Proposed standards for core test methods for toroidal magnetic amplifier cores
8
θ 2 = — Û4 = ~ AW GO*) AW Ate) CiW-^AW 2 — ^1 AW+aiCi(g) C2 (g)~ glAW The evaluation of the coefficients con- tinues until the last one, corresponding to the impedance Z(p), is available. The respective functions C and D required for its evaluation, then are constants. References 1. EIN INTBRPOLATIONSPROBLBM MIT FUNK- TIONBN MIT POSITIVEN RBALTBIL, W. Cauer. Mathematische Zeitschrift, Berlin, Germany, vol. 38, 1933, pp. 1-44. 2. THBORIB DER LINBARBN WECHSELSTROM- SCHALTUNGBN, Vol. I (book), W. Cauer. Leipzig, Germany, 1941. 3. WBLLBNFILTBR, INSBESONDERE SYMMBTRISCHB UND ANTIMBTRISCHB, MIT VORGESCHRIEBENEM BBTRIBBSVBRHALTEN, H. Piloty. Telegraphen- Fernsprech- Funk- und Fernseh-Technik, Berlin, Germany, vol. 28, 1939, pp. 363-75. 4. SYNTHESIS OF REACTANCE 4-POLES WHICH PRODUCE PRESCRIBED INSERTION LOSS CHARAC- TERISTICS, S. Darlington. Journal of Mathematics and Physics, Cambridge, Mass., vol. 18, 1939, pp. 257-353. 5. NETWORK ANALYSIS AND FEEDBACK AMPLIFIER DESIGN (book), H. W. Bode. D. Van Nostrand Company, Inc., Princeton, N . J., 1945. 6. DESIGN OF ELECTRIC WAVE FILTERS WITH THE AID OF THE ELECTROLYTIC TANK, A . R. Boothroyd. Proceedings, Institution of Electrical Engineers, London, England, pt. IV, Oct. 1951. 7. TABLES OF FUNCTIONS WITH FORMULAE AND CURVES (book), E. Janke, F. Emde. Dover Publications, Inc., New York, Ν. Y., 1943. 8. ELECTRICAL ENGINEERS' HANDBOOK (book), H. Pender, K. Mcllwain, editors. "Communica- tion—Electronics," John Wiley & Sons, Inc., New York, Ν. Y., pp. 6-57, 58. Proposed Standards (or V-ore Test Methods for Toroidal Magnetic Amplifier Cores AIEE COMMITTEE REPORT O NE OF THE major problems in the production of magnetic am- plifiers is reproducibility. It is essential that reactor cores of magnetic ampli- fiers be tested and selected prior to wind- ing if good quality control is to be main- tained. There have been many ap- proaches to the problem and each com- pany has its own test circuit. Realizing that it would be advantageous to both the core vendors and the users to standardize on core test methods, the Magnetic Ampli- fier Materials Subcommittee formed the Working Group on Core Matching and Grading to establish standard test circuits. This paper constitutes a summary of the Working Group's activities over a 2-year period and sets forth recommendations for two standard core test circuits for toroidal cores. To survey the field, questionnaires were sent to 46 companies who are active in Paper 58-71, recommended by the AIEE Magnetic Amplifiers Committee and approved by the AIEE Technical Operations Department for presentation at the AIEE Winter General Meeting, New York, Ν. Y., February 2-7, 1958. Manuscript submitted October 31, 1957; made available for printing November 7, 1957. The personnel of the Working Group of the Core Matching and Grading Materials Subcommittee of the AIEE Magnetic Amplifier Committee are: V. J. Louden, chairman, H. R. Brownell, J. R. Jacquet, Ε. W. Lehtonen, J. Ε. Mitch, R. W. Olmstead, R. W. Roberts, W. Schlosser, W . R. Seegmiller, R. D. Teasdale, C. B. Wakeman, C. E. Ward, and G. L. Thompson. the magnetic-amplifier field. The in- formation received from the 18 companies that answered formed the pool of informa- ton from which the standard test circuits were determined. The information was evaluated in the light of the following: 1. Reproducibility of results. 2. Correlation of test data with amplifier performance. 3. Simplicity of circuitry. 4. The number of companies employing each of the submitted test circuits. All of the proposed test circuits, in- cluding the circuits presented in this paper, excite the core in such a manner that the resulting flux excursions as a function of time differ from the excursions that take place in actual magnetic- amplifier operation. From this point of view the circuits are not ideal. The departure, however, is acceptable in view of the fact that correlation of test results with amplifier performance is acceptable. Of the seven types of test circuits pro- posed, two were selected. They are the constant-current-flux-reset (CCFR) test and the sine-current-excitation (SCE) test. It was impossible to eliminate either one in preference to the other since both are widely used and neither presents outstanding advantages over the other. The operation of both of these circuits has been well described in previous litera- ture. 1 "" 5 The purpose of this paper is to establish conditions of measurement so that test results may be reproduced from one test installation to the next. The SCE test measures magnetic pa- rameters while the flux is traversing a major dynamic hysteresis loop. The CCFR test, on the other hand, simulates the operation of a single core half-wave magnetic amplifier. Measurements are made while the flux traverses minor dy- namic hysteresis loops. In both test methods magnetic proper- ties are obtained by measuring electrical quantities. The test equipment is cali- brated in magnetic units, since core proper- ties are the quantities of interest. Since the two test methods excite the core in different ways, one should not expect to obtain the same quantitative results. Only in the measuring of peak induction (B m ) and peak induction minus residual induction (B m —B r ) are the test conditions identical in the two circuits. CCFR Core Test Method Al.O. GENERAL DESCRIPTION ALL The CCFR core test method provides a means for measurement of core magnetic properties under operative con- ditions which approximate conditions in several different types of self-saturating magnetic-amplifier circuits. The test employs an excitation current consisting of half-wave sine current pulse of suffi- cient magnitude to drive the core flux into positive saturation. A d-c demag- netizing force of adjustable magnitude is applied to the core so as to reset flux away from positive saturation during the inter- vals between pulses of excitation current. The resultant cyclic flux change is meas- ured by means of a sensitive flux volt- 524 Proposed Standards for Core Test Methods SEPTEMBER 1958
Transcript of Proposed standards for core test methods for toroidal magnetic amplifier cores

θ 2 = —
Û4 = ~
A W
GO*)
A W
A t e )
C i W - ^ A W 2 — ^1
A W + a i C i ( g )
C2(g)~ g l A W
The evaluation of the coefficients con-tinues until the last one, corresponding to the impedance Z(p), is available. The respective functions C and D required for its evaluation, then are constants.
