Production Planning & Control - Αρχική...
19
This article was downloaded by:[HEAL-Link Consortium] On: 1 February 2008 Access Details: [subscription number 786636650] Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK Production Planning & Control The Management of Operations Publication details, including instructions for authors and subscription information: http://www.informaworld.com/smpp/title~content=t713737146 Supporting collaboration in the development and management of lean supply networks E. D. Adamides a ; N. Karacapilidis a ; H. Pylarinou a ; D. Koumanakos a a Department of Mechanical Engineering and Aeronautics, University of Patras, Greece Online Publication Date: 01 January 2008 To cite this Article: Adamides, E. D., Karacapilidis, N., Pylarinou, H. and Koumanakos, D. (2008) 'Supporting collaboration in the development and management of lean supply networks', Production Planning & Control, 19:1, 35 - 52 To link to this article: DOI: 10.1080/09537280701773955 URL: http://dx.doi.org/10.1080/09537280701773955 PLEASE SCROLL DOWN FOR ARTICLE Full terms and conditions of use: http://www.informaworld.com/terms-and-conditions-of-access.pdf This article maybe used for research, teaching and private study purposes. Any substantial or systematic reproduction, re-distribution, re-selling, loan or sub-licensing, systematic supply or distribution in any form to anyone is expressly forbidden. The publisher does not give any warranty express or implied or make any representation that the contents will be complete or accurate or up to date. The accuracy of any instructions, formulae and drug doses should be independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims, proceedings, demand or costs or damages whatsoever or howsoever caused arising directly or indirectly in connection with or arising out of the use of this material.
-
Upload
duongtuong -
Category
Documents
-
view
224 -
download
1
Transcript of Production Planning & Control - Αρχική...
This article was downloaded by:[HEAL-Link Consortium]On: 1 February 2008Access Details: [subscription number 786636650]Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Production Planning & ControlThe Management of OperationsPublication details, including instructions for authors and subscription information:http://www.informaworld.com/smpp/title~content=t713737146
Supporting collaboration in the development andmanagement of lean supply networksE. D. Adamides a; N. Karacapilidis a; H. Pylarinou a; D. Koumanakos aa Department of Mechanical Engineering and Aeronautics, University of Patras,Greece
Online Publication Date: 01 January 2008To cite this Article: Adamides, E. D., Karacapilidis, N., Pylarinou, H. andKoumanakos, D. (2008) 'Supporting collaboration in the development andmanagement of lean supply networks', Production Planning & Control, 19:1, 35 - 52To link to this article: DOI: 10.1080/09537280701773955
URL: http://dx.doi.org/10.1080/09537280701773955
PLEASE SCROLL DOWN FOR ARTICLE
Full terms and conditions of use: http://www.informaworld.com/terms-and-conditions-of-access.pdf
This article maybe used for research, teaching and private study purposes. Any substantial or systematic reproduction,re-distribution, re-selling, loan or sub-licensing, systematic supply or distribution in any form to anyone is expresslyforbidden.
The publisher does not give any warranty express or implied or make any representation that the contents will becomplete or accurate or up to date. The accuracy of any instructions, formulae and drug doses should beindependently verified with primary sources. The publisher shall not be liable for any loss, actions, claims, proceedings,demand or costs or damages whatsoever or howsoever caused arising directly or indirectly in connection with orarising out of the use of this material.

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
Production Planning & ControlVol. 19, No. 1, January 2008, 35–52
Supporting collaboration in the development and management of lean supply networks
E.D. Adamides*, N. Karacapilidis, H. Pylarinou and D. Koumanakos
Department of Mechanical Engineering and Aeronautics, University of Patras, Greece
(Received 9 August 2006; final version received 15 October 2007)
The purpose of this paper is to demonstrate how the appropriate information and communication technology canact as a catalyst in the development and operations management of lean supply networks; not by automatingtasks and procedures, but by providing the enabling infrastructure required for structuring difficult problems andissues arising at inter-organisational boundaries and for taming the social complexity of their resolutionprocesses. Towards this end, we present the design rationale and the functionalities of Co-LEAN, which is anintegrated suite of software tools developed by the authors for the design and management of lean supplynetworks. In addition to providing full operational support in the planning and execution of the lean supplynetwork, Co-LEAN supports internet-based collaboration in the specification of value, the identification andoptimisation of value-streams, the alignment of supply-chain strategy with the overall operations strategy, andthe supply-chain improvement tasks. The paper discusses the knowledge and information managementrequirements of lean supply networks, and presents the main components and functionalities of Co-LEAN in thecontext of a use case in a supply network formed around a stainless steel tanks’ manufacturer.
Keywords: lean management; supply chain management; collaboration; knowledge and informationmanagement
1. Introduction
The notion of the lean supply network (Hines 1994)has been a natural extension of the concept of leanmanufacturing. Since the mid-1990s, the philosophyand the toolset of the lean approach were extended tocover the full spectrum of activities from the produc-tion of raw materials to the end customers’ transac-tions (Hines and Rich 1997, Rother and Shook 1998,Womack and Jones 2003, Hines et al. 2004). Clearly,the holistic nature of lean ideas require an equallyholistic approach to the supply which extends beyondrestrictions of time, place and scope, such as (opti-mised) supplier selection, supply chain sourcing,supplier development, and logistics (Jones et al. 1997,Davis and Spekman 2004). Instead, a defining char-acteristic of lean supply chains and networks is thatthey are formed and maintained by proactive, system-wide collaborative relationships among all-tier suppli-ers and customers. This means that they are practicallyvery close to the ‘external integration’ (Stevens 1989)and ‘market-in’ (Merli 1991) stages in the evolution ofsupply chains with respect to their organisationalstructure (Rich and Hines 2000). As a result, theassociated problem-solving and decision-makinginvolves issues that can be found throughout the
entire product lifecycle, across both functional and
organisational boundaries, aiming at achieving ‘co-
makeship’ (Merli 1991). It involves designing, planning
and executing across multiple partners to deliver
products of the right design and features, in the right
quantity, in the right place, at the right time (Lamming
1993).In operational terms, a lean supply network, in
addition to lean manufacturing principles, such as 5S,
visual factory, takt time (i.e. the production rate that
equals the rate of sales), pull, flow, etc. (Womack and
Jones 2003), uses rate based planning and execution
(RBPE), a way to smooth production and deliveries
along the network through capacity planning driven by
the end-products’ bills of materials (Reeve 2002).
In employing these lean techniques throughout the
network, the objective is to decrease redundancy in
materials, processing and transportation activities,
as well as in information and knowledge supply by
providing them dynamically where and when they are
required. Towards achieving this objective, a number
of obstacles, which include the difficulty to see and
manage cause–effect relationships established across
company boundaries, and are responsible for waste,
the requirement to break walls between normally
insulated parties, and the need to practice collaborative
decision making by developing a win/win philosophy*Corresponding author. Email: [email protected]
ISSN 0953–7287 print/ISSN 1366–5871 online
� 2008 Taylor & Francis
DOI: 10.1080/09537280701773955
http://www.informaworld.com

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
of thinking supported by agreements and trust betweenpartners should be overcome (Sako 1992, Muckstadtet al. 2001, Cox 2004, Hines et al. 2004, Evans andWolf 2005). In the problem-solving context, theseobstacles are expressed as the ‘forces of fragmentation’(Conklin 2005) which act against collective decisionsand actions, and are intensified by geographic distance,different roles, involvement in different industries, etc.The employment of interfaced manufacturing planningand execution systems is suitable only for inter-firmcollaboration in issues characterised by clearness andlow social complexity. Otherwise, their contribution ismarginal, if not negative by intensifying the effects offragmentation and unsystemic thinking (Davis andSpekman 2004). As the lines between innovation/product development, manufacturing, sourcing anddistribution are blurring, lean supply managementneeds to move away from arm’s length contractualrelationships towards obligational contractual rela-tions (Sako 1992, Kerrin 2002). These require thedevelopment of shared understanding and sharedcommitment, as an antidote to fragmented perspectivesin product and process development, in common visionand shared goals, and in supply network design,planning, execution and improvement.
As a result of the above, lean supply chain/networkimplementations are rare, and collaboration in thisdomain is still at an embryonic stage, mainly beingconcentrated on efforts directed towards informationexchange among participants at the purely operationallevel. Also in the form of collaborative planning,forecasting and replenishment (CPFR), vendormanaged replenishment (VMR) and synchronisedsupply, employing technologies such as advancedplanning systems (APS) and extended decision man-agement (XDM) (Barratt 2004, Chung and Leung2005, Holweg et al. 2005). This arises from the fact thatorganisations can integrate their processes at theoperational level without great difficulty becausethe issues are well-structured, and integration isaccomplished through codified information exchanges.However, collaborative strategic processes, such asvalue specification, innovation, strategy developmentand improvement, which are crucial for the implemen-tation of the lean supply network, are messy, involvesocial complexity, and require the development ofshared understanding through capturing andcommunicating knowledge, as well as the managementof complex interactions and behaviours among theagents that hold it. Collaboration in such issuesrequires either face-to-face interaction or the employ-ment of advanced information and communicationtechnology to ‘virtualise’ social interaction and supportrich knowledge exchanges. The holding of
physical-presence meetings for exchanging knowledgeand information in a structured manner is quitedifficult, and distributed decision processes are unpro-ductive if the dialogues and debates are not structuredproperly (Muckstadt et al. 2001). This is true not onlyin very fast changing industries with world-wide supplychains (Shi and Gregory 2005), but also in moremature and geographically restricted business activities(Azumah et al. 2005). Advanced information andcommunication technologies (ICT) operating over theInternet can overcome these obstacles and act ascatalysts not only for information exchange, but alsofor supporting more advanced collaboration modes(Samaddar et al. 2005). Therefore, the employment ofadvanced ICT in the broader meaning of the term,including use capabilities and procedures, is necessaryfor supporting the development and execution of leansupply, both vertically (from raw materials to the endcustomers) and horizontally (from value specificationto supply chain execution).
