NANOCHIP - Applied Materials · 2014-07-28 · 5 Volume 9, Issue 2, 2011 Nanochip Technology...
48
volume 9, issue 2, 2011 INTEGRATING ATOMIC LAYER DEPOSITION HIGH-κ DIELECTRICS IN THIS ISSUE • Advanced Transistors—Scaling with New Materials and New Architecture • Spike Anneals for 32nm and Beyond • Nano-Porous Dielectrics for 28nm Applications NANOCHIP Technology Journal
Transcript of NANOCHIP - Applied Materials · 2014-07-28 · 5 Volume 9, Issue 2, 2011 Nanochip Technology...

volume 9, issue 2, 2011
INTEGRATING ATOMIC LAYER DEPOSITION HIGH-κ DIELECTRICS
IN THIS ISSUE• Advanced Transistors—Scaling with New Materials and New Architecture
• Spike Anneals for 32nm and Beyond
• Nano-Porous Dielectrics for 28nm Applications
NANOCHIPTechnology Journal

3 Advanced Transistors —
Scaling with New Materials and New Architecture
10 Optimizing Spike Anneals
for 32nm and Beyond
15 Integrating Atomic Layer Deposition High-κ Dielectrics
at the ≤22/20nm Logic Technology Node
20 Extending Oxynitride Gate Technology
for Advanced DRAM
25 Improving Tungsten Chemical Mechanical Planarization
for Next-Generation Applications
29 A High Productivity ALD-Like Conformal Oxide Liner
for ≤20nm Technology Nodes
35 Optimizing Nano-Porous Dielectrics
for ≤28nm Applications
43 Enhancing Dielectric Etch Uniformity
for 28nm Copper Dual Damascene
Table of Contents
This is an exciting time in our industry, spurring the technical advances highlighted
in this issue. With planar transistor scaling facing a growing number of limitations,
we seek a new degree of freedom by going three-dimensional, while continuing to
pursue solutions that extend planar scaling to its ultimate extent. The 2x nanometer
era requires bold changes in device architectures, introducing a significant increase in
complexity throughout the manufacturing flow.
At the 2x nanometer node, logic devices require high-k/metal gate architecture,
introducing additional process steps and much more stringent process requirements.
Equivalent oxide thickness scaling and gate leakage challenges drive the need for atomic layer deposition
(ALD) of high-k dielectric gate stacks. Turning attention to source/drain regions, we discuss solutions to
thermal pattern loading effects in rapid thermal processing (RTP), which is particularly critical in the formation
of shallower junctions without compromise to activation.
As DRAM devices scale below the 3x nanometer node, a new deep plasma process is required to enable
higher-dose nitridation without increasing leakage current or the magnitude of transistor threshold voltage.
Tungsten CMP applications in memory now require real-time process control for greater precision and flatness
uniformity, and benefit from dual-wafer polishing with its significantly lower cost of consumables.
Scaling is also driving breakthroughs in the interconnect. We discuss a third-generation low-k dielectric with
uniform porosity, which boosts mechanical strength over previous generations and lowers the dielectric
constant to 2.2. We also discuss a new tuning parameter for achieving etch depth uniformity and CD control
needed for uniform resistance of copper interconnect lines.
I expect these articles will interest you, and I am encouraged by our ongoing engagements as we all innovate to
enhance the technical expertise, productivity, and efficiency of our industry.
Front Cover: To extend Moore’s law to the 2x nm node and beyond, logic devices require high-k/metal gates; the high-k dielectric is actually a stack of several layers, with atomic layer deposition (ALD) used to deposit the ultra-thin high-k layer. Integrating the ALD process on a single platform with low-temperature radical oxidation, nitridation, and post-nitridation anneal chambers enables the high-k dielectric to be optimized, minimizing queue-time between each step and keeping the wafer in a controlled vacuum environment for the entire sequence. This avoids contamination and prevents degradation of the interfaces in this critical core of the transistor.
Corporate Vice
President and CTO,
Silicon Systems Group
A MESSAGE FROM KLAUS SCHUEGRAF

3 Advanced Transistors —
Scaling with New Materials and New Architecture
10 Optimizing Spike Anneals
for 32nm and Beyond
15 Integrating Atomic Layer Deposition High-κ Dielectrics
at the ≤22/20nm Logic Technology Node
20 Extending Oxynitride Gate Technology
for Advanced DRAM
25 Improving Tungsten Chemical Mechanical Planarization
for Next-Generation Applications
29 A High Productivity ALD-Like Conformal Oxide Liner
for ≤20nm Technology Nodes
35 Optimizing Nano-Porous Dielectrics
for ≤28nm Applications
43 Enhancing Dielectric Etch Uniformity
for 28nm Copper Dual Damascene
Table of Contents

3 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
ADVANCED TRANSISTORSScaling with New Materials and New Architecture
KEYWORDS
Transistor
3D
FinFET
QWFET
HKMG
Isolation
Channel
Gate Stack
Source/Drain
Epitaxial Growth
RTP Anneal
Shallow Junction
Strain Engineering
Classic transistor scaling has given way to modern scaling
and related performance enhancement based on new
materials in strain engineering and high-κ metal gate
schemes. Next-generation devices will incorporate an
even wider range of new materials and three-dimensional
transistor architectures to sustain Moore’s Law; these
trends are posing challenges that are driving development
of new process capabilities in transistor fabrication.
Over the past 40 years, transistors have undergone
steady miniaturization in accordance with Moore’s
Law. Until the 130nm node, referred to as the classic
or Denard era, scaling followed a set of simple rules
to shrink gate length, gate dielectric thickness, and
junction depth by a factor 1/k (k~1.4).[1] The 90nm node
transistor to the present, referred to as the modern
MOSFET (metal oxide semiconductor field effect
transistor) era, has seen the non-classical adoption of
new materials to sustain scaling. For the 22nm node
and beyond, we expect an even greater adoption of new
materials and architectures.
The classic era efficiently provided for the needs of that
time in higher circuit speeds and higher densities. But
the modern era imposes multiple demands for lower
active and passive power, and higher speed and packing
density. Many innovations in new materials have been
responses to these multiple demands. Strain engineering
through epitaxial source-drain structures increased
carrier mobility in the channel and enabled higher
speeds.[2] At the 45nm node, high-κ metal gates
substantially reduced active power via leakage from gate
to channel.[3] The 3D FinFET (fin field effect transistor)
transistor at the 22nm node is a new architecture that
substantially reduces passive power or active power
while enabling advanced transistor scaling.[4] New
substrates, such as FDSOI (fully depleted silicon-on-
insulator), are designed for lower operating power and
higher performance benefits.[5] New channel materials
incorporated in a QWFET architecture (quantum well
field effect transistor) can offer a step function im-
provement in transistor performance with substantially
higher carrier mobilities and lower operating voltages.[6]
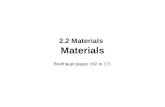
Structural building blocks of a MOSFET transistor are
transforming radically (Figure 1). This review examines
the evolution of each to meet today’s and tomorrow’s
needs.
Figure 1
Modern MOSFET (32nm)
Classic MOSFET (130nm)
Poly
Source
Spac
er
Drain
SiON
Silicide
Spac
er
Hig
h-κ
EpiSource
EpiDrain
SiON Liner
Metal
WF Metal
(b)
(a)
ISOLATIONWhile the active silicon pitch and shallow trench isola-
tion (STI) widths decrease proportionally with scaling,
STI depth is decreasing only incrementally. According
to the 2009 ITRS, STI top width will decrease from
59nm in 2009 to 28nm in 2015, but the trench depth
will decrease only from 353nm to 309nm. As a result,
the STI aspect ratio will grow from 6:1 to 11:1, increasing
the challenge for void-free STI fill. A series of chemical
vapor deposition (CVD) oxide processes has been
Figure 1. (a) Classic
(130nm) MOSFET and
(b) modern (32nm) MOSFET
showing application of
newer materials for strain
engineering and high-κ metal
gate.

4Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Evolving Transistor Technologies
developed to meet fill challenges: from high-density
plasma (HDP) to sub-atmospheric CVD (SACVD),
to high aspect ratio process (HARP) CVD, to today’s
eHARP, and flowable CVD solutions. HDP has good film
quality and low wet etch rate ratio (WERR) as deposited,
while other films require optimized post-deposition
anneal to improve film quality and reduce WERR. HDP
is capable of void-free STI fill up to an aspect ratio of
approximately 5:1. HARP and eHARP are currently
standard films for STI fill, while flowable CVD with its
outstanding bottom-up fill capability will be used for
the n+1 node and beyond.
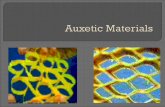
For 3D FinFET transistors, a critical process step is
recessing the STI oxide to form the “fin” (Figure 2).
Standard wet etching, dry plasma etching, or plasma-
free dry oxide removal processes can be employed.
The latter iterates between growth and sublimation of
ammonium fluorosilicate with each cycle, consuming
a well-controlled amount of oxide (e.g., 20nm). Recent
research on forming a FinFET structure using this recess
etch process after STI showed good electrical results for
Ion
vs. Ioff
performance relative to planar transistors.[7]
The other advantage of this process is that the oxide
removal rate is less dependent on oxide density, reducing
the incidence of foot and void formations that occur in
conventional wet etch or dry etch processes.[7]
Figure 2
(b)
(a)
SiN
Si
Si
Oxide
CHANNELMuch recent research has been directed at new channel materials: SiGe,[8] Ge,[9] III-V compound semiconductors,[10] carbon nanotubes,[11] and grapheme.[12] Among them, III-V and Ge materials are front runners given their greater maturity through adop-tion in optoelectronic and communication devices and in logic devices today. Other candidates face a “bottom up synthesis” challenge requiring a different alignment approach than established etch and patterning.[13]
III-V materials, such as InSb or InAs, can theoretically provide 50-100 times the electron mobility of silicon and Ge provides higher hole mobility than silicon, making them attractive candidates for NMOS and PMOS, respectively.[14] A possible architectural construct for implementing these new channel materials is a QWFET transistor derived from a HEMT (high electron mobility transistor) device.[14] Here the active channel layer is sandwiched between two other material layers and carriers are confined to the active layer (hence the name quantum well). Coulombic scattering, which adversely affects carrier mobility, is virtually eliminated, giving rise to the possibility of exceptionally high carrier mobilities.
Multiple processing challenges exist for heterogeneous integration of III-V materials onto a silicon substrate. The epitaxial growth of a III-V film from a starting silicon lattice can be very challenging owing to a large lattice constant mismatch between the two materials that can introduce crystallographic defects, such as dislocations and anti-phase domains.[15] A composite buffer layer approach is needed, wherein intermediate layers bridge the wide gap in lattice constants via smaller intermediate steps, thereby relaxing strain over the stack so that a final defect-free channel layer can be grown (Figure 3).[16] Coefficient of thermal expansion mismatch issues in subsequent heating and cooling steps also must be addressed. III-V materials form a direct Schottky contact with metal gate in a QWFET and a suitable gate dielectric is needed to reduce the high parasitic gate leakage.[17]
Integration of Ge onto silicon also presents processing challenges. Epitaxial Ge growth on silicon is relatively straight forward compared to III-V growth on silicon, but surface preparation and interface control for defect density prior to high-κ dielectric deposition is critical. Nitridation of the Ge surface[18,19] or annealing in a SiH
4+N
2 chemistry[20] shows improvement in surface
Figure 2. (a) STI structure
post-etch and (b) similar
structure post-STI fill, CMP,
nitride strip, and oxide
recess for fin formation.[7]

5 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc. Applied Materials, Inc.
Evolving Transistor Technologies
A metal gate electrode must be paired with a high-κ
dielectric to address two known issues of Vt (threshold
voltage) pinning and depletion layer formation (4-6Å
increase in electrical thickness) seen with conventional
poly gate. Dual work functions for independent and low
Vt control for NMOS and PMOS transistors are needed
for best performance. Clustered tool metal gate
processing offers optimal conditions for depositing
multiple metal layers (Figure 6) to ensure compositional
and contamination control. Other gate requirements
include low-damage downstream steps, non-reactivity
to high-κ, good adhesion to interface films, and low
resistivity at shrinking device nodes. The smaller critical
dimension (CD) causes more wall scattering and reduces
the volume of conducting metal relative to barrier
metal inside the gate trench, resulting in worsening sheet
resistivity.[25] Metal fill also becomes more challenging
for small gaps. In response, new materials and atomic
layer depositions (ALD) or CVD are likely to be required.
The industry’s convergence on the gate-last HKMG[26]
scheme makes chemical mechanical planarization
(CMP) processes more critical in gate feature size and
height control. Poly open and metal gate CMP processes
face stringent requirements for precise thickness and
uniformity control within die, within wafer, and from
wafer to wafer to minimize variability and ensure
highest transistor performance.[27] Furthermore, HKMG
stacks will be integrated onto 3D FinFET architecture
with high-κ and metal gate surrounding the 3D
channel. Deposition processes that offer outstanding
conformality along all surfaces of the fin (e.g., ALD of
high-κ) are likely to be required.
passivation, but much more development is needed to
obtain the best quality surface. A stable gate dielectric
with low defect densities is difficult to obtain as opposed
to the prior high quality Si/SiO2 interface. In general,
the Ge/GeO2 system is less stable chemically and
electrically than a SiO2/Si system. Ge oxynitride has
better stability than native germanium oxides[21] and
a high quality thin oxynitride has been formed on
germanium by NH3 nitridation of a thermally grown
germanium oxide.[22]
In the future, III-V and Ge channel-based transistors will
be incorporated in 3D transistor architectures, whose
feasibility with silicon has been demonstrated in recent
path-finding studies.[23]
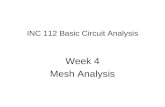
GATE STACK The introduction of the high-κ (dielectric constant) metal
gate (HKMG) has been a key inflection in continued
scaling.[24] As seen in Figure 4, HKMG restores the
stalled electrical thickness scaling while simultaneously
reducing the otherwise rising leakage.[24]
Figure 4
350 250 180 130 90 65 45 32 22 15 11
Technology Node (nm)
TlN
V (
nm
)
Gat
e Le
akag
e (R
el.)
10
1
1000
100
10
1
0.1
0.01
HKMG is composed of two material systems: a high-κ
dielectric stack and a metal gate electrode. The high-κ
dielectric is physically thick (impeding leakage) but
behaves capacitively thin (promoting greater
electrostatics). For example, a 3nm thick HfO2 layer
has the capacitance of a <1nm thin SiO2 film.High-κ
films require an underlying SiON interface layer (IL)
to achieve low interface trap density. This reduces the
average κ value that can be achieved. There must be
good dielectric film stack reliability measured in metrics
such as biased temperature instability, time-dependent
dielectric breakdown, and voltage extended life test.
Also, HfO2 dielectrics can react with metal gate materi-
als and silicon at high temperatures. Mitigation of this
reactivity can require cap metal protection and minimal
exposure to high-temperature steps.
Interface engineering is paramount for good carrier
mobility and precise control is required in formation
of the high-κ/SiON (IL)/Si interface (Figure 5). The
interface needs to be of uniform thickness and free
of unwanted native surface oxidation or carbon
contamination. Interface formation involves precisely
controlled deposition, anneal, and nitridation steps.
A clustered platform integrating all these steps and
processing a wafer through the entire sequence under
continuous vacuum can offer the needed interface
control. Future options to scale electrical thickness
include increasing the κ value of the high-κ dielectric,
reducing the IL thickness, or increasing the IL κ value.
Reliability performance will play a strong role in
determining the eventual course.
Figure 3
In0.53
Ga0.47
As Cap Layer
In0.52
Al0.48
As Top Barrier
In0.7
Ga0.3
As QW
In0.7
Ga0.3
As QW
0.8µm InxAl
1-xAs
0.5µm GaAs
1.3µm
In0.52
Al0.48
As Top Barrier
In0.52
Al0.48
As Bottom Barrier
InP Etch Stop
0.2μm 10nmSi
Figure 5
High-κ
SiON
Silicon Substrate
Metal Gate
Cap Metal
SiON Interface Layer ~0.5nm
Source: Applied Materials Maydan Technology Center
High-κ ~2.5nm
Cap Metal
Metal Electrode
Silicon Substrate
2nm
Figure 3. A composite buffer
layer approach is necessary
for growing defect-free
InGaAs quantum well
structures on silicon.[16]
Figure 4. HKMG has been
a major enabler of sustained
electrical thickness scaling.[24]

6Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Evolving Transistor Technologies
A metal gate electrode must be paired with a high-κ
dielectric to address two known issues of Vt (threshold
voltage) pinning and depletion layer formation (4-6Å
increase in electrical thickness) seen with conventional
poly gate. Dual work functions for independent and low
Vt control for NMOS and PMOS transistors are needed
for best performance. Clustered tool metal gate
processing offers optimal conditions for depositing
multiple metal layers (Figure 6) to ensure compositional
and contamination control. Other gate requirements
include low-damage downstream steps, non-reactivity
to high-κ, good adhesion to interface films, and low
resistivity at shrinking device nodes. The smaller critical
dimension (CD) causes more wall scattering and reduces
the volume of conducting metal relative to barrier
metal inside the gate trench, resulting in worsening sheet
resistivity.[25] Metal fill also becomes more challenging
for small gaps. In response, new materials and atomic
layer depositions (ALD) or CVD are likely to be required.
The industry’s convergence on the gate-last HKMG[26]
scheme makes chemical mechanical planarization
(CMP) processes more critical in gate feature size and
height control. Poly open and metal gate CMP processes
face stringent requirements for precise thickness and
uniformity control within die, within wafer, and from
wafer to wafer to minimize variability and ensure
highest transistor performance.[27] Furthermore, HKMG
stacks will be integrated onto 3D FinFET architecture
with high-κ and metal gate surrounding the 3D
channel. Deposition processes that offer outstanding
conformality along all surfaces of the fin (e.g., ALD of
high-κ) are likely to be required.
Figure 6
Metal Gate
High-κ
SiON
Silicon Substrate
Cap Metal
TiAl
TiTiNTaN
TiN
SOURCE/DRAINIn planar transistors, source/drain (S/D) parasitic resistance control and ultra-shallow junction formation are key concerns. In-situ dopant incorporation during epitaxial growth and subsequent dopant activation to the fullest extent (even beyond solid solubility limits) are critical in lowering the resistance of the S/D region (R
SD)
and its extension region (RSDE
). Also, rapid thermal anneal processes (RTP) must maintain an ultra-shallow junction depth within a lower thermal budget, which necessitates lower anneal temperatures and shorter residence times. With the advent of 3D FinFET transis-tors, S/D regions may be grown by selective epitaxy on top of the silicon fins; one such dual-raised S/D approach has been recently demonstrated.[28] Uniform doping across the three-dimensional surfaces of the fins becomes critical for device performance and conformal doping technologies will become enabling solutions. In FDSOI technology, the already thin extension regions can undergo amorphization damage during ion implantation, which degrades R
SDE, and a dopant loss path to buried
oxide can worsen RSD
.[29] Recent studies employing
Figure 5
High-κ
SiON
Silicon Substrate
Metal Gate
Cap Metal
SiON Interface Layer ~0.5nm
Source: Applied Materials Maydan Technology Center
High-κ ~2.5nm
Cap Metal
Metal Electrode
Silicon Substrate
2nm
Figure 5. Precisely
engineered high-κ/IL/Si
interface.
Figure 6. A metal gate
electrode is composed of
multiple metallic layers.

