Tehnologii neconventionale în deformarea plastica la rece save pag
10
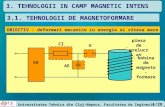
Aceasta abordare porne te de la premisa că energia consumată pe ș de unghiul sub care se vede semifabricatul, aceasta energie repreze sferice de energie ,aproximativ 4 / y π din întreaga energie concentrată în undă. 5.3.6. Interac iunea undelor de oc i a fenomenelor ț ș ș secundare cu semifabricatul Rezultatul tuturor fenomenelor ce au loc în camera de descărcar ,duc la apari ia impulsurilor de presiune pe simifabricat. Reparti ia câmpului de presiune pe ț ț semifabricat ,fenomenele ce apar la impactul undei de oc cu semifabricatulfac i la ora actuală ș ș obiectul studiilor teoretice i cercetărilor experimentale.În general însă, concl ș contradictorii i cu aplicabilitate restrânsă, deoarece comlexitatea fenom i mai ales ș ș instabilitatea lor(în special la descărcarea cu străpungerea direct ț la un grad de predictibilitate redus. Fig.5.31. Diagrama de evolutie a procesului de interac iune dintre fenomene ț impulsive i semifabricat. ș Semnifica ii: r ț c -raza canalului de descarcare ; r b -raza bulei de gaz (ini ial , r ț c = r b ;1- canalul de descarcare ; 2 -frontul undei de oc; ș 3 -grani a bulei de gaz; ț 4 -curba deformarii semifabricatului; 5 -evolu ia undei reflectate; ț 6 -zona lichidului de cavita ie; ț 7 -zonă suplimentară zonei 6; 8 -frontul undei de compresiune din interiorul zonei de ț 9,10,11- unde de compresiune datorate încărcărilor repetate ; 12,13 -zone de cavita ie. ț Multe studii pornesc de la ipoteza unei analogii între i ș explozia încărcăturilor brizate în apă. Aceasta însă nu poate fi ge ț între formele surselor de energie ; astfel ,explozia electrohidraul liniara , pe când încarcăturile explozive sunt considerate , în maj i surse ș punctiforme. În lucrarea [7] este redat un studiu de caz particular al proce ț fenomenele impulsive i semifabricat este egală cu distan a dintre axa desc i semifabricat ș ș ț (fig. 5.31.). Sunt eviden iate trei etape de desfă urare a procesul ț ș -prima etapă începe în momentul impactului undelor de oc cu semifabricatul i se ș ș termina în momentul apari iei cavita iei (momentul în care presiunea în fa ă ț ț ț Tehnologii neconventionale în deformarea plastica la rece
-
Upload
mihai-dumitru-giani -
Category
Documents
-
view
166 -
download
2
Transcript of Tehnologii neconventionale în deformarea plastica la rece save pag
Tehnologii neconventionale n deformarea plastica la rece Aceasta abordare pornete de la premisa c energia consumat pentru deformare depinde de unghiul sub care se vede semifabricatul, aceasta energie reprezentnd ,n cazul unei surse sferice de energie ,aproximativ y / 4 din ntreaga energie concentrat n und. 5.3.6. Interac iunea undelor de oc i a fenomenelor secundare cu semifabricatul Rezultatul tuturor fenomenelor ce au loc n camera de descrcare , de orice natur ar fi ele ,duc la apariia impulsurilor de presiune pe simifabricat. Repartiia cmpului de presiune pe semifabricat ,fenomenele ce apar la impactul undei de oc cu semifabricatulfac i la ora actual obiectul studiilor teoretice i cercetrilor experimentale.n general ns, concluziile teoretice cunt contradictorii i cu aplicabilitate restrns, deoarece comlexitatea fenomenelor ce apar i mai ales instabilitatea lor(n special la descrcarea cu strpungerea direct a spaiului dintre elecrozi) duc la un grad de predictibilitate redus.