Towards this end, in this paper we present thecharacteristics and the organisational embedment of anintegrated suite of internet-based software tools thatcan effectively support the design and the operationsmanagement of a lean supply network. The rationalebehind the suite is based on the idea that the holismof lean requires an equally holistic and consistentapproach in making the transformation process and itsimplementation more productive and more effective.As a result, two recent technologies, namely computer-supported argumentation and automatic planco-ordination, are employed to support collaborationamong partners in a supply network at three levels ofcapability development and deployment (Collis 1994).A knowledge management system (KMS) supportscollaborative knowledge-intensive strategic processes,such as value specification, value stream mapping, andsupply-network strategy development, in a consistentway. A similar system, employing the same logic indialoguing and decision-making, supports collabora-tive supply-network improvements, where a modulebuilt around a database using AI techniques addressesin a more automatic fashion previously structuredissues and facilitates robust rate-based planning andexecution (operational level). At every level, theengagement of Co-LEAN is not for automating tasksand procedures, but to provide the enabling knowledgeand social infrastructure for the implementation oflean supply in a network of organisations. Following,in Section 2, we review the activities involved in leansupply network management and identify the ICTchallenges that must be met for actively supportingthem. In Section 3, we present our suite of toolsexplaining each one’s functionalities in the framework
36 E.D. Adamides et al.

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
of the operational environment of the suite’s pilot
application. Finally, in Section 4, we draw ourconclusions.
2. Operational requirements and technological
challenges of lean supply networks
As has already been mentioned, collaboration andprocess integration are the two principal constituentparts of lean supply network management. Merli(1991) has argued that the strategic integration of
companies involved in a supply chain/network isa function of the level of ‘trust’ created between thestrategists of the organisations and the level of
integration of information systems. Sharing informa-tion and creating common knowledge in argumenta-tive discourses contributes to shared understandingand trust development, and, in turn, enhances
collaborative behaviour (Chesnevar et al. 2000,Hardy et al. 2005). In addition structured argumenta-tion facilitates learning as it increases the coherence of
organisational mental models by assuring theirrationality, logical consistency, and by eliminatingany internal contradictions (Rescher 1970), thuscontributing to increased overall supply chain/net-
work performance (Hult et al. 2004). Moreover, byproviding structured procedures, it encourages indivi-duals and organisations to enter the cyclic learning
process which involves a combination of experience,reflection, concept formation and experimentation(Bessant 2004), and facilitates knowledge manage-ment (Raccah 1990) and decision-making (Macoubrie
2003). Similarly, as it creates trust and powerrelations (Bachmann 2001), argumentation has beenproved to be an efficient co-ordination mechanism
(Malone and Crowston 1990). Therefore, in additionto responding to the requirement for intelligentplanning (Vollmann et al. 1997) for addressingpurely operational requirements, the employment of
ICT that supports argumentation-based knowledgemanagement (argumentation as explanation (vanEemeren et al. 1996)) can provide a consistent
platform that integrates strategic and improvementprocesses across the lean supply network.
Lean operations management concentrates on fiveareas which are associated to different but interrelateddesign and operational tasks. First, the management of
the value stream starts with the specification of valuefrom the customer point of view. In the context ofsupply network management, value is defined notonly by the end (external) customers but also by the
internal ones, and is related to product and servicecharacteristics, as well as to the information that
accompanies them. The collaboration of partners of
supply networks for accomplishing incremental and
radical innovations through learning is a highly sought
activity (Bessant 2004, Chapman and Corso 2005).
Undoubtedly, value of long-term significance is created
when innovative offerings are developed to best meet
the needs of customers. In operational terms, however,
innovation is a process where knowledgeable and
creative people and organisations frame problems,
and select, integrate, and augment information to
create understandings and answers (Teece 2001). In
this process, the role of information technology is not
only to organise data into useful information, but also
to enable the transformation of personal information
into newly-created organisational knowledge by struc-
turing the problem space and by coordinating activities
and actors to tame the social complexity of the
problem resolution process (the process of knowing).
These are the main tasks of computer-based knowledge
management systems (CKMS), which can be defined as
systems intended to provide a corporate memory, i.e.
an explicit, disembodied persistent representation of
the knowledge and information (a sort of knowledge
base) in an organisation or a network or related
organisation and mechanisms that improve the sharing
and dissemination of knowledge by facilitating inter-
action and collaboration (Taylor 2004).Once value has been specified in the form of
product (or/and service) and market characteristics, on
the way towards lean operations the supply-network’s
structure and behaviour necessary for seizing this value
has to be determined. This is the subject of supply-
chain/network strategy formulation, whose content has
been addressed both as a separate entity (Fisher 1997,
Childerhouse and Towill 2000), as well as within the
framework of manufacturing/operations strategy (e.g.
Slack and Lewis 2002, Appelqvist 2003). In the
framework of the first approach, Fisher (1997) used a
configurational approach to derive normative condi-
tions for the objectives and the behaviour of supply
chains suitable for functional (stable demand, low
margins, long life cycles) and innovative (changing
demand, high margins, short life cycles) products. He
suggested that the former should be supported by
efficient (low cost) supply chains, whereas the latter by
responsive ones (no inventories and stock-outs in sharp
demand fluctuations). In a similar logic, Childerhouse
and Towill (2000) proposed efficient supply chains for
functional products and the employment of the
concept of ‘leagility’ for innovative ones. The leagile
(lean and agile) supply chain has an efficient (lean) and
a responsive (agile) part separated by a decoupling
(strategic) inventory.
Production Planning & Control 37

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
In the second approach, scholars and practitionersof operations/manufacturing strategy that distancethemselves from ‘best-practice’/configurationalapproaches (‘recipes can easily be imitated, thus theyare not strategic’) (Hayes et al. 1996, Hill 2000, Slackand Lewis 2002), view supply network strategy undertheir own subject’s broad umbrella as a set of supply-related decisions that must be taken for achievinggeneric, previously prioritised operational objectivessuch as cost, flexibility, dependability, speed, quality,innovativeness, service, etc. In practice, the objective isto develop and leverage the appropriate supply-net-work resources and capabilities which are in long-termcorrespondence with the environment-induced, butmanagement-prioritised, objectives (Gagnon 1999).Clearly, this is an iterative group decision processinvolving participants from different functions anddifferent organisations (Riis et al. 2006). Informationtechnology with the characteristics of the aforemen-tioned computerised knowledge management systemscan assist and leverage this collaborative effort notonly by helping strategists to reach an agreed actionplan effectively, but also by augmenting (inter)organi-sational learning in the strategy process per se (Lane1994, Karacapilidis et al. 2006).
The definition of value and the alignment ofoperational resources and capabilities with operationalobjectives act as inputs to the process of defining thevalue stream which extends along the entire supplynetwork. Mapping, even better modelling and simulat-ing, the value stream facilitates the development ofshared understanding and the identification of initia-tives for its improvement, e.g. for reducing oreliminating waste (Rother and Shook 1998, Mertinsand Jochem 2001, Duggan 2002). In multiple partici-pant/stakeholder settings, collaborative modelling andsimulation technology (Miller et al. 2001, Taylor 2001,Umeda and Zhang 2006) enhances the design and/orredesign tasks (including the implementation of ‘flow’and ‘pull’ objectives) by acting as the transitionalobject (Papert 1980) for improvement ideas, mindframes and argumentations, thus fully supportingactions towards the ‘continuous search for perfection’imperative of lean management (Lamming 1994,Middel et al. 2005).
Finally, although the ‘single-piece flow’ and ‘pullby the customer’ objectives are associated with thedesign phase of supply networks (the definition ofstructural and operational characteristics of thesystem), they also entail purely operational challengeswhich are addressed at the information rather than theknowledge layer. So, in addition to the value streamdefinition task that takes place at design time, theoperational model underlying the planning and
execution mechanism for specific value streams and
for specific time frames and demand patterns, shouldguarantee that flow and pull of waste-free activities areexecuted in an efficient manner. For this task, internet
technology (XDM and APS) has been proposed as abetter alternative to attempts of legacy system (ERP)integration (Kehoe and Boughton 2001). Nevertheless,since lean is contingent to stable demand and operating
conditions, at this level, it is necessary to implementintelligent technologies for assisting in the efficientinstantiations/reconfigurations when the assumed con-
ditions in supply network are not present, and whendemand or internal operating conditions changesignificantly (Vollmann et al. 1997). This can be doneby exploiting, automatically or semi-automatically, the
relations that exist among the activities and resourcesin the value stream maps within the same companyand/or across different companies in the network,
as well as those that exist in individual order fulfilmentplans.
Overall, the ICT requirements for supporting leansupply network management can be summarised in thesupport for synergy (to tame social complexity), as well
as in the consistent integration of knowledge andinformation across activities in the entire product(s)life-cycle. The Co-LEAN software suite describedbelow is a coherent response to these requirements.
