The Effect of Double-Layer Nonconductive Films on the Solder...
9
IEEE TRANSACTIONS ON COMPONENTS, PACKAGING AND MANUFACTURING TECHNOLOGY, VOL. 9, NO. 6, JUNE 2019 1167 The Effect of Double-Layer Nonconductive Films on the Solder Sidewall Wetting and the Reliability of 40-μm Cu-Pillar/SnAg Microbumps for Chip-on-Chip Interconnection SeYong Lee, HanMin Lee, SangMyung Shin, MinGu Jang, TaeJin Choi, and Kyung-Wook Paik Abstract—Cu-pillar/SnAg microbumps have been used for the latest 3-D through silicon via chip stacking. This microbumps flip-chip interconnection method can significantly further reduce the dimensions of the package and enhance the electrical per- formance by reducing interconnection path. As the pitch of the Cu-pillar/SnAg microbumps becomes extremely smaller, noncon- ductive films (NCFs) have recently been introduced to solve interconnection problems induced by the fine size microbumps. However, the applied pressure and heat during the thermo- compression (TC) bonding processes deform the SnAg solder and cause SnAg solder wetting on the sidewall of the Cu-pillar. The SnAg solder sidewall wetting causes rapid Sn consumption at the interface between the Cu-pillar and solder and decreases the joint gap heights of the SnAg solder joints. In this paper, the effects of the new double-layer NCFs (D-NCFs) were investigated for 40-μm pitch chip-on-chip interconnection. The D-NCFs consisted of two NCF layers. The bottom NCF layer behaves as a conventional single NCF layer, and the top NCF layer, covering the Cu-pillar, prevents the movement of molten SnAg solder to the sidewall of Cu-pillar during the TC bonding process. As a result, the gap height of SnAg solder joints was doubled without SnAg solder sidewall wetting of Cu-pillar using the D-NCFs. SnAg solder joints using D-NCFs showed excellent reliability during thermal cycle tests up to 3000 cycles and pressure cooker test up to 72 h because of the significantly remaining Sn at the SnAg solder joint interface and increased joint gap height. Index Terms— Cu-pillar/SnAg microbump, double layer, nonconductive films (NCFs), solder joint morphology, through silicon via (TSV). I. I NTRODUCTION T HE 3-D chip stacking technology has recently been introduced for the state-of-the-art electronic packaging products, such as high bandwidth memory modules. Among various 3-D chip stacking methods, through silicon vias (TSVs) have been widely employed, because it can provide Manuscript received August 11, 2018; revised November 11, 2018; accepted November 30, 2018. Date of publication December 5, 2018; date of current version June 6, 2019. Recommended for publication by Associate Editor J.-H. Zhao upon evaluation of reviewers’ comments. (Corresponding author: Kyung-Wook Paik.) S. Lee, H. Lee, S. Shin, M. Jang, and K.-W. Paik are with the Nano- Packaging and Interconnect Laboratory, Department of Materials Science and Engineering, Korea Advanced Institute of Science and Technology, Daejeon 34141, South Korea (e-mail: [email protected]). T. Choi is with Electro-Materials BG, Doosan Corporation, Yongin 16858, South Korea. Color versions of one or more of the figures in this paper are available online at http://ieeexplore.ieee.org. Digital Object Identifier 10.1109/TCPMT.2018.2885022 the smallest package size, shortest electrical path, and lowest power consumption compared to wire bonding and other stack- ing methods. Currently, the most common TSV fabrication method is metal filling processes such as copper electrodeposi- tion [1]–[3]. Chips with TSV are typically vertically intercon- nected with Cu-pillar/SnAg microbumps. The Cu-pillar/SnAg microbumps have the advantages of less than 150-μm fine pitch, better thermo-mechanical reliability due to the height of the Cu-pillar, and higher current-carrying capability due to an excellent electrical conductivity of copper. However, Cu- pillar/SnAg microbumps with fine pitches may cause several problems, such as remaining flux residues, incomplete under- fill filling, and solder bridging which leads to solder joint defects. In order to solve these problems, nonconductive films (NCFs) applied by the thermo-compression (TC) bonding method have been recently introduced. The NCFs with flux capability can be prelaminated on wafers with Cu-pillar/SnAg microbumps, and wafers and laminated NCFs can be diced simultaneously. During the TC bonding process, the flux capability of the NCFs removes the native oxide of the SnAg solder and provides good solder wetting, and cured NCFs protect the SnAg solder joints like underfill materials [4]. However, there are noticeable differences produced by the TC bonding method using NCFs compared with the conventional solder reflow bonding method. During the TC bonding process, NCFs start flowing by the heat and pressure, and then, the molten SnAg solder wets the Cu pads as seen in Fig 1. However, the molten SnAg sol- der can start moving along the sidewall of the Cu-pillars, resulting in the solder widewall wetting of Cu-pillar. The increased interface area between the molten SnAg sol- der and Cu-pillar results in faster Sn consumption and decreases the gap height of the SnAg solder joints [5]–[7]. As a result, thick and brittle Sn intermetallic compound (IMC) layers are formed, and the brittle Sn IMC layers may cause thermo-mechanical reliability problems [8]. There- fore, to improve Cu-pillar/SnAg microbump interconnection reliability, the problem of SnAg solder sidewall wetting of Cu-pillars needs to be solved. High-viscosity NCFs can suppress the movement of molten SnAg solder and prevent the SnAg solder sidewall wetting of Cu-pillars. It was reported that increasing the viscosity of NCFs by adding silica powder was ineffective, but fast curing 2156-3950 © 2018 IEEE. Personal use is permitted, but republication/redistribution requires IEEE permission. See http://www.ieee.org/publications_standards/publications/rights/index.html for more information. Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.