7 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Evolving Transistor Technologies
a diffusion-based approach to drive dopants from a faceted p+ epi S/D into the extension regions show a much lower parasitic resistance for PMOSFETs.[30,31]
CONTACT AND SHEETSheet resistivity and interface resistance are the main concerns in contact scaling. Sheet resistivity increases geometrically at smaller CDs owing to a shrinking con-tact area and improved channel conductance.[32] Using trench contacts (large rectilinear openings) instead of plugs (small circular openings) relieves this problem by accommodating more metal and shunting the entire S/D area. Interface resistance from silicide intrinsic resistance and silicide-silicon Schottky barrier height can be reduced through new materials engineering. Nickel silicide and NiPtSi, today’s material choices, have the lowest bulk resistivity among common silicides. Continued junction scaling, however, calls for a thinner silicide layer. It is critical to ensure uniform conversion to the low resistance monosilicide phase, and avoid the resistive NiSi
2 phase, which causes spikes or pipes
that lead to junction leakage.[33,34] This can be achieved by using an optimized PVD process to ensure uniform metal deposition with density and topology, a dry chemistry pre-clean process and advanced anneal steps to obtain the best possible uniformity at the lowest thermal budget. Two key advances are backside rapid thermal annealing to improve uniformity in the conver-sion step and laser millisecond anneal, which reduces nickel diffusion. Laser anneal has also proved useful for reducing leakage variability.[35] Barrier height lowering is attracting active research and dual silicides to optimize for NMOS and PMOS separately are investigated.[36]
In the future, one can expect ALD or CVD of thinner barrier materials, advanced laser anneal technologies, and newer metal choices (e.g., low resistivity tungsten or copper contacts).[37] Integration with 3D FinFET transistors will likely build upon the rectilinear trench contacts; here, a design in which multiple fins share a common contact is promising.[38]
STRAIN ENGINEERINGStrain engineering played a key role in perpetuating Moore’s Law after the 90nm node by reviving the degraded carrier mobility after years of classic scaling. The introduction of strain into the channel reduces carrier scattering, increases mobility, and produces higher drive current performance. Two commonly employed strain approaches are dual stress liners and raised or recessed S/D structures.
The nature of desired strain is dependent on transistor
type. Tensile strain increases electron mobility suiting
NMOS while compressive strain increases hole mobility
suiting PMOS transistors. Dual stress liners employ
stress-tunable silicon nitride films[39] with a tensile
nitride film deposited over the NMOS gate stack and a
compressive nitride film deposited over the PMOS gate
stack, respectively. In the recessed S/D approach,
active silicon regions are etched and replaced with
epitaxially-grown structures that impart strain to the
channel. Si-Ge structures have been implemented for
PMOS transistor S/D regions to transfer compressive
strain to the channel and increase hole mobility.
Similarly Si-C structures are considered potential
candidates for NMOS S/D regions; research efforts
have shown more than 50% higher electron mobility.[40]
Scaling for greater strain to achieve higher drive cur-
rents in future nodes is possible and can be achieved
through higher dopant concentrations, geometrical
depth, and channel proximity of S/D regions. Integrating
strain engineering into FinFET transistors will be an
inevitable extension of this technology. However,
achieving a high-stress state in a free-standing fin
surface will be a challenge calling for novel solutions.[41]
CONCLUSIONTransistor scaling into the next decade will be enabled
by new materials and architectures. The initial wave of
new materials adoption in strain engineering and HKMG
will proliferate throughout the transistor structure. New
architectural constructs, such as 3D FinFET, QWFET,
and FDSOI will increase process complexity and require
innovative and holistic solutions.
REFERENCES[1] R. Dennard, et al., “Design of Ion-Implanted
MOSFETs with Very Small Physical Dimensions,”
IEEE Journal of Solid State Circuits, Vol. SC-9, No. 5,
pp. 256-268, October 1974.
[2] S. Thompson, et al., “A 90nm Logic Technology
Featuring 50nm Strained Silicon Channel Transistors,
7 layers of Cu Interconnects, Low-κ ILD, and 1μm2
SRAM Cell,” IEEE International Electron Devices
Meeting Technical Digest, pp. 61- 64, 2002.
[3] K. Mistry, et al., “A 45nm Logic Technology with
High-κ + Metal-Gate Transistors, Strained Silicon,
9 Cu Interconnect Layers, 193nm Dry Patterning,
and 100% Pb-Free Packaging,” IEDM Tech. Dig.,
pp. 247-250, December 2007.

8Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Evolving Transistor Technologies
[4] “Intel Reinvents Transistors Using New 3-D Structure,” retrieved 5/4/2011. http://newsroom.intel.com/community/intel_ newsroom/blog/2011/05/04/intel-reinvents- transistors-using-new-3-d-structure.
[5] S. A. Vitale, et al., “FDSOI Process Technology for Sub-Threshold-Operation Ultra-Low-Power Electronics,” Proceedings of the IEEE, Vol. 98, No. 2, pp. 333-342, 2010.
[6] R. Chau, et al., “Integrated Nanoelectronics for the Future,” Nature Materials, Vol. 6, pp. 810-812, November 2007.
[7] A. Redolfi, et al., “Bulk FinFET Fabrication with New Approaches for Oxide Topography Control Using Dry Removal Techniques,” 12th International Conference on Ultimate Integration on Silicon (ULIS), Tyndall Institute, Cork-Ireland, March 2011.
[8] M.L. Lee and E.A. Fitzgerald, “Hole Mobility Enhancements in Nanometer-Scale Strained-Silicon Heterostructures Grown on Ge-Rich Relaxed Si
1−xGe
x,” J. Appl. Phys., 94, pp. 2590–2596, 2003.
[9] Y. Kamata, “High-κ/Ge MOSFETs for Future Nanoelectronics,” Materials Today, Vol. 11, No. 1-2, pp. 30-38, 2008.
[10] R. Chau, “III-V on Silicon for Future High Speed and Ultra-Low-Power Digital Applications: Challenges and Opportunities,” CS Mantech Conference, Digest of Papers, pp. 15-18, 2008.
[11] S.J. Wind, et al., “Vertical Scaling of Carbon Nanotube Field-Effect Transistors Using Top Gate Electrodes,” Appl. Phys. Lett., Vol. 80, pp. 3817-3819, 2002.
[12] W. A. de Heer, et al., “Pionics: The Emerging Science and Technology of Graphene-Based Nanoelectronics,” IEEE International Electron Devices Meeting Technical Digest, pp. 199-202, 2007.
[13] R. Chau, et al., “Opportunities and Challenges of III-V Nanoelectronics for Future High-Speed, Low-Power Logic Applications,” Technical Digest, IEEE Compound Semiconductor Integrated Circuit Symposium, Palm Springs, CA., pp. 17-20, November 2005.
[14] S.M. Sze, High Speed Semiconductor Devices, Wiley, New York, 1990.
[15] S.F. Fang, et al., “Gallium Arsenide and Other
Compound Semiconductors on Silicon,” J. Appl.
Phys., Vol. 68, pp. R31-R58, 1990.
[16] M.K. Hudait, et al., “Heterogeneous Integration of
Enhancement Mode In0.7
Ga0.3
As Quantum Well
Transistor on Silicon Substrate Using Thin (=2µm)
Composite Buffer Architecture for High-Speed
and Low-Voltage (0.5V) Logic Applications,” IEEE
International Electron Devices Meeting Technical
Digest, pp. 625-628, 2007.
[17] S. Datta, et al., “85nm Gate Length Enhancement and
Depletion Mode InSb Quantum Well Transistors for
Ultra-High Speed and Very Low Power Digital Logic
Applications,” IEEE International Electron Devices
Meeting Technical Digest, pp. 783-786, 2005.
[18] J.J.H. Chen, et al., “Ultra-Thin Al2O
3 and HfO
2 Gate
Dielectrics on Surface-Nitrided Ge,” IEEE Trans.
Electron Device, Vol. 51, pp. 1441-1447, 2004.
[19] E.P. Gusev, et al., “Microstructure and Thermal
Stability of HfO2 Gate Dielectric Deposited on Ge
(100),” Appl. Phys. Lett., 85, p. 2334, 2004.
[20] N. Wu, et al., “Alternative Surface Passivation on
Germanium for Metal-Oxide-Semiconductor
Applications with High-κ Gate Dielectric,” Appl.
Phys. Lett., 85, pp. 4127-4129, 2004.
[21] D.J. Hymes and J.J. Rosenberg, “Growth and
Materials Characterization of Native Germanium
Oxynitride Thin Films on Germanium,” J. Electrochem.
Soc., Vol. 135, pp. 961-965, 1988.
[22] C.O. Chui, et al., “Nanoscale Germanium MOS
Dielectrics—Part I: Germanium Oxynitrides,” IEEE
Trans. Electron Devices, Vol. 53, No. 7, pp. 1501-
1508, 2000.
[23] M. Radosavljevic, et al., “Non-Planar, Multi-Gate
InGaAs Quantum Well Field Effect Transistors with
High-κ Gate Dielectric and Ultra-Scaled Gate-to-
Drain/Gate-to-Source Separation for Low Power
Logic Applications,” IEEE International Electron De-
vices Meeting Technical Digest, pp. 6.1.1-6.1.4, 2010.
[24] C. Auth, et al., “45nm High-κ+ Metal Gate Strain-
Enhanced Transistors,” Symp. VLSI Technology,
pp. 128-129, June 2008 and Applied Materials CTO
group forecast.

9 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Evolving Transistor Technologies
[25] C. Auth, et al., “45nm High-κ+ Metal Gate Strain-Enhanced Transistors,” Symp. VLSI Technology, pp. 128-129, June 2008.
[26] M. Lapedus, “Update: IBM ‘Fab Club’ Switches High-κ Camps,” EE Times News & Analysis, 18 Jan. 2011, http://www.eetimes.com/electronics-news/4212271/IBM--fab-club--switches-high-k-camps.
[27] J. Steigerwald, “Chemical Mechanical Polish: The Enabling Technology,” IEEE International Electron Devices Meeting Technical Digest, pp. 37-40, December 2008.
[28] J. Kavalieros, et al., “Tri-Gate Transistor Architecture with High-κ Gate Dielectrics, Metal Gates, and Strain Engineering,” VLSI Technology Digest of Technical Papers, pp. 62-63, June 2006.
[29] A. Majumdar, et al., “High-Performance Undoped-Body 8nm-Thin SOI Field-Effect Transistors,” Electron Device Letters, IEEE , Vol. 29, No. 5, pp. 515-517, May 2008.
[30] K. Cheng, et al., “Extremely Thin SOI (ETSOI) CMOS with Record Low Variability for Low Power System-on-Chip Applications,” VLSI Tech. Dig., p. 49, 2009.
[31] K. Cheng, et al., “Extremely Thin SOI (ETSOI) CMOS with Record Low Variability for Low Power System-on-Chip Applications,” Electron Devices Meeting, 2009 IEEE International, pp. 1-4, Issue 7-9, Dec. 2009.
[32] M. Tada, et al., “Performance Modeling of Low-κ/Cu Interconnects for 32nm-Node and Beyond,” Electron Devices, IEEE Transactions, Vol. 56, No. 9, pp. 1852-1861, 2009.
[33] Lauwers, et al., “Ni-Based Silicides for 45nm CMOS and Beyond,” J. Materials Science and Engineering, B 114–115, pp. 29–41, 2004.
[34] C. Detavernier, et al., “Kinetic of Agglomeration of NiSi and NiSi
2 Phase Formation,” Mat. Res. Soc.
Symp. Proc., Vol. 745, 2003.
[35] Y. Chen, et al., “Advances on 32nm NiPt Salicide Process,” Advanced Thermal Processing of Semiconductors, 17th International Conference, pp. 1-4, Sept. 29-Oct. 2, 2009.
[36] B. Nishi, et al., “Interfacial Segregation of Metal at NiSi/Si Junctional for Novel Dual Silicide Technology,” IEEE International Electron Devices Meeting Technical Digest, pp. 135-138, 2007.
[37] A. Topol, et al., “Lower Resistance Scaled Metal Contacts to Silicide for Advanced CMOS,” VLSI Technology, 2006.
[38] K. Kuhn, “Moore’s Law Past 32nm: Future Challenges in Device Scaling,” Proc. of Intl. Workshop on Computational Electronics, pp. 1-6, 2009.
[39] S. Pidin, et al., “A Novel Strain Enhanced CMOS Architecture Using Selectively Deposited High Tensile and High Compressive Silicon Nitride Films,” IEEE International Electron Devices Meeting Technical Digest, pp. 213-216, 2004.
[40] K.W. Ang, et al., “Enhanced Performance in 50nm N-MOSFETs with Silicon-Carbon Source/Drain Regions,” IEEE International Electron Devices Meeting Technical Digest, pp. 1069-1072, 2004.
[41] Kelin Kuhn, “22nm Device Architecture and Performance Elements,” IEEE International Electron Devices Meeting Short Course, 2008.
AUTHORSBalaji Chandrasekaran is a marketing programs manager in the Silicon Systems Group at Applied Materials. He holds his M.S. in materials science and engineering from Northwestern University and an MBA from the University of California, Berkeley.
Khaled Ahmed is a distinguished member of technical staff in the Silicon Systems Group at Applied Materials. He received his Ph.D. in electrical engineering from North Carolina State University.
Tony Pan is a distinguished member of technical staff in the Silicon Systems Group at Applied Materials. He holds his Ph.D. in materials science and engineering from Cornell University.
Adam Brand is a director of the Transistor Technology group in the Silicon Systems Group at Applied Materials. He received his M.S. in electrical engineering from the Massachusetts Institute of Technology.
ARTICLE [email protected]

10Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
OPTIMIZING SPIKE ANNEALSfor 32nm and Beyond
KEYWORDS
Spike Anneal
Low-Temperature Anneal
Rapid Thermal Processing
Pattern Loading Effect
Residence Time
Multi-Point Temperature Control
Rapid thermal processing is becoming increasingly
challenging as shrinking geometries require the reduction
of yield-limiting thermal pattern loading effects (PLE),
smaller thermal budgets, and lower process temperatures.
However, an innovative approach to wafer heating now
minimizes PLE, while new techniques dramatically shorten
spike residence time to meet tight thermal budgets, and
transmission pyrometry enables closed-loop control to
below 75°C for achieving production-worthy repeatability
at process temperatures below 180°C.
Rapid thermal processing (RTP) continues to be an
important process in the VLSI circuit manufacturing
flow. Originally introduced for dopant diffusion and
annealing, the process space has steadily expanded into
a wider temperature processing regime and to lower
thermal budgets. Thermal processes now range from
relatively low temperatures (around 250°C and below)
for contact formation applications to very high tem-
peratures (greater than 1200°C) for substrate defect
anneals. At the same time, tighter thermal budget
requirements have driven the need for very short
annealing times, for example, “spike” annealing used
for diffusion engineering. Although this trend to shorter
anneal times has created some applications that cannot
be performed with traditional RTP (e.g., millisecond
annealing for contact nickel silicide formation), new
RTP processes are being introduced—these range from
thermal processes previously performed in furnaces to
thermal modifications of new materials.
Each application brings with it its own set of unique
challenges. Currently, a major challenge for spike
annealing is to minimize temperature variations arising
from variations in radiant energy absorption within a die.
These effects are generically called pattern effects (or
pattern loading effects, PLE) and result from variations
in optical properties (reflectivity, absorptivity, and dif-
fraction) within the die itself, as well as thermal heat
transfer from the surface to the bulk silicon beneath the
die. PLE is a strong function of the radiative flux incident
upon a surface. Thus, as ramp rates increase to reduce
total thermal budget, so do pattern effects.[1,2]
An additional challenge for spike annealing is the
reduction in thermal budget itself. Heat transfer occurs
in spike annealing primarily through radiation but also
through conduction and convection. Much attention
has focused on increasing the ramp rate of a spike
anneal to reduce the time taken to reach peak
temperature; now the limiting factor in the thermal
budget is the cooling rate of the wafer after the peak
temperature has been reached.
Finally, implementation of nickel and nickel alloy
silicides has been driving lower temperature RTP
processing. To enable this, the main problem to solve
is the temperature measurement itself. The limit today
with traditional optical temperature measurement
techniques is approximately 200°C. Alternative
measurement techniques will have to be employed to
accurately measure lower temperatures.
Here, we address these three aspects of RTP and demon-
strate significant improvement in each. To address PLE,
we explore lamp heating from the back of the substrate
and employ conduction through the bulk as the method
for heating the device. For thermal budget reduction,
we demonstrate increased cooling rates by employing
concepts to improve radiative, conductive, and convec-
tive heat loss. Finally, a novel temperature measurement
technique is tested for low temperature processing.