References
1. E I N INTBRPOLATIONSPROBLBM MIT F U N K -TIONBN MIT POSITIVEN R B A L T B I L , W . Cauer. Mathematische Zeitschrift, Berlin, Germany, vol. 38, 1933, pp. 1-44.
2. T H B O R I B DER L I N B A R B N WECHSELSTROM-SCHALTUNGBN, Vol. I (book), W . Cauer. Leipzig, Germany, 1941.
3. W B L L B N F I L T B R , INSBESONDERE SYMMBTRISCHB U N D A N T I M B T R I S C H B , MIT V O R G E S C H R I E B E N E M
BBTRIBBSVBRHALTEN, H . Piloty. Telegraphen-
Fernsprech- Funk- und Fernseh-Technik, Berlin, Germany, vol. 28, 1939, pp. 363-75.
4. SYNTHESIS OF REACTANCE 4-POLES W H I C H PRODUCE PRESCRIBED INSERTION LOSS CHARAC-TERISTICS, S . Darlington. Journal of Mathematics and Physics, Cambridge, Mass., vol. 18, 1939, pp. 257-353.
5. N E T W O R K ANALYSIS AND FEEDBACK AMPLIFIER D E S I G N (book), H . W . Bode. D. Van Nostrand Company, Inc., Princeton, N . J., 1945.
6. D E S I G N OF ELECTRIC W A V E FILTERS WITH THE A I D OF THE ELECTROLYTIC T A N K , A . R. Boothroyd. Proceedings, Institution of Electrical Engineers, London, England, pt. IV, Oct. 1951.
7. T A B L E S OF FUNCTIONS WITH FORMULAE AND C U R V E S (book), E. Janke, F. Emde. Dover Publications, Inc., New York, Ν . Y., 1943.
8. ELECTRICAL ENGINEERS' HANDBOOK (book), H. Pender, K. Mcllwain, editors. "Communica-tion—Electronics," John Wiley & Sons, Inc., New York, Ν . Y. , pp. 6-57, 58.
Proposed Standards (or V-ore Test
M e t h o d s for Toroidal Magne t ic
Ampl i f ie r Cores
A I E E C O M M I T T E E R E P O R T
ON E OF T H E major problems in the production of magnetic am-
plifiers is reproducibility. It is essential that reactor cores of magnetic ampli-fiers be tested and selected prior to wind-ing if good quality control is to be main-tained. There have been many ap-proaches to the problem and each com-pany has its own test circuit. Realizing that it would be advantageous to both the core vendors and the users to standardize on core test methods, the Magnetic Ampli-fier Materials Subcommittee formed the Working Group on Core Matching and Grading to establish standard test circuits. This paper constitutes a summary of the Working Group's activities over a 2-year period and sets forth recommendations for two standard core test circuits for toroidal cores.
To survey the field, questionnaires were sent to 46 companies who are active in
Paper 58-71, recommended by the A I E E Magnetic Amplifiers Committee and approved by the A I E E Technical Operations Department for presentation at the A I E E Winter General Meeting, New York, Ν . Y . , February 2-7, 1958. Manuscript submitted October 31, 1957; made available for printing November 7, 1957.
The personnel of the Working Group of the Core Matching and Grading Materials Subcommittee of the AIEE Magnetic Amplifier Committee are: V. J . Louden, chairman, H . R. Brownell, J . R. Jacquet, Ε. W . Lehtonen, J . Ε. Mitch, R. W . Olmstead, R. W . Roberts, W . Schlosser, W . R. Seegmiller, R. D. Teasdale, C. B. Wakeman, C. E. Ward, and G. L. Thompson.
the magnetic-amplifier field. The in-formation received from the 18 companies that answered formed the pool of informa-ton from which the standard test circuits were determined.
The information was evaluated in the light of the following:
1. Reproducibility of results.
2. Correlation of test data with amplifier performance.
3. Simplicity of circuitry.
4. The number of companies employing each of the submitted test circuits.
All of the proposed test circuits, in-cluding the circuits presented in this paper, excite the core in such a manner that the resulting flux excursions as a function of time differ from the excursions that take place in actual magnetic-amplifier operation. From this point of view the circuits are not ideal. The departure, however, is acceptable in view of the fact that correlation of test results with amplifier performance is acceptable.
Of the seven types of test circuits pro-posed, two were selected. They are the constant-current-flux-reset (CCFR) test and the sine-current-excitation (SCE) test. It was impossible to eliminate either one in preference to the other since both are widely used and neither presents outstanding advantages over the other.
The operation of both of these circuits has been well described in previous litera-ture.1""5 The purpose of this paper is to establish conditions of measurement so that test results may be reproduced from one test installation to the next.
The SCE test measures magnetic pa-rameters while the flux is traversing a major dynamic hysteresis loop. The CCFR test, on the other hand, simulates the operation of a single core half-wave magnetic amplifier. Measurements are made while the flux traverses minor dy-namic hysteresis loops.
In both test methods magnetic proper-ties are obtained by measuring electrical quantities. The test equipment is cali-brated in magnetic units, since core proper-ties are the quantities of interest.
Since the two test methods excite the core in different ways, one should not expect to obtain the same quantitative results. Only in the measuring of peak induction (Bm) and peak induction minus residual induction (Bm—Br) are the test conditions identical in the two circuits.
CCFR Core Test Method
Al.O. GENERAL DESCRIPTION
ALL The CCFR core test method provides a means for measurement of core magnetic properties under operative con-ditions which approximate conditions in several different types of self-saturating magnetic-amplifier circuits. The test employs an excitation current consisting of half-wave sine current pulse of suffi-cient magnitude to drive the core flux into positive saturation. A d-c demag-netizing force of adjustable magnitude is applied to the core so as to reset flux away from positive saturation during the inter-vals between pulses of excitation current. The resultant cyclic flux change is meas-ured by means of a sensitive flux volt-
524 Proposed Standards for Core Test Methods SEPTEMBER 1958

F i g . 1 .
