REVESTIMENTOS FUNCIONAIS · 1.2711 1.2714 Aços para Trabalho a Frio ... Dureza Adquire a dureza do...
6
WS2 - Dissulfureto de Tungsténio Modificado Lubrificante seco aplicado através de um fluxo de ar pressurizado. É um revestimento metálico seco sem aumento de temperatura, agentes de ligação ou qualquer tipo de adesivo. Com apenas 0,5μm de espessura, a película lubrificante adere molecularmente a qualquer substrato metálico e à maioria dos polímeros. REVESTIMENTOS FUNCIONAIS RESISTÊNCIA . DUREZA . DESMOLDAÇÃO PVD - Deposição Física em Vácuo Revestimento cerâmico fino de elevada aderência, depositado por plasma altamente ionizado através de uma câmara de alto vácuo, aplicado à maioria dos metais, superfícies cerâmicas e a alguns plásticos. Apresenta uma dureza superior ao dobro da do crómio duro, com baixo coeficiente de atrito, elevada resistência à oxidação e proteção contra ataques químicos e térmicos.
Transcript of REVESTIMENTOS FUNCIONAIS · 1.2711 1.2714 Aços para Trabalho a Frio ... Dureza Adquire a dureza do...

WS2 - Dissulfureto de Tungsténio Modificado
Lubrificante seco aplicado através de um fluxo de ar pressurizado. É um revestimento metálico seco sem aumento de
temperatura, agentes de ligação ou qualquer tipo de adesivo. Com apenas 0,5μm de espessura, a película lubrificante
adere molecularmente a qualquer substrato metálico e à maioria dos polímeros.
REVESTIMENTOS FUNCIONAISRESISTÊNCIA . DUREZA . DESMOLDAÇÃO
PVD - Deposição Física em Vácuo
Revestimento cerâmico fino de elevada aderência, depositado por plasma altamente ionizado através de uma câmara
de alto vácuo, aplicado à maioria dos metais, superfícies cerâmicas e a alguns plásticos. Apresenta uma dureza
superior ao dobro da do crómio duro, com baixo coeficiente de atrito, elevada resistência à oxidação e proteção
contra ataques químicos e térmicos.
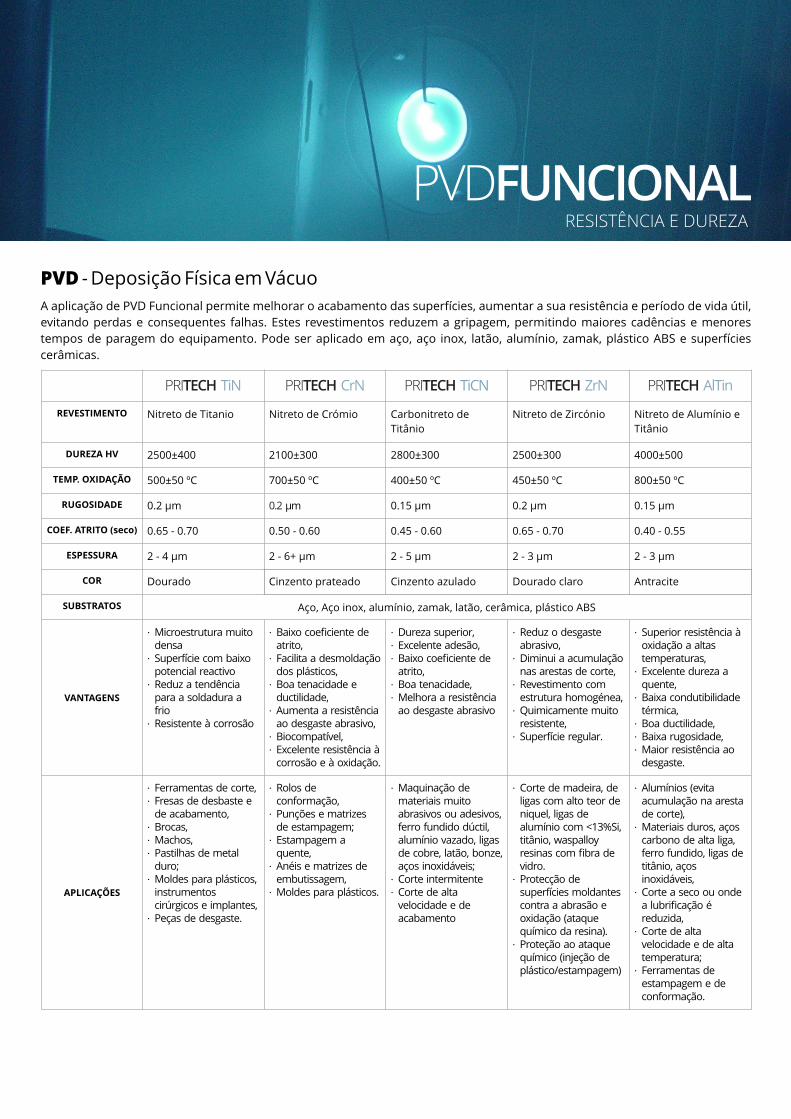
PRITECH TiN PRITECH CrN PRITECH TiCN PRITECH ZrN PRITECH AlTin
REVESTIMENTO Nitreto de Titanio Nitreto de Crómio Carbonitreto de
Titânio
Nitreto de Zircónio Nitreto de Alumínio e
Titânio
DUREZA HV 2500±400 2100±300 2800±300 2500±300 4000±500
TEMP. OXIDAÇÃO 500±50 ºC 700±50 ºC 400±50 ºC 450±50 ºC 800±50 ºC
