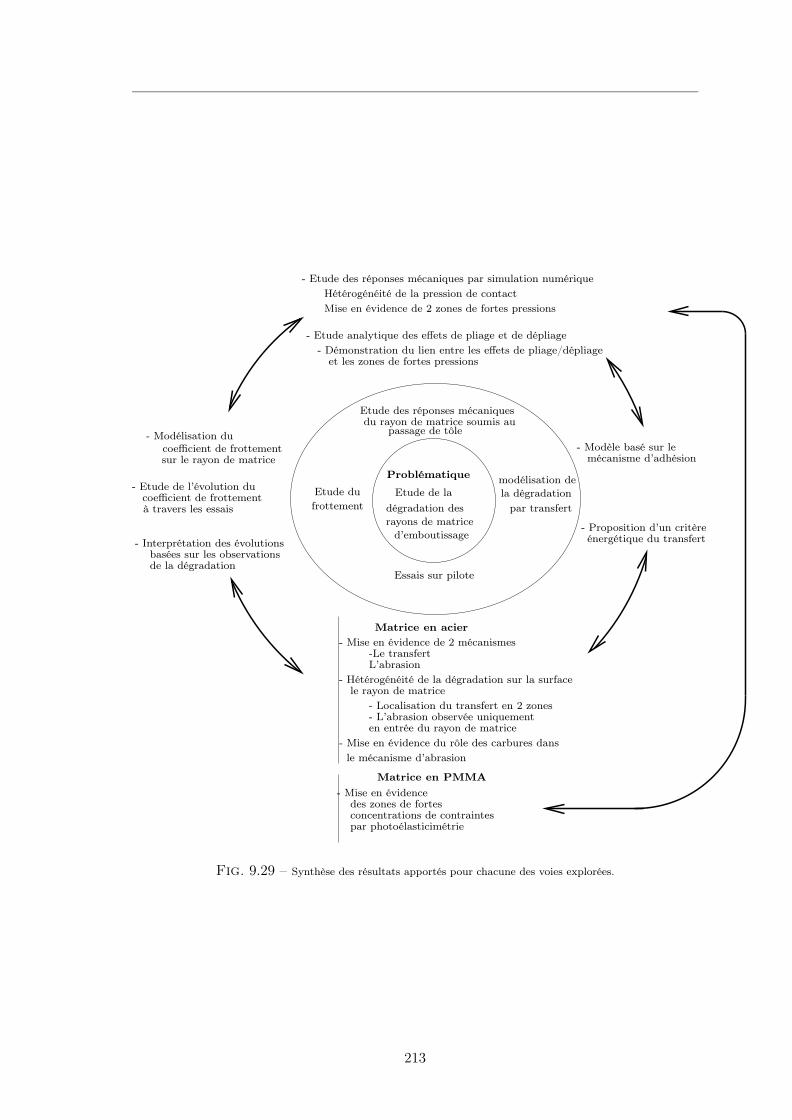
- Modélisation ducoefficient de frottementsur le rayon de matrice
- Etude de l’évolution ducoefficient de frottementà travers les essais
basées sur les observationsde la dégradation
- Interprétation des évolutions
- Mise en évidence
concentrations de contraintespar photoélasticimétrie
des zones de fortes
- Mise en évidence de 2 mécanismes-Le transfertL’abrasion
- Hétérogénéité de la dégradation sur la surfacele rayon de matrice
- Localisation du transfert en 2 zones- L’abrasion observée uniquementen entrée du rayon de matrice
- Mise en évidence du rôle des carbures dansle mécanisme d’abrasion
Problématique
par transfert
Essais sur pilote
Etude de ladégradation desrayons de matriced’emboutissage
- Proposition d’un critèreénergétique du transfert
mécanisme d’adhésion
- Etude des réponses mécaniques par simulation numériqueHétérogénéité de la pression de contactMise en évidence de 2 zones de fortes pressions
- Etude analytique des effets de pliage et de dépliage- Démonstration du lien entre les effets de pliage/dépliageet les zones de fortes pressions
Etude dufrottement
la dégradationmodélisation de
- Modèle basé sur le
Etude des réponses mécaniquesdu rayon de matrice soumis au
passage de tôle
Matrice en acier
Matrice en PMMA
Fig. 9.29 – Synthèse des résultats apportés pour chacune des voies explorées.
