SAMPLE BOEHLER M314 EXTRA · 2008-02-12 · EXTRA Filing Code: SS-987 Stainless Steel February 2007...
2
Chemical Composition, wt.%: (Average) Carbon 0.34 Silicon 0.35 Manganese 1.40 Sodium 0.12 Chromium 16.0 Molybdenum 0.15 Iron bal Physical Properties: Density, kg/m 3 (lb/in. 3 ) 7650 (0.276) Thermal conductivity, 20 °C (68 °F), 18.00 (10.4) W/m · K (Btu/(ft · h · °F)) Specific heat capacity, 20 °C (68 °F), 460 (0.110) J/kg · K (Btu/lb · °F) Resistivity, 20 °C (68 °F), μΩ · m 0.65 (390) (Ω circular-mil/ft) Coefficient of linear thermal expansion, 10 −6 /K (10 −6 /°F) 20-100 °C (68-212 °F) 11.0 (6.1) 20-200 °C (68-392 °F) 11.1 (6.1) 20-300 °C (68-572 °F) 11.2 (6.2) 20-400 °C (68-752 °F) 11.6 (6.4) 20-500 °C (68-932 °F) 12.0 (6.6) Mechanical Properties: Modulus of elasticity, 20 °C (68 °F), 212 (30.7) GPa (10 6 psi) Heat Treatment: M314 Extra is intended to be used in the as-delivered condition, that is, hardened and tempered to approximately 300 HB. If this needs to be adjusted, the steel must first be soft annealed and then heat treated according to the recommendations listed below. Note that the tool must be protected from decarburization and/or oxidation during the heat treating process. Soft Annealing. The steel must be held in a protective atmosphere up to a temperature of 860 °C (1580 °F). After reaching this annealing temperature, the steel must be cooled slowly at a rate of 20 °C/h (35 °F/h) down to 650 °C (1200 °F). Subsequent cooling can be completed freely in air. BOEHLER M314 EXTRA Filing Code: SS-987 Stainless Steel February 2007 BOEHLER M314 EXTRA (Tempered Turbine Blade Steel) Böhler M314 Extra is free machining with high sulfur, prehardened, and corrosion resistant with 16% Cr. It is used as holder frames for plastic mold tooling. Hardening. The tool must be held in a protective atmosphere throughout the hardening process. Use a preheat temperature of 500-600 °C (930-1110 °F) and austenitizing/hardening temperature of 1000-1050 °C (1830-1920 °F). The steel should be heated through to the appropriate hardening temperature and then held at this temperature for 30 min. The soak time is measured from the point at which the core of the block has reached the designated temperature. Quenching should be as rapid as possible to avoid unwanted trans- formation products. Complex geometries and thick cross sections may require an interrupted quench procedure (step or marquenching/ martempering) to prevent excessive distortion and/or cracking. Regardless of the quenching process the tooling must be tempered after reaching 65 °C (150 °F). Tempering. Select the tempering temperature from the tempering curve based on the hardness requirements. A minimum of two tempers with intermittent cooling to room temperature is required. Holding time at temperature for a minimum of 2 h is recommended for each tempering cycle (see Fig. 1). Machinability: Table 1 shows turning and milling data recommendations on annealed material. Additional milling, drilling data is available from the producer. Fig. 1 Tempering chart. Hardening: holding time 30 min in oil; tempering 2 × 2 h; specimen size 20 × 20 mm square SAMPLE (NOT FOR DISTRIBUTION) SAMPLE (NOT FOR DISTRIBUTION) SAMPLE (NOT FOR DISTRIBUTION)
Transcript of SAMPLE BOEHLER M314 EXTRA · 2008-02-12 · EXTRA Filing Code: SS-987 Stainless Steel February 2007...

Chemical Composition, wt.%:
(Average)
Carbon 0.34Silicon 0.35Manganese 1.40Sodium 0.12Chromium 16.0Molybdenum 0.15Iron bal
Physical Properties:
Density, kg/m3 (lb/in.3) 7650 (0.276)Thermal conductivity, 20 °C (68 °F), 18.00 (10.4)
W/m · K (Btu/(ft · h · °F))Specific heat capacity, 20 °C (68 °F), 460 (0.110)
J/kg · K (Btu/lb · °F)Resistivity, 20 °C (68 °F), μΩ · m 0.65 (390)
(Ω circular-mil/ft)Coefficient of linear thermal expansion,
10−6/K (10−6/°F)20-100 °C (68-212 °F) 11.0 (6.1)20-200 °C (68-392 °F) 11.1 (6.1)20-300 °C (68-572 °F) 11.2 (6.2)20-400 °C (68-752 °F) 11.6 (6.4)20-500 °C (68-932 °F) 12.0 (6.6)
Mechanical Properties:
Modulus of elasticity, 20 °C (68 °F), 212 (30.7)GPa (106 psi)
Heat Treatment:
M314 Extra is intended to be used in the as-delivered condition, thatis, hardened and tempered to approximately 300 HB. If this needs tobe adjusted, the steel must first be soft annealed and then heat treatedaccording to the recommendations listed below. Note that the toolmust be protected from decarburization and/or oxidation during theheat treating process.
Soft Annealing. The steel must be held in a protective atmosphereup to a temperature of 860 °C (1580 °F). After reaching this annealingtemperature, the steel must be cooled slowly at a rate of 20 °C/h (35°F/h) down to 650 °C (1200 °F). Subsequent cooling can be completedfreely in air.
BOEHLER M314EXTRA
Filing Code: SS-987Stainless Steel
February 2007
BOEHLER M314 EXTRA(Tempered Turbine Blade Steel)
Böhler M314 Extra is free machining with high sulfur, prehardened, and corrosion resistant with 16% Cr. It is used as holder frames for plastic moldtooling.