Fig.5.31. Diagrama de evolutie a procesului de interac iune dintre fenomenele impulsive i semifabricat. Semnifica ii: rc-raza canalului de descarcare ; rb-raza bulei de gaz (iniial , rc = rb; 1canalul de descarcare ;2-frontul undei de oc;3-grania bulei de gaz; 4-curba deformarii semifabricatului; 5-evoluia undei reflectate; 6-zona lichidului de cavitaie; 7-zon suplimentar zonei 6; 8-frontul undei de compresiune din interiorul zonei de cavitaie; 9,10,11-unde de compresiune datorate ncrcrilor repetate ; 12,13-zone de cavitaie. Multe studii pornesc de la ipoteza unei analogii ntre explozia electrohidraulica i explozia ncrcturilor brizate n ap. Aceasta ns nu poate fi generalizat datorit diferenelor ntre formele surselor de energie ; astfel ,explozia electrohidraulica este ntodeauna o surs liniara , pe cnd ncarcturile explozive sunt considerate , n majoritatea cazurilor , ca i surse punctiforme. n lucrarea [7] este redat un studiu de caz particular al procesului de interaciune dintre fenomenele impulsive i semifabricat este egal cu distana dintre axa descrcrii i semifabricat (fig. 5.31.). Sunt evideniate trei etape de desfurare a procesului ; -prima etap ncepe n momentul impactului undelor de oc cu semifabricatul i se termina n momentul apariiei cavitaiei (momentul n care presiunea n fa se anuleaz).
Tehnologii neconventionale n deformarea plastica la rece -a doua etap este considerat a fi aciunea fluxului hidraulic cavitaional . -a treia etapa este aciunea fluxului hidraulic postcavitaional. Momentul apariiei cavitaiei se poate defini prin relaia:
tk =
ln 1
(5.39)
n care mrimea este considerat a fi msura ineriei relative a semifabricatului, definit prin: c = 0 0 (5.40.) m unde 0 -densitatea mediului de transmitere ;c0-viteza sunetului n mediul de transmitere ; m-masa semifabricatului. TABELUL 5.3Nr . ctr 1 2 Tip semifabricat Tabla pentru constructii mecanice STAS 901-90 Tabla neagra II U, STAS 1946-80 Tabla pentru ambutisare A3 n-02 STAS 9485-80 Tabl zincat I , STAS 2028-80 Grosimea materialului [mm] Natura materialului OL 37 recopt STAS 500/2-80 OL 34 recopt, STAS 500/2-80 otel carbon cu compoziia chimica conform STAS 1988+80 OL34 recopt, STAS 500/2-80 Rezistenta la rupere Rm[MPa] 330460 Limita de curgere RC [MPa] 240 210 240 20 210 Alungirea la rupere A[%] 16 22
1,25 0,14 1,50 0,15 1,00 0,12 0,5 0,080,5 0,07 0,75 0,09
20 20
290410
3 4
270370 290410 20
34 22
n ceea ce privete modul de deformare al materialului la ambutisare , experimentele efectuate [21] n regim monoimpuls pe diferite tipodimensiuni de materiale(tab. 5.3) i studiul profilelor pieselor obinute (fig.5.3)au relevat existena ,la fundulpiesei ambutisate ,a unei zone aproape aplatizat, cu un diametru variabil D1 i o raz de curbura foarte mare ,de asemenea variabil. n cazul tablelor subiri de 0,7 i 0.5 mm, aceast zon este vizibil cu ochiul liber.
