SbP and γ-SbAs Robust Two-Dimensional Ferroelectricity in ...

Process Development towards
Robust Manufacturing Route to
Inhaled API, AZD7594
Bharti Patel, Chemical Development, Pharmaceutical Technology & Development, Operations, AstraZeneca, Macclesfield, UK
September 2021

2
Introduction to
AZD7594
Route history & 2nd
Generation Route
Development of 3rd
Generation Route
C4a Manufacture
Further
Development of 3rd
Generation Route
C4b Manufacture
Summary
Outline

3
• 3 chiral centres – potential to form 8 stereoisomers
• iSGRM inhaled selective glucocorticoid receptor modulator
• Used in combination with MABA - muscarinic antagonist β2−agonist
• Therapeutic area Asthma & COPD
• Both APIs are non steroidal
Introduction
to AZD7594

(R)(S)NH
O
O
N
F
N
OMe
N
N
F
X
(R)(S)NH
OH
OMe
PGN O
(S)(S)
O
OMeN
N
F
HO
PG
N(S)
(S)OMe
(S)(S)
NPG
S
O O
O
OMe
O
(S)(S)
N
CF3
OMe
F
F
F
PG
Route History – Previous CD AZD5423
Tetrahedron: Asymmetry,
17(20), 2884-2889; 2006
Org. Lett. 2007, 9, 3283−3286
Tetrahedron 2008, 64,
11110−11114Monatshefte fuer Chemie,
136(5), 739-746; 2005
Synlett,(2) 243-246; 2007
• First Generation Route used for C2
• Problematic Ullmann Coupling
• 27% Yield requiring chromatography

5
Route History - Cyclic Sulfamidates on model substate
Protecting group % Yield Sulfamidite % Yield Sulfamidate % Yield Aryl ether
BOC 95 80 80
CF3CO 13 failed
Benzyl 68 13
L-Ephedrine 78 72 50
BOC SS alcohol 80 50 Failed!!

Other Electrophiles
6
Tetrahedron 2008, 64
11110-11114

7
Protecting group Yield of Aryl ether
NH
(S) (R)OH
O
O
O
F F
Protecting
Group
Strategy36% Yield
85% Yield
Clean double
inversion

Pd2(dba)3
tBuXPhos
Cs2CO3
2-Me-THF
i. Aq NaOH
ii 6N HCl in IPA
NaOH aqueous
T3P (50% in EtOH)
NEt3 DCM
Me-THFMsCl/TEA
Mg, THF:Toluene
Al iso-PropoxideIPA:Toluene
HCl in IPA
HN
O
O
OH
FF
HO
Boc
NH
O
N
O
Boc
NH
O
OH
H2N
O
O
OHBoc
NH
O
O
OH
O
OBr
N
N
HN O
O
O
H2N
O
O
OH
O
O
N
O
O
NH
F
F
O
O
N
O
HN O
N
H2N O
HO
N
O
HN O
N
HO
N
O
OH
N
HO
NH
N
O
O
II
O
OH
N
N
HN O
O
O
O
O
N
Boc
NH
O
O
O
HO
N
O
O
N
HCl
HClHCl
HCl
1,3-dimethyl barbituric acidPd(dppf)Cl2.CH2Cl22-Me-THF
Br
TEA/MeCN
T3P in EtOAcDCM/TEA
N+
O
O
H2SO4
CDI MeOH
Diallyl aziridinium route – 2nd generation

HTS for Copper catalysed Ullmann Coupling
9
React. Chem. Eng., 2019,4, 1658-1673

10
MsCl / TEA2-Me-THF
N(S) (R)
OH
O
O
O
O
(R)(S)N
O
N
O
HN (R)
O
N
N(S) (R)
OMs
O
O
HO
N
O
HN O
N
Aqueous NaOH
N(S)
(S)
O
O
MsO
Aziridinium Stability

Rate of Hydrolysis – Diallyl vs Dibenzyl
11
1-R=Allyl
2-R=Benzyl
3-R=Allyl
4-R=Benzyl5-R=Allyl
6-R=Benzyl
7-R=Allyl
8-R=Benzyl
2
8
7
1• Hydrolysis coupled with extraction
• Log Kp Diallyl 4.7 vs Dibenzyl 6.6
• Hydrolysis of diallyl 25 times faster
• J. Org. Chem. 2019, 84, 4629−4638

New Route – Dibenzyl Aziridinium – 3rd Generation Route
12

13
• Select supplier
• Commercial suppliers considered
• Transfer technology to supplier
• Further optimisation
• Carry out Manufacture Campaign 4a
• Deliver 100Kg of API (5kg upfront)
What Next?

