Nafs September 2010
68
ΚΩΔ. Γ.Γ.2229 ISSN 1107 - 3179 NΑΥΣ ΝΑΥΤΙΛΙΑΚΟ & ΟΙΚΟΝΟΜΙΚΟ ΠΕΡΙΟΔΙΚΟ τεύχος Σεπτέμβριος 2010 76 TED PETROPOULOS QUO VADIS NAVICULARIE S. HIRDARIS THE LLOYD’S REGISTER STRATEGIC RESEARCH INITIATIVES IN GREECE K. VASILEIADIS GL: MODEL CALCULATIONS DRIVE PROFITABILITY N. KAKALIS DNV RESEARCH & INNOVATION - GREECE ΒΒΒΒ ΒΒΒΒΒΒΒ ΠΒΒΒΒΒΒΒINTERNATIONALWISTA The Turbocharger: A 300% Solution ABB Turbocharging Aims to Multiply Power but Decimate Emissions www.nafsgreen.gr Special Edition: Knowledge & Innovation in Shipping
-
Upload
nikos-doukas-publications -
Category
Documents
-
view
247 -
download
6
description
shipping magazine
Transcript of Nafs September 2010

ΝΑ
ΥΣ
ΣΕΠ
ΤΕΜ
ΒΡ
ΙΟΣ
2010
Ε
ΤΟΣ
14ο
- ΑΡ.
ΦΥΛ
ΛΟ
Υ 7
6
Κ
ΑΡΑ
ΜΠ
ΑΜ
ΠΑ
12,
ΑΓΙ
ΟΣ
ΔΗ
ΜΗ
ΤΡ
ΙΟΣ
173
43
ΚΩΔ.
Γ.Γ
.222
9IS
SN 1
107
- 317
9 NΑΥΣΝΑΥΤ
ΙΛΙΑΚ
Ο & ΟΙ
ΚΟΝΟ
ΜΙΚΟ
ΠΕΡΙΟ
ΔΙΚΟ
τεύχοςΣεπτέμβριος 2010
76
TED PETROPOULOSQUO VADIS
NAVICULARIE
S. HIRDARISTHE LLOYD’S REGISTER STRATEGIC RESEARCH INITIATIVES IN GREECE
K. VASILEIADISGL: MODEL
CALCULATIONS DRIVE PROFITABILITY
N. KAKALIS DNV RESEARCH &
INNOVATION - GREECEMEGATUGSS A L V A G E & T O W A G E
dedicated and committed to our
job on a 24-hour stand-by basis we are ready to offer every possible professional assistance.
Megalohari Hellenic Tugboats is
a Piraeus based maritime company
established in 1978. It has been
widely recognized as one of the
specialized professional towage
and salvage companies in the marine
industry. Megalohari operates on a
24-hour basis, 365 days a year. It
maintains an Operation Office manned
round-the-clock and, along with
routine operational matters, is ready
to respond to any emergency matter.
Our fleet consists of various types
of tugs, fully equipped with modern
towage, salvage, antipollution and
fire-fighting equipment so that we
are capable to meet our customers’
requirements in terms of quality,
power, reliability safety and
efficiency.
est 1978
PIRAEUS HEAD OFFICE113, FILONOS STR.18535 PIRAEUS - GREECE
TEL.: +30 210 4522131 (24 HOURS RESPONSE)FAX: +30 210 4180176E-mail: [email protected] site: www.megatugs.gr
THESSALONIKI OFFICE42, 26TH OCTOVRIOY STR.54627 THESSALONIKI - GREECE
TEL.: +30 2310 256380 (24 HOURS RESPONSE)FAX: +30 2310 256381E-mail: [email protected] site: www.megatugs.gr
BIMCO MEMBERS R.N.: 129547 ISM CERTIFIED
quality
power
safety
reliabilityefficiency
MEGATUGSS A L V A G E & T O W A G E
ΒΒΒΒ ΒΒΒΒΒΒΒΠΒΒΒΒΒΒΒ INTERNATIONAL WISTA
The Turbocharger : A 300% Solut ion ABB Turbocharg ing Aims to Mul t ip ly Power but Dec imate Emiss ions
www.nafsgreen.gr
Special Edition: Knowledge & Innovation in Shipping



περιεχόμενα
Περιοδικό ΝΑΥΣ Σεπτέμβριος 2010 - Τεύχος 76 - e-mail: [email protected] - WEB: www.nafsgreen.gr
08. Ανεμολόγιο:Οι θαλάσσιες υποθέσεις θα μας τα κάνουν θάλασσα
10. Ίσαλος γραμμή:Κανείς δεν μπορεί να κάνει ό,τι θέλει ατημωρητί
12. Finacial Focus by Ted Petropoulos:Quo Vadis Navicularie?
14. Alfa Laval:Ballast water treatment system
20. Cover story: ABBThe turbocharger A 300% Solution
24. Knowledge & Innovation:ABB two stage turbocharging now on cutting - edge gas engine
25. Knowledge & Innovation:ABB: Coated Turbine blades combat circumferential wear
26. Knowledge & Innovation:ABB turbocharging introduces VCM for 4 stroke diesels
28. Knowledge & Innovation:Model calculations drive profitability, by Konstantinos Vasileiadis, Business development manager, GL Piraeus
30. Knowledge & Innovation:Συνεργασία Franman Ltd - EOS Risk Management Ltd
32. Knowledge & Innovation:DNV Reasearch & Innovation Greece, by Nikolaos Kakalis, Head of DNV Research & Innovation Greece
34. Ακροθαλάσσια
36. Risk ManagementRisk Management Era: Entering at your own risk. Are you ready to play the game? By Apostolos Belokas, Principal Consultant & CEO, IBS Marine Consulting Group
38. Knowledge & Innovation:The Lloyd’s Register strategic research initiatives in Greece, By Spyros Hirdakis, Specialist LLoyd’s Register strategic research group.
40. Μελέτη ΠΑ.ΠΕΙ για τη ΝΕΖ:Τα αποτελέσματα της έρευνας για την Ναυπηγοεπισκευή στην Ελλάδα.
42. Knowledge & Innovation:Alfa Laval launches Pure Ballast 2.0 in standard and Ex versions.
44. Knowledge & Innovation:Alfa Laval S- separator/ Oil filter with new protector T350 and X350
42. Knowledge & Innovation:Alfa Laval launches Pure Ballast 2.0 in standard and Ex versions.
48. Green pages
50. Class News
56. Awards - Events
59. Ακροθαλάσσια
65. Education
66. Λιμάνι Πειραιά
Περιοδικό ΝΑΥΣ, ΔΙΜΗΝΙΑΙΟ ΝΑΥΤΙΛΙΑΚΟ & ΟΙΚΟΝΟΜΙΚΟ ΠΕΡΙΟΔΙΚΟ, Σεπτέμβριος 2010, ΠΕΡΙΟΔΟΣ Β, ΤΕΥΧΟΣ 76Καράμπαμπα 12, Άγιος Δημήτριος, 17343, τηλ: 2104286606, fax: 2104286610, e-mail: [email protected], www.nafsgreen.grΙδρυτής: ΚΩΣΤΑΣ ΔΟΥΚΑΣ, Ιδιοκτήτης - Εκδότης: ΝΙΚΟΣ Κ. ΔΟΥΚΑΣ, Διεύθυνση Παραγωγής: Περιοδικό ΝΑΥΣ.
Ετήσια συνδρομή εσωτερικού 30 ευρώ. Ετήσια συνδρομή εξωτερικού USD 70. NAFS, SSN 1107-3179.Απαγορεύεται η αναδημοσίευση, η αναπαραγωγή, ολική, μερική ή περιληπτική, ή κατά παράφραση με οποιοδήποτε τρόπο, χωρίς προηγούμενη γραπτή άδεια του εκδότη, εκτός αν αναφέρεται το περιοδικό ΝΑΥΣ ως πηγή των πληροφοριών αυτών. Οι απόψεις των συνεργατών και αρθρογράφων της ΝΑΥΣ δεν απηχούν κατ’ ανάγκη και τις θέσεις του περιοδικού.




Λυπούμαστε ιδιαίτερα που για ακόμα μία φορά 36 χρόνια από την μεταπολίτευση κανένας δεν παίρνει
πρωτοβουλία να κάνει κάτι για αυτή την έρημη χώρα. Όλα τα κράτη έχουν κάνει τις απαραίτητες ενέργειες για
την εισροή πλοίων στο νηολόγιό τους εκτός από την χώρα που κατέχει την πρώτη θέση στον κόσμο. Ίσως ο
εφοπλισμός, η κρουαζιέρα, η σημαία, η ναυπηγοεπισκευή, οι θέσεις εργασίας, η ανταγωνιστικότητα, το know
how, το συνάλλαγμα, οι επενδυτές να αποτελούν για την κυβέρνηση ΘΑΛΑΣΣΙΕΣ ΥΠΟΘΕΣΕΙΣ. Οι Έλληνες
εφοπλιστές και επιχειρηματίες δεν θα πρέπει να επιτρέψουν αυτόν τον συμβιβασμό. Δεν είναι δυνατόν
η εμπορική ναυτιλία να γίνει μία θαλάσσια υπόθεση. Δηλαδή από αύριο θα μιλάμε για υπόθεση Τσάκος,
υπόθεση Κωνσταντακόπουλος, υπόθεση Διαμαντίδης και ου τω καθεξής; Ενοχλεί φαίνεται την κυβέρνηση
να μιλάμε για Εμπορική Ναυτιλία. Ίσως αυτές οι δύο λέξεις να είναι απαγορευμένες για μία σοσιαλιστική
κυβέρνηση που σήμερα επιβάλει στον κόσμο να ζει κάτω από τα όρια της αξιοπρέπειας. Ίσως να θέλουν
να ξεχαστεί σιγά σιγά η ΕΜΠΟΡΙΚΗ ΝΑΥΤΙΛΙΑ με ήρεμο και μεθοδικό τρόπο όπως στην περίπτωση της
ΜΑΚΕΔΟΝΙΑΣ και των Σκοπίων. Κακό όμως κάνει και η ουδέτερη στάση που πολλές φορές κρατάει η Ένωση
Ελλήνων Εφοπλιστών. Ας πάρει επιτέλους μια θέση και ας υπερασπιστεί την άποψη που θα εκφράσει, με
τόλμη και αποφασιστικότητα. Κουραστήκαμε να ακούμε από τον πρόεδρο των Ελλήνων Εφοπλιστών την
φράση «Δεν είμαστε ειδικοί για αυτό το θέμα. Επόμενη ερώτηση». Ας ξεκαθαρίσει ο καθένας την θέση του και
θα κριθεί για αυτό. Ο καθένας από την πλευρά του. Οι υπουργοί της κυβέρνησης που ήρθαν να σώσουν την
χώρα θάβοντας κάτω από το χαλάκι τις λέξεις ΝΑΥΤΙΛΙΑ και ΤΟΥΡΙΣΜΟΣ, θα κριθούν εκ του αποτελέσματος
και ίσως ακόμα ακόμα να…φύγουν νύχτα όπως λέει ο λαός. Το ζητούμενο όμως είναι τι θέλει ο Πειραιάς. Τι
θέλουν οι εφοπλιστές και οι επιχειρηματίες. Θέλουν η Εμπορική Ναυτιλία να αποκτήσει ξανά την διάσταση
και την οντότητα που της πρέπει, ή θέλουν να γίνει μία θαλάσσια υπόθεση, μπλεγμένη ανάμεσα σε νησιά
της άγονης γραμμής και προπέλες αλιευτικών που ρίχνουν δυναμίτες για να πουλήσουν την επόμενη ημέρα
μερικά τελάρα από γαύρο; Τα πράγματα είναι τόσο απλά. Η κυβέρνηση ξεκαθάρισε για μία ακόμη φορά την
θέση της. Δεν την ενδιαφέρει η Ελληνική Ναυτιλία. Δεν την νοιάζει το συνάλλαγμα που εισρέει στην χώρα. Δεν
την απασχολεί η απασχόληση. Οι Έλληνες παράγοντες της ναυτιλίας όμως πρέπει να πάρουν μια ξεκάθαρη
θέση. Και αν είναι αντίθετη με την κυβέρνηση θα πρέπει να συγκρουστούν κατά μέτωπο προβάλλοντας
επιχειρήματα για να αλλάξει επιτέλους κάτι σε αυτή την χώρα. Γιατί η σιωπή δεν είναι πάντα χρυσός…
Η κυβέρνηση ξεκαθάρισε για μία ακόμη φορά την θέση της. Δεν την ενδιαφέρει η Ελληνική Ναυτιλία. Δεν την νοιάζει το συνάλλαγμα που εισρέει στην χώρα. Δεν την απασχολεί η απασχόληση.
mirror mirrorΠεριοδικό ΝΑΥΣ Σεπτέμβριος 2010 - Τεύχος 76 - e-mail: [email protected] - WEB:www.nafsgreen.gr
Οι “θαλάσσιες υποθέσεις” θα μας τα κάνουν…θάλασσα
Οι Έλληνες παράγοντες της ναυτιλίας όμως πρέπει να πάρουν μια ξεκάθαρη θέση. Και αν είναι αντίθετη με την κυβέρνηση θα πρέπει να συγκρουστούν κατά μέτωπο προβάλλοντας επιχειρήματα για να αλλάξει επιτέλους κάτι σε αυτή την χώρα. Γιατί η σιωπή δεν είναι πάντα χρυσός…
γράφει ο Νίκος Κ. Δούκας