Fig.5.32. Profile obinute la ambutisarea monoimpuls. 1-U0=26,8Kv ; 1= 50 mm; h= 40 mm; OL37 g= 1,5 mm; smax= 9,7 mm;
Tehnologii neconventionale n deformarea plastica la rece 2- U0 =30Kv; 1 = 50 mm; h = 60 mm; OL 37g = 1,5 mm; smax= 13,2 mm; 3- U0 =26,8 Kv; 1 = 60 mm; h = 60 mm; A 3 g = 0,5 mm; smax= 22,5 mm; n aceste condiii, fenomenul poate fi asemnat cu cel produs prin aplicarea unui impuls de presiune uniform distribuit (sau cu raz de curbur foarte mare a frontului undei de oc ), pe o zon circular de diametru D2>D1 (fig. 5.33). Astfel, unda de oc lovete semifabricatul plan n poziia 1, ducndu-l n poziia 2, acest parcurs fiind caracterizat printr-o tendin redus de formare a cutelor (localizat n poriunea de sub inelul de reinere). ncepnd cu poziia a 2, datorita creterii adncimii de ambutisare, contracia transversal crete , tendina de formare a cutelor este tot mai accentuat,semifabricatul fiind frnat puternic Fig.5.33. Etapele de deformare la solicitarea datorit frecarilor cu monoimpuls inelul de reinere i cu matria. Zona de formare a cutelor se extinde spre centrul semifabricatului, zona central ncepnd s se aplatizeze datorit a dou tentine contrare: -cea de frnare datorat apariiei cutelor -cea de deplasare datorat existenei n continuare a unei presiuni cu p>pnec n zona centrala. n final, semifabricatul se oprete n poziia 3, uoar curb a zonei de diametrul D1 datorndu-se diferenei de presiune ca urmare a unghiului de incidenta diferit a frontului undei de oc odat cu creterea lui D1. Schema generala de deformaie i diagramele de variaie ale gradelor de deformare ( radial , tangenial i axial g ) la solicitarea monoimpuls a semifabricatelor plane de tabl, sunt prezentate n figura 5.34. Se contureaz astfel 3 zone principale pe piesa ambutisat: - zona T, cu un diametru variabil D1, avnd caracteristicile unei zone cu solicitare de ntindere biaxiala locala i subiere puternic, cu o raz de curbur mare, n unele cazuri aproape aplatizat . - zona , caracterizat de existena cutelor (contracie transversal) i de o variaie aproape liniara a adncimii de ambutisare s (tendina de cutare se reduce odat cu creterea raportului g/D) Fig. 5.34. Schema generala de deforma ie i varia ia gradelor de deformare la ambutisarea monoimpuls a semifabricatelor plane
Tehnologii neconventionale n deformarea plastica la rece - zona , cu contracie transversal accentuat i tendin de ngroare a materialului. Curbele i reprezint poziiile poziiile posibile ale lui fa de solicitarea transversal . Pentru g/D 100 0,5, tendina de cutare se manifest doar spre exteriorul poriunii de flans a semifabricatului, datorit rigiditaii mai mari a acestuia. Acest fapt duce la o aplatizare a curbelor de variaie ale lui , i g i implicit, la valori mai mici ale contraciei transversale. Pentru exemplificarea celor de mai sus, n figura 5.35 este trasat o diagram de variaie a gradelor de deformare pentru OL 37. n figura 5.36. sunt prezentate cteva piese ambutisate n regim monoimpuls. n cazul necesitaii obinerii de piese cu adncimi mari de ambutisare, prelucrarea ntr-un singur impuls este, evident, insuficient. Se recurge astfel la ambutisarea multiimpuls, n regim lovitur cu lovitur sau regim automat (tren de impulsuri). Pentru a sugera schimbrile ce intervin la profilul piesei ambutisate n regim multiimpuls, se ia exemplu din figura 5.37. Urmrind evoluia profilului, n cazul n care nu se fac nici un un fel de modificri ale parametrilor initiali, se constat creterea curburii fundului piesei ambutisate (zona I) ca urmare a micorarii valorii diametrului util D2 pe care acioneaz presiunea p pnec.
