Six Jours pour Six Sigma - Freelfauret.free.fr/cours/qualite.pdf · Six Sigma Introduction au Six...
112
6σ Six Sigma Introduction au Six Sigma F. Bergeret, version 2007 6σ Ce matériel est la propriété d’IPPON et ne peut être reproduit ou réutilisé à des fins de formation sans autorisation
Transcript of Six Jours pour Six Sigma - Freelfauret.free.fr/cours/qualite.pdf · Six Sigma Introduction au Six...

6σSix Sigma
Introduction au Six Sigma
F. Bergeret, version 2007
6σ
Ce matériel est la propriété d’IPPON et ne peut être reproduit ou réutilisé à des fins de formation sans autorisation

6σ
2
Objectifs de la formation
Former à la méthode Six Sigma et aux techniques statistiques
• les candidats Green Belt et Black Belt
• Les personnes utilisant le Six Sigma
Pratiquer le Six Sigma par des exercices
Utiliser un logiciel statistique pour analyser des données

6σ
3
Plan de la Formation
Partie 1 : Introduction
Partie 2 : Définition du projet Six Sigma
Partie 3 : Mesure de la performance
Partie 4 : Analyse des causes origines
Partie 5 : Amélioration
Partie 6 : Contrôle de la performance

6σ
44
Introduction

6σ
5
Introduction
Les fondations du Six Sigma
Choix de projets et exemples réels
Revue des méthodologies Six Sigma

6σ
6
Les fondations du Six Sigma

6σ
7
Six Sigma fédérateur
De grands qualiticiens ont posé les fondations du Six Sigma
• Shewhart
• Deming
• Juran
• Taguchi
Six Sigma insiste sur la mesure et les méthodes statistiques

6σ
8
L’apport de Shewhart
Comprendre les variations
• Les phénomènes physiques sont sujets à des variations aléatoires
• Invention du SPC
Méthodologie structurée de résolutionde problème
• Plan / Do / Check / Act
• Encore utilisée de nos jours !

6σ
9
L’apport de Deming
Constance dans l’objectif
Le « statistical thinking »
La qualité n’est pas assurée par
l’inspection et le test
Le rôle du leader en méthodologie
statistique

6σL’apport de Juran
Projet et percée
Définition d’un projet
Le principe de Pareto
Le parcours diagnostic
La conduite du changement
Le contrôle de la performance
10

6σL’apport de Taguchi
La fonction perte
La robustesse et le ratio signal sur bruit
Le développement des produits
Les plans d’expérience
11

6σ
12
Six Sigma : les origines chez Motorola

6σ
13
Six Sigma @ Motorola
Les années 1980• Création en 1986
• Malcolm Baldrige Award en 1988
Les années 1990• Initiative Black Belt en 1991
• Les autres éléments de succès
Le renouveau des années 2000• Digital Six Sigma en 2003
• Le futur

6σ
14
Avant le Six Sigma
1970 : Motorola leader pour les produits sans fils et pour des produits semi-conducteur (devant TI et Intel)
1979 : Entreprises Japonaises dans le semi-conducteur
1979 : Bob Galvin décide de mettre en place un plan de croissance (Sundry : « notre qualité coule »)

6σ
15
Plan en quatre points
Compétitivité
Management participatif (TQM)
Amélioration de la qualité
• But : améliorer par 10 tous les 5 ans (10X)
• Graine du Six Sigma
Centre de formation Motorola

6σ
16
Motorola Management
Institute
Cours de 2 semaines pour les
responsables de production
Objectif des 10X trop ambitieux !
Amélioration du cours pour prendre en
compte le design, les fournisseurs et les
clients
Manque de métrique commune

6σ
17
L’idée de Bill Smith
Le rendez vous avec Bob Galvin
Le programme Design for
Manufacturability
• Six étapes pour Six Sigma
• Design pour Six Sigma
Déployé dans le monde entier
Aide pour atteindre les 10X

6σ
18
Le Malcolm Baldrige Award
Prix qualité très important aux États-
Unis
Reçu par Motorola en 1988
Commentaire d’un auditeur
• Concept du Six Sigma compris partout
dans la compagnie
• Alignement de la culture autour de l’objectif
qualité

6σ
19
Six Sigma Research Institute
Créé en 1990 pour atteindre 6 sigma
Alliance avec IBM, TI, Kodak …
Objectif : grouper ingénieurs et
statisticiens
• Focus sur les causes origines
• Réduction des variabilités
• Initiative Black Belt