ίσαλοςγραμμή10
Φίλη η ναυτιλία, φίλτατη όμως η Ελλάδα. Σε αυτό το άρθρο η «Ίσαλος Γραμμή» θα αφήσει για πρώτη φορά τη ναυτιλία να πλέει στα πελάγη της οικονομικής ευτυχίας και της ποδοσφαιρικής ευτυχίας και θα καταπιαστεί με το μεγάλο οικονομικό και κοινωνικό κραχ, που έχει προβληματίσει ολόκληρο τον ελληνικό λαό, ενώ στο βάθος του τούνελ διακρίνεται μάλλον η πτώχευση της χώρας παρά η έξοδος της από το θανάσιμο εναγκαλισμό του εξωτερικού χρέους και της Τρόϊκας. Μετά τη θερινή ραστώνη, τα σκληρά οικονομικά μέτρα της κυβέρνησης Παπανδρέου σε βάρος κυρίως των λαϊκών στρωμάτων που επισημοποιήθηκαν στη ΔΕΘ, φαίνεται ότι έχουν εξωθήσει στα άκρα τους πολίτες της χώρας, ώστε δικαίως να διερωτώνται αν ζουν σε παρωδία πολιτεύματος. Οι σημερινοί πολιτικοί, τεχνοκρατικά λείψανα αξίων πολιτικών του παρελθόντος, εγγραμμάτων, ρητόρων και ελληνοκεντρικών, δια της δημαγωγίας και της διαφθοράς, έχουν εκβαχεύσει το δημόσιο βίο και καταδημαγωγούν το λαό τον οποίον απομυζούν συστηματικά και στο διηνεκές με ομοβροντία νομοθετημάτων, τα οποία ελέγχονται για την συνταγματικότητα τους από το νομικό και το συνδικαλιστικό κόσμο. Οι πολιτικοί, κατ’ ελαχίστη χροιά διαφέροντες μεταξύ τους, έχουν υποκαταστήσει τα έδρανα της βουλής με τα τηλεοπτικά παράθυρα και διαχειρίζονται με πρωτοφανή αναλγησία την κρίση, την οποία οι ίδιοι δημιούργησαν καταχρεώνοντας τη χώρα με την άφρονη οικονομική, κοινωνική και (αντ) εθνική τους πολιτική τις τελευταίες δεκαετίες. Τώρα το παν επί ξηρού ίσταται ακμής. Λαϊκοί αγώνες, κοινωνικές κατακτήσεις, πληθυσμιακή ομογένεια, κατακρημνίζονται με αντισυνταγματικά νομικίστικα τεχνάσματα. Και ακόμη, το φιλόθρησκον, το φιλόξενον, η πατροπαράδοτη ηθική του Έλληνα, η αξιοπρέπεια και αυτό τούτο το φιλότιμο, αποκλειστική αρετή των Ελλήνων παγκοσμίως, έχουν παντελώς μεταλλαχθεί μπροστά στις πληγές που άφησε η καθολική διαφθορά. Ατυχώς, ανώτατη αρχή επί της οποίας θα μπορούσαν να θραυσθούν τα κύματα της δημαγωγίας και του ανθελληνισμού, αρχή αδέκαστη και ηθικά αλώβητη, δεν υπάρχει. Οι πάντες πλέον έχουν γίνει οι διαβλητοί και οι ύποπτοι χρηματισμού. Ακόμα και αυτή η έπαλξη της δημοκρατίας, η δικαιοσύνη, δύσκολα και επιλεκτικά παρεμβαίνει καθώς και η ίδια έχει εμπλακεί στα γρανάζια της παθογένειας του εκπεσόντος από τη συνείδηση του λαού δημοκρατικού πολιτεύματος. Φαίνεται ότι το πολιτικό οικοδόμημα της Ελλάδος κατά το δεύτερο ήμισυ του 20ου αιώνα θεμελιώθηκε επί της άμμου και απειλείται με κατάρρευση στο τέλος της πρώτης δεκαετίας του 21ου αιώνα. Η επιλήψιμη διαχείριση του δημοσίου χρήματος ήταν φυσικό να αλλοιώσει τα πολιτικά και δημόσια ήθη, ώστε σήμερα οι μείζονες κίνδυνοι να αποτελούν τη χειρότερη στην ιστορία της χώρας απειλή εθνικής συρρίκνωσης. Η πολιτική κυριαρχία και απροσχημάτιστη φαλκίδευση των λαϊκών κυριαρχικών δικαιωμάτων, διασπά την εθνική ενότητα, ώστε να υφίσταται η ευλογωτάτη αφορμή των επαναστάσεων. Η δυσαρέσκεια των πολλών αποτελεί την ασφαλέστερη οδό της κατεδάφισης των πάντων, καθώς η πολιτική ηγεσία εμφανίζεται ως δήθεν υπερασπιστής των συμφερόντων του λαού, ενώ οι ίδιοι οι πολιτικοί πρώτα φρόντισαν να εξάρθρωσουν όλες τις οικονομικές και δημοκρατικές υποδομές, που ο λαός με αίμα και αγώνες αιώνος δημιούργησε για ένα απρόσκοπτο μέλλον ευημερίας και ειρήνης. Δυστυχώς, αυτό το μέλλον έχει μεταβληθεί σε έναν αγωνιώδη εφιάλτη, ιδίως των πενεστέρων τάξεων του λαού, απειλούμενων να γηράσκουν βασανιζόμενοι επί της εργασίας και υποαμειβόμενοι, αποσυρόμενοι δε στην απομαχία, εφόσον επιζήσουν του εργασιακού και ασφαλιστικού κανιβαλισμού των 40 ετών συνεχούς εργασίας, να δέχονται ψυχία επιδοματικής ελεημοσύνης, που είναι «άρχοντες» του… νεοφιλελεύθερου σοσιαλισμού κατά δέχτηκαν να τους χορηγήσουν στη… μεγαλοψυχία τους. Αλήθεια, αυτό το μέλλον οικοδομούσαν άραγε οι ακατάβλητοι ήρωες του ‘40, οι αντιστασιακοί της γερμανικής κατοχής και του ξενοκίνητου συμμοριτισμού, που γλίτωσαν τη χώρα από τα βαρειά τείχη του «Σιδηρού Παραπετάσματος» και οι τιμωροί των δραστών εθνικών εγκλημάτων; Και ακόμη: Αυτό το μέλλον ονειρεύονταν οι δημιουργοί της νεότερης Ελλάδος, οι εργαζόμενοι, οι οποίοι αφού ανοικοδόμησαν εκ των ερειπίων και ανασυγκρότησαν την καθημαγμένη χώρα, συμπεριλαμβανομένης και της καταστραφείσας ελληνικής ναυτιλίας κατά τον δεύτερο παγκόσμιο πόλεμο, βλέπουν τώρα τους κυβερνήτες τους να απεργάζονται την καταστροφή τους, διαγράφοντας τις προηγούμενες θυσίες τους και επιβάλλοντας νέες; Και πώς είναι δυνατόν εν ονόματι της τεχνολογικής προόδου, των κατακτήσεων της επιστήμης, των διαστημικών επιτευγμάτων, της βιομηχανικής και γεωργικής επανάστασης, της αναβάθμισης του βιοτικού επιπέδου των λαών κ.λπ. ένας λαός, ο ελληνικός, να οδηγείται ως αμνός επί σφαγή στο θυσιαστήριο του ΔΝΤ και των λοιπών τοκογλύφων της Ευρώπης και της Αμερικής, με άδηλο το εργασιακό και ασφαλιστικό μέλλον των ιδίων και των παιδιών τους; Ας μη κοιμούνται ήσυχοι οι σημερινοί κυβερνώντες, οι έχοντες προ πολλού απολέσει, σύμφωνα με τις δικές τους δημοσκοπήσεις, την δεδηλωμένη, καθώς υπάρχει πλήρης δυσαρμονία κυβερνήσεως και λαού, που εκφεύγει παραδόξως της προσοχής του ανωτάτου άρχοντος. Τα δύο μεγάλα
κόμματα δεν συγκεντρώνουν πια ούτε το 50% μαζί. Πόσο μάλλον το κυβερνών. Τους διέφυγε παντελώς το γεγονός ότι ο λαός έχει και μνήμη και αντοχή και ευθυκρισία και αγωνιστικότητα ακατάβλητη.. Και αυτό θα το δείξει στις επικείμενες Καλικρατικές αυτοδιοικητικές εκλογές. Στην αρχαία Αθήνα δεν έλειψαν ποτέ οι φιλελεύθεροι πολίτες, οι οποίοι λόγω του έντονου συναισθήματος της ελευθερίας που τους διακατείχε, αφηνίασαν πρωϊμότατα.. Ο νομοθέτης είχε αποπειραθεί να χαλιναγωγήσει την εκκλησία του δήμου, αλλά οι χαλινοί εκείνοι, όντες ανέκαθεν ασθενείς για ένα λαό όπως ελληνικός, χαλαρώθηκαν παντελώς διά του χρόνου, σε σημείο ώστε να υπάρξει πρόσφορο έδαφος στους δημαγωγούς, ώστε το πλήθος να βοά: «Δεινόν είναι ή μη τις εάσει τον δήμον πράττειν ο αν βούληται» ( Είναι τρομερό να μην αφήνει κανείς το λαό να κάνει ό,τι θέλει). Στην Ελλάδα του 2010, οι σύγχρονοι δημαγωγοί ενεστερνίσθηκαν το αρχαίο σύνθημα για τον εαυτό τους και το χρησιμοποιούν κατά κόρον για να τιμωρήσουν ένα λαό, που έχει συστηματικά καταδημαγωγηθεί τις τελευταίες δεκαετίες. Αλλά είναι αμφίβολο αν οι Έλληνες θα τους αφήσουν να πράττουν ότι θέλουν σε βάρος τους. Αυτό διδάσκει η ιστορία. Η αχαλίνωτη δημαγωγία τιμωρεί, καθώς οδηγεί σε εθνικές καταστροφές. Ο ελληνικός λαός δεν θα αργήσει να τιμωρήσει τους αλλοπρόσαλους τιμωρούς του. Μέσα σε ένα τέτοιο κλίμα δυστυχίας και φτώχειας ούτε η ναυτιλία, ο από μηχανής θεός της Ελλάδας, μπορεί να δράσει ανασχετικά, όπως πολλές φορές το έπραξε στο παρελθόν σε δύσκολες για το έθνος περιστάσεις. Ένας μεγάλος και σοφός Έλληνας πλοιοκτήτης, ο καπετάν Νίκος Φράγκος, μου έλεγε πριν από πολλά χρόνια, όταν και πάλι ο ελληνικός λαός αντιμετώπιζε σοβαρά προβλήματα, όχι βέβαια της σημερινής έκτασης: « Δεν μπορείς εσύ να έχεις και ο γείτονάς σου να πεινάει. Δεν μπορείς να είσαι ευτυχισμένος και δημιουργικός, όταν οι γύρω σου δυστυχούν. Μοιραία θα μπεις στο στόχαστρο των επικριτών». Αυτά έλεγε πριν από χρόνια ο σοφός και πολύπειρος Χιώτης καπετάνιος και σήμερα όλα τελούνται. Κανείς πια δεν πιστεύει στη ναυτιλία και ότι μπορεί να σώσει τη χώρα. Οι πολιτικοί την χλευάζουν. Τα ακραία κόμματα επιτίθενται κατά των εφοπλιστών που τους κατηγορούν για πλουτοκράτες. Πλούσιοι και φτωχοί. Η ομοψυχία του ελληνικού λαού έχει εκλείψει προ πολλού. Τα δεινά είναι μπροστά μας.
Κώστας Δούκας
Κανείς δεν μπορεί να κάνει ό,τι θέλει ατιμωρητίγράφει ο Κώστας Δούκας


financialfocus12
QUO VADIS, NAVICULARIE* ? By Ted Petropoulos, Head, PETROFIN RESEARCH, PSMI
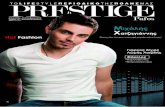
Greek owners have always had the reputation of being vindicated in their deci-sions. They have also been able to position themselves well ahead of market developments, in term of buying / selling vessels or in chartering. Often, their decisions have been counter-cyclical. The cumulative results of their attitude to risk and abilities in shipping are evident for all to see.It is for the above reasons that the shipping market has been watching the recent rush of orders by Greeks with great interest.According to Clarkson’s, the current Greek order book stands at approximately 800 vessels, of which 500 are dry bulk vessels. The total capacity of the above orders is 74 million DWT, which, if delivered, would represent approximately 31.6% of the current Greek fleet.Despite a continuing newbuilding delivery slippage of approximately 40%, the rate of deliveries has grown and the newbuilding order book growth continues unabated.This continuous commitment by Greek owners for newbuilding orders (in the light of the bulging worldwide order book and the uncertainties over the global economic prospects and fears of a double dip recession) has been puzzling. Admittedly, China and the Far East region still represent high growth areas. However, even their frenetic growth rates have recently been curbed and more importantly the slowdown in activity in the rest of the world has resulted in an international growth rate not exceeding approximately 3% p.a. Even if this translates itself into a greater demand in international trade of approximately 5%p.a., these rates of international rate growth cannot be compared with fleet growth rates in capacity well in excess of 10% per annum and in the case of drybulk over 16% per annum in accordance with 2010 to date statistics (SSY).Consequently, we have what appears to be a disequilibrium in the demand / supply equation made worse by the very limited scrapping and this imbalance appears to be growing all the time.Many owners and analysts have correctly identified port congestion and longer voyages to justify the relative recovery of the market. However, are these factors going to continue in the years to come? More importantly, are these factors alone able to cover the ever rising demand / supply imbalance?The arguments between the analysts using facts and figures and the owners is raging. Whilst many owners are adopting a cautious approach, many others are placing order after order.The main question is who will be proved right? Will it be the prudent owner, who cannot ignore the worryingly large capacity and overhanging order book or the intuitive owner, who has an unnerving and uncanny ability of reading the market well, despite all the facts pointing to the contrary?The story will, undoubtedly, unfold in your computer screens and will make or break fortunes.Having presented the wider picture, my article, today, shall focus on another issue, one that may have a pronounced bearing on owners’ performance. The issue I wish to analyse is that of ship finance, or to put it rather crudely, the lack of ship finance.Coming off a global banking and economic crisis, ship finance has also been affected. For many banks elected to downsize their shipping portfolios during the crisis and conditions are not clear yet for a massive return of confidence.Admittedly, shipping has not resulted in numerous defaults and / or losses for banks. However, this may have had more to do with the banks’ forbearance towards loan defaulters rather than a pronounced recovery to full health by the shipping industry.The jury is still out in terms of the prospects for the three main shipping mar-
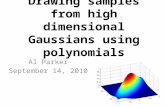
kets, dry, wet and container. As such, banks have yet to be tested decisively by a 2-3 year pronounced bad market. In addition, banks are still trying to recover their liquidity and capital ratios, as well as, meet the more stringent capital adequacy terms imposed by central banks.In this rather uncertain and potentially dangerous climate, it is not surprising that banks are still reluctant to expand their shipping portfolios. More importantly, many banks are using the run off in their loan books via repayments, sales etc. to reduce their shipping exposures, conserve capital and build up liquidity. In order to assist in highlighting the above forces at play, we wish to present to you our latest Petrofin Bank Research © analysis of the global and Greek ship finance markets.Last year, we did research, whereby we took the top 42 shipfinancing banks in the global market and their loan portfolios and split them between “banks with lending capacity”, “banks with a reduced capacity” and “banks with neutral / unclear policy towards shipping”.We conducted the same research this year and the results are shown in table 1.As you will see, there are the following main trends:a) The Global shipping portfolios of these 42 banks reduced from $463.75 bn in 2009 to $436.93 bn in 2010, i.e. a 9.4% reduction.b) The number of banks with reduced capacity rose from 4 to 12 banks and these now represent 36.13% of the Global loan portfolio, as opposed to 21.24%, last year. This clearly signifies an international reduction of interest in ship finance, at this point of time.c) The number of banks with neutral / unclear policy fell from 16 banks, representing 31.39% of Global loan totals in 2009, to 12 banks, represent-ing 17.34% of such totals in 2010. This, strongly indicates that a number of banks shifted their policy from neutral to negative.d) It is of comfort to the shipping industry that 18 banks compared with 22 last year, continue to report ship lending capacity and that this repre-sents 46.64% of Global loan totals. These banks represent the best hope for ship finance and hold nearly 50% of the market.We conducted the same analysis, based on our 2009 and 2010 annual Greek ship finance bank research in November 2009, February 2010 and August 2010, in order to identify the attitude to Greek ship finance among banks involved in Greek ship finance and to compare our findings with that of the Global ship finance market.The results are shown in table 2 and are as follows:a) The total Greek ship finance totals fell from $.73.2 bn in 2009 to $.67.02bn in 2010 (see Petrofin Bank Research ©), i.e. a fall of 8.4%.b) The gradual recovery in confidence evidenced between November 2009 and February 2010 has evaporated.c) The number of banks with lending capacity fell from 20 in February 2010, representing 39.34% of Greek ship finance totals, to 13 banks, rep-resenting 28.45% of such totals.d) Worryingly, the total number of banks with reduced lending capacity grew from 13 banks in February 2010, representing 47.17% of Greek loan totals, to 19 banks, representing 62.73% of such totals.e) Comparing the Global and Greek ship finance positions, it is clear that conditions in Greek ship finance are much tighter. This is mainly due to the reduction in lending capacity by HSH and RBS (very prominent banks in the Greek sector), as well as, the liquidity problems of Greek banks,

31,19%
17,34%21,24%
36,13%
47,57% 46,64%
0,00%
5,00%
10,00%
15,00%
20,00%
25,00%
30,00%
35,00%
40,00%
45,00%
50,00%
DATA based on 2009 DATA based on 2010 DATA based on 2009 DATA based on 2010 DATA based on 2009 DATA based on 2010
Banks with lending capacity
Banks with reduced capacityBanks with neutral/unclear policy/capacity
16 banks
12 banks
4 banks
12 banks
22 banks
18 banks
Ship finance banks capacity2009 Global portfolio, top 42 banks: $463.75bn2010 Global portfolio, top 42 banks: $436.93bn
PETROFIN RESEARCHwww.petrofin.gr
Table 1
financialfocus 13
which collectively account for approx. 25% of the loan totals.What the above research has clearly high-lighted is that shipfinance conditions for the Greek shipfinance market are particularly difficult.The question, therefore, is “Quo vadis, navicularie”? Very few owners can finance newbuilding orders out of their own liquidity and without ship finance. Invariably, the vast majority of orders are therefore “speculative” i.e. there is neither finance nor a time charter in place.Owners may well argue that ship finance ac-tivities may improve over the next 2-3 years, until their vessels shall be delivered and that they are expecting greater bank competition and an improved ability to raise finance. Are they right, though? Will banks currently re-ducing their exposures do an “about change” shift? Will there be new and committed large players into Greek ship finance to replace the lost capacity?The more one focuses on the above ques-tions, the more concerned one becomes, for the outlook over the next 1 – 2 years.My own thoughts are that in addition to the usual risks facing an owner about to place a new order, such as the state of the market at delivery and absence of long-term employment, owners have an added risk of non-available, inadequate or expensive ship finance.Moreover, should the shipping market weak-en, as a result of overcapacity, the attitude of banks is likely to turn even more negative towards ship finance. Consequently, owners may find themselves unable to obtain finance and may be forced to abandon their orders and risk losing their down payments.A lot of positive changes have to take place between today and 2012 – 2013, when these new orders shall be delivered.Once again, it may well be that everything will slot into place and current vessel newbuilding prices shall turn out to be a “bar-gain”. Greek owners’ decisions may well be vindicated once more. However, the obsta-cles have never been higher and the pros-pects are so unclear, so that owners have to realize that, placing orders today, represents gambling bets of the highest order.
0,00%
10,00%
20,00%
30,00%
40,00%
50,00%
60,00%
70,00%
33,25%39,34%
28,45%
51,49%47,17%
62,73%
15,26% 13,55%8,81%
19banks –Autumn
2010
Bank capacity in financing Greek shipping
November 2009: 35 banks February 2010: 40 banks
Banks with lending capacityBanks with reduced lending
capacity Banks with neutral/unclear policy/capacity
14 banks –Nov 09
20banks –Feb 10
14 banks –Nov 09
13 banks –Feb 10
7 banks – Nov
09
7 banks – Feb
10
PETROFIN RESEARCHwww.petrofin.grSeptember 2010
Autumn 2010: 39 banks
13banks –Autumn
20107 banks Autumn
2010
Table 2
Totals 2009: $73.2bnTotals 2010: $67.02bn
* Where are you heading shipowner?

14
Alfa Laval - Pure BallastBallast water treatment system
ApplicationWhen ships take on ballast, they take on more than water. Microscopic organisms, eggs, cysts and even the planktonic larvae of larger organisms are small enough to pass through the intakes and pumps.If these organisms survive transport to other parts of the globe, their impact can be devastating. In seas that are weakened by overfishing and pollution, non-native species can reproduce quickly and deprive lo-cal species of food and living space. Such invasions can jeopardize local economies and even human health, and their effects are usually irreversible. IMO has identified the introduction of species via ballastwater as one of the four greatest threats to the world’s oceans. In 2004, the organization adopted the International Convention for the Control and Management of Ships’ Ballast Water and Sediments, which will phase in requirements for ballast water treatment over the coming years.
PureBallast from Alfa LavalPureBallast is an easy-to-use ballast water treat-ment system that meets the new IMO requirements. Unlike many proposed systems, which rely on chemicals or are too large to implement in real life, PureBallast involves no environmental or operational compromises.Using a unique, chemical-free technology, PureBal-last produces radicals that neutralize organisms in ballast water. The process is effective, automated and self-contained, as well as harmless to the bal-last tanks and crew. PureBallast is the first ballast water treatment system without chemicals tohave received full Ballast Water Type Approval, hav-ing consistently demonstrated the necessary biologi-cal efficiency in land-based and onboard trials.Since PureBallast is also remarkably compact, it can be installed even in cramped engine room conditions or in areas that are otherwise difficult to utilize. By combining spacesaving design, chemical-free tech-nology and full automation, PureBallast is the clear choice for both installation and operation.
Features an fits• IMO compliancePureBallast is an IMO-compliant system, having completed all of the necessary approval stages and received full Ballast Water Type Approval. These stages comprise land-based and onboard tests, as well as the two stages of Active Substance Approval.• Green operation
PureBallast meets the requirements of IMO legisla-tion without the addition or generation of chemicals, and without the creation of residuals. PureBallast was the first system to complete both stages of the Active Substance Approval process, thus proving that PureBallast poses no risk to the environment, the vessel or the crew.• Compact installationPureBallast is a modular system that allows compact and flexible installation. By fitting between existing pipes and utilizing the ballast pumps that are already installed, it can be adapted to the conditions that already exist on board. A single system can handle capacities from 250 m3/h to 2500 m3/h, and shipswith larger requirements can be fit with duplicate systems.• Full integrationPureBallast is completely integrated with the ship’s ballast water system and does not interfere with existing ballast operations.No additional time is required for ballasting or debal-lasting, no route changes are needed, and there is no extra holding time in the tanks.• Easy, automated operationPureBallast is fully automated and easy to operate. The system starts and stops at the push of a button, continuously monitors the ballast water flow and can be operated via local or remote control. There are no chemicals to be stocked or handled by the crew.• Minimal maintenancePureBallast is chemical-free and has no moving parts, which means there are few consumables and no service hazards.Maintenance is minimized by a built-in automatic cleaning system, which ensures maximum perfor-mance at all times. These features also contribute to a low lifecycle cost.• Global support from a leading supplierPureBallast comes with the backing of a truly global supplier. Alfa Laval has a century of experience in serving the marine industry, as well as a worldwide network of harbour support. Technical support, onboard service and genuine spare partscan all be obtained at short notice. IMO approvalPureBallast has received full Ballast Water Type Approval in accordance with the procedures es-tablished in IMO’s International Convention for the Control and Management ofShips’ Ballast Water and Sediments. These proce-dures are summarized to the right.
• Active Substance Approval (G9)Active Substance Approval shows that a ballast wa-ter treatment system has no negative impact on the treated water, the vessel itself or the vessel’s crew. Both a basic and a final approval are given.PureBallast was the first treatment system to receive Active Substance Final Approval.• Approval of biological performance (G8)A ballast water treatment system’s ability to meet IMO’s biological efficiency standards is established in a two-phase testing programme. The first phase is conducted on land, while the second phase is con-ducted at sea under real-life operating conditions. Both of these phases are conducted at full scale.– Land-based tests PureBallast successfully completed land-based tests that involved challenging conditions with extreme microorganism levels and water of varying salinity and turbidity.Samples were taken and evaluated directly after treatment, but also after five days of storage in order to ensure that there was no regrowth of microorgan-isms. The system was tested at a scale of 250 m3/h.– Onboard testsPureBallast received full Ballast Water Type Ap-proval after completing six months of testing at sea, during which its biological efficiency was demon-strated under actual operating conditions. The tests were conducted aboard an ocean-going car carrier vessel with a ballast water treatment capacity of 1000 m³/h. System components• FilterA 50 μm filter is used during ballasting operations. (During deballasting, the filter is bypassed.) This not only blocks the intake of larger organisms, but also reduces the amount of sediment in the ballast water tanks. The filter is cleaned via automatic backflush-ing, which requires a system pressure of 2 bar between the outlet and the backflush discharge line.Only a small part of the system flow is used for backflushing, whereas the majority of the water continues through the ballast water system.• Wallenius AOT unit(s)Depending on the system flow rate, one or more Wallenius AOT units comprise the active stage of PureBallast treatment, in which generated radicals neutralize microorganisms and other organic matter. Flow rates of 250-2500 m3/h can be achieved, with individual AOT units handling a flow of 250 m3/h. The AOT units can be placed in a number of configu-
knowledge&innovation