3. The Co-LEAN suite
The Co-LEAN suite consists of five interconnectedtools that operate over the internet to enable thedevelopment and implementation of a lean supply
network. As already mentioned, they support knowl-edge, social, and decision-making processes at threelevels: strategic, improvement and operational. At thestrategic level, Co-INNOV supports the collaborative
innovation and product development processes (valuespecification) while Co-NET assists in the collabora-tive development of transparent supply strategies at the
individual node and network levels, whereas Co-SISCis used for collaborative simulation-based supplychain/network design. At the supply-network improve-ment level, Co-SOLVE, in connection with Co-SISC,
supports collaborative problem-solving and improve-ment teams. Finally, at the operational level, Co-LEAN-PE, which is the binding core of the suite,
provides algorithms for rate-based planning andexecution of the supply chains of individual products,groups of product offerings (value streams), andcustomer orders by exploiting the multi-level relations
that exist between operations in different value streamsand different order fulfilment paths. Table 1 shows the
38 E.D. Adamides et al.
Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
correspondence of Co-LEAN modules with the lean
management objectives and drivers. Co-LEAN has
been developed over the last four years, initially as
separate components that were later integrated
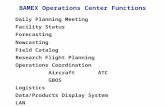
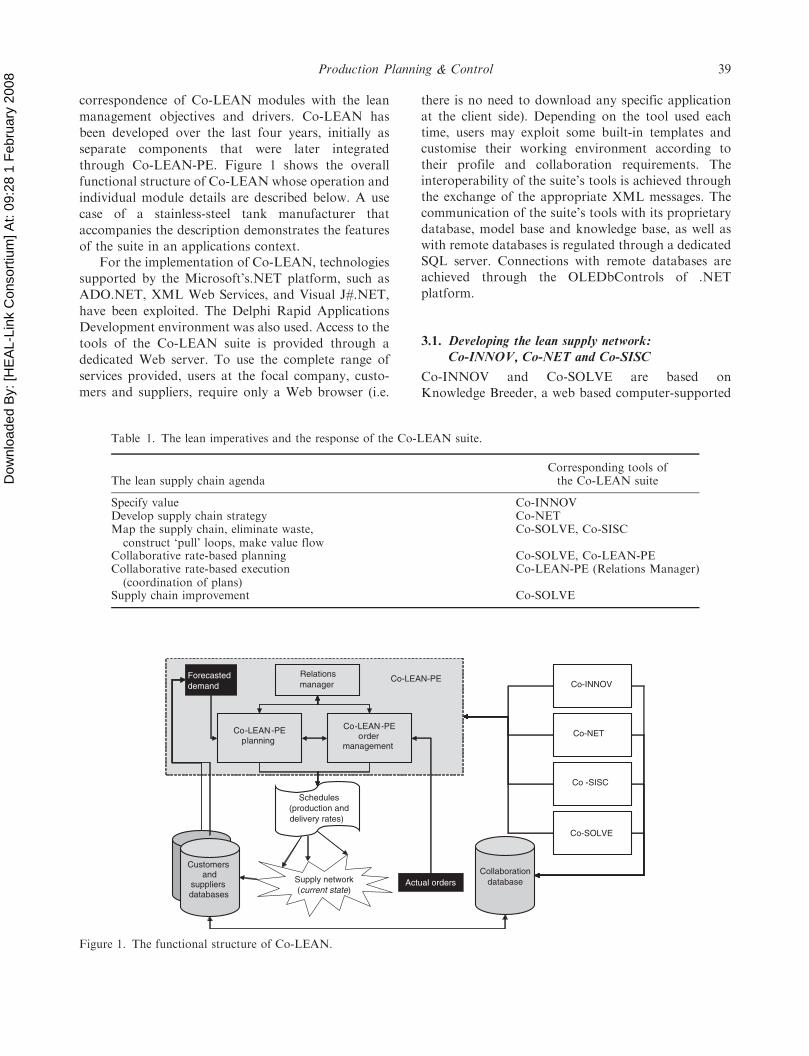
through Co-LEAN-PE. Figure 1 shows the overall
functional structure of Co-LEAN whose operation and
individual module details are described below. A use
case of a stainless-steel tank manufacturer that
accompanies the description demonstrates the features
of the suite in an applications context.For the implementation of Co-LEAN, technologies
supported by the Microsoft’s.NET platform, such as
ADO.NET, XML Web Services, and Visual J#.NET,
have been exploited. The Delphi Rapid Applications
Development environment was also used. Access to the
tools of the Co-LEAN suite is provided through a
dedicated Web server. To use the complete range of
services provided, users at the focal company, custo-
mers and suppliers, require only a Web browser (i.e.
there is no need to download any specific applicationat the client side). Depending on the tool used eachtime, users may exploit some built-in templates andcustomise their working environment according totheir profile and collaboration requirements. Theinteroperability of the suite’s tools is achieved throughthe exchange of the appropriate XML messages. Thecommunication of the suite’s tools with its proprietarydatabase, model base and knowledge base, as well aswith remote databases is regulated through a dedicatedSQL server. Connections with remote databases areachieved through the OLEDbControls of .NETplatform.
3.1. Developing the lean supply network:Co-INNOV, Co-NET and Co-SISC
Co-INNOV and Co-SOLVE are based onKnowledge Breeder, a web based computer-supported
Table 1. The lean imperatives and the response of the Co-LEAN suite.
The lean supply chain agendaCorresponding tools ofthe Co-LEAN suite
Specify value Co-INNOVDevelop supply chain strategy Co-NETMap the supply chain, eliminate waste,construct ‘pull’ loops, make value flow
Co-SOLVE, Co-SISC
Collaborative rate-based planning Co-SOLVE, Co-LEAN-PECollaborative rate-based execution(coordination of plans)
Co-LEAN-PE (Relations Manager)
Supply chain improvement Co-SOLVE
Co-LEAN-PE planning
Co-LEAN-PE order
management
Relationsmanager
Schedules(production anddelivery rates)
Forecasteddemand
Actual orders
Customers and
suppliers databases
Supply network(current state)
Collaborationdatabase
Co-INNOV
Co-NET
Co -SISC
Co-SOLVE
Co-LEAN-PE
Figure 1. The functional structure of Co-LEAN.
Production Planning & Control 39

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
argumentation system that implements the G-MoBSA
(group model building by selection and argumenta-
tion) participative problem solving methodology
(Adamides and Karacapilidis 2005, Adamides and
Karacapilidis 2006). Knowledge Breeder uses a
systemic problem-knowledge representation scheme
and an evolutionary problem-resolution methodology
which enables the ‘breeding’ of the knowledge
necessary for the resolution of a specific organisa-
tional issue. Co-SOLVE is a stand-alone environment
used as a platform for argumentation-based resolu-
tion of specific lean supply chain improvement issues,
also enabling evolutionary decision making.
Co-INNOV, on the other hand, implements a more
refined and domain-specific version of Co-SOLVE by
supporting the value specification, innovation and
product development process in its entirety, enabling
the gradual ‘breeding’ of innovation concepts.
In Co-INNOV, the value specification and/or the
innovation process is/are viewed as a sequence (not
necessarily being executed in linear fashion) of issue/
problem resolutions/solutions (Leonard and Sensiper
2003), in which cause-effect-like models are used to
represent individual and organisational cognitive
schemata of related issues and their possible resolu-
tion(s). If the value specification task involves an
already existing product, Co-INNOV allows for the
‘deconstruction’ of the final offering to identify the
principal sources of value for the customers.
The models proposed have a generic structure of the
following form:
Through Co-INNOV, all the participants involvedin the value specification process are able to providetheir own complete interpretations and proposals ofthe issues concerned in the form of the logic-basedcause-effect models given above. Clearly, models arethe result of individual perceptions of the internal and
external organisation, market and supply network
environment. All models are opportunistic representa-
tions of the problem and solution spaces and are
subject to discussion, argumentation, and eventually,
modification by the same or other actors as more
information is crystallised in the form of organisational
knowledge. In this way, Co-INNOV, as well as the rest
of Co-LEAN’s modules, fully supports the empirically
observed opportunity-driven design and problem-
solving process (Guindon 1990).In the argumentation process, conflict resolution is
through formal argumentation (logic) rules. The
defensibility of each model (the assessment of its
coherence as a collectively-owned knowledge item) is
determined as an indication of its validity, which acts
as suggestion for its eventual collective selection or
rejection. On the basis of their perception of the issue,
participants can construct and propose models of the
problem and their solutions using the problem-solution
modelling formalism. As they have access to the whole
set of models proposed, they may then adjust their own
models and/or contribute to the construction of other
models accordingly. Both a model per se (complete-
ness) and/or its defensibility (fact-supported argumen-
tation) can change a participant’s perception of the
issue. As a result, mental models (beliefs) are conver-
ging around specific models which attract more
attention concentrating the argumentation on them.
Normally, the model that is best supported by facts
and attracts the majority of favourable views of the
group is selected.
The argumentation system of Co-INNOV, as wellas those of the other collaboration supporting modulesof Co-LEAN, relies on the system (set of rules forargument placement and conflict resolution) of logicalpropedeutic of the Erlangen school (van Eemeren et al.1996). Complete arguments are represented by means
because symptoms S1,S2,S3 . . . are observed Symptoms of the issue
�observations supported by arguments AS1,1,AS1,2,. . .AS2,1,AS2,2 . . . ,
problem � is what characterises the issue, Problem identification
�caused by R1,R2,R3,. . . , Roots of the problem
�causes are supported by arguments AR1,1,AR1,2,. . .AR2,1,AR2,2 . . . ,
solution � is the most appropriate Proposed solution
�because actions A1,A2,A3,. . . which are implied in the solution
eliminate R1,R2,R3,. . . , Justification of solution
and � is feasible and effective solution
�because actions result in ðobservable effectsÞ E1,E2,E3,. . .
40 E.D. Adamides et al.

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
of simple statements related by logical connectives(operators). The logical connectives used are confinedto: AND (conjunction), OR (disjunction),IF . . .THEN (implication) and NOT (negation). Theargumentation schema provides the rules for conduct-ing the dialogue among participants and for resolvingconflicts, i.e. it indicates which argument or clauseholds and which is defeated.