213

214
ANNEXES
215

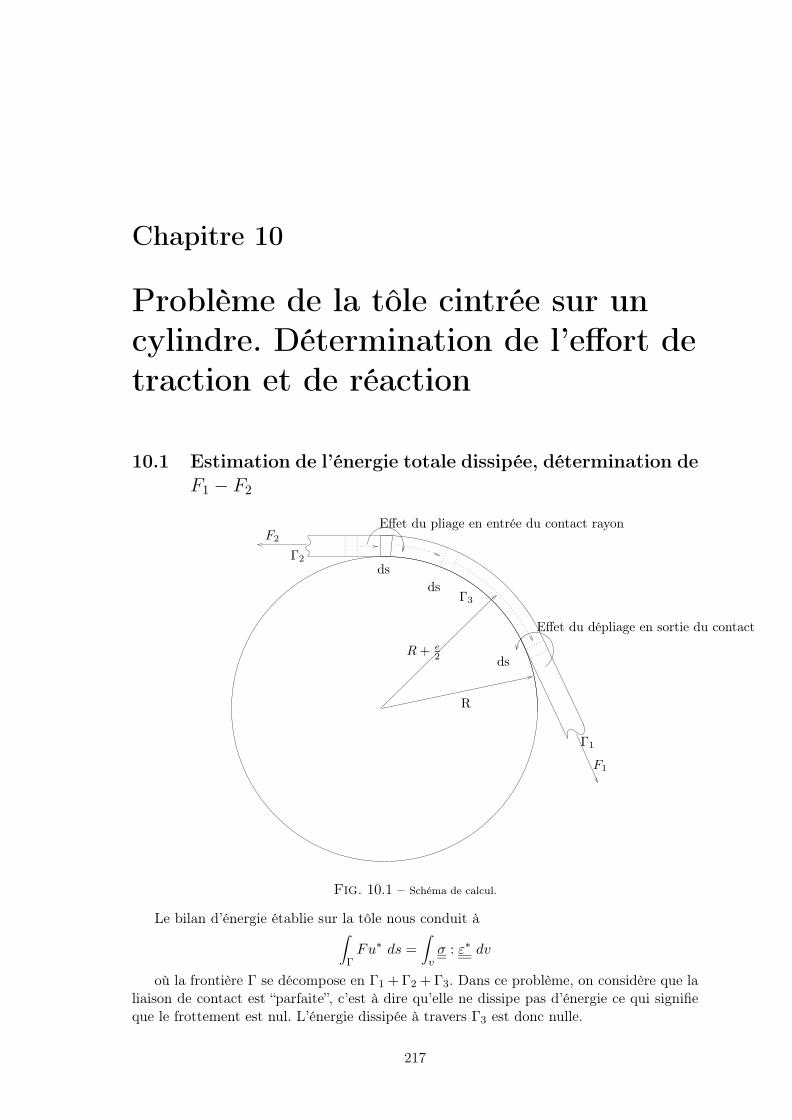
Chapitre 10
Problème de la tôle cintrée sur uncylindre. Détermination de l’effort detraction et de réaction
10.1 Estimation de l’énergie totale dissipée, détermination deF1 − F2
ds
ds
ds
Effet du dépliage en sortie du contact
Effet du pliage en entrée du contact rayon
R
R+ e2
F1
F2
Γ3
Γ2
Γ1
Fig. 10.1 – Schéma de calcul.
Le bilan d’énergie établie sur la tôle nous conduit à∫ΓFu∗ ds =
∫vσ : ε∗ dv
où la frontière Γ se décompose en Γ1 + Γ2 + Γ3. Dans ce problème, on considère que laliaison de contact est “parfaite”, c’est à dire qu’elle ne dissipe pas d’énergie ce qui signifieque le frottement est nul. L’énergie dissipée à travers Γ3 est donc nulle.
217

ANNEXE A
Fi = σini sur Γi
Dans cette relation les ni désignent les normales extérieurs aux frontières Γi. Dans lamesure où l’on suppose que les fi sont homogènes sur l’épaisseur de la tôle, la formulationintégrée des contributions sur Γ1 et Γ2 peuvent s’exprimer sur la ligne moyenne de la tôleà (R+ e
2), on peut écrire :
F1u∗ − F2u
∗ =∫vσ : ε∗ dv (10.1)
où Fi sont les formulations intégrées des fi sur Γi.Une description de u∗ qui convient sur la ligne moyenne est u∗ = (R+ e
2)θ.
(F1 − F2)(R+e
2)θ =
∫vσε∗ dv (10.2)
Dans la suite, on s’attache à exprimer le second terme de l’expression ??. Pour ce faire,on approche la solution de ce terme en utilisant les grandeurs équivalentes de la contrainteet de la déformation :
w =∫vσ : ε∗ dv =
∫vσε∗ dv (10.3)
où σ et ε sont respectivement la contrainte équivalente et la déformation plastiqueéquivalente.
Déterminons l’énergie dissipée par une section élémentaire lors de son passage entre laposition “entrée" et la position “sortie" du rayon de matrice.
On suppose que le comportement plastique de la tôle est isotrope décrit par la relationde Hencky-Mises et que l’écrouissage répond à une loi d’Hollomon :
σ = Kεn
La tôle est cintrée sur un rayon R, on peut approcher la valeur de la déformationplastique par :
ε =y
R(10.4)
L’energie élémentaire dissipée welem (par déformation plastique) par une section élé-mentaire lors de son évolution entre l’entrée et la sortie s’exprime formellement :
welem =∫ εs
εeσ dε =
K
n+ 1(εn+1s − εn+1
e ) (10.5)
L’énergie totale, w, dissipée s’exprime à partir de l’expression ?? :
w =∫vwelem dv = l
∫s
K
n+ 1(εn+1s − εn+1
e ) ds (10.6)
ds=dxdy où dx = (R+ e2)θ. On suppose que lors de son évolution, la section élémentaire
subi sur la fraction de son trajet compris entre [0, θl] les effets du pliage et sur [θl, θ] leseffets du dépliage. Hypothèse :
– entre 0 et θl, le pliage est prédominant– entre θl et θ, le dépliage est prédominant
218

ANNEXE A
L’expression ?? devient alors :
w = l
∫ e2
y=− e2
∫ θl
θ=0welem(R+
e
2) dθ +
∫ θ
θ=θl
welem(R+e
2) dθdy (10.7)
Lors de la phase de pliage, la section élémentaire passe d’une déformation nulle à unedéformation imposée par le cintrage sur le rayon de courbure R. On a donc
entre 0 et θl on a εe = 0 et εs =y
R
Lors de la phase de dépliage, la section élémentaire passe d’une déformation égale àyR à une déformation imposée par la sortie de la tôle du contact par rapport au rayon decourbure R. On a donc
entre θl et θ on a εe =y
Ret εs = − y
R
L’expression ?? évolue pour donner :
w = l(R+e
2)∫y
K
n+ 1( yR
)n+1θl + ((−yR
)n+1 − (y
R)n+1)(θ − θl)dy (10.8)
Ceci nous conduit à l’expression finale de l’energie total dissipée à travers le pliage etle dépliage :
w =2lK
(n+ 1)(n+ 2)R(n+1)(R+
e
2)(e
2)n+2(2θ − 3θl) (10.9)
Le bilan ?? devient :
(F1 − F2)(R+e
2)θ =
2lK(n+ 1)(n+ 2)R(n+1)
(R+e
2)(e
2)n+2(2θ − 3θl) (10.10)
Cette expression se simplifie, pour donner :
F1 − F2 =2lK
(n+ 1)(n+ 2)R(n+1)(e
2)n+2(2− 3al) (10.11)
où al = θlθ .