15
rations, including the linear configuration shown above.• CIP unitPerformance is safeguarded by an automatic Cleaning-in- Place (CIP) system, which circulates a cleaning solution to prevent seawater scaling within the AOT units. This solution is non-toxic and 100% biodegradable, which means it can be discharged overboard without safety or environmental precautions. The cleaning cycle, which takes 15 min-utes per AOT unit, occurs automatically after each ballasting or deballasting operation.• Flow meterA flow meter ensures that the PureBallast system does not exceed its certified flow rate. The meter also provides the main control system with valuable data regarding the amount of ballast that has been taken in or discharged.• Sampling pointsIn accordance with IMO guidelines, sampling points are installed both before and after the PureBallast system. This allows for the removal of water and the evaluation of its quality.• ValvesA PureBallast system incorporates five main valves, which are supplied according to the dimensions of the connected pipework. In addition to one valve at the system inlet and one at the system outlet, there is a valve for bypassing the filter, a valve for bypass-ing the whole system, and a valve for controllingthe system pressure over the filter (a Counter Pressure Valve, or CPV). The CPV automatically safeguards the system pressure between the outlet and the filter’s backflush discharge line, ensuring a pressure difference of at least 2 bars. Operating principleDesigned for start-and-forget operation, PureBallast is chemical-free, fully automated and possible tostart or stop at the push of a button. A flow meter monitors the process flow to ensure that the certifiedrate is not exceeded.Because PureBallast is fully integrated with the ship’s ballast water system and does not depend onchemical reactions, it creates no delays during bal-lasting and deballasting. Its operating sequence issummarized below. • BallastingIn preparation for ballasting, the lamps of the Wal-lenius AOT units undergo a four-minute initialization process, during which they are cooled by a flow of
seawater. During actual ballasting, fresh water is used to cool the systems’ electronic components.When ballasting begins, the incoming ballast water first passes through the filter, which removes organ-isms and particles larger than 50 μm. The water then continuous through the Wallenius AOT units, which treat the water to IMO-established limits before it enters the ballast water tanks. Once ballasting is complete, the AOT units are cleaned via an auto-mated Cleaning-in-Place (CIP) cycle, which takesaround 15 minutes per unit. This cycle can be automatically initiated directly after ballasting, or manually initiated from the control system within 30 hours. The AOT units are automatically rinsed with fresh water before the CIP cycle begins and filled with fresh water upon its completion.The filter is also rinsed with fresh water once ballast-ing is completed.• DeballastingThe deballasting process is essentially the same as the ballasting process. However, the filter is bypassed during deballasting since the water has already been filtered.After leaving the ballast water tanks, the outgo-ing ballast water passes through the AOT units to eliminate any regrowth of microorganisms that may have occurred in transit. Having thus been treated to the limits set by IMO, it is then discharged into the receiving water at the deballasting site.The same start-up and shut-down sequence is em-ployed during both ballasting and deballasting.
System layoutPureBallast is remarkable in its compactness and simplicity. The system’s modular equipment fits eas-ily into the engine room, thanks to a blockcomponentstructure that allows it to be installed between nor-mal ballast water system components. This notonly facilitates installation, but also simplifies day-to-day operations. Because there are no moving partsand few consumables, the system can be main-tained with minimum effort. PureBallast treatmentThe PureBallast treatment process is a patented form of advanced oxidation technology (AOT). Re-lated technologies can be found in many of today’s smart products, such as the self-cleaning windows of skyscrapers and cars, which prevent the growth of organisms through an AOT reaction that occurswhen sunlight strikes titanium dioxide.The PureBallast AOT process occurs within a closed chamber known as a Wallenius AOT unit, in which radicals are generated. These radicals are highly reactive, so they instantaneously neutralize micro-organisms and organic contaminants. However, the short-lived radicals exist for only a few milliseconds,which means they have no possibility of leaving the reaction chamber.No chemical substances are required or generated by the AOT process, and no toxic residuals are created.
knowledge&innovation

16
PureBallast treatmentThe PureBallast treatment process is a patented
form of advanced oxidation technology (AOT). Re-
lated technologies can be found in many of today’s
smart products, such as the self-cleaning windows
of skyscrapers and cars, which prevent the growth
of organisms through an AOT reaction that occurs
when sunlight strikes titanium dioxide.
The PureBallast AOT process occurs within a closed
chamber known as a Wallenius AOT unit, in which
radicals are generated. These radicals are highly
reactive, so they instantaneously neutralize micro-
organisms and organic contaminants. However, the
short-lived radicals exist for only a few milliseconds,
which means they have no possibility of leaving the
reaction chamber.
No chemical substances are required or generated
by the AOT process, and no toxic residuals are
created.
Operations• Maintenance intervals:
- Filter inspection once per year
- Lamp replacement every 1500 hours
- Catalyst replacement every 3000 hours
- CIP fluid replacement when the pH value reaches
3, or monthly
• The System Manual provides detailed
information in electronic or printed format:
- Installation instructions
- Operating instructions
- Alarms and fault finding
- Service and spare parts
• Service spares kits contain all necessary
spare parts for each service and tips for mainte-
nance checkpoints:
- Lamp kit
- Catalyst kit
- Filter kit
• Commissioning and technical services
are available from all Alfa Laval offices to start up
the system and to provide advice about operation
and maintenance.
• Onboard training for the crew is available upon
request.
Optional equipment• Remote control panels
The main PureBallast control panel can be com-
plemented with a maximum of four remote control
panels per system. This allows PureBallast
to be started, stopped and monitored from any loca-
tion on board.
• Remote interface
This option allows hard-wired communication
between the main PureBallast control panel and the
vessel’s general control system. If installed, PureBal-
last is run via a graphical user interface integrated
into the vessel’s control system.
• Drain Removal Kit
The Drain Removal Kit is an option
for efficiently draining water from the
Wallenius AOT units. The kit’s primary
components are a pump and a
number of valves.
Capacity rangePureBallast’s modular design accommodates a wide
range of ballast water capacities, from 250 m3/h up
to 2500 m3/h. One Wallenius AOT unit handles a
system flow rate of 250 m3/h. For larger capacities,
several AOT units are installed in parallel.
One CIP unit is all that is needed for a PureBallast
system up to 2500 m3/h. The size of the filter cor-
responds to the system flow rate.
knowledge&innovation

17
Alfa Laval PureBilgeOily water cleaning systemTowards cleaner oceansBilge water generated onboard ships is a major
environmental concern for the shipping industry.
Regardless of its source, bilge water must be treated
to reduce the oil content to levels that meet interna-
tional regulations for release into the environment.
This is critical to keeping the world’s oceans and
their vast marine ecosystems healthy and produc-
tive. The impact of ship propulsion on the marine
environment can be minimized, heavy fines avoided
and the work load of the crew significantly reduced,
if efficient bilge water treatment is carried out on-
board. The need for waste disposal ashore can
also be reduced. Over the years, the cost for waste
disposal has increased as local authorities enforce
stricter laws for land-based companies that process
this waste. This translates into higher operating
costs.
ApplicationCleaning bilge water poses distinct challenges. Not
only does the composition and flow of bilge water
change, making continuous and efficient treatment
difficult, but treatment onboard presents another set
of constraints.
Treatment methods must meet individual ship
requirements and demands for safety, reliability,
compactness, automation, low maintenance and the
ability to withstand rough weather conditions. These
requirements must be met without reducing the
performance of the treatment system.
Centrifugal separation has proven to be the most
reliable, efficient and flexible method for continuous
removal of oil and other contaminants suspended
in the bilge water onboard ships and at land-based
power plants.
PureBilge: Reliable, efficient, continuousThe Alfa Laval PureBilge solution is a reliable single-
stage centrifugal separation system for the highly
efficient treatment of large bilge water volumes at
sea as well as ashore. The compact modular system
reduces the level of contaminants in bilge water to
Treatment methods must meet individ-
ual ship requirements and demands for
safety, reliability, compactness, automa-
tion, low maintenance and the ability to
withstand rough weather conditions.
knowledge&innovation

18
between 0 and 5 ppm oil in water.
Based on a standardized concept, PureBilge is a
complete stand-alone system that is easy to install
for any new or existing installation. Continuous, fully
automatic operation – even when subjected to oil
shock and rough weather conditions – reduces the
need for large bilge water holding tanks. This
increases payload capacity. PureBilge significantly
reduces operating costs compared to conventional
bilge water systems thanks to the reduced volumes
of waste that require disposal.
PureBilge complies with the Marine Environment
Protection Committee Resolution, MEPC.107(49),
of the International Maritime Organization (IMO) and
USCG regulation (46 CFR 106.050).
Benefits for shipyards• Compact, modular, easy-to-install system saves
time, space and money.
• Continuous, single-stage operation requires less
holding tank volume and provides more space for
payload.
• Easy integration with existing communications
systems onboard. Benefits for owners and operators
• Reduced operating costs thanks to low mainte-
nance, automated control, minimal waste disposal,
no chemical consumption and an absence of filter
elements that require replacement as standard.
• Reliable, always-available system. Operates
continuously with high performance, regardless of
variations in feed, oil shocks and rough weather
conditions.
• Easy to operate. Automated control and monitoring
system integrates with existing Alfa Laval systems,
providing a single user-friendly interface.
• Safe operation. A password-locked switch can be
set in manual/locked position to ensure that only the
individual responsible for environmental compliance
may authorize overboard discharge.
Bilge waterBilge water can be a mixture of water, fuel oil, lube
oil, hydraulic oil, detergents, oil additives, chemicals,
catalytic fines, soot and other substances. This
mixture is normally collected in a bilge water settling
tank and maintained at an elevated temperature.
The marine sector uses large amounts of chemicals
for cleaning, service and maintenance activities
in the engine room and many of these products
are surfactant-based. As such, these chemicals
contribute to emulsion formation in a ship’s bilge
water system.
An emulsion is a mixture of oil and water, where
small oil droplets are dispersedin the continuous
water phase.
Separation efficiency can be compromised by
the formation of stable emulsions. This becomes
challenging when an emulsion is stabilized by sur-
factants, water-soluble polymers or colloidal
particles. Centrifugal treat-
ment of bilge water using the
PureBilge system effectively
handles separation. System descriptionThe PureBilge bilge water
treatment system comprises
four main functions:
• Forwarding/pumping
• Oily water pre-treatment
• Centrifugal separation
• Process control and
monitoring
Oily water is pumped from
the settling tank to the pre-
treatment stage by a positive
displacement pump with
variable frequency drive. In
the pre-treatment stage the
bilge water is fed through a basket strainer that traps
large particles from the fluid.
The fluid then passes through a heat exchanger,
which raises the temperature of the fluid to the re-
quired level for optimal separation efficiency, gener-
ally between 60°C to 70°C. A three-way changeover
valve is located after the heat exchanger in the
pre-treatment stage. The purpose of this valve is
to direct the fluid to the separation stage when all
process conditions, such as feed temperature, pres-
sure and separator speed match pre-set values. If
any condition is not met, the valve will re-circulate
the fluid to the bilge water settling tank.
When all process conditions are fulfilled, the fluid is
directed to the separation stage. Fluid then enters
a highspeed centrifugal separator that is designed
for continuous, high-efficiency separation of large
volumes of bilge water. Oil and emulsions separated
from the bilge water are continuously discharged
and directed to a sludge or waste-oil collecting
tank. Solids are discharged intermittently through the
self-cleaning mechanism of the centrifuge. Treated
water is also continuously discharged. An oil-in-wa-
ter monitor measures the oil content in the treated
bilge water in full compliance with IMO Resolution
MEPC.107(49). When the oil content is below a pre-
set value (15 ppm or lower), the treated water can
be directed either to a holdingtank for dischargeo-
verboard at the ship operator’s convenience, or
pumped directly overboard. If the oil content is
above the pre-set value, the water is re-circulated to
the bilge water settling tank.
Revolutionary design featuresPureBilge incorporates the Alfa Laval BWPX 307
high-speed centrifuge and the latest achievements
in fluid dynamics technology:
• A patented Alfa Laval XLrator inlet device gently
accelerates the bilge water into the separator bowl
with minimal shearing and foaming. This greatly
improves the separation efficiency by preventing
droplet splitting and further emulsion formation.
• The disc-stack and bowl design provides the maxi-
mum surface area for separation. Specially designed
distribution holes and optimized caulk configuration
further enhance separation efficiency.
These design features in combination with stable,
continuous operation ensure proper handling of oil
shocks that generallybring static cleaning systems
to a standstill.
EPC 60 Bilge process controllerThis new generation of the easy-tooperate, com-
puter-based Alfa Laval process controller facilitates
advanced fully automated monitoring and control
of PureBilge functions by displaying in clear text
process parameters, alarms and other data.
The EPC 60 Bilge process controllerdisplays the status of the process, system valves
and transmitters, activated or deactivated.
The process controller is based on the same hard-
ware used in other Alfa Laval units, making it easy to
use for operatorswho are already familiar with this
equipment.
CapacitiesPureBilge is available in two standard versions:
• PureBilge 2515: 2 500 l/h, 15 ppm
• PureBilge 5015: 5 000 l/h, 15 ppm
Options• 5 ppm certificate
• Heat recovery
• Safety box
• Flow meter
• Sludge removal kit
• CIP unit
• Chemical dosing unit
• Automatic self-cleaning filter
• Remote control
knowledge&innovation

ANNUAL AND 5-YEAR SERVICES AND TESTS ON LIFEBOATS,RESCUE BOATS, RELEASE GEARS AND LAUNCHING APPLIANCESIN COMPLIANCE WITH MSC/Circ. 1 1206:
Inspection, maintenance and repair for:
Lifeboats, davits and winches • Rescue boats, davits and winches• Free Fall lifeboats and davits •
Service authorization by major international makers • Qualified service engineers • 30 years of experience • Approval by the Greek Authority • Worldwide - 24h service• Competitive prices•
Also:
Wire ropes, chains, webbing slings, • ropes and fittings supplyUnrigging and rigging services - • Testing, inspection and certification servicesfor every kind of pulling, lifting and • holding applications
VLAHAKOU 10 STR. PIRAEUS 185 45 GREECE TEL: +30 210 41 70 709 - +30 210 41 75 729 FAX : +30 210 41 77 722
email: [email protected]
CΑRGO GEAR S.R.T. L.t.d. Supply ~ Rigging ~ Testing

20knowledge&innovation
ABB Turbocharging Aims to Multiply Power but Decimate Emissions
The Turbocharger A 300% Solution
Leaving aside the question of exhaust emissions reduction, it should not be forgotten that the exhaust gases of an en-gine are a useful resource. That they contain energy is obvious from their temperature the noise an engine makes when its silencer is missing or defective. At the turn of the 20th century, Swiss engineer and inventor Alfred Buechi came up with the ingenious idea of using this energy to drive a compressor via a turbine in the exhaust gas stream of a diesel engine. The compressor would force more air into the engine’s cylinders than possible using only the suction of the engine’s induction stroke at atmospheric pressure, and with more air present, more fuel could be injected into the combustion chamber and more power pro-duced. Buechi filed his application to patent a “highly supercharged compound engine” in 1905 and very soon, Brown Boveri (BBC), one of the founding companies of ABB, recognized the tremendous potential of exhaust gas turbocharging and entered into a partnership for its development and application.The first turbocharger for a large diesel engine was delivered by ABB predecessor BBC in 1924. This marked the begin-ning of a phase of intensive research and development. At that time BBC engineers in Baden, Switzerland, began to devise new and improved turbochargers of ever greater efficiency. It was the beginning of a success story that contin-ues to this day.A good deal of this success stems from the fact that it was soon recognized that, as well as raising the power output of an engine, the extra air turbocharging provides results in a general improvement in the combustion of the fuel in the air. Thus, as well extracting more power from the engine, turbocharging extracts more power from the fuel itself, due to more complete combustion. This means reduced fuel consumption and since more complete combustion is generally also cleaner combustion, lower levels of harmful emissions in the exhaust gases result. co
vers
tory
photo 3

