quality management
80
Quality Management Quality Management “ “ It costs a lot to produce a bad product. It costs a lot to produce a bad product. ” ” Norman Augustine Norman Augustine
-
Upload
ash-prince -
Category
Business
-
view
103 -
download
0
Transcript of quality management

Quality ManagementQuality Management
““It costs a lot to produce a bad product.It costs a lot to produce a bad product.””Norman AugustineNorman Augustine

Syllabus• Evolution of quality Management; • Concepts and objectives of quality management;• Zero defects; Acceptance sampling; Quality inspection; Quality
assurance; • Quality circles; training for quality; concept and tools of Six Sigma.
• Statistical quality control: basic concepts; product control; process control; variations in quality;
• Control charts: types of control charts- mean charts, range charts, P-chart, n p chart, C charts;
• Applications of control charts.

What is Quality?
• Meeting specifications Meeting specifications • Meeting customer needs / Meeting customer needs /
expectationexpectation• Transparency of service deliveryTransparency of service delivery• Process control Process control • Achieving desired resultsAchieving desired results• Continuous ImprovementContinuous Improvement• Competitive advantageCompetitive advantage• Added value for societyAdded value for society
• Best value for priceBest value for price• Cost effectivenessCost effectiveness• Performance measurementPerformance measurement
• More for lessMore for less
• Satisfaction of stakeholdersSatisfaction of stakeholders
• Doing the right thingsDoing the right things• Doing things rightDoing things right• Doing the right things rightDoing the right things right

Formal Definitions of Quality
• Transcendent definition: excellence
• Product-based definition: quantities of product attributes
• User-based definition: fitness for intended use
• Value-based definition: quality vs. price
• Manufacturing-based definition: conformance to specifications

Cost of qualityIt is not the price of creating a quality product/service. It's the cost of NOT creating a quality product/service.
1. Prevention costs: The costs of all activities specifically designed to prevent poor quality in products or services
2. Appraisal costs: The costs associated with measuring, evaluating or auditing products or services to assure conformance to quality standards and performance requirements.
3. Internal failure costs: The costs occurring prior to delivery or shipment of the product, or the furnishing of a service, to the customer.
4. External failure costs: The costs occurring after delivery or shipment of the product — and during or after furnishing of a service — to the customer.
5. Opportunity costs: It is the cost of a missed opportunity

Evolution of Quality• Dr Walter A Shewhart (1891 – 1967)
– Worked in Western Electric Company and AT&T, USA– Advocated SQC and Acceptable Quality Level(AQL)– AQL is the foundation of Six Sigma
– Developed control charts for quality assessment and improvement
– Also developed PDCA cycle for continuous improvement
• Deming W.Edwards (1900 -1993)
– Associate of Shewhart & a statistician
– Modified PDCA cycle of Shewhart to PDSA cycle
– Focused on product improvement and service conformance by reducing variations in the process
– Stressed on the importance of suppliers and customers for the business development and improvement
– Believed that people do their best and it is the system that must change to improve quality
– 14 point principles for management to increase quality and productivity

Deming’s 14 Points
1. Create constancy of purpose for improving products and services.
2. Adopt the new philosophy.
3. Cease dependence on inspection to achieve quality.
4. End the practice of awarding business on price alone; instead, minimize total cost by working with a single supplier.
5. Improve constantly and forever every process for planning, production and service.
6. Institute training on the job.
7. Adopt and institute leadership.
8. Drive out fear.
9. Break down barriers between staff areas.
10. Eliminate slogans, exhortations and targets for the workforce.
11. Eliminate numerical quotas for the workforce and numerical goals for management.
12. Remove barriers that rob people of pride of workmanship, and eliminate the annual rating or merit system.
13. Institute a vigorous program of education and self-improvement for everyone.
14. Put everybody in the company to work accomplishing the transformation.