10.2 Estimation des forces de pliage et de dépliage
Le second terme de la relation ?? est homogène à une force, cette force caractérise leseffets de la déformation plastique de la tôle autour du cylindre. Elle englobe les effets depliage et de dépliage. On peut à partir de cette expression, quantifier la part dû au pliageet celle du au dépliage à partir des zone dans lesquelles elles sont prédominante
– entre 0 et θl, le pliage est prédominant. La fraction du contact liée à ce domaineal = θl
θ . auxquel cas Fpliage a pour expression
Fpliage =2lK
(n+ 1)(n+ 2)R(n+1)(e
2)n+2(2− 3al)al (10.12)
219
ANNEXE B
– entre θl et θ, le dépliage est prédominant.La fraction du contact liée à ce domaine(1− al) = (θ−θl)
θ . auxquel cas Fdpliage a pour expression
Fdpliage =2lK
(n+ 1)(n+ 2)R(n+1)(e
2)n+2(2− 3al)(1− al) (10.13)
plus généralement, si l’on considère que les effets de pliage et de dépliage ne sont pascomplémentaire sur la surface en contact du rayon de matrice :
Fpliage = 2lK
(n+1)(n+2)R(n+2)m
( e2)n+2(2− 3amp)amp
Fdpliage = 2lK
(n+1)(n+2)R(n+2)m
( e2)n+2(2− 3amp)amd(10.14)
où amp est la fraction liée au pliage et amd est la fraction liée au dépliage pour lamatrice.
220
Chapitre 11
Analyses de la dégradation
221

ANNEXE C
222
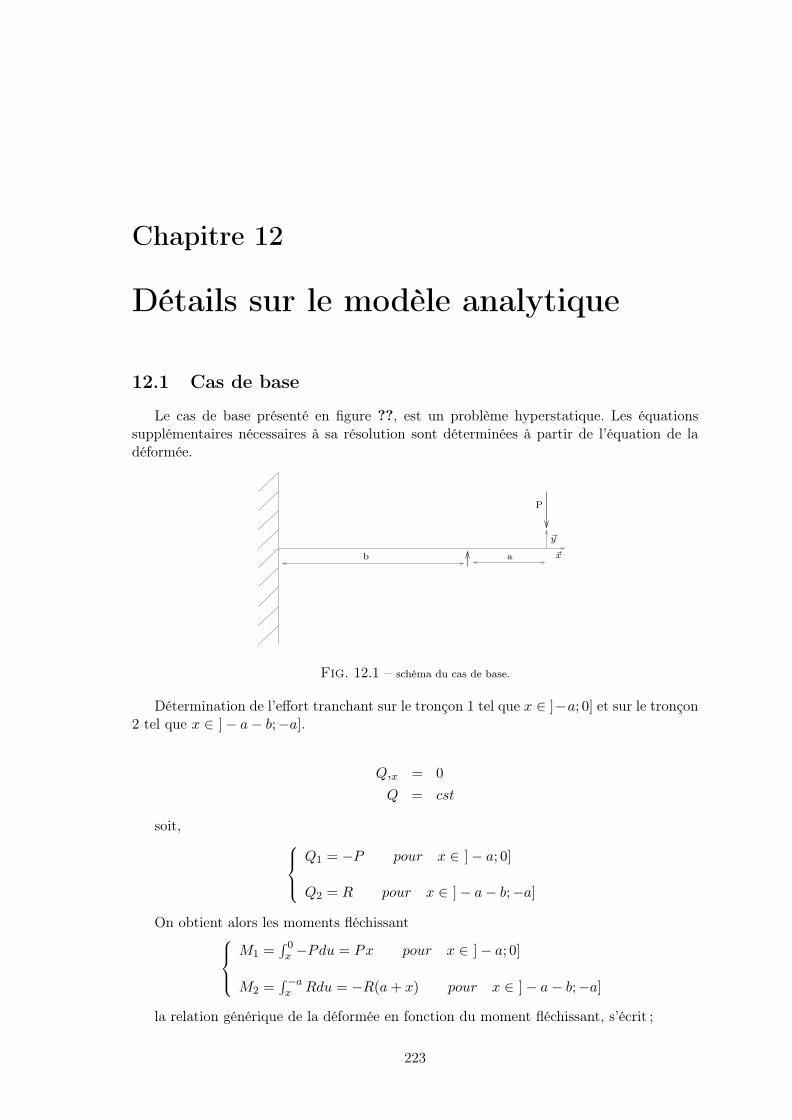
Chapitre 12
Détails sur le modèle analytique
12.1 Cas de base
Le cas de base présenté en figure ??, est un problème hyperstatique. Les équationssupplémentaires nécessaires à sa résolution sont déterminées à partir de l’équation de ladéformée.
~y
~x
P
ab
Fig. 12.1 – schéma du cas de base.
Détermination de l’effort tranchant sur le tronçon 1 tel que x ∈ ]−a; 0] et sur le tronçon2 tel que x ∈ ]− a− b;−a].
Q,x = 0Q = cst
soit, Q1 = −P pour x ∈ ]− a; 0]
Q2 = R pour x ∈ ]− a− b;−a]
On obtient alors les moments fléchissantM1 =
∫ 0x −Pdu = Px pour x ∈ ]− a; 0]
M2 =∫−ax Rdu = −R(a+ x) pour x ∈ ]− a− b;−a]
la relation générique de la déformée en fonction du moment fléchissant, s’écrit ;
223

ANNEXE C
DW,xx = M
La décomposition par tronçon du moment fléchissant nous conduit à
DW,xx = Px−R(a+ x) (12.1)
l’expression intégrée de ?? nous donne,
DW =P
6x3 − R
6(a+ x)3 + c1x+ c2 (12.2)
Les conditions limites au point d’encastrement permettent de déterminer c1 et c2.L’équation supplémentaire nécessaire pour déterminer la résultante R,s’écrit en se pla-çant au niveau de l’appui ponctuel pour écrire W(x = −a) = 0. On détermine ainsi toutesles inconnues du problème.
