Harry Kroto 2004. -R /∞ 2 Ionisation -R/1 -R /∞ 2 Ionisation.
Upload
laura-bernalCategory
view
252download
3
Laura Marcela Bernal – [email protected]
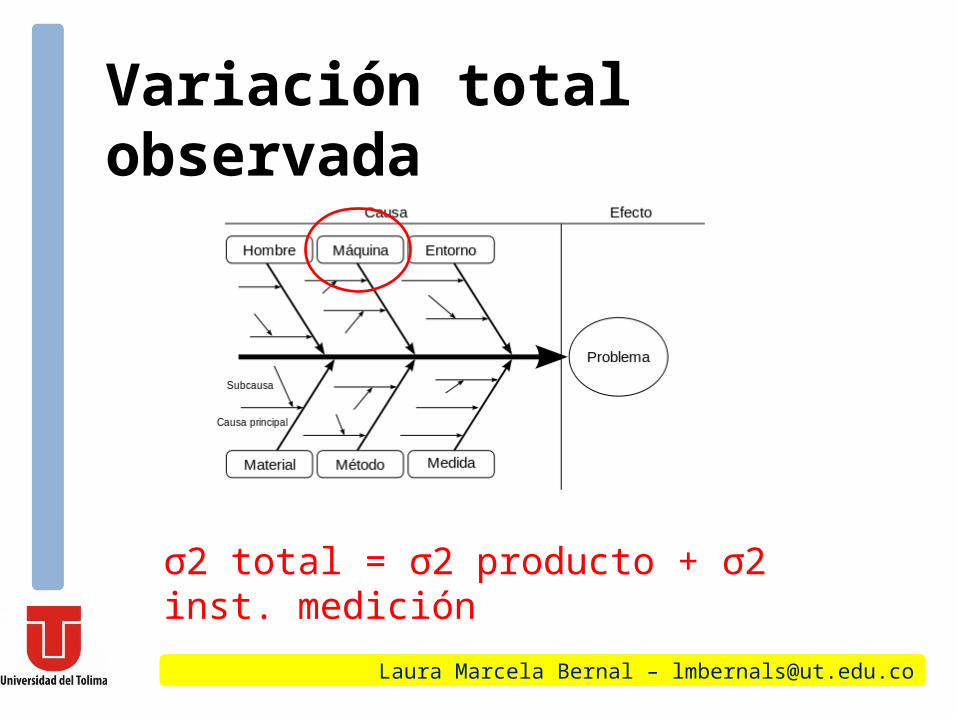
Variación total observada
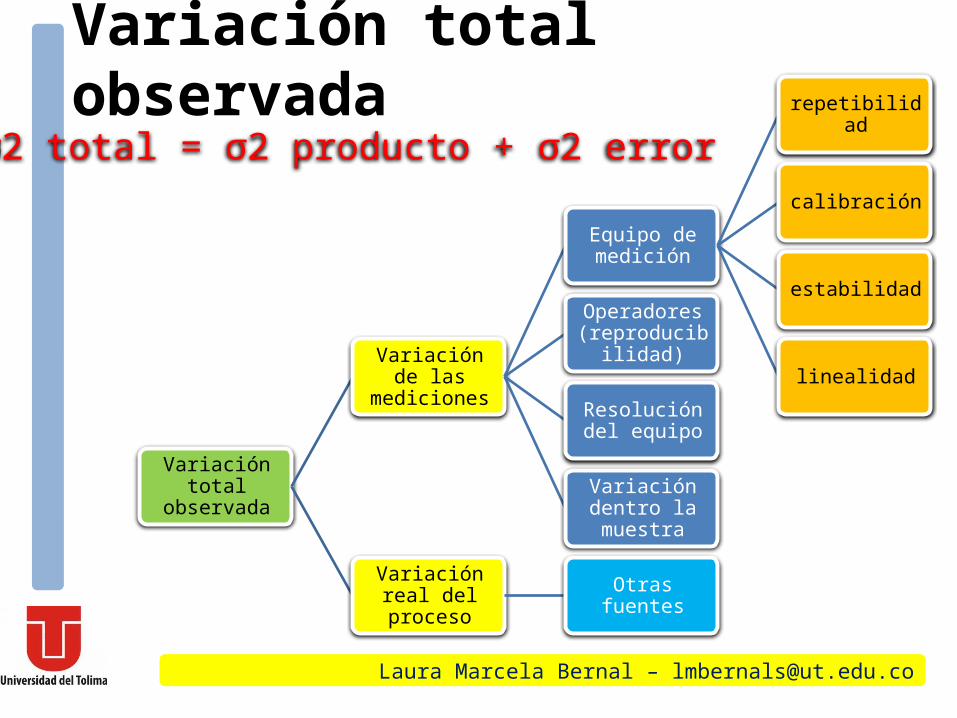
σ2 total = σ2 producto + σ2 inst. medición
Laura Marcela Bernal – [email protected]
Variación total observada
Variación total observada
Variación de las mediciones
Equipo de medición
repetibilidad
calibración
estabilidad
linealidad
Operadores (reproducibilidad)
Resolución del equipo
Variación dentro la muestra
Variación real del proceso Otras fuentes
σ2 total = σ2 producto + σ2 error
Variación total observada
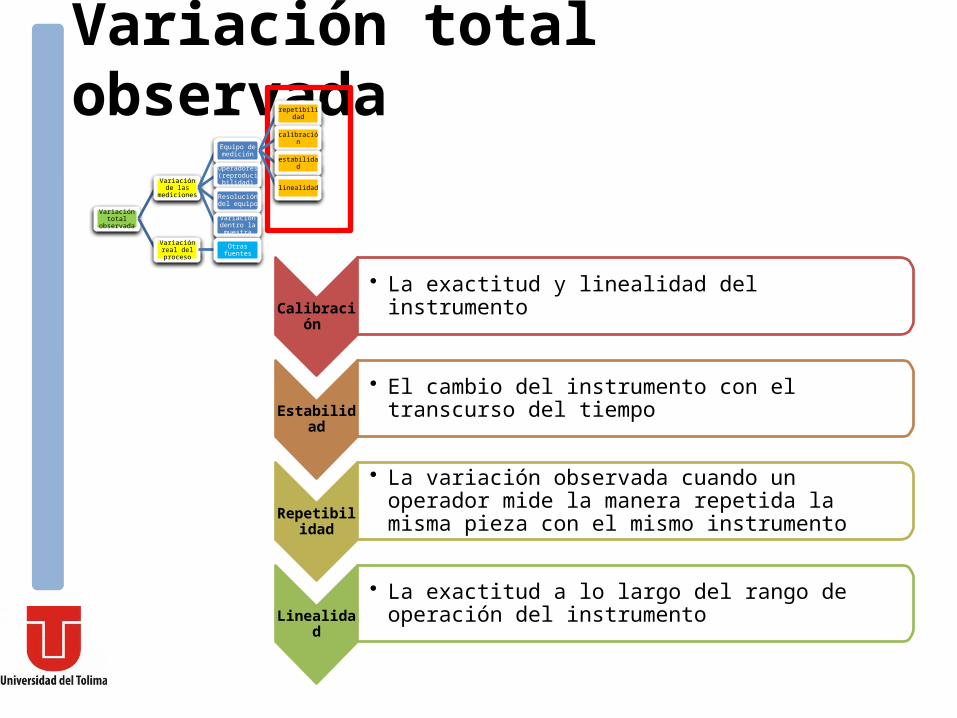
Calibració
n
• La exactitud y linealidad del instrumento
Estabilidad
• El cambio del instrumento con el transcurso del tiempo
Repetibilidad
• La variación observada cuando un operador mide la manera repetida la misma pieza con el mismo instrumento
Linealidad
• La exactitud a lo largo del rango de operación del instrumento