6σ
20
L’initiative Black Belt
Équipe menée par Skip Weed
Idée d’origine : expert en amélioration
Reconnaissance Black Belt
• Compétence en statistique
• Compétence en travail d’équipe
• Impact sur le business

6σ
21
Autres éléments de succès
Le concept « Action learning »
Les compétitions « TCS »
Les revues qualité « QSR »
Le rôle de Motorola University

6σ
22
Le renouveau du Six Sigma
Méthodologie d’amélioration
Avoir des résultats rapides mais
conserver la performance à long terme

6σ
23
Principes de leadership
Aligner• Utiliser les critères de performance excellence
• Lier clients, stratégie et procédé
Mobiliser• Donner le pouvoir aux équipes
• Organiser les équipes
Accélérer • Méthodologie « Action learning »
Gouverner• Revoir basé sur des mesures et agir si besoin

6σ
24
Quelques bonnes pratiques
La voix du client
La « balanced scorecard »
Les équipes Six Sigma
Les équipes « Blitz »

6σ
25
Regagner la confiance de
Wall Street …
Affaires Enron, WorldCom …
Trois causes de problèmes
• Dirigeants non éthiques
• Lenteur des autorités de régulation
• Limites des rapports financiers
Application du Six Sigma à Motorola

6σ
26
Un exemple de Six Sigma
Ethique des dirigeants
• Difficile à mesurer pendant les interviews
• Etape Mesure du Six Sigma
– Mise en place de tests d’intégrité pour prévoir
les comportements vis-à-vis de l’éthique
– Mise en place d’une mesure d’évaluation qui
prenne en compte l’éthique

6σ
27
Un exemple de Six Sigma
Lenteur des autorités de régulation
• Recommandation à la SEC de mettre en
place des tableaux de bord
– Visibles par tous
– Volume et résultats d’audits
• Gros potentiel d’amélioration pour le
secteur public

6σ
28
Un exemple de Six Sigma
Limites des rapports financiers• Toute mesure contient des erreurs
• Rapports financiers : hypothèse qu’il n’y a pas d’erreur
– Études récentes : il y a des erreurs
– Pas forcément intentionnelles
Travail humain, complexe
Pas d’automatisation comme dans une usine
• Utiliser les analyses des systèmes de mesure– Évaluer l’erreur
– Entre auditeurs et intrinsèque

6σ
29
Six Sigma chez General Electrics

6σ
30
Six Sigma @ General
Electrics
General Electric : conglomérat américain
Six divisions
• Finance (commercial)
• Santé
• Industrie
• Infrastructure
• Finance (crédit consommation)
• Média

6σ
31
Impulsion du sommet
Jack Welch : « Six Sigma est la plus
importante initiative que GE ait jamais
prise -c'est une partie du code
génétique de notre futur leadership »
Six Sigma partout dans GE
• 70% de projets non production
• Économies estimées à plusieurs milliards
de $

6σ
32
En pratique
Les clients : Six Sigma est lié à la qualité et centré sur les clients
Le procédé : l’amélioration des procédés pour GE et les clients
Les employés• Programme de formation général
• Quatre grands thèmes– Qualité et Six Sigma
– Les équipes
– Les Green, Black et Master Black Belt
– Design pour Six Sigma

6σ
33
Bibliographie générale
Livres
• P. Pande, R. Neuman, R. Cavanagh, The
Six Sigma Way, McGraw Hill, 2000
• M. Barney, T. McCarty, The New Six
Sigma, Motorola University, 2003
• M. Pillet, Six Sigma, comment l’appliquer
Site internet : http://www.isixsigma.com

6σ
343434
Les rôles et le choix d’un projet Six Sigma

6σRôles et choix de projet
Six Sigma Black Belt
Six Sigma Green Belt
Six Sigma Master Black Belt
Critères de choix de projet
35

6σ
36
Six Sigma Black Belt
Black Belt est un titre
• Généralement décerné par chaque entreprise
– Un cursus de formation solide en projets, qualité et
statistique
– Un test réussi suite à la formation
– Des démonstrations d’application du Six Sigma
– Un projet avec un fort gain financier (exemple : 250 k$)
• Quelques organismes délivrent ce titre
Black Belt est aussi une fonction !