11 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Pattern-Free, Low-Temperature Spike Anneal
Figure 1. (a) Simulated
temperature map with cold
region colored blue and
(b) measured temperature
range for a 750mm2 chip,
showing close correlation
between the two sets of data.[2]
Figure 2. (a) Checkerboard
wafer with poly/oxide film
stack and oxide film to
create large areas of extreme
reflectivity difference (0.485
vs. 0.816), implant on
backside.
MITIGATING PLESince the 65nm node, PLE in RTP has emerged as a
major yield limiter. Interference effects and reflectivity
variation resulting from layout details of the layers
present at the integration stage of the spike anneal
(e.g., STI, poly, and nitride spacers) lead to significant
temperature differences across each die. This in
turn leads to larger variations in critical transistor
performance parameters.[1,2] Figure 1 shows an ex-
ample of temperature differences across a chip during
a 1000°C, 150°C/s spike anneal. The top image is a
simulation of the temperature variation across a device
using the detailed optical properties of the chip layout to
predict the values. The bottom graph shows the actual
measurements, using temperature-sensitive test struc-
tures like ring-oscillators placed in the marked regions.
The simulation and the measurements match well,
confirming that this phenomenon is well understood.[2]
The temperature difference is a strong function of the
ramp-up rate due to the increased radiative energy flux
from the lamps during spike anneal.[1] Several methods
for mitigating the temperature variation have been
proposed, such as layout modifications to reduce the
variation of optical properties across the wafer, and
the application of absorption layers. Although these
methods can lead to significant improvements, they
also limit the flexibility of chip layout as well as process
flexibility, and certainly add cost.
The studies reported here aimed to devise a more robust
solution to the PLE problem by delivering radiation
solely to the wafer backside. Because the backside of
the wafer has uniform absorptivity and no structures,
radiative heating is very uniform. The heating of the
device region is accomplished by conductive heating
through the substrate. In this manner, a more uniform
temperature distribution is achieved across the device
and no layout modifications or absorption layers are
necessary.
To test the effectiveness of this approach, a patterned
wafer with extreme variation in absorptivity was created
comprising a 20mm checkerboard pattern of highly
reflective and highly absorptive film stacks (Figure 2).
The non-patterned side of the wafer received a BF2
implant at 3keV and dose of 1·1015cm-2, a typical
implant condition used for a spike monitor wafer. The
temperature sensitivity of this implant is 2.7Ohm/s/°C
and the target Rs is 240Ohm/sq for a 1050°C spike
anneal with a ramp rate of 220°C/s. The test wafer was
placed in a RTP chamber first with the patterned side
facing the lamps and then with the non-patterned side
facing them. As the results in Figure 2 demonstrate,
backside heating reduced the pattern-related tempera-
ture variation from more than 120°C to a level below
measurement noise. For a wafer like that shown in
Figure 1, it is, therefore, reasonable to expect a complete
absence of PLE.
Figure 1
(a)
(b)
-10 -7.5 -5 -2.5 0 2.5
�T Simulated (�C)
�T
Mea
sure
d (
�C)
2
0
-2
-4
-6
-8
-10
�T=8�C
R�=0.97
Figure 2
Checkerboard Wafer
Poly (570Å)/Oxide R ~ 0.485
Oxide (1700Å) R ~0.816
(a)

12Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Pattern-Free, Low-Temperature Spike Anneal
REDUCING RESIDENCE TIME PROFILESExtending spike anneal to next-generation nodes requires
faster ramp-up and cool-down rates to minimize the
spike residence time, generally defined as the time
taken for the wafer to reach the peak temperature
from 50°C below it and back down. The main effect of
shorter residence time is a reduction in lateral diffusion
length of the source/drain regions, which improves
the gate overlap capacitance and Vt roll off while
maintaining high Ion
/Ioff
.[3] While backside heating
eliminates the risk of PLE temperature variations, in
turn facilitating a faster ramp-up rate, accelerating the
cool-down rate is a different challenge. Cooling of the
silicon wafer is enhanced by improving the conductive,
radiative, and convective heat transfers. In these
studies, greater conductive heat loss was achieved by
gradually increasing helium gas flow during the recipe,
such that a 75°C/s cooling rate was obtained (red
profile in Figure 3). Radiative heat loss was increased
by chamber modifications to absorb heat in general.
This approach increased the cool-down rate from
75°C/s to 90°C/s (yellow profile in Figure 3). However,
to further improve cool-down, specifically after the
peak temperature was reached, the distance between
wafer and reflector was dynamically reduced during
the recipe. Wafer motion towards the reflector plate
provided additional convective heat transfer from the
gas exiting the space during the motion. This resulted
in the shortest residence time (green in Figure 3).
Whereas the radiative heat loss decreased strongly
with temperature, the conductive and convective parts
did not.
Figure 2. (b) Pattern-facing
lamps showed large temperature
fluctuation during spike and
extremely large Rs variation
along centerline, measured
on implanted side.
(c) Backside-facing lamps
showed good Rs uniformity.
Figure 2 (continued)
(b) (c)
Pattern to Lamps
Lamps
Reflector
Reflector
Lamps
Pattern to Reflector
>>5C, 3σ
-150 -100 -50 0 50 100 150
Wafer Diameter (mm)
Rs (
Oh
m/s
q)
800
700
600
500
400
300
200
78 80 82 84
Time (s)
Tem
per
atu
re (
°C
)
1100
1000
900
800
700
600
500
<5C, 3σ
-150 -100 -50 0 50 100 150
Wafer Diameter (mm)
Rs (
Oh
m/s
q)
800
700
600
500
400
300
200
88 90 92 94
Time (s)
Tem
per
atu
re (
°C
)
1100
1000
900
800
700
600
500

13 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Pattern-Free, Low-Temperature Spike Anneal
Figure 3. (a) Time/temperature
profiles of spike anneals
(using three methods to
improve cool-down) used to
calculate diffusion length for
boron based on an intrinsic
diffusion model.
(b) Experimental Rs/X
j plot
with BF2 implant using three
cool-down methods over a
range of temperatures.
Figure 4. (a) Experimental
time/temperature profiles
with actual wafer-level profiles.
(b) Rate of temperature
change calculated for the
same profiles.
Figure 3
(1)+(2)+(3)
(1)+(2)
(1)
6 7 8 9 10 11 12
Time (s)
Tem
per
atu
re (
�C)
1100
1050
1000
950
900
850
800
120
100
80
60
40
20
0
Diff
. Len
gth
(Arb
. Uni
ts)
(a) (b)
T-Res.-1.49s
T-Res.-1.09s
T-Res.-0.78s
Diff. Length-1.49s
Diff. Length-1.09s
Diff. Length-0.78s
Data-0.8s
Data-1.2s
Data-1.5s
Res.Time-0.75s
Res.Time-1.5s
Res.Time-1.2s
100 150 200 250 300 350
Xj @ 5.1018cm-3 (Å)
Rs (
Oh
m/s
q)
1100
1000
900
800
700
600
500
400
As Implanted Xj
BF2, 1keV, 1·1015cm-2
1082.92C, 1.55s
1053.64C, 0.77s
1054.66C, 1.54s1054.61C, 1.12s
1081.47C, 0.75s
Figure 4
4 6 8 10
Time (s)
Tem
per
atu
re (
�C)
600
550
500
450
400
350
300
20
18
16
14
12
10
8
6
4
2
0
Z-P
rofi
le (
mm
)
T1-No Move
T1-10mm/s 0.5s Delay
T1-10mm/s 1s Delay
T1-5mm/s 1s Delay
Profile-No Move
Profile-10mm/s 0.5s Delay
Profile-10mm/s 1s Delay
Profile-5mm/s 1s Delay
(a)
4 6 8 10
Time (s)
dT/
dt
(K/s
)
100
50
0
-50
-100
-150
-200
20
18
16
14
12
10
8
6
4
2
0
RR1-No Move
RR1-10mm/s 0.5s Delay
RR1-10mm/s 1s Delay
RR1-5mm/s 1s Delay
Profile-10mm/s 0.5s Delay
Profile-10mm/s 1s Delay
Profile-5mm/s 1s Delay
(b)
Waf
er D
ista
nce
fro
m R
P (
mm
)
Figure 4 illustrates results of the above experiments
using various dynamic wafer-level movements. All other
conditions remained constant. In all profiles, the lamps
shut off when the temperature reached 575°C and the
wafer-level movement was initiated after that as shown
in the graphs. Compared to the static wafer profile,
slow movement of the wafer toward the reflector
plate increased the cool-down rate approximately
proportionally as would be expected from the increase
in conductive heat transfer (red temperature profile).
However, faster movement produced a significant
increase in the cool-down rate. This effect can be
attributed to convective cooling action and makes
possible significant improvement in sharpening the
spike profile, even in lower temperature regimes.

14Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Pattern-Free, Low-Temperature Spike Anneal
IMPROVING PYROMETRY FOR LOW- TEMPERATURE RAPID THERMAL ANNEALAs silicide film thickness shrinks with each technology
node, process temperatures and times must be
correspondingly adjusted downward. Temperatures
lower than 250°C are required. Minimizing the thermal
budget while sustaining minimum reaction temperatures
necessitates low-temperature spike anneals.[4]
Achieving a production-worthy process poses a two-
fold challenge. First, temperature measurement with
conventional pyrometry reaches a fundamental limitation
at approximately 200°C due to the decreasing signal-
to-noise ratio between the thermal emission dictated
by the Planck relation and the background radiation.
Therefore, new methods for non-contact temperature
measurement must be developed. Second, to obtain
repeatable results for short processing times, multi-
point temperature control must be implemented for all
possible wafer properties from as low as 50°C.
To address the temperature measurement challenge,
the temperature dependence of the silicon substrate
itself is used to calculate temperature via a transmission
measurement. Figure 5 shows a closed-loop, ultra-low
temperature spike using this transmission pyrometry
method at four locations distributed from the center to
the edge of the wafer.
Figure 5
5 15 25 35 45 55 65
Time (s)
Tem
per
atu
re (
�C)
200
180
160
140
120
100
80
60
40
20
0
WaferSetpoint
CONCLUSIONSeveral recent advances expand the process window
for RTP. Backside heating has proven effective in
overcoming PLE regardless of device structures or
differences in material absorptivity. Dynamically
reducing the distance between wafer and reflection
plate during processing increases the rates of radiative,
conductive, and convective cooling, consistent
with smaller thermal budgets. New temperature
measurement techniques show promise for wafer
processing below the limits imposed by optical
pyrometry, suggesting that further reductions in
chamber processing temperature can be achieved.
REFERENCES[1] I. Ahsan, et al., “Impact of Intra-Die Thermal
Variation on Accurate MOSFET Gate-Length
Measurement,” ASMC, p. 174, 2009.
[2] P. Morin, et al., “Managing Annealing Pattern Effects
in 45nm Low-Power CMOS Technology,” ESSDERC,
2009.
[3] C.I. Li, et al., “Superior Spike Annealing Performance
in 65nm Source/Drain Extension Engineering,” RTP,
p. 163, 2005.
[4] S. Ramamurthy, et al., “Nickel Silicide Formation
Using Low-Temperature Spike Anneal,” Solid State
Technology, p. 37, October 2004.
AUTHORSWolfgang Aderhold is a senior member of the technical
staff in the Anneals and Epitaxy group of the Front End
Products business unit at Applied Materials. He holds
his Ph.D. in electrical engineering from Friedrich-
Alexander Universität, Erlangen, Germany.
Aaron Hunter is a senior director in the Anneals and
Epitaxy group of the Front End Products business unit
at Applied Materials. He received his B.A. in physics
from the University of California at Santa Cruz.
Shankar Muthukrishnan is a global product manager
in the Anneals and Epitaxy group of the Front End
Products business unit at Applied Materials. He holds
his M.S. in environmental engineering from Texas A&M
University.
ARTICLE [email protected]
PROCESS SYSTEM USED IN STUDYApplied Vantage® Vulcan™ RTP
Figure 5. Temperature profile
for a low-temperature spike.

15 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc. Applied Materials, Inc.
To characterize the physical nature of the stacks, XPS
was used to accurately determine the thickness of the
interface layer and HfO2. AR-XPS was used to verify the
nitrogen profile in the stack after post high-κ nitridation,
and TEM to measure ALD step coverage. MOSCAP
devices were fabricated with thermal budgets mimicking
both “gate first” and “gate last” process flows to
quantify Jg and EOT values. Short-loop transistors (ring
gates) were used to investigate the impact of scaling on
electron mobility.
INTERFACE LAYER SCALINGThe oxide interface layer (IL) has a low-κ value; hence,
it is advantageous to focus on reducing the thickness
of this layer as it will produce a large effect on overall
EOT. Both rapid thermal oxidation (RTO) and radical
oxidation processes offer a means to scale the IL below
8Å, as measured by XPS.[7] For scaling the IL to 5Å
and below, the focus has been on radical oxidation
(N2O/H
2), which enables scaling it down to 2Å in a
controlled and repeatable fashion with a thermal budget
compatible with both gate first and gate last processes
(Figure 1). MOSCAP results verified equivalent Jg/EOT
performance for both high-temperature RTO and low-
temperature radox processes, confirming that no quality
was lost in using the latter (Figure 2a). In addition, ring
gate devices verified the expected mobility trend for both
processes (Figure 2b).[8] Although there is a decrease in
mobility from IL scaling due to the increasing proximity
of Hf atoms to the channel causing phonon scattering,
the reduction in EOT does boost transistor drive
current as defined by the following approximation,
Idsat∞ C
ox*μ*(V
g-V
t)^2*(W/L),
where Cox
is the gate capacitance, which is inversely
proportional to the EOT. The balance between IL scaling
for EOT reduction and its impact on mobility must be
optimized.
An alternative approach for IL formation is to use an
SC1 chemical treatment, which cleans the surface and
leaves an oxide layer of approximately 4Å. This type
of oxide has a much lower density than a thermally
grown oxide, which can be seen by comparing the large
discrepancy in thickness from optical ellipsometry
versus XPS. Current studies are examining the reliability
of this type of oxide versus thermally grown oxide;
results will be presented at a future date.
At ≤22nm, the dielectric gate stack must attain an EOT less
than 9Å without degrading gate leakage current, gate stack
reliability, or channel carrier mobility. Methods of extending
each unit process in the replacement gate are shown to
meet requirements for 20nm. In addition, process clustering
proves a means of improving gate stack control and quality.
In 2007, Intel announced the “biggest change in transis-
tor technology since the introduction of the polysilicon
gate MOS transistor in the late 1960s”[1,2] with the
industry’s first high-κ/metal gate product at the 45nm
node. From that time until now, other industry logic and
foundry leaders have announced their offerings for
high-κ/metal gate with variations in the integration
approach—gate first and gate last.[3-6] The high-κ
dielectric instantly provided relief to the equivalent oxide
thickness (EOT) scaling speed bump that came about
when SiON hit its limit due to the immense increase
in leakage current.[2] EOT scaling is required for both
performance boost (increase in Cinv
and improvement
to sub-threshold slope) and mitigating short channel ef-
fects, specifically drain induced barrier lowering (DIBL).
However, extending Moore’s Law to the 22nm and 14nm
nodes gives rise to high-κ gate stack scaling challenges.
The gate stack is composed of the interface oxide layer,
typically grown thermally or chemically, and the bulk
high-κ layer, deposited by either chemical vapor
deposition (CVD) or atomic layer deposition (ALD).
With each node, the stack thickness must scale down
to meet ever decreasing EOT targets (Table 1). To
reduce the EOT further, plasma nitridation can be
employed to incorporate a controlled dose of nitrogen
into the entire stack, followed by an anneal to stabilize
the stack. With this process flow, the 22nm Jg/EOT
targets can be met. However, manufacturing the stack
in a repeatable and reliable manner involves an
additional consideration. The dielectric gate stack is the
core of the transistor and is electrically very sensitive to
variation and quality. Both of these perturbations can be
reduced by (a) having a consistent and minimal queue-
time between each step, and (b) keeping the wafer
in a controlled vacuum atmosphere between steps.
Clustering each of the process chambers onto a vacuum
mainframe can satisfy these requirements.
Table 1
Node (nm)
EOT (Å)
IL Thickness (Å)
High-κ Thickness (Å)
32/28 9-12 7-10 20-23
22/20 6-9 4-7 17-20
16/14 4.5-6 0-3 15-18
KEYWORDS
High-κ/Metal Gate
Atomic Layer Deposition
Radical Oxidation
Plasma Nitridation
Process Clustering
INTEGRATING ATOMIC LAYER DEPOSITION HIGH-κ DIELECTRICSat the ≤22/20nm Logic Technology Node
Table 1. Target thickness
values by technology node

16Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Advanced Effective Oxide Thickness Scaling
To characterize the physical nature of the stacks, XPS
was used to accurately determine the thickness of the
interface layer and HfO2. AR-XPS was used to verify the
nitrogen profile in the stack after post high-κ nitridation,
and TEM to measure ALD step coverage. MOSCAP
devices were fabricated with thermal budgets mimicking
both “gate first” and “gate last” process flows to
quantify Jg and EOT values. Short-loop transistors (ring
gates) were used to investigate the impact of scaling on
electron mobility.
INTERFACE LAYER SCALINGThe oxide interface layer (IL) has a low-κ value; hence,
it is advantageous to focus on reducing the thickness
of this layer as it will produce a large effect on overall
EOT. Both rapid thermal oxidation (RTO) and radical
oxidation processes offer a means to scale the IL below
8Å, as measured by XPS.[7] For scaling the IL to 5Å
and below, the focus has been on radical oxidation
(N2O/H
2), which enables scaling it down to 2Å in a
controlled and repeatable fashion with a thermal budget
compatible with both gate first and gate last processes
(Figure 1). MOSCAP results verified equivalent Jg/EOT
performance for both high-temperature RTO and low-
temperature radox processes, confirming that no quality
was lost in using the latter (Figure 2a). In addition, ring
gate devices verified the expected mobility trend for both
processes (Figure 2b).[8] Although there is a decrease in
mobility from IL scaling due to the increasing proximity
of Hf atoms to the channel causing phonon scattering,
the reduction in EOT does boost transistor drive
current as defined by the following approximation,
Idsat∞ C
ox*μ*(V
g-V
t)^2*(W/L),
where Cox
is the gate capacitance, which is inversely
proportional to the EOT. The balance between IL scaling
for EOT reduction and its impact on mobility must be
optimized.
An alternative approach for IL formation is to use an
SC1 chemical treatment, which cleans the surface and
leaves an oxide layer of approximately 4Å. This type
of oxide has a much lower density than a thermally
grown oxide, which can be seen by comparing the large
discrepancy in thickness from optical ellipsometry
versus XPS. Current studies are examining the reliability
of this type of oxide versus thermally grown oxide;
results will be presented at a future date.
Figure 1
450 500 550 600 650 700 750 800
Temperature (C)
XP
S T
hic
k (Å
)
9
8
7
6
5
4
3
2
1
0
Chem-Ox Thickness
SC1 Chem-Ox
HF-Last
LT RadOx 60s 1%H2
LT RadOx 5s 1%H2
Figure 2
(a)
Gate Last
Gate First
HfO2 Trendline
8 9 10 11 12 13 14 15
EOT (Å)
J g @ V
fb-1
(Å
/cm
2)
1.E+01
1.E+00
1.E-01
1.E-02
1.E-03
Jg/EOT
6Å IL
9Å IL3Å IL
3Å IL
Spike RTO
Low-Temp RadOx
Spike RTO
Low-Temp RadOx
(b)
IL Scaling Trendline
10 11 12 13 14 15
EOT (Å)
Mo
bili
ty (
cm2/V
s)
340
320
300
280
260
240
220
Peak Mobility
Internal MTCG Data
Internal MTCG Data
6Å IL
9Å IL
3Å IL
Figure 1. Radical oxidation
enables controlled, repeatable
IL scaling to 2Å for gate first
and gate last processes.
Figure 2. (a) MOSCAP
results showed equivalent
Jg/EOT performance for
high-temperature RTO and
low-temperature radox
processes.
(b) Ring gate mobility
decreased with EOT for both
along the expected trendline.

