ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ & ΕΛΕΓΧΟΣ ΠΟΙΟΤΗΤΑΣ · 28/5/2014 5...
19
28/5/2014 1 ΔΙΟΙΚΗΣΗ ΒΙΟΜΗΧΑΝΙΚΩΝ ΕΠΙΧΕΙΡΗΣΕΩΝ III Ι. Γιαννατσής ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ & ΕΛΕΓΧΟΣ ΠΟΙΟΤΗΤΑΣ Η ΣΗΜΑΣΙΑ ΤΗΣ ΠΟΙΟΤΗΤΑΣ • Η ποιότητα των παρεχόμενων προϊόντων/υπηρεσιών αποτελεί τον σημαντικότερό ίσως παράγοντα για την επιβίωση μιας επιχείρησης • Συνδέεται κατά κύριο λόγο με τις απαιτήσεις και ανάγκες των πελατών • Εξετάζεται σε τέσσερις φάσεις: – Διαμόρφωση πολιτικής/στρατηγικός προγραμματισμός – Σχεδιασμός προϊόντων/υπηρεσιών – Παραγωγή προϊόντων/υπηρεσιών – Διανομή και Διακίνηση προϊόντων/υπηρεσιών
Transcript of ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ & ΕΛΕΓΧΟΣ ΠΟΙΟΤΗΤΑΣ · 28/5/2014 5...

28/5/2014
1
ΔΙΟΙΚΗΣΗ ΒΙΟΜΗΧΑΝΙΚΩΝΕΠΙΧΕΙΡΗΣΕΩΝ III
Ι. Γιαννατσής
ΠΡΟΓΡΑΜΜΑΤΙΣΜΟΣ &ΕΛΕΓΧΟΣ ΠΟΙΟΤΗΤΑΣ
Η ΣΗΜΑΣΙΑ ΤΗΣ ΠΟΙΟΤΗΤΑΣ
• Η ποιότητα των παρεχόμενων προϊόντων/υπηρεσιώναποτελεί τον σημαντικότερό ίσως παράγοντα για τηνεπιβίωση μιας επιχείρησης
• Συνδέεται κατά κύριο λόγο με τις απαιτήσεις και ανάγκεςτων πελατών
• Εξετάζεται σε τέσσερις φάσεις:– Διαμόρφωση πολιτικής/στρατηγικός προγραμματισμός– Σχεδιασμός προϊόντων/υπηρεσιών– Παραγωγή προϊόντων/υπηρεσιών– Διανομή και Διακίνηση προϊόντων/υπηρεσιών

28/5/2014
2
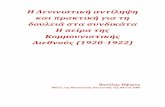
Βελτίωση ποιότηταςΒελτίωση ποιότητας
Αύξηση κερδώνΑύξηση κερδών
Ελάττωση κόστουςεπεξεργασίας
Ελάττωση κόστουςεπεξεργασίας
Μείωσηαποθέματος
Μείωσηαποθέματος
Μείωση κόστουςκεφαλαίου
Μείωση κόστουςκεφαλαίουΜείωση κόστους
παραπόνων καιεγγυήσεων
Μείωση κόστουςπαραπόνων και
εγγυήσεων
Μείωση κόστουςανακατεργασίας και
σκάρτων
Μείωση κόστουςανακατεργασίας και
σκάρτων
Μείωση κόστουςεπιθεώρησης και
δοκιμών
Μείωση κόστουςεπιθεώρησης και
δοκιμών
Αύξησηπαραγωγικότητας
Αύξησηπαραγωγικότητας
Μείωση κόστουςσέρβις
Μείωση κόστουςσέρβις
Βελτίωση εικόναςΒελτίωση εικόνας
Αύξηση οικονομιώνκλίμακας
Αύξηση οικονομιώνκλίμακας
Μείωσηανταγωνισμού με
βάση την τιμή
Μείωσηανταγωνισμού με
βάση την τιμή
Αύξηση όγκουπωλήσεων
Αύξηση όγκουπωλήσεων
ΑύξησηεσόδωνΑύξησηεσόδων
Η υψηλή ποιότητα ελαττώνει το κόστος και αυξάνει τα έσοδα
Μείωσηλειτουργικού
κόστους
Μείωσηλειτουργικού
κόστους
Πηγή: N.Slag,S.Chambers,R.Johnston,«ΔιοίκησηΠαραγωγήςΠροϊόντων &Υπηρεσιών», 5η
έκδ., Κλειδάριθμος
ΠΡΟΣΕΓΓΙΣΕΙΣ ΤΗΣ ΠΟΙΟΤΗΤΑΣ
• Προσέγγιση της υπεροχής: Επίτευξη του καλύτερουδυνατού σε σχέση με τις προδιαγραφές ενός προϊόντος ήμιας υπηρεσίας
• Προσέγγιση βάσει κατασκευής: Αποφυγή σφαλμάτων κατάτην παραγωγική διαδικασία
• Προσέγγιση βάσει χρήστη: Καταλληλότητα προϊόντος /υπηρεσίας για ένα συγκεκριμένο πελάτη
• Προσέγγιση βάσει προϊόντος: Σύνολο χαρακτηριστικώνπροϊόντος / υπηρεσίας που ικανοποιεί τον πελάτη
• Προσέγγιση βάσει αξίας: Ο λόγος της προσφερόμενηςποιότητας προς το αντίστοιχο κόστος