Transcript of The Effect of Double-Layer Nonconductive Films on the Solder...

IEEE TRANSACTIONS ON COMPONENTS, PACKAGING AND MANUFACTURING TECHNOLOGY, VOL. 9, NO. 6, JUNE 2019 1167
The Effect of Double-Layer Nonconductive Filmson the Solder Sidewall Wetting and the Reliability
of 40-μm Cu-Pillar/SnAg Microbumps forChip-on-Chip Interconnection
SeYong Lee, HanMin Lee, SangMyung Shin, MinGu Jang, TaeJin Choi, and Kyung-Wook Paik
Abstract— Cu-pillar/SnAg microbumps have been used for thelatest 3-D through silicon via chip stacking. This microbumpsflip-chip interconnection method can significantly further reducethe dimensions of the package and enhance the electrical per-formance by reducing interconnection path. As the pitch of theCu-pillar/SnAg microbumps becomes extremely smaller, noncon-ductive films (NCFs) have recently been introduced to solveinterconnection problems induced by the fine size microbumps.However, the applied pressure and heat during the thermo-compression (TC) bonding processes deform the SnAg solder andcause SnAg solder wetting on the sidewall of the Cu-pillar. TheSnAg solder sidewall wetting causes rapid Sn consumption at theinterface between the Cu-pillar and solder and decreases the jointgap heights of the SnAg solder joints. In this paper, the effectsof the new double-layer NCFs (D-NCFs) were investigated for40-µm pitch chip-on-chip interconnection. The D-NCFs consistedof two NCF layers. The bottom NCF layer behaves as aconventional single NCF layer, and the top NCF layer, coveringthe Cu-pillar, prevents the movement of molten SnAg solder tothe sidewall of Cu-pillar during the TC bonding process. As aresult, the gap height of SnAg solder joints was doubled withoutSnAg solder sidewall wetting of Cu-pillar using the D-NCFs.SnAg solder joints using D-NCFs showed excellent reliabilityduring thermal cycle tests up to 3000 cycles and pressure cookertest up to 72 h because of the significantly remaining Sn at theSnAg solder joint interface and increased joint gap height.
Index Terms— Cu-pillar/SnAg microbump, double layer,nonconductive films (NCFs), solder joint morphology, throughsilicon via (TSV).
I. INTRODUCTION
THE 3-D chip stacking technology has recently beenintroduced for the state-of-the-art electronic packaging
products, such as high bandwidth memory modules. Amongvarious 3-D chip stacking methods, through silicon vias(TSVs) have been widely employed, because it can provide
Manuscript received August 11, 2018; revised November 11, 2018; acceptedNovember 30, 2018. Date of publication December 5, 2018; date of currentversion June 6, 2019. Recommended for publication by Associate EditorJ.-H. Zhao upon evaluation of reviewers’ comments. (Corresponding author:Kyung-Wook Paik.)
S. Lee, H. Lee, S. Shin, M. Jang, and K.-W. Paik are with the Nano-Packaging and Interconnect Laboratory, Department of Materials Science andEngineering, Korea Advanced Institute of Science and Technology, Daejeon34141, South Korea (e-mail: [email protected]).
T. Choi is with Electro-Materials BG, Doosan Corporation, Yongin 16858,South Korea.
Color versions of one or more of the figures in this paper are availableonline at http://ieeexplore.ieee.org.
Digital Object Identifier 10.1109/TCPMT.2018.2885022
the smallest package size, shortest electrical path, and lowestpower consumption compared to wire bonding and other stack-ing methods. Currently, the most common TSV fabricationmethod is metal filling processes such as copper electrodeposi-tion [1]–[3]. Chips with TSV are typically vertically intercon-nected with Cu-pillar/SnAg microbumps. The Cu-pillar/SnAgmicrobumps have the advantages of less than 150-μm finepitch, better thermo-mechanical reliability due to the heightof the Cu-pillar, and higher current-carrying capability due toan excellent electrical conductivity of copper. However, Cu-pillar/SnAg microbumps with fine pitches may cause severalproblems, such as remaining flux residues, incomplete under-fill filling, and solder bridging which leads to solder jointdefects. In order to solve these problems, nonconductive films(NCFs) applied by the thermo-compression (TC) bondingmethod have been recently introduced. The NCFs with fluxcapability can be prelaminated on wafers with Cu-pillar/SnAgmicrobumps, and wafers and laminated NCFs can be dicedsimultaneously. During the TC bonding process, the fluxcapability of the NCFs removes the native oxide of the SnAgsolder and provides good solder wetting, and cured NCFsprotect the SnAg solder joints like underfill materials [4].
