Proiect Bpdp Sem 2, Matrita

of 28
-
Upload
igor-ghirea -
Category
Documents
-
view
1.114 -
download
7
Transcript of Proiect Bpdp Sem 2, Matrita
2 0niveisitatea Tehnica uh Asachi Iasi Facultatea ue Constiuctii ue Nasini si Nanagement Inuustial ProiectB.P.D.P. 2 Stuuent Popescu Anuiei Nihai uiupab Cooiuonatoi Confuiing Siibu I Anul 0niveisitat 3 Cuprins 1.Proiectarea tehnologica......................................................................................4 1.1Analiza datelor initiale................................................................................4 1.2Analiza desenului de executie.....................................................................6 2. Calcule tehnologice.............................................................................................8 2.1Determinarea diametrului semifabricatului.................................................8 2.2Adoptarea tipului de banda......................................................................... 10 2.3Stabilirea latimii benzii............................................................................... 10 2.4Determinarea distantei dintre riglele de ghidare......................................... 10 2.5Determinarea numarului operatiilor de ambutisare.................................... 11 2.6Determinareatipului operatiilor de ambutisare......................................... 11 2.7Determinarea razelor de racordare............................................................. 12 2.8Determinarea diametrelor intermediare......................................................12 2.9Determinarea inaltimilor intermediare....................................................... 13 3.Calculul fortelor de ambutisare si a lucrului mecanic......................................... 14 3.1Calculul fortelor de ambutisare.................................................................. 14 3.2Calculul lucrului mecanic........................................................................... 15 4. Adoptarea dimensiunilor elementelor componente matritei.............................. 16 4.1Alegerea materialului din care se confectioneaza elem. componente........ 16 4.2Adoptarea dimensiunii placii active........................................................... 17 4.3Adoptarea dimensiunilor geometrice ale elementelor de sustinere sireazem..................................................................................................................... 19 4 4.4Elemente de ghidare.................................................................................. 21 4.5Elemente de conducere si pozitionare a semifabricatului in matrita......... 22 4.6Elemente de desprindere a materialului din zona activa........................... 25 4.7Elemente de retinere.................................................................................. 26 4.8Elemente de asamblare si fixare................................................................ 26 4.9Elemente elastice........................................................................................ 27 Bibliografie................................................................................................... 28 5 TEMA PROIECTULUI Conceperea procesului tehnologic si proiectarea matritei pentru executarea reperului conform desenului de executie in conditiile productiei de serie mare sau masa. Proiectarea Tehnologica 1.Analizadatelor initiale1.1Analiza materialului din care se confectioneaza piesa CuZn30- STAS 289-88 Marca aliajului Starea de livrare Rezistenta la rupere, la tractiune, [N/] Alungirea la rupere Duritarea Brinell A5A10 minmax % min CuZn30 0 NA NB 270.320 320.390 390.490 48 18 12 42 25 9 55 80 115 80 115 145 Alungirea la rupere A5 se executa numai la cerere. Rezistenta la indoire