RUGOSIDADE 0.2 μm 0.2 μm 0.15 μm 0.2 μm 0.15 μm
COEF. ATRITO (seco) 0.65 - 0.70 0.50 - 0.60 0.45 - 0.60 0.65 - 0.70 0.40 - 0.55
ESPESSURA 2 - 4 μm 2 - 6+ μm 2 - 5 μm 2 - 3 μm 2 - 3 μm
COR Dourado Cinzento prateado Cinzento azulado Dourado claro Antracite
SUBSTRATOS Aço, Aço inox, alumínio, zamak, latão, cerâmica, plástico ABS
VANTAGENS
Microestrutura muito densa
Superfície com baixo potencial reactivo
Reduz a tendência para a soldadura a frio
Resistente à corrosão
Baixo coeficiente de atrito,
Facilita a desmoldação dos plásticos,
Boa tenacidade e ductilidade,
Aumenta a resistência ao desgaste abrasivo,
Biocompatível, Excelente resistência à
corrosão e à oxidação.
Dureza superior, Excelente adesão, Baixo coeficiente de
atrito, Boa tenacidade, Melhora a resistência
ao desgaste abrasivo
Reduz o desgaste abrasivo,
Diminui a acumulação nas arestas de corte,
Revestimento com estrutura homogénea,
Quimicamente muito resistente,
Superfície regular.
Superior resistência à oxidação a altas temperaturas,
Excelente dureza a quente,
Baixa condutibilidade térmica,
Boa ductilidade, Baixa rugosidade, Maior resistência ao
desgaste.
APLICAÇÕES
Ferramentas de corte, Fresas de desbaste e
de acabamento, Brocas, Machos, Pastilhas de metal
duro; Moldes para plásticos,
instrumentos cirúrgicos e implantes,
Peças de desgaste.
Rolos de conformação,
Punções e matrizes de estampagem;
Estampagem a quente,
Anéis e matrizes de embutissagem,
Moldes para plásticos.
Maquinação de materiais muito abrasivos ou adesivos, ferro fundido dúctil, alumínio vazado, ligas de cobre, latão, bonze, aços inoxidáveis;
Corte intermitente Corte de alta
velocidade e de acabamento
Corte de madeira, de ligas com alto teor de niquel, ligas de alumínio com <13%Si, titânio, waspalloy resinas com fibra de vidro.
Protecção de superfícies moldantes contra a abrasão e oxidação (ataque químico da resina).
Proteção ao ataque químico (injeção de plástico/estampagem)
Alumínios (evita acumulação na aresta de corte),
Materiais duros, aços carbono de alta liga, ferro fundido, ligas de titânio, aços inoxidáveis,
Corte a seco ou onde a lubrificação é reduzida,
Corte de alta velocidade e de alta temperatura;
Ferramentas de estampagem e de conformação.