Evolution of Quality (Contd)
• Joseph M.Juran (1904 – 2008): developed Western Electric SQC Handbook. JUSE invited him to Japan in 1954
• Juran’s fitness of quality– Quality of design – through market research, product and concept
– Quality of conformance – through management, manpower and technology
– Availability – through reliability, maintainability and logistic support
– Full service – through promptness, competence and integrity
• Juran’s Quality Planning Roadmap– Identify your customers
– Determine their needs
– Translate them into your language
– Develop a product that can respond to the needs
– Develop processes, which are able to produce those product features
– Prove that the process can produce the product
– Transfer the resulting plans to the operating forces

Evolution of Quality (Contd)
• Philip B.Crosby (1926 – 2001) : 4 absolutes of quality1. Quality is conformance to requirements, nothing more or nothing less and certainly not
goodness or elegance
2. Quality has to be achieved by prevention and not by appraisal
3. The performance standard must be zero defect and not something close to it
4. The measurement of quality is the price of non conformance, i.e how much the defects in design, manufacture, installation and service cost the company. It is not indexes, grade one or grade two.
• Armand V.Feigenbaum (1922 – 2014)– Quality is in its essence a way of managing the organization– Suggested methodology for cycle time reduction
• Feigenbaum’s cycle time reduction methodology– Define process– List all activities– Flowchart the process
– List the elapsed time for each activity
– Identify non value adding tasks– Eliminate all possible non value adding tasks

Evolution of Quality (Contd)
• Kaoru Ishikawa (1915 – 1989)– Quality guru from Japan
– Advocated the use of cause and effect diagrams to provide a true representation of the organizational impacts and procedures
– Developed fishbone diagram for cause and effect analysis

1980
– T
otal
Qua
lity
1980
– T
otal
Qua
lity
1970
– Q
ualit
y M
anag
emen
t Pro
gram
s19
70 –
Qua
lity
Man
agem
ent P
rogr
ams
1960
– Q
ualit
y W
arra
nty
1960
– Q
ualit
y W
arra
nty
1930
– S
tatis
tical
Con
trol
1930
– S
tatis
tical
Con
trol
1920
– In
spec
tion
1920
– In
spec
tion
1900
– S
uper
visi
on19
00 –
Sup
ervi
sion
1900
– M
anpo
wer
pre
dom
inan
ce19
00 –
Man
pow
er p
redo
min
ance
1990
- …
- Ex
celle
nce
Mod
els
1990
- …
- Ex
celle
nce
Mod
els
The century of Quality
2000
- ...
20
00 -
...

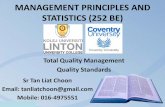
Industrial Revolution
mass production unit verification defective product
Taylor's conception of work
Measurement, comparison and verification activities
Focus on the quantity produced
1920 - Inspection

Sampling inspection
Use of statistical tools
First concerns regarding
prevention: identification of causes for defective products
Focus on the finished product
1930 – Statistical Control

Seven Basic Quality Tools: Flowcharts and Process Maps
Check lists
Cause-effect diagrams
Pareto diagrams
Histograms
Scatter diagrams
Control charts
1930 – Statistical Control

First quality standards
Customers’ specifications
Preventive actions
System’s approach Started the concern about involving everyone in the organization Focus on the manufacturing process
1960 – Quality Warranty

Evolution from the Quality
Warranty phase
Integration of quality on global
management
Quality Circles
Audit Focus on the work process
1970 – Quality Management Programs

Management Principles: Responsibility delegation Staff autonomy
Satisfaction of needs and expectations Struggle for improvement Adaptation needs Change management Focus on the organizational process
1980 – Total Quality

Quality Management System:a set of organisational measures which transmit maximum confidence that a given quality level is being achieved with the adequate resource consumption
Characteristics: External focus: at the client Global approach and as an integral component of the organization strategy Horizontal vision within the organization, from top management to staff Includes all the concerned parts Continuous learning and adaptation to change
1980 – Total Quality

Tools and methodologies:
Re-engineering QFD – Quality Function Deployment
Benchmarking
Inquiries: clients and staff
Brainstorming
Balanced Scorecard
1980 – Total Quality

Orientation guide
Flexible and adaptable instrument
Self-assessment and continuous
improvement models Support on the pathway to excellence Focus on customer
1990 - ... – Excellence Models

History: how did we get here…
• Deming and Juran outlined the principles of Quality Management.
• Taiichi Ohno applies them in Toyota Motors Corp.
• Japan has its National Quality Award (1951).
• U.S. and European firms begin to implement Quality Management programs (1980’s).
• U.S. establishes the Malcolm Baldridge National Quality Award (1987).
• Today, quality is an imperative for any business.

