Univerzalab.fs.uni-lj.si/kolt/LastedNet/Final Report.pdf · The principle behind the process for...
42
Transcript of Univerzalab.fs.uni-lj.si/kolt/LastedNet/Final Report.pdf · The principle behind the process for...


Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 1
INDEX Acknowledgements ........................................................................................................................................................... 2
1 Introduction .............................................................................................................................................................. 3
2 Theory ....................................................................................................................................................................... 4
2.1 Process Overview .............................................................................................................................................. 4
2.2 Process Mechanisms ......................................................................................................................................... 5
2.2.1 The Temperature Gradient Mechanism (TGM) ........................................................................................ 5
2.3 The Buckling and Shortening Mechanisms ....................................................................................................... 6
2.4 Materials ........................................................................................................................................................... 7
2.5 Shape acquisition .............................................................................................................................................. 8
2.5.1 Laser Triangulation .................................................................................................................................... 8
2.6 Laser Safety ..................................................................................................................................................... 14
2.6.1 The Dangers ............................................................................................................................................ 14
2.6.2 The Safety Limits ..................................................................................................................................... 15
2.6.3 Laser Classification .................................................................................................................................. 18
2.6.4 Typical Class 4 Safety Arrangements ...................................................................................................... 18
2.6.5 Where Are the Risks in a Properly Set Up Facility? ................................................................................. 20
2.6.6 Electrical Hazards .................................................................................................................................... 20
2.6.7 Fume Hazards .......................................................................................................................................... 20
2.6.8 Conclusions ............................................................................................................................................. 21
3 Practical case ........................................................................................................................................................... 22
3.1 Laser Forming Experimental Setup ................................................................................................................. 22
3.2 Shape Measurement System .......................................................................................................................... 23
3.3 User Interface .................................................................................................................................................. 24
3.4 How to start the experience ........................................................................................................................... 25
3.5 Laser Forming Procedure ................................................................................................................................ 27
3.5.1 Selected work‐piece ................................................................................................................................ 27
3.5.2 Move work‐piece to the starting point ................................................................................................... 27
3.5.3 Processing ............................................................................................................................................... 28
3.5.4 Measurement .......................................................................................................................................... 31
4 Results ..................................................................................................................................................................... 32
5 Conclusions ............................................................................................................................................................. 37
6 Suggestions ............................................................................................................................................................. 38
7 References .............................................................................................................................................................. 39

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 2
ACKNOWLEDGEMENTS
We want to express appreciation to all staff from the Department of Optodynamics and Laser
Applications for their extended support and especially to Professor Janez Diaci and Assistant Drago Bračun
for all patience and knowledge.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 3
1 INTRODUCTION
Laser forming has become a viable process for the shaping of metallic components, as a means of
rapid prototyping and of adjusting and aligning. The laser forming process is of significant value to
industries that previously relied on expensive stamping dies and presses for prototype evaluations. Relevant
industry sectors include aerospace, automotive, and microelectronics. In contrast with conventional forming
techniques this method requires no mechanical contact and hence offers many of the advantages of process
flexibility associated with other laser manufacturing techniques such as laser cutting and marking [1]. Laser
forming can produce metallic, predetermined shapes with minimal distortion.
The process is similar to the well established torch flame bending used on large sheet material in the
ship building industry but a great deal more control of the final product can be achieved [2]. The laser
forming process is realized by introducing thermal stresses into the surface of a work piece. These internal
stresses induce plastic strains, bending or shortening the material, or result in a local elastic plastic buckling
of the work piece depending on the mechanism active [3]. The range of metals that can be laser formed is
considerable. As there is only localized heating involved below the melting temperature the bulk properties
are not altered and good metallurgy is retained in the irradiated area [4].
Materials of particular interest are specialist high strength alloys [5]. These include titanium and
aluminium alloys. These materials are widely used in the aerospace industry where the implementation of
laser bending as a replacement of existing manufacturing processes is under investigation [6] as well as
other industry areas [7].
There are numerous application areas of the laser forming process in use today that are considered
cost effective in the design and/or manufacturing process, these include:
• Rapid prototyping of irregular shapes for turbine blade applications
• Non-contact forming for installation and adjustment of non-accessible parts
• Automotive shapes for prototype and validation testing
• Aerospace shapes for precision shaping of tanks and pressure vessels
• Unbending techniques for repairs and alignment applications
• Tube and pipe precision forming.
• Final configuration production parts for small quantities of parts.
• Rapid prototyping of parts prior to final production.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 4
2 THEORY
2.1 PROCESS OVERVIEW
The laser-forming process is realized by introducing thermal stresses (without melting) into the
surface of a work-piece with a high-power laser beam. These internal stresses induce plastic strains that
bend the material or result in local elastic/plastic buckling. The laser-forming process is principally used at
the macro level to form metallic sheet material.
Current research at the University of Liverpool (UK) and other research groups has shown that it can
produce parts with 2-D bends or 3-D formed parts. Research is also ongoing on the use of the process to
remove unwanted distortion in conventionally formed parts, as well as the distortion due to welding
operations. (In addition, research is ongoing in the use of lower-powered lasers to align micro-electronic
components and actuators.)
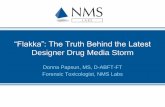
The principle behind the process for sheetmetal uses a laser beam that's guided across the sheet
surface (shown in figure 1). The path of the laser is dependent on the desired forming result. In the simplest
case it may be a point; in other cases it may be a straight line across the whole part. And, for spatially
formed parts and extrusions, the paths may be very sophisticated radial and tangential lines.
Fig.1 – Laser beam guided across the sheet metal