Variación total observada
Variación de las mediciones
Equipo de medición
repetibilidad
calibración
estabilidad
linealidad
Operadores (reproducibilid
ad)
Resolución del equipo
Variación dentro la muestra
Variación real del proceso Otras fuentes
Variación total observada
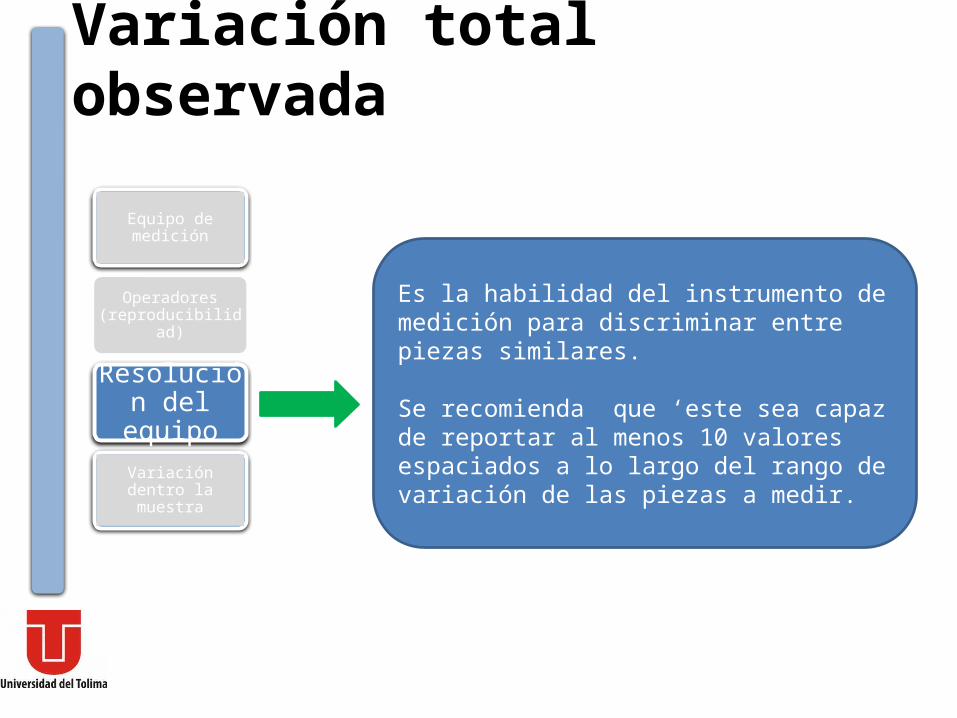
Equipo de medición
Operadores (reproducibilidad)
Resolución del equipo
Variación dentro la muestra
Es la habilidad del instrumento de medición para discriminar entre piezas similares.
Se recomienda que ‘este sea capaz de reportar al menos 10 valores espaciados a lo largo del rango de variación de las piezas a medir.
Laura Marcela Bernal – [email protected]
Variación total observada
Variación total observada
Variación de las mediciones
Equipo de medición
repetibilidad
calibración
estabilidad
linealidad
Operadores (reproducibilidad)
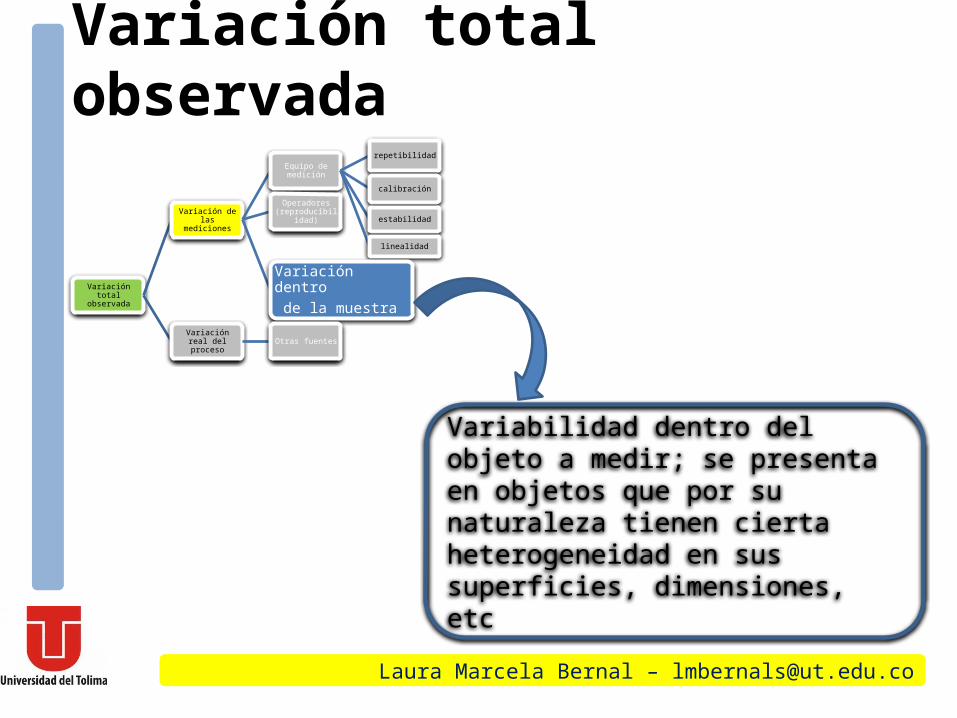
Variación dentro de la muestra
Variación real del proceso Otras fuentes
Variabilidad dentro del objeto a medir; se presenta en objetos que por su naturaleza tienen cierta heterogeneidad en sus superficies, dimensiones, etc