12.2 Généralisation pour N appuis ponctuels
Le cas général à N points d’appuis de coordonnées(βi, γi) se traite de la même façon.pour chaque tronçons, le moment fléchissant s’écrit :
Mi = −Ryi6
(βi + x)3 +Rxi6
(γi + x)3 (12.3)
avec la résultante Ri qui a pour coordonnées (Rxi, Ryi).L’expression ?? devient,
DW,xx = Px−N∑i=1
Ryi(βi + x) +N∑i=1
Rxi(γi + x) (12.4)
DW =P
6x3 −
N∑i=1
Ryi6
(βi + x)3 +N∑i=1
Rxi6
(γi + y)3 − c1x+ c2 (12.5)
avec
D = (2µ+ λ)h3
12
µ = E
2(1+ν)
λ = νE(1−2ν)(1+ν)
(12.6)
où µ et λ sont les coefficient de lamé, E le module d’Young et ν le coefficient de poisson.
12.3 Développement de la résolution du cas “sans effet dudépliage"
L’équation de la déformée est donnée par la relation ??.
DW =RA6x3 −
N∑i=1
Ryi6
(βi + x)3 +N∑i=1
Rxi6
(γi + y)3 − c1x+ c2 (12.7)
La poutre est soumise à l’effort RA, sa valeur conditionne la flèche de la poutre.Les conditions limites sont données par la traduction de la liaison d’encastrement.
224

ANNEXE C
W(x = −L) = 0
W,x(x = −L) = 0(12.8)
Les relations ?? nous conduisent à exprimer c1 et c2
c1 =RA2L2 −
N∑i=1
Ryi2ρ2i +
N∑i=1
Ryi2γ2i (12.9)
c2 = −RA3L3 +
N∑i=1
Ryi−ρ3i
6+ρ2iL
2+
N∑i=1
Rxi−γ3i
6− γ2
i
2L (12.10)
En substituant ces expressions dans ??, on obtient,
DW = RA(x3
6− xL2
2− 1
3L3)
+N∑i=1
Ryi−16
(βi + x)3 +2x
2+
3
6+
2L
2
+N∑i=1
Rxi16
(γi + y)3 − γ2i x
2− γ3
i
6− γ2
i L
2
On écrit les expressions de la déformée en chacun des points de contact :
W(x = −βl) = −γl (12.11)
soit,
N∑i=1
Ryi−16
(βi − βl)3 −2βl2
+3
6+
2L
2
+N∑i=1
Rxi16
(γi − γl)3 +γ2i γl2− γ3
i
6− γ2
i L
2
= DW +RA(β3l
6− βlL
2
2+
13L3)
On obtient un système linéaire de N équations en Ri avec i ∈ [1, N ], que l’on résout.Rappel : les inconnues Rxi et ryi sont rattachées à Ri par la relation ;
Ri
Rxi = Ricos(θi)
Ryi = Risin(θi)
225

ANNEXE D
12.4 Resultats
Cette section montre quelques résultats du cas où les effets de pliages et de dépliagessont pris en considération.
Le tableau ?? présente les paramètres de références utilisés pour les calculs.
Tab. 12.1 – Valeurs des paramètres du calcul.rayon de matrice : Rm (mm) 20longueur de la tôle :L (mm) 30
épaisseur tôle : e (mm) 1fl (mm) 20 (mm)
E (module d’Young en GPa) 210coefficient de poisson 0.3
les figures ??, ?? et ?? présentent les résultats pour une valeur de la flèche, fl, valentrespectivement : 20, 25 et 15 mm.les figures ??, ?? et ?? présentent les résultats pour une valeur de la flèche, fl, valentrespectivement : 20, 25 et 15 mm.
226
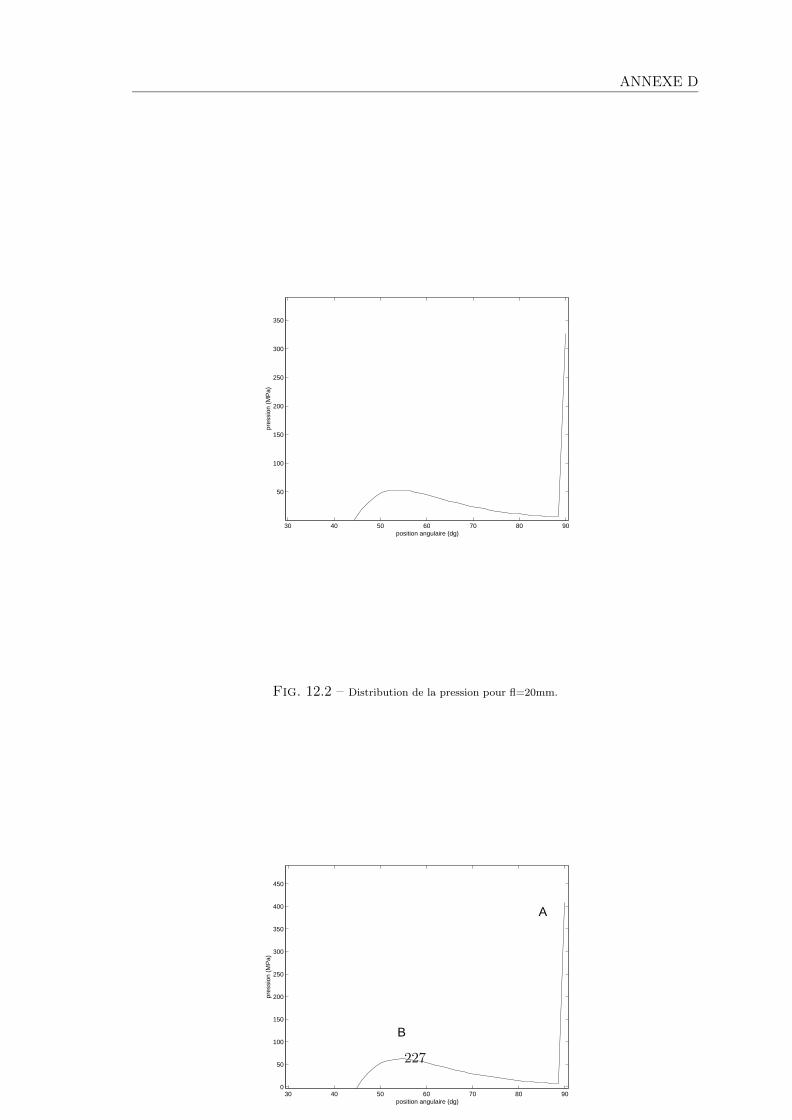
ANNEXE D
30 40 50 60 70 80 90
50
100
150
200
250
300
350
position angulaire (dg)
pres
sion
(M
Pa)
Fig. 12.2 – Distribution de la pression pour fl=20mm.