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 5
2.2 PROCESS MECHANISMS
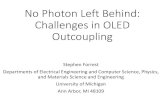
There are several distinct mechanisms of laser forming, depending on the process setup. The
significant process variables (of many) that determine the active mechanism are the traverse speed, laser
spot diameter, incident laser power and absorption coefficient. There are three main mechanisms for the
laser forming of sheet, tubes and extrusions; these are outlined in figure 2.
Fig.2 - Schematic of the Three Main Laser Forming Mechanisms [8]
2.2.1 THE TEMPERATURE GRADIENT MECHANISM (TGM)
This mechanism is the most widely reported, and can be used to bend sheet material out of plane
towards the laser. The conditions for the temperature gradient mechanism are energy parameters that lead to
a steep temperature gradient across the sheet thickness (figure 2). This results in a differential thermal
expansion through the thickness. The beam diameter is typically of the same order as the sheet thickness but
can be larger. The path feed rate has to be chosen to be large enough that a steep temperature gradient can be
maintained. The feed rate/temperature gradient has to be increased if materials are used which have a high
thermal conductivity. The laser path on the sheet surface is typically a straight line across the whole sheet.
This straight line coincides with the bending edge. Initially the sheet bends in the direction away from the
laser. This is called counter bending.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 6
With continued heating the bending moment of the sheet opposes the counter bending and the
mechanical properties of the material are reduced. Once the thermal stress reaches the temperature
dependent yield stress any further thermal expansion is converted into plastic compression. During cooling
the material contracts again in the upper layers, and because it has been compressed, there is a local
shortening of the upper layers of the sheet and the sheet bends towards the laser beam. The yield stress and
Young’s modulus return to a much higher level during this cooling phase and little plastic re-straining
occurs. Bends of approximately one or two degrees per pass are achieved with this mechanism [8, 9].
2.3 THE BUCKLING AND SHORTENING MECHANISMS
Both of these mechanisms are activated by the use of laser parameters that do not yield a temperature
gradient in the depth of the material (figure 2). For the case of the buckling mechanism a beam diameter
much larger than the sheet thickness and a slow traverse speed is used. This results in a large amount of
thermoelastic strain that in turn results in a local thermoelastic-plastic buckling of the material. The buckle is
traversed along the length of the sample and once the buckle reaches the exiting edge of the sheet the elastic
strain dissipates and the remaining plastic strain causes a deflection. This mechanism can be used for out of
plane bending of sheet material, it may be accompanied by some in plane shrinkage as well. The part can be
made to bend in either the positive or negative directions.
The direction depends on a number factors including the pre-bending orientation of the sheet, pre-
existing residual stresses and the direction in which any other elastic stresses are applied, (for example a
forced air stream acting on the bottom of the sheet.) The buckling mechanism results typically in bending
angles between 1 and 15 degrees. This is significantly larger than observed for the temperature gradient
mechanism. This is not a result of a higher degree of performance but a result of the fact that using the
buckling mechanism more energy can be coupled into the workpiece in one step. For the shortening or
upsetting mechanism the geometry of a workpiece would prevent buckling due to the increased moment of
inertia compared to sheet material.
This mechanism is used to shorten or upset a workpiece in plane it may be used in different ways for a
wide range of forming results such as the bending of extrusions and tubes. By the careful selection of the
sequence of the sides of the geometry heated, a section can be made to step out of plane. The mechanism can
also be used for the shortening of small frames. This is useful for aligning operations in micro parts
production.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 7
The mechanisms of laser forming can accompany each other to some extent because there is a
transition region of processing parameters and geometries where a switch from one mechanism to another
takes place. Additionally there is usually a coupling between in plane and out of plane deformation in
forming operations, for 3D forming operations the interactions become very complex indeed [8, 9].
2.4 MATERIALS
The range of metals that can be laser formed is considerable, as there's only localized heating
involved, below the melting temperature. The bulk properties aren't altered and good metallurgical
properties are retained in the irradiated area. Materials of particular interest are specialty high-strength
alloys, including titanium and aluminum alloys. These materials are widely used in the aerospace industry,
where the implementation of laser bending as a replacement for existing low-volume manufacturing
processes is under investigation, as well as in other industry areas where inexpensive prototype evaluation
parts prior to die manufacture would be useful.
Due to the progressive nature of the process, high accuracy can be achieved. In addition, small bends
can be produced in parts that wouldn't be possible with conventional techniques, due to the springback of the
material.
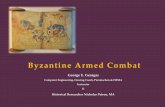
Two examples of laser formed parts produced at the University of Liverpool are shown in Figure 3.
The part on the left was formed from a 250 x 100 mm, 2-mm gauge aluminium blank; the other was from
400 x 200 mm, 1.5-mm gauge mild steel. Both were formed from flat sheet by a 1.5kW CO2 laser with no
additional tooling or restraint, save the attachment to the CNC bed.
Fig.3 – Laser formed parts

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 8
2.5 SHAPE ACQUISITION
2.5.1 LASER TRIANGULATION
Triangulation is a commonly used technique for determining spatial relations. It has been utilized in
areas as cartography and the Global Positioning System (GPS). Laser Triangulation is an Active1 Structured
Light (ASL) technique, in which a laser dot is observed (through a lens) by a sensor.
Fig.4 – Laser Triangulation
The position of the laser spot on the sensor is related to the position of the surface (along the beam)
by using triangulation [10, 11].
Fig.5 – Laser Triangulation
1 The system is said to be active as the geometry of the laser beam is used in the measurement and so need to be known [15].