[ * - Δ Η - ^ RESET M A G N E T I Z i N G FORCE ( O E R S T E D S )
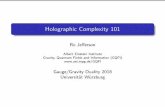
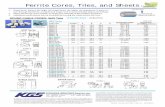
Test po in ts for t h e C C F R core test m e t h o d
S I N U S O I D A L C U R R E N T S U P P L Y
H A L F - W A V E * S I N U S O I D A L
C U R R E N T SUPPLY
/ B U C K I N G T R A N S F O R M E R
7l<& È 3 F L U X V O L T M E T E R
A V E R A G E S E N S I T I V E A . C . V O L T M E T E R
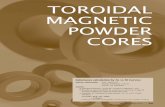
F i g . 2 . Circui t for C C F R c o r e test m e t h o d
meter connected to a separate pickup winding on the core. A low number of excitation, control, and pickup turns are used to facilitate rapid jigging of cores.
A1.2. Test data are obtained by meas-uring values of induced pickup voltage as a function of the applied demagnetizing control ampere-turns under conditions of half-wave sinusoidal excitation current of constant magnitude. For some purposes these data may best be presented in the form of a curve. For general production, core grading and matching data are ob-tained only at particular standardized test points. These standard test points are selected as shown in Fig. 1 to deter-mine the bias point H0 and the gain G in the linear region of the curve. Also, the difference between peak induction and residual induction (Bm—Bj) is measured using zero control ampere-turns.
A1.3. The measurement of peak flux density is made by employing full-wave S C E . This measurement can best be made by switching to a full-wave sine current supply instead of a half-wave supply, and using zero control ampere-turns.
A2.0. TEST CIRCUIT
All. A simplified schematic diagram of the test circuit is shown in Fig. 2. The circuit consists of five major blocks: full-wave sine current supply, half-wave sine current supply, d-c control current supply, test jig, and flux voltmeter. The requirements on these various units are given in the following paragraph.
A 2.2. A sinusoidal and half-wave sinusoidal current supply shall be pro-vided. These may be separate current supplies, or may be obtained from a com-mon source by suitable switching and rectifying means.
A2.3. Plug-in type test jig:
A 2.3.1. A single or double (differ-
ential) plug-in type of test jig shall be used. A single test jig shall have a plug-in connector having an excita-tion winding, a pickup winding, and a control winding.
A2.3.2. If a double or differential type of test jig is employed, the excitation windings of the two plug-in connectors shall have equal num-bers of turns and shall be connected in series. The pickup windings of the two plug-in connectors shall have equal numbers of turns, and shall be connected in series opposition. Also, the control windings shall have equal turns and shall be connected in series with the same polarity connections as the excitation windings.
A 2.3.3. Provision for cancellation of voltage pickup due to air induction linking the excitation winding with the pickup winding shall be made, if necessary.
A 2.4. Flux voltmeter: Either an averaging instrument sensitive to total flux change or an integrating flux volt-meter shall be used to meter the core out-put voltage.
A3.0. EXCITATION AND CONTROL
REQUIREMENTS
A3.1. Voltage source:
A 3.1.1. The voltage of the excita-tion source shall be sinusoidal, with a harmonic content of less than 10% and shall have an rms amplitude greater than 100 times the half-cycle average value of voltage induced in the excitation winding.
A3.1.2. The frequency of the volt-age source shall be known within 1%, and if not known within these limits, it shall be measured to an accuracy of 1%.
A3.1.3. Standard test frequencies of 60, 400 or 1,600 cps (cycles per second) may be used within the fre-quency limitations of the test cir-cuitry and instrumentation. The tolerance on any standard test fre-quency used shall be ± 5 % .
A3.2. Excitation windings:
A3.2.1. The excitation winding on the test jig shall consist of a single turn, wherever possible, but shall not exceed six turns.
A3.2.2 All excitation windings shall be kept in a fixed position in relation to the pickup windings, and to nearby circuits and equipment, during testing.
A3.2.3. When differential core matching is desired, two identical excitation windings shall be used, connected in series. Geometric sym-metry of the excitation windings in relation to each other shall be main-tained.
A 3.3. Excitation current :
A3.3.1. The half-wave excitation current shall be essentially sinusoidal. For values of current from 5% to 25% of peak excitation current, the time interval between an instan-taneous value of current on the de-scending portion of the current wave-form to an equal value of current on the ascending portion of the next half-cycle of current shall be within ± 3 % of the corresponding time interval for a perfect half-wave sinusoid.
A3.3.2. During the interval be-tween pulses when the excitation cur-rent is nominally zero, the maximum instantaneous current occurring be-cause of rectifier leakage or other
S E P T E M B E R 1958 Proposed Standards j or Core Test Methods 525

cause is to be less than 0.1% of the peak value of excitation current dur-ing a pulse.
A 3.3.3. The full-wave excitation current shall contain less than 25% harmonic distortion.
A3.3A. The peak value of excita-tion current shall be measured to an accuracy of ± 2 % .
A3.4. Peak magnetizing force:
A3.4.1. The following peak mag-netizing force shall be applied for the commonly used core materials. The value of peak magnetizing force applies to materials whose tape thickness is 6 mils or less, when tested at 400 cps or below; or whose tape thickness is from 6 to 14 mils when tested at 60 cps.
Peak Peak Magnetizing
Magnetizing Force When Force When Measuring Measuring B M and HO, H I , H 2 , ( B M — B R ) ,
Material Oersteds Oersteds
3 % silicon iron (oriented) 6.0 3.0
50% nickel-iron (oriented) 2.0 1.0
79% nickel-iron 1.0 0.5 Supermalloy 0,5 .0.25
where
Hm<=0A*NJm/l oersteds Ht* = peak magnetizing force iVe = number of excitation winding turns Im = peak value of excitation current /=mean core length, cm (centimeters)
A3.4.2. When conditions other than those covered in paragraph A3.4.1 are employed, the nearest larger value of peak magnetizing force shall be selected, rounded off to one signifi-cant figure, i.e., twice the value of the highest sine current coercive force to be expected.