Structurally, the kernel of Co-INNOV consists ofits knowledge base that stores models under considera-tion, as well as models of already closed discussions.Any form of electronic information (text, spreadsheets,hypertext, drawings, photographs, etc.), as well asdirect links to individual tools (e.g. to tools supportingthe engineering design phase of product development)can be attached to the model(s) and transmitted toother participants. Models are stored and selectedhierarchically using a meta-model of the issuesaddressed (context definition). Users can upload thecurrent issues under consideration in which they wishto be involved, see the current state of the dialogue andcontribute accordingly. They can then move into otherissues through the navigating meta-model. By takinginto account the structure of the model, the argumentsplaced and the argumentation rules, the inferenceengine of the computer-assisted argumentation moduledetermines the defensibility of each model-proposal ofproblem-solution. The interface of Co-INNOV (as wellas those of Co-SOLVE and Co-NET) is in hyper-textual form with menus associated to the featuresprovided, and diverse functionalities related to visua-lisation (folding/unfolding of model components, view/hide of inputs, creators, dates, etc.).
Use case 1. A proposal for new value definition in theindustrial equipment sector
Stainless Steel Tanks (SST) SA is based in Greece andis one of the largest manufacturers of stainless steelindustrial equipment in south eastern Europe. (As thecase description inevitably contains information ofstrategic nature, the real name of the company andother identifying details are protected.) The companyspecialises in the production of stainless steel tank-likeequipment for the food (oil, dairy) and alcoholicbeverages (wine, beer) industries, i.e. fermenters,stabilisers, vinificators, oil and milk vats, etc. Inaddition to a standard product range, which consistsof about 50 products, the company undertakes thedevelopment and production of customised productsand turn-key projects for the above industries, as wellas for other more demanding ones, including pharma-ceuticals. The main suppliers of SST are a steel mill,various suppliers of motors and electro-mechanical
components such as valves, shakers, sensors, etc., aswell as suppliers of materials for the construction ofheating and cooling jackets. The custom products andturn-key projects (mainly breweries and micro-brew-eries) are built to order and their components areforwarded and installed under SST’s own responsi-bility. At the time of the study, the core productionfacility of SST was located at a distance of about300 km from Athens, and the company’s downstreamsupply network included a distribution centre/ware-house for supporting sales in the Athens metropolitanregion, four regional distributors, as well as retailers allover Greece, and agents/resellers in five other nearbycountries.
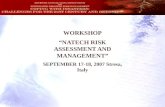
In the process of adoption of a lean operationsmanagement style, SST agreed to host the pilotapplication of the Co-LEAN suite. The software wasinstalled at the company’s headquarters and, aftera short training and familiarisation period, access wasgranted to its main suppliers and customers (distribu-tors and retailers). Although Co-INNOV was not thefirst module of which actual use was made, for thecontinuity of the presentation Figure 2 shows ascreenshot of the use of this module for collaborativelyidentifying with customers new sources of value. In theinstance of the argumentative dialogue shown, whichas it can be clearly observed adheres to the syntaxoutlined above, the market of used equipment as a newsource of value is discussed. A complete model wassubmitted by a manager of a SST customer company(George). In the instance shown there is only a counterargument on the complete position raised by a SSTmanager (Thanos) which concerns the need forconsulting activities if his company enters the usedequipment market. In reality, the debate on enteringthis market lasted for a couple of months and attractedall the major suppliers and customers that were givenaccess to the software. The final decision taken was toenter this market whose organisation proved to be asignificant source of value for both the company(intermediary), as well as for large and smallercustomers, acting as sellers and buyers, respectively,within a lean supply network operation (see below).
Co-NET is a customised version of Co-MASSwhich is a computerised knowledge managementsystem for assisting operations managers in theformulation of manufacturing and operations strategy(Karacapilidis et al. 2003). It supports the social andknowledge processes of collaborative manufacturingstrategy development by integrating a domain-specificmodelling formalism based on the resource-basedtheory of competitive advantage (Wernerfelt 1984,Gagnon 1999), an associated structured dialoguescheme, again an argumentation-enabling mechanism,
Production Planning & Control 41

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
and an efficient algorithm for the evaluation ofalternatives. Co-NET helps in deciding on the supplychain related resources and capabilities, which areessential for achieving the prioritised objectives derivedfrom value definition. For example, in the typicaloperations logic, if it becomes clear that customersvalue ‘variety’ highly in a product range, oncethis source of value has been identified, the innovationand product development function comes up witha ‘modular design’ strategy and the operationsfunction puts ‘flexibility’ as the primary objective ofproduction and supply chain initiatives. That is, theresources and capabilities system of production andsupply chain should be considered under the objectiveof flexibility.
As a technological artefact, Co-NET can beconsidered as a web-based application-specific knowl-edge management system. Compared with otherinformation systems proposed for the collaborativedevelopment of strategy, Co-NET takes a moreevolutionary perspective based on the aforementionedG-MoBSA methodology. That is, it relies on theassumption that strategy development is a process thatbegins with the exploration of as many alternatives aspossible, followed by the gradual exploitation of themost appropriate of them. Empirical evidence has
shown that in team-based strategy development there
is interplay between social and knowledge processes
(Schwarz 2003). Groups-within-groups of managers
with similar views can emerge at any instance as a
result of knowledge exchange and (re)construction.
The group with the most persuasive idea, or solution,
attracts a critical mass of supporters who argue in its
favour. Other groups/views attract less support and
more opinions against their proposals for action.
As social processes result in the formation of groups,
knowledge is clustered around specific ideas, solutions
or views.
Use case (revisited) 2. Developing supply network
strategy
One issue of strategic importance related to the
supply network of SST was the assessment of the
effect of the used industrial equipment market on
the overall operations strategy of the company, as
well as the determination of the necessary capabil-
ities for this market. Argumentative discussion
among supply network participants (managers from
different functions, as well as from supplier and
customer organisations) included both the determi-
nation/prioritisation of strategic objectives and the
Figure 2. A sample dialogue for value specification.
42 E.D. Adamides et al.

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
assessment of the capabilities that are required for
achieving them. In particular, the discussion was
centred on the importance of quality and depend-
ability as strategic directions. Optimistic (quality will
contribute to the enlargement of markets) and
pessimistic (quality will increase the reliability and
life span of products, and will eventually saturate
markets) views were expressed according to the
position of the proponent organisations in the
topology of the supply network. Suppliers were
sceptical about increased quality (and prices) in
connection with the development of the used
equipment market. Distributors and retailers, on
the other hand, were optimistic that the increased
quality and the used-equipment market will stimu-
late demand as a brand name synonymous with
quality will be established and more new customers
will be approached. The latter views proved more
logically sound in the debate as they were supported
by stronger arguments and were eventually adopted.
Nonetheless, the open argumentative debate of the
issue and the logic of the arguments placed built
more trust among stakeholders as, in addition to
specific positions, ways of thinking were exposed
and discussed.In the fringe between strategy and operations, the
‘leaning’ process of a supply network is facilitated by
value stream mapping (Rother and Shook 1998).
Towards this end, Co-SISC implements a language
and dialoguing structure specific to simulation-
modelling-based supply chain design (Karacapilidis
et al. 2004). Co-SISC is used for mapping the value
stream and for collaboratively identifying sources of
waste. It deploys a generic systems-oriented language
(activities, resources, decisions and their structural
and operational parameters), thus enabling different
commercial simulation environments to be easily
incorporated with. Again, argumentation on model
items and their attributes is supported by the system,
as is storage and retrieval of discussions/argumenta-
tions and simulation models. The construction,
validation and verification of simulation models are
accomplished by a simulation specialist (technical
facilitator) (probably the only external consultant
engaged when using Co-LEAN), whilst the rest of
decision makers/participants can only see its structure
and simulation results, as well as experiment with
different parameters. So, in addition to value stream
mapping and waste identification, collaborative mod-
elling using Co-SISC augments shared understanding,
transparency of individual decisions and trust build-
ing along the supply network through the execution
of the modelling and simulation process per se.
Use case (revisited) 3. ‘Leaning’ operations in the
supply network (elimination of waste, small batchflow and pulling by the customer)
At this stage the actual ‘leaning’ of SST’s supply
network was accomplished. The process started witha one-day modelling/mapping workshop, on whichmembers of different organisations that participated inSST’s network were exposed to the features andfunctionalities of Co-SISC in the context of value-stream mapping. This was carried out by modelling theexisting (non-lean) supply network which did not
include the collection and selling of used equipment.With the help of an external consultant, the
Operations Management division of SST used themodel developed in the workshop to determineinitiatives towards a leaner supply network. The‘leaning’ of the network downstream was considerednecessary due to the bulkiness of the end products thatwere difficult and costly to handle at every processing,transportation and storage node. It should be noted
that before considering its supply network, an attemptto lean the internal operations by defining productfamilies (mainly around market segmentation: wine-making, brewery, dairy, etc) and developing theassociated value stream maps were attempted.However, in view of the new operations to be under-taken, it was thought that only the lean operation of
the whole network could provide significant results. Asa consequence, SST’s Operations Management func-tion launched an initiative for ‘leaning’ the supplynetwork by forming the project team mentionedbefore.