Tehnologii neconventionale n deformarea plastica la rece
Micorarea acestui diametru are o cauz principal n mrirea distanei dintre axa descrcrii i semifabricat dar i n creterea rezistenei la deformare a semifabricatului ca urmare a creterii tendinei de cutare i, implicit, a creterii forelor de frecare. Deasemenea, datorit acelorai fenomene, se remarc o liniarizare i mai puternic a zonei de trecere dintre fundul piesei i poriunea de flan .(curbele 1,2,3 fig. 5.37)
.
Fig.5.37. Profilul piesei la ambutisarea multiimpuls T.Z., g =0,5 mm; U0 = 26,8 Kv; hinitial = 70 mm; 1 = 50 mm; 1 = un impuls; 2 = dou impulsuri; 3 = trei impulsuri; 4 = patru impulsuri;5 = cinci impulsuri. La deformarea n continuare a semifabricatului, prin mrirea numrului de impulsuri aplicate, poate apare blocarea procesului de ambutisare datorit caderii presiunii pe semifabricat sub cea necesar (fig. 5.38.) . La aplicarea urmtoarelor impulsuri, lucrurile se schimb radical, tendinele zonelor amintite fiind exact inverse (curbele 4 i 5, fig. 5.37). Dac la un moment dat, se coboar axa descrcrii n cavitatea semifabricatului, modul de deformare se schimb din nou. Intervine din nou o micorare a razei de curbur pe zona i o mrire a acesteia pe zona . Fig. 5.38. Apariia blocajului la ambutisarea multiplus T.Z., g = 0,5 mm; U0 = 26.824V ; hiniial =70 mm; Tehnologii neconventionale n deformarea plastica la rece pag. La continuarea aplicrii impulsurilor, tendinele rayelor de curbur se schimb iari, n mod asemntor unui proces ciclic.
Se poate trage concluzia c modul de deformare la impulsul primar este hotrtor n ceea ce privete deformarea ulterioar a semifabricatului, n regimul multiimpuls. O deformare primar corect, fara cute, ntrzie amorsarea acestora pn la grade relativ mari de deformare. La prelucrarea multiimpuls, apariia cutelor nu poate fi deplin nlturat (FIG. 5.39). Din acest motiv se va prevedea un adaos tehnologic pentru tundere, cu nlime ce poate atinge 15.20% din nlimea pieseiambutisate.
Fig.5.39. Aspectul general al unor piese ambutisate cu adncimi mari de ambutisare Referitor la cele dou regimuri posibile de lucru, automat i, respectiv, lovitur cu lovitur, este de amintit faptul c lucrul n regim automat, cu timpi mici ntre descrcri, poate avea ca efect creterea adncimii maxime de ambutisare smax cu pn la 25%. n concluzie, n urma experrimentelor i analizelor efectuate se poate afirma c starea de deformare la ambutisare prin electohidroimpulsuri este neuniform i neomogen, schema de deformatii modificndu-se aproape la fiiecare impuls. Zona cea mai solicitat este poriunea central a semifabricatului, aici aprnd primele amorse de rupere. Deasemenea , modificarea parametrilor procesului n timpul desfsurrii acestuia, n scopul mririi presiunii utile captate de semifabricat, duce la o reluare ciclic a mecanismului de deformare. Referitor la distribuia de presiune pe semifabrict, este normal ca aceasta s depind de zonele de variaie ale formei frontului undei de oc. Pentru zona de simetrie cilindric este evident faptul c distribuia de presiune datorat undelor de oc, la un moment dat depinde de direcia de masurare n raport cu axa descrcrii, datorit formei specifice a frontului undei de oc. In figura 5.40. este prezentat un astfel de exemplu de distribuie a presiunilor maximale pe suprafaa semifabricatului plan. Experimentele efectuate pe semifabricate reale au dovedit c aceast distribuie difereniat de presiune nu duce la modificri semnificative ale adncimii de ambutisare dupa cele dou direcii. Ca urmare, din punctul de vedere al efectului fizic produs, acest distribuie difereniat se poate nlocui cu o distribuie cu lege de variaie constant pe ntreaga suprafa a semifabricatului, egal cu media valorilor maximale ale presiunii, pentru orice raz ri considerat dup cele dou direcii.
