Status of Hybrid Qualification and Tender
12
1 JD.Berst, U. Goerlach, CMS TRK APR 2003 Status of Hybrid Qualification and Tender • Final Technical Specifications – Hybrid types – Quality control, intermediate tests and inspections – Some results on FE-Hybrids w.r.t. these criteria • Visual inspections • Bonding • … • Delivery Profile of Pre-Production • Delivery Profile of Tender
description
Status of Hybrid Qualification and Tender. Final Technical Specifications Hybrid types Quality control, intermediate tests and inspections Some results on FE-Hybrids w.r.t. these criteria Visual inspections Bonding … Delivery Profile of Pre-Production Delivery Profile of Tender. - PowerPoint PPT Presentation
Transcript of Status of Hybrid Qualification and Tender

1JD.Berst, U. Goerlach, CMS TRK APR 2003
Status of Hybrid Qualification and Tender
• Final Technical Specifications– Hybrid types
– Quality control, intermediate tests and inspections
– Some results on FE-Hybrids w.r.t. these criteria
• Visual inspections
• Bonding
• …
• Delivery Profile of Pre-Production
• Delivery Profile of Tender

2JD.Berst, U. Goerlach, CMS TRK APR 2003
FE-Hybrids Types
• Latest modifications in April 2003• Lamination onto ceramic stiffener
is a very critical operation• 12 different types of combinations
(the opposite of what was originally intended!!)– TIB, TOB, TEC
– 4 or 6 APV
– Connector up and down
– r and stereo ceramic (5)1 TEC, 2 TOB, 2 TIB
• APV25, positioning and bonding• Thermal cycle (simple, no bias)• Final acceptance test FHIT
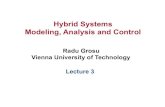
I . 1 . 1 T O B _ 4 _ r _ u p
T y p e n a m e T O B _ 4 _ r _ u p _ 3 0 2 _ 1 6 7 1 C i r c u i t m u l t i c o u c h e s : I P C - A - 6 0 0 F
Q u a t r e c o u c h e s c o n d u c t r i c e s r é a l i s é e s s u r d e u x p l a n s C u i v r e 1 8 m i c r o n s d o u b l e f a c e , r e c h a r g é s s u r u n c ô t é j u s q u ’ à 3 0 m m a x i m u m p a r c u i v r a g e é l e c t r o l y t i q u e
F e u i l l e s P o l y i m i d e ( E s p a n e x ) 2 5 µ m , c o l l é e s p a r u n a d h é s i f v u l c a n i s é à c h a u d D u p o n t L F 2 0 0
L e s f e u i l l e s m u l t i c o u c h e s s e t e r m i n e n t p a r u n e e x t e n s i o n s o u p l e a v e c u n c o n n e c t e u r
M o n t a g e d e c o m p o s a n t s S M D I P C - A - 6 1 0 - C : C o m p o n e n t Q u . T y p e R 5 % 1 6 0 4 0 2 R 1 % 4 0 6 0 3 C 1 0 % 1 7 0 4 0 2 C 1 0 % 2 1 2 0 6 P L C C 2 2 4 b r o c h e s , p a s 0 . 5 m m P L C C 1 3 2 b r o c h e s , p a s 0 . 5 m m C o n n e c t e u r N A I S 1 4 0 b r o c h e s , p a s 0 . 8 m m
p o s i t i o n u p J 1 4 A S I C s , p u c e s n u e s ( A P V 2 5 ) à m o n t e r a v e c
u n e p r é c i s i o n é l e v é e e t à c o n n e c t e r s e l o n I P C -S M - 7 8 4
P o s i t i o n s : I C 1 I C 2 . . . . I C 5 I C 6
C M S H y b r i d S t r u c t u r e
C o p p e r 1 8 + 1 2 μ P o l y i m i d e 2 5 μ
S o l d e r M a s k 2 0 μ
g l u e 5 0 μ D u p o n t L F 2 0 0
C e r a m i c A l 2 O 3 3 8 0 μ
V i a s
F l e x i b l e C a b l eC o v e r l a y 2 5 μ + G l u e 2 5 μ g l u e
C o p p e r 1 8 + 1 2 μ
C o p p e r 1 8 μ
C o p p e r 1 8 μ
P o l y i m i d e 2 5 μ
A l i g n e m e n t h o l e s
T O B _ u pU G / J D B 3 - f e b - 0 3
g l u e 5 0 μ( 3 M I s o t a c 9 4 6 0 )
( E s p a n e x )
4 0 p i n N A I S
F i c h i e r s : f t p : / / l e p s i . i n 2 p 3 . f r / p u b / b e r s t / C M S _ H Y B R I D S _ A O / T O B S c h é m a s c m s _ t o b _ u p _ d o w n _ v 1 2 _ s c h e m a t i c A 3 . p s T o p o l o g i e ( G e r b e r ) c m s _ t o b _ u p _ d o w n _ v 1 2 . z i p T o p o l o g i e ( p d f ) c m s _ t o b _ u p _ d o w n _ v 1 2 . p d f L i s t e d e s c o m p o s a n t s c m s _ t o b _ u p d o w n _ v 1 2 . b o m D i a g r a m m e d e b o n d i n g
c m s _ t o b _ u p _ d o w n _ v 1 2 _ b o n d i n g _ a p v _ 1 2 . g i f c m s _ t o b _ u p _ d o w n _ v 1 2 _ b o n d i n g _ a p v _ 1 2 _ d e t a i l . g i f c m s _ t o b _ u p _ d o w n _ v 1 2 _ b o n d i n g _ a p v _ 5 6 . g i f c m s _ t o b _ u p _ d o w n _ v 1 2 _ b o n d i n g _ a p v _ f r o n t . g i f
C e r a m i c r i g i d i f i e r F i c h i e r : T O B M 2 1 5 4 P L _ 0 . p d f c m s t k o b m 0 0 2 7 _ c o p y . d x f
C a r t e d ’ i n t e r f a c e ( f o u r n i e p a r l ' a d m i n i s t r a t i o n ) T O B / T E C t y p e T e s t s d e r é c e p t i o n : a p r è s c y c l e t h e r m i q u e V o l . d e l a P r o d u c t i o n T O B _ 4 _ r _ u p _ 3 0 2 _ 1 6 7 1 1 0 5 0 p c s P r o f i l d e l i v r a i s o n : A 1 B 1 B 2 B 3 B 4 B 5 B 6
I C 1 I C 2 I C 3 I C 4 I C 5 I C 6