30 40 50 60 70 80 900
50
100
150
200
250
300
350
400
450
position angulaire (dg)
pres
sion
(M
Pa)
B
A
Fig. 12.3 – Distribution de la pression pour fl=25mm.
30 40 50 60 70 80 900
50
100
150
200
250
300
position angulaire (dg)
pres
sion
(M
Pa)
B
A
Fig. 12.4 – Distribution de la pression pour fl=15mm.
227
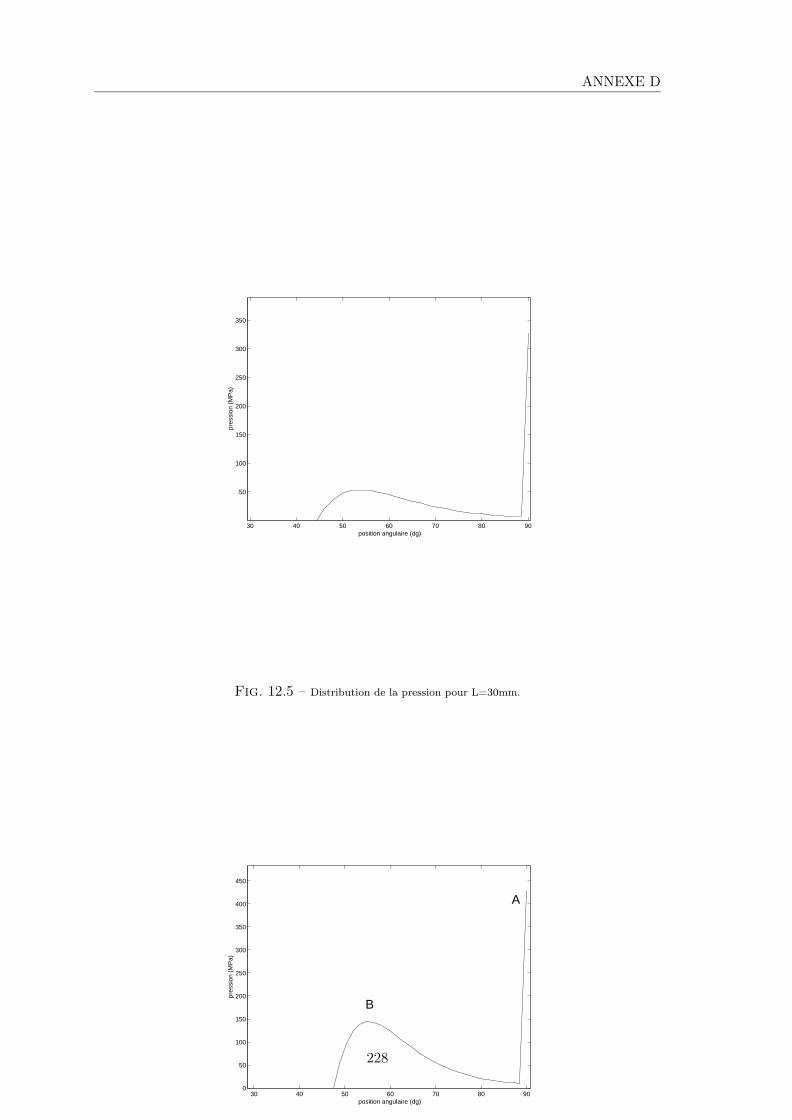
ANNEXE D
30 40 50 60 70 80 90
50
100
150
200
250
300
350
position angulaire (dg)
pres
sion
(M
Pa)
Fig. 12.5 – Distribution de la pression pour L=30mm.
30 40 50 60 70 80 900
50
100
150
200
250
300
350
400
450
position angulaire (dg)
pres
sion
(M
Pa)
B
A
Fig. 12.6 – Distribution de la pression pour L=25mm.
30 40 50 60 70 80 90
100
200
300
400
500
600
700
position angulaire (dg)
pres
sion
(M
Pa)
B
A
Fig. 12.7 – Distribution de la pression pour L=22mm.
228
Chapitre 13
Modèle de dégradation par transfert
13.1 Etude des rayons moyens des aspérités
13.1.1 Tôles DC04 (XES)
13.1.2 Exemples de distributions des rayons moyens pour des tôles DC04
13.1.2.1 Influence de l’ordre de la série de Fourier sur le rayon moyen desaspérités
13.1.3 Tôles HLE
13.2 Application du modèle de dégradation à la tôle HLE
Tab. 13.1 – Comparaison des paramètres des tôles DC04 et HLE.Les paramètres statistiques.