MsCl/TEAMe-THF
NaOH (aq)
2.
1. Pd/C H2
OH2N
NH
N
HO
OH
O
I
HN
O
O
I
N
N
HN O
O
OH2N
O
O
O
O
OH
O
OH
O
OH
O
O
Bn2NHO
N
N
O
HN O
O
OH
FFO
O
NH
FF
O
O
N
O
HN O
N
N
N
HN O
O
O
O
O
Bn2N
HCl
MeOH/TFA
1. K2CO3
2. CDI
3.
MeTHF
1. SOCl2pyridine/toluene
2.K2CO3 (aq)
CuI/ Base/Ligand
Solvent
N+
O
O
BnBn
MsO
Technical Scope – Process Design & Optimisation for C4a
14
• Assess schotten Baumen for scale up
• Process design
• Select best conditions
• Develop isolation
• Hydrogenolysis Catalyst Screen• Develop suitable control strategy
• understanding impact on particle properties
• Deliver 100Kg API/5Kg upfront – meeting spec
• JOC. 2019, 84, 4629−4638
• Optimisation for scale-up

15
• Polar aprotic favour O-Arylation – toluene/dioxane favour N-Arylation
(J. Am. Chem. Soc. 2009, 47,17423)
• Further screens with toluene and dioxane
Work up
1. Add aqueous NaOH and wash with MTBE to remove non-phenolic impurities
2. Add HCl to adjust pH to pH7 and isolate by filtration (85% yield)
Properties
• Dark grey/green solid (85%ww)
• 2% (20000ppm Copper)
• Insoluble in most organic solvents
Optimisation
Ullmann
Coupling

16
Controlling copper from 20000ppm to 20ppm –at subsequent stage
Charge celite
Filter gel
charge HCl pH7
Charge celite
Filter phenol
Charge citric acid
Phase separation
Charge NH3
Phase separation
Charge NaOH
Phase separation
Charge methanol
Solvent swap from MeTHF
Copper <20ppm
Insoluble Phenol Ullmann product – 85%ww – dark grey/green

17
Catalyst & Solvent Screen
Catalyst %a Monobenzyl %a Product
Noblyst P1086 5wt% Pd 82 7
Noblyst P1092 5wt% Pd 28 62
Noblyst P1145 5wt% Pd 74 16
Noblyst P1068 5wt% Pd 80 3
Noblyst P1070 10wt% Pd 67 23
Noblyst P1141 10wt% Pd 48 42
5mol% P1092 catalyst
4Bar Pressure
50C
TFA (1.0eq)
MeOH
O
O
H2NO
NN
HN O
O
O
O
H2NO
NN
HN O
O
Exact Mass: 518.25
Exact Mass: 520.27
Temperature and solvent
dependant

MsCl/TEA
Me-THF
NaOH (aq)
2.
1. Pd/C H2
OH2N
NH
N
HO
OH
O
I
HN
OO
I
N
N
HN O
O
OH2N
O
O
OO
OH
O
OH
O
OH
O
O
Bn2N
HO
N
N
O
HN O
O
OH
FFO
O
NH
FF
O
O
N
O
HN O
N
N
N
HN O
O
O
O
O
Bn2N
HCl
MeOH/TFA
1. K2CO3
2. CDI
3.
MeTHF
1. SOCl2pyridine/toluene
2.K2CO3 (aq)
CuI/ K3PO4
1,4-dioxane
HNNH
N+
O
O
BnBn
MsO
Pilot Campaign to Deliver 5Kg
18
• significant hydrolysis of acid chloride
resulting in 20% lower yield on scale
• Yield and quality as expected
• 85% yield, 85%ww
• Complex work up to control copper
• very challenging on scale
• Dark phase separations- yield loss
• 800g of Crude API
• 2.0Kg in solution
• Contains 0.9% Urea impurity
• Over hydrogenated imp – 0.4%
• Over - hydrogenation

19
CD
Potential CQAs
• Impurities
• Physical properties
Formulation
Potential CQAs
• Delivered Dose
CD
Potential CQAs
• Impurities
• Assay
Control Particle properties key for inhaled APIs
Micronized
APIPure API
Key Risk New
Imps impacting
particle
properties
Crude API API Product