28/5/2014
3
ΠΡΟΣΕΓΓΙΣΕΙΣ ΤΗΣ ΠΟΙΟΤΗΤΑΣ
• Ποιότητα από την πλευρά της παραγωγής: Ποιότητα είναι ησυνεπής και αδιάκοπη συμμόρφωση στις προσδοκίες τωνπελατών.– Διοίκηση Ολικής Ποιότητας: Ολοκληρωμένη φιλοσοφία
διοίκησης ενός οργανισμού με στόχο τη συνεχή βελτίωσητων προϊόντων/υπηρεσιών
• Ποιότητα από την πλευρά του πελάτη: Υποκειμενικήαντίληψη του πελάτη για την ποιότητα του προσφερόμενουπροϊόντος
ΓΕΝΙΚΟΣ ΟΡΙΣΜΟΣΠοιότητα: Ο βαθμός εναρμόνισης μεταξύ των προσδοκιώνκαι της αντίληψης του πελάτη για το προϊόν ή υπηρεσία
Προσδοκίεςτων πελατώνγια το προϊόν
ή τηνυπηρεσία
Αντιλήψειςτων πελατώνγια το προϊόν
ή τηνυπηρεσία
Χάσμα
Η αντιληπτήποιότητα είναικακή
Η αντιληπτήποιότητα είναικαλή
προσδοκίες >αντιλήψεις
προσδοκίες =αντιλήψεις
προσδοκίες <αντιλήψεις
Η αντιληπτή ποιότητα ορίζεται από το μέγεθος και την κατεύθυνσητου χάσματος μεταξύ των προσδοκιών των πελατών και των
αντιλήψεών τους για το προϊόν ή την υπηρεσία
Χάσμα
Η αντιληπτήποιότητα είναιαποδεκτή
Προσδοκίεςτων πελατώνγια το προϊόν
ή τηνυπηρεσία
Αντιλήψειςτων πελατώνγια το προϊόν
ή τηνυπηρεσία
Προσδοκίεςτων πελατώνγια το προϊόν
ή τηνυπηρεσία
Αντιλήψειςτων πελατώνγια το προϊόν
ή τηνυπηρεσία