21knowledge&innovation
photo 4 photo 5
Today Modern state-of-the art turbocharging systems are capable of increasing an engine’s power output by over 300% compared to the same engine without turbocharging - hence the “300% solution”. However, such were the beneficial effects of turbocharg-ing even in the pioneering days that very soon it became unthinkable that a large engine of the type used to propel ships or produce electrical power would be built without turbocharging. Then, slowly but surely the technology cascaded down through the various sizes of engine and in the late 1980s finally conquered the market for car engines. Hence today all but the very smallest diesel engines are tur-bocharged. And as we are now seeing, automotive petrol engines increasingly use the technology. The modern company ABB Turbocharging is still based in Baden and still very much at the forefront of turbocharger technology for large engines with outputs over 500 kilowatts (KW). This is demonstrat-ed by recent announcements and product launches. Emissions FocusIn the current phase of engine development this means developing and introducing turbochargers capable of forcing air into the engine combustion chamber at even higher pressures. This enables so called “Miller Cycles” of various strengths, an ad-vanced method of cooling the air entering the engine to counter the combustion temperature peaks which are responsible for 90% of the oxides of nitrogen (NOx) formed during diesel combustion. Single Stage As a first step ABB has introduced the A100 genera-tion of high efficiency, high pressure ratio single stage turbochargers i.e. turbochargers with only one turbine and compressor. Targeting new standards in turbocharger performance for diesel and gas engines with outputs above 500 kW, the A100 series offers market leading efficiencies combined with pressure ratios up to 5.8 for high and medium speed four strokes and 4.7 for low speed two stroke engines. With these pressure ratio levels, the A100 genera-tion is capable of minimizing fuel consumption on the latest marine diesel engines designed to comply with IMO Tier II, the second stage of emissions leg-islation from the International Maritime Organisation.
IMO Tier II will be implemented in 2011, and speci-fies a 20% reduction in NOx emissions compared to IMO Tier I, introduced in 2000. However, in 2016 the third stage of emissions legislation form the IMO specifies an 80% reduction in NOx emissions when ships are in “Emissions Control Areas “i.e. waters near centres of population and environmentally sensitive areas. To address IMO Tier III ABB Turbocharging’s is developing higher pressure two-stage turbocharging systems as an enabling technology of very strong Miller Cycles to enable engine builders to get as close to the 80% reduction in NOx as possible without using catalytic converters or other aftertreatment methods.
Pressure ratios around 8 ABB Turbocharging has named its two stage turbocharging technology “Power2” and the target is turbocharger pressure ratios high enough to achieve very strong Miller Cycles on 4-stroke engines. The systems under development consist of two turbochargers of different, tuned frame sizes with the larger turbocharger upstream of the smaller unit. They are connected in tandem on the compressor side via an intermediate air cooler – cooling the compressed air issuing from the first turbocharger means the second turbocharger needs to do less work and can be more compact. This arrangement readily produces pressure ratios in the range around 8 which promise to achieve high, double digit NOx reductions on 4-stroke medium-speed diesel engines. In fact, latest com-putations for Power2’s potential made by ABB Tur-bocharging’s development engineers, using highly sophisticated simulation software which, over the years, has gained an excellent reputation for its ac-curate predictions, indicate that the 80 % reduction in NOx values via-à-vis IMO Tier I required under IMO Tier III in ECAs is a realistic prospect. In fact, the concepts under development promise to not only make a very significant contribution to reducing NOx emissions, but also to engine builders’ other traditional preoccupations: fuel consumption and power density.
Taming the trade-off The strong Miller Cycles are needed to alleviate one
of the most intractable constraints on diesel engine builders seeking lower NOx emissions: the trade-off between NOx and specific fuel consumption (SFC)The “NOx-SFC Trade-off” reflects the fact that NOx formation reduces with lower combustion tempera-tures while engine fuel efficiency increases with higher combustion temperatures. Hence, in the early days of emissions reduction on diesel engines com-bustion temperatures were lowered by retarding fuel injection to reduce the rate of heat released from the fuel. Thus a fuel consumption penalty was incurred in the interests of lower NOx emissions.However, while the trade-off will always be a fact of every engine developer’s life, the findings of ABB and its development partners, such as major en-gines builder Wärtsilä show that using a combination of much higher turbocharging pressures, variable valve timing and advanced fuel injection technology (e.g. common rail), all under electronic control, the Miller Cycle is capable of shifting this compromise between NOx emissions and fuel consumption val-ues into a new, far lower range. Moreover, as stated, a further effect, of the higher turbocharging pres-sures produced by ABB Turbocharging’s Power2 two stage turbocharging system is a useful increase in engine power density.
Miller CycleThese assertions are explained by looking at the Miller Cycle. The term denotes an ingenious method of cooling an engine’s combustion air to eliminate the high temperature peaks in the engine’s combus-tion chamber responsible for over 90 % of NOx formation. On 4-stroke engines, the cooling effect is achieved by shortening the opening period of the inlet valve and so reducing the time during which air can enter the cylinder on the engine’s induction stroke. The earlier end of induction promotes expansion, and hence cooling as the air continues to expand. On 2-stroke engines, where the timing of air induction is the function of the piston passing fixed inlet ports, a similar effect can be achieved by varying the closure of the exhaust valve. In both cases, however, with-out turbocharging countermeasures, a shorter period for air induction would mean only a reduced mass of air could enter the combustion chamber and engine

22knowledge&innovation
power output and response to load changes would suffer. Hence, higher turbocharging pressures are used to compensate the shorter time for induction, allowing an equal – or even greater – mass of combustion air to be forced into the cylinder in the briefer period available. In this way engine power characteristics can be maintained – and bettered – while still achieving very significant reductions in NOx formation due to lower combustion chamber temperatures. Significantly, this does not affect the quality of combustion and thus fuel consumption.VCM for variable MillerThe strong Miller Cycles described above are matched to the engine operating at its rated output or “MCR” (maximum continuous rating). However, engines have to be started and in many applications “follow the load”, i.e. their output is expected to vary as the work to be done by the engine varies – as is the case in marine propulsion and onboard power generation. At low loads, the short inlet valve timings needed for very strong Miller Cycles on 4-stroke diesels lead to increased smoke emissions due to low combustion temperatures as well as poor response to load changes. Hence a method is needed to vary the length of inlet valve opening and so allow the time available for combustion air induction can be varied and the strength of the Miller Cycle adapted to engine load and speed. This is the function of the VCM Valve Control Management system ABB Turbocharging is currently devel-oping in cooperation with engine component specialist INA Schaeffler KG. VCM is based on INA’s UniAir system for automotive engines and allows variation of both valve timing and lift on 4-stroke diesel and gas engines in the power range above 400 kW. A prototype of the new VCM system is currently undergoing an extensive test program. First results confirm the system’s potential for highly flexible valve timings on 4-stroke engines.
photo 1
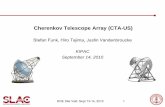
Captions of pictures:1. With pressure ratios up to 4.7 for 2-strokes and 5.8 for 4-strokes, ABB Turbocharging’s latest A100 generation of turbochargers can assist engine builders to optimise fuel consumption on IMO Tier II compliant diesels. 2. Schematic of ABB Turbocharging’s Power2 two stage turbocharger system.3. A Wärtsilä 4-stroke diesel engine with two stage turbocharging technol-ogy on the test stand.4. IMO, NOx curves.5. The fuel saving and NOx reduction potential of ABB turbocharging’s Power2 two stage turbocharging and VCM valve control management for diesel engines.6. The VCM system for large engines uses a high pressure oil chamber between the inlet valve and its rocker to vary valve timing and lift. A solenoid valve controls the filling of the chamber with engine lube oil from a camshaft actuated pump. The pump also pressurizes a brake unit above the inlet valve to limit forces when the valve contacts its seat. Legends of picture 6: 1. Pressure accumulator2. Middle pressure chamber3. Oil supply4. Engine valves5. Pump unit6. High pressure chamber7. Solenoid valve8. Actuator/brake9. Camshaft
photo 6
photo 2

Our reputation is founded on the skills and the experience of the people who make up our team around the world. Every piece of advice we give is underpinned by a global research and development network that is continually helping us find new and better ways to improve safety and quality in the marine industry. We are committed to being at the forefront of technological innovation in our industry and to sharing that knowledge to help make the world a safer place.
Learn more about our global network – go to www.lr.org/marine
Leading expertise for a saferworld.
Services are provided by members of the Lloyd’s Register Group.
COL4642_LR_Marine Ad_Leading_A4.indd 1 30/9/09 11:00:47

24knowledge&innovation
ABB two stage turbocharging now on cutting-edge gas engine
New gas engine signals ABB Turbocharging’s second 2-stage success.
Following a recent announcement centering on die-sel engines, a leading gas engine builder has now reported the results of its joint development program with ABB Turbocharging for the application of two stage turbocharging on 4-stroke engines. Within weeks of news that the turbocharger special-ist headquartered in Baden, Switzerland and engine builder Wärtsilä are co-operating in the development of two stage turbocharging for large diesel engines, gas engine specialist GE has announced the World’s first spark ignited gas engine featuring a two stage turbocharging system jointly developed with ABB since 2008. In detail, the 24 cylinder GE Jenbacher J624 with two stage turbocharging achieves a rated output of 4.4 MW compared to the 4 MW of its predecessor version with conventional turbocharging and offers an electrical efficiency of 46.5%, an increase of
about 2%. The higher efficiency translates into more competitive electrical power generation and a reduc-tion in CO2 emissions as well as making new engine especially attractive in combined heat and power (CHP) applications.While the trade-off between fuel consumption and NOx emissions is the focus of two stage turbocharg-ing on diesel engines – i.e. enabling strong Miller Cycles to achieve very strict emissions limits like IMO Tier III and EPA Tier 4 at optimized fuel con-sumption – on the new gas engine with two stage turbocharging major priorities were increases in efficiency and power density while also decreasing sensitivity to ambient conditions and gas quality. These priorities are explained on the one hand by the fact that the lean burn technology used by gas engines already represents a robust, economic route to low NOx emissions, on the other hand by
the need to maintain performance in unfavorable ambient conditions and when operating on gases with variable calorific values. Accordingly, the level of charge air pressure achieved by the J624’s two stage turbocharging system helps the engine maintain rated outputs in climates with high ambient temperatures and humidity and on gases of variable calorific value. While the new J624 is the first in the GE portfolio to use two stage turbocharging, the company has con-firmed its intention to offer the technology on further engines in its range in the future.
Caption of photos: GE’s new 4.4 MW rated Jenbacher J624 gas en-gine features a two stage turbocharging system jointly developed with ABB Turbocharging.

25knowledge&innovation
Coated Turbine Blades Combat Circumferential Wear
New turbocharger option increases blade exchange times on engines burning low grade HFO
For engines burning lower qualities of heavy fuel oil (HFO) and with especially heavy duty operating profiles, ABB Turbocharging has introduced axial turbine blades having hardfaced tips to counter ac-celerated circumferential wear.In such applications turbocharger performance and service costs can suffer due to build-up of hard, abrasive combustion residues on and around the turbine diffuser. Wear due to contact between the deposits and the rotating turbine blades causes a loss in turbine diameter and hence an increase in exhaust gases bypassing the turbine. This both reduces turbocharger and engine efficiency and results in more frequent replacement of complete sets of turbine blades.Economic solutionUsing a special, ABB developed coating process, a hard wear resistant layer is applied to the extremities of removable turbine blades. Nicknamed “dragon’s
teeth”, only 6 of the hard tipped blades need to be fitted in pairs at 120 ° intervals around the turbine wheel. At this even spacing they are able to scrape away the hard HFO fouling to clear a path for the standard blades, thus minimizing contact with the abrasive residues. The 120° spacing of the coated blades also assists rotor balancing as well as ensur-ing a well distributed scraping effect. Reduction in wearThe kit of six turbine blades was fitted to a turbo-charger operating on a medium speed generator set as part of a package of measures designed to prolong turbine blade and diffuser lifespan. The measures also included a modified diffuser to minimize distortion during cleaning operations and improvements to the turbine washing nozzlesIn this early application the “dragon’s teeth” reduced wear on the standard blades to a level where only the hard tipped blades needed to be replaced during
scheduled turbocharger overhaul. Diffuser mainte-nance was likewise considerably reduced Original equipment or retrofitAs well as being an option on new turbochargers, the new hard tip solution is also offered as part of AAB’s “Hot Part Package” which also includes modified washing nozzles for ABB Turbocharging’s TPL . . -A and TPL. . -C turbochargers on engines operating on HFO.Captions of photos: 1. ABB Turbocharging’s turbine blades with hard wear resistant tips are designed to scrape away hard HFO fouling on turbocharger turbine diffus-ers to minimize contact of the standard blades with the abrasive deposits. 2. Only 6 of ABB Turbocharging’s hard tipped turbine blades need to be fitted in pairs at 120 ° intervals around the turbine wheel to counter circumferential wear.
photo 1
photo 2

26knowledge&innovation
ABB Turbocharging Introduces VCM for 4-stroke DieselsValve Control Management allows variation of timing and lift for variable Miller Cycles
Under the designation VCM Valve Control Management, ABB Turbocharging and engine component specialist INA Schaeffler KG are developing an advanced variable valve train system. VCM offers en-gine builders a vital technology for attaining low NOx emissions combined with optimized fuel efficiency and increased power density on the 4-stroke diesel and gas engines of the future. VCM VCM is based on INA’s UniAir system for automotive engines. It allows variation of both valve timing and lift on 4-stroke diesel and gas engines in the power range above 400 kW. A prototype of the new VCM system is currently undergoing an extensive test program. First results confirm the system’s potential for highly flexible valve timings on 4-stroke engines. Miller EnablerVCM complements ABB Turbocharging’s Power2 two stage turbocharging system as enabling technolo-gies of Miller Cycles on 4-stroke diesel and gas engines. On diesel engines, strong, variable Miller Cy-cles hold the prospect of attaining the 80% reductions in NOx emissions specified by IMO Tier III limits for Emission Control Areas using only primary, on-engine measures. VCM allows inlet valve timings to be varied at lower engine loads to avoid increased emissions of smoke and particulates and higher thermal loading, as well as improving engine response, idling and starting.Performance adapterVCM is also a versatile and valuable tool for closely adapting engine performance to the operating profile of a given engine application.VCM operating principleVariation in valve timing and lift is achieved by interposing a high pressure oil chamber into the engine valve train between the valve and its mechanical actuation system.A solenoid valve varies the filling of the chamber with engine lube oil pressurized by a camshaft actu-ated pump. This enables both the timing of the opening and closing of the valve to be varied as well as the distance the valve opens (valve lift). The pump also feeds a brake unit above the valve to limit forces when the valve contacts its seat.
Captions of photos: 1. The VCM system varies valve timing and lift by interposing a high pressure oil cham-ber into the engine valve train.Legend: 1. Pressure accumulator2. Middle pressure chamber3. Oil supply4. Engine valves5. Pump unit6. High pressure chamber7. Solenoid valve8. Actuator/brake9. Camshaft
2. Prototypes of ABB Turbocharging’s VCM Valve Control Management system are currently undergoing rigorous testing. First results confirm its potential for highly flex-ible valve timing on 4-stroke engines.
photo 2
photo 1


knowledge&innovation
28
Model Calculations Drive ProfitabilityKonstantinos Vasileiadis, Business Development Manager, GL Piraeus
Operating ships in a manner that is both profitable and friendly to the environment is not self-contra-dictory, as FutureShip’s “ECO-Patterns“ tool shows. ECO-Patterns exposes weaknesses in energy management and helps reduce both CO2 emissions and fuel consumption.
Volker Höppner, Managing Director FutureShip, takes a pragmatic approach: “We’d rather develop solutions of our own.” He is talking about reducing CO2 emissions from commercial shipping. It is a safe bet that ships will have to pay for their CO2 emis-sions sooner or later. In Höppner’s opinion, voluntary commitments to CO2 reduction are preferable to le-gal requirements. A subject of heated debate. Critics question the relevance of ship emissions for climate change. Höppner isn’t so sure either: “Ships are the
most environment-friendly way of hauling goods from here to there. The specific CO2 emissions of trucks are many times higher, not to mention planes.” Even rail transport is no competition for ships when it comes to the climate hazard of CO2 emissions. Those are strong arguments. But the dramatic symp-toms of climate change observed in recent decades leave no room for exceptions: each and every CO2 source must be scrutinized. The IMO is working hard to push measures for CO2 reduction, but the focus of these efforts is not really on the current contribution of shipping to worldwide CO2 emissions, which is a mere four per cent. What is much more worrisome is where shipping is headed. Apart from occasional dips in the business cycle, the volume of sea traffic is on a steady rise. By 2050, CO2 output from ships could reach up to five times the present volume. That
would definitely make commercial shipping a “big emitter”.
Comparison Reveals Weak SpotsAs long as ship engines burn heavy fuel oil or diesel, they will inevitably produce CO2. As a rule of thumb, burning one tonne of fossil fuel releases nearly three tonnes of carbon dioxide, and there is no technical gadget to avoid that. The only thing that can make a difference is boosting efficiency. This is where ECO-Patterns comes in, an analysis tool developed by Höppner and others. The first step towards optimizing the fuel consumption of a vessel is analyzing its current operation. The tool is used to gather all relevant travel information over a period of time long enough to be representative. The resulting “long-term study” covers all data needed to assess