6σBlack Belt : l’origine
Idée initiale (Skip Weed, Motorola)
• Mettre ensemble statisticiens et ingénieurs
pour parler le même langage
• Former des agents du changements avec
des connaissances
– En leadership, conduite de projet
– En statistique
Le titre de Black Belt est crée en 1992
37

6σBlack Belt : son rôle
Le rôle du Black Belt est double
• Conduire des projets Six Sigma
• Être une ressource interne Six Sigma
– Consultant interne
En méthodologie
En statistique
– Formateur
– Mentor de futurs Black Belt ou Green Belt
38

6σBlack Belt : un profil type
Ingénieur de formation
• Capacités de leadership
• Fortes connaissances en statistique
– Acquises par de la formation
– Appliquées sur de nombreux cas réels
Statisticien
• Capacités de leadership
• Goût et connaissance de l’ingénierie
39

6σBlack Belt : conseils pratiques
Un engagement de sa hiérarchie
• Objectifs annuels : 30% minimum d’activité
directement liée au Six Sigma
• Revue mensuelle de son activité Six Sigma
• Libérer des ressources Black Belt !
Une personne reconnue
• Par son rôle officiel
• Par ses connaissances …
40

6σ
4141
Six Sigma Green Belt
Green Belt est un titre
• Généralement décerné par chaque entreprise
– Un cursus de formation en projets, qualité et statistique
– Un test réussi suite à la formation
– Des démonstrations d’application du Six Sigma
– Un projet avec un gain financier (exemple : 50 k$)
• Quelques organismes délivrent ce titre
Le Green Belt doit pratiquer le Six Sigma

6σ
42
Six Sigma Green Belt
Le Green Belt
• Spécialiste de son domaine d’expertise
• Connaissances en statistique
• Participe à des projets Six Sigma
Pourquoi l’initiative Green Belt ?
• Pour déployer globalement le Six Sigma dans tous
les services
• Pour supporter les Black Belt sur les projets
Il existe parfois des White Belt

6σGreen Belt : un profil type
Ingénieur ou technicien de formation
• Connaissance du DMAIC
• Connaissances statistiques
– Pour participer aux projets Six Sigma
– Pour utiliser la statistique dans son groupe
Le Green Belt est un Black Belt
potentiel
43

6σ
44
Six Sigma Master Black Belt
Le Master Black Belt
• Dédié à 100% au Six Sigma
• Participe à la définition des objectifs Six Sigma
• Contact direct avec la direction pour le Six Sigma
• Formation, « mentoring » pour les black belt
Définition proche de celle de Deming
• Leader de la méthodologie statistique
• P467, Out of the Crisis

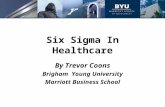
6σSix Sigma Belt : synthèse
45
Durée de l’
apprentissage
Temps
consacré
aux
activités
Six Sigma
Formateur /
Mentor Six
Sigma
% Cible dans
la population
Green Belt 6 mois – 1 an 10% - 30% Oui / Non 5% - 15%
Black Belt 6 mois – 3 ans 30% - 100% Oui / mentor
GB & BB
1% - 3%
Master Black Belt 2 ans - 5 ans 100% Oui / mentor
BB
0.1% (grandes
organisations)

6σ
46
La matrice
urgence/ importance
Importance
Urgence+-
-
+A traiter en
priorité
Y consacrer
assez de temps
A éviter Ne pas y consacrer
tout son temps
Projets Six Sigma

6σCritères d’un projet Six Sigma
Il faut se poser les questions suivantes
• Y a-t’il un écart entre la performance
actuelle et la performance désirée ?
• La cause de cet écart est-elle inconnue ?
• La solution est elle connue ou évidente ?
• Est-on disposé à mettre un project leader à
plus de 30% sur le projet ?
Réponses : oui, oui, non et oui : projet
Six Sigma47

6σ
48
Exemple de projets
Les 10 exemples suivants sont des
projets Six Sigma réels
• Modifiés pour confidentialité
• Dans les domaines suivants
– Électronique
– Défense
– Aéronautique

6σProjet « Suivi prototypes »
Description
• Les prototypes de qualification de nouveaux produits
subissent un ensemble de tests
• Un suivi informatique de ces prototypes doit être mis en
place pour les ingénieurs produit
• Le logiciel de suivi est complexe
• Le logiciel et le sous-traitant sont sélectionnés
• Un projet doit être lancé pour s’assurer de la mise en œuvre
de ce nouveau logiciel dans les temps et selon le cahier des
charges
• Un candidat Green Belt est pressenti comme chef de projet
Est-ce un projet Six Sigma ?
49

6σProjet « Gestion des pièces
test »
Description
• Un processus administratif permet de gérer les pièces qui
servent à tester les produits
• La répartition de ces pièces doit être optimisée entre les
différentes opérations car des pièces sont sous-utilisées
• Un programme est déjà à l’œuvre pour diminuer cette
répartition
– De nombreuses actions sont en cours
– Toutefois, les résultats ne sont pas satisfaisants pour le moment
• Le responsable de ce programme n’est pas motivé pour
suivre le cursus Black Belt
Est-ce un projet Six Sigma ?
50