Tôle DC04 Tôle HLEmoyenne quadratique de la tôle Rq1 (µm) 2 1.86
écart type des hauteurs des aspérités de la tôle s1 (µm) 1.6 1.66rayon moyen (pour N=500) des l’aspérités de la tôle R1 (µm) 16,4 16
pente moyenne des aspérités de la tôle k 0.1 0.08Les paramètres mécaniques.
module d’Young de la tôle E1 (GPa) 210 210dureté de la tôle H (MPa) 820 (soit 23 HRc) 1330 (soit 43HRc)
énergie d’interface par unité de surface γ (N/m) 3.1 3.1
L’index de plasticité, Ψ, donne des valeurs supérieures à 1 pour ces deux cas de tôle :ψDC04 = et ψHLE =. L’index de plasticité étant supérieur à 1, le contact se fait préféren-tiellement dans le domaine plastique. Au regard de l’organigramme ??, on peut passer àl’étape suivante qui consiste à déterminer si l’on est en régime ductil.
Les figures ??, ?? et ?? présente les résultats de cette étape de calcul du critère deductilité (H2 < 3
2γE′
πaP) pour les distributions de pression obtenues pour les angles α = 70o,
α = 80o et α = 90o. On peut comparer sur ces figures les valeurs de 32γE′
πaPface à H2. On
constate, alors, que ces valeurs sont inférieurs à H2, ce qui signifie que l’on est pas dansun régime ductil. Il advient alors que le transfert ne peut se produire (dans ces conditions)pour la tôle HLE.
229
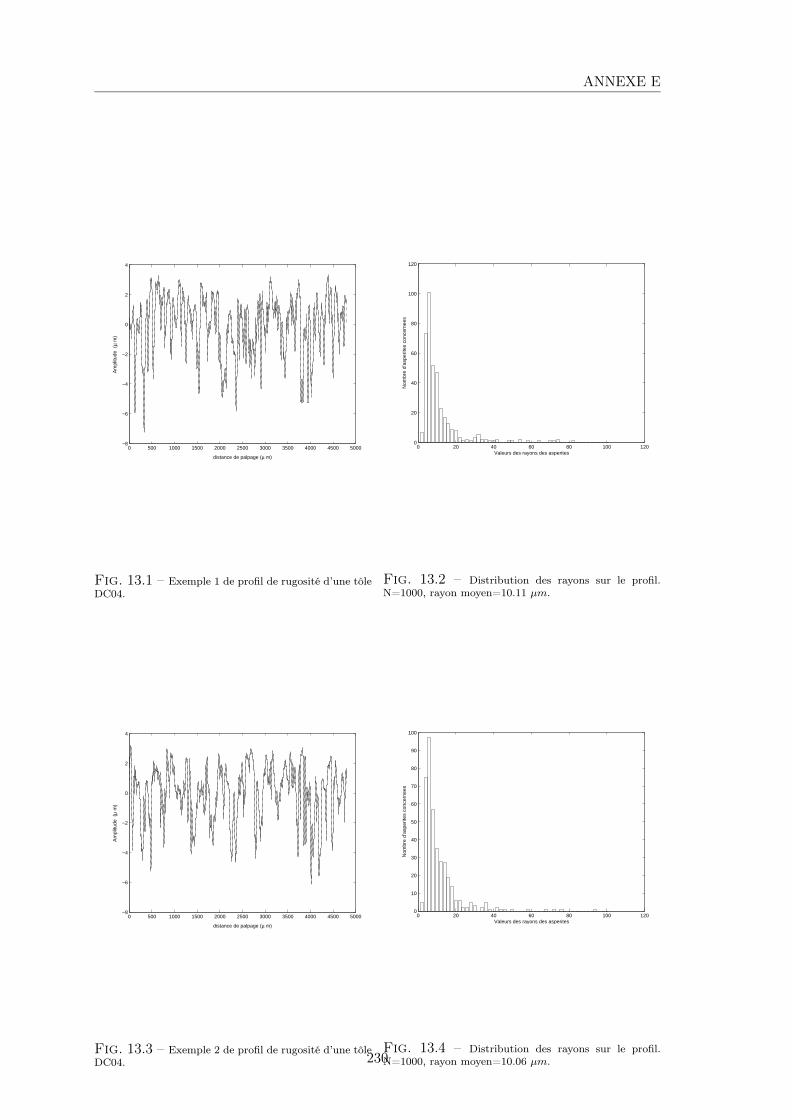
ANNEXE E
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000−8
−6
−4
−2
0
2
4
distance de palpage (µ m)
Am
plitu
de (
µ m
)
Fig. 13.1 – Exemple 1 de profil de rugosité d’une tôleDC04.
0 20 40 60 80 100 1200
20
40
60
80
100
120
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.2 – Distribution des rayons sur le profil.N=1000, rayon moyen=10.11 µm.
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000−8
−6
−4
−2
0
2
4
distance de palpage (µ m)
Am
plitu
de (
µ m
)
Fig. 13.3 – Exemple 2 de profil de rugosité d’une tôleDC04.