A35. D-c control current :
A3.51. The rtns ripple of the con-trol current shall not exceed 0.25%.
A3.5.2. Control current correspond-ing to H0, Hh and H2 (Fig. 1) shall be measured to within =kl%.
A 3.5.3. Changes in control current corresponding to A.r7(Fig. 3) shall be measured to ± 2 % .
A4.0. MEASUREMENT AND
REQUIREMENTS
A4.1. Pickup windings:
A4J.Î. The pickup winding on the test jig provides an induced voltage for measuring the dynamic hysteresis
loop characteristics of the core under test. The pickup winding shall con-sist of a single turn when possible, but may have any convenient number of turns.
A4.1.2. All pickup turns shall be maintained in a fixed position rela-
* tive to the excitation windings and to other nearby equipment during core testing.
A4.1.3. Whenever possible, the pickup windings shall be so arranged in relation to the excitation windings that the inductive and capacitive coupling between them is minimized so that, with no core in the jig, no in-duced voltage appears on the output of the pickup windings with maxi-mum current flowingat the test fre-quency in the excitation winding.
A4.1.4. If the average induced voltage from the pickup winding under the conditions of paragraph A4.1.31 due to mutual coupling be-tween the excitation and the pickup windings, exceeds 0.5% of the aver-age output voltage corresponding to the peak magnetizing force, this mutual inductive coupling between the excitation winding and the pickup winding shall be adjusted so as to re-duce the induced voltage to less than 0.5%. If necessary, an air core bucking transformer shall be used for this purpose.
A4.1.5. Where differential core matching is desired, two identical pickup windings shall be used, con-nected in series opposition. Geo-metric symmetry of the pickup windings in relation to each other, and to the excitation windings, shall be maintained.
A4.L6. The average output voltage of the differential jig of paragraph A4.1.5, with no cores in the windings and with maximum excitation cur-rent flowing at the test frequency, shall be less than 0.5% of the average voltage obtained with only one core in the differential test windings. The mutual inductive coupling be-tween one of the excitation and pickup windings of the differential test jig shall be adjusted to reduce the induced voltage to less than 0.5%.
A4.2. Flux voltmeter input imped-ance:
A4.2.L The average sensitive or integrating flux voltmeter shall have negligible loading effect on the core.
Its input impedance must be such that
R>2wfNSY C X I O " 5
where
R= meter input impedance Ns=pickup winding turns A — core cross-section area, cm2
/=mean length of magnetic path of t h e core, cm
/=test frequency, cps G = (AB2 — ΔΒι)/ΔΗ, gausses per oer-
sted (see Fig. 1)
A4.2.2. The average sensitive or integrating flux voltmeter shall have an accuracy of ± 1 % of reading.
A4.3. Standard test points: A4.3.1. Data shall be taken at the following test points:
a. Bm at Hm specified in paragraph A3.4.1. b. Bm-Br, at control i î = 0 . c Ho at specified AB0 (paragraph A4.3.2). d. Hi at specified ABi (paragraph A4.3.2). e. H2 at specified AB2 (paragraph A4.3.2).
A4.3.2. AB1} ΔΒ0, and AB2 as in-dependent variables should be ad-justed as follows :
A B , Kilogausses
Material ABi ABo ABi
3% silicon-iron, oriented.. . . .10... ...15 20 50% nickel-iron . . .10.., ...15 20 79% nickel-iron . . . 5.. . . . 7.5 10 Supermalloy . . . 5.. . . . 7.5 10
The value of ABo was selected to be approximately one half the maximum flux density swing encountered in usual magnetic amplifier designs. Also, ABi approximates one third of the design AB; and AB2 approxi-mates two thirds of the design AB.
A4.3.3. In calibrating the flux volt-meter, which measures total flux change, to read flux density (in gausses) the manufacturer's pub-lished gross cross section area of the cores being tested and the following stacking factors shall be employed.
Tape Thickness, Mils Stacking Factor
1/2 0.50 1 0.75 2 0.85 4 through 10 0.90
11 through 14 0.95
These stacking factors do not necessarily correspond to the manu-
526 Proposed Standards for Core Test Methods SEPTEMBER 1958

facturer's stacking factors. As a result, measured values of Bm and Bm—Br will not agree with manu-facturer's published data. To corre-late test data, the following con-version must be made, and vice versa:
A'
where
B' =flux density corresponding to the manufacturer's published core effective area
A'= manufacturer's published core effective area
k = stacking factor listed in the forego-ing
A *= published gross core cross-section area
Β = flux density read from tester
The same stacking factor is em-ployed in testing equivalent cores from various manufacturers in order that the cores may be tested with the same flux swings, and that the cores may be specified with one description. The tester actually measures flux change, which is the quantity of in-terest.
A4 A. Measurement of Bm: The peak induction (Bm) shall be measured at the peak magnetizing force specified in para-graph A3.4.1, employing full-wave sin-usoidal excitation current and zero control current. ^jA4.5. Measurement of HQ: HQ shall be measured in oersteds at the value of BQ specified in paragraph A4.3.2, utilizing half-wave sinusoidal excitation current as specified in paragraph A3.4.1.
A4.6. Measurement of G in gausses per oersted is computed as follows:
ΑΒ2-ΑΒ1 AB2-ABi H>A —Hi ~ AH
where AB2 and ABi are specified in para-graph A4.3.2 and AH is measured, utilizing half-wave sinusoidal excitation current as specified in paragraph A3.4.1.
A4.7. Measurement of Bm—Br: Bm— Bi should be measured utilizing zero con-trol current and half-wave sinusoidal cur-rent excitation as specified in paragraph A3.4.1. This measurement shall be made directly following the measurement of Bm
in order to avoid errors resulting from mag-netic history.
A5.0. DIFFERENTIAL CORE MATCHING
In matching cores by the differential method, the tolerance of match shall be determined by measuring the differential output voltage between each core and a reference core at values of magnetizing
E X C I T A T I O N C U R R E N T S U P P L I E S
OF F R E Q U E N C Y
f .
A V E R A G E S E N S I T I V E OR | I N T E G R A T I N G
FLUX V O L T M E T E R
O U T E R C O N T A C T ARM - SCOPE V E R T . I N N E R C O N T A C T ARM - SCOPE H O R I Z .