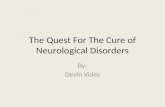
However, there are noticeable differences produced bythe TC bonding method using NCFs compared with theconventional solder reflow bonding method. During theTC bonding process, NCFs start flowing by the heat andpressure, and then, the molten SnAg solder wets the Cupads as seen in Fig 1. However, the molten SnAg sol-der can start moving along the sidewall of the Cu-pillars,resulting in the solder widewall wetting of Cu-pillar. Theincreased interface area between the molten SnAg sol-der and Cu-pillar results in faster Sn consumption anddecreases the gap height of the SnAg solder joints [5]–[7].As a result, thick and brittle Sn intermetallic compound(IMC) layers are formed, and the brittle Sn IMC layersmay cause thermo-mechanical reliability problems [8]. There-fore, to improve Cu-pillar/SnAg microbump interconnectionreliability, the problem of SnAg solder sidewall wetting ofCu-pillars needs to be solved.
High-viscosity NCFs can suppress the movement of moltenSnAg solder and prevent the SnAg solder sidewall wettingof Cu-pillars. It was reported that increasing the viscosity ofNCFs by adding silica powder was ineffective, but fast curing
2156-3950 © 2018 IEEE. Personal use is permitted, but republication/redistribution requires IEEE permission.See http://www.ieee.org/publications_standards/publications/rights/index.html for more information.
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

1168 IEEE TRANSACTIONS ON COMPONENTS, PACKAGING AND MANUFACTURING TECHNOLOGY, VOL. 9, NO. 6, JUNE 2019
Fig. 1. Schematic diagrams of SnAg solder deformation (a) before and(b) after TC bonding using a conventional single-layer NCFs.
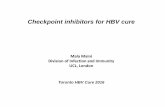
Fig. 2. Schematic diagrams of SnAg solder morphologies (a) before and(b) after TC bonding method using D-NCFs.
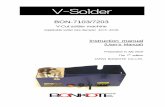
Fig. 3. 40-μm pitch (a) top chip with Cu-pillar/SnAg microbumps and(b) bottom substrate chip with Ni/Au/Cu pads.
the NCFs during TC bonding successfully reduced the soldersidewall wetting [4], [9].
In this paper, novel double-layer NCFs (D-NCFs) areintroduced to solve the molten SnAg solder sidewall wettingproblem. The D-CNFs were composed of a bottom NCF layerand a top NCF layer. The top NCF layers of the D-NCFs werecured at various speeds, and the effect of cure speeds on theSnAg solder sidewall wetting was investigated [10], [11], andcompared with conventional single-layer NCFs. The top NCFlayers, which cover the Cu-pillar, were formulated to preventmovement of the molten SnAg solder by adjusting the curespeeds of NCFs as seen in Fig 2. By increasing cure speedduring the TC bonding process, the top NCF layer was curedand had higher viscosities at the solder melting temperature.Meanwhile, the bottom NCF layer with added flux capabilitycovers the SnAg solder bumps only resulting in excellent SnAgsolder microbumps wetting on the Cu pads of substrates [4],[9]. In addition, the bonding forces were optimized to achievethe best SnAg solder joint morphologies using the D-NCFs.Finally, thermal cycle tests up to 3000 cycles and pressurecooker test (PCT) up to 72 h were performed to comparethe reliability of SnAg solder joints using the D-NCFs withsingle-layer NCFs.
Fig. 4. DSC curves of the four types of fast cure NCFs.
Fig. 5. Viscosity curves of the four types of fast cure NCFs.
Fig. 6. SnAg solder joint morphologies of the four D-NCFs using fast cure(a) NCFs 1, (b) NCFs 2, (c) NCFs 3, and (d) NCFs 4 as the top NCF layer.
II. EXPERIMENTS
A. Test Vehicles
In this paper, the test vehicles consisted of 8 × 8 mm2
top chips with 40-μm pitch microbumps and 11 × 11 mm2
substrate chips, as shown in Fig. 3. The top chip has
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

LEE et al.: EFFECT OF D-NCFs ON THE SOLDER SIDEWALL WETTING 1169
Fig. 7. Degree of cures of fast cure (a) NCFs 1, (b) NCFs 2, (c) NCFs 3, and (d) NCFs 4 in terms of various heating rates.