6σProjet « Rebuts ZYT »
Description
• Le pourcentage de rebuts sur le produit ZYT est de 6%
• Le volume de production de ce produit a été très élevé mais
il y a moins de volume pour le moment
• Le problème date de plusieurs année et est très complexe à
résoudre
• Un candidat Green Belt se propose pour gérer ce projet
comme un projet Six Sigma
Est-ce un projet Six Sigma ?
51

6σProjet « Améliorons le temps
de cycle »
Description
• Le temps de cycle de production d’une usine est supérieur à
l’objectif de 34%
• Ce problème ne nécessite pas d’outil statistique pour être
résolu
• Il est difficile de faire travailler en équipe projet les
responsables de production (équipe 3/8)
• Des solutions sont connues mais pas encore mises en place
et toutes les solutions ne sont pas encore connues
Est-ce un projet Six Sigma ?
52

6σProjet « Technologie N+ »
Description
• Une nouvelle technologie a été introduite il y a un an dans
une unité de fabrication de DVD
• Cette technologie est en production et donne les résultats
attendus
• Aucune méthodologie n’a été utilisée pour cette introduction
• Des plans d’expérience et des tests statistiques ont été
utilisés de manière intensive
• Un candidat Black Belt, responsable de l’introduction
propose de formaliser avec du DMAIC
Est-ce un projet Six Sigma ?
53

6σProjet « Qualité chez Delzo »
54
Description
• Un problème de qualité récurrent est observé depuis des
mois et reporté par un client important
• Il n’y a pas accord entre le fournisseur et le client sur
l’origine du problème (le fournisseur pense que c’est
l’application du client qui est à l’origine du défaut)
• Il n’y a pas de mesure précise ni de définition opérationnelle
du défaut
• La cause est inconnue et semble très difficile à trouver
Est-ce un projet Six Sigma ?

6σProjet « Diminuons les
particules »
55
Description
• Le nombre de particules déposées sur des tranches de
silicium doit être constamment diminué dans le cadre de
l’amélioration continue
• La performance 2006 était bonne et l’objectif de réduction
annuel a été atteint
• Un nouvel objectif de 10% de réduction est donné pour 2007
• Les causes de génération de particules sont loin d’être
toutes connues
• Il y a un green belt dans le groupe de réduction des
particules
Est-ce un projet Six Sigma ?

6σProjet « Non-conformités »
56
Description
• Le nombre de pièces avec une non-conformité est très
important, cela pénalise l’activité de production
• Les causes de non-conformités sont nombreuses et pas
toujours très clairement définies
• Un projet vise à bien définir les causes de non-conformités
et à réduire le nombre de non-conformités
• La responsabilité de la gestion des non-conformités
appartient au service qualité
Est-ce un projet Six Sigma ?

6σProjet « Nouveau logiciel
SPC »
57
Description
• Le choix et la mise en place d’un nouveau logiciel de SPC
dans une usine de fabrication est un projet très lourd
• La décision de changer de logiciel a été prise
• De très nombreux intervenants vont être impliqués dans ce
projet : production, méthodes, procédé, informatique, qualité
• La cause du changement n’est pas très clairement établie :
on parle de standardisation, de mécontentement des
ingénieurs vis-à-vis de l’ancien logiciel …
• Les solutions possibles sont connues : 3 éditeurs de logiciel
SPC se partagent le marché pour ce type d’industrie
Est-ce un projet Six Sigma ?

6σProjet « Réduisons les tests »
58
Description
• Les tests exhaustifs effectués en fin de fabrication sont longs
et coûtent chers pour un fournisseur de pièces mécaniques
• Le client est d’accord pour passer à un échantillonnage si le
pourcentage de pièces bonnes est supérieur à 99%
• Le pourcentage actuel de pièces bonnes est de 70% et il
semble impossible aux équipes techniques d’atteindre cet
objectif (plusieurs études ont échoué sur le sujet)
• Le gain potentiel est double : plus de pièces bonnes et
réduction des tests
• Aucun ingénieur ne veut prendre ce projet et il n’y a pas de
black belt dans l’entreprise
Est-ce un projet Six Sigma ?