25knowledge&innovation
the current energy consumption. “Of course, the data alone doesn’t really tell us anything,” says Höppner. “We need to follow up with a comparison, wherever possible with one or several sister ships, or at least with the data from a similar ship type. This quickly tells us whether there are any statistical outliers with regard to energy consumption.” The best possible scenario for Höppner has been an analysis project involving an entire fleet of ships identical by design and operating in very similar environments. Com-parison was straight forward – and the outlier was quickly identified on the summary diagram: its En-ergy Efficiency Operational Indicator (EEOI), which ECO-Patterns is based on, was ten per cent lower than the average of the other ships. Among the rest of the fleet, the CO2 emissions and, consequently, the fuel consumption values were very similar – the expected result for identical ships operating under nearly identical conditions.
Drawing on the Skipper’s ExpertiseSo what is next after the ECO-Patterns analysis? “Future-Ship can then offer a root-cause analysis,” says Höppner. “Our next step is what we call ECO-Practices.” This is essentially a Failure Mode and Ef-fects Analysis (FMEA) whereby each energy-relevant system undergoes an error and risk assessment. “To
give an example,” Höppner explains, “a situation we encounter frequently, the cooling water system often wastes a lot of energy. So we take a close look at its operation and try to come up with the best way to improve efficiency.” Another area to scrutinize is the on-board power-generating equipment. Working closely together with the ship’s officers is essential for Höppner. He draws on their insight into the subtle ways the ship’s systems interact. “The amazing thing is – knowledge how to achieve efficient ship opera-tion does exist on board. But in many cases nobody ever asks. We try to bring it out into the open.”
Accurate Directions FutureShip with its varied portfolio of consultancy services can assist in many different ways. The final results of the analysis can be applied on several intervention levels: the lowest or operational level addresses the way the ship is run. The second level involves minor retrofitting measures, and the third level includes major technical modifications. The customer decides how far he wants to go. In the case of the fleet of identical ships described above, the statistical outlier provided some valuable insights: the ECO-Patterns analysis quickly demonstrated that it was worth searching for hidden potential for optimizing operations. The question what to do in a
given case – whether to give new directions to the skipper and his officers or to invest in some technical modifications, such as a better cooling water pump – can be answered by running an ECO-Practices analysis. More information on all above GL Group products can be requested by Mr. Konstantinos Vasileiadis, Business Development Manager, GL Piraeus.
EEOIThe Energy Efficiency Operational Indi-cator (EEOI) was developed by the IMO as a means to measure and optimize ship efficiency. The indicator is com-puted from a CO2 factor specific to the fuel used, the amount of fuel consumed, the distance travelled and the volume of goods transported. The industry is still debating whether or not the use of the EEOI should become a binding require-ment. But it is safe to assume that it will be introduced on a voluntary basis before long.
www.internaftiki.gr, [email protected], Tel: +302104126997, Fax: +3021041275666 Alipedou str. GR 18531, Piraeus - Greece

knowledge&innovation
30
Συνεργασία Franman Ltd - EOS Risk Management LtdΗ εταιρεία Franman Ltd δραστηριοποιείται στο χώρο της Ναυτιλίας ως Trading House εδώ και σχεδόν μία εικοσαετία. Ασχολείται με ένα ευρύ φάσμα υπηρεσιών καλύπτοντας σχεδόν κάθε ανάγκη των Ελλήνων, και όχι μόνο, εφοπλιστών και των πλοίων τους.Ο κος Ευάγγελος Μουρίκης έχει εμπειρία από management πλοίων αφού από το 1997 εώς το 2006 δούλεψε στην εταιρεία Imperium Ship-management, αρχικά ως Head του Operations και μετέπειτα ως Γενικός Διευθυντής. Όταν η εταιρεία αποφάσισε να πουλήσει τα πλοία της τον προσέλαβε στις τάξεις της η Franman.Μιλώντας μας ο κος Μουρίκης μας είπε: “Στην Franman προσπαθούμε πάντα να υπηρετούμε τη φιλοσοφία του “one stop shop”. Καθώς ο κλάδος της ναυτιλίας εξελλίσεται συνεχώς, απόρροια των νέων κανονισμών που τίθονται σε ισχύ αλλά και των εν γένει κοινωνικο-οικονομικών συνθηκών που διαρκώς μεταβάλλονται, βρισκόμαστε συνέχεια σε αναζήτηση νέων υπηρεσιών και προϊόντων.Αυτή η αναζήτηση μας οδήγησε στο συμπέρασμα πως ένα από τα ζητήματα που πρόκειται να απασχολήσουν έντονα τη ναυτιλία στο αμέσως προσεχές μέλλον είναι αυτό του Maritime Security θεωρημένο μέσα στο γενικότερο πλαίσιο του Risk Management.Ξεκινήσαμε λοιπόν μια ενδελεχή έρευνα αγοράς ώστε να εντοπίσουμε τον κατάλληλο συνεργάτη, εξετάζοντας εταιρείες σε Ευρώπη και Αμερική. Καταλήξαμε στην επιλογή της Βρεττανικής EOS Risk Management Ltd διότι είναι μία εταιρεία που προσφέρει ένα ευρύ φάσμα υπηρεσιών στο τομέα του Risk Management αλλά και ειδκότερα του
Security, καθώς και επειδή η όλη της φιλοσοφία, δομή και προσέγγιση είναι άκρως επαγγελματική.Ένα ιδιαίτερα δύσκολο και πολύπλοκο πρόβλημα που αντιμετωπίζει αυτή τη στιγμή η ναυτιλία είναι αυτό της πειρατείας. Ένα πρόβλημα που θέτει σε κίνδυνο την ασφάλεια του πλοίου, του φορτίου και πάνω από όλα του ίδιου του πληρώματος. Ένα πρόβλημα που στοιχίζει εκατομμύρια δολλάρια λόγω του deviation που τα πλοία αναγκάζονται να κάνουν για να αποφύγουν τις επικίνδυνες περιοχές, σε μέτρα πρόληψης και αποτροπής, σε έξτρα ασφάλιστρα, και δυστυχώς, σε λύτρα.Τέλος ένα πρόβλημα η λύση του οποίου φαίνεται να είναι πιο μακριά παρά κοντά. Η εξεφρασμένη άποψη της πλειοψηφίας της Ελληνικής ναυτιλιακής κοινότητας ζητάει δραστικά μέτρα και λύσεις. Δυστυχώς όμως οι διεθνείς οργανισμοί, τα ισχυρά κράτη και εν γένει η διεθνής κοινότητα δεν δείχνουν διαθετειμένοι να δώσουν λύση. Ίσως επειδή η ναυτιλία, όπως συνήθως, δεν βρίσκεται στο προσκήνιο της επικαιρότητας.Οπότε το βάρος και η ευθύνη αντιμετώπισης της κατάστασης μεταφέρεται στους «ώμους» των ναυτιλιακών εταιρειών. Κάποιες επιλέγουν το να μην ναυλώνουν τα πλοία τους σε επικίνδυνες περιοχές και εδικότερα στην περιοχή της Σομαλίας και της ευρύτερης περιοχής. Αυτό πρακτικά όμως γίνεται όλο και πιο δύσκολο. Πρώτον γιατί οι ναυλωτές πιέζουν όλο και περισσότερο να έχουν την ελευθερία να καλούν παντού αλλά και επειδή το «παράδειγμα» των πειρατών της Σομαλίας βρίσκει μιμητές στη Δ.Αφρική, στα στενά της Σιγκαπούρης, στη Ν.Α.Ασία, στη Ν.Αμερική και ποιός ξέρει που αλλού ακόμα.
Κάποιοι άλλοι επιλέγουν να αντιμετωπίσουν το πρόβλημα με ίδια μέσα. Βάζοντας σε εφαρμογή τα Best Management Practices, αντλώντας από τη εμπειρία ετών ναυτοσύνης, ακολουθώντας τις οδηγίες των MSCHOA και UKMTO και με τη συνδρομή του πληρώματος.Είναι μια σεβαστή προσέγγιση αλλά κατά τη γνώμη μου όχι αρκετή. Όπως όταν χαλάσει το radar του πλοίου θα καλέσεις ένα έμπειρο και εξουσιοδοτημένο συνεργείο να το επιδιορθώσει έτσι και εδώ για να αντιμετωπίσεις το πρόβλημα της πειρατείας θα χρησιμοποιήσεις τις υπηρεσίες έμπερων και εξειδικευμένων επαγγελματιών.Η προιστορία και τα στατιστικά έχουν δείξει πως πλοία που χρησιμοποιούν εταιρείες security δεν έχουν πέσει θύματα απαγωγής ακόμα και σε περιπτώσεις που έχουν δεχθεί επίθεση.Εδώ εισέρχεται η EOS την οποία η Franman αντιπροσωπεύει αποκλειστικά στην Ελληνική και Κυπριακή αγορά. Η EOS με έδρα τη Βρεταννία ιδρύθηκε το 2003 προβλέποντας την αύξηση στη ζήτηση υπηρεσίων και προϊόντων ασφαλείας στο κλάδο της ναυτιλίας.Ο ιδρυτής της εταιρείας, Mr. David Johnson, και όλα τα διευθυντικά στελέχη της έχουν πολυετή εμπειρία στις Βρεταννικές ένοπλες δυνάμεις και στα σώματα ασφαλείας. Από εκεί προέρχονται και όλα τα στελέχη, όλοι τους Βρεταννοί υπήκοοι, των ομάδων προστασίας που στέλνονται στα πλοία και τα οποία έχουν επιπλέον υποστεί περαιτέρω εκπαίδευση στις εγκαταστάσεις της εταιρείας στη Βρεττανία ενώ είναι όλοι τους πιστοποιημένοι τουλάχιστον σε επίπεδο Ship Security Officer.Μία τριμελής ομάδα της EOS όταν ανέβει επί του πλοίου και προτού αυτό διαπλεύσει την

31knowledge&innovation
επικίνδυνη περιοχή,- θα επιθεωρήσει αυτό και τα τυχόν ήδη υπάρχοντα αμυντικά και αποτρεπτικά συστήματα, - θα κάνει προτάσεις για βελτίωση τους, - θα διενεργήσει γυμνάσια με τη συμμετοχή του πληρώματος και θα το εκπαιδεύσει, - θα λειτουργήσει συμβουλευτικά ως προς τον Πλοίαρχο και φυσικά, - θα αναλάβει την άμυνα του πλοίου κατά τη διάρκεια του πλου στην επικίνδυνη περιοχή και σε περίπτωση τυχόν επίθεσης.Το τελευταίο είναι σημαντικό και διότι πρακτικά απομακρύνει ουσιαστικά το πλήρωμα από τον κίνδυνο αλλά και επειδή αυξάνει την αυτοπεποίθηση του πληρώματος και συμβάλλει στη διαμόρφωση καλίτερης ψυχολογίας.Το εάν η ομάδα θα είναι οπλισμένη ή όχι είναι επιλογή των πλοιοκτητών σε συνάρτηση βέβαια πάντα ότι επιτρέπεται από τη σημαία, τους ισχύοντες διεθνείς κανονισμούς, κτλ. Πάγια θέση της EOS, την οποία και ασπάζομαι, είναι πως το πλοίο μπορεί να προστατευθεί εξ’ ίσου αποτελεσματικά και από μια άοπλη ομάδα. Η παρουσία όπλων πάνω στο πλοίο και η πιθανή χρήση τους σε περίπτωση επίθεσης από πειρατές είναι ιδιαιτέρως πιθανόν να οδηγήσουν σε κλιμάκωση της βίας με ανεπιθύμητες συνέπειες
για το πλήρωμη και το πλοίο.Οι προσφερόμενες υπηρεσίες της EOS όμως δεν περιορίζονται στην παροχή ομάδων προστασίας στα πλοία. Μία από τις πιο δημοφιλείς υπηρεσίες που παρέχει είναι η εκπαίδευση. Εκπαίδευση σε επίπεδο Ship, Company και Port Security Officer είτε για το πλήρωμα επί του πλοίου, είτε για τα πληρώματα και τα στελέχη της εταιρείας στις δικές της εγκαταστάσεις, στο εξωτερικό ή όπου ζητήσει ο πελάτης, πιστοποιημένη από το Βρεταννικό Υπουργείο Μεταφορών (Department of Transport) και την Βρεταννική Ακτοφυλακή (MCA).Παρέχονται επίσης διάφορα αποτρεπτικά μηχανήματα είτε για αγορά είτε για ενοικίαση καθώς και μια πληθώρα άλλων συμβουλευτικών υπηρεσιών ασφαλείας. Αξιοσημείωτη είναι η υπηρεσία “Secure by Design” όπου η EOS καλείται στα αρχικά στάδια ναυπήγησης, ή εκτεταμένων μετατροπών, ενός πλοίου να προσφέρει συμβουλές, κατευθύνσεις και οδηγίες που θα καταστήσουν το πλοίο το δυνατότερο ασφαλές εξ’ αρχής και την αποφυγή μελλοντικών εξόδων.Επιπλέον άξιες αναφοράς είναι και οι υπηρεσίες προστασίας στη Δ.Αφρική και ειδικότερα στη περιοχή της Νιγηρίας όπου σε συνεργασία της EOS με αδειοδοτημένη από τη Νιγηριανή
κυβέρνηση εταιρεία, παρέχεται πολεμικό πλοίο περιπολίας και συνοδείας είτε κατά τη διάρκεια παραμονής στο αγκυροβόλιο είτε κατά τη διάρκεια παραμονής στο λιμάνι.‘Οπως όλοι γνωρίζουμε οι κίνδυνοι στη Ναυτιλία δεν περιορίζονται και δεν προέρχονται μόνο από τους Σομαλούς πειρατές, οι οποίοι όπως προείπα βρίσκουν δυστυχώς μιμητές – ευτυχώς όχι με την ίδια επιτυχία. Δεν πρέπει να παραβλέπουμε τους κινδύνους από τις κλοπές, τους λαθρεπιβάτες και τη διακίνηση ναρκωτικών.Όλα τα παραπάνω ενισχύουν την πεποίθηση μου ότι το ζήτημα της ασφάλειας θα είναι ένα από τα θέματα που θα μονοπωλήσουν τη προσοχή μας στο προσεχές μέλλον και καθιστά επιτακτική την εδραίωση φιλοσοφίας security στις ναυτιλιακές εταιρείες.Στη προσπάθεια αυτή είναι σημαντική η επιλογή μιας εξειδικευμένης εταιρείας όπως η EOS Risk Management Ltd που προσφέρει μια ολιστική προσέγγιση στα ζητήματα του Maritime Security και του Risk Management προσβλέποντας σε μια μακρόχρονη και πολυεπίπεδη συνεργασία με την ναυτιλιακή εταιρεία και όχι απλώς στο ανεβάσει μία ένοπλη ομάδα κατά τη διάρκεια ενός διάπλου από μία επικίνδυνη περιοχή.
Η καινοτόμος ηλεκτρογεννήτρια 6EY22 της Yanmar
Η Yanmar ανακοίνωσε την έναρξη παραγωγής και
διάθεσης στην αγορά από το Μάιο του 2010 της νέας
ηλεκτρογεννήτριας μεσαίων στροφών 6EY22 που
σχεδιάστηκε με γνώμονα την "βελτιστοποίηση της
αξίας του κύκλου ζωής" και την "αρμονική συμβίωση
με τη φύση". Από την ίδρυσή της, η Yanmar
εφαρμόζει τη θεμελιώδη αρχή της ότι "η εξοικονόμηση
καυσίμων εξυπηρετεί την ανθρωπότητα" και συνεχώς
εξετάζει και προωθεί την ανάπτυξη καινοτόμων
προϊόντων και τεχνολογιών. Με αυτό τον τρόπο, η
Yanmar συμβάλει, από τη μεριά της, στη διατήρηση
της παγκόσμιας ενέργειας και των φυσικών πόρων
και στην προσπάθεια της αρμονικής συνύπαρξης με
το φυσικό περιβάλλον.
Η ηλεκτρογεννήτρια 6EY22 διακρίνεται για την
ασφάλεια, την αξιοπιστία και την αντοχή της σε
συνδυασμό με το εξαιρετικά ανταγωνιστικό κόστος
λειτουργίας. Επιπλέον είναι απόλυτα συμβατή με
τους νέους κανονισμούς του Διεθνούς Ναυτιλιακού
Οργανισμού (IMO) για τις εκπομπές NOx που
προβλέπεται να τεθούν σε ισχύ από την 1η
Ιανουαρίου 2011.
Η 6EY22 διαθέτει ένα πατενταρισμένο από την
Yanmar σύστημα καύσης με υψηλής πίεσης κύκλο
τύπου Miller, το οποίο συνδυάζει έναν εκκεντροφόρο
τύπου Miller (που επιτρέπει γρήγορο κλείσιμο των
βαλβίδων εισαγωγής) με
υψηλή αναλογία συμπίεσης
υπερσυμπιεστή, επιτρέποντας
έτσι την ταυτόχρονη μείωση
των εκπομπών NOx και της
κατανάλωσης καυσίμου. Επίσης
έχει ενσωματώσει τεχνολογίες
που ελέγχουν την ποσότητα
πρόσμειξης στο θάλαμο
καύσης όποτε χρησιμοποιείται
HFO και μαζί με μηχανισμούς
φιλτραρίσματος, αυξάνει
σημαντικά τα χρονικά
διαστήματα συντήρησης.
Η εργονομία της
ηλεκτρογεννήτριας έχει βελτιστοποιηθεί, ώστε να
εξασφαλίσει μεγαλύτερο χώρο για τη συντήρηση,
καθώς και εύκολη αποσυναρμολόγηση και
συναρμολόγηση. Επιπλέον όλες οι παραπάνω
βελτιώσεις έχουν ως αποτέλεσμα τη μείωση του
χώρου που απαιτείται για την εγκατάστασή της κατά
17% περίπου σε σύγκριση με τα προηγούμενα
μοντέλα ηλεκτρογεννητριών της Yanmar.
Τέλος ο διαχωρισμός της αντλίας έγχυσης από
το σύστημα κίνησής της, σε συνδυασμό με την
επίστρωση του εμβόλου με ειδικό υλικό, συμβάλλουν
σημαντικά στην μείωση εκπομπών SOx. Η Yanmar
συνεχίζει την επιτυχημένη της πορεία και παραμένει
η νούμερο 1 Ιαπωνική εταιρεία σε πωλήσεις
ηλεκτρομηχανών στον κόσμο.
Με την ΕΥ22 εμπλουτίζεται η σειρά ΕΥ η οποία
αντικαθιστά την Ν – series που κυριάρχησε στην
αγορά την προηγούμενη δεκαετία. Η νέα αυτή
μηχανή, όπως και όλες οι μηχανές της Yanmar,
κατασκευάζεται εξ ολοκλήρου στην Ιαπωνία.
Εδώ και 15 χρόνια αποκλειστικός αντιπρόσωπος της
Yanmar στην Ελληνική αγορά είναι η Franman Ltd.

