The use of slope specifications for optical components
14
Jim Burge College of Optical Sciences University of Arizona Tucson, AZ 85721 [email protected] The use of slope specifications for optical components Presented at: 2010 APOMA Workshop (American Precision Optics Manufacturers Association) Tucson, Arizona, November 10, 11 (2010)
Transcript of The use of slope specifications for optical components

Jim Burge
College of Optical SciencesUniversity of ArizonaTucson, AZ 85721
The use of slope specifications for optical components
Presented at:
2010 APOMA Workshop (American Precision Optics Manufacturers Association)Tucson, Arizona, November 10, 11 (2010)

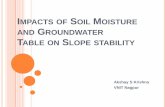
Wavefront error vs Image shape
x i n
y i n
W B FxW B Fy
ε
ε
∂= − ⋅
∂∂
= − ⋅∂
For each ray:εx, εy are errors in ray position at focal plane
Wi is wavefront error from surface i
are wavefront slope errors (dimensionless)
Bi is diameter of beam footprint from single field point(< diameter of the element)
FN is system focal ratio
yW
xW
∂∂
⋅∂∂ ,
εy
εx

Wavefront – Gradient – Image degradation

Image blur due to errors in element 1: Blur rms = refers to rms slope variation over the footprint
Image distortion due to errors in element 1:refers to the average slope over a footprint
Geometry definition
( ) 1rms nrmsW B Fε = ∇ ⋅ ( ) 1rms nrms
W B Fε = ∇ ⋅
( ) 1 nmeanW B Fε = ∇ ⋅vv
B1
12nF
NA=
⋅
( )mean
W∇v
( ) 1rms nrmsW B Fε = ∇ ⋅
( )rmsW∇

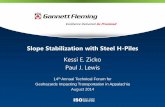
Surface irregularityFor 1 µm P-V surface irregularity:
Surface Error RMS surface error ΔS (µm)
Normalized RMS surface slope (µm/radius)
Focus 0.29 1.43 Astigmatism 0.20 0.72
Coma 0.18 1.24 4th order spherical aberration 0.30 3.35
Trefoil 0.18 0.89 4th order astigmatism 0.16 1.58
5th order coma 0.14 2.04 6th order spherical aberration 0.19 3.50
Sinusoidal ripples, frequency of N cycles across the diameter
0.35 1.11 N
Rule of thumb for small spherical optics 0.25 2
Normalized to 1 µm PV. Scale to get ΔS and Θs
Normalized slopes given in µm/radius where the radius = half of the diameter.
To get slopes in µradians, divide normalized slope (in µm/radius) by the radius (half-diameter) of the part in meters
1 for < 2” optics2 for > 6” optics
Rules of Thumb

Standard Operating Procedure• Most optical systems are not diffraction limited.
– Wavefront errors are > 1 λ, image size is bigger than λFn
– System performance can be quantified with spot size, encircled energy, MTF, etc. based on geometric (ray trace) analysis.
• For the case where the system is not diffraction limited, image blur is proportional to errors in ray angle, which can be caused by slope variations- the geometric limit
• Most optical surfaces are qualified based on the error in the surface profile– Resulting wavefront error is proportional to surface error
• Scale factor depends on refractive index or mirror
– The resulting slope errors depend on the form of the error– To estimate system performance from profile error, you have to know (or
assume) the form of the profile error.
The surface profile specification is not directly related to system performance, which frequently causes:1. Designers over-specify components to insure performance2. Systems may not meet requirements, even though the components are in spec.

Slope specifications for surfaces and elements
• The problems above are avoided by specifying errors in terms of slope, or the first derivative of the surface profile
Slope can be quantified using µrad, nm/cm, waves/inch,…
• Advantages:– Slope measurements are easier and lower cost than transmitted
wavefront measurements– Slope errors can be directly scaled to provide effect on image
quality or distortion• Disadvantages
– Must define band limit. Once frequencies become high, the slopes for insignificant ripples and noise become meaningless. A natural band limit can be defined by diffraction.

Effect of surface irregularity, rms spot size
( )rms i nrmsW B Fε = ∇
( ) ( 1)cos( )rmsrmsW n φ∇ ≈ Θ × −
( 1)cos( )rms rms i nn B Fε φ= Θ − ⋅
1. Convert the normalized surface slope Θ to wavefront slope
2. Relate rms wavefront slope to rms spot size (via Optical Invariant)Bi = beam footprint diameter from single field pointFn is system working focal ratio
W∇
RMS Surface slope (radians)
Convert to wavefront using refractive index, angle of incidence (for mirror, n = -1)
Measure transmitted wavefront slope directly, then scale to get contribution to image blur
Or determine transmitted wavefront slope from surface slope

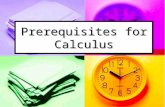
System error budget• Total contribution from each element taken as RSS
( ) ( )( )2 2 2 2
2 22 2 2 21 1 2 2
...
...
total design alignment surfaces
surfaces nF B W B W
ε ε ε ε
ε
= + + +
= ⋅ ⋅ ∇ + ⋅ ∇ +
B1 B5
12nF
NA=
⋅

Orthonormal basis for slope errors• Zernike polynomials are used to represent surface shape of wavefront• We developed Zernike slope polynomials to represent vector functions
• These are orthonormal: ∑=∂
∂+
∂∂ ),(ˆˆ yxSaj
yWi
xW
ii
r
C. Zhao and J. H. Burge, “Orthonormal vector polynomials in a unit circle, Part I: basis set derived from gradients of Zernike polynomials,”Optics Express 15, 18014‐18024 (2007).
∑= 2irms aslope

Measurement
• Slope error can be measured directly for surfaces, components, and systems
• Slope measurements are generally much easier than profile or wavefront. (insensitive to phase shift)
• SCOTS (Software Configurable Optical Test System) provides low cost method of performing such measurements over a very wide dynamic range with sub-µrad accuracy.

Vision for the future
• Optical components could be specified with tolerances on prescription (R, n, t) and transmitted slope errors
• Error analysis is easy because slope errors directly relate to image degradation – no additional MSF spec
• Determine slope variation in final parts– Use interferometry if you want, then process the data to
determine slope– Better yet, acceptance testing could be done with simple SCOTS
type system. Uncertainties in the test will be quantified in terms of slope.

Implementation
• Implement low cost slope measurement system (SCOTS)
• Perform systematic sampling of optical elements to establish some database on the statistics of slope errors from your manufacturing process.
• Offer elements according to class of slope errors, ie.– Grade 1 < 1 µrad rms– Grade 2 < 5 µrad– Grade 3 < 25 µradUnspecified < 100 µrad
• Test of each lens is quick, and can be automated.

Outcome
At the systems level• Avoid over-specification • Insure that systems will meet requirements, based on
analysis and component testing.
For the manufacturer• Offer low-cost, quantitative testing of each element,
providing meaningful quantity• Potentially feedback to the processing to provide higher
performance parts, higher yield, or lower manufacturing costs optimizing the quantity that really drives performance – the slope.