3JD.Berst, U. Goerlach, CMS TRK APR 2003
Quality Control• IPC-A-600F and IPC-A-610C, class 3
• Lamination:
– detailed procedure, although recent failure is not understood.
– Crucial visual inspection of lamination after all processing steps
• Cleaning: has improved after some iterations
• APV positioning and bonding is crucial (cost driving?) element
– Certainly at limit of industrial standards
– Detailed specs for precision placement and bonding
• Dicing of APV-wafer is included as an option (1), ask for separated costing
• Trace-ability of APVs at Wafer level
• Trace-ability of individual APVs: Option (2)
• Short temperature cycle is an option (3)
• FHIT final functionality test (100%) and record for DB

4JD.Berst, U. Goerlach, CMS TRK APR 2003
Positioning of APVs
Montage APV IPC-SM-784 Position relative entre APV
Précision en x (95% des circuits)
22 µm Min-max
Précision in x (<5% des circuits)
40 µm Min-max
Précision en y 50 µm Min-max pour 4 coins des APV
Variation de hauteur < 200 µm total Position absolue des APV
Précision en x
50 µm Min-max

5JD.Berst, U. Goerlach, CMS TRK APR 2003
Positioning of APVs• TOB, Hybrid SA, 1st series, 55 measured• Kapton on ceramic• Overall shrink: 27 µm
0-50-40-1
95% should be in this area

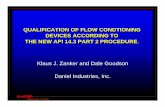
6JD.Berst, U. Goerlach, CMS TRK APR 2003
Positioning of APVs• TOB, Hybrid SA, 2nd series, 45 measured• Kapton on ceramic• Overall shrink: 31 µm
0-50-40-1
95% should be in this area

7JD.Berst, U. Goerlach, CMS TRK APR 2003
Positioning of APVs
• TIB, Hopp, series of 40 measured• Overall shrink FR4: 15 µm
APV0-5APV0-4APV0-1
95% should be in this area