10-μm height Cu-pillar and 12-μm height and 20-μm diame-ter SnAg solder bumps. The bottom chip has 10-μm-thick and20-μm-diameter Cu pads with 2-/0.5-μm-thick Ni/Au surfacefinish. There are four four-point Kelvin structure patterns formeasuring single-bump contact resistance in an assembled testvehicle.
B. Fabrication of the D-NCFs
The D-NCFs were fabricated using two types of NCFlayers. The bottom NCF layer and top NCF layer werefabricated separately with a comma roll coater dried at 80 ◦Cfor 5 min. The bottom NCF layer was an anhydride-epoxyNCFs with flux capability. And then, D-NCFs were fabricatedby laminating the top NCF layer and bottom NCF layerat 80 ◦C using a roll laminator. The fabricated D-NCFs werelaminated on the top chips using a vacuum laminator at 90 ◦Cfor 1 min. Then, the D-NCF-laminated chips were bondedon the substrate chips with TC bonding conditions, as shownin Fig. 4.
C. Curing Behavior of the Top NCF Layer
In order to optimize the material properties of the D-NCFs,the cure speeds of the top NCF layers were adjusted bychanging the 2-phenyl imidazole (2PI) curing agent content.The curing behaviors of the NCFs were measured using adifferential scanning calorimeter (DSC) to determine the peakcuring temperatures at the range from 30 ◦C to 250 ◦C whileheating at 10 ◦C/min. The viscosities of the NCFs weremeasured by a rheometer at the range from 30 ◦C to 250 ◦Cwith a heating rate of 5 ◦C/min.
Because the heating rates of TC bonding is fast, the DSCand rheometer cannot measure the actual degree of cure andthe viscosities of the top NCF layer during the TC bondingprocess. In order to approximate the viscosities of the top NCFlayer at the SnAg solder melting temperature of 221 ◦C duringTC bonding process, the degree of cure was theoretically ana-lyzed using the Ozawa method in dynamic scan [12]–[14]. Andthen, the viscosity measurements were roughly approximatedto relate the degree of cure and the viscosity. In the viscositymeasurement, at the minimum viscosity condition, the degreeof cure was assumed to be 0% of degree of cure. Whenthe viscosity reached the maximum viscosity as the full cureviscosity condition in viscosity measurement, the degree ofcure was assumed as 100%. In this paper, it was presumed thatthe cure of NCFs was reacted at a steady rate when increasingthe temperature. In other words, the constant cure rate ofNCFs was presumed, not variable.
D. Reliability Test
In order to compare the reliability of the SnAg solderjoints using D-NCFs and conventional single-layer NCFs,D-NCFs and two types of single-layer NCFs were used. First,the bonding pressures were optimized using the D-NCFs toachieve the best solder joint morphology. Then, the assem-bled test vehicles were prepared with the optimized bondingpressure. Thermal cycle tests up to 3000 cycles and the PCTup to 72 h were performed. The thermal cycle conditions werefrom −40 ◦C for 15 min to 125 ◦C for 15 min, and thePCT condition was at 121 ◦C with 100% relative humidityand two atmospheres.
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

1170 IEEE TRANSACTIONS ON COMPONENTS, PACKAGING AND MANUFACTURING TECHNOLOGY, VOL. 9, NO. 6, JUNE 2019
Fig. 8. Linear extrapolation of the degree of cures of fast cure (a) NCFs 1, (b) NCFs 2, (c) NCFs 3, and (d) NCFs 4.
Fig. 9. Approximated degree of cures of the fast cure NCFs at 5 ◦C/s heatingrate.
E. NCF Material Properties
The NCF thermo-mechanical properties used in the relia-bility test were measured using dynamic mechanical analysis(DMA) and thermo-mechanical analysis (TMA). The TMAsamples were evaluated with 100-mN force with heatingat 5 ◦C/min in the extension mode. The DMA samples wereevaluated with 100 ± 20 mN at 0.02 Hz.
In the measurements of the die shear strength, 2.5 mm ×2.5 mm Si chips were attached to 20 mm × 20 mm Si chipsusing NCFs. Five samples were measured for each NCF. Thedie shear strength of the NCFs between Si chips was measuredat a room temperature, 125 ◦C, and after PCT.
TABLE I
MATERIAL PROPERTIES OF TOP NCF LAYER AT VARIOUS 2PI CONTENTS
The water absorption of the NCFs during PCT was alsomeasured. Five samples were weighed before and after thePCT for 24 h, and then the weight increase of NCFs wasmeasured.