knowledge&innovation
32
DNV Research & Innovation GreeceNikolaos KakalisHead of DNV Research & Innovation Greece
DNV Research and Innovation (DNVR&I) is the corporate DNV unit with prime focus on new knowledge and technologies that will have a long-term impact on business growth. In 2008 DNVR&I established a Research & Innovation hub in Piraeus aiming to provide high-caliber R&D solutions to future needs of shipping and the Greek shipping community in particular. Significant pillars are the cooperation with Greek companies and the strategic collaboration with the School of Naval Ar-chitecture and Marine Engineering of the National Technical University of Athens (NTUA). Since 2008, we have built a team of highly qualified people, with a mix of strong skills in marine, mechanical and process engineering, significant international experience and networking.
The main R&D activities of DNVR&I Greece focus on the development of next-generation solutions for energy-efficient, greener and more effective maritime transportation. On the one strand we de-velop a novel tool for performance assessment and optimisation of marine energy systems (propulsion and auxiliaries), a significant aspect of the ship/fleet daily business. The tool aims at providing decision support for ships in operation and new buildings design, focusing on increased fuel savings and reduced emissions. In addition, it is capable of assessing the potential and operational capabilities of innovative designs like the fuel cell systems for alternative auxiliary power on cruise vessels being developed in the PaXell German joint industry project.
On the other strand, DNVR&I Greece develops new methods that address important problems in the area of operations and logistics. We are involved in the development of decision support tools on (a). optimal fleet sizing and allocation under uncertainty at the strategic level, and (b). tactical routing, deployment and speed optimisation. Further work in maritime logistics include the SuperGreen EU project coordinated by NTUA, which aims at the development of sustainable transport networks by fulfilling requirements covering environmental, technical, economical, social, and spatial planning aspects.
Being at the forefront in innovation, in 2009 DNVR&I Greece and Process Systems Enter-prise Ltd secured and initiated the Maritime CCS (Carbon Capture Storage) project under the
EUROSTARS-EUREKA initiative. The project aims at the design of an onboard process for chemical capture and temporary storage of CO2 emissions for ships in transit, until discharge into transmis-sion and storage infrastructures at the next suitable port. The unique challenges posed by the maritime environment, including constant ship movement, limited space and access to utilities, stringent safety requirements and the need for energy ef-ficiency are being considered, elevating the level of complexity. The concept of maritime carbon capture is completely new in the field of maritime transpor-tation, with no current end-to-end solution available. As such, Maritime CCS intends to provide the shipbuilding and relevant manufacturing industries with a sound basis for the development of CCS systems for ships.
In order to brand and position DNV, sound results of the hub’s work are presented at international conferences and journal publications, while at-tracting the interest and feedback of the shipping industry. The efficient collaboration with DNVR&I in Norway ensures the optimal utilisation of compe-tence, acceleration of development, and creative transfer of knowledge across units and countries. Important to our progress has also been the strong support from DNV Maritime in Greece.
DNVR&I Greece has also delivered a first pilot pro-ject on a decision support tool for financial assess-ment and comparison of air emissions abatement measures. For DNV, a pilot is a significant step in developing new products and services. For our col-laborating companies it is also important as they re-ceive a service of topical interest and come closer to the most recent DNV developments. These pilots were done in collaboration with tankers operator Arcadia Shipmanagement and Luis Cruise Lines, and our successful interaction has already resulted in further business development of the tool.
wFinally, our work and the strong interaction with one of the most dynamic markets worldwide, the Greek shipping community, enable us to take initiatives and attract novel projects. The strategic research activities at R&I Piraeus have already contributed with new knowledge and methods that will have a long-term impact for DNV. DNVR&I Greece will continue performing high-quality R&D that respond to questions of today and the needs of a sustainable future.
Since 2008, we have built a team of highly qualified people, with a mix of strong skills in marine, mechanical and process engineering, significant international experience and net-working.
Being at the forefront in innovation, in 2009 DNVR&I Greece and Process Systems Enter-prise Ltd secured and initiated the Maritime CCS (Carbon Capture Storage) project under the EUROSTARS-EU-REKA initiative.
DNVR&I Greece has also delivered a first pi-lot project on a decision support tool for financial assessment and com-parison of air emissions abatement measures.
PHOTO KAKALI ΘΕΛΩ

JUNE-2006.indd 191 5/23/06 12:59:32 PM

ακροθαλάσσια34
Intra Mare becomes exclusive repre-sentative for Greece of the GMO groupIntra Mare is pleased to announce that has been appointed by Aqua Signal - Glamox as the exclusive representative for Greece of the GMO group.Global Marine & Offshore group consists of Aqua Signal, Glamox, Hoviklys, Norselight and Luxo and is the leading supplier of lighting solutions to the marine and offshore markets worldwide.Intra Mare will serve the demands of the entire Greek Marine Market in respect of New Projects and Spare Parts Handling.Through our five brands we trust that we can fulfill all your requirements, from floodlights and searchlights, through explosion proof luminaires and interior systems to navigation lighting.The company develops high quality products and energy efficient systems for extreme applications. All based on inno-vative technology. Our solutions demand more than today’s expertise - it demands generations of experience.
CleanBallast system receives type approvalThe CleanBallast system, developed over many years by water treatment experts from RWO, a Veolia Water Solutions & Technologies company, has received its Type Approval. The system, con-sisting of a mechanical filter process and a special disinfection unit, has so far been ordered for more than 40 plants. A number of these plants have been installed and in success-ful commercial operation since the end of 2009, making CleanBallast one of the few systems that can demonstrate a longer operational duration in commer-cial application. Because of the increasing negative impacts of alien marine organisms transported in the ballast water of oceangoing ships, the International Maritime Organization (IMO) spent many years working on a Ballast Water Convention. This convention adopted in 2004 is aimed at preventing the unintended transport of microorganisms in ballast water.The CleanBallast technology was devel-oped by RWO from 2003, refined over the years and extensively tested under real-life conditions. Even under extreme conditions, such as high sediment concentrations, CleanBallast exceeded the IMO test requirements. The design and testing
of the plant under real environmental conditions is an essential prerequisite for guaran-teeing a fast and safe loading of ballast water and short times alongside in port. In addition, the efficient removal of the sediment considerably reduces tank clean-ing costs and prevents the loss of valuable load-
ing capacities. Many years’ experience in treating water and wastewater aboard ships and offshore rigs helped the Bremen-based company in developing the modular system, which stands out for its techno-
logical reliability, sustainability and economical operating and investment costs. The CleanBallast system, which can operate not only in sea water but also in waters with a low salt content, is of-fered for various capacities and assignments and both for new building and retrofitting.
“Designed and made in Germany” is still an internationally well-known and recognised mark of quality of the RWO maritime water treatment experts, with the CleanBallast plants being manu-factured at their main site in Bremen.“We are very satisfied with the perfor-mance of the CleanBallast systems, which already enable us to implement the loading and discharge of ballast wa-ter in conformity with the D2 standard of the IMO,” says Niels Stolberg, President and CEO of Beluga Shipping GmbH, about the RWO technology. Due to its leading edge technologies, plant reliability and short delivery times, RWO has in the course of recent years already established itself as the
international market leader in bilge wa-ter treat-ment. RWO is now also pursuing this goal with the ballast water treatment system CleanBallast. RWO is represented in Greece and Cyprus by Franman Ltd.
Νέο γραφείο αντιπροσωπίας της ABN AMRO στην Αθήνα
Αρχίζει η λειτουργία του νέου γραφείου αντιπροσωπείας της ABN AMRO Bank στην Αθήνα, το οποίο αποτελεί μέρος του Δικτύου Ενέργειας, Εμπορευμάτων και Μεταφορών (ECT) της τράπεζας. Το νέο γραφείο αντιπροσωπείας ABN AMRO Bank θα υποστηρίξει πρωτίστως τον τομέα ναυτιλιακής χρηματοδότησης της τράπεζας στην ελληνική αγορά, ώστε να έχει καλύτερη πρόσβαση στις δραστηριότητες και ευκαιρίες που παρέχει η ελληνική ναυτιλιακή αγορά. Η έναρξη λειτουργίας του ελληνικού γραφείου αντιπροσωπείας ABN AMRO Bank αποτελεί συνέχεια της ευρύτερης στρατηγικής της τράπεζας να επανιδρύσει το παγκόσμιο δίκτυό της στους τομείς ενέργειας, εμπορευμάτων και μεταφορών (ECT). Τον Οκτώβριο του 2009, άνοιξε το γραφείο ναυτιλιακής χρηματοδότησης στη Σιγκαπούρη. Ο κ. Χάρης Αντωνίου, διευθύνων σύμβουλος του τομέα Δικτύου Ενέργειας, Εμπορευμάτων και Μεταφορών (ECT), υπογράμμισε: «Χαιρόμαστε με αυτό το σημαντικό βήμα επανεργοποίησης του διεθνούς μας δικτύου, αφού η ναυτιλιακή αγορά της Ελλάδας είναι μια από τις πλέον σημαντικές διεθνώς. Είμαστε πολύ ευχαριστημένοι που επνερχόμαστε στην Ελλάδα και θα είμαστε πάλι κοντά στους πελάτες μας. Η ζήτηση για εξειδικευμένες υπηρεσίες ναυτιλιακής χρηματοδότησης είναι πολύ υψηλή στην ελληνική αγορά». Ο κ. Gust Biesbroeck, διευθυντής του τομέα Μεταφορών και επικεφαλής της ναυτιλιακής χρηματοδότησης της ABN AMRO Bank, τόνισε: «Η παρουσία μας στην τοπική αγορά θα μας βοηθήσει να εξυπηρετήσουμε καλύτερα τις μακροχρόνιες σχέσεις μας στην Ελλάδα και να διερευνήσουμε νέες ευκαιρίες. Πιστεύουμε πως η παρουσία μας εδώ είναι σημαντική για να εφαρμόσουμε με επιτυχία την επιχειρηματική μας τακτική. Είμαστε ευτυχείς που λάβαμε την έγκριση για να προχωρήσουμε στη δημιουργία του νέου γραφείου αντιπροσωπείας της ABN AMRO Bank στην Αθήνα».

SFAKTIRIAS 17 & PAPASTRATOU 52 PIRAEUSTEL +302104082638 FAX +302104082639emails : [email protected] [email protected] A MEMBER OF WIMA
ORFANIDIS PETROS & CO
WORKSHOP-SHIP REPAIRS-SPARE PARTS

Safety4SeaCorner
36
Risk Management era : Entering at your own riskAre you ready to play the game?Apostolos BelokasPrincipal Consultant & CEO of IBS Marine Consulting Group
It is widely accepted that from July 1st we are entering a new era where each and every one of us has to think in terms of Risk Assessment. Example : You are trying to cross the road on a pedestrian crossing while at the same time there is a red light for all cars. One inexcusable person is violating the red light and is sending you straight o the Lord to negotiate your options between Heaven and hell. However the Lord is asking you : Whose fault is it? Why are you here at the moment? You have to review what happened and provide a reasonable answer. Have you properly assessed the dangers of crossing the road? Have you accommodated for Contingency Planning? and the ultimate one : Whose fault is it?I have been asking this simple question to conferences and training courses recently and the answer is a simple one. The fault lies with the person who is paying the cost. Who is paying the cost here? YOU. Yes you who is currently negotiating with the Lord.You do understand the meaning of the story. We all have to be proactive. Something easier said than done.There are several interesting developments lately with respect to Risk Management, to name but a few:• Deep Water Horizon / Macondo Oil Spill• ISO Standard 31000:2009, entitled “Risk Management – Principles and Guidelines on Implementation”.• OPA 2010 developments, that is U. S. Oil Pollution Act immediate revision due and the end of the liability limits with respect to Oil Pollution which may include severe consequences (fines, unlimited liability, civil and criminal penalties, and other goodies) for failure to implement a proper safety cultureWe have seen many developments so far in the shipping industry. It happened once every 20-30 years, this is the time now. After the Exxon Valdez disaster and the leguratory wave of the early/mid 90s (SIRE, Vetting, ISM, MARPOL Amendments, SOLAS Amendments, GMDSS, STCW 95 etc) it is happening now. We have Risk to be implemented attached with STCW 2010 due, MLC and other goodies due for implementation starting from 2012. It is an era that calls for leadership in the industry. It is a time for the good and evil to fight. We will see who is going to win.
Απάντηση κεραυνός της ΕΕΕ για το Υπουργείο Θαλασσίων ΥποθέσεωνΤο Διοικητικό Συμβούλιο της Ένωσης Ελλήνων Εφοπλιστών σε πρόσφατη συνεδρίασή του ασχολήθηκε διεξοδικά με την σύσταση του νέου Υπουργείου για την Ναυτιλία (με το όνομα Υπουργείο Θαλασσίων Υποθέσεων, Νήσων και Αλιείας), αντί της αναμενόμενης επανίδρυσης του ιστορικού Υπουργείου Εμπορικής Ναυτιλίας (Υ.Ε.Ν.) και κατέληξε στα ακόλουθα συμπεράσματα:1) Το σύνολο της ναυτιλιακής κοινότητας, δεν κατανοεί την εμμονή της Πολιτείας να καταργήσει το ιστορικό Υπουργείο Εμπορικής Ναυτιλίας και να προχωρήσει στη σύσταση ενός νεφελώδους διοικητικού φορέα με άσχετες και αλληλεπικαλυπτόμενες αρμοδιότητες. Για μας είναι σαφές ότι πρόκειται για έναν ακόμη πειραματισμό που δημιουργεί μεγάλη δυσλειτουργία και ανασφάλεια. Και αυτό γιατί δεν παρέχει καμία εγγύηση ότι μπορεί να ανταποκριθεί στις ιδιάζουσες ανάγκες της πρώτης ναυτιλίας του κόσμου, που ως γνωστόν είναι η ελληνική επί τριάντα συναπτά έτη. 2) Είναι επίσης ακατανόητοι και άκρως προσβλητικοί για πολλούς οι υπαινιγμοί του κυβερνητικού εκπροσώπου σύμφωνα με τον
οποίο το από οκτώ δεκαετίες δραστηριοποιούμενο Υπουργείο Εμπορικής Ναυτιλίας έχει δήθεν βεβαρημένο και αμαρτωλό παρελθόν. Προφανώς αγνοεί ότι το πρώην Υπουργείο Εμπορικής Ναυτιλίας είναι ίσως ο μοναδικός φορέας της πολύπαθης δημόσιας διοίκησης, ο οποίος δεν ενεπλάκη σε υποθέσεις διαπλεκόμενων συμφερόντων που ήδη ταλαιπωρούν δεινώς την πατρίδα μας.3) Αντίθετα, το Υπουργείο Εμπορικής Ναυτιλίας συγκροτημένο σε συνεκτικό φορέα διοίκησης και πολιτικής με την επάνδρωση των πολλαπλώς έμπειρων στελεχών του Λιμενικού Σώματος που ανταποκρίνονται στις ειδικές ανάγκες της ναυτιλίας μας στην Ελλάδα και το εξωτερικό, είναι ακριβώς αυτό που στήριξε το θαύμα της μεταπολεμικής ναυτιλιακής ανάπτυξης, από την απόκτηση των πρώτων 100 λίμπερτυ μέχρι τον αξιοθαύμαστο σύγχρονο στόλο των 4.000 πλοίων σήμερα. Ποιος είναι συνεπώς ο πραγματικός λόγος για την τρίτη μέσα σε 11 μήνες ανατροπή του διοικητικού πλαισίου της ναυτιλίας, που και αυτή σχεδιάστηκε και εκτελέστηκε χωρίς να ζητηθεί και να αξιοποιηθεί η εμπειρία ενός πολύπλοκου παραγωγικού κλάδου της εθνικής οικονομίας ;4) Όσον αφορά στην αναβάθμιση του νέου Υπουργείου στην ιεραρχία του Υπουργικού Συμβουλίου, θα είχε ιδιαίτερη σημασία αν η αναβάθμιση αυτή, ανταποκρινόταν στο έμπρακτο ενδιαφέρον της Πολιτείας για την ναυτιλία στην εκάστοτε ακολουθούμενη κυβερνητική πολιτική. Και δεν πρέπει να ξεχνά κανείς ότι σ’ αυτή την παγκόσμια οικονομική κρίση η οποία πλήττει βαριά τη χώρα μας η ναυτιλία εξακολουθεί να βρίσκεται στην παγκόσμια πρωτοπορία και να προσφέρει τα μέγιστα στην εθνική οικονομία. 5) Το μόνο αίτημα στο οποίο θα επιμείνουμε είναι η επανίδρυση του ιστορικού Υπουργείου Εμπορικής Ναυτιλίας, προκειμένου να επιτευχθεί περαιτέρω και στον μεγαλύτερο δυνατό βαθμό, η σύνδεση της ναυτιλίας με την εθνική οικονομία και μάλιστα, σε περίοδο που καταβάλλεται πράγματι γιγαντιαία και αξιέπαινη προσπάθεια από την κυβέρνηση για να επιτευχθεί ο εκσυγχρονισμός και η ανάπτυξη της πατρίδας μας. 6) Η Ένωση Ελλήνων Εφοπλιστών έχει αποκλειστικά μία και μόνη επιδίωξη και θέση:Να παραμείνει η ελληνική εμπορική ναυτιλία η πρώτη και μεγαλύτερη στον κόσμο, όπως είναι σήμερα, επ’ωφελεία της ναυτικής κοινότητας και όλης της Ελλάδας.