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 9
The triangulation angle (and the lens) can be used to achieve the required balance of range and
accuracy [10]. In [13] precisely controlled mirrors are used to control the base line for the triangulation. As
the laser is positioned at a non-zero angle, relative to the sensor, it is possible for part of the surface to
obscure the camera’s view of the line (generated by the laser). This is less prevalent at lower angles [13],
however the accuracy is also reduced, which limits the distance over which triangulation can be used [14].
Triangulation is capable of providing high (sub-micron) accuracy over short ranges [10, 14].
As the triangulation can be implemented with an analogue photo-sensor extremely high data (and
hence measurement) rates are possible, 200K measurements/sec [12, 10]. The use of pixelised (array)
sensors allow errors, such as multiple reflections, to be detected [12, 10], however this does reduce speed.
Laser Triangulation, presented previously, can be easily extended to take a line of measurements in
parallel. This is achieved by replacing the laser point generator with a laser line generator, which produces a
line on the surface [13]. Multiple sensors, stacked upon each other, are then required to take readings along
the length of the line. It is often simpler, and cheaper, to use a standard off-theshelf CCD camera, the rows
of which represent the different sensors in the stack. The CCD array also acts as a pixelised sensor, which
allows multiple bright spots to be detected and the erroneous data to be discarded.
Fig.6 – Laser Line Triangulation
This suffers from the problems of occlusion [13] reduces the angle (or applies the light from the
opposite side of the camera) to overcome this, [17] uses a pair of light sources (both of which are visible in
the image), to minimize its effect. Others [20] use multiple cameras to minimize the problem, and allow
noisy readings to be removed [21], however this has added problems as the relative positions of each of the
cameras must be determined [13].

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 10
As the triangulation angle is never zero, it is always possible for occlusion to occur. Using off-the-
shelf components it is possible to achieve sub-millimeter (0.15mm) accuracy [20]. The structured light
pattern used for the triangulation can be generated in a number of ways, [17, 18] uses a while light strip to
allow eye safe operation. [13, 16, 20] uses commercially available laser line generators. Some researchers
have extended this idea to use the edge of a shadow for triangulation, as it can be easier to detect the
transition, from light to dark, than to detect the centre of a narrow strip [18, 19].
Cyberware (www.cyberware.com), BIRIS (National Research Council of Canada) and PRIME
(California Polytechnic) are examples of commercially available systems that utilize this technique.
2.5.1.1 LIMITATIONS
There are a number of conditions under which Laser Triangulation suffers from reduced accuracy, or
even fails completely. These are explained and their effects on accuracy mentioned. Also, wherever
possible, a solution is presented.
2.5.1.1.1 ADVERSE ILLUMINATION
When the surface is illuminated strongly, particularly when it is bright in colour, the contrast of the
image is greatly reduced. This results in a bad separation between the laser line, and the background colour
of the surface, hence making detection difficult. The images below show the difference between a laser strip
shining on a dark surface, and an illuminated light coloured one. In the illuminated one, it is clear that the
laser beam becomes hard to distinguish (due to lighting) and scattered (due to light coloured surface).
Fig.7 – Adverse Illumination

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 11
This situation can present itself when working in strongly illuminated areas or with very lightly
coloured materials. The problems incurred by the light coloured surface can usually be remedied by
narrowing the aperture of the lens, hence reducing the scatter. If incident light a factor, then a filter may
alleviate the problem. The filter only allows a narrow band of wavelengths (i.e. those produced by the laser)
to pass into the camera sensor, hence reducing the ambient lighting effects. However it should be noted that
many forms of light, sunlight for instance, contains a full range of wavelengths. This could reduce the
effectiveness of the filter, or even render it ineffective.
2.5.1.1.2 OCCLUSION
A major problem in all triangulation methods is occlusion. The problem manifests itself as one of the
two following cases, see Figure 8.Either the laser light does not reach the area seen by the camera (laser
occlusion) or the camera does not see the area reached by the laser (camera occlusion). In both cases the
maximum reflection peak found in the sensor row data is the result of noise and/ or ambient light.
Fig.8 - Laser (left) and camera (right) occlusion
Both laser and camera occlusion can be minimized by careful placement of the laser and sensor.
Laser occlusion is avoided by assuring that the laser reaches all areas seen by the sensor. Ideally, the
baseline should be small so that the sensor and the laser can be considered as being in the same plane. Laser
occlusion is then avoided by ensuring that the optical center of the laser lens is further away from the scene
than the optical center of the sensor system, see Figure 9. Here the divergent sheet-of-light reaches all areas
seen by the sensor since for any occluding object edge the area not illuminated by the laser is smaller than
the area not seen by the sensor. Laser occlusion can also be avoided with multiple laser sources each
illuminating the scene a little from the side, see Figure 10.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 12
Fig.9 – Laser Occlusion Avoidance
Sensor occlusion occurs when the baseline increases from the ideal zero value. This can only be
avoided using multiple sensors as seen in Figure 11. If two sensors are used, each viewing with a baseline B,
but from separate sides of the laser, most of the sensor occlusion is avoided. The only remaining sensor
occlusion comes from deep holes where both sensors are occluded.
Fig.10 - Laser occlusion avoidance using two lasers Fig.11 - Sensor occlusion avoidance using two sensors

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 13
2.5.1.1.3 REFLECTION
When working with surfaces, which are highly reflective or which contain pieces of highly reflective
material, it is possible for the beam to bounce off one part of the object and illuminate another part. This
causes real problems, as the secondary illumination doesn’t lie on the laser plane, which results in major
errors in the readings. In some cases it may be possible to remove the problems of reflection, by coating the
object with a temporary paint [21, 22].
Fig.12 - Reflection

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 14
2.6 LASER SAFETY
2.6.1 THE DANGERS
All energy is dangerous, even gaining potential energy walking up stairs is dangerous! The laser is
no exception, but it poses an unfamiliar hazard in the form of an optical beam. Fortunately, to date, the
accident record for lasers is very good, but there have been accidents. The risk is reduced if the danger is
perceived.
The main dangers from a laser are:
1. Damage to the eye.
2. Damage to the skin.
3. Electrical hazards.
4. Hazards from fume.
These risks can be made safe by following standards which have been laid down by various
authorities. The principle standards at present are:
1. American National Standard Institute (ANSI z136.1 (1986))
2. Federal Laser Product Performance Standard (FLPPS CFR 50 (161) 33682-33702 (1985))
3. British Standards Institute (BSI 76/31221 DC)
4. British Standards Institute (BSI 4803 (1983))
5. International European Convention (IEC 825 (1984))
These standards give guidance and rules concerning: engineering controls, advice on personal protective
equipment, administrative and procedural controls and special controls. Class 4 laser installations, which is
nearly all material processing systems, should also have a laser safety officer (LSO) who should see that
these guidelines are observed.