III. RESULTS AND DISCUSSION
A. Effects of the Curing Speeds of Top NCF Layer ofD-NCFs on Solder Joint Morphology
Four fast cure NCFs were prepared with various 2PI con-tents in order to adjust the curing speeds. Their propertiesare shown in Figs. 4 and 5, and their important values aresummarized in Table I. Compared with the base NCF layer,the curing peak temperatures of four NCFs decreased to140.2 ◦C. Four D-NCFs were made by combining the baseNCFs as a fixed bottom NCF layer with four fast cure NCFsused as the top NCF layer. The thickness of the bottomNCF layer was 10 μm, and the thickness of the topNCF layer was 20 μm.
After the TC bonding using four D-NCFs with 50-Nbonding pressure, the SnAg solder joint morphologies were
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

LEE et al.: EFFECT OF D-NCFs ON THE SOLDER SIDEWALL WETTING 1171
Fig. 10. Approximated viscosities of the degree of cures of fast cure (a) NCFs 1, (b) NCFs 2, (c) NCFs 3, and (d) NCFs 4.
Fig. 11. (a) Approximated degree of cures of the fast cure NCFs 2 and (b) SnAg solder joint morphology using the fast cure NCFs 2 as the top layerwith 4 ◦C/s TC bonding condition.
observed, as shown in Fig. 6. The degree of SnAg solderdeformation was gradually reduced by increasing the curespeeds of the top NCF layer.
B. Viscosity Approximation at the Snag Solder MeltingTemperature
Due to the fast heating rates of TC bonding, the viscosityat the SnAg solder melting temperature was estimated usingthe DSC measurements and viscosity measurement. First, thedegree of cure of the top NCF layers was analyzed using theOzawa method [12]–[14]. The curing of epoxy is a functionof temperature and the degree of curing
dα
dt= k(T ) f (α) (1)
where α is the degree of cure, t is the time, and T is thetemperature. Equation (1) can be rearranged as follows:
dα
f (α)= k(T )dt = k(T )dT × dt
dT. (2)
In (2), k(T ) follows the Arrhenius law, and dT /dt is theheating rates of the DSC measurements:
k(T ) = k0e− ERT (3)
dT
dt= T (4)
where E is the activation energy and R is the universal gasconstant. By rearranging (2) at the constant heating rate
dα
f (α)= k0
Te− E
RT dT . (5)
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

1172 IEEE TRANSACTIONS ON COMPONENTS, PACKAGING AND MANUFACTURING TECHNOLOGY, VOL. 9, NO. 6, JUNE 2019
Fig. 12. SnAg solder joint morphologies using D-NCFs at bonding pressures of (a) 30, (b) 50, (c) 80, and (d) 100 N.
TABLE II
DSC DYNAMIC SCAN PARAMETERS OF THE OZAWA METHOD
AT DIFFERENT DEGREES OF CURES FOR FAST CURE NCFS
At the initial state, t = 0, the temperature is T0 and thedegree of cure is 0%. Assuming that the cure reaction underthe temperature of curing on-set temperature is almost 0,T0 can be 0 K. Equation (4) can be integrated from α = 0 toα = α1
g(α1) =∫ α1
0
dα
f (α)= k0
T
∫ T
0e− E
RT dT . (6)
By Doyle’s approximation, rearranging (6) becomes
log T = logk0 E
g(α1)R− 2.315 − 0.4567
E
RT.
log(heating rate) = A − 0.4567E
RT(7)
To follow the Ozawa method, DSC measurements wereobtained at different heating rates of 2, 5, 10, 20, and40 ◦C/min. Then, DSC measurements were arranged in termsof the degree of cure and the temperature, as shown in Fig. 7.Finally, linear extrapolation following (7) was performed, asshown in Fig. 8 and Table II. The degree of curing of the topNCF layer at the SnAg solder melting temperature of 221 ◦C ata heating rate of 5 ◦C/s, which is the same heating rate during
Fig. 13. SnAg solder joint morphology after Sn etching using (a) D-NCFsand (b) single-layer NCFs.
Fig. 14. SnAg solder joints using (a) single-layer NCFs 1, (b) single-layerNCFs 2, and (c) D-NCFs immediately after TC bonding at 50 N.
TC bonding, can be seen, as shown in Fig. 9. Fast cure NCFs 3showed about 70% degree of cure at 221 ◦C.
In order to determine the viscosity of the NCFs at degreeof cure, the viscosity measurements were arranged by assum-ing 0% degree of cure at the minimum viscosity conditionand 100% degree of cure at the maximum viscosity condi-tion or full cure condition. Exponential approximations werecarried out in terms of viscosity and the degree of cure,assuming that the NCFs were cured at a constant and uniformrate by increasing temperatures. As shown in Fig. 10, fastcure NCFs 3 with about 70% degree of cure had a viscosityof 255 000 Pa·s in the approximation. Except for fast cureNCFs 3, fast cure NCFs could not have enough degree ofcure and viscosity. To prevent SnAg solder sidewall wetting,the viscosity of NCFs at 221 ◦C during TC bonding shouldbe more than the critical viscosity value of 255 000 Pa·s.
