Plăcuţă de frezare amovibilă LPGT0102.. pentru freză 16/4 ... · PDF file⌀ D / Număr...
1
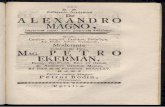
Recomandat/ v c [m/min] Cod ISO N N N P P P P P H H H H H M M S S K 22 1946 200 180 160 140 100 180 ○ ● ● 22 1947 160 120 60 ○ ● ● 22 1949 240 30 ● ○ ○ Tip ST1400 INOX S f z mm 25A 22 1946 LPGT 010210 ER-GM PR1525 XXX – – 10 0,4 25A 22 1947 PR1535 – XXX – 10 0,3 25A 22 1949 CA6535 – – XXX 10 0,25 Rază de programare la a p max mm 1,2 Plăcuţă de frezare amovibilă LPGT0102.. pentru freză pentru avansuri foarte ridicate MFH micro Plăcuţă amovibilă cu 2 tăişuri. Notă: Valori de referinţă pentru a e = 0,3×D / a p = 0,3 mm. 22 1946 22 1947 22 1949
-
Upload
nguyendien -
Category
Documents
-
view
222 -
download
0
Transcript of Plăcuţă de frezare amovibilă LPGT0102.. pentru freză 16/4 ... · PDF file⌀ D / Număr...

⌀ D / Număr de
dinţi Z
25O 22 1943 Număr de
dinţi Z
⌀ D3 ap max ⌀ D1 h6
Ltot Filet de prindere M
Frezare circulară a găurii
⌀ Dmin
Frezare circulară a găurii
⌀ Dmax
Unghi de aşezare cu înclinaţie
αmax
Lungime de aşe-zare cu înclinaţie
αmax
Freză pentru avansuri foarte mari
MFH micromm cu filet mm mm mm mm mm mm grad mm8/1 XXX 1 4,2 0,5 6,5 17 M6 12,5 14 4 7,1
10/2 XXX 2 6,2 0,5 6,5 17 M6 16,5 18 3 9,512/3 XXX 3 8,2 0,5 6,5 17 M6 20,5 22 2 14,314/3 XXX 3 10,2 0,5 6,5 17 M6 24,5 26 1,5 19,116/4 XXX 4 12,2 0,5 8,5 22 M8 28,5 30 1,2 23,8
Recomandat/ vc [m/min]
Cod ISO N N N P P P P P H H H H H M M S S K 22 1946 200 180 160 140 100 180 ○ ● ●22 1947 160 120 60 ○ ● ●22 1949 240 30 ● ○ ○
Tip ST1400 INOX S fz mm
25A 22 1946
LPGT 010210 ER-GM
PR1525 XXX – – 10 0,4
25A 22 1947 PR1535 – XXX – 10 0,3
25A 22 1949 CA6535 – – XXX 10 0,25
Rază de programare la ap max mm 1,2
Plăcuţă de frezare amovibilă LPGT0102.. pentru freză pentru avansuri foarte ridicate MFH micro
Plăcuţă amovibilă cu 2 tăişuri.
Notă: Valori de referinţă pentru ae = 0,3×D / ap = 0,3 mm.
22 1946 22 1947 22 1949
Indicaţii de utilizare pentru MFH microi
Raza de programare
mm
Contur maxim
prelucrat mm (A)
Contur maxim
neprelucrat mm (B)
1,0 0 0,211,2 0 0,171,5 0,08 0,12,0 0,28 0,01
Contur






![d } Ç W í X & ] v ] Z / } v } Z } v µ ] À ] Ç î X Z ...earthweb.ess.washington.edu/holzworth/ess471-503/lectures/... · 1rz ohwv uhodwh wkh lrqrvskhulffxuuhqwv wr wkh ilhog](https://static.fdocument.org/doc/165x107/5c12924d09d3f224238b4637/d-c-w-i-x-v-z-v-z-v-a-c-i-x-z-1rz-ohwv-uhodwh.jpg)

![K Z d b zmEm d '7 &Pzm - megaboard.com.tr · d >K í / f o 7 o l v o ] l Ç v R ] ~ í ì ...](https://static.fdocument.org/doc/165x107/5c125e9109d3f2b60f8d6c28/k-z-d-b-zmem-d-7-pzm-d-k-i-f-o-7-o-l-v-o-l-c-v-r-i-i-.jpg)
![Primul cuvânt D · Primul cuvânt 342 D d, D, s.m. "litera d/D "; "sunetul [d]" "litera §/» "; "sunetul [§]" "grupul de litere dh/DH " "sunetul [dh/ δ]" d, D , s.f. invar.: cu](https://static.fdocument.org/doc/165x107/5e4b02b8ccbf8f281c58ecc6/primul-cuvnt-d-primul-cuvnt-342-d-d-d-sm-litera-dd-sunetul.jpg)