What is quality management all about?
Try to manage all aspects of the organization in order to excel in all dimensions that are
important to “customers”
Two aspects of quality: features: more features that meet customer needs
= higher qualityfreedom from trouble: fewer defects = higher
quality

Quality PlanningEstablish quality goals, identify customers, discover customer needs, develop product features, develop process features, establish process controls and transfer to operations
Quality ControlChoose control subjects, choose units to measure, set goals, create a sensor, measure actual performance, interpret the difference and take action on the difference.
Quality Assurance It is another important factor. If the right plans are put into place and then implemented in a timely manner, team leaders will be able to ensure the quality that is expected is reached and sustained.
Quality ImprovementProve the need, identify projects, organize project teams, diagnose the causes, provide remedies which prove that the remedies are effective, deal with resistance, change and control, and hold the gains.

Zero Defects – a term coined by Mr. Philip Crosby in his book “Absolutes of Quality Management” has emerged as a trending concept in quality management; Six Sigma adopting it as one of the major theories.
Zero defects in quality management don’t mean so in its literary term but it refers to a state where waste is eliminated and defects are reduced. It means ensuring quality standards and reducing defects to the level of zero in projects.
Zero defects concept is a concept of quest for perfection in order to improve quality. Though perfection might not be achievable but at least the quest will lead towards improvement in quality.
Zero defects theory ensures that there is no waste existing in a project. Waste here refers to all unproductive process, tools, employee etc.

Acceptance Sampling
• Quality control is an activity in which measures are taken to control quality of future output.
• Sampling refers to observation of a population or lot for the purpose of obtaining some information about it.
• Acceptance sampling is a quality control technique.
• Acceptance sampling is defined as sampling inspection in which decisions are made to accept or reject products or services.
• It is a decision making tool by which a conclusion is reached regarding the acceptability of lot.

Acceptance Sampling : Advantages
• Acceptance sampling eliminates or rectifies poor lots & improve overall quality of product.
• Reduces inspection costs & risk.• In inspection of sample greater care will be taken so that results may
be more accurate.
• A rejected lot is frequently a signal to the manufacturer that the process should be improved.
• It provides a no of alternative plans in which a single sample is taken, two or indefinite no of samples may be taken from a single lot.

Quality Inspection• Quality inspection are measures aimed at
checking, measuring, or testing of one or more product characteristics and to relate the results to the requirements to confirm compliance.
• This task is usually performed by specialized personnel and does not fall within the responsibility of production workers.
• Products that don't comply with the specifications are rejected or returned to improve.

Importance of quality inspection
• Identification of the problem
• Preventing its occurrence
• Elimination of the problem

Types of quality inspections methods• Quality inspection of product design - At the design stage,
verification or validation phase - refers to assessing the status of compliance with the requirements enunciated by users or by the designers. The resulting quality of the design is essentially immeasurable and its evaluation is characterized by a considerable objectivity.
• Quality inspection of the design process - At this stage the task of inspection consists of checking whether accepted or held methods and means of production, can produce quality performance in accordance with the quality of design.
• Quality inspection in the production stage - Inspection used to determine the compatibility of the resulting quality of the product or fractional part of the documentation requirements contained in the design or technology.

Types of quality inspections methods• Thorough quality inspection - shall be carried out after completion
of all stages of the production process. Final product and its compatibility with the standard design is subject of inspection.
• Inspection one hundred percent, - which consists of subjecting the inspection of all units produced. Due to time-consuming, this method is applied only to products manufactured individually or in small series.
• Statistical inspection - a lot of statistical inspection is assessed on the basis taken in a random sample. Therefore, this form of control is called a sample inspection. – Statistical inspection of the products
– Statistical process control (SPC)

Quality Assurance• QA is a way of preventing mistakes or defects in manufactured
products and avoiding problems when delivering solutions or services to customers.
• ISO 9000 defines quality assurance as "A part of quality management focused on providing confidence that quality requirements will be fulfilled"
• Quality Assurance refers to administrative and procedural activities implemented in a quality system so that requirements and goals for a product, service or activity will be fulfilled. It is the systematic measurement, comparison with a standard, monitoring of processes and an associated feedback loop that confers error prevention. This can be contrasted with quality control, which is focused on process output.

Quality Assurance• Two principles included in Quality Assurance are: "Fit for
purpose", the product should be suitable for the intended purpose; and "Right first time", mistakes should be eliminated. QA includes management of the quality of raw materials, assemblies, products and components, services related to production, and management, production and inspection processes.
• Suitable quality is determined by product users, clients or customers, not by society in general. It is not related to cost, and adjectives or descriptors such as "high" and "poor" are not applicable. For example, a low priced product may be viewed as having high quality because it is disposable, where another may be viewed as having poor quality because it is not disposable.