20
0
1
2
3
4
5
6
7
0 0.48 0.65 0.9
SS
A g
/m2
Urea %area
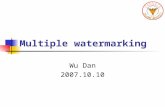
Relationship between Urea impurity and SSA
SSA…
Urea impurity Impacting Particle Properties
Urea impurity

21
• DoE on Schotten Baumen –stage 6
• Agitation/mixing is critical for conversion
• Further optimisation of stage 8 work-upOptimisation
prior to
100Kg GMP
campaign

22
Furoate salt a
good control
point?
Impurity % area prior to
crystallisation
% area after
crystallisation
Purge factor
Phenol 1.4 0.4 3.8
Dibenzyl 5.6 0.8 6.8
Mono benzyl 6.2 2.0 3.1
Over hydrog M+4 0.8 (0.27% typical) 0.5 1.6
Over-hydrog M+6 1.3 (0.80% typical) 0.7 1.8

Controlling Urea & other species in CDI coupling
23
Urea IM Urea
• SURE study on all stages

MsCl/TEAMe-THF
NaOH (aq)
2.
1. Pd/C H2
OH2N
NH
N
HO
OH
O
I
HN
O
O
I
N
N
HN O
O
OH2N
O
O
O
O
OH
O
OH
O
OH
O
O
Bn2NHO
N
N
O
HN O
O
OH
FFO
O
NH
FF
O
O
N
O
HN O
N
N
N
HN O
O
O
O
O
Bn2N
HCl
MeOH/TFA
1. K2CO3
2. CDI
3.
MeTHF
1. SOCl2pyridine/toluene
2.K2CO3 (aq)
CuI/ K3PO4
1,4-dioxane
HNNH
N+
O
O
BnBn
Stage 6 Stage 7
Stage 8
Stage 9Stage 10
MsO
C4a GMP Campaign – Significant Challenges
24
• Smooth manufacture 85-90% yield
• Excellent engineering input SURE
• Add ROCl through dip pipe
• 46Kg>98%ww
• 0.6% Urea impurity
• <0.2% Over-hydrog impurities
• Cu/Pd <20ppm
• Smooth manufacture (85% yield)
• Normal dark solid (85%ww)
• Very long cycle times (165hr)
• Very long celite filtration
• Very long phase separation
• Missed phase separations
• 6-10 days
• 1 bx stalled
• lab analysis showed pH13
• Hydrolysed phenol

25
Further 200Kg of
API required ASAP
Initiate Manufacture
C4b
Key Risks
• TT to a second supplier
• Stage 8 not manufacturable
• hydrogenolysis requires further optimisation
• Need to control Urea impurity
• Process Design for all stages required

Stage 8 –Work Up -Manufacturability!!
26
Why so dark?
• Coloured Phenoxide anion
• Assay 85%ww -Cu 20000ppm
• Indole oxidation & Cu catalysed dimerization known in the literature
Future Sci OA, 2018, 4, FSO280-FSO280 Eur. J. Org. Chem. 2002, 12, 1952-1955
What to do?
Purification of Phenol at source?
Poor solubility precluded
• Use of solid phase scavenger
• Aqueous soluble scavengers
• Recrystallisation

27
Options

Stage 7 & 8 Results
28
Option 3 B-H
Yield 90%
Assay 98%ww
Pd <20ppm
Option 2 – Ullmann
Yield 85%
Assay 85%ww
Cu 20000ppm
Option 4 modified Ullmann
Yield 54%
Assay 95%ww
Copper 16-100ppm
Option 1 – C3
Yield 77%
Assay 95%
Pd 500-1000ppm

Decision Criteria - Safety Environment Legal Economic Control Throughput
29
Stage SELECT Criteria Option 1Option 2Ullmann
Option 3New B-H
Option 4New Ullmann
Stage 7 Control
Assay (wt%) 93 85 98 95
Impurities
Metal Content (ppm) 1,000 Pd 20000 Cu 30-50 Pd 16-100 Cu
Purity (a%) 96 94 98 96
Stage 8
Control
Impurities
Metal Content (ppm) 400 Pd 15 Cu 25 Pd n/a
Purity (a%) 94 93 97 94
Environment PMI (kg/kg) 300 45 65 90
Throughput Manufacturability
AZD7594 Economic Cost of goods ($/kg) 36,000 26,000 16,800 26,000