17 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
ALD HIGH-κ DEPOSITION AND POST TREATMENTSReplacing thermally grown oxide dielectrics with a
deposited dielectric (ALD HfO2) requires a highly
manufacturable process, in particular excellent
uniformity and low particle count.[9] The ALD high-κ
film used in these studies demonstrates 100% step
coverage in a very aggressive 10nm structure,
confirming its extendibility to emerging 3D transistor
structures (Figure 3).
Figure 3
10nm CD Trench with
7.0-8.6 Aspect Ratio
(Internal Wafer)
Figure 4 shows the scaling trend of oxide, oxynitride,
and HfO2, defined by the dielectric constant, band
gap and alignment, and tunneling effective mass.[10]
For higher-κ films, the slope of the Jg/EOT trendline
becomes steeper, reducing the EOT window for each
material. At this rate, the leakage for HfO2, is expected
to be too high for EOTs of less than ~7-8Å. To extend
HfO2 further, post high-κ plasma nitridation (typically
a 4-10% dose) provides 1-2Å of additional EOT scaling
(Figure 5), deferring the need for higher-κ materials to
<6Å.[11] A post-nitridation anneal removes metastable
Hf-O-N bonds.The EOT-reduction effect of nitrided
HfO2, derives from an increase in the film dielectric
constant (through greater electron and ionic
polarization).[12,13]
GATE STACK CLUSTERINGClustering of oxidation, plasma nitridation, and anneal
process chambers on a vacuum mainframe is well
established in high-volume manufacturing for SiON
gate dielectrics. This approach ensures short, consistent,
and vacuum-controlled queue-time between each
process step in the critical and sensitive gate stack
sequence. By adding a high-κ dielectric film to the gate
stack, two additional interfaces are introduced. At each
logic technology node reduction, the interface-to-bulk
ratio increases dramatically, making process clustering
ever more crucial. During a vacuum break, molecular
contaminants (e.g., C, N, O, F, Na, S) can be incorporated
into the gate stack interfaces. Previous studies have
shown a reduction in gate oxide integrity from the
introduction of hydrocarbons into the gate stack.[14]
Besides freedom from contamination, process control
is another vital advantage of gate stack clustering.
Figure 5 shows the growth in interface layer thickness
with increasing queue-time after an ultra-thin IL
process as compared to a clustered process (zero
queue-time data point). Data collected thus far suggest
tighter transistor characteristics (e.g., >30% reduction
in σVt) and >5% increase in mobility when gate stack
clustering is used.
Advanced Effective Oxide Thickness Scaling
Figure 4
(a)
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
EOT (nm)
J g (Å
/cm
2)
102
100
10-2
10-4
10-6
SiO2
HfO
2 SiON
Doped H
igh-κ
(b)
5 6 7 8 9 10 11 12 13
EOT (Å)
Gat
e Le
akag
e (Å
/cm
2)
1e+2
1e+1
1e+0
1e-1
1e-2
1e-3
ALD HfO2
with Post
Nitridation
ALD HfO2
Figure 3. ALD high-κ
achieves 100% step
coverage of aggressive
aspect ratios.
Figure 4. (a) Jg/EOT trends
illustrate the narrower EOT
scaling window for each
material.
(b) Below 7-8Å, gate
leakage necessitates plasma
nitridation to obtain 1-2Å
further EOT scaling.

18Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Figure 5
0 1 2 3 4 5
Queue-Time to ALD High-κ Deposition (Hours)
XP
S T
hic
knes
s (Å
)
4
3
2
1
0
Clustered Condition
EXTENDIBILITY TO 16NM AND BELOWTo further scale the EOT to meet 16/14nm node
requirements, reduction of the low-κ interface layer
to less than 3Å was investigated (Figure 1). This is the
limit of an SC1-last pre-clean. For ultra-thin to zero IL
formation, an HF-last type clean must be used. The
degree of control and interface quality necessary for
the gate stack require that a dry plasma gate pre-clean
be integrated on the same mainframe. MOSCAP data
show Jg/EOT performance equivalent to traditional
cleans, but with superior interface layer control resulting
from fixed and clustered queue-time. The κ-value of bulk
HfO2 must also be increased, which is accomplished by
incorporating a κ-boosting element, such as Ti, into the
matrix during ALD deposition. By so doing, the element
distribution in the layer can be carefully tailored.
CONCLUSIONThe consistent reduction in EOT at each subsequent
node necessitated by Moore’s Law poses new challenges
for the high-κ gate stack at 22nm and below. These EOT
scaling challenges can be addressed at each process
step in the gate stack sequence. Using low-temperature
radical oxidation, IL thickness can be reduced in a
controlled manner to less than 8Å. The κ-value of
the ALD HfO2 layer can be increased through post-
deposition plasma nitridation and anneal, reducing the
EOT by an additional 1-2Å. Clustering the IL and high-κ
processes improve control and quality. The impact
on transistor performance and reliability is still under
investigation, but initial data suggest improvement
in both electrical performance and distribution. The
proposed gate stack is extendible to 14/16nm nodes
by introducing integrated dry gate pre-clean, <2Å IL
formation, and higher-κ ALD films.
ACKNOWLEDGEMENTSThe authors would like to thank the entire high-κ ALD
team, the oxidation and nitridation team in FEP, design
and core engineering, GPS, TPS, CAT, DTCL, and MTCG.
REFERENCES[1] http://www.intel.com/pressroom/archive/
releases/2007/20070128comp.htm.
[2] K. Mistry, et al., “A 45nm Logic Technology with
High-κ + Metal Gate Transistors, Strained Silicon,
9 Cu Interconnect Layers, 193nm Dry Patterning, and
100% Pb-Free Packaging,” Proceedings of the IEDM,
pp. 247-250, 2007.
[3] M. Chudzik, et al., “High-Performance High-κ/Metal
Gates for 45nm CMOS and Beyond with Gate-First
Processing,” Symposium on VLSI Technology,
pp. 194-195, 2007.
[4] http://www.samsung.com/us/business/
semiconductor/newsView.do?news_id=1162.
[5] http://www.globalfoundries.com/
newsroom/2010/20100901_ARM.aspx.
[6] http://www.tsmc.com/tsmcdotcom/
PRListingNewsArchivesAction.do?action=
detail&newsid=4041&language=E.
[7] M.J. Bevan, et al., “Ultra-Thin SiO2 Interface Layer
Growth,” Proc. of the 18th Conf. on Adv. Thermal
Process. of Semic. – RTP 2010.
[8] J. Huang, et al., “Gate First High-κ/Metal Gate
Stacks with Zero SiOx Interface Achieving
EOT=0.59nm for 16nm Application,” Symposium
on VLSI Technology, pp. 34-35, 2009.
[9] A. Noori, et al., “Enabling ALD Hardware for High-κ
Dielectrics,” 10th International Conference on Atomic
Layer Deposition, 2010.
[10] Y.C. Yeo, et al., “MOSFET Gate Leakage Modeling
and Selection Guide for Alternative Gate Dielectrics
Based on Leakage Considerations,” IEEE Trans. on
Elect. Dev., Vol. 50, No. 4, pp. 1027-1035, 2003.
[11] S. Hung, et al., “ALD HfOx Scaling Through
Nitridation for 22nm and Beyond,” 10th International
Conference on Atomic Layer Deposition, 2010.
Advanced Effective Oxide Thickness Scaling
Figure 5. Increasing
interface layer thickness
with unclustered process
for ultra-thin IL.

19 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Advanced Effective Oxide Thickness Scaling
[12] T. Ino, et al., “Dielectric Constant Behavior of
Hf-O-N System,” Jap J. of Appl. Phys. Vol. 45,
No. 4B, pp. 2908-2913, 2006.
[13] C.S. Kang, et al., “The Electrical and Material
Characterization of Hafnium Oxynitride Gate
Dielectrics with TaN-Gate Electrode,” IEEE Trans.
Elect. Dev., Vol. 51, No. 2, pp. 220-227, 2004.
[14] F. Tardiff, et al., “Hydrocarbons Impact on Thin Gate
Oxides,” Proc. of the Intern. Symp. on Ultra-Clean
Process. of Silicon Surf, pp. 309-312, 1996.
AUTHORSAtif Noori, is a global product manager in the ALD
division at Applied Materials. He holds his Ph.D. in
materials science and engineering from UCLA.
Steven Hung is an integration engineer in the HKMG
Technology Group of the ALD division at Applied
Materials. He received his Ph.D. in electrical
engineering from Stanford University.
Tatsuya E. Sato is a process member of technical staff in
the HKMG Technology Group of the ALD division at
Applied Materials. He holds his M.S. in mechanical
engineering from Hokkaido University, Japan.
Malcolm Bevan is gate manager of the Gate Stack and
Oxidation Products unit of the Front End Products
business unit at Applied Materials. He received his
Ph.D. in physical chemistry from Cambridge University.
Kenric Choi is a member of technical staff in the
ALD division at Applied Materials. He holds his B.S. in
mechanical engineering from San Jose State University.
Brendan McDougall is an integration engineer in the
Transistor Technology Group of Applied Materials. He
received his Ph.D. in physics from Brandeis University.
Johanes Swenberg is head of the gate and oxidation
product line in the Front End Products business unit at
Applied Materials. He holds his Ph.D. in applied physics
from the California Institute of Technology.
Maitreyee Mahajani is general manager in the HKMG
Technology Group of the ALD division at Applied
Materials. She holds her M.S. in materials science
from the University of Alabama.
ARTICLE [email protected]
PROCESS SYSTEM USED IN STUDYCentura® Integrated Gate Stack
(RadOxiL, ALD High-κ, DPN3, RadiancePlus Anneal)

20Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
EXTENDING OXYNITRIDE GATE TECHNOLOGYfor Advanced DRAM
Scaling the DRAM peripheral gate is key to advanced high-
performance, low-power devices, but current nitridation
processes are limited in achieving the optimal leakage and
threshold voltage. A new high-temperature, high-power
NH3 nitridation process with pulsed RF plasma generates
the higher nitrogen doses needed for the 3x/2x nodes
without deterioration of leakage and threshold voltage
performance.
DRAM devices with advanced power-management
features and faster access/storage rates are required to
keep pace with the rapidly expanding variety of mobile
devices. The subsequent performance scaling of the
dielectric gate has prompted successive advances in
oxynitride gate technology. This article discusses
the advantages of plasma nitridation in creating an
oxynitride film and the advances in extending this
technology over multiple generations.
Scaling the transistor to smaller dimensions requires
a gate dielectric with increased capacitance to control
short channel effects. Higher capacitance is achieved
by reducing the gate oxide thickness, but this increases
gate leakage. At thicknesses less than approximately
30Å, the leakage is unacceptably high when SiO2 is
used as the gate dielectric. Consequently, integrated
device manufacturers transitioned to nitrided oxide
(SiON). Over the past decade, nitridation treatments
have been used to incorporate nitrogen into previously
grown SiO2 film. Incorporating the SiON (oxynitride) as
the dielectric gate raises the gate dielectric constant,
thus reducing the equivalent oxide thickness (EOT),
while also reducing the gate leakage more than ten
times over SiO2.
Besides enabling device scaling, oxynitride gate
dielectrics are highly effective barriers to boron dopant
diffusion from the polysilicon gate, which would other-
wise result in unmanageable PMOS threshold voltage
shifts and degraded process control.
Over the past decade, operating powers have scaled
aggressively from 2.5V to operating voltages now
approaching 1.0V while, simultaneously, transfer
rates have increased from 1.0GB/s to those exceeding
20GB/s. Scaling the DRAM peripheral gate is key to
enabling this aggressive performance improvement.
PLASMA VS. THERMAL NITRIDATIONAlthough the first oxynitrides were processed by
annealing a grown SiO2 film in nitrogen-containing
chemistries, plasma nitridation has proven to be far
superior in performance, reliability, and extendibility.
Unlike thermal nitridation, which relies on temperature
to drive nitrogen into the oxide, plasma nitridation
employs a plasma source to expose the SiO2 oxide film
to a nitrogen-rich environment, thereby “dosing” it with
nitrogen. An RF generator creates an electric current
through two source coils (inner and outer) that oscillates
at 13.56MHz. The resulting synchronous oscillating
magnetic field generates an oscillating electric field
that initiates plasma ionization. The ensuing inductively
coupled plasma is “self-contained” in this electric field,
minimizing acceleration of the ions to the wafer surface.
Adjusting the input power modifies the ion density
KEYWORDS
Nitridation
Gate Stack
DRAM Peripheral Gate
Pulsed Plasma
Post-Nitridation Anneal

21 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
High-Temperature, Pulsed Plasma Nitridation
of the plasma, which, in turn, defines the amount of
nitrogen incorporated into the oxide layer. The inner
and outer coil design of the source allows for tuning
plasma density across the wafer to improve nitrogen
dose uniformity.
Figure 1 compares nitrogen depth profiles of a thermal
nitridation and plasma nitridation treatment.[1] The
former results in high nitrogen concentration at the
Si/SiON interface. Nitrogen has a deleterious effect
on device performance, both in the form of reduced
mobility and reduced negative bias temperature insta-
bility (NBTI).[2,3] On the other hand, plasma nitridation
concentrates most of the nitrogen near the top surface
of the oxynitride film, improving device performance
relative to thermal nitridation. By concentrating the
nitrogen near the top surface, higher nitrogen content
can be realized compared to thermal nitridation without
adversely affecting device performance.[1] In addition,
plasma nitridation at lower temperatures suppresses
unwanted dielectric gate thickening caused by thermal
processes, thus enabling greater scaling control.
Investigation of alternative process integrations
incorporating thermal nitridation has shown some
capability to shift the nitrogen profile toward the top
surface, but such efforts are inherently limited by the
thermal nature of the process.[4,5,6]
PULSED PLASMA The penetration of nitrogen ions through the dielectric
gate to the Si/SiO2 interface, potentially compromising
device performance, becomes of increasing concern
as the dielectric gate is thinned. Pulsing the plasma
avoids this effect.[2] Higher energy electrons diffuse to
the wall of the chamber during the off cycle, leaving and
cooling the plasma. The heavier ions are too slow to
escape. The net result is a significant reduction in the
electron energy of the plasma species (<0.5eV) without
a change in ion density. The plasma “softens” by this
shifting of the ion energy distribution to lower levels.
Figure 1. Comparison of
nitrogen profiles shows
nitrogen accumulation at
the Si/SiO2 interface with
thermal nitridation. Plasma
nitridation keeps nitrogen at
the top surface away from
the Si/SiO2 interface.
Figure 2. (a) Langmuir probe
measurements reveal lower kTe
and Vp when the RF plasma is
pulsed (green data). A 4X re-
duction is achieved at 10mTorr.
(b) Nitrogen ion-energy
distributions (10mTorr and fixed
effective RF power for modified
pulsed RF plasmas at 10kHz
and duty cycles <20%) show a
shift to lower ion energy levels,
i.e., “softer” plasma.
0 200 400 600 800
Sputter Time (s)
Seco
nd
ary
Ion
Co
un
ts
104
103
102
101
100
Thermal Nitridation
(a)
NO
0 200 400 600 800
Sputter Time (s)
Seco
nd
ary
Ion
Co
un
ts
104
103
102
101
100
Plasma Nitridation
(b)
SiON/Si InterfaceNO
SiON/Si Interface
Images courtesy of Toshiba
0 20 40 60
Pressure (mTorr)
No
rm. E
lect
ron
Tem
per
atu
re o
rN
orm
. Pla
sma
Pote
nti
al (
au)
1.0
0.8
0.6
0.4
0.2
0.0
(a)
pRF
CW
Vp
kTe
20%
5%
15%
10%
0.0 0.2 0.4 0.6 0.8 1.0
Normalized Ion Energy (au)
f(v)
(b)
CWPulsed RF (% Duty Cycle)
Figure 1
Figure 2

22Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
High-Temperature, Pulsed Plasma Nitridation
Langmuir probe measurements of kTe at 1µs intervals
reveal the periodic variations resulting from pulsed
plasma power. At the lower process pressures
(~10mTorr) optimal for high plasma density, kTe
for pulsed RF plasma is four times lower than for
continuous wave plasma (Figure 2a). The shift in
ion-energy level can also be represented by plotting the
ion-energy distributions (Figure 2b). (Although higher
pressures can be used as an alternative means of
lowering the ion energy, by decreasing the mean free
path, the subsequent drop in ion density results in lower
nitridation rates.[7]) The ensuing “softer” plasma further
ensures that nitrogen is incorporated only at the top
surface of the dielectric gate, thereby maintaining high
channel mobility.[3] This “softer” plasma results in a 15%
improvement in high-field effective mobility compared
to continuous wave plasma at a given nitrogen content
(Figure 3). This improvement reduces threshold voltage
shift, translating into an approximate doubling of
transistor lifetime.[2]
INTEGRATED POST-NITRIDATION ANNEALNitrogen incorporation into the dielectric gate shifts the
threshold voltage. The high sensitivity of threshold volt-
age to nitrogen content poses manufacturing challenges
as nitrogen concentration in the oxynitride decreases
over time following the nitridation treatment.[8] Figure
4a shows a greater than 10% drop in nitrogen content
over a short idle time after plasma nitridation, which
translates into a significant shift in threshold voltage.
A high-temperature (≥950°C) post-nitridation anneal
(PNA) immediately following the nitridation process
counteracts this nitrogen loss (Figure 4b). By clustering
the plasma nitridation and post-nitridation anneal on a
common platform, time-dependent process variability
can be removed, resulting in a stable and robust process
essential for manufacturing oxynitride gates.
The PNA also eliminates an unstable bonding phase
that results from plasma damage during the nitridation
process. This instability causes a fluctuation in electrical
(a) (b)Source: Reference 2.
1.0 1.5 2.0
Stress Voltage (V)
Life
tim
e (a
u)
102
10
1
10-1
10-2
10-3
10-4
Pulsed RFCW
10 12 14 16
Nitrogen Concentration (at. %)
PM
OS
I dsa
t* T
inv
1600
1400
1200
1000
800
Pulsed RF (15% Higher)
CW
Figure 3
Figure 4
Figure 4. (a) PMOS
threshold voltage shows a
significant shift as a function
of nitrogen content.
(b) A 15% drop in nitrogen
content occurs without PNA.
PNA counteracts the nitrogen
loss.
Figure 3. (a) Normalized
saturation drain current for
long channel PMOS transistors.
(b) NBTI lifetime estimate
(10% Idsat
degradation failure
criterion). The lower electron
temperature (“softer” plasma)
of pulsed plasma improves
high-field effective mobility by
15%, in turn improving NBTI
performance.
(a) (b)
0 5 10 15 20 25 30
Time to XPS (hrs)
No
rmal
ized
Nd
ose
100
95
90
85
80
20Å Base Oxide, ~20% N, 1000°C PNA
No PNA
With PNA
0 5 10 15 20
XPS N% (EW)
Vt S
hif
t (m
V)
vs. T
her
mal
Nit
rid
atio
n
Ref
eren
ce (
4%
)
300
200
100
0
-100
Vt Sensitivity
is 28mV/%N
PMOS 10Å Base Oxide
(PMOS 10Å Base Oxide)