Using Co-SOLVE and Co-SISC, the team identi-fied three supply chains spanning the network, eachhaving different strategic objectives and correspondingto three value streams: the supply chain of standard
products, the supply chain of custom built-to-orderproducts, and that of used equipment. Standardproducts had periodic but constant demand, henceefficiency was considered as the principal operationalrequirement. On the other hand, the demand for thesecond-hand and custom equipment (and projects) wasunstable and, therefore, dependability through respon-
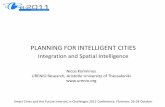
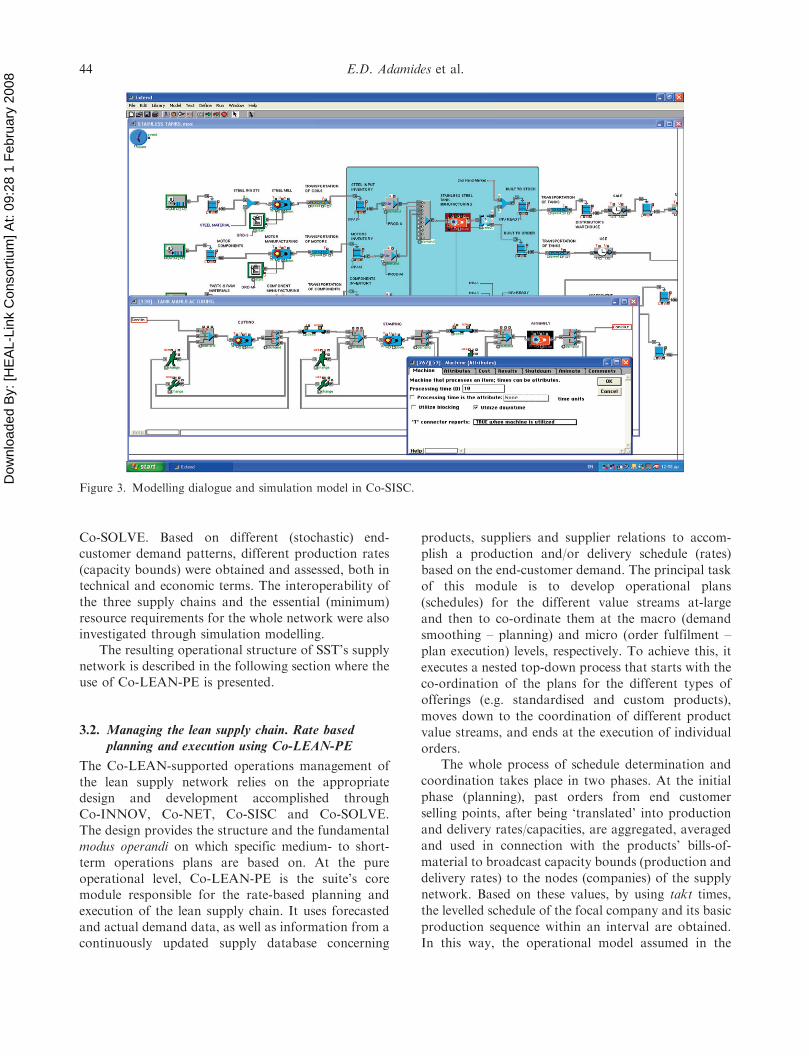
sive supply chains was the main requirement. Co-SISCwas used for the design of the whole network (all threesupply chains). The existing simulation model wasmodified collaboratively to investigate the effect of twoproposed changes towards leaner supply and distribu-tion: the elimination of the Athens warehouse and theintroduction of mixed-mode production through level
schedules (heijunka) for the standard products(Figure 3). Both issues were debated extensively usingthe argumentation-supporting functionalities of
Production Planning & Control 43
Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
Co-SOLVE. Based on different (stochastic) end-customer demand patterns, different production rates(capacity bounds) were obtained and assessed, both intechnical and economic terms. The interoperability ofthe three supply chains and the essential (minimum)resource requirements for the whole network were alsoinvestigated through simulation modelling.
The resulting operational structure of SST’s supplynetwork is described in the following section where theuse of Co-LEAN-PE is presented.
3.2. Managing the lean supply chain. Rate basedplanning and execution using Co-LEAN-PE
The Co-LEAN-supported operations management ofthe lean supply network relies on the appropriatedesign and development accomplished throughCo-INNOV, Co-NET, Co-SISC and Co-SOLVE.The design provides the structure and the fundamentalmodus operandi on which specific medium- to short-term operations plans are based on. At the pureoperational level, Co-LEAN-PE is the suite’s coremodule responsible for the rate-based planning andexecution of the lean supply chain. It uses forecastedand actual demand data, as well as information from acontinuously updated supply database concerning
products, suppliers and supplier relations to accom-
plish a production and/or delivery schedule (rates)
based on the end-customer demand. The principal task
of this module is to develop operational plans
(schedules) for the different value streams at-large
and then to co-ordinate them at the macro (demand
smoothing – planning) and micro (order fulfilment –
plan execution) levels, respectively. To achieve this, it
executes a nested top-down process that starts with the
co-ordination of the plans for the different types of
offerings (e.g. standardised and custom products),
moves down to the coordination of different product
value streams, and ends at the execution of individual
orders.The whole process of schedule determination and
coordination takes place in two phases. At the initial
phase (planning), past orders from end customer
selling points, after being ‘translated’ into production
and delivery rates/capacities, are aggregated, averaged
and used in connection with the products’ bills-of-
material to broadcast capacity bounds (production and
delivery rates) to the nodes (companies) of the supply
network. Based on these values, by using takt times,
the levelled schedule of the focal company and its basic
production sequence within an interval are obtained.
In this way, the operational model assumed in the
Figure 3. Modelling dialogue and simulation model in Co-SISC.
44 E.D. Adamides et al.

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
design of the software treats the focal company as the
‘pacemaker’ process which is linked to the other
network nodes through supermarket-operated
Kanban loops. After their determination, the rate-
based plans are co-ordinated by using the Relations
Manager (see below).At a second phase (execution), the actual end-
customer orders are treated individually and their
fulfilment plans are co-ordinated so that, within the
calculated bounds, the best possible use of resources is
made. In other words, the Kanban loops are optimised
through the co-ordination of individual order execu-
tion streams/plans. This co-ordination is also accom-
plished by the Relations Manager, which is a module
that uses conventional (Coloured Timed Petri Nets)
and artificial intelligence techniques to represent and
manage the relations that exist among the activities
and resources in the plans. Using due dates and lead
times, the orders are expanded as timed plans which,
starting from the outmost-tier supplier activities down-
stream (e.g. delivery from distributor to retailer), are
compared to extract possible relations among them
with respect to resource usage. A virtual actor is
assigned to each order and takes the responsibility for
its most effective fulfilment by extracting at each stage
of the plan the previously mentioned relations
(Adamides 1996). Once relations are extracted, plan
modification operators are employed. The relations
defined and used for the co-ordination are both
‘positive’ and ‘negative’ (von Martial 1992, Adamides
1996). Positive relations are the ‘equality’ (an activity is
included in the plan of a different (virtual) actor too)
and the ‘favour’ relation (a task can be undertaken by
a different activity or active resource producing the
same outcome). On the other hand, the most common
negative relation is ‘conflict’, usually associated with
the requirement of two or more activities for the same
resource, at the same time. The identification of
relations involves the transformation of activity
execution times on an absolute time scale for compar-
ison (von Martial 1992). Appropriate parameterised
operators are used to handle relations (‘move-time-
forward’, ‘move-time-back’, and ‘prioritise’ for con-
flict, ‘do-favour’ for favour and ‘do-equal’ for
equality).The employment of the Relations Manager is of
particular importance when the execution plans of the
actual orders (execution phase) divert significantly
from the rates determined in the first phase, either
because of a significant change in demand, or because
suppliers declare inability to accomplish schedules.
Relations that exist among products (order character-
istics) and suppliers (resources) are considered with
respect to the two principal network node/processorcharacteristics: capacity and capability.
‘Capacity’ refers to the ability of a different nodethat has the product in its current schedule (or in itsstocks) to supplement the initially selected supplier(s),processors in general, with additional capacity,whereas ‘capability’ refers to the ability of producingthe product(s) requiring additional capacity (theproduct is not in the current production mix andthere is no stock). The additional cost burdens that theexploitation of positive relations and the resolution ofnegative ones imply are then calculated. However,frequently rescheduling and reconfiguration decisionsrequire additional qualitative information and discus-sion and argumentation using the features of the othermodules of Co-LEAN. Information and agreementsabout available capacities and capabilities are theresult of argumentative discussion using the othermodules of the Co-LEAN suite.
Use case (revisited) 4. The operation of the leansupply network
To demonstrate the operational support mechanismsof Co-LEAN-PE, we consider two of SST’s productsin vitro: the 60m3 rotary vinificator (code name RV60)and the 100m3 milk vat (MV100). A somewhatsimplified bill of materials (BOM) for RV60 wouldcontain the steel for the 60m3 hollow cylinder(supplied by S1), three valves, one thermometer, oneshaker (all supplied by S2), one standard motor, onePLC module (all supplied by S3) and materials for thecorresponding cooling jacket (supplied by S4).Similarly, the BOM for MV100 consists of the steelfor the 100m3 hollow cylinder (supplied by S1), fourvalves, one thermometer, one spray ball (all suppliedby S2), three sensors (supplied by S3) and materials forthe corresponding heating jacket (supplied by S4).
The average monthly demand (excluding theseasonal trend for wine-making equipment) for RV60was determined by Co-LEAN-PE to be 60 units andthat of MV100 90 units (Co-LEAN-PE has threedifferent forecasting methods, which can be selectedaccordingly). On the basis of the calculated levelledschedule, and taking into account the correspondingBOMs, Co-LEAN-PE calculated the daily suppliesrequired for the production of the product range. Thismeans that for producing two units of RV60 and threeunits of MV100, 2*steel(60m3), 3*steel(100m3), 18valves, five thermometers, three shakers, three spray-balls, two motors, four PLC modules, six sensors,2*cooling jacket material (60m3) and 3*heating jacketmaterial (100m3) have to be delivered to the SST’sfacilities daily.
Production Planning & Control 45
Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
On average, SST operates 30 shifts per month,which corresponded to small batch daily production oftwo units of RV60 and three units of MV100. For thesake of the simplicity of presentation, we assume herethat SST has only two distributors (D1 and D2), andeach of them supplying two retailers. In the absence ofactual orders placed by the distributors, dispatches todistributors take place every three days, i.e. a bufferinventory (Kanban supermarket) of up to six RV60and nine MV100 that is held at SST is emptied. Then,three RV60 are dispatched to D1, three RV60 to D2,four MV100 to D1, and five MV100 to D2. Thisoperation acts as ‘pitch’ for assessing the levelledschedule with respect to the actual orders and forcarrying out corrective actions accordingly. Obviously,in the logic of rate-based planning, all the abovesupplier and customer delivery, as well as production
rates correspond to resource capacities expressed asreserved time slots.