Laura Marcela Bernal – [email protected]
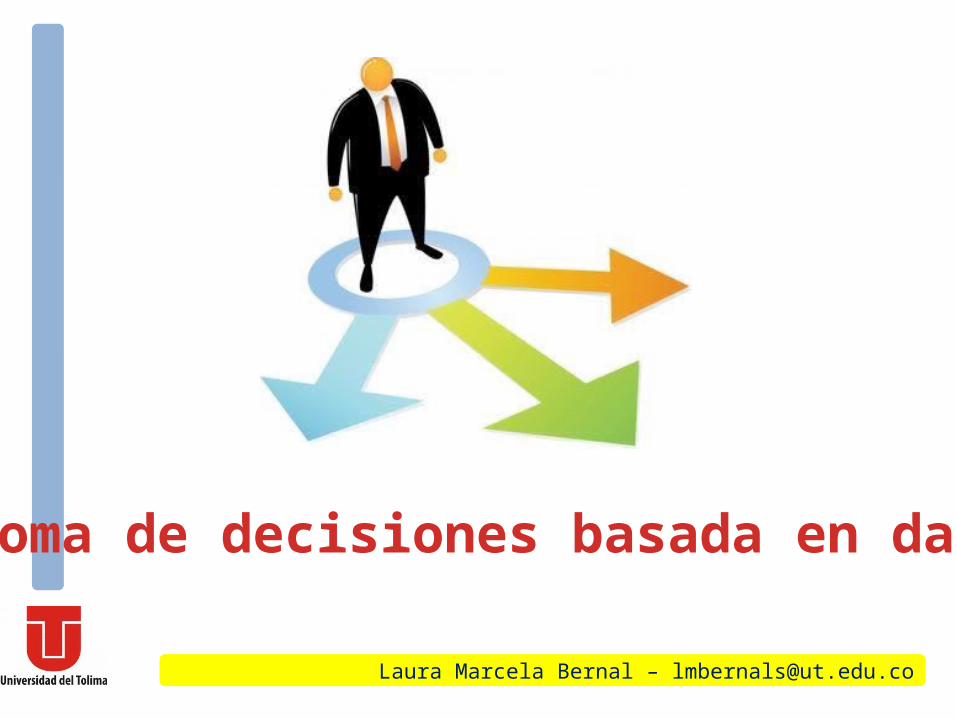
Precisión
Exactitud
Error de cualquier
proceso de medición
(variabilidad)
Laura Marcela Bernal – [email protected]
PrecisiónEs la variación que presentan los resultados al medir varias veces una misma pieza con el mismo equipo
Componentes: Repetibilidad y Reproducibilidad
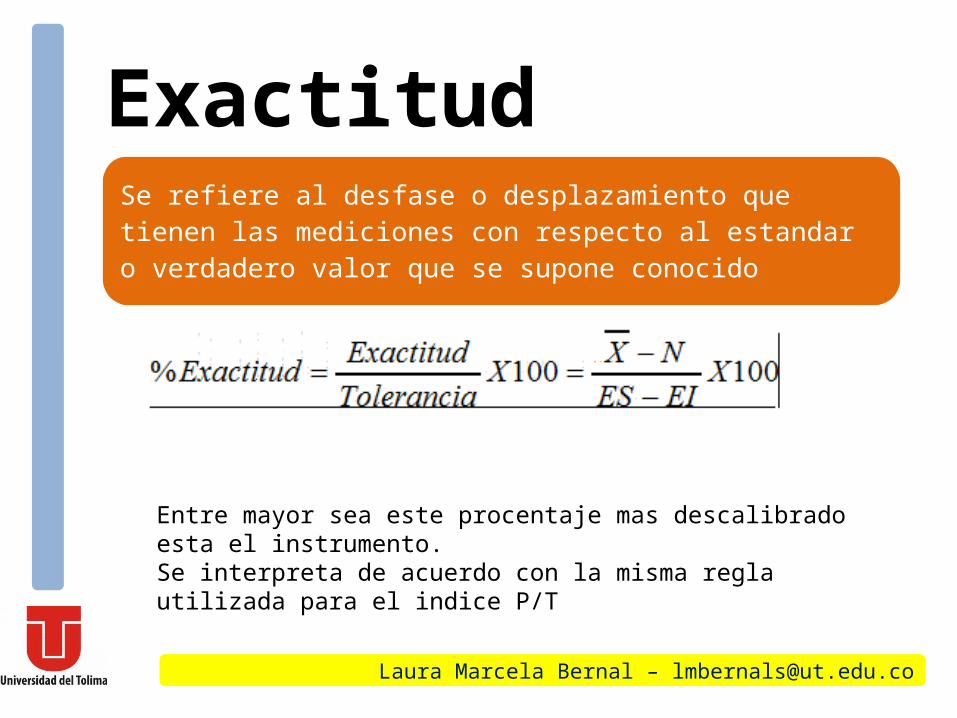
ExactitudSe refiere al desfase o desplazamiento que tienen las mediciones con respecto al estandar o verdadero valor que se supone conocido
Laura Marcela Bernal – [email protected]
Componentes de la precisión
Repetibilidad
• Se refiere a la precisión o variabilidad de sus mediciones cuando se obtienen varias mediciones del mismo objeto en condiciones similares (mismo operador)
•
Reproducibilidad
• Se refiere a la precisión o variabilidad de las mediciones del mismo objeto pero en condiciones variables (diferente operador, periodos de tiempo, medio ambiente etc)
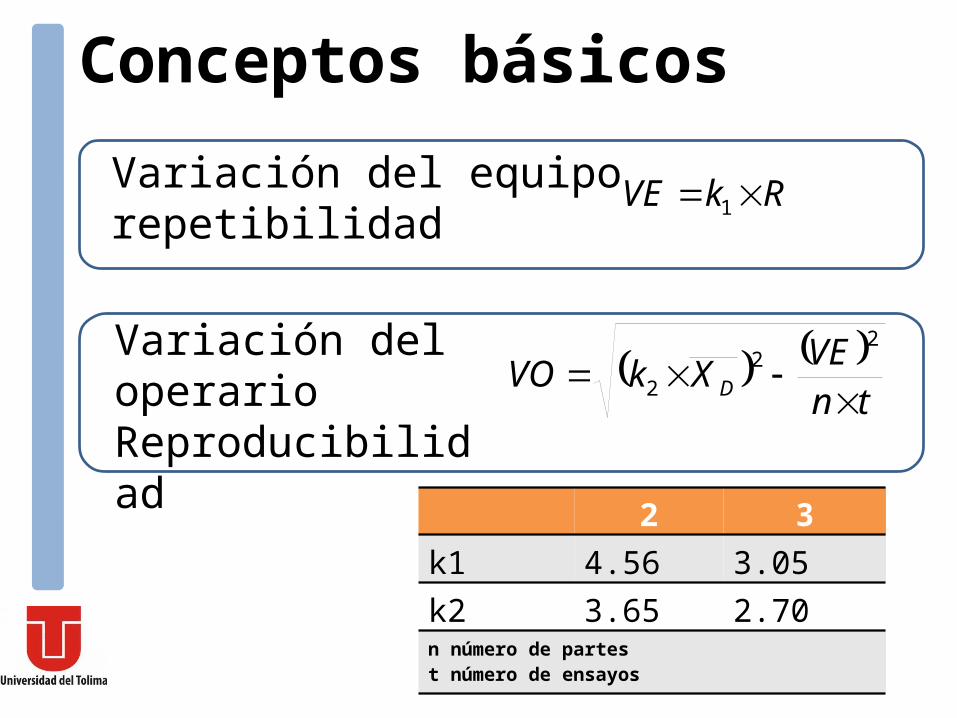