F i g . 3 . Basic circuit for S C E core tester
force specified by the user. The differ-ence so measured, as compared with the nominal peak induction of the core shall be a measure of the per-cent tolerance of match between the cores.
SCE Core Test Method
Β 1.0. GENERAL DESCRIPTION
Β 1.1. The SCE test method provides for the measurement of four basic param-eters of the saturated major dynamic sine current hysteresis loop of a core mate-rial for magnetic-amplifier applications. The core parameters measured are gen-erally considered to be significant in determining the performance of the core material in the magnetic-amplifier type of application. These parameters are the a-c peak induction (corresponding to the a-c peak magnetizing force), the square-ness ratio (ratio of residual induction to peak induction), the sine current coercive force, and the maximum differential permeability (maximum slope of the sides of the dynamic hysteresis loop).
B1.2. The test method described em-ploys a relatively high impedance excita-tion source of sine voltage and known fre-quency, driving the core material under test into relative saturation while main-taining a sinusoidal exciting current. To facilitate rapid jigging of test cores of widely varying sizes, very few excitation and pickup turns are used. Instrumenta-tion is provided for determining the peak magnetizing force, the peak induction, and for observing the output voltage versus exciting current waveform of the core material. Calibration means are
provided whereby the sine current coercive force and the maximum differ-ential permeability may be measured from the output voltage versus exciting current waveform. Provision is made for excitation of the core with a half-wave of rectified sine current to facilitate the measurement of flux density change (AB or Bm—Br), from which the ratio of resid-ual induction to peak induction may be calculated. Provision is also made for matching of cores on a differential basis.
B2.0. TEST CIRCUIT
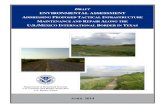
B2.1. A test circuit such as that shown in Fig. 3 shall be used. The basic circuit consists of the components listed in the following.
Β2.2. Same as paragraph A 2.2 of the CCFR method.
B2.3. Plug-in type test jig :
B2.3.1. Same as paragraph A2.3.1 of the CCFR method,
B2.3.2. If a double or differential type of test jig is employed, the excitation windings of the two plug-in connectors shall have equal numbers of turns and shall be connected in series. The pickup windings of the two plug-in connectors shall have equal numbers of turns, and shall be connected in series opposition.
B2.3.3. Same as paragraph A2.3.3 of the CCFR method.
B2.3.4. Provision for a noninduc-tive voltage dropping resistor shall be made in series with the source and the excitation windings. The pur-
S E P T E M B E R 1958 Proposed Standards for Core Test Methods 527

B3.23. Same as paragraph A3.23 of the CCFR method.
B33. Exciting current :
B33.Î. The exciting current shall be sinusoidal with a harmonic con-tent of less than 5% at the value of current corresponding to the peak magnetizing force to be used for the core under test. Series resistance may be used to increase the im-pedance of the excitation source sufficiently to limit harmonics in the exciting current waveform for the smaller core sizes. When necessary, a series resonant filter shall be used to limit the maximum harmonic content of the exciting current to 5%.
B33.2. Suitable means for measur-ing the peak exciting current with an accuracy of 2% shall be provided. When the harmonic content of the exciting current is sufficiently low, a dynamometer type rms ammeter of at least 0.5% accuracy is recom-mended.
B333. Suitable means shall be provided for varying the exciting cur-rent to obtain the appropriate peak magnetizing force for the range of core sizes normally encountered. A variable autotransformer is usually satisfactory for this purpose.
Β3.4. Peak magnetizing force: B3.4.1. The following peak mag-netizing force shall be applied for the commonly used core materials. The value of peak magnetizing force applies to materials whose tape thickness is 6 mils or less, when tested at 400 cps or less, or whose tape thickness is from 6 to 14 mils or less, when tested at 60 cps.
pose of the dropping resistor is to provide a voltage that is propor-tional to the exciting current.
In 1957, a patent, which describes some of the circuitry for the SCE core test method, was granted under title 35, U.S. Code (1952, section 66). 4 Consequently, the patent dis-closures may be used by or for the Government for government pur-poses without payment of royalties.
B2.4. Flux voltmeter: same as para-graph A2A of the CCFR method.
B2.5. Oscilloscope:
B2.5.1. An oscilloscope with a mini-mum screen diameter of 5 inches shall be provided. The oscilloscope shall have d-c amplifiers for both vertical and horizontal signals. The ampli-fiers shall have adequate frequency response and sufficiently low phase shift6 over the required frequency range so as to prevent distortion of the observed waveform in excess of one 2/100 of the screen diameter of the cathode-ray tube of the oscilloscope.
B2.5.2. If the output voltage versus exciting current loop characteristics are to be measured by means of scales on the face of the scope rather than by calibrated marker traces, then the linearity of the vertical and horizontal amplifiers and deflection systems shall be within one line width on the face of the oscilloscope.
B2.6. Ninety-degree phase shifter and calibrating attenuators:
B2.6.Î. A source of sinusoidal volt-age with less than 1% distortion shall be provided for the measure-ment of maximum differential per-meability. This sinusoidal voltage, known as the ellipse voltage, shall be 90 degrees out of phase with the exciting current, and may be derived from the voltage across the excita-tion circuit dropping resistor by $hif ting its phase by 90 degrees. The function of the ellipse voltage is to provide a locus of constant differ-ential permeability.
B2.6.2 The ellipse voltage shall be adjustable by separate calibrating and attenuating potentiometers to provide for calibration and measure-ment of maximum differential perme-ability readings in terms of gausses per oersted.
B2J. D-c reference voltage sources :
B2.7.1. Two separate d-c voltage reference sources shall be provided,
each with provision for measuring the reference voltage, and each with separate calibrating and attenuating potentiometers.
B2.7.2. One d-c reference voltage and attenuator shall be used for calibration of peak magnetizing force in oersteds when the exciting current waveform is not sufficiently distor-tion-free to use an rms ammeter for such calibration. The attenuator is also used in the direct measurement of sine current coercive force in oersteds.
B2.73. The other d-c reference voltage and attenuator shall be used for calibration of the ellipse voltage used in measuring the maximum differential permeability. The at-tenuator may also be used for meas-urement of the maximum differential permeability in the event that a dis-tortion-free ellipse voltage is not obtainable under all test conditions.