38
The Lloyd’s Register Strategic Research initiatives in GreeceSpyros Hirdaris Specialist Lloyd’s Register Strategic Research Group
knowledge&innovation
The Lloyd’s Register Strategic Research initiatives in Greece cover the complete spectrum of methodologies and technologies of interest to the Greek marine cus-tomer base, writes Spyros Hirdaris, Senior Specialist Lloyd’s Register’s Strategic Research Group.
Lloyd’s Register’s strategic research agenda is aimed at helping the shipping community to respond to the regulatory-driven environmental challenges facing the industry, and working through our subsidiary, Hellenic Lloyd’s S.A., we are able to better respond to the local needs of Greek ship owners and operators.
There are the market demands for eco-friendly and fuel efficient ship designs that will not compromise the community’s commitment towards its people and asset safety. There are the new technologies to be assessed, and ways designed to apply them in reducing operating and manufacturing costs without compromising the efficient working of a ship and its engineering components as a system.
That is why, in Greece, our strategic research efforts are being focused on the future of risk as-sessment methodologies, green shipping initiatives, intelligent ship operations and emerging technolo-gies.
Ongoing Initiatives
Current Lloyd’s Register strategic research initia-tives in Greece are largely facilitated within the context of the EU FP7 WATERBORNE agenda. The Hellenic Strategic Research Group (SRG) is involved with the EU projects MINOAS and GOAL DS.
Project MINOAS involves collaboration with the Greek companies HORAMA and GLAFCOS. MI-NOAS, aims to facilitate the hull inspection process through the deployment of a robots that can more easily access all parts of a ship. The primary objec-tives are to reduce downtime for the ship operators, achieve more consistent and accurate results, while
reducing risks. Lloyd’s Register’s initial involvement is to review and test existing technologies and de-velop a baseline to benchmark further technological developments. The research programme assesses the need for robots and then develops equipment that most appropriately satisfies these require-ments. Design parameters for the robots – their mobility, sensors, and data recording/management – as well as already integrated robot systems, are currently being studied.
Project GOAL DS (Goal Based Standards for Dam-age Stability) involves collaboration with the NTUA Ship Design Laboratory. The project has been driven by the recent rapid changes in technologi-cal developments as well as the demands by the International Maritime Organization (IMO) for ever improved goal-based driven standards. Present damage stability regulations account only for collision damages, despite the fact that accident statistics, particularly of passenger ships, indicate the importance of grounding accidents. The project addresses some of the new challenges related to Design for Safety and Risk and involves research probabilistic damaged stability formulations for large passenger vessels. Upon completion, the GOAL DS consortium will submit key results to IMO for consideration in the future SOLAS Rule making process.
Forthcoming Initiatives – Green Ship DesignMedium term Research
In the short term, environmental impact considera-tions are expected to increasingly influence the design of ships, their operation and their eventual disposal.
Lloyd’s Register has undertaken in-house pre-liminary studies classifying the range of design improvements that could be utilised towards increasing the energy efficiency and reducing the environmental impact of ocean going vessels. It has been concluded that optimisation of the aft and forward parts of ship hull forms may lead to 3-5% energy efficiency improvement. It is expected that further efficiency gains of up to 13% can be achieved by improved propeller design, engine selection and the incorporation of energy saving appendages. Design efficiency can be enhanced further by optimisation solutions that may offer new lightweight structures.
Many of these technologies are available now. However, it has yet to be established that they can be applied in real situations and that there is no impact on ship safety. Lloyd’s Register is working with our clients, state of art shipyards and design houses to build a knowledge base that will help us to develop appropriate rules and regulations.
Long term Research
Alternative sources of energy, such as biofuels, solar and wind, are currently being researched, but more recently, the application of nuclear technology is now also on the agenda.
Nuclear energy presents the opportunity of imple-menting a technology which is both technologically conservative and alarmingly radical. Naval nuclear propulsion is a well established technology which is ‘cleaner’ in many ways over existing power plants. There is a long naval experience of its use in driving aircraft carriers and submarines, and there are nuclear propulsion systems already available of more than ample power capacity to comfortably drive even the largest bulk carrier, container ship or tanker.
Also, Small Modular Reactor (SMR) technology is now available, with a thermal power output of over 68 megawatt that can be treated as a plug-in “nu-clear” battery. The use for SMR for ship propulsion is an exciting prospect and the aim of this research is to understand the implication of SMR for ship design, construction, operation, maintenance and eventually disposal.
Lloyd’s Register Strategic Research Group and Greek ship owners in association with a shipyard and a design house are to launch Joint Industry Projects that will look into the implementation of low carbon state of the art and niche emerging technologies on green ship designs. They will also investigate the practical application of SMR and will develop commercially viable concept designs for passenger ships as well as bulk carriers and tankers. This strategic research approach is a process of open innovation. The partners in this ground brak-ing project represent the vertical chain from basic research into implementing technologies, develop-ing ship designs and rules, enforcing safety at sea and operating sustainable vessels.

NORSAFE WATERCRAFT HELLASThiva,Greece, Tel: +30-22620-22441, Fax: +30-22620-29075, [email protected] www.norsafe.com
Your
loca
l, gl
obal
sol
utio
nA
nnua
l &
5-y
ear i
nspe
ctio
ns, S
pare
par
ts
LIFE BOAT BUILDERS SINCE 1903
Sales agent: INTRA MARE HELLASPiraeus,Greece, Tel: +30-210-4293843, Fax: +30-210-4293845, [email protected]

40
ΜΕΛΕΤΗ ΠΑ.ΠΕΙ. για τη Ναυπηγοεπισκευαστική Ζώνη Περάματος
ναυπηγοεπισκευή ΝΕΖ
Η διερεύνηση των αιτιών που τα πλοία δεν χρησιμοποιούν τη Ναυπηγοεπισκευαστική Ζώνη Περάματος και οι προτάσεις ανάκαμψης της ναυπηγοεπισκευής αποτελούν το αντικείμενο της μελέτης που διενήργησε το Πανεπιστήμιο Πειραιά υπό την εποπτεία του καθηγητή Πανεπιστημίου Πειραιώς κ. Κωνσταντίνου Γκιζιάκη και παρουσιάστηκε πρόσφατα στην αίθουσα εκδηλώσεων του ΟΛΠ σε ειδική εκδήλωση που διοργάνωσαν το Εμπορικό και Βιομηχανικό Επιμελητήριο Πειραιά, το Βιομηχανικό Πάρκο Σχιστού και η Ομοσπονδία Εργοδοτικών Ενώσεων Επιχειρήσεων Ναυπήγησης και Επισκευής Πλοίων Πειραιά. Στην παρουσίαση έδωσαν το παρών, μεταξύ άλλων, ο Πρόεδρος και Δ/νων Σύμβουλος της ΟΛΠ Α.Ε κ. Γεώργιος Ανωμερίτης, ο γεν. γραμματέας Βιομηχανίας κ. Φούρλας, ο Νομάρχης Πειραιά κ. Γιάννης Μίχας, οι βουλευτές ΠΑΣΟΚ κ.κ. Καρύδης, Λιντζέρης και Διαμαντίδης, ο βουλευτής της Ν.Δ. κ. Μιχαλολιάκος, ο βουλευτής και τομεάρχης της Ν.Δ. σε θέματα ναυτιλίας κ. Πλακιωτάκης, πρόεδροι και μέλη συλλόγων, σωματείων κι ομοσπονδιών σχετικά με τη ναυτιλία, τη ναυπηγοεπισκευή και τις περί αυτών δραστηριότητες, εκπρόσωποι εργοδοτικών οργανώσεων, επιμελητηρίων, της Τοπικής και της Νομαρχιακής Αυτοδιοίκησης, (ο πρόεδρος του ΒΕΠ κ. Τσιτούρας, ο πρόεδρος του ΕΣΠ κ. Ζησιμάτος, ο π. πρόεδρος της ΕΣΕΕ κ. Αρμενάκης, ο πρόεδρος του Συνδέσμου Εμπορικών Αντιπροσώπων-Διανομέων Πειραιά κ. Παντελάκης, ο πρόεδρος των εφοδιαστών πλοίων κ. Παγκάκης, ο πρόεδρος των ναυτικών πρακτόρων κ. Αδαμόπουλος κ.ά) πολλοί εργαζόμενοι και κόσμος, που ξεπερνούσε τα 500 άτομα.Στο πάνελ των ομιλητών ήταν ο κ. Κωνσταντίνος Γκιζιάκης ο οποίος είχε και την εποπτεία της μελέτης που εκπονήθηκε από το Πανεπιστήμιο Πειραιά, ο πρόεδρος του Ναυτικού Επιμελητηρίου Ελλάδας κ. Γράτσος, ο πρόεδρος του Δ.Σ. του ΒΙ.ΠΑ. Σχιστού κ. Πολυχρονόπουλος, ο πρόεδρος του ΕΒΕΠ κ. Κασιμάτης και ο πρόεδρος της Ομοσπονδίας Εργοδοτικών Ενώσεων Επιχειρήσεων Ναυπήγησης και Επισκευής Πλοίων Πειραιά κ. Μεταξάς. Συντονιστής της εκδήλωσης ήταν ο δημοσιογράφος κ. Μπάμπης Παπαδημητρίου.
ΣΥΜΠΕΡΑΣΜΑΤΑΟ κύριος σκοπός της μελέτης ήταν να διερευνηθούν η γνώμη των πελατών της ΝΕΖ διαμέσου δειγματοληπτικής έρευνας. Με την ανάλυση των αποτελεσμάτων της δειγματοληψίας μπορούν να προσδιοριστούν προβλήματα της ΝΕΖ και τα μέτρα που απαιτούνται για την άρση αυτών.Τα αποτελέσματα της δειγματοληψίας. Τα κύρια προβλήματα που αναφέρουν οι πελάτες της ΝΕΖ είναι: • Η συμπεριφορά των συνδικάτων εμφανίζεται σαν ένα από τα πιο έντονα προβλήματα κατά τη γνώμη των πελατών, όπου το 74% δηλώνει ότι η συμπεριφορά είναι κακή, ενώ αντίστοιχα δηλώνει κακή συμπεριφορά μόλις το 3% όσων χρησιμοποιούν υπηρεσίες εκτός Ελλάδος. • Η προσφερόμενη τιμή προς τους πελάτες είναι εμφανώς μη ανταγωνιστική. Στην αντίστοιχη ερώτηση «κακή» και «μέτρια» δηλώνει το 32% και το 50% αντίστοιχα για τη ΝΕΖ, ενώ για τους ανταγωνιστές της ΝΕΖ εκτός Ελλάδος τα σχετικά ποσοστά ανέρχονται σε 2% και 2% .• Η προσφερόμενη ποιότητα των εργασιών της ΝΕΖ φαίνεται να είναι το ανταγωνιστικό πλεονέκτημα από τις απαντήσεις των πελατών της. Άριστη και καλή ποιότητα δηλώνουν το 12% και το 65% εντός Ελλάδος, ενώ για τους ανταγωνιστές εκτός Ελλάδος τα αντίστοιχα ποσοστά είναι 5% και 64% .Σε ερώτηση που απευθύνεται σε όσους χρησιμοποιούν τη ΝΕΖ «Εάν τη χρησιμοποιούν πρωταρχικά λόγω ποιότητας» οι θετικές απαντήσεις είναι 78% ενώ οι αρνητικές μόλις 22%. • Ο χρόνος παράδοσης είναι μη ανταγωνιστικός. Από τις απαντήσεις της δειγματοληψίας για την ΝΕΖ ο «μέτριος» και «κακός» χρόνος παράδοσης αντιστοιχούν σε ποσοστά 28% και 22%, ενώ για τους ανταγωνιστές εκτός Ελλάδος τα αντίστοιχα ποσοστά ανέρχονται σε 17% και 0%.• Η συμπεριφορά των εργολάβων φαίνεται να είναι ανταγωνιστική με τους εργολάβους εκτός Ελλάδος δεδομένου ότι οι αντίστοιχες απαντήσεις ανέρχονται σχεδόν στα ίδια ποσοστά.
• Η συμπεριφορά των εργαζομένων φαίνεται να είναι οριακά ανταγωνιστική δεδομένου ότι τα ποσοστά «μέτρια» και «κακή» είναι για τη ΝΕΖ 22% και 16% ενώ για τους ανταγωνιστές στο εξωτερικό είναι 13% και 3%.• Τα μεγαλύτερα προβλήματα που εντοπίζουν οι ερωτηθέντες που δεν χρησιμοποιούν τη ΝΕΖ αφορούν στο «χρόνο παράδοσης και το κόστος»-ποσοστό 83%. Αντίθετα όσοι χρησιμοποιούν τη ΝΕΖ δηλώνουν ότι την προτιμούν λόγω ανταγωνιστικής τιμής- ποσοστό 58%. Συνδυάζοντας ότι οι περισσότεροι πελάτες χρησιμοποιούν τη ΝΕΖ για επισκευές φαίνεται ότι σε αυτό τον τομέα είναι ανταγωνιστική η ΝΕΖ στην τιμή έναντι των εκτός Ελλάδος ανταγωνιστών. • Οι προοπτικές της ΝΕΖ δεν φαίνονται να είναι θετικές δεδομένου ότι σε ποσοστό 63% οι πελάτες της δηλώνουν ότι δεν προτίθενται να την χρησιμοποιήσουν. • Η ισχυρή θέση της ΝΕΖ είναι οι «επισκευές» όπου το 56% των ερωτηθέντων απαντάει ότι την προτιμά. Υπάρχει όμως και ένα ποσοστό αρκετά υψηλό (44%) που απαντά αρνητικά κυρίως για τα προβλήματα που έχουν εκτεθεί παραπάνω. • Για τις μετασκευές και νέες ναυπηγήσεις στη χρησιμοποίηση της ΝΕΖ οι αρνητικές απαντήσεις ήταν 75% και 92%. Σε αυτές τις περιπτώσεις υπάρχουν κυρίως μεγάλες δουλειές που οι ανταγωνιστές εκτός Ελλάδος, πέρα από τα προβλήματα που αναφέρθηκαν, είναι καλύτερα οργανωμένοι και εκμεταλλεύονται τις οικονομίες κλίμακος λόγω μεγέθους. • Υπάρχει πρόβλημα με την φήμη της ΝΕΖ δεδομένου ότι το 68% που δεν τη χρησιμοποιούν δηλώνει ότι δεν τη προτιμά από πληροφορίες που έχει από τρίτους.• Τέλος η συνέπεια αποτελεί άλλο ένα θετικό στοιχείο κατά τη γνώμη των ερωτηθέντων. Το 62% απαντά ότι την προτιμά λόγω συνέπειας. 3. Προτάσεις ανάκαμψης: Οι προτάσεις ανάκαμψης βασίζονται κυρίως στην άρση των προβλημάτων που εντοπίστηκαν από τους ερωτηθέντες καθώς και στην ενίσχυση και διατήρηση των πλεονεκτημάτων.Τα προτεινόμενα μέτρα που έχουν αναλυθεί στο κεφάλαιο έξι χωρίζονται σε ενδογενή και εξωγενή. Τα ενδογενή αναφέρονται σε αυτά μπορούν να εκτελεσθούν εντός του κλάδου από τις ίδιες τις επιχειρήσεις και τα εξωγενή αυτά που αναμένονται από το κράτος, την ΕΕ και τους χρηματοπιστωτικούς οργανισμούς.Στα ενδογενή αναφέρονται οι προσπάθειες να γίνει εκμετάλλευση των «οικονομιών κλίμακος» με οργανωτικά σχήματα που να μειώνουν το κόστος όπως : • Κοινό μάρκετινγκ• Κοινές προμήθειες• Κοινή έρευνα ( όπως η παρούσα)• Κοινή διαπραγμάτευση αγοράς πρώτων υλών.Για όλα τα παραπάνω απαιτείται μελέτη εφαρμογής ώστε να γίνουν προτάσεις υλοποιήσιμες π.χ. με ενθάρρυνση συγχωνεύσεων, κοινοπρακτικών σχημάτων και επιχειρηματικών δικτύων.Στα εξωγενή μέτρα απαιτούνται κυρίως• Περιορισμός ασφαλιστικών εισφορών στα επίπεδα των ανταγωνιστών της ΝΕΖ.• Δημιουργία υποδομών με συμμετοχή του φορέα εποπτείας της ζώνης, της ΟΛΠ ΑΕ και των επιχειρηματιών της ζώνης.• Εκσυγχρονισμός των παραγωγικών μονάδων με ένταξή τους στο ΕΣΠΑ• Δημιουργία εγγυοδοτικού μηχανισμού για τη συμμετοχή των μονάδων σε μεγάλα έργα.• Ενθάρρυνση επιχειρήσεων για την υιοθέτηση φιλικών προς το περιβάλλον υλικών και πρώτων υλών.• Συμμετοχή της ΝΕΖ στην αμυντική βιομηχανία.Οι προτάσεις αυτές δεν έχουν αξιολογηθεί όσον αφορά την σπουδαιότητά τους. Χρειάζεται να εκτιμηθεί η οικονομική τους αξία για τις επιχειρήσεις της ΝΕΖ.
(Η μελέτη «Διερεύνηση των αιτιών που τα πλοία δεν χρησιμοποιούν τη Ναυπηγοεπισκευαστική Ζώνη Περάματος και προτάσεις Ανάκαμψης», ανατέθηκε από το Εμπορικό και Βιομηχανικό Επιμελητήριο Πειραιά (Ε.Β.Ε.Π.) και το Βιομηχανικό Πάρκο Σχιστού (ΒΙ.ΠΑ.Σ.) στο Kέντρο Eρευνών του Πανεπιστημίου Πειραιώς στο Ερευνητικό Εργαστήριο Ναυτιλιακής Οικονομίας Διοίκησης και Ναυτικών Ατυχημάτων. Η μελέτη διενεργήθηκε από ερευνητική ομάδα του Εργαστηρίου με Επιστημονικό Υπεύθυνο τον Καθηγητή του Τμήματος Ναυτιλιακών Σπουδών του Πανεπιστημίου Πειραιώς Κων/νο Γκιζιάκη και μέλη της επιστημονικής ομάδας την κα Ερνεστίνη Γκιζιάκη Διδάκτωρ Στατιστικής, τον κ. Αθανάσιο Καρλή Διδάκτωρ Ναυτιλιακός Οικονομολόγος, την κα. Αναστασία Χριστοδούλου Υποψήφια Ph.D και την Γεωργία Παπαδοπούλου Μ.Β.Α)
Ολόκληρη η ηλεκτρονική έκδοση στο www.nafsgreen.gr

DESMI Pumps & Systems
integrate
knowledge & technology
www.desmi.com
DESMI – Supplying the World with Pumps and Systems
DESMI develops, manufactures and supplies pumps and pump systems for marine and offshore re-lated sectors.
• Centrifugal pumps
• Electric deep-well cargo pumps for LPG/C – LEG/C, molten sulphur carriers and product/chemical carriers
• DESMI ROTAN® internal gear pumps for high-viscous liquids
Hear more about our below concepts:
• OptiSaveTM
Save up to 80% of the pump energy consumption and get your pumps for free!
• DESMI 48 - Fast Track Pumps up to 1000 m3/h delivered within 5 days!
www.desmi.com
Greece representative:Intra Mare Hellas 4, Skouze Str., 185 36 PiraeusPhone: +30 210 429 3843 Fax: +30 210 429 3845E-mail: [email protected]