28/5/2014
4
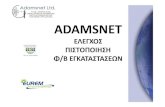
Ο τομέας τηςλειτουργίας παραγωγής
Η έννοια της διοίκησηςγια το προϊόν ή
υπηρεσία
Ο τομέας τουπελάτη
Προηγούμενεςεμπειρίες Προφορικά σχόλια Εικόνα προϊόντος ή
υπηρεσίας
Οι προδιαγραφέςποιότητας του ίδιου
του πελάτη
Οι προδιαγραφέςποιότητας τουοργανισμού
Το πραγματικό προϊόν ήυπηρεσία
Προσδοκίες του πελάτηγια ένα προϊόν ή
υπηρεσία
Αντιλήψεις του πελάτηγια το προϊόν ή την
υπηρεσία
Χάσμα 1
Χάσμα 2Χάσμα 3
Χάσμα 4
Ένα μοντέλο της ποιότητας βασισμένο στα «χάσματα»
Χάσμα;
Ενέργειες που απαιτούνται για ναδιασφαλιστεί υψηλή αντιληπτή ποιότητα Κύριος υπεύθυνος στην
οργάνωση
Χάσμα 1
Χάσμα 2
Χάσμα 3 Παραγωγή
Χάσμα 4 Μάρκετινγκ
Διασφάλιση της συνέπειας μεταξύ τωνεσωτερικών προδιαγραφών ποιότητας και τωνπροσδοκιών των πελατών
Διασφάλιση της ανταπόκρισης των εσωτερικώνπροδιαγραφών στην επιδιωκόμενη ιδέα ήσχέδιο
Διασφάλιση της εναρμόνισης του πραγματικούπροϊόντος ή υπηρεσίας στο καθορισμένοεσωτερικό επίπεδο ποιότητας
Διασφάλιση της τήρησης των υποσχέσεων πουδίδονται στους πελάτες ότι αυτά που ζητούνθα πραγματοποιηθούν από την παραγωγή
Μάρκετινγκ, παραγωγή,ανάπτυξη προϊόντων ήυπηρεσιών
Μάρκετινγκ, παραγωγή,ανάπτυξη προϊόντων ήυπηρεσιών
ΚΑΛΥΨΗ ΧΑΣΜΑΤΟΣΑΝΤΙΛΗΨΗΣ-ΠΡΟΣΔΟΚΙΑΣ

28/5/2014
5
Λειτουργικότητα – πόσο καλά κάνει τη δουλειά του τοπροϊόν ή η υπηρεσίαΕμφάνιση – η αισθητική έλξη, η όψη, η υφή, ο ήχοςκαι η οσμή του προϊόντος ή της υπηρεσίαςΑξιοπιστία – η συνέπεια της απόδοσης του προϊόντοςή της υπηρεσίας κατά την πάροδο του χρόνουΑνθεκτικότητα – η συνολική ωφέλιμη ζωή του προϊόντοςή της υπηρεσίαςΑποκατάσταση – η ευκολία με την οποία μπορούν ναδιορθωθούν ή να επιλυθούν τα προβλήματα του προϊόντος ήτης υπηρεσίαςΕπαφή – η φύση της προσωπικής επαφής πουμπορεί να πραγματοποιηθεί
ΧΑΡΑΚΤΗΡΙΣΤΙΚΑ ΠΟΙΟΤΗΤΑΣΠΡΟΪΟΝΤΟΣ/ΥΠΗΡΕΣΙΑΣ
ΕΛΕΓΧΟΣ ΠΟΙΟΤΗΤΑΣ• Αφορά συνήθως την φάση της παραγωγής και συγκεκριμένα τον
ποιοτικό έλεγχο των πρώτων υλών, των προϊόντων στα διάφοραστάδια της παραγωγής, και των τελικών προϊόντων
• Κατά τον έλεγχο μετρώνται: Έλεγχος μέσω Ιδιοτήτων του προϊόντος
– Ποιοτική αξιολόγηση = Καλό/Κακό, Σωστό/Λάθος,Λειτουργεί/Δεν λειτουργεί …
– Σχετικά απλός Έλεγχος μέσω μεταβλητών
– Ποσοτική αξιολόγηση συγκεκριμένων μεγεθών (π.χ. βάρος,ισχύς, μήκος …)
– Πιο περίπλοκος αλλά και πιο χρήσιμος γιατί ανιχνεύεισυγκεκριμένες αιτίες αποκλίσεων

28/5/2014
6
Ιδιότητες και μεταβλητές στη μέτρηση της ποιότητας
Ιδιότητες Μεταβλητές
Ελαττωματικό ήμη ελαττωματικό;
Μετριούνται σε συνεχείςκλίμακες
Η λάμπα δουλεύει ήδεν δουλεύει Διάμετρος του λαμπτήρα
Η τουρμπίνα είναιελαττωματική ή όχι Μήκος μιας ράβδου
Μεταβλητέςπράγματα που μπορούν
να μετρηθούν
Ιδιότητεςπράγματα που μπορούν να
αξιολογηθούν και μετά να γίνουναποδεκτά ή όχι
Ποιότητακαταλληλότητα στο σκοπό
Αξιοπιστίαικανότητα να συνεχίσει
να δουλεύει σε ένααποδεκτό επίπεδο
ποιότητας
Ποιότητα
Ποιότητα σχεδιασμούβαθμός κατά τον οποίο ο σχεδιασμός
πετυχαίνει το στόχο του
Ποιότητα συμμόρφωσηςΠιστότητα με την οποία η λειτουργία
παραγωγής συμφωνεί με το σχεδιασμό