Tableletrebuiesasadisfacaincercarealaindoireinconditiiledintabel. Dupaindoiretablanutrebuiesaprezintecrapaturi;suntadmiseasperitatiale indoirii. Starea de livrareONANB Grosimea tableiToate grosimile Sensul indoiriioricareIn directia laminarii Unghiul de indoire[] Diametrul d al domeniului de indoire D=0D=0D=aD=aD=3 6 Aspect Suprafetele tablelor trebuie sa fie curate si neteda, lipsita de basici, solzi, stratificari, incretituri, zgarieturi adanci, incluziuni de zgura sau corpuri straine. Se admite aspiratii accidentale, rizuri sau urme de laminare superficiale, cu conditia ca grosimea tablei trebuie sa se incadreze in abaterile limita conform STAS 289/2-87 Abaterile de la rectiliniaritatea marginilor taiate in sensul lungimii sunt de maxim 2mm/n pentru table din clasa de precizie A. Pentru tablele din clasa de precizie B, abaterea de la rectiliniaritatea marginii taiate nu trebuie sa depaseasca abaterile limita de latime. Pentru tablele din clasa de precizie A diferenta dintre doua diagonale masurate nu trebuie sa depaseasca valorile din tabel: Latimea Diferenta diagonalelor pentru lungimea de 2000 500- 5607 10009 Conditiile de plasticitate se garanteaza la toate tablele, exceptand cele cu starea de livrare moale. Abaterile limita pe un metru lungime sunt conform tabelului : GrosimeaLatimeaAbateri limita 0,5-3 500- 56010 100015 Peste 3 500-560 1000 La intelegere 7 Ambalarea TableledealiajCuZncugrosimiipanala1,5mminclusic,selivreaza ambalateinramesaustelajedelemn.Elesemarcheazaprinetichetesau poansonare pe prima tabla. Marca trebuie sa cuprinda : -marca de fabrica a intreprinderii producatoare -marca aliajului -starea de livrare-clasa de precizie-dimensiunile tablei-numarul lotului -semnul organului CTC: STAS 289/1-88 Caracteristici mecanice: Nmm Nmm Nmm Nmm Nmm E Nmm u Nmm 1.2Analiza desenului de executie
a)Verificarea si studierea desenului de executie privind tolerante , cote , rugozitate (STAS 11111-86) b)Razele minime de ambutisare : Grosimea materialuluig[mm] [mm] [mm] 0,423 c)Precizia prescrisadiametrelor si inaltimea pieselor obtinute prin ambutisare: Grosimea materialului g[mm] Inaltimea piesei H= 22 0,4 8 d)Desenul piesei(Fig.1) dfl=30 [mm] d=18 [mm] rfl=4 [mm] rf=4[mm] H= 22 [mm] S= 0.4 [mm] 9 2.Calculule Tehnologice 2.1 Determinarea diametrelor semifabricatului plan uu [302-(18+20.4+24)2]= 0.7854(302-26.82)= 142.75 A2= =4.944-(18+20.4+24)-6.2816=529.568-100.48= 429.088 A3=3.1416dh=3.1416(2g+d) 22=3.141618.0822= 1249.60 10 4.94r(d-2rfl)+6.28r2=4.94410+6.2816=298.08 2=0.7854100=78.54 Marimea adaosului pe o parte pentru diametrul relativ al flansei =30/18=1.66 Valoarea adaosului pentru taierea marginii la piese cilindrice cu flansa b=1,4[mm] 11 2.2 Adoptarea tipului de banda: Din considerente tehnologice se alege o banda cu decuparea intervalelor. 2.3 Stabilirea latimii benzii B=(11.05)D0+2a2 a B=55.77+21,5 =58.77[mm] 0-2.4Determinarea distantei intre riglele de ghidare: [mm] j=jocul dintre marginea benzii si rigla de ghidare 12 2.5 Determinarea numarului operatiilor de ambutisare: m= coeficentul de ambutisare In functie de grosimea relative () din tabele se adopta 2.6 Determinarea tipului operatiei de ambutisare: Aceastadeterminaresefaceinfunctiedevaloareagrosimiirelativesia coeficientului de ambutisare. Operatia 1: ; yCu apasare retinere
Operatiau 2: yCu apasare retinere
Operatia 3: 13 yCu/fara apasare retinere
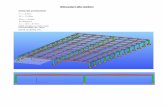