6σ
59
Évolution du Six Sigma
1986 : création
par Motorola
1988 : Malcom
Baldridge Award 1991 : Black Belt 2000 : GE et Six Sigma
2007+ : Six Sigma
toujours à l’œuvre !
Six Sigma a plus de 20 ans !
Shewhart, Deming, Juran et
Taguchi : les fondations

6σ
6060
Introduction à la méthode et aux outils
Six Sigma

6σIntroduction à la méthode et
aux outils Six Sigma
Revue de la méthodologie DMAIC
Introduction au logiciel Minitab
61
DEFINE MEASURE ANALYZE IMPROVE CONTROL

6σDMAIC
Inventé par Motorola
Rendu célèbre par GE
• Define : Définir, ajouté par GE
• Measure : Mesurer
• Analyze : Analyser
• Improve : Améliorer
• Control : Maitriser
62

6σDMAIC
63
DEFINE
Quels sont
les objectifs ?
MEASURE
Quelle est notre
performance ?
ANALYZE
Quelle est la
cause origine
du problème ?
IMPROVE
Quelle solution
mettre en place ?
CONTROL
Comment
garantir la
performance ?

6σDefine
Ecoute de la voix du client et de la voix
du business
Cartographie des procédés à améliorer
La charte de l’équipe
Recherche de gains rapides
64

6σLa voix du client
65
Souvent non formalisée
0
5
10
15
20
25
30
% R
ebu
ts.05 .1 .15 .2
Durée coulée (min)
Nécessité de la formaliser
Afin de mesurer les progrès

6σLa voix du business
Plus facile à formaliser que la voix du
client
En général, émise en interne
• « On perd 125 000 $ par mois sur ce
problème »
• « Il faut réduire les coûts de 30% »
Conseil : bien collecter VoC et VoB de
manière indépendante
66

6σVoC et VoB: contradictoires ?
A court terme, c’est possible
• VoB : problèmes de coût, de temps de
cycle, de rendement …
• VoC : problèmes de qualité, internes ou
externes, de fiabilité … et de prix
A long terme, la voix du client est
toujours celle qui prime !
67

6σVoC et VoB: non
contradictoires
68

6σLa voix du client et voix du
business : livrables
Clients clairement identifiés
• Clients externes
• Clients internes
Voix du client formalisée
Voix du business formalisée
Équilibre entre VoC et VoB trouvé lors
de la phase Define
69

6σCartographie des procédés
Deming: « On ne peut améliorer que ce
que l’on voit »
Les cartographies sont importantes
• Permettent une compréhension commune
• Permettre de voir l’étendue du travail à
accomplir, et le périmètre de l’équipe
• Premier pas vers les gains rapides
70

6σCartographie : un exemple
7171
Cartographie : un exemple
Fournisseur pièce P
Fournisseur matière
Remplissage pièce P
Assemblage
Fabrication pièce TFournisseur batterie
Préparation &
Contrôle
Test moteur
Fournisseur moteur
Test batterie
Assemblage Condition Test final
Réception Livraison client
Contrôle entrée
Fournisseur Rebut Rebut
Rebut

6σLa charte de l’équipe
Fondamental pour un projet Six Sigma
Préparée par le chef de projet et revue
par toute l’équipe
Validée par le sponsor
La charte contient
• Nom du projet et description
• Opportunité, objectif et étendue du projet
• Plan prévisionnel et équipe
72

6σUne charte de l’équipe
73
Projet « divisons les défauts par deux »Le projet a pour but de réduire les défauts visuels observés à
l’usine C2 et parfois chez notre client RAZ, afin de réduire nos
rebuts et de diminuer nos retours clients.
L’opportunitéLes défauts visuels sont la cause de 2% de pièces jetées, ce qui
représente un coût de 760 000 $ sur 2005.
De plus, 9 pièces ont été retournées par notre client RAZ sur
2005, ce qui fait des défauts visuels le numéro 2 du pareto des
retours client.
Le coût du projet étant estimé à 200 000 $, le gain net espéré est
de 560 000 $, auquel il faut ajouter une amélioration de la
perception RAZ de notre qualité.
L’objectifLe but du projet est d’atteindre en décembre 2006 un taux moyen
de défauts visuels inférieur à 1%, ce taux sera mesuré sur le
produit T4.
Un objectif supplémentaire est que le nombre de retours client
pour défaut visuel soit inférieur à 3 en 2007.
L’étendueCe projet adresse tous les défauts visuels, tels que définis dans la
procédure P2343, sur tous les produits fabriqués dans l’usine U2.
Le produit T4 servira de vecteur pour le projet mais les
améliorations seront généralisées à tous les produits.
Le projet n’adresse pas les défauts de contamination.
Le planCréation de l’équipe – s 11
Mesure interne du pourcentage de défauts – s 13
Analyse physique et statistique des défauts – s 24
Mise en place des actions d’amélioration sur T4 – s 35
Généralisation, contrôle et clôture – s40
L’équipeFrancis – Leader et Black Belt – 50%
Erik – Qualité et contrôleur – 20%
Jeanne et Josie – Production – 10%
Bernard – Expert en analyse – 20%
Martine et Franck – Procédé – 20%
Gaston – Test – 30%