28/5/2014
7
ΔΙΑΔΙΚΑΣΙΑ ΣΥΝΕΧΟΥΣ ΒΕΛΤΙΩΣΗΣ(Συμμόρφωση στις προδιαγραφές)
1. Ορίζουμε τα χαρακτηριστικά του προϊόντος (όπωςλειτουργικότητα, εμφάνιση, αξιοπιστία, ανθεκτικότητα,αποκατάσταση, επαφή)
2. Αποφασίζουμε πως θα μετρήσουμε κάθε χαρακτηριστικό(μεταβλητές, ιδιότητες)
3. Καθιερώνουμε τα πρότυπα ποιότητας4. Ελέγχουμε την ποιότητα με βάση τα πρότυπα (πότε, πως)5. Εντοπίζουμε και διορθώνουμε τις αιτίες της κακής
ποιότητας6. Συνεχίζουμε να κάνουμε βελτιώσεις
ΚΛΑΔΟΙ ΕΛΕΓΧΟΥ ΠΟΙΟΤΗΤΑΣΣτατιστικός Έλεγχος Διαδικασίας (ΣΕΔ)• Χρήση διαγραμμάτων/πινάκων ελέγχου, κατά την διαδικασία
παραγωγής , όπου αποτυπώνονται οι αποκλίσεις από ένααποδεκτό εύρος προδιαγραφών
• Μπορεί να είναι δειγματοληπτικού χαρακτήρα αλλά και καθολικός• Απεικονίζει τη μεταβλητότητα μιας διαδικασίας και βοηθά να
αναγνωρισθούν πιθανά σφάλματα• Όταν είναι σωστά σχεδιασμένος ελαχιστοποιεί την πιθανότητα
λαθών δύο τύπων:– «Αναγνώριση» προβλήματος ενώ δεν υπάρχει
(Σφάλμα τύπου Ι)– Μη αναγνώριση υπαρκτού προβλήματος (Σφάλμα τύπου ΙΙ)

28/5/2014
8
ΣΕΔ - ΔΙΑΓΡΑΜΜΑΤΑ ΕΛΕΓΧΟΥ
Η ΔΙΑΚΥΜΑΝΣΗ ΣΤΗΝ ΠΟΙΟΤΗΤΑΠΑΡΑΓΩΓΗΣ
• Μεταβλητότητα (variability): Βαθμός παρατηρούμενωναποκλίσεων προϊόντος από προδιαγραφές/σχέδιο
• Σε κάθε παραγωγική διαδικασία υπάρχει μεταβλητότητα– Συστηματική: Οφείλεται σε συγκεκριμένους αναγνωρίσιμους
παράγοντες– Τυχαία: Οφείλεται σε άγνωστους παράγοντες που είτε δεν
μπορούμε είτε δεν μας συμφέρει να υπολογίσουμε
• Η παραγωγική διαδικασία είναι υπό έλεγχο, αν όλοι οιαναγνωρίσιμοι παράγοντες εξαλειφθούν ή αναγνωριστεί ησυμβολή τους (πειραματικά)
• Η παραγωγή ελεγχόμενης ποιότητας είναι επιθυμητή γιατί:– Υπόκειται σε μαθηματική ανάλυση– Βοηθά στην βελτίωση του προϊόντος

28/5/2014
9
ΟΑ ΟΑ
ΟΑΟΑ
X
XX
X
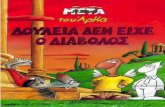
Διασπορά – ακρίβεια: Α
Στο στόχο, ή όχι – ορθότητα: Ο
ΜΕΤΑΒΛΗΤΟΤΗΤΑ ΔΙΑΔΙΚΑΣΙΑΣ ΠΑΡΑΓΩΓΗΣ
Πηγή: John S. Oakland, “Statistical Process Control”, Elsevier, 2003
ΜΕΤΑΒΛΗΤΟΤΗΤΑ ΔΙΑΔΙΚΑΣΙΑΣ ΠΑΡΑΓΩΓΗΣ