RESISTÊNCIA E DUREZA
PVD - Deposição Física em Vácuo
A aplicação de PVD Funcional permite melhorar o acabamento das superfícies, aumentar a sua resistência e período de vida útil,
evitando perdas e consequentes falhas. Estes revestimentos reduzem a gripagem, permitindo maiores cadências e menores
tempos de paragem do equipamento. Pode ser aplicado em aço, aço inox, latão, alumínio, zamak, plástico ABS e superfícies
cerâmicas.
PVDFUNCIONAL
Quaisquer sistemas de produção procuram ciclos rápidos, baixa utilização de
consumíveis e diminuir as manutenções respondendo da melhor forma possível ás
necessidades do mercado.
Nas ferramentas de corte e de conformação verifica-se
um incremento na utilização de revestimentos PVD para
aumentar a vida útil de punções e matrizes, para reduzir a
gripagem, permitindo maiores cadências e menores
tempos de paragem do equipamento.
Nos moldes para plásticos, para borracha e para injeção de metais não ferrosos
(alumínio e zamac), o PVD Funcional permite reduzir o desgaste e a corrosão,
melhoram a desmoldação e facilitam a limpeza.
Aços para Trabalho a quente
(Fundição injetada / Extrusão / Forjamento)
Material Nº
1.2343
1.2344
1.2367
1.2711
1.2714
Aços para Trabalho a Frio
(Estampagem / Corte / Moldes para Plástico)
DIN
X 38 CrMoV 5 I
X 40 CrMoV 5 I
X 38 CrMoV 5 3
54 NiCrMoV 6
56 NiCrMoV 7
Material Nº
1.2080
1.2083
1.2311
1.2312
1.2343
1.2344
1.2367
1.2379
1.2380
1.2711
1.2714
1.2738
DIN
X 210 Cr 12
X 42 Cr 13
40 CrMnMo 7
X 38 CrMoS 8 6
X 40 CrMoV 5 I
X 38 CrMoV 5 3
X 155 CrVMo 12 I
X 220 CrVMo 13 4
54 NiCrMoV 6
56 Ni CrMoV 7
40 CrMnNiMo 8 6 4
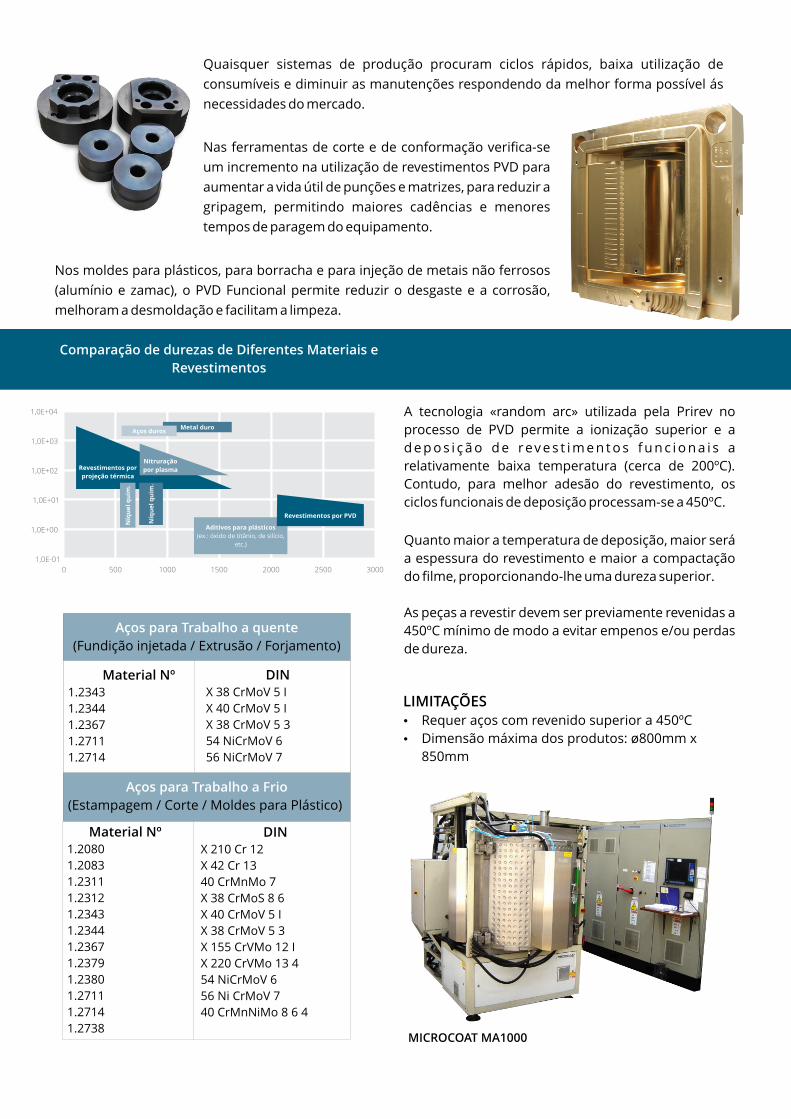
A tecnologia «random arc» utilizada pela Prirev no
processo de PVD permite a ionização superior e a
d e p o s i ç ã o d e rev e s t i m e n t o s f u n c i o n a i s a
relativamente baixa temperatura (cerca de 200ºC).