23 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
characteristics and, hence, variation in the threshold
voltage. The high-temperature, post-nitridation anneal
not only removes this unstable phase, but also reduces
the defects brought about by plasma damage near the
high-mobility channel, further ensuring optimal device
performance.
HIGHER NITROGEN CONTENT PROCESSINGConventional nitrogen plasma nitridation begins to
approach a limit when scaling the dielectric gate to
thicknesses of approximately 20Å. Attempts to increase
nitrogen content can enable further EOT scaling;
however both leakage and threshold voltage require-
ments can no longer be met. A high-temperature, high-
power NH3 plasma satisfies all three requirements by
altering the trade-off between EOT, threshold voltage,
and gate leakage.
NH3 plasma consists primarily of NH radicals while N
2
plasma contains mostly N2 ions (Figure 5). It has been
theorized that ammonia’s propensity to dissociate in
plasma relative to that of nitrogen results in more
effective incorporation of nitrogen into the oxide film.[9]
However, NH3 plasma nitridation at room temperature
produces an unacceptably large shift in threshold
voltage for the same amount of nitrogen incorporated
(Figure 6a). Heating the substrate during nitridation
eliminates the threshold voltage shift and also improves
EOT scaling (Figure 6b). The additional process space
made available by the shifted threshold voltage versus
EOT trade-off may then be exploited to improve leakage
performance by increasing the nitrogen dose.
NH3 chemistry is introduced into the chamber in a
fashion similar to that used for earlier nitrogen
chemistry, with an added insulated gas box to ensure
safe delivery of the toxic chemistry. The necessary high
temperature is provided by an electrostatic chuck that
delivers direct and more stable heating of the wafer
than is possible with a heated pedestal that relies on
convective heating. Although a heated pedestal can
achieve higher starting temperatures, the convective
nature of the heater causes wafer temperature to drop
during the reduced-pressure plasma process. This
results in a highly variable process temperature with an
overall lower average. In comparison, an electrostatic
chuck demonstrates a stable and robust temperature
over the entire process (Figure 7).
High power is necessary to compensate for the lower
nitridation rates associated with NH3 plasma. Pulsing
delivers a “soft” plasma at elevated RF power and
temperature. Combining these conditions with an
integrated PNA on a common platform delivers superior
production-worthy, plasma nitridation capability.
Figure 5
300 310 320 330 340 350 360 370 380 390 400
Wavelength (nm)
OES
In
ten
sity
(au
)
7000
6000
5000
4000
3000
2000
1000
0
N2
+
353.3,353.8,354.9,356.4,358.2
N2
357.7
N2
353.7
N2
350.0
N2
380.5N
2
399.8
N2
394.3
N2
+
391.4
NH337.0
NH336.0
N2
337.1
N2
315.9
N2
313.6
N2
311.7 N2
389.5
N2
375.5
N2
371.1N2
367.2
N2
328.5N
2
326.8
N2 Plasma
NH3 Plasma
High-Temperature, Pulsed Plasma Nitridation
Figure 5. Optical emission
spectroscopy highlights the
species difference between
N2 and NH
3 plasmas.
Figure 6. (a) Elevated process
temperature eliminates the
shift in threshold voltage that
occurs in room-temperature
NH3 plasma.
(b) NH3 plasma improves
EOT scaling compared to
N2 plasma for given nitrogen
content.
Figure 6
(a)
20 22 24 26 28
ReVera N%
Th
resh
old
Vo
ltag
e (V
)
Room Temperature NH3
High Temperature NH3
Target Performance
50mV
1.85 1.9 1.95 2.00
Equivalent Oxide Thickness (CET@1V - 0.45) (nm)
Th
resh
old
Vo
ltag
e (V
)
(b)
10mV
NH3
N2
17.5% N
20% N

24Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Figure 7
Time
Tem
per
atu
re (
�C)
550
500
450
400
350
300
Wafer Chuck
Wafer DechuckPlasma On
Plasma On
Pre-Heat andGas Stabilization
Gas Stabilization
DPN HD (500�C)
Heated Pedestal (550�C)
CONCLUSIONCombining a high-temperature, high-power NH
3 plasma
nitridation with pulsed RF plasma and an integrated
PNA satisfies EOT scaling, leakage, and threshold voltage
requirements for next-generation DRAM peripheral
gates and offers an attractive alternative to the costly
transition to high-κ dielectric gates. Furthermore, a
unique feature of the NH3 chemistry is the formation of
NH radicals in the plasma, which is typically associated
with greater process conformality. As device structures
transition to 3D, this property may facilitate new
nitridation applications utilizing NH3 plasma.
REFERENCES[1] B. Chow, et al., “Extending Silicon Oxynitride Gate
Dielectrics for the 90nm Node,” Semiconductor FabTech, 17th Edition – Wafer Processing, pp. 107-109, 2002.
[2] P.A. Kraus, et al., “Low-Energy Nitrogen Plasmas for 65nm node Oxynitride Gate Dielectrics: A Correlation of Plasma Characteristics and Device Parameters,” VLSI, 2003.
[3] P.A. Kraus, et al., “Further Optimization of Plasma Nitridation of Ultra-Thin Oxides for 65nm Node MOSFETS,” Semiconductor FabTech 23rd Edition – Wafer Processing, pp. 73-76, 2004.
[4] S. Inaba, et al., “Device Performance of Sub-50nm CMOS with Ultra-Thin Plasma Nitrided Gate Dielectrics,” IEEE-IEDM, pp. 651-654, 2002.
[5] T. Sasaki, et al., “Engineering of Nitrogen Profile in an Ultra-Thin Gate Insulator to Improve Transistor Performance and MBTI,” IEEE Electron Device Letters, Vol. 24, No. 3, pp. 150-152, 2003.
[6] S.H. Hong, et al., “The Development of Dual-Gate
Poly Scheme with Plasma Nitride Gate Oxide for
Mobile High Performance DRAMs: Plasma Process
Monitoring and the Correlation with Electrical
Results,” IEEE ICICDT, pp. 219-222, 2004.
[7] H.H. Tseng, et al., “Ultra-Thin Decoupled Plasma Ni-
tridation (DPN) Oxynitride Gate Dielectric for 80nm
Advanced Technology,” IEEE Electron Device Letters,
Vol. 23, No. 12, pp. 704-706, 2002.
[8] A.Hegedus, et al., “Clustering of Plasma Nitridation
and Post Anneal Steps to Improve Threshold Voltage
Repeatability,” IEEE Transactions on Semiconductor
Manufacturing, Vol. 16, No. 2, pp. 165-169, 2003.
[9] T. Bieniek, et al., “Ultra-Shallow Nitrogen Plasma
Implantation for Ultra-Thin Silicon Oxynitride (SiOxN
y)
Layer Formation,” Journal of Telecommunications
and Information Technology, pp. 70-75, 2005.
AUTHORSDavid Chu is global product manager of the Gate Stack
and Oxidation Products unit of the Front End Products
business unit at Applied Materials. He received his
Ph.D. in materials science and engineering from the
University of California, Berkeley.
Wei Liu is a senior member of technical staff in the
Gate Stack and Oxidation Products unit of the Front End
Products business unit at Applied Materials. He holds
his Ph.D. in chemistry from the University of British
Columbia, Canada.
Theresa Guarini is a process engineer in the Gate Stack
and Oxidation Products unit of the Front End Products
business unit at Applied Materials. She received her
Ph.D. in applied physics from Stanford University.
Nathan Sanchez is program manager for the Gate Stack
and Oxidation Products unit of the Front End Products
business unit at Applied Materials. He holds his B.S.
in mechanical engineering from the Massachusetts
Institute of Technology.
ARTICLE [email protected]
PROCESS SYSTEM USED IN STUDYApplied Centura® DPN HD™
High-Temperature, Pulsed Plasma Nitridation
Figure 7. Process
temperature-time profiles
for electrostatic chuck and
heated pedestal demonstrate
temperature stability during
the plasma process when
using the chuck.

25 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
IMPROVING TUNGSTEN CHEMICAL MECHANICAL PLANARIZATIONfor Next-Generation Applications
KEYWORDS
Tungsten
CMP
Slurry
Pad
Planarization
Tungsten CMP is becoming a more frequent and
challenging process in advanced integrations. Here,
preservation of device topography through precision
planarization end-pointing is crucial to successful device
performance. Future applications, such as 3D memory
structures, will demand even greater removal control, while
lower costs and higher productivity will be necessary if
these new integration schemes are to be cost competitive.
Dual-wafer polishing and real-time process control will help
satisfy these diverse requirements.
Tungsten is used throughout the transistor creation
level, i.e., front-end, of advanced 3D memory in buried
word line and buried bit line, local interconnects, and
contacts to transistors. Tungsten is favored over other
metals for its large thermal budget for subsequent
processing steps. In addition, tungsten’s conductivity,
lack of diffusion/interaction with other materials and
proven performance in logic and memory devices also
make it the likely metal for next-generation applications.
Like other metal CMP applications, the fundamental mechanism for tungsten removal is based on oxidizing the metal surface and subsequently abrading the metal oxide to expose a new layer of unoxidized metal. This process repeats itself until all the metal is removed over a stop layer (typically a dielectric material, e.g., TEOS, USG), which is also referred to as clearing the metal. The remaining metal in the via or trench undergoes further removal (metal dishing) by this oxidation process. Controlling the removal process to clear the tungsten over oxide and ensure uniform removal within the dies, both within wafer (WiW) and wafer-to-wafer (WtW), is the key to meeting next-generation tungsten CMP performance requirements.
This article looks at two technologies to help improve tungsten CMP performance and lower costs. First, it shows how adapting an in-situ tungsten thickness sensor and a multi-zone polishing head improves WtW, WiW, and within die uniformity. Second, it investigates dual-wafer tungsten CMP and its ability to lower costs. The combination and synergy of these two technologies in a single product enables tungsten CMP for future on-wafer performance, throughput, and cost requirements.
EXPERIMENTAL SET-UPDual-wafer and single-wafer polishing platforms were used in these comparative studies. Both were equipped with production-proven stacked polishing pads comprising a top pad composed of a high durometer polyurethane over a high compression sub-pad, i.e., a hard pad, with concentric grooves. For these experi-ments, the polish slurry was a silica-based abrasive slurry with 2% H
2O
2. The polishing test was conducted
on both blanket tungsten and test pattern wafers. An RS-100 four-point probe and an eddy current sensor measured blanket tungsten film thickness and profile.

26Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Real-Time Process Control
TUNGSTEN REMOVAL PROFILE CONTROLProfile control has been implemented for 300mm tungsten CMP via closed-loop, real-time WiW control of bulk tungsten removal. The method uses a high- resolution sensor for in-situ measurement of tungsten thickness across the wafer during polishing. The high-resolution sensor is a critical component of process control technology due to the challenge of the relatively high resistance of the relatively thin tungsten film. The bulk tungsten removal process is controlled via real-time, in-situ incremental changes to polishing conditions, using a multi-zone polishing head. These controls have demonstrated more uniform tungsten clearing, resulting in lower and more consistent WiW tungsten and dielec-tric loss than is possible with an open-loop process.
Figure 1 shows the elements of the control system. The eddy current-based sensor makes in-situ, millimeter-scale measurements of tungsten thickness from the center to the edge of the film.[1] During polishing, the software model instantaneously analyzes the tungsten
thickness profile and determines which areas are
diverging from the target. It then generates incremental
modifications to the polish recipe parameters, feeding
these forward to the CMP system at discrete, user-
defined intervals to correct the deviations.
The process control model is constructed from a
physical model of the hardware components and the
characteristic response of the tungsten CMP process
for a given set of input parameters. The system can
be adapted to a variety of input parameters, including
pressure, velocity, and slurry flow. The polish head
incorporates multiple independent annular pressure
zones located behind the wafer. The simple graphical
user interface allows the user to optimize system
performance by adjusting relatively few parameters.
The evolution of the tungsten film profile during a CMP
process is shown in Figure 2, in which the open-loop
polish (Figure 2a) was conducted with fixed input
pressures and the closed-loop polish (Figure 2b) with
variable input pressures on different zones depending
on signal feedback. Polishing conditions were the same
Figure 1. (a) Schematic
of eddy current sensor
for tungsten thickness
measurement.
(b) Elements of the closed-
loop profile control system.
Figure 2. (a) Open-loop and
(b) closed-loop polishing
profiles of tungsten films at
3.5psi, and (c) a film profile
comparison.
Figure 1
Figure 2
(a) (b) (c)
Closed LoopOpen Loop
-150 -75 0 75 150
2000
1500
1000
500
0
-150 -100 -50 0 50 100 150
Position (mm)
Tun
gste
n T
hic
knes
s (Å
)
1600
1400
1200
1000
800
600
400
200
0
-150 -75 0 75 150
4-point Probe Measurements
Open Loop (1 wafer)
Closed Loop (4 wafers)
Udrive
Usignal
(a) (b)
D can be correlated to:
- Usignal
(amplitude)
- Phase di�erence between U
drive and U
signal
BulkConductor
Layer
Electromagnetic Sensor
Eddy Current
Driving Flux
Opposing Flux
Wafer
D
ProfileError
Desired Profile
Incremental Adjustment
In-Situ ProfileMeasurement
CMP System
Wafer
Process ControlSoftware Model

27 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Real-Time Process Control
at the start of both experiments. Under open-loop
conditions, the polish rate at the edge dropped over
time, resulting in an edge-thick profile of the remaining
film (edge thickness of 450Å vs. center thickness of
250Å). Under closed-loop conditions, the system
increased the pressure to the edge zones as polishing
proceeded, achieving a much more uniform post-polish
profile. The 200Å difference in edge thickness remaining
between the two polish modes is significant as the post
profiles are compared in Figure 2c.
Figure 3
-150 -100 -50 0 50 100 150
Wafer Diameter (mm)
Tun
gste
n F
ilm
Po
st T
hic
knes
s(Å
, Ed
dy
Cu
rren
t M
easu
rem
ent)
2000
1800
1600
1400
1200
1000
800
600
400
200
0
Side A
Side B
Figure 4
200 300 400 500 600
Prestonian, Pressure x Linear Velocity(psi*inch/sec)
Rem
oval
Rat
e (Å
/min
)
(b)
5000
4000
3000
2000
1000
0
Dual Heads per Platen
Single Head per Platen
100 200 300 400 500 600
Prestonian, Pressure x Linear Velocity (psi*inch/sec)
Rem
oval
(Å
, 60
sec)
(a)
2000
1500
1000
500
0
42” Platen
30” Platen
4psi/115rpm
4psi/115rpm3psi/73rpm
3psi/73rpm
DUAL-WAFER POLISHING OF TUNGSTENA dual-wafer polishing configuration was developed
to advance CMP manufacturing capabilities in which
two wafers were polished simultaneously on the same
platen (42-inch). The two heads were controlled
independently with dedicated pressure regulators and
closed-loop control systems. Figure 3 demonstrates the
closely matched performance on the two wafers.
In describing its polish rate as a function of platen
revolutions per minute and polish pressure, tungsten
CMP closely follows the Preston equation RR = k*P*V,
where:
RR = removal rate
k = empirical constant taking into account such
parameters as polishing pad surface and slurry
availability at the wafer’s surface
P = average polishing pressure at the wafer’s surface
V = average polishing velocity between wafer and
pad surfaces
As shown in Figure 4, the rate of tungsten removal is
linearly proportional to the down force and the linear
velocity experienced at the wafer surface. The linearity
is almost independent of the polish system as the data
from a 30-inch platen system and those from a 42-inch
platen closely match a single fit line. The smaller
diameter of the 30-inch platen limits the process
window whereas a 42-inch platen widens it and
enhances the removal rate by 50%.
Figure 4 also illustrates the increase in removal rate
achieved by using a dual-wafer platen. While each
wafer can still be independently controlled, an
additional synergy occurs when two wafers share the
same platen. This synergy dramatically enhances the
polish rate and significantly reduces slurry consumption.
In our tests, we observed an average of 20%
enhancement in productivity and 50% savings in slurry
usage. The rate enhancement also enables flexibility
in pad selection. Pads that are typically eliminated
on the basis of a lower removal rate can be reconsid-
ered for their superior defect performance and/or
cost advantage. Figure 5 illustrates a typical example
of pattern wafer performance. The tungsten plugs
remained intact after polish with very minimum plug
topography (24Å).
Figure 4. (a) Tungsten
CMP exhibits the Prestonian
relationship regardless of
platen size, but (b) dual-wafer
polishing increases the
removal rate.
Figure 3. Comparison of
in-situ, real-time tungsten
film profile monitoring with
closed-loop control on dual
heads A and B.

28Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Real-Time Process Control
PERFORMANCE CONSISTENCYIn a 5000-wafer marathon to test the validity of the
above studies, the tungsten CMP process demonstrated
a consistent removal rate of 3700Å/min with average
WiW non-uniformity of less than 2.1% and WtW non-
uniformity of 3.7%. With the eddy current sensor, the
consistent polishing performance results in accurate
in-film stopping capability (Figure 6).
CONCLUSIONReal-time process control enables the greater precision
and uniformity of tungsten removal and dishing required
for next-generation devices, such as 3D memories. In
addition, real-time process control enables dual-wafer
polishing in a production environment. Real-time process
control ensures the same on-wafer performance for
both of the wafers being polished. Dual-wafer polishing
inherently improves productivity/throughput, but
more importantly uses substantially less slurry without
compromising removal rate, uniformity, and defectivity.
By combining both technologies in a single product,
both on-wafer performance and productivity/cost for
future tungsten CMP applications can be achieved
simultaneously.
REFERENCES[1] D. Bennett, et al., “Real-Time Profile Control:
Advanced Process Control for Copper CMP,”
Semiconductor Fabtech, Vol. 22, pp. 33-35, 2004.
AUTHORSSidney Huey is a global product manager in the Chemical
Mechanical Planarization business unit at Applied
Materials. He holds his M.S. in mechanical engineering
from Princeton University.
Stan Tsai is a technology manager in the Chemical
Mechanical Planarization business unit at Applied
Materials. He received his Ph.D. in chemistry from
the University of Alberta, Canada.
Zhefu Wang is a process engineer in the Chemical
Mechanical Planarization business unit at Applied
Materials. He holds his Ph.D. in mechanical engineering
from Oregon State University.
Rixin (Vince) Peng is a process engineer in the
Chemical Mechanical Planarization business unit at
Applied Materials. He received his B.S. in chemical
engineering from the University of California, Berkeley.
ARTICLE [email protected]
PROCESS SYSTEMS USED IN STUDYApplied Reflexion® GT™ CMP
Applied Reflexion® LK™ CMP
Figure 5. Tungsten CMP
performance on patterned
wafers (Applied Materials
internal test pattern, 50nm
plug arrays). (a) SEM shows
intact plugs and (b) AFM
shows minimum plug recess.
Figure 6. Consistent in-film
stopping at 650Å remaining
through 5000-wafer marathon.
Figure 5
FOV = 3μm
(a)
0 200 400 600
nm
nm
(b)
9.5
0
-9.5
Plug Recess = 24Å
Section Analysis
Figure 6
0 1000 2000 3000 4000 5000
Wafer #
Rem
ain
ing
Th
ickn
ess
(Å, @
28
% E
P)
1000
900
800
700
600
500
400
300
200
100
0
10% Control Line
Day 1 Day 2 Day 3 Day 4 Day 5WetIdle
WetIdle
WetIdle
WetIdle

29 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Complex multi-level logic and memory structures require
a large number of thin conformal oxide layers, but low
thermal budgets rule out furnace processes. Additionally,
conformality and pattern loading effects become significant
challenges at the aggressive aspect ratios and high feature
densities of sub-20nm geometries. A new low-temperature
process deposits an oxide film with conformality and
pattern independence similar to atomic layer deposition,
but scalable from 10Å to 300Å at high productivity, making
it suitable for diverse applications.
With device geometries shrinking to sub-20nm levels,
the integration schemes for manufacturing complex
multi-level logic and memory structures require an
increased number of applications for thin conformal
oxide films (typically 10Å-300Å thick). Besides good
conformality, these applications require minimal to no
pattern loading and film properties similar to those of
thermal oxides. Further, at advanced technology nodes,
the thermal budget of these liners is limited to less
than 400°C. Furnaces have historically been used for
thin oxide film deposition, but they typically operate at
much higher temperatures (>600°C) and film properties
and deposition rates degrade as the thermal budget
is lowered. Atomic layer deposition (ALD) techniques
can provide near 100% conformality and zero pattern
loading, but deposition rates are extremely low and
productivity concerns rule out scaling these technologies
for mid-range thicknesses nearing 300Å.
An ALD-like conformal oxide film that deposits at low
temperatures has been developed to address the thermal
budget concerns for these thin oxide liners. This ALD-
like process uses a new silicon precursor with low
sticking coefficient to achieve near 100% conformality
and minimal pattern loading, as well as high deposition
rates and extremely good film quality. Further, the
process can be scaled from very thin films approaching
10Å up to 300Å at high productivity, making it suitable
for an array of spacer and thin oxide film applications.
EXPERIMENTAL SET-UP AND RESULTSThe reactor used for this film was a modified HARP
design[1] with the unique capability of in-situ plasma
treatments using different inert gases, which densify
the film and result in lower wet etch rate ratios (WERR).
It also allows for cyclic processing similar to ALD
reactors with plasma treatments. Precursor flow control
and hardware were optimized to enable uniform mixing
of individual reactants, facilitating the short deposition
times necessary for thickness control in the angstrom
regime.
For process development, such parameters as
temperature, precursor flow, oxidative ambient
flow/concentration, and heater spacing were varied.
Step coverage and pattern loading effect (PLE) were
evaluated using cross-sectional TEM images. Based on
these experiments, a process regime was identified that
shows extremely good conformality and minimal PLE.
Figure 1 shows several examples. Figure 1a is a cross-
KEYWORDS
ALD
Liner
Oxide
Low-Temperature
Conformal
Pattern Loading Effect
A HIGH PRODUCTIVITY ALD-LIKE CONFORMAL OXIDE LINERfor ≤20nm Technology Nodes

30Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
ALD-Like High Productivity Oxide Liner
section of TEM images of via features with ~2:1 aspect
ratio. The images were taken in the via array center
and the via array edge. The TEM measurements reveal
>99% film conformality. Figure 1b shows the ALD-like
oxide liner deposited on 4:1 aspect ratio structures on a
dense array of trenches and a trench feature adjacent to
a wide open area. Here, the film was >99% conformal
and PLE measured only ~3Å from the dense sidewall
thickness to the thickness in the open field. For oxide
liner applications in deep trenches, such as shallow
trench isolation (STI) liners or buried word lines and
buried bit lines in advanced DRAM, the oxide liner
conformality was also measured in high aspect ratio
(7:1) STI features. Figure 1c shows an STI structure on
which >99% conformality was achieved.
The low deposition temperature (350°C) makes the
new liner suitable for a variety of advanced applications
in which lowering the thermal budget is critical. Several
in advanced memory and logic require oxide deposition
on metals, such as TiN or W (e.g., on a gate in logic
or flash, or a word or bit line in memory). Higher
temperatures are not suitable because of the oxidation
of the underlying metal, which may inherently increase
the resistivity of the metal line. The TEMs in Figure 2
show deposition on W and TiN with virtually no
oxidation of the underlying metal.
Figure 2
Pre ~150Å Oxide Liner
50
0Å
TiN
Su
bst
rate
50
0Å
W S
ub
stra
te
20nm 20nm
20nm 20nm
14.8nm
50.1nm
47.6nm48.3nm
3nm 3.5nm
17.2nm
Minimal oxide growth after liner dep
35Å oxide after liner dep
30Å oxide prior to liner dep
Figure 1. The new liner
exhibits >99% conformality
on aspect ratios from
(a) a 2:1 via to (b) 4:1
trenches to (c) 7:1 STI in
addition to minimal PLE.
Figure 1
Before Liner With Liner Deposited
(b) (c)
100nm
Step Coverage: Sidewall/Top: 100%; Bottom/Top: 100%
Pattern Loading E�ect: Top/Open: 96%; Sidewall/Open: 96%
Dense Dense and Open
(a)
23.9nm
24nm
24.2nm
24nm
24nm
50nm
Via at Pattern Edge Center Via
1.00um
71Å
71Å
69Å
71Å
71Å 71Å
71Å
74Å
74Å
69Å
50nm 50nm 500nm6/28/2010
24.1nm
Figure 2. Low-temperature
deposition of new oxide liner
allows for deposition on
metal lines without oxidation
of underlying metal.

31 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
ALD-Like High Productivity Oxide Liner
Electrical properties for the new oxide liner were
obtained on both planar and 3D MOSCAP structures.
For a planar MOSCAP, the top and bottom electrodes
are separated by a dielectric in the horizontal plane
(Figure 3). The 3D MOSCAP is conceptually similar
to a planar MOSCAP, except that the dielectrics
between the two electrodes are no longer planar. Three
dielectrics are present: SiN on top of the silicon fin, a
sidewall dielectric, and a bottom STI oxide. The sidewall
dielectric is designed to be much thinner than the top
SiN and bottom STI oxide, thus all current-related
measurements are dominated by the sidewall. The
total sidewall area is designed to be much larger than
the area of the top SiN and bottom STI oxide. The total
measured capacitance is dominated by the sidewall
dielectric due to this combination of much larger area
and much thinner dielectric. The oxide liner exhibited
excellent electrical and isolation characteristics. Figure
3 shows planar MOSCAP I-V data for 100Å of conformal
oxide compared to 100Å of high quality thermal oxide,
demonstrating a higher breakdown voltage (>10MV/cm)
for the new liner. Also shown is the sidewall breakdown
voltage (using 3D MOSCAP wafers), which measures the
insulation and electrical characteristics of the film on the
sidewall. Again, the oxide liner performance was superior
to those of a 100Å high quality thermal oxide film.
The modified HARP reactor allows for in-situ
densification of the oxide liner using plasma treatments.
These can be cycled in blocks of thickness depending
on the final thickness and WERR requirement of the
film. Several applications for new oxide liners require
improved WERR in wet clean environments. The new
oxide liner exhibits a WERR of <2.3 in 100:1 DHF
compared to thermal oxides. The improvement in film
quality with the plasma treatment manifests itself in
film stress stability as a function of time, as well as
Fourier-transform infrared (FTIR) spectra. Figure 4
shows excellent film stress stability over time in
addition to FTIR spectra confirming good quality oxide
with no Si-H, Si-OH or C present.
Figure 3. (a) Cross-section
of planar MOSCAP and 3D
MOSCAP.
Figure 3. (b) (c) Excellent
breakdown voltage on both
planar and 3D MOSCAPS.
Figure 3
0.0 2.0 4.0 6.0 8.0 10.0 12.0 14.0 16.0 18.0 20.0
Vbd
(mV/cm)
I (A
mp
s)
1.00E+00
1.00E-02
1.00E-04
1.00E-06
1.00E-08
1.00E-10
1.00E-12
2X 50Å
100Å Thermal Oxide Film
(b)
2X 50Å
100Å Thermal Oxide Film
(c)
0.0 2.0 4.0 6.0 8.0 10.0 12.0 14.0 16.0 18.0 20.0
Vbd
(mV/cm)
I (A
mp
s)
1.00E+00
1.00E-02
1.00E-04
1.00E-06
1.00E-08
1.00E-10
1.00E-12
(a)
Pad Metal
Poly
Gate Dielectric
Si
Planar MOSCAP
Pad Metal
SiNPo
lyGateDielectric
SiO
2
3D MOSCAP

32Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
ALD-Like High Productivity Oxide Liner
DISCUSSIONAdvanced semiconductor fabrication requires thin films
to be deposited uniformly on patterned structures with
varying geometries (trenches, fins, vias, and islands) and
a wide range of aspect ratios. Line-of-sight processes
(PVD, PECVD) do not provide good conformality on
aggressive structures, but ALD and CVD provide viable
alternatives. CVD processes in certain growth regimes
are capable of high conformality without sacrificing
film growth rates. In the CVD literature, the problem of
identifying conformal growth regimes is addressed by
the surface reaction probability ß (also called sticking
coefficient), defined as the probability that a precursor
molecule will adsorb to form a film per unit molecular
collision.[2,3] For high conformality, lower values of
ß are preferred, which implies that the precursor
consumption rate is low, resulting in a smaller gradient
in precursor partial pressure with increasing depth in
the feature.[4]
The new ALD-like process lowers the surface reaction
probability ß by changes in process, as well as by
employing a new precursor for film growth. The two
key features of the new process regime that improve
conformality are high pressure (>500Torr) and choked
oxidative ambient flow. Higher pressure reduces the
precursor partial pressure gradient from feature top to
bottom and the choked oxidative ambient flow reduces
the precursor consumption rate. Both these parameters
help to operate in a surface reaction limited regime with
lower values of surface reaction probability ß.
The improved conformality with the new precursor is
attributed to the reduction in the concentration of the higher order intermediates and their participation in film growth. As shown in Figure 5, the new precursor forms a stable intermediate while higher order reactive species like poly-siloxanes are not formed (These heavier species have low mobility and much higher sticking coefficients, leading to an increased surface reaction rate and severely worsening film conformality.) The secondary reactive species are produced by gas phase reactions and/or surface reactions on the trench walls and thus have a higher concentration gradient (with feature depth) than that of the first order intermediates.
PLE has been another major concern with traditional
CVD oxide liners as the deposition rate is inversely
correlated with the pattern area density of the
Figure 4
1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5
Time (hrs)St
ress
(M
Pa)
0
-20
-40
-60
-80
-100
-120
-140
-160
(a)
3900 3400 2900 2400 1900 1400 900 400
Wavenumber (cm-1)
Ab
sorp
tio
n (
au)
0.25
0.2
0.15
0.1
0.05
0
-0.05
(b)
Si-O Stretch
Si-OStretch
Si-OBend
5min1hr2hr3hr
Figure 5
TEOS as Precursor
(Silanol)
OC2H
5
OC2H
5
OC2H
5
OC2H
5Si
OC2H
5
OH
OC2H
5
OC2H
5Si+O
3
(Higher Order Silanols)
OC2H
5
OH
OC2H
5
OC2H
5Si2x Si SiO
New Precursor
H
R1
H
R2 Si +O3
OO
H-O
R1
H
R2 Si
OOOH
R1
H
R2 SiR1
H
O Si
Figure 5. The >Si=O
moieties of the new
precursor are very stable
and no further polymeriza-
tion is possible to bigger
chains. Low sticking coef-
ficient of these monomers
promotes less selective and
highly conformal film growth
with minimal PLE.
Figure 4. (a) The new oxide
shows stable compressive
stress (-135 MPa) over time,
while (b) FTIR spectra show
stable film without detectable
C or H bonds.

33 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Figure 6
Th
ickn
ess
(�)
Conformal(Low Pattern
Loading)
Selective(High Pattern
Loading)
Low-Temperature CVD Process
Cg: Bulk gas phase concentration of reactive intermediate
[eg., (NEt)HSi=O]
Cs: Concentration of the reactive intermediate at the interface
(Boundary Layer) (Boundary Layer)
OxideFilm
OxideFilm
Gas
δ
Cs
Cg
Gas
δ
Cs
Cg
0 20 40 60 80 100
Deposition Time (s)
700
600
500
400
300
200
100
0
Figure 7
12
10
8
6
4
2
0340 345 350 355 360
Temperature (C)
12
10
8
6
4
2
0
150 200 250 300 350
Spacing (mils)
12
10
8
6
4
2
0
400 600 800 1000 1200
Flow (mgm)
substrate.[5,6] One of the keys to pattern insensitivity
is eliminating mass transport as a limiting step in the
deposition mechanism.[7] For this to occur, precursor
concentration must be constant through the boundary
layer over the entire deposition surface (Figure 6).
This is achieved in two ways: 1) the oxidative ambient
is limited to reduce gas phase reaction and confine
the reaction closer to the substrate surface and 2) the
reaction times are kept short and cycled to minimize
any depletion that may occur during deposition. The
deposition rate limiting step then becomes the surface
reaction wherein the reactive intermediates are
incorporated into the bulk film.
Figure 7 shows that the deposition rate is insensitive to
temperature, precursor flow, and spacing, suggesting
that the process is indeed operating in a surface reaction
limited regime. This is achieved by depleting oxidative
ambients available for the CVD reaction. Supplying a
choked oxidative ambient flow substantially confines
the reaction closer to or on the patterned substrate
surface, thereby promoting uniform deposition thickness
regardless of the local exposed pattern area density.
Furthermore, the deposition thickness is limited,
terminating the CVD reaction before the silicon reactant
concentration in the boundary layer decreases.
This methodology of operating in a surface reaction
limited regime and cyclic deposition would work with
differing precursors, such as TEOS, which is commonly
used for CVD oxide depositions. However, to minimize
PLE, the new precursor was selected, because its small
siloxane intermediates are stable and inhibit further
polymerization. As these radical species are much
smaller (compared with TEOS), they have low sticking
coefficients, which results in a high net diffusion rate
through the boundary layer that promotes film growth
with minimal PLE.
CONCLUSIONA new ALD-like oxide liner with excellent electrical
film properties has been developed that achieves
maximum conformality and negligible PLE. The film can
be used for multiple thin oxide applications, such as STI
liners, gate and implant spacers, oxide hard masks, and
contact liners. Furthermore, a single CVD reactor can
be used to deposit film thicknesses ranging from 10Å
to 300Å at high productivity.
Figure 7. Deposition
rate independence from
temperature, spacing, and
precursor flow suggest that
the reaction is in a surface
reaction limited regime.
ALD-Like High Productivity Oxide Liner
Figure 6. Incubation effects
on deposition mechanism.

34Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
REFERENCES[1] C. Ching, et al., “Improving Electrical Performance
Using SACVD Oxide Films,” Semiconductor
International, April 1, 2008.
[2] J.C. Rey, et al., “Monte Carlo Low Pressure
Deposition Profile Simulations,” Journal of Vacuum
Science and Technology, May 1991.
[3] A. Sanger, et al., “Chemical Vapor Deposition of
Tungsten Silicide (WSix) for High Aspect Ratio
Applications,” Thin Solid Films, October 2003.
[4] A. Yanguas-Gil, et al., “Highly Conformal Film
Growth by Chemical Vapor Deposition. I.
A Conformal Zone Diagram Based on Kinetics,”
Journal of Vacuum Science & Technology A, Vol. 27,
Issue 5, 2009.
[5] A.H. Labun, et al., “Mechanistic Feature-Scale
Profile Simulation of SiO2 Low-Pressure Chemical
Vapor Deposition by Tetraethoxysilane Pyrolysis,”
Journal of Vacuum Science & Technology B, Vol. 18,
Issue 1, 2000.
[6] M.K. Gobbert, et al., “Mesoscopic Scale Modeling of
Microloading During Low Pressure Chemical Vapor
Deposition,” Journal of the Electrochemical Society,
Vol. 142, Issue 8, 2003.
[7] J.W. Smith, et al.,“Pattern-Dependent Microloading
and Step Coverage of Silicon Nitride Thin Films
Deposited in a Single-Wafer Thermal Chemical
Vapor Deposition Chamber,” Journal of Vacuum
Science & Technology B, Vol. 23, Issue 6, 2005.
AUTHORSCary Ching is a product manager in the Dielectric and
Systems Modules business unit at Applied Materials.
He holds his M.S. in materials science from Rensselaer
Polytechnic Institute.
Sidharth Bhatia is a process engineer in the Dielectric
Systems and Modules business unit at Applied
Materials. He received his Ph.D. in materials science
from Brown University.
Paul Gee is a process engineering manager in the
Dielectric Systems and Modules business unit at
Applied Materials. He holds his Ph.D. in chemical
engineering from the University of California Los
Angeles.
Bingxi Wood is a senior technology program manager
in FEOL integration in the SSG CTO/MTCG group at
Applied Materials. She received her Ph.D. in physics
from Rensselaer Polytechnic Institute.
Ajay Bhatnagar is a director of Global Product
Management in the Dielectric and Systems Modules
business unit at Applied Materials. He holds his Ph.D.
in materials science and engineering from Stanford
University.
ARTICLE [email protected]
PROCESS SYSTEM USED IN STUDYApplied Producer® GT™
ALD-Like High Productivity Oxide Liner

35 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
KEYWORDS
Interlayer Dielectrics
Nano-Porous Dielectrics
Ultraviolet
UV Curing
Ultra-Low-κ Dielectrics
Cross-Linking
Shrinkage
OPTIMIZING NANO-POROUS DIELECTRICSfor ≤28nm Applications
Nano-porous low-κ films are the standard interlayer
dielectrics at 45nm, but their relative fragility poses
challenges, such as susceptibility to downstream plasma
damage or physical damage during packaging. However,
new chemistries and improved ultraviolet curing have
enhanced these films’ mechanical strength and damage-
resistance through controlled polymerization and
physical restructuring, producing a new generation of
robust ultra-low-κ dielectrics that fulfill requirements
for 28nm and beyond.
As semiconductor devices continue to scale in
accordance with Moore’s Law, the ability to increase
signal speed is significantly affected by the dielectric
constant (κ) of the insulating materials sandwiched
between the copper interconnects. To achieve desired
electrical performance, the effective κ value (κeff
)
of the inter-level dielectric (ILD) combined with any
associated barrier films must scale correspondingly.
With packaging development and the move towards
lead-free solder, chip packaging interaction becomes
increasingly important to ensure high yields. The
dielectric constant reduction must not be at the expense
of film strength and compatibility with existing process
techniques.
Plasma enhanced chemical vapor deposition (PECVD)
carbon-doped oxides (CDO) were first introduced as
a means of reducing RC delay at the 90nm node. As
devices scaled below the 45nm node, the industry
transitioned from dense CDO (dielectric constant, or
κ of 3) to nano-porous CDO in which porosity was
introduced to lower the dielectric constant below 2.5.
Today, six years after the introduction of nano-porous
CDOs, the industry is seeking to extend nano-porous
CDOs to 28nm and below through innovation of the
dielectric film and subsequent UV cure process.
IMPROVING FILM STRENGTH AND REDUCING DIELECTRIC CONSTANTNano-porous low-κ films with a dielectric constant
of approximately 2.5 are the industry standard for
the 45/32nm node. These films are most effectively
fabricated using a two-step process. First, PECVD
is used to create a nano-composite composed of an
organo-silicate glass (OSG) backbone, simultaneously
deposited with a thermally labile organic (TLO) phase
that will partially define the final pore space. Second,
an advanced curing step, optimally an ultraviolet (UV)
cure, is applied to the film to remove the labile phase
and to restructure the remaining matrix to form the final
nano-porous film.[1] This porosity helps to reduce the
final dielectric constant of the film; however, it can also
make the film extremely susceptible to material damage
during subsequent wet and dry processing steps.

36Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Robust Ultra-Low-κ Dielectrics
At 45/32nm, this challenge has been successfully
managed. Achieving ultra-low-κ (ULK) film (κ~2.2) for
scaling to 28nm and below, however, requires
re-engineering of the ILD’s composition and structure
to improve its ability to withstand subsequent
downstream plasma etch, photoresist ash, wet clean,
and chemical mechanical planarization (CMP), and
maintain required mechanical properties.
To determine the most effective chemistry for making
a robust nano-porous low-κ film, comparative studies
were conducted of various organosilane precursors
with different carbon-based backbone structures and
an organic precursor for the labile, pore-forming phase.
Among the organosilane precursors, the key differences
included the nature of the carbon bridge (seen to
largely determine resistance to integration damage)
and methyl content. Comparisons of commercially
available options showed that a new, proprietary
precursor needed to be developed as the methyl in the
existing chemicals tended to decrease the mechanical
strength contributed by the carbon.
Table 1
Dielectric Constant (κ)
2.2 2.4 2.55 2.6 2.8
Modulus (GPa) 7.1 10.7 8 11.3 14.2
Hardness (GPa) 1.0 1.54 1.25 1.8 2.27
XPS Carbon (%) 23 17.3 19 >19 >19
Having engineered a precursor with the appropriate
carbon content and structure provided the matrix
to control film properties and maintain chemical
resistance. As with the existing generation of 45nm
films, the key to achieving the desired mechanical
strength (elastic modulus, E, and hardness, H) and
dielectric constant was applying a UV cure to the
film. This process, in cooperation with the engineered
nano-porous film, promotes controlled cross-linking
of the dielectric backbone, creating a denser, stronger
material. It also drives out the labile species, thereby
lowering the κ value. The new chemistry enables a wide
range of dielectric constants while maintaining superior
film mechanical properties (Table 1).
Ultraviolet curing leverages both thermal and photon
energy in restructuring the film to generate porosity,
enhances backbone structure, and modifies film
composition to meet advanced logic requirements.
However, the curing of nano-porous CDOs introduced
new challenges requiring advances in curing process
and hardware design.
CREATING NANO-POROUS LOW-κ FILM BY UV CURINGCuring of the nano-composite starts with TLO removal
using UV photon wavelengths (200nm-300nm) to
break the carbon-hydrogen (C-H) and carbon-carbon
(C-C) bonds in the TLO. Figure 1a shows the C-H
intensity, measured using FTIR absorption spectroscopy,
as a function of UV curing time. The intensity is
expressed as a percentage of C-H peak area remaining
relative to that of an uncured sample. When exposed to
Figure 1. (a) FTIR C-H
intensity vs. UV curing time.
Plots A and B represent ULK
films cured under normal
and higher UV intensity,
respectively. Plot C
represents κ≤2.2 films with
increased TLO content cured
under higher UV intensity.
(b) Degree of cross-linking
vs. UV curing time for ULK
films.
Figure 1
0 200 400 600 800 1000
Time (s)
C-H
In
ten
sity
1.0
0.8
0.6
0.4
0.2
(a)
A
B
C
0 100 200 300 400 500 600
Time (s)
Si-O
-Si N
etw
ork
/Si-
O-S
i To
tal
0.46
0.45
0.44
0.43
0.42
0.41
0.40
(b)
Table 1. Key film properties
over wide range of dielectric
constants

37 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Robust Ultra-Low-κ Dielectrics
UV light, a rapid decrease in C-H bonds occurs within
approximately 15 seconds and then gradually slows
down. The data set shows that TLO removal occurs
very rapidly and can be accelerated by strengthening
the UV intensity. This TLO removal behavior remains
unchanged even for ULK film with a dielectric constant
of 2.2 as well.
During the curing process, cross-linking of the Si-O-Si
network occurs in parallel with TLO removal. Figure 1b
shows the extent of cross-linking as a function of UV
cure time. As soon as ULK film is exposed to UV light,
the Si-O-Si network starts to increase linearly as curing
progresses. This indicates that the cross-linking and
TLO removal is happening simultaneously in the early
stage of the film re-structuring process, and then cross-
linking continues on after TLO removal is complete.
This behavior remains the same for all of the current
porous ULK films cured under UV treatment, which
suggests that it will also hold true for films with κ≤2.5
and next-generation ULK film with κ≤2.2.
Experiments were conducted to understand whether or
not ULK film property behavior varies with different UV
curing conditions. Film shrinkage is a control parameter
often used as a measure of the film state to target
desired dielectric constant, carbon content, and
mechanical strength. Figure 2a and b illustrate the
trends in dielectric constant, modulus, and carbon
content with respect to shrinkage of ULK film cured
under various wafer temperature and UV output power
conditions. While elastic modulus increases linearly as
film shrinkage progresses, dielectric constant drops and
plateaus at a certain shrinkage range before starting to
rise again as a result of greater loss in Si-CH3 bonds.
From Figure 2, multiple conclusions can be made. First,
Figure 2. (a) Dielectric
constant and modulus, and
(b) methyl content with
respect to film shrinkage of
ULK film cured under various
wafer temperatures and UV
output powers.
Figure 2
S0.3
S0.7
S1.0
S1.3
Normalized Film Shrinkage
Die
lect
ric
Co
nst
ant
(κ)
Mo
du
lus
(GPa
)
3.0
2.9
2.8
2.7
2.6
2.5
2.4
14
12
10
8
6
4
2
(a)
400°C, 75%
400°C, 90%
390°C, 90%
410°C, 90%
400°C, 75%
400°C, 90%
390°C, 90%
410°C, 90%
S0.3
S0.7
S1.0
S1.3
Normalized Film Shrinkage
Met
hyl
Co
nte
nt
(%)
3.5
3.0
2.5
2.0
(b)
400°C, 75%
400°C, 90%
390°C, 90%
410°C, 90%
Figure 3
(a) (b)
t1.0
t1.4
t3.0
Normalized Cure Time
No
rmal
ized
Film
Sh
rin
kage
S1.3
S1.0
S0.7
S0.3
Bulb B/Bulb A
Bulb A
Bulb B
S0.3
S0.7
S1.0
S1.3
Normalized Film Shrinkage
Die
lect
ric
Co
nst
ant
(κ)
Mo
du
lus
(GPa
)
3.0
2.9
2.8
2.7
2.6
2.5
2.4
14
12
10
8
6
4
2
Bulb A only
Bulb B/Bulb A
Bulb B only
Bulb A only
Bulb B/Bulb A
Bulb B only
Figure 3. (a) Effect of bulb
type on film shrinkage.
Bulb A and B are short
wavelength (200–300nm)
and long wavelength
(300nm–500nm) bulbs,
respectively.
(b) Dielectric constant,
modulus, and methyl
content with respect to film
shrinkage of ULK film cured
under various UV bulbs.

38Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Robust Ultra-Low-κ Dielectrics
the curing behavior of ULK film remains consistent
regardless of UV curing conditions. In other words, at
the same film shrinkage, comparable film properties
can be achieved. Second, for every curing condition, an
optimal window of process conditions exists in which
elastic modulus increases while dielectric constant of
the ULK film remains constant.
SELECTING THE OPTIMAL UV WAVELENGTHEffective curing of nano-porous CDOs starts with
selection of the correct UV wavelength for efficient TLO
removal (C-H, C-C) and Si-O-Si network cross-linking.
The microwave lamp used as the UV source in this
study can easily shift the wavelength distribution by
the selection of the appropriate UV bulb. To identify the
optimal UV bulb, two types with different wavelengths
were used to cure nano-porous low κ film (κ≤2.5). In
addition, the effect of separating the TLO removal and
cross-linking steps was studied to understand whether
or not acceleration of the film restructuring process
could be achieved by first removing TLO with a long
wavelength UV bulb (300nm–500nm) followed by
cross-linking with a short wavelength UV bulb (200nm-
300nm). Heater temperature was adjusted to achieve
comparable wafer temperature between the two bulbs.
Figure 3 illustrates film shrinkage with respect to the
cure time for different approaches. The data indicate
that one-step curing with Bulb A was the most effective.
Two-step curing did not show acceleration of film
restructuring in this experiment. Figure 3b and Table 2
confirm that regardless of the curing approach, ULK
film curing behavior is universal and comparable film
properties are achievable for the same film shrinkage.
Thus, reaching the target film shrinkage as fast as
possible is the key factor for successful ULK curing.
CURING PROCESS EFFICIENCYAs noted earlier, the key function of the UV curing
process is to modify the molecular structure of the
as-deposited ULK film through UV photon energy.
Therefore, it is important to develop a curing process
that can accelerate this restructuring process and reach
the desired target as rapidly, uniformly, and consistently
as possible.
The kinetics of removing the TLO and cross-linking
can be enhanced without compromising the thermal
budget by increasing the UV intensity.[2] However, the
curing temperature plays a critical role in this process,
as illustrated in Figure 4. ULK film was cured at
various wafer temperatures for different cure times
using broadband UV. The UV cure time series data
demonstrate a linear relationship between film
shrinkage and cure time with the trendline shifting
to the left as wafer temperature increases, indicating
higher curing efficiency. However, BEOL thermal budget
limitation requires wafer temperature to be ~400°C.
Table 2
Parameter Bulb A Only Bulb B Only Bulb B/Bulb A (2-Step)
Normalized Cure Time 1.0 3.0x 1.4x
Refractive Index 1.349 1.347 1.350
Normalized Film Shrinkage 1.0 0.96 1.02
Dielectric Constant (5pts avg) 2.48 2.48 2.48
Hardness/Modulus (GPa) 1.28/8.3 1.27/8.2 1.32/8.6
Porosity (%) 23.9 24.9 23.2
Pore Radius (Å) 11.6 11.5 11.3
SiCH3/SiO (area %) 2.8 2.8 2.8
Table 2. Post-cured
properties of ULK film with
similar shrinkage cured
under various UV bulbs

39 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Figure 4
t0.3
t0.7
t1.0
Normalized Cure Time
Film
Sh
rin
kage
(%
)
18.0
17.0
16.0
15.0
14.0
13.0
12.0
11.0
405°C
420°C
435°C
445°C
Wafer Temperature
Figure 5
(a)
(b)
(c)
t1.0
t1.4
Normalized Cure Time
No
rmal
ized
Film
Sh
rin
kage
S1.1
S1.0
S0.8
Target
S0.8
S1.0
S1.1
Normalized Film Shrinkage
Die
lect
ric
Co
nst
ant
2.54
2.52
2.50
2.48
2.46
S0.8
S1.0
S1.1
Normalized Film Shrinkage
Mo
du
lus
(GPa
)
9.5
9.0
8.5
8.0
7.5
7.0
6.5
6.0
Low Pressure
High Pressure
Low Pressure
High Pressure
Low Pressure
High Pressure
Cure pressure is another process variable that
accelerates film restructuring. Figure 5 shows the
relationship of pressure to film shrinkage at constant
wafer temperature. To understand the effect of pressure
on the restructuring process, ULK film was cured at low
and high pressures and for various lengths of time.
Figure 5a shows that lower cure pressure achieves the
target film shrinkage approximately 40% faster than
high cure pressure. Figures 5b and 5c show that for the
same film shrinkage, low pressure performance is supe-
rior to high pressure cure, suggesting that the former
accelerates restructuring of the as-deposited ULK film.
One of the major challenges in curing TLO-containing
ULK film is managing the outgassed TLO by-products.
As shown earlier, TLOs are removed very quickly.
These organic by-products can unfortunately be easily
re-deposited onto cold (<200°C) surfaces, such as the
UV window and chamber body, leading to inconsistent
and non-uniform curing that, in turn, compromises
film properties and can have negative impact on film
defectivity levels. Consequently, maintaining a clean
environment is imperative.
UV CHAMBER CLEANINGIn-situ cleaning is essential for delivering fast, uniform,
and consistent film restructuring by curing. Because the
outgassed by-products are organic, an oxygen-based
clean was expected to be best for removing them,
producing mainly CO2 and H
2 by-products that do not
re-deposit on chamber surfaces. Two oxygen-based
cleaning processes were evaluated: one ozone-based
and the other remote plasma source-based. Both are
known to create active oxygen radicals. The clean etch
rate of the two approaches was compared using blanket
photoresist and constant wafer temperature to elimi-
nate the thermal effect. The data show an etch rate ap-
proximately 20% higher for the ozone-based cleaning,
suggesting greater oxygen radical availability. An addi-
tional benefit of the ozone clean is that the dissociation
process starts only when the gases are introduced into
the chamber and are exposed to UV lights (200nm–
300nm) and hot (>200°C) surfaces, creating the
chemically active oxygen radicals precisely where they
are needed for effective and efficient cleaning.
Robust Ultra-Low-κ Dielectrics
Figure 5. (a) Effect of curing
pressure on film shrinkage.
(b) Dielectric constant vs.
film shrinkage.
(c) Modulus vs. film
shrinkage.
Figure 4. Relationship
of wafer temperature to
film shrinkage and curing
efficiency.

40Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
OPTIMIZING CURING PROCESS UNIFORMITYPurge flow is another critical parameter governing
consistent and uniform cure within the wafer and from
wafer to wafer. The purge flow prevents outgassed
by-products from reaching the UV window so that
uniform and consistent UV light reaches the wafer.
Computational fluid dynamics (CFD) modeling was
used to compare concentrations of outgassing species
for side-to-side purge flow and uniform purge flow from
an overhead source. Simulation data indicated that
uniform purge flow was superior in keeping the window
continuously clean (Figure 6a). Previous study has
shown that the uniformity of the film shrinkage is highly
dependent on the uniformity of wafer temperature.
Side-to-side purge flow creates a temperature gradient
on the wafer that can be correlated to the shrinkage
profile. Uniform purge flow can reduce wafer
temperature non-uniformity to <5°C.
Figure 6b shows the change in the film shrinkage maps
of post-cured TLO-containing ULK (κ≤2.5) film using
conventional UV hardware and optimized UV hardware.
Shrinkage uniformity can be further enhanced through
uniform purge flow and improved window engineering
compared to conventional side-to-side purge flow and
window configuration.
Delivering uniform incident UV light to the wafer is
essential for uniform film curing. UV source rotation is
one method of achieving this while maximizing source
efficiency. Similar to the microwave oven, rotation of
the UV source delivers uniform light across the wafer
without leaving “hot spots” behind as occurs when the
UV source is fixed. Although the issue can be resolved
by increasing the distance between the wafer and the
UV bulb, this approach reduces source efficiency and
leads to a drop in cure rate. The UV window itself can
also improve UV light distribution uniformity. Figure 7
compares film shrinkage profiles across the wafer for
conventional and engineered windows. The profile for
the conventional window shows more shrinkage at the
center than at the edge, corresponding to the loss of
light at the rim of the window. The new window design
minimizes the reflection loss at the window surfaces,
allowing more UV light to illuminate the edge of wafer
and thereby optimizing UV light distribution. Shrinkage
uniformity maps in Figure 6b demonstrate the effect
on curing uniformity of the re-engineered lighting and
purge flow hardware.
IMPROVING CDO ADHESION TO THE BARRIER DIELECTRICThe low-κ dielectric must be mechanically strong to
resist stresses applied to the chip during packaging.
Packaging failures commonly occur at the barrier/low-κ
interface due to mismatch between the barrier film
and bulk dielectric. To enhance adhesion, a transition
layer is deposited between the barrier and bulk low-κ.
Although this layer greatly improves adhesion, its
higher dielectric properties raise the κeff
. However, the
chemistry used results in the initiation and transition
layer of the film being significantly thinner than was
true of previous-generation chemistries. The SIMS
profile in Figure 8 shows that the transition from low
carbon at the barrier interface to the bulk carbon in
the film occurs in 75Å. This thinner adhesion layer
improves overall κeff
of the film without loss of
mechanical integrity.
Robust Ultra-Low-κ Dielectrics
Figure 6
Outgassing Species Concentration
at Window
Uniform Purge Flow
Side-to-SidePurge Flow
(a) (b)
Parameter
Shrinkage Map
Film Shrinkage (%)
Shrinkage Uniformity (%, 1s)
Shrinkage Range (%) (Max-Min)
E&H Uniformity (GPa) (Max-Min)
Conventional UV Hardware
15.3
3.0
1.8
0.8/0.1
Optimized UV Hardware
15.0
1.6
1.0
0.3/0.04
Figure 6. (a) CFD modeling
showed uniform purge flow
to be more effective in
maintaining a constantly
clean UV window.
(b) On-wafer results also
demonstrated better
shrinkage uniformity.