0 20 40 60 80 100 1200
10
20
30
40
50
60
70
80
90
100
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.4 – Distribution des rayons sur le profil.N=1000, rayon moyen=10.06 µm.230
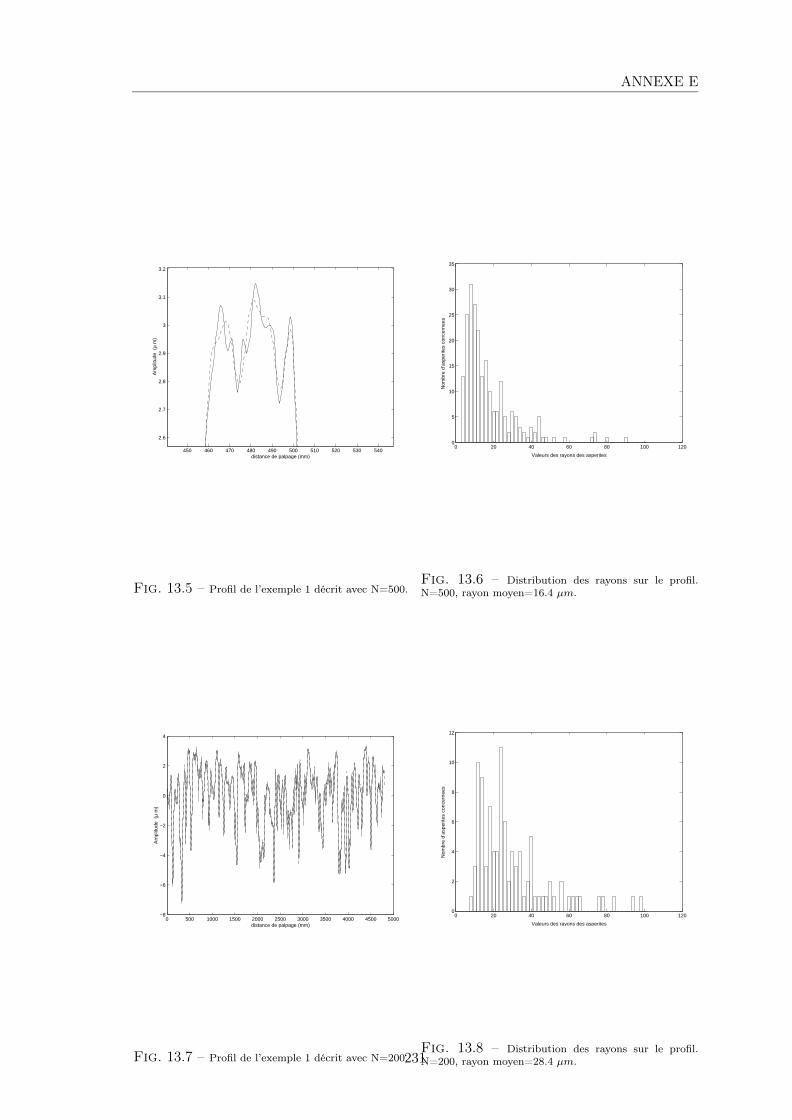
ANNEXE E
450 460 470 480 490 500 510 520 530 540
2.6
2.7
2.8
2.9
3
3.1
3.2
distance de palpage (mm)
Am
plitu
de (
µ m
)
Fig. 13.5 – Profil de l’exemple 1 décrit avec N=500.
0 20 40 60 80 100 1200
5
10
15
20
25
30
35
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.6 – Distribution des rayons sur le profil.N=500, rayon moyen=16.4 µm.
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000−8
−6
−4
−2
0
2
4
distance de palpage (mm)
Am
plitu
de (
µ m
)
Fig. 13.7 – Profil de l’exemple 1 décrit avec N=200.
0 20 40 60 80 100 1200
2
4
6
8
10
12
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.8 – Distribution des rayons sur le profil.N=200, rayon moyen=28.4 µm.
540 560 580 600 620 640 660 680 700 720
2.2
2.4
2.6
2.8
3
3.2
distance de palpage (µ m)
Am
plitu
de (
µ m
)
Fig. 13.9 – Profil de l’exemple 1 décrit avec N=100.
0 20 40 60 80 100 1200
0.5
1
1.5
2
2.5
3
3.5
4
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.10 – Distribution des rayons sur le profil.N=100, rayon moyen=42 µm.
231
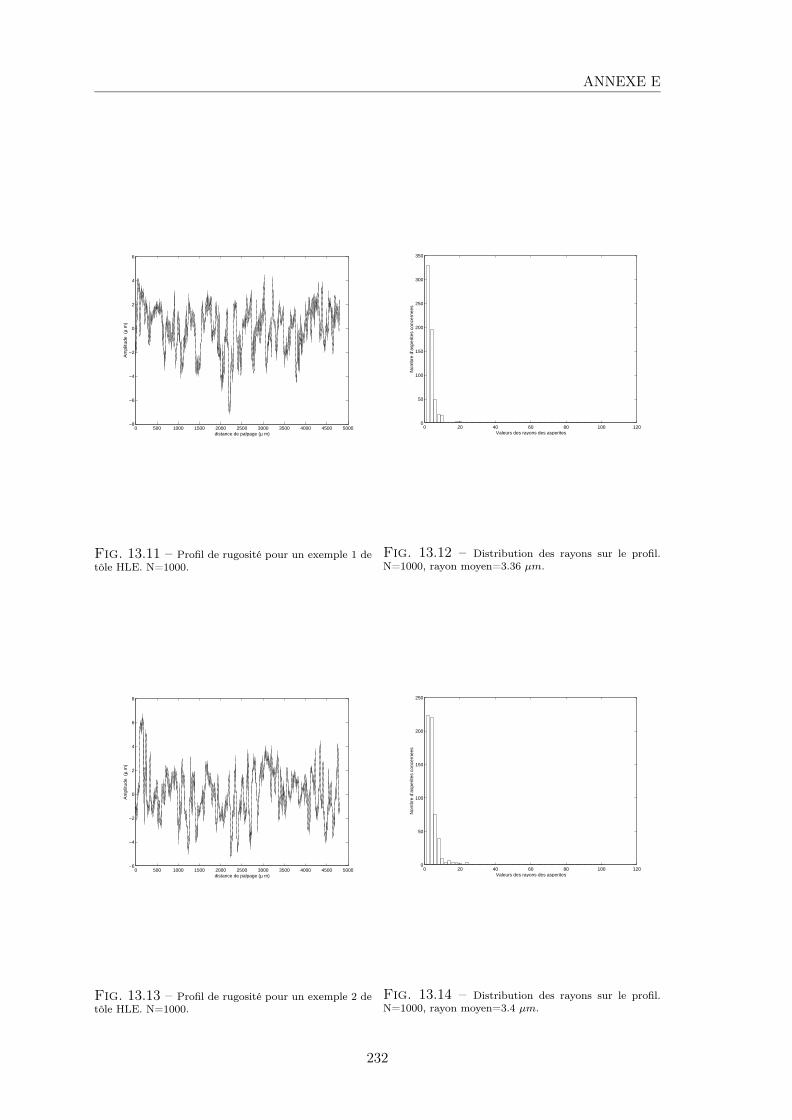
ANNEXE E
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000−8
−6
−4
−2
0
2
4
6
distance de palpage (µ m)
Am
plitu
de (
µ m
)
Fig. 13.11 – Profil de rugosité pour un exemple 1 detôle HLE. N=1000.