Contudo, para melhor adesão do revestimento, os
ciclos funcionais de deposição processam-se a 450ºC.
Quanto maior a temperatura de deposição, maior será
a espessura do revestimento e maior a compactação
do filme, proporcionando-lhe uma dureza superior.
As peças a revestir devem ser previamente revenidas a
450ºC mínimo de modo a evitar empenos e/ou perdas
de dureza.
LIMITAÇÕES
Requer aços com revenido superior a 450ºC
Dimensão máxima dos produtos: ø800mm x
850mm
MICROCOAT MA1000
Comparação de durezas de Diferentes Materiais e
Revestimentos
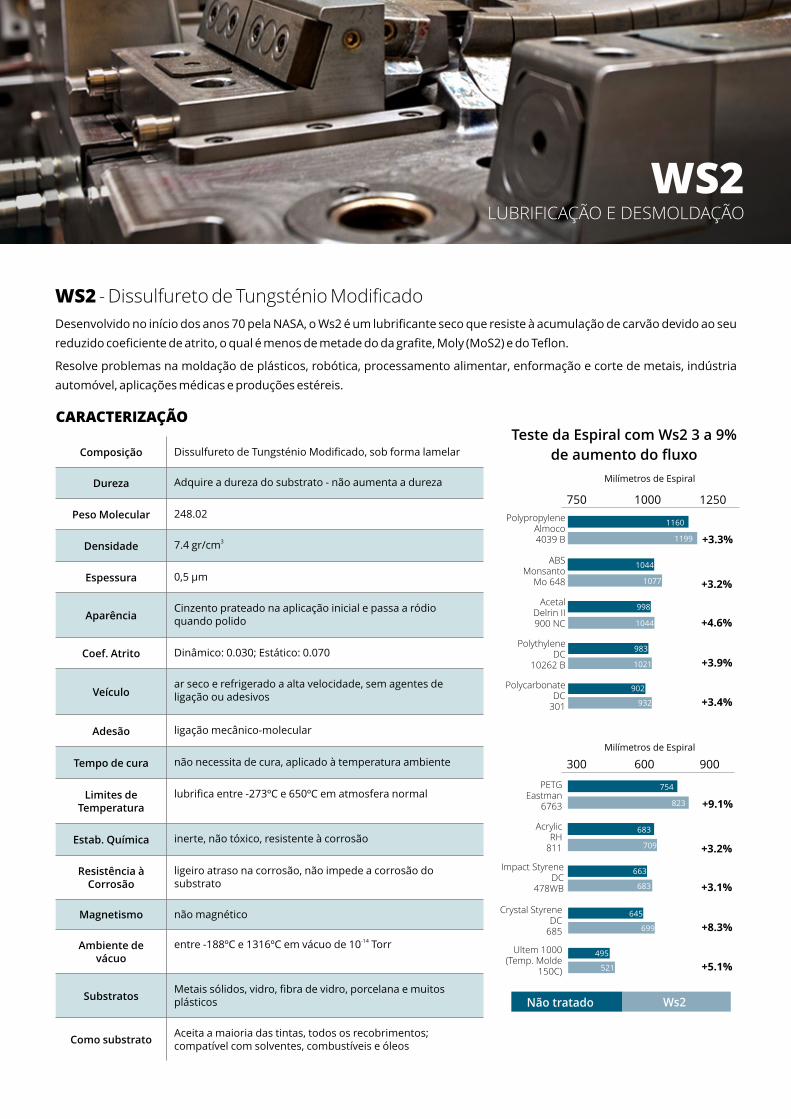
WS2 - Dissulfureto de Tungsténio Modificado
Desenvolvido no início dos anos 70 pela NASA, o Ws2 é um lubrificante seco que resiste à acumulação de carvão devido ao seu
reduzido coeficiente de atrito, o qual é menos de metade do da grafite, Moly (MoS2) e do Teflon.