Conceptos básicos
RkVE 1Variación del equiporepetibilidad
Variación del operarioReproducibilidad
tn
VEXkVO D
2
22
2 3k1 4.56 3.05k2 3.65 2.70n número de partest número de ensayos
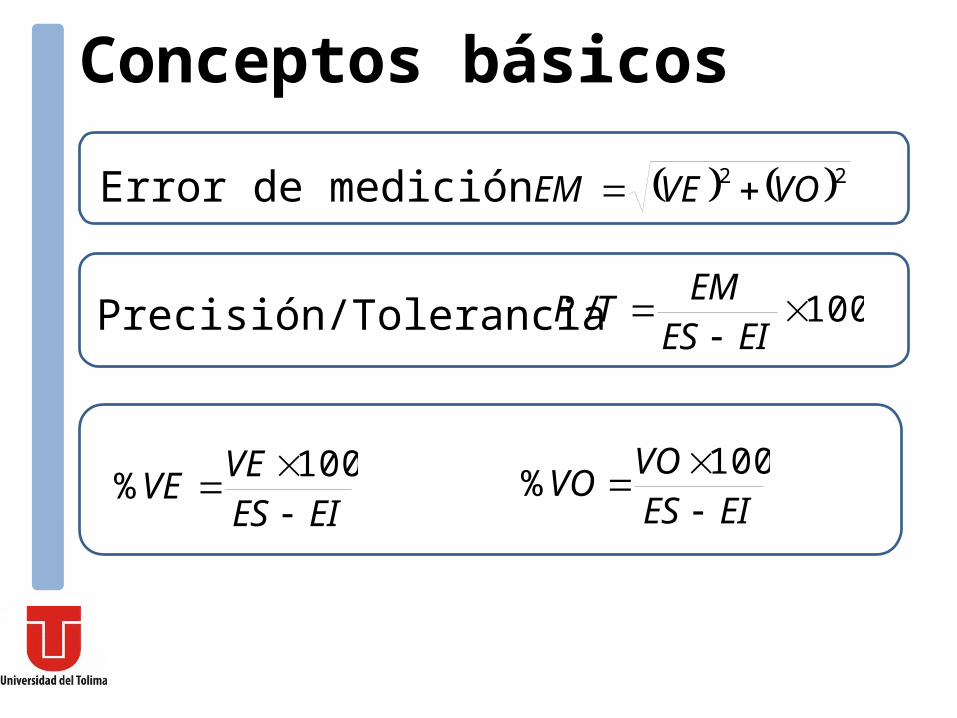
22 VOVEEM Error de medición
100/
EIES
EMTPPrecisión/Tolerancia
Conceptos básicos
EIESVE
VE 100
%EIES
VOVO
100
%
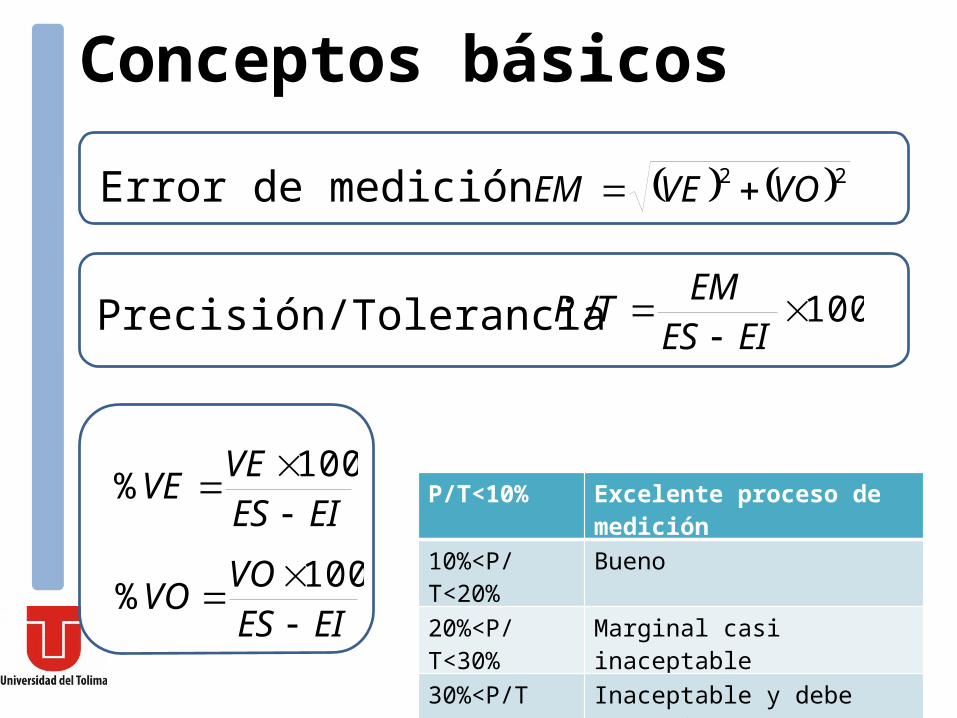
22 VOVEEM Error de medición
100/
EIES
EMTPPrecisión/Tolerancia
P/T<10% Excelente proceso de medición
10%<P/T<20% Bueno
20%<P/T<30% Marginal casi inaceptable
30%<P/T Inaceptable y debe corregirse
Conceptos básicos
EIESVE
VE 100
%
EIESVO
VO 100
%
Laura Marcela Bernal – [email protected]
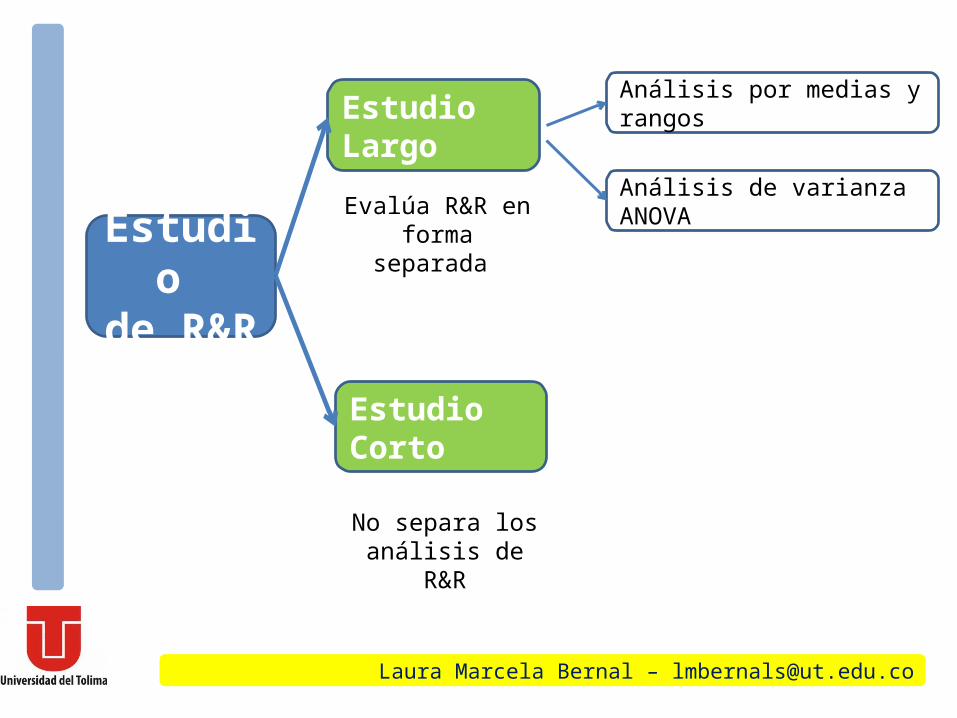
Estudio de R&R
Estudio Largo
Estudio Corto
Evalúa R&R en forma separada
No separa los análisis de R&R
Análisis por medias y rangos
Análisis de varianza ANOVA
Laura Marcela Bernal – [email protected]
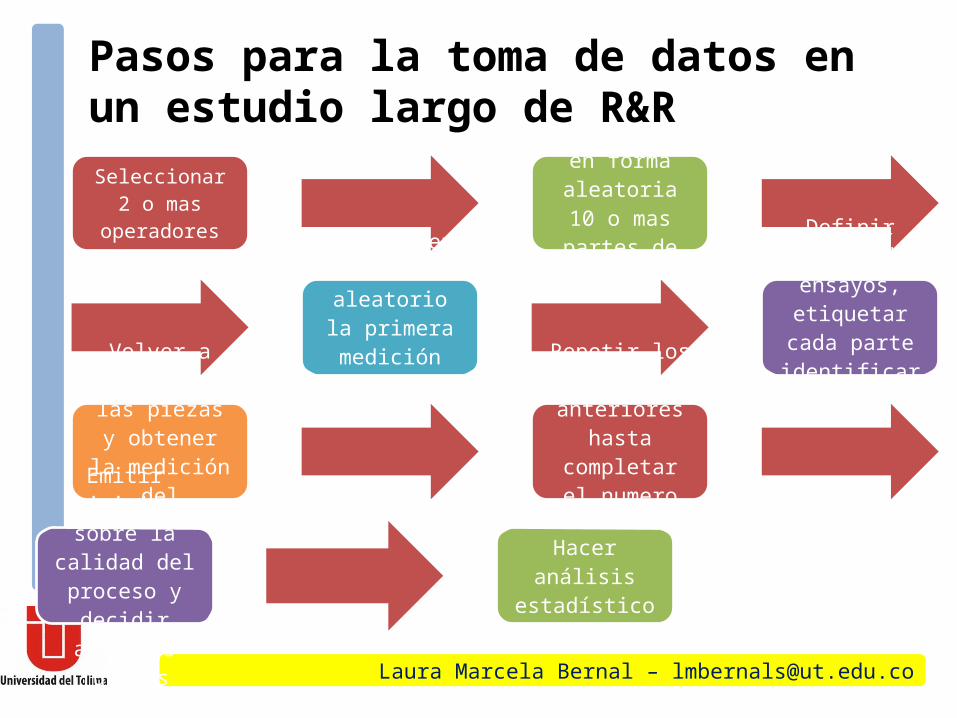
Pasos para la toma de datos en un estudio largo de R&R
Seleccionar 2 o mas operadores