Tehnologii neconventionale n deformarea plastica la rece
Fig. 5.40. Distribuia presiunilor maximale ale undei de oc pe suprafaa semifabricatului, n zona de simetrie cilindric. U0 = 30,8 kV ; C = 8 F; l = 50 mm; h = 100 mm direc longitudinal; n direc transversal pe axa descrcrii. n ia ie Pentru valori ale parametrilor circuitului de descrcare cuprinse ntre : U0 = 20 40 kV, 1 h/ l 2,5, C = 4 8 F, L = 3,2 H, functiile de aproximaie ale distribuiei de presiune pe raza semifabricatului, pot fi folosite sub forma unor polinoame de gradul 4 : - pentru presiunea n direcie longitudinal: Pli r r2 r3 r4 = 1,037 0 ,359 i 0 ,601 i 2 2 ,765 i 3 + 2 ,803 i 4 Pmax R R R R - pentru presiunea n direcia transversal pe axa descrcrii: Pti r r2 r3 r4 = 1,089 3,171 i + 2 ,385 i 2 + 1,292 i 3 1,459 i 4 Pmax R R R R - pentru presiunea rezultant: Prezi = Pli + Pti 2
(5.41)
(5.42)
(5.43)
respectiv
unde Pli, Pti i Pmax reprezint presiunea corespunztoare razei curente considerate ri i Tehnologii neconventionale n deformarea plastica la rece
presiunea maxim n centrul semifabricatului, ambele fiind determinate pe cale experimental;
R- raza maxim a semifabricatului Pentru zona de tranziie cilindric-sferic a formei frontului undei de oc: Pi ri ri2 ri3 ri 4 (5.44) = 1,027 0,128 7 ,067 + 11,155 4,873 4 Pmax R R R R Pentru zona de simetrie sferic nu s-au constatat diferene semnificative ale distribuiei de presiune fa de cea determinat pentru zona de simetrie cilindric, n direcie transversal pe axa descrcrii. n aceste condiii, relaia (5.42) se poate utiliza i pentru aceast zon. In baza rezultatelor exprtimentale obinute [21], se poate spune c, pentru prelucrarea multiimpuls n regim automat nu exist diferene semnificative ale valorilor maximale de presiune i nici ale distribuiei acesteia pe suprafaa semifabricatului (pentru fiecre impuls luat separat) fa de prelucrarea monoimpuls, cu excepia cazurilor n care timpul ntre dou descrcri succesive este foarte mic. Fig.5.41. Distribu ie teoretic de presiune n zona de simetrie cilindric. U0 =23,6kV; C = 8F; l = 40 mm; h = 90mm Explicaia acestor abateri (abateri legate, mai ales, de valoarea presiunii maxime ) de la regulile const n modificarea condiiilor de realizare a strpungerii. Astfel, dup strpungerea iniial, este nevoie de un anumit timp pentru ca spaiul de ap dintre electrozi s se refac. Dac timpul ntre dou descrcri succesive (care depinde de durata de ncrcare a condensatoarelor ) este mai mic dect acest timp de refacere a spaiului dintre electrozi, atunci descrcarea ulterioar se amorseaz nu pe un spain de ap, ci pe un amestec neomogen de ap i bule de gaz, practic incontrolabil, ceea ce modific complet condiiile descrcrii iniiale. Experimentele efectuate au artat c, pentru orice combinaie a parametrilor electrici ai circuitului de descrcare, efectele maxime asupra adncimii se obin la valori ale raportului 1 h/l 2. ntruct din punct de vedere tehnologic , acesta este aspectul de cea mai mare importan, consideraiile care urmeaz se limiteaz la domeniul pe care se respect