Resolve problemas na moldação de plásticos, robótica, processamento alimentar, enformação e corte de metais, indústria
automóvel, aplicações médicas e produções estéreis.
WS2 LUBRIFICAÇÃO E DESMOLDAÇÃO
Composição Dissulfureto de Tungsténio Modificado, sob forma lamelar
Dureza Adquire a dureza do substrato - não aumenta a dureza
Peso Molecular 248.02
Densidade37.4 gr/cm
Espessura 0,5 μm
AparênciaCinzento prateado na aplicação inicial e passa a ródio quando polido
Coef. Atrito Dinâmico: 0.030; Estático: 0.070
Veículoar seco e refrigerado a alta velocidade, sem agentes de ligação ou adesivos
Adesão ligação mecânico-molecular
Tempo de cura não necessita de cura, aplicado à temperatura ambiente
Limites de Temperatura
lubrifica entre -273ºC e 650ºC em atmosfera normal
Estab. Química inerte, não tóxico, resistente à corrosão
Resistência à Corrosão
ligeiro atraso na corrosão, não impede a corrosão do substrato
Magnetismo não magnético
Ambiente de vácuo
-14entre -188ºC e 1316ºC em vácuo de 10 Torr
SubstratosMetais sólidos, vidro, fibra de vidro, porcelana e muitos plásticos
Como substratoAceita a maioria das tintas, todos os recobrimentos; compatível com solventes, combustíveis e óleos
Teste da Espiral com Ws2 3 a 9%
de aumento do fluxo
Impact StyreneDC
478WB
Crystal StyreneDC
685
Ws2Não tratado
750 1000 1250
+3.3%
+3.2%
+4.6%
+3.9%
+3.4%
1160
1199
1044
1077
998
1044
983
1021
902
932
PolypropyleneAlmoco4039 B
ABSMonsanto
Mo 648
AcetalDelrin II900 NC
PolythyleneDC
10262 B
PolycarbonateDC
301
Milímetros de Espiral
300 600 900
+9.1%
+3.2%
+3.1%
+8.3%
+5.1%
754
823
683
709
663
683
645
699
495
521
Milímetros de Espiral
PETGEastman
6763
AcrylicRH
811
Ultem 1000(Temp. Molde
150C)
CARACTERIZAÇÃO

POTENCIALIDADES
Proporciona 100% lubrificação ao longo de toda a sua textura
Resolve problemas como: atrito, desgaste excessivo, gripagens e lubrificação mecânica
Melhora o desempenho e aumenta o tempo útil de serviço das peças
Permite aumentar a produção horária das peças
Elimina ou reduz problemas de manutenção que provocam avarias e prolongadas paragens, acabando com o
atrito e a gripagem
Mantém a integridade do substrato dentro de 0.5 μm sem criar sobre-espessuras
Suporta cargas até 70Kg/mm² (ou capacidade de carga igual à do substrato) e opera dentro do limite de
temperatura de -273ºC até 650ºC
Não induz distorções
Resiste à acumulação de carvão devio ao seu extremamente reduzido coeficiente de atrito, o qual é menos de
metade da do grafite, Moly e do Teflon
Compatível (e potencia a ação) de todos os óleos e massas lubrificantes
Reduz o peso da peça, tornando-a menos compacta
Reduz a pressão e o desgaste do molde
Aplicações em ranhuras e orifícios até 1,5mm
Só pode ser eliminado pela remoção do substrato aderente
Tungstenite é a designação química do composto de Dissulfureto de
Tungsténio, que apresenta uma aparência de um pó negro muito fino. As
suas propriedades permitem satisfazer as extremas exigências das
missões no espaço.