To verify the validity of the critical viscosity value, the sameapproximation was carried out using fast cure NCFs 2.As shown in Fig. 10, to exceed the critical viscosityof 255 000 Pa·s, the degree of cure should be more than 73%using the fast cure NCFs 2. By changing the heating rate
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

LEE et al.: EFFECT OF D-NCFs ON THE SOLDER SIDEWALL WETTING 1173
Fig. 15. Cumulative distribution of single-bump contact resistances of SnAg solder joints using (a) single-layer NCFs 1, (b) single-layer NCFs 2, and(c) D-NCFs during the thermal cycle test.
Fig. 16. SnAg solder joint morphologies using (a) single-layer NCFs 1, (b) single-layer NCFs 2, and (c) D-NCFs after the thermal cycle test.
Fig. 17. Cumulative distribution of single-bump contact resistances of SnAg solder joints using (a) single-layer NCFs 1, (b) single-layer NCFs 2, and(c) D-NCFs during PCT.
during TC bonding, from 5 ◦C/s to 4 ◦C/s, the degree ofcure showed about 80%, as shown in Fig. 11(a). As shownin Fig. 10(b), the SnAg solder sidewall wetting was com-pletely prevented. The validity of the critical viscosity value,255 000 Pa·s, to prevent the solder sidewall wetting of Cu-pillar was confirmed.
C. Bonding Pressure Optimization
In this paper, one D-NCFs with fast cure top NCFs andtwo kinds of single-layer NCFs were prepared. The D-NCFswere made using a 10-μm-thick fast cure top NCF layer anda 20-μm-thick single-layer NCFs. When the D-NCFs wereused, solder joint morphologies changed as the bonding pres-sures changed during TC bonding. As shown in Fig. 12,for bonding pressures less than 50 N, solder joining was
not completed. At 50-N bonding pressure, the solder wetta-bility on the Cu pad became better. At the bonding pressureof 80 N, molten solder was pushed out, indicating that bondingpressure was too high. Therefore, the optimized bondingpressure with the D-NCFs 3 was determined as 50 N. At abonding pressure below 50 N, the SnAg solder joints on the Cupad showed higher electrical resistance because of the highersolder joint gap height of the SnAg solder joint.
The SnAg solder joints morphologies after Sn etching areshown in Fig. 13. The SnAg solder reacted with Ni/Au finish,and the Cu–Ni–Sn IMC formed [15], [16]. The remaining Sncan be clearly observed between the Cu-pillar and Cu pad,when D-NCFs were used, because the SnAg solder did notwet the sidewall of the Cu-pillar. As a result, the solder jointgap height was almost doubled. However, there was almost
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

1174 IEEE TRANSACTIONS ON COMPONENTS, PACKAGING AND MANUFACTURING TECHNOLOGY, VOL. 9, NO. 6, JUNE 2019
Fig. 18. SnAg solder joint morphology using (a) single-layer NCFs 1, (b) single-layer NCFs 2, and (c) D-NCFs after 72-h PCT.
Fig. 19. (a) TMA and (b) DMA measurements of various NCFs.
no remaining Sn when using the single-layer NCFs, and thesolder joint gap height was narrow.
D. Reliability Test
The two single-layer NCFs had a thickness of 30 μm,while the D-NCFs had a 20-μm-thick bottom NCFs layer and10-μm-thick top NCFs layer. After TC bonding, thermal cycletest and PCT were performed on test vehicles bonded withD-NCFs and single-layer NCFs.
Fig. 14 shows SnAg solder joints immediately afterTC bonding at 50 N. The cumulative distribution of single-bump contact resistance during the thermal cycle test canbe seen in Fig. 15. After 2000 thermal cycles, due to thecoefficient of thermal expansion (CTE) mismatch of severalmaterials at the SnAg solder joint, all the SnAg solder jointsusing single-layer NCFs 1 failed. For those using single-layerNCFs 2, the single-bump contact resistance increased rapidlyafter 1500 thermal cycles, and finally, the SnAg solder jointsfailed. However, using the D-NCFs, the SnAg solder jointswere well maintained, as shown in Fig. 16.
And after 72-h PCT, similar results of the thermal cycletest were also observed, as shown in Figs. 17 and 18. Theremaining Sn at the solder joints was able to accommodateCTE mismatch thermo-mechanical stresses and hygroscopicswelling expansion resulting in no solder joint cracks.
E. Material Properties of NCFs
Two single-layer NCFs and the top NCF layer of theD-NCFs were evaluated. Their thermo-mechanical propertiesincluding glass transition temperature (T g), CTE, and mod-ulus are shown in Fig. 19 and summarized in Table III.
TABLE III
MATERIAL PROPERTIES OF VARIOUS NCFS
Because of the low T g of the single NCFs 1 at 123.5 ◦C,the SnAg solder joints failed under the thermal cycle testand PCT. With the single-layer NCFs 2, the improvedT g resulted in better reliability compared to the single-layerNCFs 1. However, the D-CNFs exhibited the best reliabil-ity results, even though the D-NCFs contained single-layerNCFs 1 as the bottom NCFs.