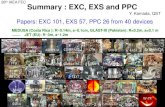
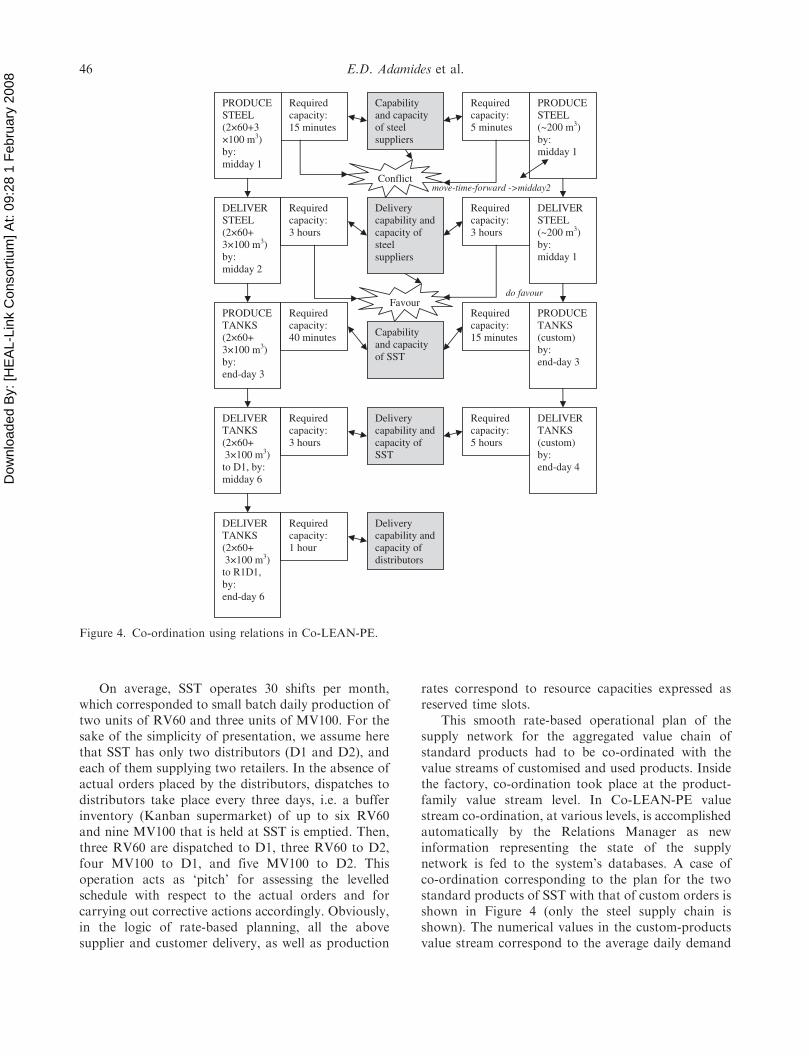
This smooth rate-based operational plan of thesupply network for the aggregated value chain ofstandard products had to be co-ordinated with thevalue streams of customised and used products. Insidethe factory, co-ordination took place at the product-family value stream level. In Co-LEAN-PE valuestream co-ordination, at various levels, is accomplishedautomatically by the Relations Manager as newinformation representing the state of the supplynetwork is fed to the system’s databases. A case ofco-ordination corresponding to the plan for the twostandard products of SST with that of custom orders isshown in Figure 4 (only the steel supply chain isshown). The numerical values in the custom-productsvalue stream correspond to the average daily demand
PRODUCESTEEL(2×60+3 ×100 m3)by: midday 1
Required capacity: 15 minutes
DELIVERSTEEL(2×60+3×100 m3)by: midday 2
Required capacity: 3 hours
PRODUCETANKS (2×60+3×100 m3)by: end-day 3
Required capacity: 40 minutes
DELIVERTANKS (2×60+ 3×100 m3)to D1, by: midday 6
Required capacity: 3 hours
DELIVERTANKS (2×60+ 3×100 m3)to R1D1, by: end-day 6
Required capacity: 1 hour
Capability and capacity of steel suppliers
Required capacity: 5 minutes
PRODUCESTEEL(~200 m3)by: midday 1
Required capacity: 3 hours
DELIVERSTEEL(~200 m3)by: midday 1
PRODUCETANKS (custom) by: end-day 3
Required capacity: 5 hours
DELIVERTANKS (custom) by: end-day 4
Delivery capability and capacity of steel suppliers
Capability and capacity of SST
Required capacity: 15 minutes
Delivery capability and capacity of SST
Delivery capability and capacity of distributors
Conflictmove-time-forward ->midday2
Favour do favour
Figure 4. Co-ordination using relations in Co-LEAN-PE.
46 E.D. Adamides et al.
Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
for such products. As it can be seen, co-ordination atthis level concerns more the supply part of the network(push part) than the demand satisfaction downstreampart controlled by Kanbans (pull part). In this plan, aconflict relation was detected between the activitiesPRODUCE STEEL for the standard and customproducts, respectively because the steel mill waslacking the capacity to accommodate the combineddemand within the required time constraints.After detecting this negative relation, the ‘move-time-forward’ operator was engaged for adding to the starttime of the activity for the custom products at extratime and displacing its due date to ‘mid-day2’ (insteadof ‘mid-date1’). In addition, a positive relation (favour)was detected in the DELIVER STEEL activities which,as long as there was available capacity, could be bothmoved to only one of the two plans (do-favouroperator). Additional, more demanding conflict reso-lution cases involved the sourcing of steel from adifferent supplier that had the required capability andcapacity, and the use of a different supplier’s trans-portation medium (e.g. that of S2) to deliver on theinitially assigned time. In both cases, these possiblefavour relations are the result of suppliers’ databaseconsultation (suppliers’ capacities and capabilities).
In a similar manner, at the execution phase,Co-LEAN-PE co-ordinated the individual (actual)orders placed by retailers. Here, the co-ordinatedplans for the average demand (the pitch) played a
passive role, but they were the medium through whichthe order fulfilment plans were co-ordinated. Activitiesbelonging to these plans were undertaken or modifiedby the order fulfilment plans according to latter’sneeds. The co-ordination at this phase primarilyconcerned the Kanban loops from the SST’s Kanbansupermarket downstream to the retailers’ deliveries,and the co-ordinated plans for the production anddelivery rates played the role of capacity and capabilitysuppliers and distributors for the efficient orderexecution. The equality relation was detected whenthe delivery rates (capacity) sufficed for the fulfilmentof real orders, the resolution of the conflict relationwas through order prioritisation and delaying, whereasthe favour relation was exploited for optimised use ofresources. For example, instead of returning empty,trucks delivering new equipment were scheduled tocollect used tanks.
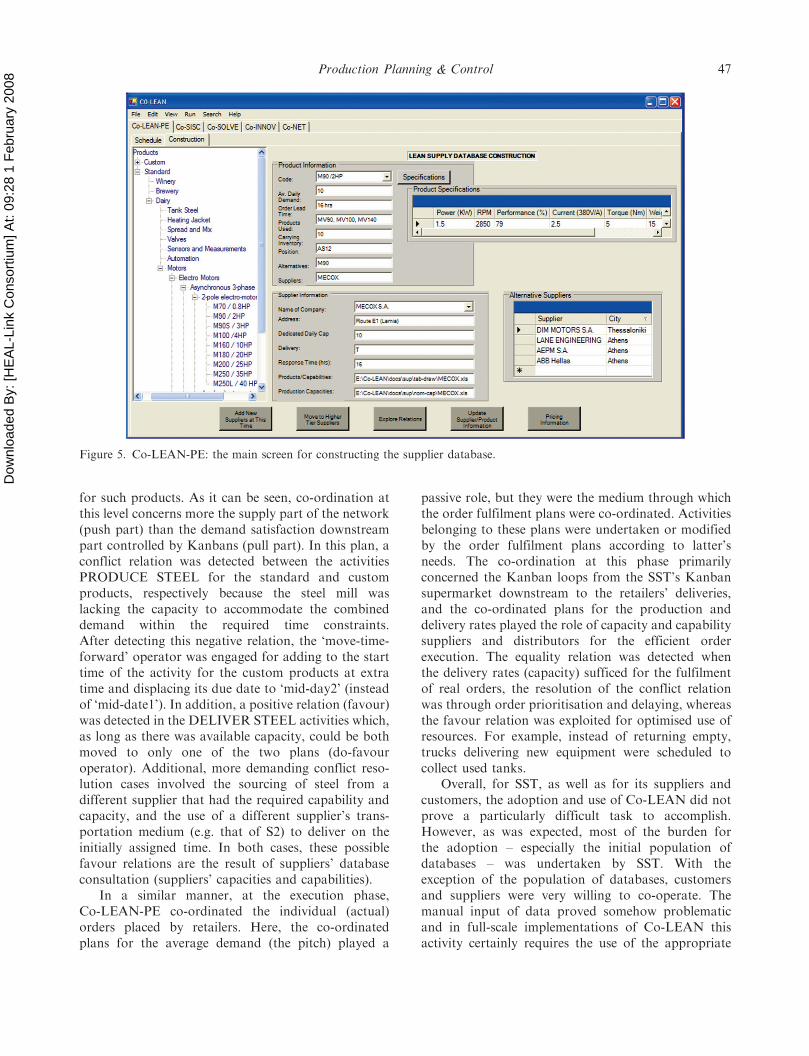
Overall, for SST, as well as for its suppliers andcustomers, the adoption and use of Co-LEAN did notprove a particularly difficult task to accomplish.However, as was expected, most of the burden forthe adoption – especially the initial population ofdatabases – was undertaken by SST. With theexception of the population of databases, customersand suppliers were very willing to co-operate. Themanual input of data proved somehow problematicand in full-scale implementations of Co-LEAN thisactivity certainly requires the use of the appropriate
Figure 5. Co-LEAN-PE: the main screen for constructing the supplier database.