28/5/2014
10
ΙΚΑΝΟΤΗΤΑ ΔΙΑΔΙΚΑΣΙΑΣ
Απλό μέτρο για τη μέτρηση της διακύμανσης• Cp: Ικανότητα διαδικασίας (process capability)• ΑΟΑ: Ανώτατο όριο ανοχής (προδιαγραφών)• KΟΑ: Κατώτατο όριο ανοχής (προδιαγραφών)• s: Τυπική απόκλιση διαδικασίας
• Cp>1 : «Ικανή» διαδικασία• Cp<1 : «Μη Ικανή» διαδικασία
sC p 6
KOAAOA
ΣΕΔ - ΔΙΑΓΡΑΜΜΑΤΑ ΕΛΕΓΧΟΥ
Διαδικασία ελέγχου με διαγράμματα1. Καθορισμός των μεταβλητών που θα μετρηθούν
και των μονάδων2. Καθορισμός των ορίων ανοχής/ελέγχου3. Δειγματοληψία και αποτύπωση στο διάγραμμα4. Διόρθωση «αφύσικων» αποκλίσεων

28/5/2014
11
ΔΙΑΓΡΑΜΜΑΤΑ ΕΛΕΓΧΟΥ ΙΔΙΟΤΗΤΩΝ
m
ppppp m....321
Μέσος όρος ελαττωματικών:
Μέγεθος δείγματος: n (τουλάχιστον 100)
Αριθμός δειγμάτων:m (τουλάχιστον 30)ΑΟΕ/ΚΟΕ: Ανώτατο/Κατώτατο όριο ελέγχου
p
n
pps
)1(
sp 3AOE sp 3KOE
ΔΙΑΓΡΑΜΜΑ ΕΛΕΓΧΟΥ ΜΕΤΑΒΛΗΤΩΝ
Πηγή: N.Slag, S.Chambers, R.Johnston,«Διοίκηση Παραγωγής Προϊόντων &Υπηρεσιών», 5η έκδ., Κλειδάριθμος

28/5/2014
12
ΔΙΑΓΡΑΜΜΑ ΕΛΕΓΧΟΥ ΜΕΤΑΒΛΗΤΩΝ
m
XXXXX m
....321
Μέσος όρος μεταβλητής:
Μέσος όρος εύρους μεταβλητής:
Μέγεθος δείγματος: n
Αριθμός δειγμάτων:m
ΑΟΕ/ΚΟΕ: Ανώτατο/Κατώτατο όριο ελέγχου
X
RAX 2AOE
R
m
RRRRR m
....321
RAX 2KOE
RD4AOE
RD3KOE
Χαρτογράφηση ελέγχου διαδικασίας
Εναλλασσόμενη και λανθασμένη συμπεριφορά – ερευνήστε!
ΑΟΕ
ΟΕ
ΚΟΕ
Εκτός των σημείων που βρίσκονται έξω από τα όρια ελέγχου, θα πρέπει ναδιερευνηθούν και άλλες ασυνήθιστες αλληλουχίες σημείων.

28/5/2014
13
Χαρτογράφηση ελέγχου διαδικασίας
Συμπεριφορά ύποπτα κοντά στο μέσο όρο – ερευνήστε!
ΑΟΕ
ΟΕ
ΚΟΕ
Εκτός των σημείων που βρίσκονται έξω από τα όρια ελέγχου, θα πρέπει ναδιερευνηθούν και άλλες ασυνήθιστες αλληλουχίες σημείων.
Χαρτογράφηση ελέγχου διαδικασίας
Δύο σημεία κοντά στο όριο ελέγχου – ερευνήστε!
Εκτός των σημείων που βρίσκονται έξω από τα όρια ελέγχου, θα πρέπει ναδιερευνηθούν και άλλες ασυνήθιστες αλληλουχίες σημείων.
ΑΟΕ
ΟΕ
ΚΟΕ