6σRecherche de gains rapides
Un gain rapide a les caractéristiques
suivantes
• Mis en place en quelques semaines
• Ne permet pas d’atteindre l’objectif
• Souvent obtenu grâce à l’œil neuf …
Y réfléchir dès l’étape Define
Permet une dynamique pour le projet
74

6σUn exemple de gain rapide
75
Fournisseur pièce P
Fournisseur matière
Remplissage pièce P
Assemblage
Fabrication pièce TFournisseur batterie
Préparation &
Contrôle
Test moteur
Fournisseur moteur
Test batterie
Assemblage Condition Test final
Réception Livraison client
Contrôle entrée
Fournisseur Rebut Rebut
RebutÉtape de préparation inutile suite à un
changement des conditions de test, et
contrôle non représentatif …
GAIN RAPIDE :
90 MINUTES PAR JOUR …

6σMeasure
Les indicateurs, les variables
pertinentes
Les définitions opérationnelles
Notions de métrologie
76

6σ
7777
De quoi parle t’on ?
Différences importantes
de mesure …

6σLes indicateurs
Tout projet Six Sigma doit avoir un
indicateur principal
• L’objectif est calculé sur cet indicateur
• Il faut le montrer au début de chaque
réunion !
Des indicateurs secondaires peuvent
exister
78

6σPourquoi un indicateur ?
79
5000
5500
6000
6500
7000
7500
8000
Ste
el S
hip
men
ts
03/0
1/1
98
3
01/0
1/1
98
4
11/0
1/1
98
4
09/0
1/1
98
5
07/0
1/1
98
6
05/0
1/1
98
7
03/0
1/1
98
8
01/0
1/1
98
9
11/0
1/1
98
9
09/0
1/1
99
0
07/0
1/1
99
1
05/0
1/1
99
2
Date
Mean
Std
N
6488.1354
637.52789
96
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Lag
1.0000
0.6462
0.6436
0.5804
0.4146
0.4967
0.3174
0.3757
0.2783
0.3138
0.3371
0.3216
0.4931
0.2768
0.3324
0.2541
0.1550
0.2667
0.1054
0.1620
0.0929
0.0684
0.0992
0.1134
0.1878
AutoCorr -.8-.6 -.4-.2 0 .2 .4 .6 .8
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
Lag
1.0000
0.6462
0.3882
0.1519
-0.1862
0.2183
-0.1600
0.1578
-0.1483
0.2692
-0.0540
0.2483
0.1787
-0.2974
-0.0795
-0.1152
0.0096
0.0943
0.0171
-0.0315
-0.0159
-0.0735
-0.0391
0.1552
-0.0516
Partial -.8-.6 -.4-.2 0 .2 .4 .6 .8
Time Series Steel Shipments By Date
...
.
.
. .
.
...
...
. .
.. ...
. .... . .
« Cette semaine cela va
beaucoup mieux »
« Il y a une recrudescence
de défauts … »
« Ce projet n’est plus utile »

6σLes indicateurs
L’indicateur principal
• Doit être validé par tous au début
• Permet de mesurer les progrès
• Doit voir les effets des actions rapidement
Les indicateurs secondaires
• En prendre deux maximum
• Permettent de mesurer les effets induits
• Permettent de mesurer les effets retardés
80

6σLes variables pertinentes
81
Objectif stratégique
Y
Variables de sortie de procédé
y1, y2, y3 …
Variables d’entrée
x1, x2, x3, x4, x5, x6, x7 …
Résultat de nombreuses
variabilités
Moins variables et plus
proches des x
Variables de procédé

6σLes variables pertinentes
Les variables Y dites stratégiques sont
souvent privilégiées
• Objectifs de la direction
• Forte visibilité
Les variables y de « sortie de procédé »
sont des indicateurs pertinents
• Reliées aux variables stratégiques
• Plus précises pour l’analyse statistique
82

6σLes définitions opérationnelles
Exercice (10 minutes)
• Qu’elle est la définition d’une catastrophe
aérienne ? D’un défaut de soudure ?
• Ce dont on parle varie selon sa définition
Une définition opérationnelle
• Donne du sens communicable à un
concept
83