B2.8. Rotating switch or phased synchronous choppers:
B2.8.L A rotating double-pole multiposition switch shall be pro-vided for displaying on the oscillo-scope various sequences of the core output voltage versus exciting cur-rent, ellipse voltage versus exciting current, d-c reference voltage markers, and zero reference voltage markers.
B2.8.2. In lieu of a suitable rotating switch, two or more single-pole double-throw synchronous choppers may be used, properly phased, to apply the proper sequence of signals to the oscilloscope.
B2.8.3. The frequency of rotation of the switch, or driving frequency of the choppers, shall be not greater than one sixth of the fundamental core test frequency.
B3.0. EXCITATION REQUIREMENTS
B3.1. Voltage source:
B3.1.1. The voltage of the excita-tion source shall be sinusoidal, with a harmonic content of less than 10%.
B3.1.2. Same as paragraph A3 Λ 2 of the CCFR method.
Β3.13. Same as paragraph A3.13 of the CCFR method.
B3.2. Excitation windings:
B3.2.1. Same as paragraph A3.2.1 of the CCFR method.
B3.2.2. Same as paragraph A3.2.2 of the CCFR method.
Peak Magnetizing
Force,
Materials Oersteds
3% silicon-iron (oriented) 3.0 50% nickel-iron (oriented) 1.0 79% nickel-iron 0.5 Supermalloy 0.25
B3.4.2. Same as paragraph A3.4.2 of the CCFR method.
B3.4.3. When a dynamometer type rms ammeter is used to measure the exciting current, the peak magnetiz-ing force shall be calculated from the equation
Hm — oersteds
528 Proposed Standards for Core Test Methods SEPTEMBER 1958

F i g . 4 . O s c i l l o s c o p e presentat ion of Ε I l o o p o f test c o r e , showing cal ibrat ing a n d measuring marker traces
where
Ne — number of excitation winding turns
im = peak exciting current, amperes « 1.414 im» for a pure sine wave
/ — mean core length, cm
B3.4.4. When harmonics in the exciting current waveform are large enough to prevent the measure-ment of peak magnetizing force with the required accuracy, it may be measured from the oscilloscope dis-play using a d-c reference voltage and calibrated attenuator, using the equation
„ OAirNp kV Hp = — ^ X — oersteds
/ Κ
where
Np — number of excitation winding turns
/ = mean core length, cm k — constant of attenuation of d-c
reference voltage source V—d-c reference voltage, volts j?= excitation circuit dropping resistor,
ohms
B4.0. MEASUREMENT REQUIREMENTS
B4.1. Pickup windings:
Β4Λ.1. Same as paragraph Α4Λ.1 of the CCFR method.
Β4Λ.2. Same as paragraph A4.1.2 of the CCFR method.
Β4Λ.3. Same as paragraph A4.1.3 of the CCFR method.
B4.1.4. Same as paragraph A4.1.4 of the CCFR method.
B4.1.5. Same as paragraph A4.1.5 of the CCFR method.
B4.1.6. Same as paragraph A4.1.6 of the CCFR method.
B4.2. Core output measurements:
B4.2.1. The core output voltage waveform, as appearing on the pickup winding, may be measured by a number of methods to determine the dynamic hysteresis loop charac-teristics of the core under test.
B4.2.2. All instruments used in making output voltage waveform measurements shall have sufficiently high input impedance so as not to load the core output voltage. The minimum input impedance of this instrument shall be determined as
7 ? > 2 ô Ã / ^ ã Δ ^ × 1 0 - 5
where
N9—pickup winding turns A =core cross section area, cm2
Z—mean core length, cm Δμπι — maximum differential permea-
bility of test core in gausses per oersted
/=test frequency, cps
B4.3. Measurement of peak induction or peak flux Bm:
B4.3.1. The measurement of peak induction shall be made by measuring the core output voltage with an average sensitive or integrating flux voltmeter (Fig. 3), using the peak magnetizing force specified in section 3.4.1. The reading shall be cali-brated directly in gausses, based on the core cross section area at a specific test frequency.
B4.4. Measurement of sine current coercive force Hc:
B4.4.1. Sine current coercive force measurements with this test method shall be made by displaying the core output voltage versus exciting current on an oscilloscope and measuring, by means of a calibrated potentiometer
and dial marker trace, the horizontal distance between the voltage peaks of the oscilloscope display in rela-tion to the known peak magnetizing force, as represented by the over-all horizontal width of the display (Fig. 4). The dynamic coercive force in oersteds is read directly from the Hc dial, Fig. 3, after adjusting the Hc dial marker to coincidence with the peak of the core output voltage (Fig. 4).
Note: It should be borne in mind that this measurement is a close representation of the true dynamic coercive force of the core material under test only if the material has approximately a rectangular dynamic hysteresis loop. Under these condi-tions the peak of the induced core output voltage waveform corresponds with the true dynamic coercive force within a few per cent. When non-rectangular dynamic hysteresis loop materials are being measured, how-ever, the peak of the output voltage wave may depart from the true coercive force value by a considerable amount, and the value measured is the Η at Äì^. This value will gen-erally be somewhat different than the true Hc value, but may be used and specified in the same manner as the Hc value as long as the test conditions and the test results obtained are clearly defined.
B4.5. Measurements of maximum dif-ferential permeability (Δμη):
B45.1. The measurement of maxi-mum differential permeability shall be made by displaying the core out-put voltage versus exciting current on an oscilloscope and measuring, by means of a calibrated potentiom-eter and dial marker trace, the peak value of the output voltage. The maximum differential perme-ability in gausses per oersteds may be read directly from the μ dial (Fig. 3) after adjusting the μ dial marker to coincidence with the peak of the core output voltage (Fig. 4).