Seleccionar en forma aleatoria 10 o mas partes
de piezas
Definir numero de ensayos,
etiquetar cada parte identificar
la zona de medición
Obtener en orden aleatorio
la primera medición del operador A
Volver a aleatorizar las
piezas y obtener la medición del operador B ..etc
Repetir los pasos anteriores hasta
completar el numero de
ensayos definidos
Hacer análisis estadístico
Emitir juicio sobre la calidad
del proceso y decidir acciones
futuras
Laura Marcela Bernal – [email protected]
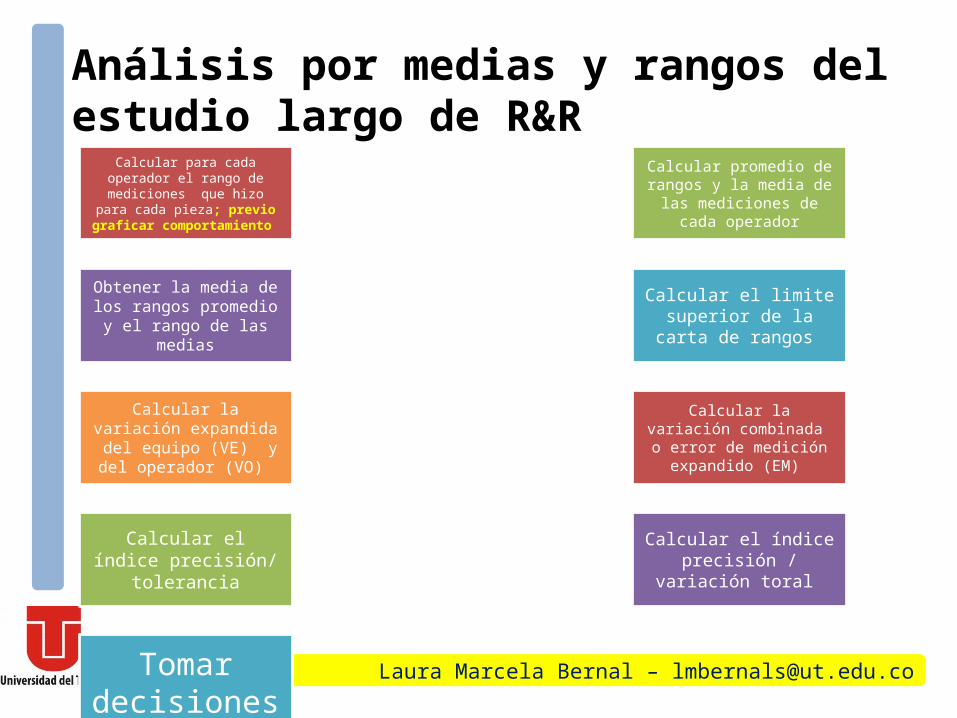
Análisis por medias y rangos del estudio largo de R&R
Calcular para cada operador el rango de mediciones que hizo para cada pieza; previo graficar comportamiento
Calcular promedio de rangos y la media de las
mediciones de cada operador
Obtener la media de los rangos promedio y el rango de las medias
Calcular el limite superior de la carta
de rangos
Calcular la variación expandida del equipo
(VE) y del operador (VO)
Calcular la variación combinada o error de
medición expandido (EM)
Calcular el índice precisión/ tolerancia