Univ
Opto
Foll
prot
whi
that
may
2.6.
2.6.
type
eye
focu
mea
are
lase
Max
and
verza ν Ljublj
odynamics a
lowing thes
F
These s
tective equi
ch is nearly
t these guide
y result in an
2 THE SAF
2.1 DAMAG
The ocular
es of proble
and potent
ussed by th
ans that lase
far more da
ers is listed
ximum Perm
corneal dam
jani
and Laser Ap
e rules the l
Fig.13 - Spe
standards g
ipment, adm
y all materia
elines are ob
n accident.
FETY LIMITS
GE TO THE EV
r fluid has i
em with rad
tial damage
he eye's len
ers with wav
angerous th
in Table 1
missible Ex
mage.
plications
laser install
ectral transm
give guidan
ministrative
al processin
bserved. Fo
VE
its own spe
diation fallin
e to the corn
ns to give a
velengths in
an those ou
. Safe expo
xposure leve
ation will b
missivity of
nce and ru
and proced
ng systems, s
ollowing the
ectral transm
ng on the ey
nea at the f
an amplifica
n the visible
utside that b
osure limits
els (MPE le
be safe. Brea
f the ocular
les concern
dural control
should also
ese rules the
missivity as
ye. There is
front of the
ation of the
e or near vis
band (CO2, E
s have been
evels). Thes
aking the ru
fluid and th
ning: engin
ls and speci
have a lase
e laser insta
shown in F
s potential d
eye. Radia
e power den
sible wave b
Excimer). T
n found by
se levels are
F
ules may res
he absorptiv
neering con
ial controls.
er safety off
allation will
Fig. 13. It i
damage to th
ation which
nsity by a f
band (Ar, H
The nature o
experiment
e plotted in
Fakulteta za
sult in an ac
vity of the re
ntrols, advic
. Class 4 las
ficer (LSO)
be safe. Bre
ndicates tha
he retina at
falls on th
factor of ar
He/Ne, Nd-Y
of the threa
t and they a
Figs. 14 an
strojništνo
Pag
ccident.
etina.
ce on pers
ser installati
who should
eaking the r
at there are
the back o
he retina wil
round 105.
YAG, Nd-gl
at from diffe
are listed as
nd 15 for re
ge 15
sonal
ions,
d see
rules
two
f the
ll be
This
lass)
erent
s the
etinal

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 16
At power density and times greater than these safe limits damage may occur due to boiling or at
higher levels to explosive evaporation. The boiling limit is the reason for the very low levels of power which
the eye can tolerate. For example a 1 mW He/Ne laser with a 3 mm diameter beam would have a power
density in the beam of (0,001 x 4)/(3,14 x 0,3 x 0,3) = 0,014 W/cm2. On the retina this would be 0,014 x 105
W/cm2.
TABLE 1 - Basic Laser Biological Hazards
Laser Type Wavelength [ ] Biological Effects Skin Cornea Lens Retina
CO2 10,6 Thermal X X
H2F2 2,7 Thermal X X
Erbium-YAG 1,54 Thermal X X
Nd-YAG 1,33 Thermal X X X X
Nd-YAG 1,06 Thermal X X
GaAs Diode 0,78-0,84 Thermal ** X
He/Ne 0,633 Thermal ** X
Argon 0,488-0,514 Thermal photochem
X X
Excimer XeF 0,351 photochem X X X
XeCl 0,308 photochem X X
KrF 0,254 photochem X X
** Insufficient power
A blink reflex at this level would only allow a 0.25s exposure, which is the MPE level for a class 2 laser.
Notice that the calculation assumes that all the radiation can enter the pupil of the eye. Thus it is common
practice to ensure that working areas around lasers are painted with light colors and are brightly illuminated
- not so with holographic laboratories and others involved with photography, of course.
The hazard zone around a laser is that in which radiant intensities exceed the MPE level. These zones
are known as the Nominal Hazard Zone (1). The size of the zone can be calculated based upon the beam
expansion from the cavity, or lens, or fibre, or from diffuse or specular reflection from a workpiece. For
example, consider a 2 kW CO2 laser beam with a 1 mrad divergence. The MPE level for safe direct
continuous viewing of the beam (not that much would be seen with IR radiation) is when the level falls to
0,01 W/cm2.