41 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
Figure 7
-150 -100 -50 0 50 100 150
Wafer Position (nm)
No
rmal
ized
Sh
rin
kage
1.2
1.1
1.0
0.9
0.8
Conventional
Engineered
Figure 8
0 100 200 300 400 500 600 700
Depth (Å)
Car
bo
n C
on
cen
trat
ion
(ato
m%
)
20
16
12
8
4
0
New Chemistry
Previous Chemistry
340Å
75Å
Figure 9
0.2μm
CONCLUSIONDeveloping dielectric TLO-containing ULK dielectric
films for successful integration at advanced logic
nodes poses many challenges in identifying the optimal
CDO chemistry, enhancing the curing process, and
optimizing integrated process steps to maintain
adhesion and lower κeff
. Designing a UV cure solution
for robust film restructuring not only extends the use of
nano-porous ULK film to the next generation but also
extends curing to other applications, such as tensile
stress nitride for device performance improvement and
κ-recovery of integration-damaged nano-porous ULK
films. Process and hardware advances in dielectric
deposition, UV curing, and interface engineering have
created a film ready for sub-20nm integration (Figure 9).
ACKNOWLEDGMENTSThe authors would like to thank K. Chan, M. Chhabra,
B. Xie, S. Hendrickson, A. Kangude, M. Martinelli,
D. Raj, R. Odom and D. Witty for their support and
comments.
REFERENCES[1] Kelvin Chan, et al., “Structural Evolution of Nano-
Porous Ultra-Low-κ Dielectrics under Broadband UV
Curing,” Advanced Metallization Conference 2007,
Proceedings, October 9-11, 2007, Tokyo, Japan;
October 22-24, 2007, New York, NY, pp. 507-511,
2008.
[2] Alex Demos, et al., “Porous Low-κ Dielectrics
Using Ultraviolet Curing,” Solid State Technology,
September, 2005.
AUTHORSHarry Whitesell is a global product manager in the
Dielectric Systems and Modules business unit at
Applied Materials. He holds his Ph.D. in materials
engineering from Auburn University.
Tsutomu Kiyohara is a global product manager in
the Dielectric Systems and Modules business unit at
Applied Materials. He received his B.S. in industrial
engineering from the University of Toronto.
Kang Sub Yim is a senior member of technical staff
in the Dielectric Systems and Modules business unit
at Applied Materials. He holds his Ph.D. in chemical
engineering from Stanford University.
Robust Ultra-Low-κ Dielectrics
Figure 9. 2LM test
structure fabricated with
TLO-containing ULK
dielectric and advanced
UV curing (courtesy MTCG).
Figure 8. Carbon profile
demonstrates the reduction
of adhesion layer thickness.
Figure 7. Greater illumination
around the edges of the
new window results in more
uniform center-to-edge film
shrinkage.

42Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Thomas Nowak is a distinguished member of technical
staff in the Dielectric Systems and Modules business
unit at Applied Materials. He received his Ph.D. in
mechanical engineering from the Massachusetts
Institute of Technology.
Alex Demos is a director in the Dielectric Systems and
Modules business unit at Applied Materials. He holds
his Ph.D. in chemical engineering from the University of
Michigan.
Juan Carlos Rocha is an engineering director in the
Dielectric Systems and Modules business unit at
Applied Materials. He received his Engineer’s Degree
in Mechanical Engineering from the Massachusetts
Institute of Technology.
Sanjeev Baluja is a senior engineering manager in
the Dielectric Systems and Modules business unit at
Applied Materials. He holds his Master’s of Engineering
in Manufacturing from the University of Michigan.
ARTICLE [email protected]
PROCESS SYSTEMS USED IN STUDYApplied Producer® PECVD Black Diamond® 3
Applied Producer® PECVD with Nanocure™ 3
Robust Ultra-Low-κ Dielectrics

43 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
OPTIMIZING DIELECTRIC ETCH UNIFORMITYfor 28nm Copper Dual Damascene
Feature dimensions at the 2x node are making it increasingly
challenging to achieve the center-to-edge etch depth
uniformity and CD control necessary for uniform resistance
of copper interconnect lines. In combination with optimized
chemistry, varying the inter-electrode gap of a plasma
reactor is an effective method by which to tune these
aspects of etch performance. Experiments show that using
this mechanism for individual steps achieves superior yield
from a multi-step process.
Etch reactors are equipped with a number of tuning
parameters, including power levels, process chemistry,
gas flow distribution, chamber pressure, and wafer
temperature gradient to meet requirements for etch
rate, selectivity, and critical dimension (CD) control.
However, as process requirements tighten, it becomes
difficult to optimize the process for one performance
requirement without affecting other aspects of perfor-
mance. Varying the gap between the electrodes provides
a significant and independent means of tuning process
performance, particularly center-to-edge uniformity. We
present results from an investigation of dual damascene
(DD) etch uniformity using a reactor with a moving
cathode to optimize the inter-electrode gap.
MODELING STUDYDelivering uniform process results across the wafer
typically requires optimizing the spatial distribution
of plasma-generated species (ions, electrons) in the
reactor. One factor that significantly influences plasma
spatial distribution is the inter-electrode gap. To under-
stand the effect of this gap on the behavior of capacitive
coupled plasmas, we developed a two-dimensional
model of an argon plasma operating at 13.5MHz.
The reactor has a top electrode separated from the
grounded chamber wall by a quartz ring. The bottom
electrode is surrounded by a set of silicon and quartz
rings. A silicon wafer is placed at the bottom electrode;
argon gas flows into the plasma process chamber
through the top electrode and is removed through the
pump port at the bottom of the chamber. The plasma
simulations were performed at 1000W with the RF
source connected to the bottom electrode. Gas pressure
was 100mTorr and the inter-electrode gap was varied
between 1.25in. and 3.0in. Secondary electron emission
was not included in these simulations. Peak electron
density is close to the edge of the bottom electrode for
an inter-electrode gap of 1.25in. (Figure 1).[1]
Plasma sheath thickness scales with electron density;
at the minimum gap, the sheath is thicker near the
center of the chamber where electron density is lower.
As the inter-electrode gap is increased, the peak
plasma density initially increases, then saturates and
starts decreasing (Figure 1). Although not shown here,
the peak electron density further decreases if the inter-
electrode gap exceeds 3.0in.
These changes in electron density magnitude can be
understood in terms of the surface area to volume ratio,
A/V, of the effective plasma region, which decreases
KEYWORDS
Dual Damascene
Dielectric Etch
Inter-Electrode Gap
Center-to-Edge Uniformity

44Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Inter-Electrode Gap Tuning
as the inter-electrode gap increases. Electrons are lost
primarily at the reactor surfaces in an argon discharge.
Therefore, as the relative surface area A/V is larger
at smaller gaps, electron density is lowest when the
inter-electrode gap is 1.25in. As the gap increases
beyond a certain limit, the same RF power is deposited
over a larger volume. The peak plasma density therefore
saturates and then decreases. The spatial structure
of the plasma changes appreciably with the inter-
electrode gap.
Electric field enhancement causes electron power
deposition to be stronger near the edge of the electrode
(Figure 1). Plasma is therefore produced more strongly
near the electrode edge. At large inter-electrode gaps,
plasma can diffuse relatively easily and fills the inter-
electrode region better. The axial location of the peak
in plasma density shifts toward the powered electrode
when the inter-electrode gap increases. When the gap
is narrow, the lower electron density results in a thicker
cathode sheath, notably above the lower electrode, as
the RF potential drop across the sheath is larger in this
asymmetric plasma reactor. The peak electron density
therefore appears off axis, closer to the top electrode.
As the inter-electrode gap increases, the peak electron
density gradually moves closer to the lower electrode
as more electron power is being deposited adjacent to it.
The effect of the inter-electrode gap on plasma spatial
structure is also reflected in the ion flux to the wafer
(Figure 2). As electron density is higher near the edge
of the lower electrode, argon ion flux to the wafer peaks
near the electrode edge at the narrow gap of 1.25in.
The plasma diffuses to the chamber center as the inter-
electrode gap is increased. This, in turn, raises plasma
density and argon ion flux near the wafer center.
The etch rate is typically dependent on the flux of ions
and reactive species to the wafer. If the etch process
at the center of the reactor is limited by the availability
of reactive species, widening the inter-electrode gap
facilitates diffusion of the reactive species from the
edge region, providing a more uniform etch result.
Controlling the flux distribution by varying the inter-
electrode gap offers a mechanism for optimizing the
etch across the wafer. The CD of the etch feature, which
is dependent on the anisotropy of the etch and mask
erosion, can be similarly optimized.
Figure 2
0 0.05 0.10 0.15
Radius (m)
1.2x1020
8.0x1019
4.0x1019
0
Ar+
Flu
x (m
-2s-1
)
1.25”
1.5”
2.0”
2.5”
3.0”
(a) (b)
(a)
(c)
(b)
1.25” Gap Max: 377.8kW/m3
2.5” Max: 240.0kW/m3
3.0” Max: 239.3kW/m3
Min Max
(a)
(c)
(b)
Min = Max/10 Max
Gap
Cha
mbe
r W
all
Quartz
QuartzSi
3.0” Max: 6.07 x 10 16m-3
Bottom Electrode
Top Electrode
Wafer
Pump Port
2.5”
1.25” Gap
8.2”
6.0”
Max: 6.17 x 1016m-3
Max: 3.54 x 1016m-3
Figure 1
Figure 1. (a) Electron density and
(b) power distribution for
different inter-electrode gaps
at 1000W, 100mTorr, and
13.5MHz. Model results (top
to bottom) from 1.25in., 2.5in.,
and 3.0in. gap.
Figure 2. Argon ion flux to
the wafer for different inter-
electrode gaps at 1000W,
100mTorr, and 13.5MHz.

45 Volume 9, Issue 2, 2011 Nanochip Technology Journal Applied Materials, Inc.
ON-WAFER RESULTSThe effect of electrode gap variation on etch perfor-
mance was investigated experimentally for copper back-
end-of-line DD etches using porous low-κ dielectric with
a TiN hard mask, representative of the film stacks being
adopted by the industry for nominal 28nm design rules.
The inter-electrode gap shows a significant effect on CD
uniformity for the via etch process. During the via mask
open step, the CD pattern shifts from center-small/edge-
large to center-large/edge-small as the gap increases
from 1.25in. to 3.5in., with optimum uniformity occurring
at gaps between 1.6in. and 2.5in. (Figure 3). Via depth
uniformity also varies with the gap and was similar to
the via CD results, the optimum center-edge uniformity
occurring when the gap ranged between 1.5in. and 2.0in.
For the subsequent trench etch, the inter-electrode gap
was found to be a powerful means of optimizing center-
to-edge trench depth uniformity. However, unlike the
via process, center-to-edge trench CD uniformity was
not affected by the gap, likely because of the difference
in plasma conditions (power, gas flows) for the two
processes (Figure 4).
The optimum gap varies with other parameters of
the etch process, such as the process chemistry. Figure
5 shows electrical resistance of copper-filled DD test
structures with optimization of process chemistry and
gap to improve uniformity of the electrical results.
Achieving uniform resistance of the copper lines
requires optimizing both CD and trench depth
uniformity. Moving from a C4F
6-based chemistry to
a leaner C4F
8-based chemistry and reducing the gap
from 3.5in. to 1.8in. resulted in a 55% reduction in
non-uniformity.
For reactors in which one of the electrodes can be
moved under recipe control, the inter-electrode gap
can be used as a process tuning parameter to optimize
uniformity for individual steps of a multi-step recipe
(Figure 6). In this example, the electrode gap was
adjusted by moving the cathode to the appropriate
position for individual steps of the DD process, resulting
in CD uniformity of 1.4nm 3σ. After filling with copper,
these structures yielded at 100% with a uniform line
resistance distribution (2.3% 1σ).
Figure 4. Effect of inter-
electrode gap on trench etch
depth and CD uniformities.
Figure 5. Line resistance (R)
for 4.5m long 45/45nm line/
space copper lines.
Figure 3. Via CD bias vs.
gap for via mask open etch
(a) 1.25in., (b) 1.6in.,
(c) 2.5in., and (d) 3.5in.
Figure 3
-20.4
-22.2
-24.1
-25.9
-27.7
-29.6
-31.4
-33.3
-35.1
-20.6
-21.9
-23.2
-24.5
-25.8
-27.1
-28.4
-29.7
-31.0
-28.1
-29.2
-30.2
-31.3
-32.4
-33.4
-34.5
-35.5
-36.6
-23.3
-24.6
-25.9
-27.2
-28.5
-29.9
-31.2
-32.5
-33.8
Mean : -26.3nm3-Sigma : 10.2nmRange : 14.7nm
(a)
Mean : -26.2nm3-Sigma : 8.9nmRange : 10.4nm
(b)
Mean : -32.8nm3-Sigma : 6.1nmRange : 8.5nm
(c)
Mean : -29.4nm3-Sigma : 7.2nmRange : 10.5nm
(d)
Figure 4 Figure 5
1.60 1.75 2.00
Inter-Electrode Gap (in.)
16
14
12
10
8
6
4
2
0
No
n-U
nif
orm
ity
(nm
)
Trench Depth Non-Uniformity
Trench CD Non-Uniformity
1E+07 1E+08
Line Resistance (Ohms)
�
�����������������������������������������������������������������������
�
LSL Target USL
1.8” Gap/C
4F
8 Chemistry
+, x 3.5” Gap/C
4F
6 Chemistry
*, �
99.9
99
959080
60
40
20
1052
.5
.1
Perc
ent
Inter-Electrode Gap Tuning

46Volume 9, Issue 2, 2011Nanochip Technology JournalApplied Materials, Inc.
Figure 6
10 100 1000 10000
Measurement
99.9
99
959080
60
40
20
1052
.5
.1
Perc
ent
(b)
(a)
PRARCHM
SOHTiNHM
ULK
BarrierM1
Via HardMask Etch
OrganicMask Etch
Via Etch Via Ash/Organic
Mask Strip
TrenchEtch
Barrier Open/
Post EtchTreatment
4
3
2
1
0
Gap
(in
.)
CONCLUSIONExperimental studies have demonstrated the
effectiveness of using the inter-electrode gap of a
plasma reactor to tune center-to-edge etch performance,
such as CD uniformity or etch depth uniformity.
Widening the gap caused etch rate to transition from
edge high to center high; the CD pattern shifted from
center-small/edge-large to center-large/edge-small as
the gap increased. These results were consistent with
an argon plasma model that showed an increase in ion
flux near the center of the wafer and a decrease at the
edge as the distance between the electrodes widened.
REFERENCES
[1] K. Bera, et al., “Effects of Inter-Electrode Gap
on High Frequency and Very High Frequency
Capacitively Coupled Plasmas,” J. Vac. Sci. Technol.
A 27 (4), pp. 706-711, Jul/Aug 2009.
ACKNOWLEDGEMENTSThe authors would like to acknowledge the support
of Nikos Bekiaris and the Applied Materials Maydan
Technology Center for processing the electrical test
wafers. Shahid Rauf, Peter Hsieh, Kathryn Keswick,
and Bryan Pu of the Etch Products business unit also
contributed to this work.
AUTHORSAmulya Athayde is the global product manager for
Dielectric Etch at Applied Materials. He holds his Ph.D.
in chemical engineering from the University of Notre
Dame.
Chia-Ling Kao is a senior process engineer in the
Dielectric Etch Application Technology Development
group at Applied Materials. He received his Ph.D. in
chemical engineering from Stanford University.
Kallol Bera is a senior member of technical staff in the
Dielectric Etch Disruptive Technology and Engineering
group at Applied Materials. He holds his Ph.D. in
mechanical engineering from Drexel University.
Sean Kang is a senior member of technical staff in the
Dielectric Etch Application Technology Development
group at Applied Materials. He received his M.S. in
chemical engineering from the University of Southern
California.
ARTICLE [email protected]
PROCESS SYSTEM USED IN STUDYApplied Producer® Etch
Figure 6. (a) DD etch process
with gap optimized by
process step.
(b) Distribution of electrical
line resistance for 120 micron
75/75nm comb-serpentine
test structures.
Inter-Electrode Gap Tuning

volume 9, issue 2, 2011
www.appliedmaterials.com 3050 Bowers Avenue P.O. Box 58039 Santa Clara, CA 95054-3299 U.S.A. Tel: +1-408-727-5555
Applied Materials and the Applied Materials logo are registered trademarks. All
trademarks so designated or otherwise indicated as product names or services are
trademarks of Applied Materials, Inc. in the U.S. and other countries. All other
product and service marks contained herein are trademarks of their respective
owners. © 2011 Applied Materials, Inc. All rights reserved.
Printed in the U.S. 07/11 6.5K
INTEGRATING ATOMIC LAYER DEPOSITION HIGH- DIELECTRICS
IN THIS ISSUE
with New Materials and New Architecture
and Beyond
28nm Applications
NANOCHIPTechnology Journal
BECAUSE INNOVATION MATTERS™