Calcular el índice precisión /
variación toral
Tomar decisiones
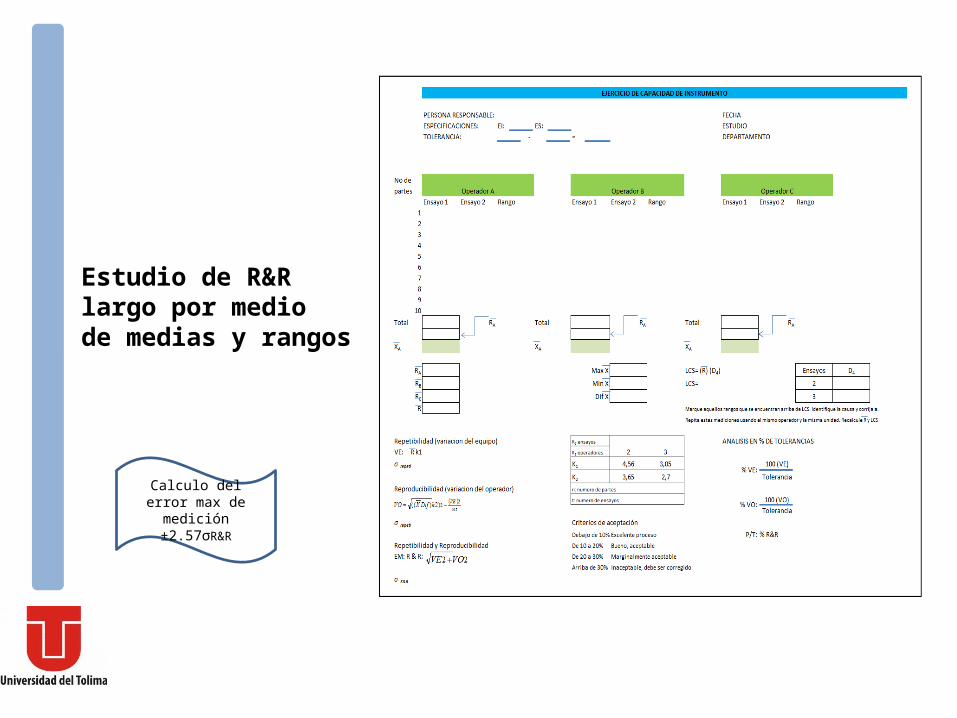
Estudio de R&Rlargo por mediode medias y rangos
Calculo del error max de medición
±2.57σR&R
Laura Marcela Bernal – [email protected]
ExactitudSe refiere al desfase o desplazamiento que tienen las mediciones con respecto al estandar o verdadero valor que se supone conocido
Entre mayor sea este procentaje mas descalibrado esta el instrumento.Se interpreta de acuerdo con la misma regla utilizada para el indice P/T
Laura Marcela Bernal – [email protected]
Ejercicio de aplicación 1
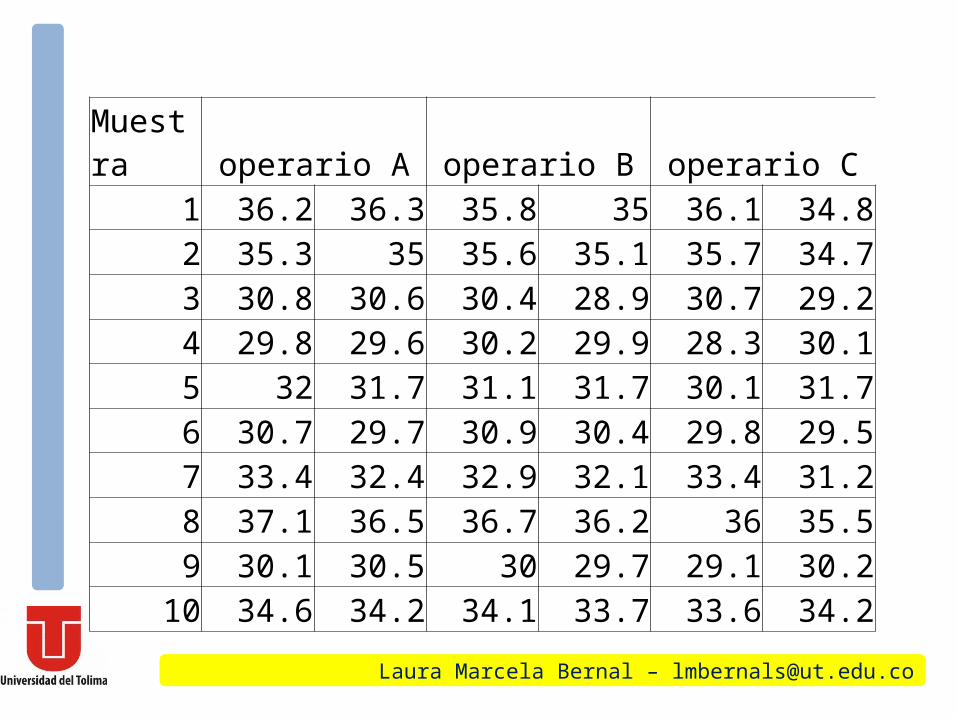
En una compañía que fabrica PVC se realiza un estudio de R&R , para evaluar el proceso de medición del tamaño de partícula. Las especificaciones son EI=25 y ES = 40 . Se miden dos veces 10 muestras de polímero, por tres operarios diferentes. Los resultados se presentan en la tabla
Laura Marcela Bernal – [email protected]