28/5/2014
14
Χαρτογράφηση ελέγχου διαδικασίας
Πέντε σημεία στη μια πλευρά της κεντρικής γραμμής – ερευνήστε!
Εκτός των σημείων που βρίσκονται έξω από τα όρια ελέγχου, θα πρέπει ναδιερευνηθούν και άλλες ασυνήθιστες αλληλουχίες σημείων.
ΑΟΕ
Ο/Ε
ΚΟΕ
Χαρτογράφηση ελέγχου διαδικασίας
Εμφανής τάση προς μια κατεύθυνση – ερευνήστε!
ΑΟΕ
Ο/Ε
ΚΟΕ
Εκτός των σημείων που βρίσκονται έξω από τα όρια ελέγχου, θα πρέπει ναδιερευνηθούν και άλλες ασυνήθιστες αλληλουχίες σημείων.

28/5/2014
15
Χαρτογράφηση ελέγχου διαδικασίας
Ξαφνική αλλαγή επιπέδου – ερευνήστε!
ΑΟΕ
Ο/Ε
ΚΟΕ
Εκτός των σημείων που βρίσκονται έξω από τα όρια ελέγχου, θα πρέπει ναδιερευνηθούν και άλλες ασυνήθιστες αλληλουχίες σημείων.
Η μικρή διακύμανση της διαδικασίας επιτρέπει τον άμεσοεντοπισμό των μεταβολών στην απόδοση της διαδικασίας
Χρόνος
Κατανομήδιαδικασίας A
A
Χρόνος
Κατανομήδιαδικασίας A
Κατανομήδιαδικασίας B
A
B
Κατανομήδιαδικασίας B
B

28/5/2014
16
ΕΛΕΓΧΟΣ, ΕΚΜΑΘΗΣΗ ΚΑΙ ΓΝΩΣΗ ΤΗΣΔΙΑΔΙΚΑΣΙΑΣ
Ο ΣΕΔ βοηθάει να• Γνωρίσουμε καλύτερα τη διαδικασία…• Έτσι ώστε να μειώσουμε τη μεταβλητότητα,
αναγνωρίζοντας συγκεκριμένα αίτια…• Που θα μας δώσει τη δυνατότητα να παράγουμε
προϊόντα υψηλότερης ποιότητα…• Και έτσι να αποκτήσουμε ανταγωνιστικό
πλεονέκτημα βασισμένο στη γνώση, το οποίο δενμπορεί να αντιγραφεί εύκολα από τους ανταγωνιστές
ΣΥΝΑΡΤΗΣΗ ΑΠΩΛΕΙΩΝ TAGUCHI
CDL 2Πηγή: N.Slag, S.Chambers, R.Johnston, «Διοίκηση ΠαραγωγήςΠροϊόντων & Υπηρεσιών», 5η έκδ., Κλειδάριθμος

28/5/2014
17
ΠΡΟΣΕΓΓΙΣΗ SIX SIGMA• Προσέγγιση και φιλοσοφία διοίκησης που δίνει έμφαση στη
συνεχή βελτίωση της διαδικασίας παραγωγής με απώτεροστόχο την απαλοιφή όλων των ελαττωμάτων (zero defects)
Πηγή: N.Slag, S.Chambers, R.Johnston,«Διοίκηση Παραγωγής Προϊόντων &Υπηρεσιών», 5η έκδ., Κλειδάριθμος
ΠΡΟΣΕΓΓΙΣΗ SIX SIGMA• Ελάττωμα (defect): Αδυναμία ανταπόκρισης στις απαιτήσεις του πελάτη• Ελαττωματικό είδος(unit): Προϊόν/υπηρεσία που διαθέτει ένα
τουλάχιστον ελάττωμα• Ευκαιρία για ελάττωμα (defect opportunity): Πιθανός τρόπος
«αποτυχίας» του προϊόντος/υπηρεσίας• Αναλογία ελαττωματικών: % ελαττωματικών επί του συνόλου της
παραγωγής• Απόδοση διαδικασίας: % μη ελαττωματικών επί του συνόλου της
παραγωγής• Ελαττώματα ανά μονάδα παραγωγής: Μέσος αριθμός ελαττωμάτων σε
μια παραγωγική μονάδα• Ελαττώματα ανά ευκαιρία: % ελαττωμάτων επί του συνολικού αριθμού
ευκαιριών (ποσότητα Χ ευκαιρίες ανά είδος)• Ελαττώματα ανά εκατομμύριο ευκαιριών