B4.5.2. Calibration of maximum differential permeability shall be accomplished using a d-c reference voltage and calibrated attenuator. When the Ajttm calibrating marker trace is adjusted to coincidence with the peak value of the ellipse voltage, the maximum differential perme-ability in gausses per oersted may be calibrated using the equation
Δ k V ' X 1 X 1 0 8
N8A 0AirNeIm w cos wt
S E P T E M B E R 1958 Proposed Standards for Core Test Methods 529

CORE T E S T PI C K U P W I N D I N G V O L T A G E
^ W I D E - B A N D A M P L I F I E R
• R E C T I F I E R
AVERAGE S E N S I T I V E V O L T M E T E R
CORE T E S T PI C K U P W I N D I N G V O L T A G E
W I T H H IGH PEAK POWER
R E C T I F I E R AVERAGE S E N S I T I V E V O L T M E T E R
F ig . 5 . Funct ional d iagram of m e t h o d I for instrumentat ion of flux vo l tmeter
CORE
I E S T
PICKUP W I N D I N G V O L T A G E
1 ' M I L L E R
INTEGRATOR
J V . A M P L I F I E R
J PEAK
S E N S I T I V E V O L T M E T E R
CORE
I E S T
PICKUP W I N D I N G V O L T A G E
M I L L E R
INTEGRATOR A M P L I F I E R
PEAK S E N S I T I V E V O L T M E T E R
F ig . 6 . Funct iona l d iagram of m e t h o d I I for instrumentat ion of flux vo l tmeter
where
Ne = number of excitation turns Ns = number of pickup turns A s«= nominal core area, cm2
I=mean core length, cm Im
= peak excitation current = 1.414 IrxoB for a pure sine wave
w = 2T Xtest frequency F'^d-c reference voltage, volts
= attenuation constant of reference voltage attenuator
by setting wt = 0 and substituting the appropriate contents into the equa-tion. B4.53. An alternative calibration of maximum differential permeability may be made by adjusting the Aίm calibrating marker to coincidence with the peak of the core output voltage wave, and using the equa-tion of B4.5.2 by setting w/=( s in _ 1
Hc/Hm) and substituting the appro-priate constants in the equation.
B4.6. Measurement of squareness; ratio of residual to peak: Induction (AB or Br/Bn).
Β4.6Λ. The measurement of square-ness shall be made by measuring the change in induction (Bm—BT) with an average sensitive or integrating flux voltmeter with a half-wave sinusoidal excitation whose peak magnetizing force corresponds to that specified in section B3A.1. This measurement of the change in induction shall be made in terms of gausses. This measurement shall be made directly following the measurement of Bm in order to avoid errors resulting from magnetic history.
B4.6.2. When the ratio of residual to peak induction is required, rather than (Bm—Br), it may be calculated as
Br Bm— (Bm — Br) ^ Bm — Br
Bm Bm Bm
with the value of peak induction, Bm, measured as in section B43.1.
B5.0. DIFFERENTIAL CORE MATCHING
B5.Î. When matching of cores by the differential method is desired, the over-all match shall be determined as a percentage, plus or minus, using one of the cores in each matched set as a refer-ence. The tolerance of match shall be determined by measuring the differential output voltage between each core and the reference core with an average sensi-tive or integrating flux voltmeter; see Fig. 3. The difference in induction so measured, as compared with Bm of the reference core, shall be a measure of the
per-cent tolerance of match between the cores.
Flux Voltmeter Instrumentation
The output of the core test circuits described in the foregoing is obtained from a pickup winding on the core test jig. The instantaneous induced voltage in the pickup winding is proportional to the rate of change of flux. This instantane-ous induced voltage is fed into a flux volt-meter. The function of the flux volt-meter is to integrate the induced voltage and amplify as necessary to give a meter reading proportional to the flux change.
Two methods of flux voltmeter instru-mentation have been used. Both meth-ods are theoretically correct. The differ-ence in the two methods of instrumenta-tion is in the means of accomplishing the integration and the type of amplifier re-quired. The first method,8 is to amplify the induced voltage, rectify it, and read the output on an average sensitive voltmeter. The second method7 is to integrate the induced voltage, then amplify it, and read the output on a peak sensitive voltmeter. In method I the integration is accomplished by the aver-aging action of the meter. In method I I the integration is accomplished by an integrating network. A detailed descrip-tion of each method has been published in' the literature.6'7 Only a short sum-mary of each will be given here.
A functional diagram of method I is shown in Fig. 5. The induced voltage is amplified by a wide-band vacuum-tube amplifier. A typical waveform of the type encountered during core tests is shown in Fig. 5. The ratio of peak to average voltage may be as high as 50 to 1. For accurate measurements the wide-band amplifier must have sufficient peak-handling capabilities to reproduce faith-fully these high peak voltages. There-fore, special consideration must be given in selecting this amplifier to be certain
that it does not saturate on these high peak inputs. The output of the ampli-fier is rectified and fed into an average sensitive (d'Arsonval) voltmeter.
A functional diagram of the method I I is shown in Fig. 6. The induced voltage is fed into a Miller-type integrating ampli-fier circuit which is equivalent function-ally to a resistance-capacitance voltage integrator and subsequent amplifier. The integrated voltage is amplified by a conventional linear amplifier. It is evi-dent from an examination of the wave-forms shown in Fig. 6 that the amplifier requirements are not as stringent for method I I as they are for method I, since there are no high peaks in the integrated voltage waveform. The output of the amplifier is fed into a peak-sensitive volt-meter. The peak-sensitive voltmeter may be constructed from a voltage doubler rectifier circuit with a capacitor across the output which charges to the peak-to-peak output. This peak output can then be metered with an average sensitive (d'Arsonval) voltmeter.
Since both meters measure the total flux change in a core during each cycle of the excitation frequency, the meters can best be calibrated by utilizing a core in which the total flux change for a given excitation is known. The excitation must be sufficient to drive the core well into saturation. A Supermalloy core excited with a peak excitation of 10 oersteds is suggested. The total flux change, when excited from minus to plus 10 oersteds may be determined by normal d-c meth-ods.
The calibration core may be placed in the test jig and excited with the mag-netizing force for which the flux swing of the core is known. The meter may then be calibrated in terms of the known flux change.
With method I the meter reading is proportional only to average voltage. When converting the reading to units of flux change, both during calibration and
530 Proposed Standards for Core Test Methods S E P T E M B E R 1958

test, the test frequency must be known. Such is not the case with method I I .
When converting the meter calibration to read induction, the core cross-section area (height times width from manu-facturer's catalog) and the stacking factor, specified in paragraph A4.33, of the cores to be tested should be employed.