0 20 40 60 80 100 1200
50
100
150
200
250
300
350
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.12 – Distribution des rayons sur le profil.N=1000, rayon moyen=3.36 µm.
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000−6
−4
−2
0
2
4
6
8
distance de palpage (µ m)
Am
plitu
de (
µ m
)
Fig. 13.13 – Profil de rugosité pour un exemple 2 detôle HLE. N=1000.
0 20 40 60 80 100 1200
50
100
150
200
250
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.14 – Distribution des rayons sur le profil.N=1000, rayon moyen=3.4 µm.
0 500 1000 1500 2000 2500 3000 3500 4000 4500 5000−6
−4
−2
0
2
4
6
8
distance de palpage (µ m)
Am
plitu
de (
µ m
)
Fig. 13.15 – Profil de rugosité pour un exemple 3 detôle HLE. N=1000.
0 20 40 60 80 100 1200
50
100
150
200
250
300
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.16 – Distribution des rayons sur le profil.N=1000, rayon moyon=3.9µm.
232
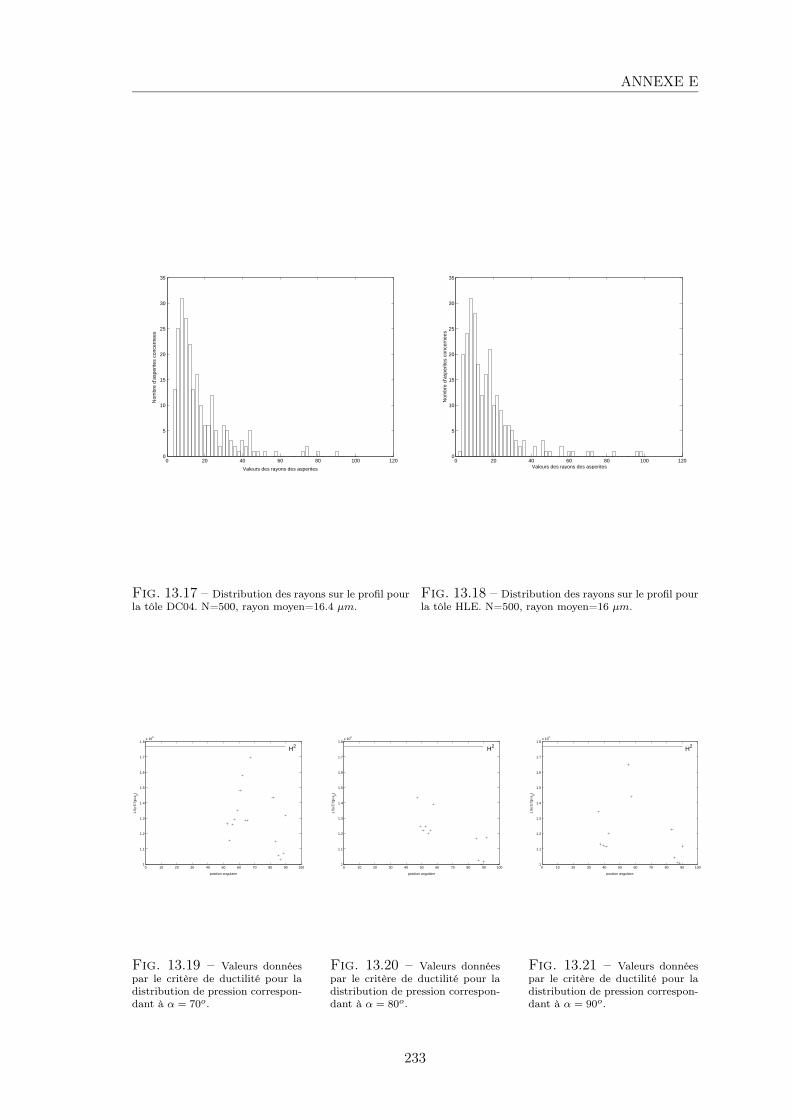
ANNEXE E
0 20 40 60 80 100 1200
5
10
15
20
25
30
35
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.17 – Distribution des rayons sur le profil pourla tôle DC04. N=500, rayon moyen=16.4 µm.
0 20 40 60 80 100 1200
5
10
15
20
25
30
35
Valeurs des rayons des asperites
Nom
bre
d’as
perit
es c
once
rnee
s
Fig. 13.18 – Distribution des rayons sur le profil pourla tôle HLE. N=500, rayon moyen=16 µm.
0 10 20 30 40 50 60 70 80 90 1001
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8x 10
6
1.5γ
E’/(
pi a
p)
position angulaire
H2
Fig. 13.19 – Valeurs donnéespar le critère de ductilité pour ladistribution de pression correspon-dant à α = 70o.
0 10 20 30 40 50 60 70 80 90 1001
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8x 10
6
position angulaire
1.5γ
E’/(
pi a
p)
H2
Fig. 13.20 – Valeurs donnéespar le critère de ductilité pour ladistribution de pression correspon-dant à α = 80o.
0 10 20 30 40 50 60 70 80 90 1001
1.1
1.2
1.3
1.4
1.5
1.6
1.7
1.8x 10
6
1.5γ
E’/(
pi a
p)
position angulaire
H2
Fig. 13.21 – Valeurs donnéespar le critère de ductilité pour ladistribution de pression correspon-dant à α = 90o.
233
ANNEXE E
234
Chapitre 14
Plan des outils
235