Possível num grande conjunto de aplicações dentro da indústria de
plásticos, fundição, têxteis e no processamento alimentar onde a
colagem e a adesão são um problema e os lubrificantes fluidos não são
tolerados.
O WS2 não requer qualquer cura térmica, não contamina as
peças moldadas, não altera o acabamento superficial e não
cresce em cantos e arestas.
MODIFICAÇÃO DE SUPERFÍCIE
LUBRIFICANTE DE ALTA TECNOLOGIA
DESMOLDANTE PERMANENTE
APROVADO PELA FDA
Moldes e fieiras
Ferramentas de estampagem e repuxo
Rolamentos, esferas e rolos
Máquinas ferramenta, veios e torneiras
Motores e elementos de transmissão
vibradores e motores pneumáticos
Conectores e motores elétricos
Disjuntores e interruptores
Buchas, pinças e ferramentas de corte
Compressores e reóstatos
Engregnagens e Rolamentos industriais
Mecanismos de deslize
Mecanismos temporizadores
Válvulas
Serras de Cadeia
Juntas de Borracha e vedantes
Cabeças magnéticas
Roletos de Fecho de Latas
Pequenas armas de fogo
Peças para satélites e aviões
Aplicação de alto vácuo
Bombas Criogénicas
PO
SS
ÍVE
IS
AP
LIC
AÇ
ÕE
S

METALLIC DUREZA E DESMOLDAÇÃO
PRIMETALLIC MATERIAL DEPOSITADO
2000 Nitreto de Crómio (CrN)
3000 Nitreto de Titânio (TiN)
3001 Carbonitreto de Titânio (TiCN)
3002 Nitreto de Titânio e Alumínio (AlTiN)
4000 Nitreto de Zircónio (ZrN)
Metallic - PVD e WS2
Processo tecnológico de tratamento/revestimento de superfícies, através da co-deposição de uma camada
altamente ionizada de PVD e de um lubrificante intermetálico com um coeficiente de atrito excepcionalmente
baixo. Alcança o melhor de dois mundos: dureza e lubrificação.
ESPECIFICAÇÕES TÉCNICAS
Coeficiente de atrito entre 0.035 e 0.065
Espessura compreendida entre 3 a 5 µm
Dureza superior a 2500 HV
Melhor adesão que outros revestimentos
graças às menores tensões no filme
Temperatura de utilização até 650 ºC
Elevada ductibilidade e acabamento superficial
Acabamento que reproduz o substrato até 10
µm
Desmoldante
Maior proteção contra a corrosão, comparati-
vamente à cromagem e niquelagem
Aumenta o período de vida útil das peças até
mais de 10 vezes
VANTAGENS
Não altera o acabamento das superficies
moldantes
melhora o desempenho de ferramentas de
corte e de embutissagem
Elevada tenacidade, resistência à micro-
fissuração e dureza para resistir ao desgaste
por abrasão
Ação lubrificante reduz o atrito superficial
Resiste às micro-fissuras melhor que qualquer
outro revestimento
Nos moldes de injeção de plásticos, protege a
superfície da cavidade contra o desgaste
provocado por cargas e aditivos altamente
abrasivos e de ataques químicos de algumas
resinas
CONDIÇÕES GERAIS
O Polimento deve ser efetuado no sentido do
deslizamento da chapa
O material de base deve ter dureza suficiente para não
sofrer deformações
O revestimento deve ser feito após o acabamento/
polimento total das peças









![Ferro α(CCC) · Microestrutura dos aços [5] ¾Alotropia do ferro puro: 1538°C 1394°C 912°C 770°C Temperatura ambiente Líquido Ferro δ(CCC) Ferro γ(CFC) Ferro α(CCC)](https://static.fdocument.org/doc/165x107/5e43329699f22d6a190276ea/ferro-ccc-microestrutura-dos-aos-5-alotropia-do-ferro-puro-1538c-1394c.jpg)