Production Planning & Control 47

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
‘data-translation’ technology. In total, the usability ofCo-LEAN would have been improved should theappropriate interoperability technology existed toconnect suppliers’ and customers’ own informationsystems to the modules of the suite.
On the contrary, customers and suppliers were verywilling to discuss issues using the Co-LEAN modules:initially driven by curiosity and willingness forexperimentation with the new medium, later as ameans to put proposals and arguments forward andsupport them. We sensed that users formed theimpression that the argumentation scheme of thesuite acted as an independent trusted arbitrator. Thiswas probably the reason for being accustomed to thesyntax of Co-INNOV, Co-NET, etc. fairly fast, and forinitially using these modules only for issues whereconsensus was not apparent. Gradually, however, theuse of the suite, with the exception of Co-SISC, becamealmost a routine. The technical complexity of Co-SISCrepelled busy executives and it became apparent thatonly well-planned fully-facilitated workshops couldhave a significant impact on the definition and analysisof the supply network value streams using the featuresof this module.
A testimonial for the significance of Co-LEAN wasgiven by a SST manager who said that the softwarehelped him better understand the wine-making market.For the first time he actually listened to his customers.Previously, even when he was visiting customers(distributors) to try and find solutions on leaning thesupply chain to cut-off SST’s and distributors’inventories and reduce costs, the emphasis was in justimposing a solution devised in the office, not askingany questions and opinions. The distributors wereunprepared to suggest different things, the discussionwas just for the sake of discussion, ‘short-termism’ anda shallow approach were prevailing. The installation ofthe software per se resulted in distributors andsuppliers feeling more important and part of anetwork/team. They realised that SST wanted toreally understand them and co-operate for theirmutual benefit.
In addition, the software was a driver for persuad-ing suppliers and customers to be engaged in leaninitiatives. Otherwise, they were reluctant to partici-pate in what they called ‘intangible’ programmes andinitiatives that frequently proved to be just fads. Theinterconnectivity and collaboration were experiencedbefore starting to think in terms of value streams,heijunka, etc. A SST executive that was proficient inlean management tools and techniques provided afirst-class learning experience through informal discus-sion sessions of particular issues. Moreover, theautomation of routine tasks in Co-LEAN-PE removed
any inconsistencies in the methods used in the differentnodes of the network and made this activity far moreefficient and consistent.
Summarising our experiences from this pilot study,we stress three issues of concern for the adoption ofthis sort of technology for lean supply chain/networkmanagement:
(1) The need for technological integration andconsistency with the rest of the ICT infrastruc-ture of customers and suppliers.
(2) The necessity of a pre-existing positiveapproach looking towards a co-operativeenvironment – technology itself cannot createthis, it can just enhance it.
(3) The leading role of the focal company inmaking clear to its suppliers and customersthat the software tool is just an instrument forfacilitating the lean management process. Itdoes not guarantee lean performance, and it isreally up to the organisations involved to devisethe appropriate means and processes forachieving it.
4. Discussion and conclusions
Although the successful implementation of leanmanufacturing is marginally dependent on informa-tion and communication technology (ICT), thegeographic and mental distances involved in (lean)supply chains/networks necessitate the use of ICT.Many vendors have identified this need and devel-oped integrated software systems for supporting leansupply chain management. These systems, in additionto providing operational support for lean logistics,concentrate on the management of data required toidentify non- or low-value adding activities and toreduce costs. Undoubtedly, these are valuable fea-tures but the essence of lean supply networkmanagement lies in the systemic coherence of thenetwork which is enabled by collaborative behaviour.In other words, to gain competitive advantagethrough a lean supply network, prior to leveragingthe intellectual capital across the network, a firmneeds to build social capital in it (Nahapiet andGhosal 1998). As a determining attribute of leanmanagement, collaboration depends on the manage-ment of human interactions encountered amongmanagers and employees of participating companies.
The efficient management of these interactions issynonymous with the elimination of the boundariesthat exist between the companies in the supplynetwork. Conventional ICT technology for leansupply network management tries to get control of
48 E.D. Adamides et al.

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
the supply network dynamics through standardisa-tion of the interfaces between participating firms.Standardised interfacing facilitates data and informa-tion exchange but, in effect, fragments knowledge,the processes of knowing and their creative interplayrequired for achieving shared understanding andcollaboration. Inter-company and functional bound-aries continue to exist, and do not only inhibitcommunication, but most importantly prevent indi-viduals from altering their knowledge in response toevents and attitudes occurring in the network, orfrom acting towards altering the knowledge of othermembers of the network. Boundary spanners (indi-viduals assigned the specific role of facilitating themeaningful communication between organisationsand/or organisational entities) and boundary objects(artefacts like models used to create shared contextamong different organisations) can overcome theproblems of knowledge boundaries and facilitatedistributed co-ordination (Carlile 2002). Since bound-ary spanners are almost impossible to operate ingeographically dispersed supply chains, boundaryobjects seem to be the most appropriate means forcoordinating the lean supply chain.
In effect, this is where the value of the Co-LEANsuite rests. It is an integrated set of boundary objectsthat can be employed on-demand according to thespecific task or initiative of lean management. Thetechnological homogeneity and integration of the toolsand the interoperability of the models used allow theintegration of the knowledge produced and used in thedifferent tasks of lean supply chain management.Knowledge integration and creation can take place attwo different levels: at the specific task level (e.g. valuespecification) where different knowledge sources fromdifferent participating companies are engaged, andlongitudinally across different tasks as knowledgedeveloped in dealing with them can be used in newlyarising situations. For instance, the definition of therelations used at the operational level by theCo-LEAN-PE module may be the result of priordiscussions, argumentations, and eventually knowl-edge integration that take place when dealing withissues in the milieus of value specification, supplynetwork strategy, or even in the framework ofcollaborative improvement programmes.
Summarising, the initial application of Co-LEANpresented in the paper revealed the necessity ofcollaboration at the strategic level and co-ordinationat the operational level of lean supply networkmanagement. In addition, it showed that informationand communication technology has a significant roleto play in lean transformation and operation ofsupply networks, principally not by automating tasks
and procedures, but by providing the enablingknowledge and social infrastructure required tocollaboratively structure the issues involved and tomanage the social complexity of their resolution.
Notes on contributors
Emmanuel D. Adamides is a tenuredAssistant Professor of Operations andTechnology Management in theSection of Management of theDepartment of MechanicalEngineering and Aeronautics of theUniversity of Patras, in Greece.Professor Adamides is a graduate ofDemocritus University of Thrace(Greece), the University of
Manchester, and the University of Sussex (UK). Beforejoining the University of Patras he held academic andprofessional positions in Switzerland and Greece. He haspublished extensively in the areas of systems engineering,operations strategy, strategy and knowledge management,and innovation and technology management. His currentresearch interests are in the areas of manufacturing strategy,and innovation and technology management with a specialinterest in sustainable production technologies. He isparticularly interested in the development and use of systemsmethodologies and tools to support managerial activities inthe above areas.
Nikos Karacapilidis holds the positionof Professor in ManagementInformation Systems at the IndustrialManagement and InformationSystems Laboratory, Department ofMechanical Engineering andAeronautics, University of Patras,Greece. His research interests lie inthe areas of Intelligent web-basedinformation systems, technology-enhanced learning, e-collaboration,
knowledge management systems, group decision supportsystems, computer-supported argumentation, enterpriseinformation systems and semantic web. He has publishedin several business and information systems related journals.More detailed information about his publications list,research projects involved and professional activities can befound at http://www.mech.upatras.gr/�nikos/
Dimitrios P. Koumanakos is a PhDcandidate in the IndustrialManagement and InformationSystems Laboratory of theDepartment of MechanicalEngineering and Aeronautics of theUniversity of Patras, Greece. Hisresearch interests are related to leansupply chain management, inventorymanagement, as well as product
Production Planning & Control 49

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
design and concurrent engineering. His professional experi-ence in the field includes the position of Venue LogisticsManager in the city of Patras during the Olympics Games ofAthens 2004.
Charalambia Pylarinou has graduatedfrom the University of Hull (UK) withthe degree of Masters of Engineering(Mechanical Engineering) in July2004. In November 2004 she startedher PhD in the IndustrialManagement and InformationSystems Laboratory of theDepartment of MechanicalEngineering and Aeronautics of the
University of Patras. Her research interests are related to theco-ordination of lean supply chain, simulation modelling,and generally production planning and management, as wellas knowledge management in decision making.
References
Adamides, E.D., 1996. Responsibility based manufacturing.
International journal of advanced manufacturing technology,
11, 439–448.Adamides, E.D. and Karacapilidis, N., 2005. Knowledge
management and collaborative model building in the
strategy development process. Knowledge and process
management, 12 (2), 77–88.
Adamides, E.D. and Karacapilidis, N., 2006. Information
technology support for the knowledge and social
processes of innovation management. Technovation, 26
(1), 50–59.Appelqvist, P., 2003. ‘Order winners, order qualifiers and
supply chain strategies – a comparison, In: S. Seuring,
M. Muller and U.M. Goldbach, eds. Strategy and
organization in supply chains. Heidelberg: Physica-Verlag,
197–210.Azumah, G., Koh, S.C.L., and Maguire, S., 2005.
E-organisation and its future implication for SMEs.
Production planning & control, 16 (6), 555–562.
Bachmann, R., 2001. Trust, power and control in trans-
organizational relations. Organization studies, 22 (2),
337–365.
Barratt, M., 2004. Understanding the meaning of
collaboration in the supply chain. Supply chain manage-
ment, 9, 30–42.Bessant, J., 2004. ‘Supply chain learning, In: S. New and
R. Westbrook, eds. Understanding supply chains: concepts,
critiques and futures. Oxford: Oxford University Press,
165–190.