Univ
Opto
arou
lase
m. T
lase
2.6.
esse
be m
verza ν Ljublj
odynamics a
This wo
und 3 miles
er by installi
Similar
Therefore it
er beam dire
2.2 DAMAG
There a
entially irrel
Fig.15 - Ap
As a ge
made to the
jani
and Laser Ap
ould occur
s. This mean
ing proper b
calculation
t is necessar
ectly, it is lik
GE TO THE SK
are also MP
levant. The
pproximate
eneral rule:
beam path
plications
when the
ns that prec
beam stops,
Fig.14 -
ns for a 500W
ry to wear g
ke looking
KIN
PE levels fo
laser is cap
e damage thr
"Never put
do it by hol
beam has e
cautions mu
screens for
- Approxima
W CO2 lase
goggles wh
down a gun
or skin dam
pable of pen
foc
me
dam
bu
Inc
tho
reshold pow
parts of you
lding the ed
expanded to
ust be taken
r exits and e
ate exposur
er give a No
hen near a w
n barrel.
mage. These
netrating the
cussed bea
eaning to
mage done
ut the wound
cidentally a
ough it is ca
wer densitie
ur body in t
dges of mirr
o 504cm d
to avoid th
enclosed be
re limits for
ominal Haz
working lase
e are far les
e body at sp
am needs t
trivialize t
is usually
d is clean an
a vein or
auterized.
es for the co
the path of
rors etc.
F
diameter a d
he beam esc
am paths.
the retina.
ard Zone fo
er. As a gen
ss severe th
peeds as fast
to be seri
the problem
blistering o
nd will heal
artery cut
ornea of the
a laser beam
Fakulteta za
distance of
caping from
or diffuse re
neral rule, "
han for the
t as that for
ously resp
m with sk
or cutting, n
l, unlike som
by laser w
eye.
m". If an ad
strojništνo
Pag
5020 m aw
m the area of
eflections of
Never look
eye and so
steel and so
ected. Wit
kin effects,
neither plea
me eye dam
will bleed e
djustment ha
ge 17
way,
f the
f 0,4
k at a
o are
o the
thout
the
asant
mage.
even
as to

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 18
2.6.3 LASER CLASSIFICATION
Lasers are classified in BSI4803 1983 and IEC 825 1984 according to their relative hazard. All lasers
of interest to material processing will be classified as class 4 except some which are totally built into a
machine in which there is no human access possible without the machine being switched off. Table 2 is a
summary of the classification:
TABLE 2 – Classification of Lasers
Class Definition
1 Intrinsically safe
< 0,2 J in 1ns pulse or < 0,7 mJ in a 1s pulse
2 Eye protection archived by blink reflex (0,25s)
< 1 mW CW laser
3A Protection by blink and beam size
< 5 mW with 25W/m2 (e.g. an 16 mm beam diameter from a 5 mW laser)
3B Possible view diffuse reflection
< 2,4 mJ for 1ns pulse or < 0,5W CW visible
4 All lasers of higher power
Unsafe to view directly, or diffuse reflection
May cause fire
Standard safety precautions must be observed
2.6.4 TYPICAL CLASS 4 SAFETY ARRANGEMENTS
The following precautions are advised:
• All beam paths must be terminated with material capable of withstanding the beam for several
minutes.
• Stray specular reflections must be contained.
• All personnel in Nominal Hazard Zone must wear safety goggles.

Univ
Opto
lens
The
verza ν Ljublj
odynamics a
For CO
ses are large
• Non inv
• There s
without
• Extra ca
• There s
ese guidelin
jani
and Laser Ap
O2 radiation
e enough.
volved perso
should be w
t realizing th
are should b
hould be a L
es are summ
Fig.
plications
they can b
onnel must
warning light
hat it is bein
be taken wh
Laser Safet
marized in F
16 - Diagra
be made of
have appro
ts and hazar
ng entered.
hen aligning
y Officer to
Fig. 16 of a
am illustratin
f glass or pe
oval for entr
rd notices s
g the beam.
o check that
typical lase
ng safety fe
erspex, in f
ry.
so that it is
t these guide
er material p
eatures of a
F
fact normal
difficult (im
e-guidelines
processing a
laser labora
Fakulteta za
l spectacles
mpossible) t
s are follow
arrangemen
atory.
strojništνo
Pag
may do, if
to enter the
wed.
nt.
ge 19
f the
area

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 20
2.6.5 WHERE ARE THE RISKS IN A PROPERLY SET UP FACILITY?
If the facility is properly designed then the beam is enclosed and all beam paths terminated so that
the beam cannot escape to do damage. A standard set up would have the beam focussed and pointing
downward.
As the beam expands after the lens the NHZ is considerably reduced. For robotic beam steering
systems this NHZ is the distance to which the operators can approach the robot. This system is thus safe
except in certain unlikely events. These events can be classified in a risk analysis tree. They would include
breaking of the lens and total removal with loss of the nozzle, failure of a mirror mount and the mirror
swinging free etc. The essence of such an analysis is to devise a system for rapidly identifying an errant
beam. This can be achieved by beam monitoring and/or enclosure monitoring. If the beam is monitored as
leaving the laser but not arriving at the expected target then the system should immediately shut down. If a
hot spot appears within the enclosure then again the system could shut down.
2.6.6 ELECTRICAL HAZARDS
Nearly all the serious or fatal accidents with lasers have been to do with the electric supply. A typical
CO2 laser may have a power supply capable of firing the tubes with 30000 Volts with 400mA. This is a
dangerous power supply and when working on it the standard procedures for electric supplies should be
followed. The smoothing circuits contain large capacitors and so even when the power is switched off a fatal
charge is still available and proper precautions to earth the system before working on it are essential. Panic
buttons must be available at the laser and at the main exit. Access to the high tension circuit should be
protected by interlocks.
As a general rule: “Do not enter the high voltage supplies without first carefully earthing the system.”
2.6.7 FUME HAZARDS
The very high temperatures associated with laser processing are able to volatilize most materials and
thus form a fine fume, some of which can be poisonous. With organic materials, in particular, the plasma
acts as a sort of dice shaker and a wide variety of radical groups may reform into new chemicals. Some of
these chemicals are highly dangerous such as the cyanides and some are potential carcinogens.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 21
It is necessary, as a general rule, to have a well ventilated area around the laser processing position as
for standard welding. Some of the problems with cutting non metallic materials have been identified by Ball
et al (24).
These are shown in Table 3 but it should be remembered that the volumes/s are not very large and
represent a hazard only if much work is being done over an extended time.
As a general rule: “The laser processing zone should be adequately ventilated".
2.6.8 CONCLUSIONS
The laser is as safe as any other high energy tool and should be properly handled. It is the
responsibility of the user to learn how to handle it correctly.
TABLE 3 – Main Decomposition Products from Laser Cut Non-Metallic Materials
Decomposition Products
Material
Polyester Leather PVC Kevlar Kevlar/Epoxy
Acetylene 0,3-0,9 4,0 0,1-0,2 0,5 1,0
Carbon monoxide 1,4-4,8 6,7 0,5-0,6 3,7 5,0
Hydrogen chloride 9,7-10,9
Hydrogen cyanide 1,0 1,3
Benzene 3,0-7,2 2,2 1,0-1,5 4,8 1,8
Nitride dioxide 0,6 0,5
Phenyl acetylene 0,2-0,4 0,1
Styrene 0,1-1,1 0,3 0,05 0,3
Toluene 0,3-0,9 0,1 0,06 0,2 0,2