2.7 Determinarea razelor de racordare: Se adopta la toate cele 3 operatii : Daca Se adopta la toate operatiile de ambutisare. 2.8 Determinarea diametrelor intermediare: Trebuiesaavemegalitateintreceidoitermini.Prinurmaresemajoreaza , pana la o valoare ,pentru a se obtine egalitatea. 0,4=0,402 Valorile reale ale coeficientilor de ambutisare sunt: 14 2.9 Determinarea inaltimilor intermediare h1=0.25( +3.44r1) h1=0.25(+3.44 4)=0.25(98.85-26.70+13.76)=21.47 h2=0.25(+3.44r1) h2=0.25(+3.44 4)=0.25(132,6-35,61+13.76)=27.69 15 3.Calculul fortelor de ambutisare si a lucrului mecanic 3.1 Calculul fortelor de ambutisare Forta totala de ambutisare se determina cu relatia: Ftot=F+Q+Fsc+Fa F forta propriu-zisa de ambutisare F=dn g Rm kf F1=3.14 33.70 0.4 275 0.47=5470.79 [N] F2=3.14 25.27 0.4 275 0.37=3229.45 [N] F3=3.14 20.21 0.4 275 0.27=1884.74 [N] Q forta de fixare a semifabricatului Q=[D2-(d1+2ra)2]q Q1=0.785[302-(33.70+4.62)2]0.15=48.97 [N] Q2=0.785[302-(25.27+5.76)2]0.15=74.15 [N] Q3=0.785[302-(20.21+5.76)2]0.15=126.61 [N] Fsc forta maxima de comprimare a elementului elastic; Fsc1=0.25 5470.79=1367.5 [N] Fsc2=0.25 3229.45=807.25 [N] Fsc3=0.25 1884.74=471.18 [N] 16 Fa forta necesara pentru comprimarea dispozitivului de amortizare; Fa1=0.1 5470.79=547.07 [N] Fa2=0.1 3229.45=322.94 [N] Fa3=0.1 1884.74=188.74 [N] Ftot=5470.79+3229.45+1884.74+48.97+74.15+126.61+1367.5+807.25+471.18+547.07+322.94+188.74=14539.39 [N] 3.2 Calculul lucrului mecanic Lm= [j]unde: Ft forta totala calculata[N]; h adancimea ambutisarii[N]; C coeficientul de raport dintre forta medie si cea maxima din proces. Lm= =214.04 [j] 17 4.Adoptarea dimensiunilor elementelor componente 4.1 Alegerea materialelor din care se confectioneaza elementele component Materialele pentru confectionarea principalelor component ale matritelor ,rezistente si caracteristicile acetora : Materiale recomnadate pentru confectionarea componentelor matritelor Denumirea componentului sculei MaterialTratament termic Duritate HRC Poansoane si placi active de taiere: -forme simple OSC 10 calit-revenit 6064 Poansoane si placi active pentru indoire: -forme simple OSC 10 calit-revenit 6064 Poansoane si placi active pentru fasonari Cr 120 calit-revenit 6064 Poansoane si placi active pentru extrudare la rece de: -aluminiu OSC 10 calit-revenit 6064 Poansoane laterale de pasOSC 10calit-revenit5660 Placa de baza si de capOLC 45 Placi de sprijin PLC 60Imbunatatit 4550 PLaci portpoansonOL 37 Placi de ghidareOL 50 Coloane si bucse de ghidareOLC 15Cementat-calit-revenit 6064 Rigle de ghidareOLC 45 Cepuri de conducereOLC 45imbunatatit4045 Opritori OLC 45calit-revenit4550 Placi de desprindereOL 42 Cep OL 50 Suruburi OLC 45 ArcuriOLC 65Acalit-revenit4555 18 4.2 Adoptarea dimensiunilor elementelor active (EDT) 4.2.1 Adoptarea dimensiunilor placii active a)Inaltimea placii active Hpa=30mm b)Distanta minima dintre marginea placii si muchia active a=1.2 c)Lungimea placii active Lpa=npashpas+(22.5) hpas Unde:npas=numarulde pasi hpas=marimea unui pas Lpa=280 [mm] d)Latimea minima a placii active: Bpa=Bstas+(24) Hpa Bpa=110 [mm] e)Diametrul gaurilor pentru fixarea cu suruburi si stifturi dsurub=f(Lpa,lpa)=(6.512.5)mm dsurub=10 [mm] dstift =dsurub-(12)mm `dstift=9 [mm] f)Distant minima intre gaurile de surub si de stift b4=0.8 = 7.6 [mm] g)Distant minima intre marginile placii si gaurile de fixare cu suuburi =1.4 sift b3=84.8 [mm] 19 4.22 Dimensionarea poansoanelor pentru decupare si taiere a)Lungimea poansoanelor Lp=Hppp+Hprotectie-pachete[(3040)mm]+Hpsc+Hrigle-ghid++hpatrundere-poanson[(25) g] Recomandari:Hppp=(0.30.8) Hpa Hrigle-ghid=(46)mm Hpsc=Hpa Lp=0.5 +35+30+5+3 =97mm b)Stabilirea formei constructive si a modului de fixare -cu sectiune constanta(rezistenta la flambaj) -dupa modul de fixare: cu surub. 