28/5/2014
18
ΔΕΙΓΜΑΤΟΛΗΨΙΑ ΑΠΟΔΟΧΗΣΠΑΡΤΙΔΑΣ
• Έλεγχος ποιότητας για την αποδοχή μίας παρτίδας• Είναι συνήθως δειγματοληπτικός διότι ο έλεγχος κάθε
μονάδας είναι δαπανηρός, χρονοβόρος και σε κάποιεςπεριπτώσεις καταστροφικός
• Στοιχεία που πρέπει να καθοριστούν είναι: το μέγεθος τουδείγματος, το κριτήριο αποδοχής και η πολλαπλότητα τουδείγματος
• Όταν είναι σωστά σχεδιασμένος :– ελαχιστοποιεί την πιθανότητα απόρριψης «καλής» παρτίδας– ελαχιστοποιεί την πιθανότητα αποδοχής «κακής» παρτίδας– οδηγεί σε βελτίωση της μέσης ποιότητας χωρίς υπέρογκο κόστος
ΔΕΙΓΜΑΤΟΛΗΠΤΙΚΑ ΣΧΕΔΙΑ• Για την κατάρτιση ενός δειγματοληπτικού σχεδίου πρέπει
να καθοριστούν τα εξής:– α: Κίνδυνος παραγωγού /πιθ. απόρριψης «καλής» παρτίδας
(συνήθως <= 5%)– β: Κίνδυνος καταναλωτή / πιθ. απόρριψης «κακής» παρτίδας
(συνήθως <=10%)– Αποδεκτό επίπεδο Ποιότητας / ΑΕΠ (Acceptable Quality
Level)– Ανεκτό ποσοστό ελαττωματικών ανά παρτίδα / ΑΠΕΠ
(Limiting Quality Level)
• Εύρεση της καμπύλης λειτουργικών χαρακτηριστικών(Operating Curve-OC) που περνά από τα (ΑΕΠ, α) και (ΑΠΕΠ,β)

28/5/2014
19
Ποσοστό πραγματικών ελαττωματικών στην παρτίδα
Πιθ
ανότ
ητα
αποδ
οχής
της
παρ
τίδας
0
0.9
0.8
0.7
0.6
0.5
0.4
0.3
0.2
0.1
1.0
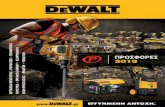
Κίνδυνος παραγωγού (0.05)
Κίνδυνος καταναλωτή(1.0)ΑΕΠ ΑΠΕΠ
0 0.060.050.040.030.020.01 0.07 0.08
Σε αυτό το ιδανικό λειτουργικό χαρακτηριστικό ηπιθανότητα αποδοχής της παρτίδας αν περιέχει
πάνω από 0,04% ελαττωματικά είδη είναιμηδενική, και η πιθανότητα αποδοχής τηςπαρτίδας αν περιέχει λιγότερα από 0,04%
ελαττωματικά είδη είναι 1
Σε αυτό το πραγματικό λειτουργικόχαρακτηριστικό (όπου n = 250 και c = 1)θα συμβούν σφάλματα τόσο Τύπου Ι όσο
και Τύπου ΙΙ
Σφάλμα τύπου Ι
Σφάλμα τύπου ΙΙ
Ιδανικά και πραγματικά λειτουργικά χαρακτηριστικά
• Χαρακτηρίζεται από δύο παραμέτρους:– το μέγεθος του δείγματος n και– τον αριθμό των ελαττωματικών c , που τίθεται ως όριο
• Η ακρίβεια με την οποία το σχέδιο (n, c) διαχωρίζει τις καλέςαπό τις κακές παρτίδες αυξάνεται, όσο αυξάνει το n(αυξάνεται όμως και το κόστος)
• Αντίστοιχα όσο μειώνεται το c, τόσο πιο «αυστηρό» γίνεταιτο σχέδιο (αυξάνεται όμως η πιθανότητα απόρριψης καλήςπαρτίδας)
ΚΑΜΠΥΛΗ ΛΕΙΤΟΥΡΓΙΚΩΝ ΧΑΡΑΚΤΗΡΙΣΤΙΚΩΝ(OPERATING CHARACTERISTICS CURVE)