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 22
3 PRACTICAL CASE
3.1 LASER FORMING EXPERIMENTAL SETUP
In the experimental setup it was integrated two subsystems: a processing system for LF and a
measurement system for laser based shape acquisition. This particular design allows an interactive study of
the LF process: can vary process parameters and monitor the process outcome (the change of the work-piece
shape).
LF experiments are carried out on thin metallic sheet samples. (20x50mm, thickness 0.1-
0.5mm) The laser beam is focused on the sample surface by a redesigned laser marking scan head. The
sample is moved relative to the laser beam by use of the linear translation stages.
The LF system employs a diode pumped Nd-YAG laser (Photon Energy DL8 Aries 1) operating at
1064nm wavelength and a maximum average power of 7W. The laser can operate in CW or in pulsed mode.
The minimum spot size of the single mode laser beam is 40 micrometers. The spot size is manually
adjustable.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 23
3.2 SHAPE MEASUREMENT SYSTEM
Contactless measurement of three-dimensional (3D) work-piece shape bases on laser triangulation. It
is a form of active optical 3D shape measurement where the measured object is illuminated with structured
laser light [25-29]. The image of the illuminated surface is acquired at the triangulation angle with respect to
the direction of illumination. 3D shape is determined from a distorted light pattern on the image. Application
of structured laser light in active triangulation systems offers several advantages.
Because of physical properties of the laser light, such as small divergence and monochromaticity, the
laser beam can be focused onto small areas, offering the possibility of high-resolution measurements. In
addition, high contrast between illuminated and non-illuminated areas of the measured surface can be
achieved by using band pass filters. The time required for measurement (not for image processing) could be
as short as the image acquisition time, which can be less than 1/100 s.
The measuring field of the triangulation sensor is 32 mm wide (along light profile on the sample
surface) and 10 mm height (perpendicular to the sample surface). Each measured profile consist of 640
measured points. The accuracy of the point measurement is 0.03 mm (2σ). The minimal distance
between two parallely measured profiles is 0.01mm (minimal displacement of the translation stages).

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 24
Fig.17 - Measured profile (in mm) of the metallic sheet sample after laser forming.
3.3 USER INTERFACE
Trainees direct and monitor the process through a computer interface, which enables variation of
process parameters, acquisition of work-piece shape and visual monitoring of the processing area through
video camera. Experiment runs on LabView platform.
Fig.18 - Visual monitoring of the processing area through the video camera

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 25
3.4 HOW TO START THE EXPERIENCE
• First step is contact the laboratory staff to prepare experiment, say witch type of experiment it will be
done, the parameters chosed for the Nd-YAG laser and the measures of the samples. They can be
contacted by the followed email address: [email protected]
• Then ensure that you have installed Java Runtime environment, it can be download at:
http://www.java.com/en/download/index.jsp
• Use Microsoft Internet Explorer version at least 5.0.
• Visual inspection of the experiment is available by IP camera (http://193.2.79.235/), Camera
username is: Guest; Password is: guest.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 26
After you see the user interface on the screen, click with the right button of the mouse over it and select “Request Control of VI”.
If all Ok, you get the message “Control Granted”
At the end, experiment MUST be stopped by pressing button STOP.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 27
3.5 LASER FORMING PROCEDURE
3.5.1 SELECTED WORKPIECE
In this experiment it was used two types of samples, for study the influence of the path feed-rate
in the bending angle the samples have 20x50x0.15 mm. For study the influence of the feed number in
the bending angle the samples have 20x50x0.12 mm.
3.5.2 MOVE WORKPIECE TO THE STARTING POINT

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 28
3.5.3 PROCESSING
3.5.3.1 CHOSE THE STARTING POINT FOR PROCESSING
3.5.3.2 SETUP THE PROCESSING PARAMETERS
3.5.3.2.1 STAGE SHIFT

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 29
3.5.3.2.2 STAGE SPEED
For the first study it was used four values for the speed (path feed-rate), this values were 1, 2, 3 and 4
mm/s for each group of 3 samples. In the second study the speed was constant for all samples with the value
of 1 mm/s. These values were changed in the user interface (next figures).

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 30
3.5.3.2.3 NUMBER OF TRANSITIONS
In the first study the feed number was constant for all samples with the value of 8. For the second
study it was used four values for number of transitions (feed number), this values were 2, 4, 6 and 8 for each
group of 3 samples. These values were changed in the user interface (next figures).