Muestra operario A operario B operario C1 36.2 36.3 35.8 35 36.1 34.82 35.3 35 35.6 35.1 35.7 34.73 30.8 30.6 30.4 28.9 30.7 29.24 29.8 29.6 30.2 29.9 28.3 30.15 32 31.7 31.1 31.7 30.1 31.76 30.7 29.7 30.9 30.4 29.8 29.57 33.4 32.4 32.9 32.1 33.4 31.28 37.1 36.5 36.7 36.2 36 35.59 30.1 30.5 30 29.7 29.1 30.2
10 34.6 34.2 34.1 33.7 33.6 34.2
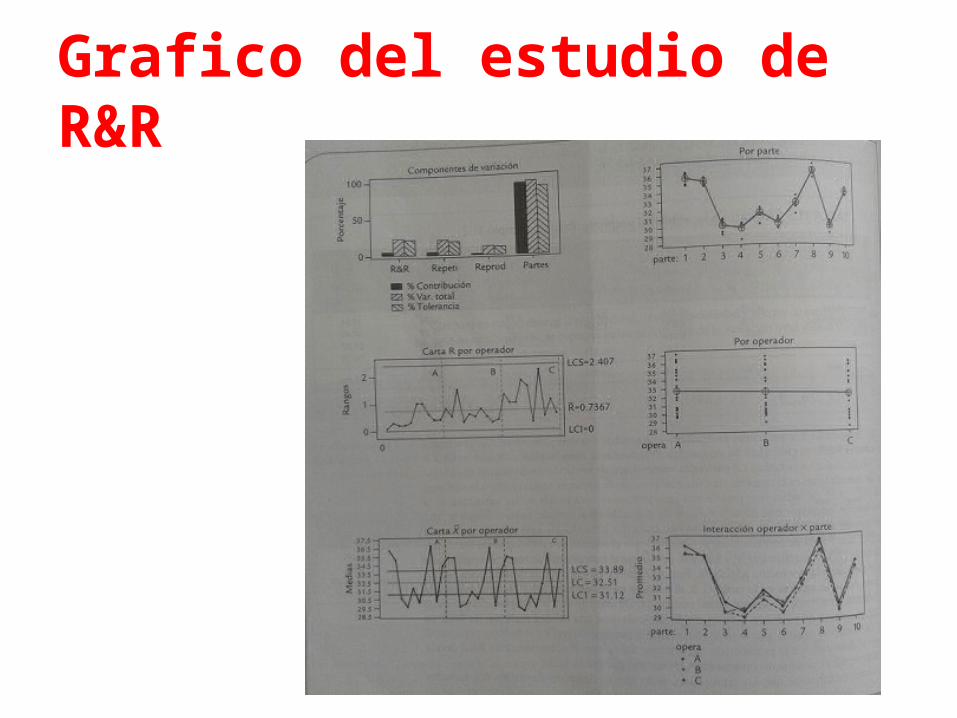
Grafico del estudio de R&R
Laura Marcela Bernal – [email protected]
Estudio de R&R metodo corto
Permite estimar de manera la variabilidad con la que contribuye el proceso de medicion; sin embargo, no es posible separar la
repetibilidad (instrumento) de la reproducibilidad (operadores) sino que viene mezclada
Laura Marcela Bernal – [email protected]
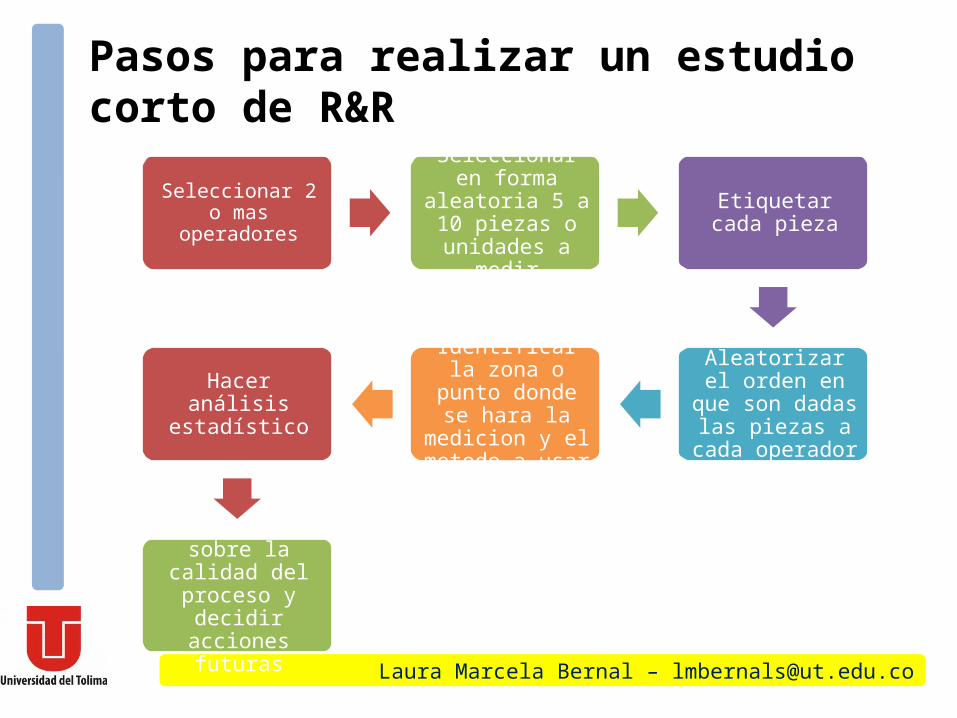
Pasos para realizar un estudio corto de R&R
Seleccionar 2 o mas operadores
Seleccionar en forma aleatoria 5 a
10 piezas o unidades a medir
Etiquetar cada pieza
Aleatorizar el orden en que son dadas las piezas a cada
operador
Identificar la zona o punto donde se
hara la medicion y el metodo a usar
Hacer análisis estadístico
Emitir juicio sobre la calidad del
proceso y decidir acciones futuras