As a result, the reliability results come from the changesof solder joint morphology using D-NCFs, not from thedifferences of thermo-mechanical properties of NCFs. In thecase of the change of the gap height of Cu-pillar [17] andthe change of solder ball joint morphology [18], the similarresults could be verified.
IV. CONCLUSION
In this paper, a 40-μm pitch Cu-pillar/SnAg soldermicrobump assembly using new D-NCFs composed of topand bottom NCF layers was investigated. The effect of curingspeeds of the top NCF layer on solder joint morphologyand the effect of the change of solder joint morphology onthe thermal–mechanical reliability were also investigated. Forthe D-NCFs, the curing speeds and resulting viscosities weredetermined to be an important parameter to prevent solderwetting on the sidewall of the Cu-pillars. TC bonding at
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.

LEE et al.: EFFECT OF D-NCFs ON THE SOLDER SIDEWALL WETTING 1175
the optimized bonding pressure of 50 N prevented solderwetting on the sidewall of the Cu-pillars and maintainedexcellent solder joint shape without deforming the solderusing D-NCFs. The more remaining amount of Sn andhigher solder joint gab height were observed at the solderjoint using D-NCFs because of no solder sidewall wettingof Cu-pillar. After thermal cycle test and PCT, D-NCFsshow significantly better reliability results compared with theconventional single NCFs because of no solder joint cracks dueto the change of the solder joint morphology and the plentifulamount of remaining Sn at the solder joint. Even though thereis the complexity of fabrication of D-NCFs and the fast curingproperties of top NCFs, the superior D-NCF performance wasdue to no SnAg solder sidewall wetting of the Cu-pillars anddoubled gap heights.
REFERENCES
[1] P. Nilsson, A. Ljunggren, R. Thorslund, M. Hagstrom, and V. Lindskog,“Novel through-silicon via technique for 2D/3D SiP and interposer inlow-resistance applications,” in Proc. 59th Electron. Compon. Technol.Conf. (ECTC), May 2009, pp. 1796–1801.
[2] M. J. Wolf et al., “High aspect ratio TSV copper filling with differ-ent seed layers,” in Proc. Electron. Compon. Technol. Conf. (ECTC),May 2008, pp. 563–570.
[3] S. W. Ho, S. W. Yoon, Q. Zhou, K. Pasad, V. Kripesh, andJ. H. Lau, “High RF performance TSV silicon carrier for high frequencyapplication,” in Proc. 58th Electron. Compon. Technol. Conf. (ECTC),May 2008, pp. 1946–1952.
[4] J.-W. Shin, Y.-W. Choi, Y. S. Kim, U. B. Kang, S. K. Seo, andK.-W. Paik, “A novel double layer NCF for highly reliable micro-bumpinterconnection,” in Proc. IEEE 64th Electron. Compon. Technol. Conf.(ECTC), May 2014, pp. 1755–1758.
[5] R. Tummala, Fundamentals of Microsystems Packaging. New York, NY,USA: McGraw-Hill, 2001, pp. 400–409.
[6] L. Daniel and C. P. Wong, Materials for Advanced Packaging.New York, NY, USA: Springer, 2009, pp. 433–434.
[7] Y. Wang, D. T. Chu, and K.-N. Tu, “Porous Cu3Sn formation inCu-Sn IMC-based micro-joints,” in Proc. IEEE 66th Electron. Compon.Technol. Conf. (ECTC), May/Jun. 2014, pp. 439–446.
[8] H. Liu et al., “Effect of IMC growth on thermal cycling reliability ofmicro solder bumps,” in Proc. IEEE 15th Electron. Packag. Technol.Conf., Dec. 2013, pp. 836–839.
[9] S. Lee, J.-W. Shin, H. G. Lee, Y. S. Kim, and K.-W. Paik, “A study onthe double layer non conductive films (NCFs) for fine-pitch Cu-pillar/Sn-Ag micro-bump interconnection,” in Proc. IEEE 66th Electron. Compon.Technol. Conf. (ECTC), Jun. 2016, pp. 917–922.
[10] T. Vidil, F. Tournilhac, S. Musso, A. Robisson, and L. Leibler, “Controlof reactions and network structures of epoxy thermosets,” Prog. Polym.Sci., vol. 62, pp. 126–179, Nov. 2016.
[11] T. H. Chiang, Y.-C. Lin, Y.-F. Chen, and E.-Y. Chen, “Effect of anhydridecuring agents, imidazoles, and silver particle sizes on the electricalresistivity and thermal conductivity in the silver adhesives of LEDdevices,” J. Appl. Polym. Sci., vol. 133, no. 26, p. 43587, 2016.