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 31
3.5.4 MEASUREMENT
3.5.4.1 MEASURE 2D PROFILE
3.5.4.2 SAVE PROFILE

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 32
4 RESULTS
For the analysis of the results it was made a code in Matlab, the code is listed above.
clf clear [fn,fp]=uigetfile('*.*','Select profile'); if isequal(fn,0) || isequal(fp,0) disp('User pressed cancel') else disp(['User selected ', fullfile(fp, fn)]) end tfilename = strcat(fp, fn); sample = load(tfilename, '-ascii'); x=sample(:,1); y=sample(:,2); m=length(x); x1=zeros(m,1); y1=zeros(m,1); poz=1; for i=1:m if( (x(i)~= 0) && (y(i)~=0)) x1(poz)=x(i); y1(poz)=y(i); poz=poz+1; end end x=x1; y=y1; plot(x,y) hold a=1; b=fir1(30,0.5); yf=filtfilt(b,a,y); plot(x,yf,'m') y=yf; axis([-15,15,280,315]) npts=4; [xs,ys]=ginput(npts); index=zeros(1,npts);

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 33
for i=1:npts dx=x-xs(i); %dx=vector [minv,index(i)]=min(abs(dx)); end L1=polyfit(x(index(1):index(2)),y(index(1):index(2)),1); L2=polyfit(x(index(3):index(4)),y(index(3):index(4)),1); vx=[min(x),max(x)]; y1=polyval(L1,vx); y2=polyval(L2,vx); plot(vx,y1,'r'); plot(vx,y2,'g'); angle=(abs(atan( L1(1)-L2(1) ) ) ) *180/pi; title(['angle=',num2str(angle)]) hold off
This code is useful to determinate the bending angle of the samples. The code will import the files
created in the LabView platform to Matlab and will reduce the noise (with a FIR low pass filter) of the
values obtained in the measurement.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 34
Then select four points in the image that will be created, with the four points the code will create two
lines. The angle is calculated between these two lines.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 35
The values of the bending angles obtained on the first part of the experience are showed in the next table and
figure:
TABLE 4 - Influence of the path feed-rate on the bending angle
Sample Number
Velocity /
1,0 2,0 3,0 4,0
Angle Degrees °
1
2
3
26,87
27,32
25,72
13,42
15,00
14,14
10,14
10,72
11,05
6,15
7,63
5,63
Mean 26,6 14,2 10,6 6,47
Fig.19 – Changes in the bending angle with the path feed-rate 50 , 20 , 0.15 ,
8, 4.7 68% , 30 , 30
0
5
10
15
20
25
30
1 2 3 4
Angle α
(º)
Velocity (mm/s)

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 36
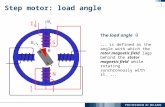
The values of the bending angles obtained on the second part of the experience are showed in the next table
and figure:
TABLE 4 - Influence of the feed number on the bending angle
Sample Number
Fee Number
2 4 6 8
Angle Degrees °
1
2
3
18,78
19,34
19,46
32,90
33,04
32,22
42,73
42,63
41,43
61,54
61,65
61,43
Mean 19,19 32,72 42,26 61,54
Fig.20 – Changes in the bending angle with the path feed-rate 50 , 20 , 0.12 ,
1 / , 4.8 67% , 30 , 30
0
10
20
30
40
50
60
70
2 4 6 8
Angle α
(º)
n

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 37
5 CONCLUSIONS
Effect of path feed-rate
The figure 19 shows the relationship between the path feed-rate and the bending angle for a given set
of conditions. It can be seen that the bending angle decreases with increase in the path feed-rate. The
relationship also appears to approximate to a straight line.
Effect of feed number
The figure 20 shows the bending angle by the repetition of laser feed, from which it can be seen that
the bending angle is approximately in direct proportion to the laser feed number.
The results of the influence of these parameters in the bending angle here the expected when
compared with the ones in literature [30], so it can be said that this was a successful experiment and that this
parameters (path feed-rate and number of feed) are very important in the laser forming of materials.
Other experiments can be made with this long range interactive system, like for example study the
influence of others laser energy parameters (laser power and beam spot diameter); material parameters; and
sheet geometric parameters (sheet length, sheet thickness, and sheet with).