Carlile, P.R., 2002. A pragmatic view of knowledge and
boundaries: boundary objects in new product develop-
ment. Organization science, 13 (4), 442–445.
Chapman, R.L. and Corso, M., 2005. From continuous
improvement to collaborative innovation: the next chal-
lenge in supply chain management (introductory paper),
special issue on collaborative innovation in company
networks. Production planning & control, 16 (4), 339–344.Chesnevar, C., Maguitman, A., and Loui, R., 2000. Logical
models of argument. ACM computing surveys, 32 (4),
337–383.
Childerhouse, P. and Towill, D., 2000. Engineering supply
chains to match customer requirements. Logistics informa-
tion management, 13 (6), 337–346.Chung, W.W.C. and Leung, S.W.F., 2005. Collaborative
planning, forecasting and replenishment: a case study in
copper clad laminate industry. Production planning &
control, 16 (6), 563–574.Collis, D.J., 1994. Research note: how valuable are
organizational capabilities?. Strategic management journal,
15, 143–152.
Conklin, J., 2005. Dialogue mapping: building
structured understanding of wicked problems. Chichester,
UK: John Wiley & Sons.Cox, A., 2004. The art of the possible: relationship manage-
ment in power regimes and supply chains. Supply chain
management, 9, 346–356.Davis, E.W. and Spekman, R.E., 2004. The extended
enterprise: gaining competitive advantage through colla-
borative supply chains. Upper Saddle River, NJ: Financial
Times/Prentice Hall.Duggan, K.J., 2002. Creating mixed model value streams:
practical lean techniques for building to demand. New York,
NY: Productivity Press.Evans, P. and Wolf, B., 2005. Collaboration rules. Harvard
business review, 83 (7), 96–104.Fisher, M., 1997. What is the right supply chain for your
product?. Harvard business review, 75 (2), 105–115.Gagnon, S., 1999. Resource-based competition and the new
operations strategy. International journal of operations and
production management, 19, 125–138.
Guindon, R., 1990. Designing the design process: exploiting
opportunistic thoughts. Human–computer interaction, 5,
305–344.Hardy, C., Lawrence, T.B., and Grant, D., 2005. Discourse
and collaboration: the role of conversations and collective
identity. Academy of management review, 30 (1), 58–77.Hayes, R.H., Pisano, G.P., and Upton, D.M., 1996. Strategic
operations: competing through capabilities – text and cases.
New York, NY: The Free Press.Hill, T., 2000.Manufacturing strategy: text and cases. 2nd ed.
London, UK: Palgrave.Hines, P., 1994. Creating world suppliers: unlocking mutual
competitive advantage. London, UK: Pitman Publishing.Hines, P. and Rich, N., 1997. The seven value stream
mapping tools. International journal of operations and
production management, 17, 46–64.
Hines, P., Holweg, M., and Rich, N., 2004. Learning to
evolve: a review of contemporary lean thinking.
International journal of operations and production manage-
ment, 24, 994–1011.
50 E.D. Adamides et al.
Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
Holweg, M., et al., 2005. Supply chain collaboration: making
sense of the strategy continuum. European management
journal, 22, 170–181.Hult, G.T.M., Ketchen Jr, D.J., and Slater, S.F., 2004.
Information processing, knowledge development, and
strategic supply chain performance. Academy of manage-
ment journal, 47 (2), 241–253.Jones, D.T., Hines, P., and Rich, N., 1997. Lean logistics.
International journal of physical distribution and logistics
management, 27, 153–173.
Karacapilidis, N., Adamides, E., and Evangelou, C., 2006. A
computerized knowledge management system for the
manufacturing strategy process. Computers in industry,
57 (2), 178–188.Karacapilidis, N., Adamides, E.D. and Pappis, C. 2004. An
IS framework to support the collaborative design of supply
chains. In: Proceedings of the 7th International Conference
on Knowledge-Based Intelligent Information and
Engineering Systems, held in Wellington, NZ, 20–24
September. Lecture Notes in AI Vol. 3214, Berlin:
Springer-Verlag, 62–70.Kehoe, D. and Boughton, N., 2001. Internet based supply
chain management: a classification of approaches to
manufacturing planning and control. International journal
of operations and production management, 21, 516–524.Kerrin, M., 2002. Continuous improvement along the supply
chain: the impact of customer-supplier relations.
Integrated manufacturing systems, 13, 141–149.Lamming, R., 1993. Beyond partnership. London, UK:
Prentice Hall.Lane, D.C., 1994. ‘Modeling as learning: a consultancy
methodology for enhancing learning in management
teams, In: J.D.W. Morecroft and J.D. Sterman, eds.
Modeling for learning organizations. Portland, OR:
Productivity Press, 85–117.
Leonard, D. and Sensiper, S., 2003. ‘The role of tacit
knowledge in group innovation, In: C.W. Choo and
N. Bontis, eds. The strategic management of intellectual
capital and organizational knowledge. Oxford: Oxford
University Press, 485–499.Macoubrie, J., 2003. Logical argument structures in decision-
making. Argumentation, 17, 291–313.Malone, T.W. and Crowston, K., (1990). What is coordina-
tion theory and how can it help design cooperative work
systems? In: Proceedings of CSCW 90: 3rd Conference on
Computer Supported Cooperative Work, held in Los
Angeles, CA, 8–10 October. New York: ACM, 357–370.Martial, F., 1992. Coordinating plans of autonomous agents.
Lecture notes in artificial intelligence 610. Heidelberg,
Germany: Springer-Verlag.
Merli, G., 1991. Co-Makeship. Cambridge, MA: Productivity
Press.
Mertins, K. and Jochem, R., 2001. Integrated enterprise
modelling: a method for the management of change.
Production planning & control, 12 (2), 137–145.Middel, R., Gieskes, J., and Fisscher, O., 2005. Driving
collaborative improvement processes. Production planning
& control, 16 (4), 368–377.
Miller, J.A., et al., 2001. Research and commercial oppor-
tunities in web-based simulation. Simulation practice and
theory, 9, 55–72.
Muckstadt, J.A., et al., 2001. Guidelines for collaborative
supply chain design and operation. Information systems
frontiers, 3/4, 427–453.Nahapiet, J. and Ghosal, S., 1998. Social capital, intellectual
capital and organizational advantage. Academy of manage-
ment review, 23 (2), 223–229.Papert, S., 1980. Mindstorms: children, computers and
powerful ideas. New York, NY: Basic Books.Raccah, P.-Y., 1990. Modelling argumentation and
modelling with argumentation. Argumentation, 4,
447–483.
Reeve, J.M., 2002. The financial advantages of the lean
supply chain. Supply chain management review, March/
April, 42–49.Rescher, N., 1970. The coherence theory of truth. Oxford,
UK: Oxford University Press.Rich, N. and Hines, P., 2000. ‘Deploying strategic
management in the value stream, In: P. Hines,
R. Lamming, D. Jones, P. Cousins and N. Rich, eds.
Value stream management: strategy and excellence in the
supply chain. Harlow: Financial Times/Prentice Hall,
99–133.Riis, J.O., Dukovska-Popovska, I., and Johansen, J., 2006.
Participation and dialogue in strategic manufacturing
development. Production planning & control, 17 (2),
176–188.
Rother, M. and Shook, J. 1998. Learning to see: value stream
mapping to add value and eliminate muda. Brookline, MA:
The Lean Enterprise Institute.Sako, M., 1992. Prices, quality and trust. UK/US: Cambridge
University Press.Schwartz, M., 2003. ‘A multilevel analysis of the strategic
decision processes and the evolution of shared beliefs,
In: B. Chakravarthy, G. Mueller-Stewens, P. Lorange and
C. Lechner, eds. Strategy process: shaping the contours of
the field. Oxford: Blackwell Publishing, 110–136.Shi, Y. and Gregory, M., 2005. Emergence of global
manufacturing virtual networks and establishment of new
manufacturing infrastructure for faster innovation and firm
growth. Production planning & control, 16 (6), 621–631.Slack, N. and Lewis, M., 2002. Operations strategy. Harlow,
UK: Financial Times/Prentice Hall.Samaddar, S., Nargundkar, S., and Daley, M., 2005. Inter-
organizational information sharing: the role of supply
network configuration and partner goal congruence.
European journal of operational research, 174 (2),
744–765.Stevens, G., 1989. Integrating the supply chain. International
journal of physical distribution and materials management,
19 (8), 3–8.
Taylor, S.J.E., 2001. Netmeeting: a tool for collaborative
simulation modelling. International journal of simulation:
systems, science and technology, 1, 59–68.Taylor, W.A., 2004. Computer-mediated knowledge
sharing and individual user differences: an exploratory
Production Planning & Control 51

Dow
nloa
ded
By:
[HE
AL-
Link
Con
sorti
um] A
t: 09
:28
1 Fe
brua
ry 2
008
study. European journal of information systems, 13,52–64.
Teece, D.J., 2001. ‘Strategies for managing knowledge assets:the role of firm structure and industrial context,In: I. Nonaka and D. Teece, eds. Managing industrialknowledge: creation, transfer and utilization. London: Sage
Publications, 125–144.Umeda, S. and Zhang, F., 2006. Supply chain simulation:generic models and application examples. Production
planning & control, 17 (2), 155–166.
Vollman, T.E., Berry, W.L., and Whybark, D.C., 1997.Manufacturing planning and control systems. 4th ed.
Boston, MA: Irwin McGraw-Hill.Van Eemeren, F.H., et al., 1996. Fundamentals of argumenta-tion theory. Mahwah, NJ: Lawrence Erlbaum Associates.
Wernerfelt, B., 1984. A resource-based view of the firm.
Strategic management journal, 5, 171–180.Womack, J.P. and Jones, D.T., 2003. Lean thinking: banishwaste and create wealth in your corporation, 2nd ed. revised
and updated. New York, NY: Free Press.
52 E.D. Adamides et al.