4.23 Calculul dimensiunilor partilor de lucru a elementelor active la decupare perforare A) Stabilirea jocului minim intre matrita si poanson Pentru decupare(stantare exterioara) Din tabele:Jmin=0.08g=0.032 [mm] Jmax=0.12g=0.048 [mm] Pentru perforare(stantare interioara):J=kJmin=1.3 =0.041[mm] Unde: k=1.21.5 20 B) Stabilirea dimensiunilor elementelor activeJmin=0.032 [mm] Ta=0.020 [mm] Tp=0.010 [mm] u u T u u u u u T u u u u u T u u u 4.3Adoptarea dimensiunilor geometrice ale elementelor de sustinere si reazem(EDC) a)Placa de baza(dimensiunile sunt normalizate) se adopta in functie de placa activa: - lungimea placii de baza Lpb=Lpa+(80100)mm=370 [mm] -latimea placii de baza Bpb=Bpa=110 [mm] 21 -inaltimea placii de baza: Hpb=(1.31.5) Hpa=42 [mm] -dimensiunile orificiilor de evacuare a pieselor sau deseurilor Dorif=Dpiesa(deseu)+(23)mm=30+3=33 [mm] b)Placa superioara(de cap) dimensiunile sunt normalizate se adopta functie de placa de baza aceleasi dimensiuni ca la placa de baza L si B. Hpc=(1.11.2) Hpa=33 [mm] c)Placa port-poanson (dimensiuni identice cu ale placii active) -inaltimea placii Hppp=(0.30.8) Hpa=(1530) mm Hppp=0.6 30=18 [mm] -lungimea placii Lppp=Lpa=280 [mm] -latimea placii Bppp=Bpa=110 [mm] d)Placi de presiune (identic placa port poanson) au o duritate ridicata(OL37 , OLC45, 55CrV11A) Hppres=(38) [mm] Hppres=5 [mm] Se utilizeaza doar atunci cand calculele de verificare la strivire arata un pericol de distrugere a placilor de cap. e)Placi intermediare(de sprijin) -inaltimea placii Hpi=(38) [mm] Hpi=5 [mm] 22 -lungimea placii Lpi=Lppp=280 [mm] -latimea placii Bpi=Bppp=110 [mm] f)Rigle de reazem ale placii de baza Brr=(4050)mm Brr=45 [mm] Lrr=Lpb=370 [mm] 4.4Elemente de ghidare (pentru deplasarea precisa poanson-placa) a)Placa de ghidare Dimensiunile sunt identice cu cele ale placii active cu exceptia grosimii Hpg=(0.70.9)mm Hpg=0.8 [mm] b)Coloane si bucse de ghidare se executa din OLC15, 18MC10 Se utilizeaza preferential coloane de ghidare de diametru constant ,conform celor tipizate. Lungimea coloanelor si a bucselor tin seama de cerinta ca sa nu se paraseasca contactul dintre ele in pozitia deschisa a sculei,iar in pozitia inchisa a acesteia ,extremitatea poansonului sa ramana cu 610 mm sub nivelul suprafetei superioare a placii de cap. 23 4.5Elemente pentruconducerea si pozitionarea semifabricatului in interiorul matritei a)Rigle de ghidare(sau riglele de conducere) -Lungimea riglelor poate fie gala cu cea a placii active sau mai mare dar se recomanda sa nu depaseasca lungimea placii de baza. Lrigle=Lpa+(1020)mm Lrigle=295 [mm] -Lungimea de conducere a riglei Lcond-rigle= aprox. 15 [mm] -Latimea riglelor- este in functie de diametrul surubului de stranger a pachetului lrigle=(2540)mm lrigle=30 [mm] -grosimea riglelor Hrigle=(35) g-cu valori mai mari din interval pentru material mai subtiri si cu valori mai mici pentru materiale mai groase Se recomanda Hrigle=(46) mm Hrigle=5 [mm] -Distanta intre riglele de ghidare Distanta Lr dintre cele doua rigle de ghidare se stabileste conform relatiei Lr=Bmax+junde: Bmax=latimea maxima a benzii(tinand seama de tolerantele debitare ale acesteia)=lrigle j= jocul dintre rigla si banda Lr=60+0.8=60.8 [mm] 24 4.5CONSTRUCTIA ELEMENTELOR DE ASIGURARE A PASULUI DE AVANS a)poansoane de pas(cutite de pas) -Lungimea cutitului de pas B=(L+p)=50 [mm] L=dimensiunea piesei p=puntita intermediara Pozitionarea poansonului lateral de pas in scula In rigla de ghidare ,in spatele poansonului lateral de pas,se preseaza o placa de ciocnire ,de mare duritate,care sa dispuna de rezistenta ridicata la uzura. 25 b)Opritori Opritorii,servind pentru limitarea avansului benzii cu un pas determinat ,se realizeaza sub forma de opritori ficsi sau mobili.ca o functie specifica de limitare a angajarii capetelor de banda in stante cu actiune succesiva ,apare si opritorul initial. c)Cautatori Se prevad doi cautatori,amplasati la un pas distanta fata de poansonul de perforare care realizeaza orificii functionale in piesa,sau orificii tehnologice in banda.foarte frecvent ,cautatorii sunt inclusi in poansoanele de decupare. 