Quality Circle
• The term quality circles was defined by Professor Kaoru Ishikawa• A quality circle is a group of workers who do the same or similar
work, who meet regularly to identify, analyze and solve work-related problems.
• Normally small in size, the group is usually led by a supervisor or manager and presents its solutions to management; where possible, workers implement the solutions themselves in order to improve the performance of the organization and motivate employees.
• Quality circles are generally free to select any topic they wish.



Statistica1 Quality Control (SQC)• Statistica1 Quality Control (SQC) is the term used to describe the set
of statistical tools used by quality professionals to evaluate organizational quality. SQC can be divided into three broad categories:– Descriptive statistics are used to describe quality characteristics and
relationships. Included are statistics such as the mean, standard deviation, the range and a measure of the distribution of data.
– Statistical process control (SPC) involves inspecting a random sample of the output from a process and deciding whether the process is producing products with characteristics that fall within a predetermined range. SPC answers the question of whether the process is functioning properly or not.
– Acceptance sampling is the process of randomly inspecting a sample of goods and deciding whether to accept the entire lot based on the results. Acceptance sampling determines whether a batch of goods should be accepted or rejected.

Variations in Quality• No two products are exactly alike because of slight differences in
materials, workers, machines, tools, and other factors. These are called common, or random causes of variation.
• Common causes of variation are based on random causes that we cannot identify. These types of variation are unavoidable and are due to slight differences in processing.
• Another type of variation that can be observed involves variations where the causes can be precisely identified and eliminated. These are called assignable causes of variation.
• Examples of this type of variation are poor quality in raw materials, an employee who needs more training, or a machine in need of repair.
• In each of these examples the problem can be identified and corrected. Also, if the problem is allowed to persist, it will continue to create a problem in the quality of the product.

Control Chart• A control chart (process chart or quality control chart) is a graph
that shows whether a sample of data falls within the common or normal range of variation.
• A control chart has upper and lower control limits that separate common from assignable causes of variation.
• The common range of variation is defined by the use of control chart limits.
• We say that a process is out of control when a plot of data reveals that one or more samples fall outside the control limits.

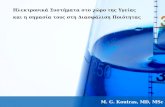
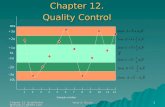
Process Control Charts
• Control Charts show sample data plotted on a graph with Center Line (CL), Upper Control Limit (UCL), and Lower Control Limit (LCL).

Types of Control Charts
• Control chart for variables are used to monitor characteristics that can be measured.
• e.g. length, weight, diameter, time, etc.• Control charts for attributes are used to monitor characteristics
that have discrete values and can be counted.• e.g. % defective, number of flaws in a shirt, number of broken
eggs in a box, etc.

Control Charts for Variables
• Mean (x-bar) charts– Tracks the central tendency (the average value
observed) over time
• Range (R) charts:– Tracks the spread of the distribution over time
(estimates the observed variation)

x-bar and R chartsmonitor different parameters!

Constructing a X-bar Chart:
A quality control inspector at the Cocoa Fizz soft drink company has taken three samples with four observations each of the volume of bottles filled. If the standard deviation of the bottling operation is .2 ounces, use the data below to develop control charts with limits of 3 standard deviations for the 16 oz. bottling operation.
Time 1 Time 2 Time 3Observation 1 15.8 16.1 16.0
Observation 2 16.0 16.0 15.9
Observation 3 15.8 15.8 15.9
Observation 4 15.9 15.9 15.8

Step 1:Calculate the Mean of Each Sample
Time 1 Time 2 Time 3
Observation 1 15.8 16.1 16.0
Observation 2 16.0 16.0 15.9
Observation 3 15.8 15.8 15.9
Observation 4 15.9 15.9 15.8
Sample means (X-bar)
15.875 15.975 15.9

Step 2: Calculate the Standard Deviation of the Sample Mean
x
σ .2σ .1
n 4 = = = ÷

Step 3: Calculate CL, UCL, LCL
Center line (x-double bar):
Control limits for ±3σ limits (z = 3):
15.875 15.975 15.9x 15.92
3+ += =
( )( )
x x
x x
UCL x zσ 15.92 3 .1 16.22
LCL x zσ 15.92 3 .1 15.62
= + = + =
= − = − =