C4b - Stage 8 development
30
C4a C4b
Serendipitous discovery
• Extra control point required
• Historically thought to be amorphous
• Failed to form crystalline salt despite screening

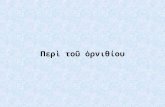
Phenol Intermediate Steep Solubility at pH >12
31
-7.00E+00
-6.00E+00
-5.00E+00
-4.00E+00
-3.00E+00
-2.00E+00
-1.00E+00
0.00E+00
8 9 10 11 12 13 14 15
log
S
pH
Predicted
Measured
Solubility
behaviour too
steep
O
HN
O
N
HO
NpKa 9.07
Risks• Poor selectivity below CMC <pH12
• aziridinium hydrolysis pathway more prevalent <pH12 (no high local
concentration of phenolate)
• pH control added

C4b - Stage 9 development – Optimisation of temperature
32
50C - 0.27 % area
30C - ND
50C 0.85 % area
30C - 0.30 % area

Stage 10 – Process Design to avoid Urea impurity
33
Urea imp
Alternative coupling reagents

DoE Optimisation
34
• Higher temperature and low pivaloyl chloride/DFPA acid stoichiometry increased
t-butyl amide impurity
• Well fitted model obtained
t-butyl amide impurity 8% in initial screen
+O
OHF
F
O
Cl
O
O
O
F
F
AZD7594 crude
+O
NH
RF
F
O
OH
NH2R

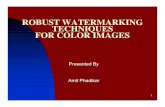
Mechanistic Understanding - How does t-butyl imp form?
35
19F NMR ~10min19F NMR ~10min
K= 1.87 L/mol.sK= 3.81e-3 L/mol.s
• Increasing the concentration of mixed anhydride decreases formation of tButyl amide imp.
• Increasing DFPA decreases formation of tButyl amide imp.
• Fast addition decreases formation of tButyl amide imp
• No impact on particle properties
2.0eq 1.6eq
1.0eq

MsCl/TEA
2-MeTHF
NaOH (aq)
2.
1. Pd/C H2
OH2NNH
N
HO
HN
OO
Br
N
N
HN O
O
OH2N
O
O
OO
OH
O
OH
O
OH
O
O
Bn2N
HO
N
N
O
HN O
O
OH
FFO
O
NH
FF
O
O
N
O
HN O
N
N
N
HN O
O
O
O
O
Bn2N
HCl
MeOH/TFA
1. SOCl2DIPEA/Anisole
2.N+
O
O
BnBn
MsOOH
O
Br
1.Pivaloyl Chloride, DIPEA
2.
MeCN
Pd(dba)2
tBuXPhos
2-MeTHF
K3PO4
36
C4b Manufacture Summary -240Kg Crude API
2 x 200 kg scale
86% yield
Assay >98%ww
3 x 96 kg scale
88% yield
Assay >99%ww
4 x 60 kg scale
91% yield
>98%ww, Pd <50ppm
2 x 120 kg scale
93% yield
Assay >99%ww
Pd <10ppm
2 x 130 kg scale
86 % yield
Assay >99%ww

37
2nd Generation Route C3 3rd Generation Route C4a 3rd Generation Route New Process C4b
• PMI from 718 to 414 Kg/Kg
• Waste 718 to 414 tonne/year
• CoG 36,000 to 16,800 $/Kg
• Less steps
• B-H improved robustness
• Dramatic downstream
Improvements
• Extra control points
• Robust control strategy
• Well understood PivCl
coupling
Summary
Overall Reduction:

38
Ian Ashworth, Gulsevim Aydin, Matt Ball, James Barber , Tom Bishop,
Derek Bradley, Matt Burns, Andy Campbell, Lai Chan,
Stella Chronaiou, Rob Cox, David Dave, Heidi Fisk, Laura Hamilton,
Claire Heffernan, Shelley Jenkin, David Hose, Jean-Marc Henry,
Billy Hicks, Stephen Holman, Dylan Jones , Martin Jones, Joel Le Bars ,
Valerie Loader, Claire MacLeod, Angus McMillan, Alex Mullen,
Gary Noonan, Jeremy Parker, Michael Pilling, Mohammed Pervez,
Steven Raw, Tom Ronson, David Streather, Alan Steven,
Simone Tomasi, Louise White, Dave Whittaker, Stephen Wren.
Thank You!!
to a Fantastic
team at AZ