26 d)Ridicatoride banda Se include in placa activa,spre a ridica banda cu 0.20.5 mm deasupra nivelului acestuia si a preveni astfel aparitia unor rezistente suplimentare la avansul acesteia,lucru de importanta indeosebi la sisteme de avans automat al benzii. 4.6Elemente de desprindere a materialului din zona activa Elementele de desprindere,cu rolul de a desprinde deseul de poanson se concep ca si organe fixe sau mobile.Elementele de desprindere mobile exercita si imobilizarea a semifabricatului inainte de intrarea in actiune a elementelor active.La desprinderea de pe poanson a pieselor ambutisate fara flansa se adopta elemente rigide sau mobile de desprindere. Extractoarele servesc la scoaterea piesei din orificiile elementelor active,aducandu-le la nivelul suprafetei superioare a subansamblului inferior al sculei.Actionarea lor se face prin intermediul unor elemente elastice atunci cand 27 fortele necesare extragerii nu sunt mari.in cazul cerintelor unor forte mari de extragere tinand cont de simplitatea sistemuui,extractoarele se actioneaza prin parghii puse in miscare de berbecul presei sau de tragerea reglabila. 4.7Elemnte de retinere La stantarea tablelor subtiri precum si la majoritatea tablelor de matritare,se utilizeaza elemente de retinere,pentru a preveni aparitia cutelor si a bavurilor. Avand in vedere frecarea intensa la care sunt supuse elementele de retinere,acestea trebuie construite din aceleasi materiale ca si placile active. Pe suprafata elementului de retinere nu trebuie sa existe gauri strapunse,pentru a nu se produce imprimari sau zgarieturi pe suprafata materialului. 4.8Elemente de asamblare si fixare Elementele de asamblare servesc la reuniunea laolalta a pieselor componente ale matritelor si stantelor,precum si la instalareaacestore pe presa.Asamblarea si fixarea acestor piese se face cu suruburi si stifturi cilindrice. Stantele si matritele lucreaza in conditii de solicitari dinamice deosebit de mari si este necesar ca suruburile utilizate sa fie suficient de rezistente. Dimensiunile elementelor de strangere si numarul lor se stabilesc pe baza solicitarilor la care sunt supuse,precum si pe criterii constructive.In numeroase cazuri,alegerea acestora pe considerente constructive dovedeste cel putin tot atat de importanta ca si alegerea pe baza de calcul,pornind de la solicitarile la care sunt supuse elemente de asamblare.Foarte importanta este alegerea corecta a lungimii surubuklui ,pentru a obtine o strangere sigura. Pentru instalarea stantelor si matritelor pe prese,legatura intre culisou si partea mobila a matritei se face prin intermediul cepurilor.Din punct de vedere constructiv acestea se impart in : -rigide-oscilante. 28 4.9Elemente elastice In constructia stantelor se folosesc pe scara larga o serie de elemente elastice:arcuri,tampoane de cauciuc,amortizoare etc.Elementele elastice din aceasta categorie se utilizeaza sub forma unor subansamble de sine statatoare sau ca elementeactive individuale care intra in constructia matritelor(in special arcuri si tampoane de cauciuc). Se utilizeaza des arcuri elicoidale cilindrice de compresie si tractiune cu sectiunea circulara(STAS 7067 C O 5, N.T 464-66 si N.T. 465-66) si arcuri disc (STAS 8215 C O 5 si N.T. 466-66). 29 Bibliografie 1.M. Teodorescu,Gh. Zgura ,D.Nicoara,Fl. Draganescu, M.Trandafir,Gh. Sindila Elemente de proiectare a stantelor si matritelor editura Didactica si Petagogica Bucuresti,1983 2.Adrian A. Cirillo Proiectarea stantelor si a matritelor Vol. I si II Institutul Politehnic Iasi,Facultatea de Mecanica Iasi,1972 3.Vasile Braha,Gheorghe Nagat,Florin Negoiescu Tehnologia presarii la rece Editura Tehnica,Stiintifica si Didactica CERMI Iasi,2003 4.Stefan Rosinger Procese si scule de presare la rece editura Facla Timisoara,1987