Hardening. The tool must be held in a protective atmospherethroughout the hardening process. Use a preheat temperature of500-600 °C (930-1110 °F) and austenitizing/hardening temperatureof 1000-1050 °C (1830-1920 °F). The steel should be heated throughto the appropriate hardening temperature and then held at thistemperature for 30 min. The soak time is measured from the point atwhich the core of the block has reached the designated temperature.
Quenching should be as rapid as possible to avoid unwanted trans-formation products. Complex geometries and thick cross sectionsmay require an interrupted quench procedure (step or marquenching/martempering) to prevent excessive distortion and/or cracking.Regardless of the quenching process the tooling must be temperedafter reaching 65 °C (150 °F).
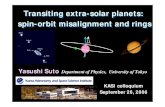
Tempering. Select the tempering temperature from the temperingcurve based on the hardness requirements. A minimum of twotempers with intermittent cooling to room temperature is required.Holding time at temperature for a minimum of 2 h is recommendedfor each tempering cycle (see Fig. 1).
Machinability:
Table 1 shows turning and milling data recommendations on annealedmaterial. Additional milling, drilling data is available from theproducer.
Fig. 1 Tempering chart. Hardening: holding time 30 min in oil;tempering 2 × 2 h; specimen size 20 × 20 mm square
SAMPLE (NOT FOR DISTRIBUTION)
SAMPLE (NOT FOR DISTRIBUTION)
SAMPLE (NOT FOR DISTRIBUTION)

Corrosion Resistance:
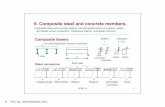
The corrosion-resistant surface area after performance of the salt-spray test (DIN 50021) on hardened and tempered steels is shownin Fig. 2 in a comparison to similar grades.
General Characteristics:
Böhler M314 Extra is a free-machining stainless steel that has beendeveloped specifically for the plastics molding industry. It is suppliedin the prehardened condition at a hardness level of approximately300 HB. The balanced chemical composition and specialized heattreatment results in lower mold production costs due to improvedmachinability, uniform hardness levels throughout the cross section,good dimensional stability during machining, and a high level ofcorrosion resistance.
A benefit to the mold builder is a reduction in mold productioncosts, due to less tool wear experienced during machining operationsand the option to use increased cutting speeds.
The chemical composition of M314 Extra has been adjusted toprovide for improved corrosion resistance. The ability to resistcorrosive attack results in cooling channels that are less likely to beaffected by corrosion resulting in consistent cycle times over the lifeof the mold, and resistance to attack from corrosive by-products andvapors, providing for easier operation and mold storage.
Product Forms Available:
Rectangular cross-sections pieces are available from 85 to 10 in. in
thickness with widths from 10-60 in. Bar is available as ground,machined, and peeled for different sizes. Contact the producer.
Applications:
Holder/mold frames, backing plates, and bolsters for plastic moldtooling; structural components and fixtures that required corrosionresistance; tooling for plastics extrusion; and rubber molding andother plastics molding applications where polishability is not a priority.
Producer:
Bohler-Uddeholm North AmericaRolling Meadows, IL 60008(800) 638-2520(905) 812-8659 (fax)www.bucorp.com
In AustriaBohler Edelstahl GmbH & Co KGA-8605 Kapfenberg, Austria+43-3862/20-7181+43-3862/20-7576 (fax)www.bohler-edelstahl.at
ISSN: 002-614X SS-987B
Fig. 2 Corrosion-resistant surface area after performance of the salt-spray test (DIN 50021) on hardened and tempered steels. Hardnessapproximately 32 HRC
Table 1 Recommendation for Machining Depth of cut Feed Cutting speed
mm in. mm/rev in./rev Tool m/min fpm Edge life, min Rake angle Clearance angle Angle of inclination
Turning with carbide-tipped tools, indexable inserts
0.5-1 0.02-0.04 0.1-0.2 0.004-0.016 US grade C6, C7; 200-260 655-850 15 ··· ··· ···ISO grade P10, P20, M10
1-4 0.04-0.16 0.2-0.4 0.008-0.016 US grade C6; 150-200 490-655 15 ··· ··· ···ISO grade P20, M10, M20
4-8 0.16-0.31 0.3-0.6 0.012-0.024 US grade C5, C3; 110-150 360-490 15 ··· ··· ···ISO grade P30, M20, K10
Turning with carbide-tipped tools, brazed tools
0.5-1 0.02-0.04 0.1-0.2 0.004-0.016 US grade C6, C7; 170-210 560-690 30 12-15° 6-8° 0°ISO grade P10, P20, M10
1-4 0.04-0.16 0.2-0.4 0.008-0.016 US grade C6; 130-170 425-560 30 12-15° 6-8° 0°ISO grade P20, M10, M20
4-8 0.16-0.31 0.3-0.6 0.012-0.024 US grade C5, C3; 90-140 295-460 30 12-15° 6-8° -4°ISO grade P30, M20, K10
Turning with high-speed steel (HSS) tools
0.5 0.02 0.1 0.004 AISI T42; DIN S10-4-3-10 45-55 150-180 60 14-18° 8-10° 0°3 0.12 0.5 0.002 AISI T42; DIN S10-4-3-10 35-45 115-150 60 14-18° 8-10° 0°6 0.24 1.0 0.04 AISI T42; DIN S10-4-3-10 25-35 80-115 60 14-18° 8-10° 0°
Annealed condition. Average hardness 300 HB
SAMPLE (NOT FOR DISTRIBUTION)
SAMPLE (NOT FOR DISTRIBUTION)
SAMPLE (NOT FOR DISTRIBUTION)