Laura Marcela Bernal – [email protected]
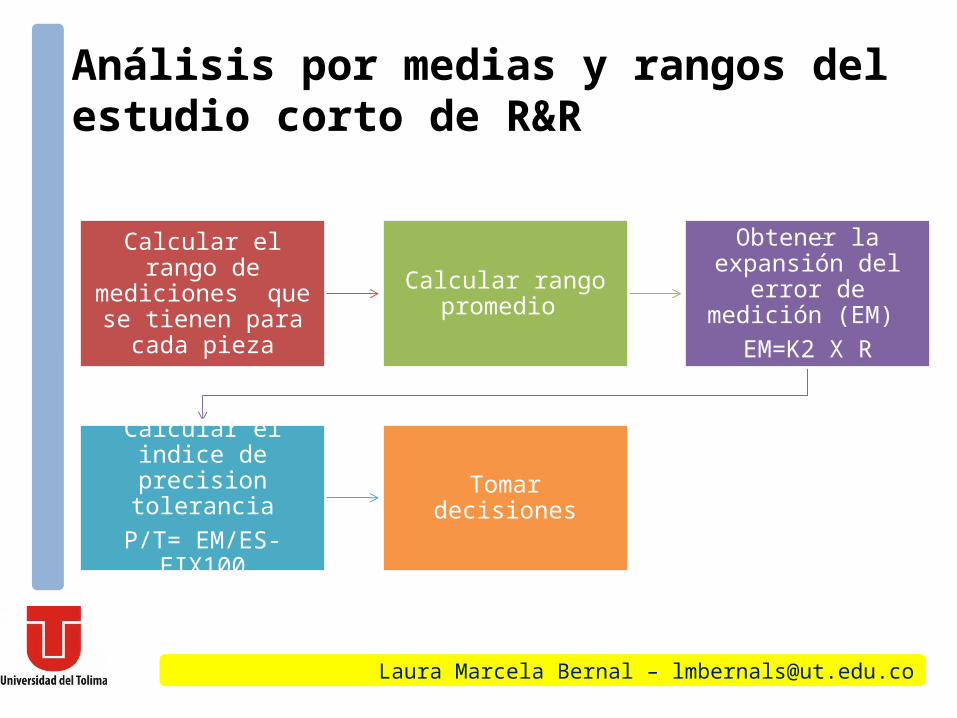
Análisis por medias y rangos del estudio corto de R&R
Calcular el rango de mediciones que se
tienen para cada pieza
Calcular rango promedio
Obtener la expansión del error de medición
(EM) EM=K2 X R
Calcular el indice de precision toleranciaP/T= EM/ES-EIX100
Tomar decisiones
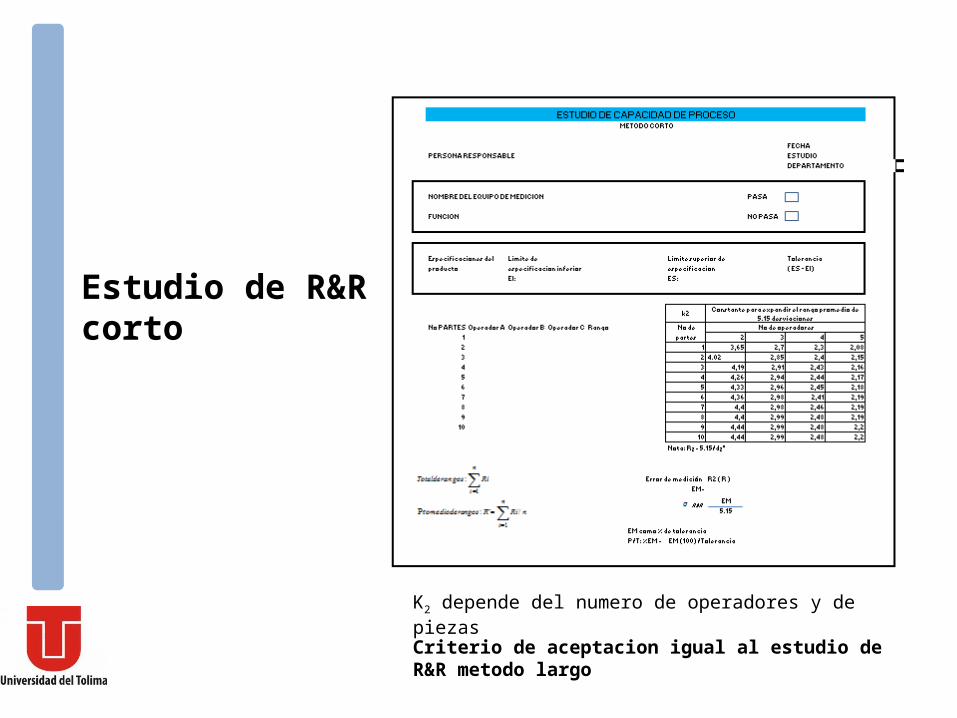
Estudio de R&Rcorto
K2 depende del numero de operadores y de piezas
Criterio de aceptacion igual al estudio de R&R metodo largo
Laura Marcela Bernal – [email protected]
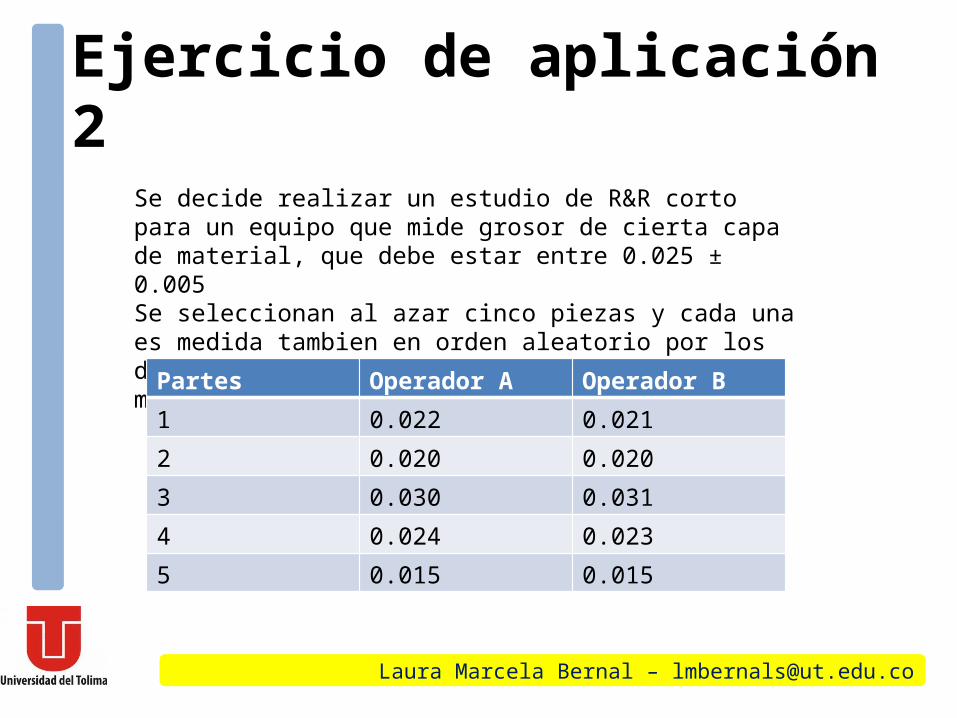
Ejercicio de aplicación 2
Se decide realizar un estudio de R&R corto para un equipo que mide grosor de cierta capa de material, que debe estar entre 0.025 ± 0.005 Se seleccionan al azar cinco piezas y cada una es medida tambien en orden aleatorio por los dos operadores. Los datos obtenidos se muestran en la siguiente tabla:
Partes Operador A Operador B
1 0.022 0.021
2 0.020 0.020
3 0.030 0.031
4 0.024 0.023
5 0.015 0.015