Recommendations
It is expected that as time passes, one of the two test methods will gain general acceptance and the other will be of minor importance. It is recommended that, at that time, the Materials Subcommittee of the Magnetic Amplifier Committee re-view this specification with an aim of having only ope standard test circuit. Specified test conditions, such as peak magnetizing force, should be reviewed in the light of making them applicable to only one test circuit rather than to two.
Glossary of Special Terms
The following list defines certain special terms used in this paper. An effort has been made to make these definitions com-patible with the American Standards Association definitions of electrical terms,8
and the proposed standard terms and definitions for magnetic amplifiers of the AIEE Magnetic Amplifier Committee.
Hm—Peak magnetizing force
Peak magnetizing force is the maxi-mum value of applied magnetomotive force per mean length of path of the core.
Synopsis: Transistor and saturable-core-transformer oscillators driving small 2-phase induction motors provide, in effect, a d-c motor without a commutator. The inductive, motor load on the oscillators requires that the transistors carry current in both directions and this is aided by shunting the transistors with rectifiers. Simple interconnection of two oscillators provides the 2-phase system. Operation of an experimental drive in the range from 125 to 500 cycles per second resembles behavior of a separately excited d-c motor
Bm—Peak induction (peak flux density)
Peak induction is the magnetic induction corresponding to the peak applied magnetizing force specified in this test. It will usually be slightly less than the true saturation induction.
Br—Residual induction (residual flux density)
The residual induction measured in this test is the magnetic induction at which the magnetizing force is zero when the magnetic core is cyclicly magnetized with a half-wave sinus-oidal magnetizing force of a speci-fied peak magnitude. This use of the term residual induction differs from the standard definition which requires symmetrically cyclicly mag-netized conditions.
Sine current magnetizing force
The sine current magnetizing force is the applied magnetomotive force per unit length for a core symmetri-cally cyclicly magnetized with a sinusoidal current.
Αμ—Sine current differential permeability
The sine current differential perme-ability is the slope of the sides of the dynamic hysteresis loop obtained with a sine current magnetizing force.
Αμη—Maximum sine current differential permeability
The maximum value of sine current differential permeability obtained with a specified sine current mag-netizing force.
except that motor shaft rotation is not reversed by reversing the d-c source. The harmonics in the square-wave motor volt-ages usually have negligible effect.
OR D I N A R Y d-c machines with com-mutators have been highly de-
veloped but the risk of brush-arcing in explosive atmospheres and rapid brush wear especially at high altitudes makes attractive the idea of a d-c machine with-
Hc—Sine current coercive force
The sine current coercive force is the instantaneous value of sine cur-rent magnetizing force at which the dynamic hysteresis loop passes through zero induction.
AB—Delta induction (delta flux density)
Delta induction is the change in induction (flux density) when a core is in a cyclicly magnetized condi-tion.
H0, Hi, H%—Bias points; see Fig. 1
AB0, ABh AB2,—Independent variables; see Fig. 1
G—Gain; see Fig. 1
References
1. M A G N E T I C AMPLIFIER GAPLESS CORE TESTS, J. R. Conrath. Electronics, New York, Ν . Y. , Nov. 1952, pp. 119-21.
2. M A G N E T I C CHARACTERISTICS PERTINENT TO THE OPERATION OF CORBS I N SBLF-SATURATING M A G N E T I C AMPLIFIERS, R. W . Roberts. AIEE Transactions, vol. 73, pt. I, 1954 (Jan. 1955 section), pp. 682-90.
3. A M E T H O D OF M E A S U R I N G D Y N A M I C M A G -NETIC PROPERTIES OF CORE MATERIALS, J. D . Patrick. NAVORD Report 940-1456, U . S. Naval Ordnance, Washington, D . C , Oct. 6, 1954.
4. A-C PERMEABILITY AND HYSTERESIS A N A -LYSER, J. D . Patrick, Α. Jansens. U.S. Patent no. 2,805,390, 1957.
5. D Y N A M I C HYSTERESIS LOOP M E A S U R I N G EQUIPMENT, H . W . Lord. AIEE Transactions {Electrical Engineering), vol. 71, pt. I, Sept. 1952, pp. 269-72.
6. D E S I G N CRITERIA FOR A PRACTICAL F L U X -RESET CORE TESTER, J. R. Jaquet. "Conference on Magnetic Amplifiers," AIEE Special Publication T-86, July 1956, pp. 74-105.
7. A D E L T A - B INDICATOR, H . W . Lord. AIEE CP 56-649, 1956 (available on request).
8. AMERICAN STANDARD DEFINITIONS OF E L E C -TRICAL TERMS. AIEE Standards (C42 series).
out a commutator. Power transistors now available have good switching prop-erties so there is the possibility of perform-ing the switching function of the com-mutator by means of transistors. How-ever, rather than directly modifying a d-c machine to replace the commutator with transistor circuits, a simpler scheme ap-pears to be to build power oscillators to drive conventional a-c machines. A 2-phase transistor oscillator to drive a 2-phase induction motor is described here.
In the experimental system reported here four power transistors, four recti-
Paper 5 8 - 8 9 8 , recommended by the AIEE Magnetic Amplifiers Committee and approved by the AIEE Technical Operations Department for presentation at the AIEE Summer General Meeting and Air Transportation Conference, Buffalo, Ν . Y. , June 22-27, 1958. Manuscript submitted October 14, 1957; made available for printing May 13, 1958.
W . H . C A R D is with Syracuse University, Syracuse, Ν . Y .
Transistor-Osci l lator I n d u c t i o n - M o t o r
Dr ive
W . H . C A R D NONMEMBER AIEE
S E P T E M B E R 1958 Card—Transistor-Oscillator Induction-Motor Drive 531
![FuzzyShortestPathProblemBasedonLevel ...downloads.hindawi.com/journals/afs/2012/646248.pdfNayeem and Pal extended the acceptability index originally proposed by Sengupta and Pal [9]](https://static.fdocument.org/doc/165x107/5f20ba849bef612e1e158d37/fuzzyshortestpathproblembasedonlevel-nayeem-and-pal-extended-the-acceptability.jpg)