inegalitatea de mai nainte. Pe baza diagramelor smax= f (h) fig. 5.42 , se poate trage concluzia conform creia, pe poriunile pe care se respect inegalitatea considerat, variaia funciei obiectiv smax poate fi asimilat unei variaii liniare, alegndu-se ca variabil de decizie, presiunea maxim Pmax. Astfel, variaia smax = Tehnologii neconventionale n deformarea plastica la rece f (Pmax) poate fi exprimat sub forma unei regresii liniare de forma: Smax = a0 + a1 (0,80,9) Pu (5.45)
unde smax n mm, iar Pmax = (0,80,9) Pu n MPa, coeficientul numeric lund n considerare pierderile de presiune datorate undelor reflectate de la semifabricat. TABELUL 5.4 Tipul materialului Tabl zincat, g = 0,5 mm Tabl pentru ambutisare A 3 n 02, g =0,5mm Tabl zincat, g = 0,7 mm Tabl neagr g =1mm Tabl OL 37, g = 1,2 mm Tabl OL 37, g = 1,5 mm a0 - 5,56 - 12,12 -15,00 -16,19 -17,18 -15,99 a1 0,626 0,727 0,751 0,686 0,647 0,570
Valorile coeficienilor a0 si al pentru ase tipuri de materiale sunt prezentate n tabelul 5.4. Domeniile de variaie ale parametrilor descrcrii la care se limiteaz folosirea funciilor de regresie liniare prezentate sunt: U0 = 2045 kV , C = 48 F , l =3080 mm, h = 30160mm,la combinaii ale parametrilor geometrici care respect inegalitatea l h/ l 2, n regim de flan mobil.
In figura 5.43 s-au reprezentat dreptele de regresie pentru 3 tipuri de materiale avnd aproximativ aceeasi limit de curgere, dar grosimi de semifabricat diferite. Cole [9] indic urmatoarea relaie de calcul pentru adncimea maxim de ambutisare (msurat n centrul piesei ambutisate ); s max P = max 0 c 0 2m 1 R g 1 c 1/ 2
(5.46)
unde RC limita de curgere a materialului smifabricatului . Tehnologii neconventionale n deformarea plastica la rece
Pentru o mai bun concordan cu rezultatele experimentale se propune[ 40 ] ca relaia ( 5.46) s fie nmulit cu valoarea 1 + . 4
Fig. 5.43. Dreptele de regresie ale lui smax pentru semifabricate cu 210 MPa. A,b-TZ. g = 0,5 mm; al , b T.N. g = 1 mm;a2,b2-T.Z. g=0,7 mm
cu Rc
n ceea ce privete determinarea profilului piesei, o relaie de legtur dintre acesta i distribuia de presiune (pe semifabricatul plan) ar fi valabil doar n cazul prelucrrii monoimpuls deoarece, dup primul impuls, distribuia de presiune sw schimb de la un impuls la altul datorit modificrii formei piesei i, evident , a incidenei undei de oc. Din acest motiv s-a preferat determinarea profilului n funcie de smax , piesele aflndu-se oricum n aceeai zon de variaie a formei frontului undei de oc i anume cea cu efect tehnologic maxim. Astfel, pentru fiecare material se poate exprima o dependen polinominal de gradul trei, sub forma: s max si ri ri 2 ri3 = a 0 + a1 + a 2 2 + a3 3 (5.47) s max R R R unde si reprezint adncimea de ambutisare corespunztoare razei curente ri. Astfel, au fost determinate urmtorele expresii: - pentru tabl din OL 37 cu g =1,5 mm: s max si r r2 r3 = 0,309 i 0 ,55 i 2 + 1,185 i 3 s max R R R - pentru tabl din OL 37 cu g = 1,2 mm i tabl neagr cu g = 1mm: s max s i r r2 r3 = 0 ,157 i + 0,145 i 2 + 0 ,64 i 3 s max R R R (5.48)
(5.49)