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 38
6 SUGGESTIONS
The user interface provide a good and easy interaction with the laser mechanism and the camera
proved that can give a good image and movement almost in real time, this is very important for who’s
making the processing of the experiment in a long distance. It’s recommended to use two monitors, one for
the user see and interacts with the interface and other to put the image of live camera in full screen. This will
permit a good view of what is happening in the experiment processing.
This is a long range method, you can use it in any part of the world so it’s recommended the use of a
good internet connection that can provide always the control of the VI. However if for some reason the
connection fails it’s always possible and easy to gain the control of the VI again and continue with the
experiment processing.
The results of the measurement can be saved on your own computer and then they can be analyzed
using the Matlab code, this code was only tested in this study so it´s probable that it will need some
improvements to give more accuracy to the results.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 39
7 REFERENCES
[1] Magee, J.; Watkins, K. G.; Steen, W. M.: Advances in Laser Forming. In: Journal of Laser Applications,
December 1998, Vol. 10 No. 6, 235-246
[2] Moshaiov, A.; Vorus, W.: The Mechanics of the Flame Bending Process: Theory and Applications. In:
Journal of Ship Research, Dec. 1987, Vol. 31, No. 4, 269-281
[3] Vollertsen, F.: Forming, Sintering and Rapid Prototyping. In: Handbook of the Eurolaser Academy Vol.
2, Schuöcker, D (Ed.), 1998, Chapman & Hall, 357-453.
[4] Maher, W. et al: Laser Forming of Titanium and Other Metals is Useable Within Metallurgical
Constraints. In: Proc. of ICALEO 1998, Section E, 121-130.
[5] Magee, J.; Watkins, K. G.; Steen, W. M.: Laser Bending of High Strength Alloys. In: Journal of Laser
Applications, 1998, Vol.10, No. 4, 149-155.
[6] Magee, J.; Watkins, K. G.; Steen, W. M.; Cooke, R. L.; Sidhu, J.: Development of an Integrated Laser
Forming Demonstrator System for the Aerospace Industry. In: Proc. of ICALEO 1998, Section E, 141-150.
[7] Blake, R.J. et al: Laser Thermal Forming of Sheet Metal Parts Using Desktop Laser Systems. In: Proc. of
ICALEO 1997, Section E, 66-75.
[8] Vollertson, “Mechanisms and Models for Laser Forming”, Proceedings of Laser Assisted Net shape
Engineering Conference, p. 345-359, 1994.
[9] M. Geiger & F. Vollertsen, ‘The Mechanisms of Laser Forming’, CIRP ANNALS, 42, 1, pp.301-304,
1993.
[10] William P. Kennedy, Can Laser Triangulation Help You? QUALITY (www.qualitymag.com).
September 1998.
[11] Júlio Kiyoshi Hasegawa and Clésio Luis Tozzi, Shape From Shading with Perspective Projection and
Camera Calibration. Computing & Graphics, Vol. 20, No. 3. 1996.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 40
[12] William P. Kennedy, The Basics of Triangulation Sensors, Sensor Magazine (www.sesnormag.com).
May 1996.
[13] Jim Clark, Andrew M. Wallace and Gianni L. Pronzato, Measuring Range using a Triangulation Sensor
with Variable Geometry. IEEE Transactions on Robotics and Automation, Vol. 14, No. 1, February 1998. [14] N.E. Pears, Range Feature Extraction during Active Sensor Motion. Department of Engineering,
Cambridge University, Cambridge, CB1 1PZ, UK.
[15] S. F. El-Hakim, J.-A. Beraldin and F.Blais, A Comparative Evaluation of the Performance of Passive
and Active 3-D Vision Systems. Institute for Information Technology, National Research Council, Ottawwa,
Ontario, Canada K1A 0R6, June 1995.
[16] J.-A. Beraldin, F. Blais, L. Cournoyer, M. Rious, F. Bernier and N. Harrison, Portable Digital 3- D
Imaging Systems for Remote Sites. Institute for Information Technology, National Research Council,
Ottawa, Ontario, Canada K1A 0R6.
[17] Padraig Butler, David Vernon and Eoin O’Broin, A Hand-Activated White Light Profileometry Ssytem
to Effect the Automatic Recovery of Facial Shape. Irish Machine Vision and Image Processing Joint
Conference, September 1998.
[18] Dr. Alan McIvor, An Alternative Interpretation of Structured Light System Data. Industrial Research
Limited, PO Box 2225, Auckland, New Zealand.
[19] Daniel Ravaiv, Yoh-Han Pao and Kenneth A. Loparo, Reconstruction of Three-Dimensional Surfaces
from Two-Dimension Binary Images. IEEE Transactions on Robotics and Automation, Vol. 5, No. 5,
October 1989.
[20] Emanule Trucco, Robert B. Fiser, Acquisition of Consistent Range Data Using Local Calibration.
Machine Vision Unit, Department of Artificial Intelligence, University of Edinburgh, Edinburgh, Scotland,
EH1 2QL.
[21] E. Trucco, R. B. Fiser, A.W. Fitzgibbon and D. K. Naidu, Calibration, Data Consistency and Model
Acquisition with a 3-D Laser Striper. Machine Vision Unit, Department of Artificial Intelligence (University
of Edinburgh) & Heriot-Watt University & City Hospital, Edinburgh, Scotland, EH1 2QL.

Univerza ν Ljubljani Fakulteta za strojništνo
Optodynamics and Laser Applications Page 41
[22] E. Trucco, R. B. Fiser, and A.W. Fitzgibbon, Data Calibration and Data Consistencyin 3-D Laser
Scanning. Department of Artificial Intelligence (University of Edinburgh) & Dept. Computing and Electrical
Engineering (Heriot-Watt University), Edinburgh, Scotland, EH1 2QL.
[23] Rockwell.RJ. "Fundamentals of Industrial Laser Safety" Industrial Laser Annual Handbook 1990 publ
Penwell books, Tulsa, Oklahoma.USApp 131-148.
[24] Ball et al. Industrial Laser Annual Handbook 1989 publ Penwell books, Tulsa, Oklahoma,USA p 23.
[25] Drago Bračun, Matija Jezeršek and Janez Diaci: Triangulation model taking into account light sheet
curvature, Meas. Sci. Technol. 17 (2006) 2191-2196.
[26] Drago Bračun, Janez Diaci, Ivan Polajnar, Janez Možina: Using laser profilometry to monitor electrode
wear during resistance spot welding. Sci. technol. weld. join., 2002, 7, no.5, 294-298.
[27] Ivan Polajnar, Drago Bračun, Primož Podržaj, Janez Diaci: 3D Measurement of electrode contact area
in resistance spot welding of coated steel. Weld. world, 2004, 48, no.11/12, 26-30.
[28] Drago Bračun, Ivan Polajnar, Janez Diaci: Indentation shape parameters as indicators of spot weld
quality. Int. j. mater. prod. technol., 2006, 27, no.3/4, str. 247-257.
[29] Donges A., Noll R.: Lasermeßtechnik, Grundlagen und Anwendungen, Heidelberg: Hüthig, (1993).
[30] Wu Shichun*, Zheng Jinsong: An experimental study of laser bending for sheet metals. Journal of
Materials Processing Technology, 110 (2001) 160-163.