[12] C. D. Doyle, “Kinetic analysis of thermogravimetric data,” J. Appl.Polym. Sci., vol. 5, no. 15, pp. 285–292, 1961.
[13] J. Zsako, “Kinetic analysis of thermogravimetric data,” J. Phys. Chem.,vol. 72, no. 7, pp. 2406–2411, 1968.
[14] C. D. Doyle, “Estimating isothermal life from thermogravimetric data,”J. Appl. Polym. Sci., vol. 6, no. 24, pp. 639–642, 1962.
[15] J.-W. Yoon et al., “Intermetallic compound layer growth at the interfacebetween Sn⣓Cu⣓Ni solder and Cu substrate,” J. Alloys Compounds,vol. 381, nos. 1–2, pp. 151–157, 2004.
[16] Y.-S. Park, Y.-M. Kwon, J.-T. Moon, Y.-W. Lee, J.-H. Lee, andK.-W. Paik, “Effects of fine size lead-free solder ball on the interfacialreactions and joint reliability,” in Proc. IEEE 60th Electron. Compon.Technol. Conf. (ECTC), Las Vegas, NV, USA, Jun. 2010, pp. 1436–1441.
[17] H.-Y. Son, G.-J. Jung, J.-K. Lee, J.-Y. Choi, and K.-W. Paik, “Cu/SnAgdouble bump flip chip assembly as an alternative of solder flip chipon organic substrates for fine pitch applications,” in Proc. 57th Elec-tron. Compon. Technol. Conf. (ECTC), Reno, NV, USA, Jun. 2007,pp. 864–871.
[18] Y.-S. Kim, S.-H. Kim, J. Shin, and K.-W. Paik, “Reliability improve-ment methods of solder anisotropic conductive film (ACF) joints usingmorphology control of solder ACF joints,” in Proc. IEEE 64th Elec-tron. Compon. Technol. Conf. (ECTC), Orlando, FL, USA, May 2014,pp. 841–845.
SeYong Lee received the B.S. degree in materialsscience and engineering from Hanyang University,Seoul, South Korea, in 2012, and the M.S. degreefrom the Korea Advanced Institute of Science andTechnology, Daejeon, South Korea, in 2014, wherehe is currently pursuing the Ph.D. degree with theNano-Packaging and Interconnect Laboratory.
His current research interests include packagingtechnologies using nonconductive films for flip-chipinterconnections.
HanMin Lee received the B.S. degree in materialsscience and engineering from Chungnam NationalUniversity, Daejeon, South Korea, in 2010, and theM.S. degree from the Gwangju Institute of Scienceand Technology, Gwangju, South Korea, in 2012.He is currently pursuing the Ph.D. degree with theNano-Packaging and Interconnect Laboratory, KoreaAdvanced Institute of Science and Technology, Dae-jeon.
He was a Researcher with Wafer Level Package,Amkor Technology, Incheon, South Korea, from
2013 to 2016. His current research interests include packaging technologiesusing nonconductive films for ultra-fine-pitch chip-on-board interconnection.
SangMyung Shin is currently pursuing the B.S. degree with the Nano-Packaging and Interconnect Laboratory, Korea Advanced Institute of Scienceand Technology, Daejeon, South Korea.
His current research interests include packaging technologies using film-type epoxy molding compound for wafer-level technology.
MinGu Jang is currently pursuing the B.S. degree with the Nano-Packagingand Interconnect Laboratory, Korea Advanced Institute of Science and Tech-nology, Daejeon, South Korea.
His current research interests include nonconductive films for multichipbonding on board interconnection.
TaeJin Choi is currently with Doosan Corporation,Yongin, South Korea.
His current research interests include packagingtechnologies using adhesive interconnections.
Kyung-Wook Paik received the B.S. degree inmetallurgical engineering from Seoul National Uni-versity, Seoul, South Korea, in 1979, the M.S.degree from the Korea Advanced Institute of Scienceand Technology (KAIST), Daejeon, South Korea,in 1981, and the Ph.D. degree in materials scienceand engineering from Cornell University, Ithaca, NY,USA, in 1989.
He was a Research Scientist with KAIST, from1982 to 1985, where he was involved in the develop-ment of gold bonding wires. He was a Senior Tech-
nical Staff Member with the Interconnect Multichip Module Technology andPower IC Packaging, General Electric Corporate Research and Development,Brookline, MA, USA, from 1989 to 1995. He rejoined the Department ofMaterials Science and Engineering, KAIST, as a Professor in 1995, wherehe is currently with the Nano-Packaging and Interconnect Laboratory and isinvolved in flip-chip bumping and assembly, adhesive flip-chips, embeddedcapacitors, and display packaging technologies.
Authorized licensed use limited to: Korea Advanced Inst of Science & Tech - KAIST. Downloaded on April 14,2020 at 07:37:42 UTC from IEEE Xplore. Restrictions apply.