6σLes sommets de 3000 m
84
57, 122, 127, 138, 141 … sommets de plus de 3000 m dans les Pyrénées ?
La réponse dépend de la définition opérationnelle :- Sommets connus et ayant un nom
- Mesurés et confirmés au dessus de 3000 m
- Critère de dénivelé entre 2 sommets principaux (dans les Pyrénées, dans les Alpes …)
P. Quéinnec décompte 127 sommets de plus de 3000 m

6σLes définitions opérationnelles
85
Description des points suivants
• Critère utilisé : le quoi
• Comment la mesure est faite : le comment
• Quantité de données : le combien
Règles d’or
• Avoir un consensus sur la définition
• Vérifier la compréhension commune

6σNotions de métrologie
Métrologie = science de la mesure
• Procédés transactionnels : importance des
définitions opérationnelles
• Procédés industriels : importance de la
métrologie
Mesure imprécise
• Pièces bonnes jetées
• Pièces mauvaises livrées …
86

6σMétrologie : un exemple
87
Valeur Observée = Vraie Valeur + Erreur de Mesure
= +
(Mesure)
L’objectif est d’estimer la précision
(sigma de la mesure)

6σAnalyze
88
Outils méthodologiques
• Pareto, Ishikawa …
• Les 5 pourquoi
• Le est/n’est pas
• La matrice de priorisation
Outils statistiques
• Les intervalles de confiance
• Les tests de comparaison
• Analyse statistique d’une base de données

6σLes 5 pourquoi : un exemple
89
Problème : la pièce ne
fonctionne pas dans
l’application ABS
La tension de sortie à 12 V est au
dessus de la limite
La maintenance
des chambres n’est
pas assez fréquente
La partie analogique
contient une anomalie
Il y a un défaut sous le métal
Pourquoi ?
Pourquoi ?
Pourquoi ?
Pourquoi ?
Pourquoi ?
Le procédé de gravure
génère des particules
Donc
Donc
Donc
Donc
Donc

6σRégression : exemple réel
90
100 paramètres de procédés analysés, un seul significatif : la pression début de ligne

6σ
9191
Outils méthodologiques et
outils statistiques
Les outils méthodologiques du
DMAIC donnent le cadre et la
direction de l’amélioration !
Les outils statistiques sont le
moteur de l’amélioration

6σImprove
Méthodes de créativité
Introduction aux plans d’expérience
Matrice de sélection des solutions
Conduite du changement
Communication
Production pilote
92
Rôle du
champion

6σ
9393
Les 6 chapeaux
Méthode inventée par E. De Bono
Utilisée dans de nombreuses
entreprises
Permet de libérer la créativité
• En faisant jouer des rôles inhabituels

6σExemple de plan d’expérience
94
Term Estimate Std Error t Ratio Prob>|t|
Intercept 15.75 0.75 21.00 0.0303
X1[L1] 1.75 0.75 2.33 0.2578
X2[L1] 1.75 0.75 2.33 0.2578
X3[L1] -0.416667 0.75 -0.56 0.6772
X4[L1] 2.25 0.75 3.00 0.2048
X5[L1] -0.416667 0.75 -0.56 0.6772
X6[L1] -11.58333 0.75 -15.44 0.0412
X7[L1] -0.583333 0.75 -0.78 0.5792
X8[L1] 1.9166667 0.75 2.56 0.2375
X9[L1] 1.0833333 0.75 1.44 0.3855
X10[L1] 2.75 0.75 3.67 0.1695
Ce réglage de la
machine à souder
laser à un effet
significatif sur le
nombre de défauts

6σConduite du changement
L’amélioration est déterminée, il faut la
mettre en place
Changement = résistances
• La conduite du changement est cruciale
• Elle n’est pas facile à mettre en œuvre …
Le champion/manager/sponsor a un
rôle clé à cette étape du projet
95

6σ
9696
Visibilité d’un projet Six Sigma
Visibilité
Temps
Définir
Mesurer
Analyser
AméliorerContrôler
Il faut redonner
de la visibilité au
projet

6σLa production pilote
Objectif : mettre en place l’amélioration
sur une échelle réduite
• Pour confirmer les gains
• Pour s’assurer que des effets induits
n’apparaissent pas
• Pour assurer un changement « en
douceur »
Conseil : toujours une production pilote
97

6σ
9898
Control
Analyse des Modes de Défaillances et
de leur Criticité (AMDEC)
Plan de contrôle
Maîtrise Statistique des Procédés
(SPC/MSP)