Step 4: Draw the Chart

An Alternative Method for the X-bar Chart Using R-bar and the A2 Factor
Use this method when sigma for the process distribution is not known. Use factor A2 from Table
Factor for x-Chart
A2 D3 D42 1.88 0.00 3.273 1.02 0.00 2.574 0.73 0.00 2.285 0.58 0.00 2.116 0.48 0.00 2.007 0.42 0.08 1.928 0.37 0.14 1.869 0.34 0.18 1.8210 0.31 0.22 1.7811 0.29 0.26 1.7412 0.27 0.28 1.7213 0.25 0.31 1.6914 0.24 0.33 1.6715 0.22 0.35 1.65
Factors for R-ChartSample Size (n)

Step 1: Calculate the Range of Each Sample and Average Range
Time 1 Time 2 Time 3Observation 1 15.8 16.1 16.0
Observation 2 16.0 16.0 15.9
Observation 3 15.8 15.8 15.9
Observation 4 15.9 15.9 15.8
Sample ranges (R)
0.2 0.3 0.2
0.2 0.3 0.2R .233
3+ += =

Step 2: Calculate CL, UCL, LCL
Center line:
Control limits for ±3σ limits:
( )( )
2x
2x
15.875 15.975 15.9CL x 15.92
3
UCL x A R 15.92 0.73 .233 16.09
LCL x A R 15.92 0.73 .233 15.75
+ += = =
= + = + =
= − = − =

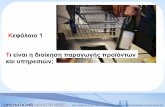
Control Chart for Range (R-Chart)
Center Line and Control Limit calculations:
4
3
0.2 0.3 0.2CL R .233
3
UCL D R 2.28(.233) .53
LCL D R 0.0(.233) 0.0
+ += = =
= = =
= = =
Factor for x-Chart
A2 D3 D42 1.88 0.00 3.273 1.02 0.00 2.574 0.73 0.00 2.285 0.58 0.00 2.116 0.48 0.00 2.007 0.42 0.08 1.928 0.37 0.14 1.869 0.34 0.18 1.8210 0.31 0.22 1.7811 0.29 0.26 1.7412 0.27 0.28 1.7213 0.25 0.31 1.6914 0.24 0.33 1.6715 0.22 0.35 1.65
Factors for R-ChartSample Size (n)

R-Bar Control Chart

Control Charts for Attributes: P-Charts & C-Charts
• Use P-Charts for quality characteristics that are discrete and involve yes/no or good/bad decisions– Percent of leaking caulking tubes in a box of 48– Percent of broken eggs in a carton
• Use C-Charts for discrete defects when there can be more than one defect per unit– Number of flaws or stains in a carpet sample cut from a production run– Number of complaints per customer at a hotel

Constructing a P-Chart:
A Production manager for a tire company has inspected the number of defective tires in five random samples with 20 tires in each sample. The table below shows the number of defective tires in each sample of 20 tires.
Sample Sample Size (n)
Number Defective
1 20 3
2 20 2
3 20 1
4 20 2
5 20 1

Step 1:Calculate the Percent defective of Each Sample and
the Overall Percent Defective (P-Bar)
Sample Number Defective
Sample Size
Percent Defective
1 3 20 .15
2 2 20 .10
3 1 20 .05
4 2 20 .10
5 1 20 .05
Total 9 100 .09

Step 2: Calculate the Standard Deviation of P.
p
p(1-p) (.09)(.91)σ = = =0.064
n 20

Step 3: Calculate CL, UCL, LCL
CL p .09= =
Center line (p bar):
Control limits for ±3σ limits:
( )( )
p
p
UCL p zσ .09 3(.064) .282
LCL p zσ .09 3(.064) .102 0
= + = + =
= − = − = − =

Step 4: Draw the Chart

Constructing a C-Chart:
The number of weekly customer complaints are monitored in a large hotel. Develop a three sigma control limits For a C-Chart using the data table On the right.
Week Number of Complaints
1 32 23 34 15 36 37 28 19 3
10 1Total 22

Calculate CL, UCL, LCL
Center line (c bar):
Control limits for ±3σ limits:
UCL c c 2.2 3 2.2 6.65
LCL c c 2.2 3 2.2 2.25 0
z
z
= + = + =
= − = − = − =
#complaints 22CL 2.2
# of samples 10= = =