8JD.Berst, U. Goerlach, CMS TRK APR 2003
Bonding StrengthBonding IPC-SM-784 25 µm AlSi Force
d'arrachement Val. moyenne 5 g RMS < 1g
Minimum 3 g
Hauteur de boucles 50 - 400 µm Distance libre au
bord des puces > 50 µm
Diagrammes A respecter sans déviation Taux de réparations
par livraison Autorisées sur 5% des hybrides Maximum de 5 réparations par hybride Maximum de 1 réparation par plage de connexion
GS-Hopp, TIBHybrid_SA, TOB

9JD.Berst, U. Goerlach, CMS TRK APR 2003
Pre-Production I« M900 »• 300 TOB ordered (ceramic)
– 16+80 delivered December 2002• 78 -> CERN
– 31 FNAL– 5 UCSB– 2 KA– 40 CERN
• 29 with PA (25 bonded), 5 active thermal cycle
– 100 delivered end Jan 2003, – bad laminationbad lamination– Can only be used for system tests
– 20 TOB made in Feb/March, OK given end March– 80 to be done, in production
– Lamination complete– 50 finished, 45 ok with FHIT, now in Strasbourg– 26 will be ready today– FHIT remained at factory
• 200 TIB and 200 TEC ordered in Jan 2003
Problem not understood!

10JD.Berst, U. Goerlach, CMS TRK APR 2003
Pre-Production II« Large volume order by CERN »– 4370 TEC/TIB/TOB ordered, – 200+200+4370 considered as single production– With new designs never prototyped!– Qualification batch: 3 lots of ca. 100 in production
• Lamination of TEC about to start after electrical test• Also bad circuits will be laminated for tests• Evaluation sample, delivery ca. May 6:
– 10 TOB: 5x 4-APV_rphi_down, 5x 6-APV_rphi_up– 10 TIB: 5x 4-APV_rphi_down, 5x 6-APV_stereo_up– 10 TEC: 5x 6-APV_down, 5x 4-APV_up
• 3x 90 TOB, TIB, TEC delivery (2 weeks) not before May 20
– Production batches• Start May 6(?), circuits tested mid June• Lamination starts June 20, 600-800 pcs/ week, finnish end July• Assembly and test: could start June 23, 600/week• Delivery to CERN starts July 7, finish beginning of Sept

11JD.Berst, U. Goerlach, CMS TRK APR 2003
Tendering Status• Technical specifications are « frozen »• Documents for French administration:
– Translation of Technical Specification into French • CCPT, Cahier des Clauses Techniques Particulières• CCAP, Cahier des Clauses Administratives Particulières • RDC, Règlement de la Consultation• Journal officiel des communautés européennes
– All submitted on Monday, 07/04 to in2p3
• Official Start of Tendering 15th of April 2003– All documents are/will be available on the ftp site:
ftp://lepsi.in2p3.fr/pub/berst/CMS_HYBRIDS_AO /TIB; /TOB; /TEC;
– “Appel d’offre ouvert”– Open for 52 days (end 17 June 17:00)
• Opening of letters in week 25 (16/06)• Place Contract before 14th of July

12JD.Berst, U. Goerlach, CMS TRK APR 2003
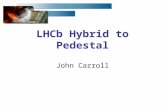
Production Delivery Profile Livraison par mois et type
total TOB TIB TEC
Ens
embl
e m
ois
4_ r _
dow
n 16
72
4_ r _
up
1671
6_r
_ up
16
73
4_
ster
eo_
up
167
5
4_st
ereo
_dow
n 16
76
Sou
s-to
tal
4_r
_dow
n 16
68
6_r
_dow
n 16
70
6_st
ereo
_dow
n
1678
6_st
ereo
_up
1677
sou
s-to
tal
4_up
16
63
6_up
16
65
6_ d
own
1666
sou
s-to
tal
A1 + 4 2700 200 350 350 150 150 1200 200 150 100 200 650 550 150 150 850 B1 + 2 1590 150 250 150 550 200 100 100 400 400 140 100 640 B2 + 3 1750 300 220 150 670 200 200 400 400 140 140 680 B3 + 4 1620 300 150 450 130 200 170 500 400 140 130 670 B4 + 5 1450 130 220 150 500 130 100 230 450 140 130 720 B5 + 6 1320 100 100 130 130 460 130 150 280 450 130 580 B6 + 7 1070 750 170 150 1070 B1 - B6 8800 380 700 690 430 430 2630 590 400 200 620 1810 2850 730 780 4360
Total 11500 580 1050 1040 580 580 3830 790 550 300 820 2460 3400 880 930 5210