6σAMDEC
Nouveau procédé : AMDEC à faire
DMAIC : Procédé optimisé
L’AMDEC peut être utilisée à plusieurs
étapes du DMAIC
• Measure : AMDEC de tri
• Analyze/Improve : AMDEC d’analyse
• Control : AMDEC à mettre à jour
99

6σPlan de contrôle
Plan de contrôle : description exhaustive de tous les contrôles
Il doit contenir
• Toutes les étapes de procédé
• Les limites de spécification
• Les moyens de contrôle et leur capabilité
• La fréquence de contrôle
• La réaction en cas de problème
100

6σLa MSP
Outil clé de la prévention
• MSP : Maîtrise Statistique des Procédés
• SPC : Statistical Process Control
Inventé par W. Shewhart
• Début du 20-ème siècle
• Largement répandue dans l’industrie
• Reste à être étendue aux services
101

6σAvantages de la MSP
Ces points sont ils « anormaux » ?
102

6σ
103
Avantages de la MSP
Les limites de contrôle permettent de réagir
seulement en cas de hors contrôle statistique
Variations
normales du
procédé

6σConclusion : DMAIC
DMAIC est une méthode structurée
• Qui insiste sur le client et le business
• Qui est basée sur la mesure
• Qui utilise des outils méthodologiques et
statistiques pour analyser les problèmes
• Qui utilise des outils de créativité et la
conduite du changement pour améliorer
• Qui contrôle la performance acquise
104

6σ
105105105
Introduction à la méthode et aux outils
Six Sigma : le logiciel Minitab

6σ
106106
Annexe : Six Sigma en Six Slides

6σLes fondations du Six Sigma
Shewhart
• les fondements du SPC
Deming
• La pensée statistique et les variations
Juran
• Les projets et la percée
Taguchi
• La robustesse et les plans d’expérience
Motorola et General Electrics
• L’invention et la généralisation
107
0
10
20
30
40
Cou
nt
P3
P9
P1
P14
A
P6
P14 P2
P15
Part
0
25
50
75
100
Cum
Per
cent
0
10
20
30
40
50
Per
te
-4 -3 -2 -1 0 1 2 3
Caractéristique

6σ
108
Résumé de Define
Critères de choix d’un projet Six Sigma• Mettre en avant les gains financiers
La voix du client• Collecter et mesurer les exigences
La charte de l’équipe• Doit être connue de tous
Les cartographies du procédé• Indispensable pour une vision globale
Les gains rapides• Dynamique de succès pour l’équipe
€
Projet Opportunité
Objectif Étendue
Plan Équipe

6σ
109
Résumé de Measure La mesure est critique
• Sans mesure, pas de progrès !
De quoi parle t’on ?
• Les définitions opérationnelles
La mesure est-elle fiable ?
• Problèmes de capabilité de mesure
Choisir les bonnes variables y
• Proches du procédé à améliorer
Mesure de la performance et normalité
0
2
4
6
8
0 10 20
« Quoi, comment,
combien »
x
Yy

6σRésumé de Analyze
Outils méthodologiques
• Les 5 pourquoi
• Le est – n’est pas
• La matrice de priorisation
Outils statistiques
• Les intervalles de confiance
• Les tests de comparaison
• L’analyse d’une base de données
110
Problème
Cause
Cause
origine
Cause
CausePourquoi ?
Pourquoi ?
Pourquoi ?
Cause
CAUSES Est N’est
pas
À Investiguer
X
ns
Xt 0
......

6σ
111
Résumé de Improve
Trouver des solutions concrètes• Techniques de créativité
• Plans d’expérience
Choix des solutions• Matrice de sélection
La communication est importante• Pour faire passer le changement
Mise en place progressive• Plan de production pilote
• Taille de l’échantillon
40
50
60
70
80
90
Y
50.5
±16
.80
873
off
on
off
Dynamo
dow
n
up
down
Seat
hard
so
ft
hard
Tires
low
me
d
low
Gear
off
on
off
Raincoat
no
ye
s
no
Brkfast
Solution Coût Temps Efficacité

6σRésumé de Control
L’AMDEC
• Prévenir les risques du procédé
Le plan de contrôle
• Description exhaustive des
contrôles et des réactions
La MSP
• Réagir à tout hors-contrôle
112
Etap
e
Sévé
rité
Prob
abilit
é
Déte
ctio
n
IPR
ou
RPN
Atten
te de
la
proc
hain
e
rame
10 1 8 80
Etape Mesure Fréquence Carte
Épi Résist 1/lot Xbar/R
Épi épaiss 1/lot X
…