Six Sigma Quality
• A philosophy and set of methods companies use to eliminate defects in their products and processes
• Seeks to reduce variation in the processes that lead to product defects
• The name “six sigma” refers to the variation that exists within plus or minus six standard deviations of the process outputs
• A statistical concept that measures a process in terms of defects – at the six sigma level, there 3.4 defects per million opportunities.
σ6±

SIGMA LEVELSSigma Level ( Process Capability)
Defects per Million Opportunities
2 308,537
3 66,807
4 6,210
5 233
6 3.4

Six Sigma Quality

Six Sigma Roadmap (DMAIC)Next Project Define
Customers, Value, Problem Statement
Scope, Timeline, Team
Primary/Secondary & OpEx Metrics
Current Value Stream Map
Voice Of Customer (QFD)Measure
Assess specification / Demand
Measurement Capability (Gage R&R)
Correct the measurement system
Process map, Spaghetti, Time obs.
Measure OVs & IVs / Queues
Analyze (and fix the obvious)Root Cause (Pareto, C&E, brainstorm)
Find all KPOVs & KPIVs
FMEA, DOE, critical Xs, VA/NVA
Graphical Analysis, ANOVA
Future Value Stream Map
ImproveOptimize KPOVs & test the KPIVs
Redesign process, set pacemaker
5S, Cell design, MRS
Visual controls
Value Stream Plan
ControlDocument process (WIs, Std Work)
Mistake proof, TT sheet, CI List
Analyze change in metrics
Value Stream Review
Prepare final report
Validate Project $
Validate Project $
Validate Project $
Validate Project $
Celebrate Project $

Tools used for continuous improvement
1. Process flowchart

Tools used for continuous improvement
2. Run Chart
Performance
Time

Tools used for continuous improvement
3. Control Charts
Performance Metric
Time

Tools used for continuous improvement
4. Cause and effect diagram (fishbone)
Environment
Machine Man
Method Material

Tools used for continuous improvement
5. Check sheet
Item A B C D E F G
---------------------
√ √ √√ √
√ √
√
√
√ √√ √ √
√√√
√√ √

Tools used for continuous improvement
6. Histogram
Frequency

Tools used for continuous improvement
7. Pareto Analysis
A B C D E F
Fre
quen
cy
Perc
enta
ge
50%
100%
0%
75%
25%10
20
30
40
50
60

Summary of Tools
1. Process flow chart
2. Run diagram
3. Control charts
4. Fishbone
5. Check sheet
6. Histogram
7. Pareto analysis

Case: shortening telephone waiting time…
• A bank is employing a call answering service
• The main goal in terms of quality is “zero waiting time” - customers get a bad impression - company vision to be friendly and easy access
• The question is how to analyze the situation and improve quality

The current process
Customer B
OperatorCustomer A
ReceivingParty
How can we reduce waiting time?

Makes customer wait
Absent receiving party
Working system of operators
Customer Operator
Fishbone diagram analysis
Absent
Out of office
Not at desk
Lunchtime
Too many phone calls
Absent
Not giving receiving party’s coordinates
Complaining
Leaving a message
Lengthy talk
Does not know organization well
Takes too much time to explain
Does not understand customer

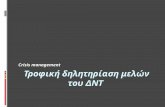
Daily average
Total number
A One operator (partner out of office) 14.3 172
B Receiving party not present 6.1 73
C No one present in the section receiving call 5.1 61
D Section and name of the party not given 1.6 19
E Inquiry about branch office locations 1.3 16
F Other reasons 0.8 10
29.2 351
Reasons why customers have to wait(12-day analysis with check sheet)

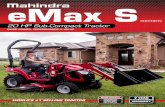
Pareto Analysis: reasons why customers have to wait
A B C D E F
Frequency Percentage
0%
49%
71.2%
100
200
300 87.1%
150
250

Ideas for improvement
1. Taking lunches on three different shifts
2. Ask all employees to leave messages when leaving desks
3. Compiling a directory where next to personnel’s name appears her/his title

Results of implementing the recommendations
A B C D E F
Frequency Percentage
100%
0%
49%
71.2%
100
200
300 87.1%
100%
B C A D E F
Frequency Percentage
0%
100
200
300
Before… …After
Improvement

In general, how can we monitor quality…?
1. Assignable variation: we can assess the cause
2. Common variation: variation that may not be possible to correct (random variation, random noise)
By observingvariation in
output measures!