42knowledge&innovation
Alfa Laval launches PureBallast 2.0 in standard and Ex versionsPureBallast, Alfa Laval’s unique and chemical-free system for ballast water treatment, has entered its second generation with the unveiling of PureBallast 2.0. The updated system, which boasts a substantial reduc-tion in power consumption among a range of other improvements, will also be available in an Ex version, PureBallast 2.0 EX.
Alfa Laval’s PureBallast has clearly established itself as the commercial leader in ballast water treatment. Over 100 PureBallast systems have been sold since the system was launched in 2006, and today more than 25 PureBallast installations are already operating at sea. The experience of installing and working with these systems has been a key source of inspiration in developing the new PureBallast 2.0. While the system’s advanced oxidation technology (AOT) is the same as that of its predecessor, PureBallast 2.0 offers additional advantages that will appeal to both ship owners and shipyards. Among them are a major reduction in power consumption and modifications that further simplify PureBallast installation. “PureBallast 2.0 directly addresses the needs we’ve observed in our work with ship owners and shipyards,” says Joakim Thölin, General Man-ager of Alfa Laval Marine & Diesel. “And with the introduction of PureBallast 2.0 EX, we can now meet even the needs of vessels with potentially explosive onboard environments.”
Power savings and operating advantages
Most prominent among the improvements in PureBallast 2.0 are those related to its power supply. The new system consumes a full 40% less power than its predecessor, which should come
as welcome news for ship owners. Shipyards, on the other hand, will appreciate a higher degree of integration and a simplified electrical system that reduces the number of electrical cabinets. In terms of operation, PureBallast 2.0 has been designed with a number of important modifications. Flow control is now automatic, individual AOT units can be stopped for maintenance and a pause func-tion lets crews briefly suspend operation (e.g. dur-ing heeling). In addition, PureBallast 2.0 features a touchscreen interface with full-colour graphics that connects via Modbus to other onboard automation systems.
“These advances build on the appreciated fea-tures of our first PureBallast system, which include ease of installation, ease of use and seamless inte-gration with other onboard systems,” says Joakim Thölin. “With PureBallast 2.0, ship owners and shipyards get a even leaner ballast water treatment system that responds even better to operational demands.”
Explosion-proof PureBallast 2.0 EX
For owners and builders of crude oil tankers, prod-uct tankers and chemical tankers, whose volatile cargo creates potentially explosive areas on board, the launch of PureBallast 2.0 has added signifi-cance. PureBallast 2.0 EX, a version of PureBal-last 2.0 with additional safety modifications, is de-
signed for Zone I, group IIC and temperature class T4. This makes it suitable for installation aboard most vessels that carry ignition-sensitive cargo. “Vessels with Ex requirements are not exempted from ballast water treatment regulations, yet there has so far been a lack of treatment systems adapted to their business,” says Joakim Thölin. “This makes the arrival of PureBallast 2.0 EX a highly anticipated answer to very specific needs.”
Additional advantages for shipyards
No matter what type of vessels they build, ship-yards will find their own advantages in the launch of PureBallast 2.0. Since PureBallast has been selected for and installed aboard more vessels than any other ballast water treatment system, Alfa Laval has spent more time working with shipyards than any other ballast water treatment supplier. The insights of this cooperation have fed directly into the development of the new PureBallast sys-tem, where they can be seen in the reduced power consumption and number of cabinets, as well as in the system’s clear and installation-oriented documentation. As Joakim Thölin puts it, “With PureBallast 2.0, Alfa Laval has made it easier both to plan an instal-lation and to get it on board within the construction timeframe. In other words, we’ve made the leading ballast water treatment system even better for those who implement it.”

www.alfalaval.com
Ships are not still
So why are bilge watertreatment systems static?
Traditional bilge water treatment systems rely on gravity, fi lters or fl occulation chemi-cals to achieve 15 ppm. But while they may pass type approval tests in stable conditions on shore, these static technologies seldom perform at sea. Because in real life, the ocean is anything but stable. In a pitching and rolling environment, only a dynamic system like Alfa Laval’s
PureBilge offers continuous bilge water treatment. PureBilge uses centrifugal separation – the same technology trusted to protect your engine – to handle varying bilge water feed and the toughest emulsions. The result is less fi lter waste and reject. Not to mention less time in the engine room.
PureBilge – a dynamic forcein bilge water treatment
Hiland
ers EM
D0
02
04
EN
09
06

44knowledge&innovation
New Alfa Laval S-separator offers greater efficiency and robustness
Alfa Laval has announced the arrival of a new version of the well-known S-sepa-rator. In addition to a range of key features that make it more robust, the new S-separator offers greater ef-ficiency that allows the same amount of oil to be handled with a smaller separator.
Alfa Laval’s new S-separator is a highly anticipated update of one of the company’s flagship marine products. In the years since its introduction, the S-separator has set the standard for engine protection and separation efficiency, particu-larly in working with demanding residual fuel oils. The new and improved S-separator provides even greater separation efficiency, not least due to a major increase in separation area. In addition, it features stronger discs and a more robust drive system, which combine with existing advantages to create the lowest possible lifecycle cost.Big advances in a small space The increased efficiency of the new S-separator is the result of smart enhancements in the separator disc stack. Increased separation area, disc modifications and other improvements allow up to 20% more flow with retained separa-tion performance. Since these changes do not affect the separator’s small footprint, ship operators can now handle the same amount of oil with a smaller separator. Additional changes can be found in the S-separator drive, including sturdier friction blocks, a more resilient bearing sys-tem and a more powerful lubrication system. Together, these modifications further boost the S-separator’s high reliability.Proven features and lowest lifecycle cost Despite the many changes in the new S-separator, there is also much that remains the same. This includes the wear-reducing CentriLock snap ring and CentriShoot discharge system, as well as the S-separator’s unique Alcap function, which automatically detects and adjusts to the nature of the oil. “Naturally we’ve kept the groundbreaking features that have given the S-separator its leading position on the market,” says Joakim Thölin, General Manager of Alfa Laval Marine & Diesel. “Combined with the new features, they give the updated S-separator the highest possible reliability and the industry’s lowest lifecycle cost.”Modular and flexible supply Like its predecessor, the new S-separator also features the modular EPC 60 controller and is part of Alfa Laval’s S and P Flex delivery concept, now available worldwide. For shipyards, this means an easily configured control system with Ethernet and bus communication, plus a flexible scope of supply based on block components or custom-built modules. “The EPC 60 controller is as easy for shipyards to install as it is for ship operators to use,” says Joakim Thölin. “And thanks to the S and P Flex concept, shipyards can combine the industry’s leading separator with a supply solution that matches their needs and engine room layout.”
Alfa Laval expands its lubricating oil filter range with new Protector T350 and X350
World leader in heat transfer, centrifugal separation and fluid handling Alfa Laval an-nounces the expansion of its lubricating oil filter range with the new Protector T350 and Protector X350 lubricat-ing oil filters. This move complements the existing series of highly reliable Protector T280 and X280 automatic lube oil filters by providing increased capac-ity for very large crosshead and trunk-piston engines.
Dedicated to high capacities, the new Protector T350 and Protector X350 lubricating oil filters is designed specifi-cally for full-flow filtration of lubricating oil used in large engines that burn all types of fuels (distillate, Gas, DO, bio-fuels and HFO). Engineered to protect the main lubrication system on crosshead and trunk-piston engines and servo or control oil systems in crosshead engines, the T350 and X350 lube oil filters feature a simple, environ-mentally friendly design using with minimal components to facilitate maintenance, guarantee low operating costs, reduce lube oil consumption and eliminate the cost of filter cartridge disposal. “With the new T350 and X350 lube oil filters, big is beautiful,” says Herve Gourdon, Regional Product Manager Asia & Business Manager at Alfa Laval. “These large continuously automatic backflushing lube oil filters handle up to 1200 m3/h, which is 50% more capacity than previous generations of Alfa Laval lube oil filters, yet they are much smaller and have fewer components than comparable lube oil filters from other manufacturers. Plus the T350 and X350 offer a relatively small initial investment as well as lower operating and maintenance costs and reduced lube oil consumption.” The new T350 and X350 lube oil filters offer many of the same features as the well-known Alfa Laval T280 and X280. Robust disc-type filter elements reduce risk of the filter element cracking. Continuous backflushing using the filtered oil eliminates the need for auxiliary power (no air or electricity required) and prevents adhesion of retained solids to filter surfaces so that no manual cleaning of the filter elements is required. Constant pressure drop across the filter facilitates the detection of any malfunction in the lube oil system.Another cost-savings feature of the T350 or X350 lube oil filters is the optional diversion chamber. By adding a diversion chamber to the T350 or X350 lube oil filters, the need for a separate sludge treatment system is eliminated. The optional diversion chamber acts as an automatic maintenance-free sludge treatment unit, collect-ing particles backflushed from the full-flow chamber and concentrating the particles into sludge. Sludge is then drained periodically – either manually or automatically.


46knowledge&innovation
Chemical-free Alfa Laval AOT 3F water puri-fication system protects against Legionella
The Alfa Laval AOT 3F is a compact, efficient ultraviolet water sterilizer based on ad-vanced oxidation technology for purifying drinking water. Its robust yet lightweight construction, adaptable modular design and low maintenance requirements make it ideal for sustainable, low-cost, chemical-free puri-fication of water onboard as well as ashore
World leader in heat transfer, centrifugal separation and fluid handling Alfa Laval announces the launch of its Alfa Laval Advanced Oxidation Technology (AOT) 3F water purification system. The system has proven effective in delivering a log 4 reduction for biological contaminants and chemical pollutants and log 5 reduction for harmful pathogens such as Legionella bacteria. This means that, if water contains 100,000 disease-causing microorganisms the system reduces that number to 10 for log 4 and one for log 5. “The chemical-free Alfa Laval AOT 3F is a highly effective, fully automated system that does not generate any toxic residuals,” says Alex Jönsson, Alfa Laval’s Regional Marketing Manager, Ma-rine & Diesel, Fresh Water Generators. “Water is the only byproduct.”
Proven technology The Alfa Laval AOT 3F is based on Wallenius Advanced Oxidation Technology (AOT), a water purification system that imitates nature’s own way of purifying water. Compact, flexible and modular, this unique, chemical-free system produces radicals that safely and effectively neutralize organisms in water. Made of titanium Grade 2, the robust system also meets BRL K14010-1/01 regulations on Legionella in drinking water. IP65/67 approved, the Alfa Laval AOT 3F has a maximum capacity of 3 m3/h, operating temperatures between 5°C and 70°C, and easily adapts to a broad range of applications. As an option, the Alfa Laval AOT 15F with a capacity of 15 m3/h is available. Modular system with minimal maintenance In addition, the Alfa Laval AOT 3F has no moving parts, which means that there are no consumables and no service hazards. A range of accessories makes it easy to customize the system to meet a broad range of water purification re-quirements. With its space-saving design, chemical-free technology and full automation, Alfa Laval AOT 3F is the natural choice for cost-effective, sustainable water purification.
Alfa Laval introduces new Gunclean Tofet-jorg i40 S and i40 D tank cleaning machines Alfa Laval announces the extension of its tank clean-ing equipment portfolio with two new tank cleaning machines, the Gunclean Toftejorg i40 S and Gunclean Toftejorg i40 D. These two additions to the Alfa Laval tank cleaning equipment portfolio are specifically de-signed for use in fixed instal-lations aboard chemical and product carriers as well as in offshore applications.
Developed to meet the toughest tank cleaning requirements, the Gunclean Toftejorg i40 S and Gunclean Toftejorg i40 D are high-impact tank cleaning machines that are designed for use in fixed installations aboard chemical and product carriers as well as in offshore applications. Both are based on the proven platform of the Alfa Laval Gunclean Toftejorg i65 S and i65 D and come with the same innovative features, including: a patented hysteresis clutch for elimination of slippage and false starts; an optimized turbine with high-tech, wear-resistant ceramics for improved power transmission and prolonged ma-chine lifetime; and, an isolated oil-free gearbox located above deck for easy removal without exposing the tank to the atmosphere. Other design finesses include a robust gearbox construction with fewer wear parts and advanced sealing technology. “When choosing a tank cleaning machine, it is important for ship owners to consider what type of cargo will be carried,” says Christian Mathiasen, Regional Marketing Manager, Marine & Diesel Equipment at Alfa Laval. “Un-derstanding the nature of the ‘soil’ helps determine whether fast cleaning or high impact is the most critical factor when selecting a tank cleaning machine.” The i40 S single-nozzle machine with its helical cleaning pattern, for instance, may be more appropriate for sec-tion cleaning, for tanks that require a longer throw length, or for the ability to adjust the pitch angle and rotation speed during operation to optimize a cleaning cycle. The i40 D dual-nozzle machine, on the other hand, may be the right choice when saving time is of paramount importance. This can prove to be less expensive for every cycle over the long run, depending on the cargo type.“The nozzles of the i40 S and i40 D come with a standard factory-preset rotational speed. Although the preset speed is applicable for most cleaning operations, it is also easy to adjust the speed to match the tank cleaning task at hand,” adds Mathiasen. “Taking the time to teach the crew how to slow or speed up the rotational speed not only can save time, but can assure that higher cleaning efficiency than most other machines on the market today is achieved.” In addition to the high reliability and simple operation and construction of the Gunclean Toftejorg i40 tank cleaning machines, Alfa Laval can ensure the proper size and placement of the units. Alfa Laval has more than 50 years of tank cleaning experience and today’s most advanced tank cleaning technology. To provide the best tank cleaning solution possible, Alfa Laval tank cleaning engineers take into account the entire installation from the boiler to the tank interior.


greenpages
LNG a key to cleaner shipping
48
DNV has carried out a study of 59 ship segments representing the major shiptypes and sizes of international
shipping, identifying 25 different measures that can contribute to reduced emissions. Each of these segments
have been modelled separately with regard to operational assumptions, the reduction potential of each measure,
the cost of each measure and the year when available measures are phased in. For 17 of the 59 vessel types and
sizes it is cost-effective to install gas-fuelled engines assuming a gas price equal to the price of marine diesel oil.
The study, called “Pathway to Low Carbon Shipping” demonstrates that CO2 emissions by 2030 can be reduced
by 30% below baseline through measures that save cost for the operators, and by almost 60% if all the identified
measures are included.
“Many believe that gas is tomorrow’s fuel. We at DNV think it is already here. LNG as a fuel offers obvious
environmental benefits,” said Remi Eriksen. “These benefits include nearly 100% reduction in SOX and particle
emissions, 85-90% reduction in NOX emissions and 15-20% reduction in CO2 emissions.”
More details www.nafsgreen.gr/magazine/environment/122-environment/908-lng-a-key-to-cleaner-shipping
”Global shipping can reduce its CO2 emissions by 30 % the next 20 years through measures that are profitable for the shipping companies. The single most effective move is to introduce LNG as fuel,” said Executive Vice Presi-dent Remi Eriksen of DNV at a shipping summit in Shanghai.
The National Maritime Research Institute of Japan (NMRI) and Germanischer Lloyd (GL) signed a
project cooperation agreement. Since both institutions are involved in analysing the environmental
impact of shipping, they agreed on the development of environmental risk evaluation criteria with
focus on Carbon Dioxide and Methane. The project will address the criteria development and sam-
ple applications. In addition, balancing safety and environmental requirements in risk assessments
will be explored. “With increasing emphasis on environmental protection today, balancing safety
and environmental requirements becomes key to develop competitive shipping solutions,” explains
Dr Pierre C. Sames, Senior Vice President Strategic Research and Development, GL. Dr Koichi
Yoshida, Director International Coordination Centre, NMRI, confirms: “Environmental risk evaluation criteria are essential to identify cost-effective technical and operational
solutions for sustainable shipping. Teaming up with GL enables us to progress faster and to deliver advice to our flag state administrations for their deliberations at the Inter-
national Maritime Organisation (IMO).”
GL and NMRI explore environmental risk evaluation criteria
Ένα ακόμη βήμα για την προστασία του περιβάλλοντοςH Ένωση Εφοπλιστών Ναυτιλίας Μικρών Αποστάσεων (ΕΕΝΜΑ) στη σημερινή εποχή περιβαλλοντικής συνείδησης κάνει ένα ακόμη βήμα προς την παροχή προστασίας στο περιβάλλον. Αναγνωρίζοντας τη σημαντικότητα των αναλύσεων των καυσίμων ως μέτρου απόδειξης περιβαλλοντικής ευαισθησίας, η ΕΕΝΜΑ δηλώνει έμπρακτα το ενδιαφέρον της για συμμετοχή στο πρόγραμμα αναλύσεων καυσίμων του Lloyd’s Register FOBAS σε ένα ειδικό σχήμα αναλύσεων που σχεδιάστηκε από το Hellenic Lloyd’s S.A. σε συνεργασία με την ΕΕΝΜΑ για να καλύψει τις ειδικές ανάγκες του τομέα αυτού.Με το Lloyd’s Register FOBAS, μαζί με τα αποτελέσματα των δειγμάτων των αναλύσεων, λαμβάνονται πρακτικές οδηγίες για τον αποτελεσματικότερο χειρισμό των καυσίμων ιδιαίτερα σε ό,τι αφορά στις μηχανολογικές εγκαταστάσεις των πλοίων συντελώντας στην προληπτική συντήρηση. Συμβουλευτικές υπηρεσίες όπως και πρακτική καθοδήγηση παρέχονται επίσης και μετά την ανάλυση των δειγμάτων των καυσίμων αναγνωρίζοντας τις τεχνικές επιπτώσεις των διαφόρων στοιχείων/παραμέτρων των καυσίμων στα μηχανολογικά συστήματα. Ταυτόχρονα παρέχονται πληροφορίες στον τομέα της περιβαλλοντικής νομοθεσίας που σχετίζεται με τις εκπομπές των οξειδίων του θείου στην ατμόσφαιρα.Ο κ. Απόστολος Πουλοβασίλης, Περιφερειακός Διευθυντής Ναυτιλιακού Τομέα του Lloyd’s Register για την Ευρώπη, τη Μέση Ανατολή και την Αφρική, αναφέρει:«Αναγνωρίζοντας τις ανάγκες και τις προκλήσεις της ναυτιλίας μικρών αποστάσεων και παρακολουθώντας από κοντά τις εξελίξεις, είμαστε στην ευχάριστη θέση να παρέχουμε τις υπηρεσίες μας στην ΕΕΝΜΑ. Υποστηρίζουμε την Ένωση σε έναν κρίσιμο και ευαίσθητο τομέα όπως αυτός των αναλύσεων των καυσίμων και της εφαρμογής της περιβαλλοντικής νομοθεσίας σχετικά με τις εκπομπές των οξειδίων του θείου στην ατμόσφαιρα, καθώς επίσης και των ενημερωτικών σεμιναρίων. Πιστεύουμε ακράδαντα στην εφαρμογή των βέλτιστων πρακτικών προς όφελος των ίδιων των πλοιοκτητών και της ποιότητας του περιβάλλοντος που θα παραδώσουμε στη νέα γενιά.» Ο κ. Νικόλαος Βαρβατές, Πρόεδρος της ΕΕΝΜΑ αναφέρει:«Θεωρούμε τη συνεργασία με το Lloyd’s Register σε θέματα ελέγχου ποιότητας καυσίμων και κατ’ επέκταση προστασίας του περιβάλλοντος στον τομέα της ατμοσφαιρικής ρύπανσης, ως ιδιαίτερα σημαντική και ως απαρχή μιας σειράς πρωτοβουλιών της Ένωσης Εφοπλιστών Ναυτιλίας Μικρών Αποστάσεων, που θα έχουν στόχο την ποιοτική βελτίωση των παρεχομένων υπηρεσιών από τα μέλη μας προς τους χρήστες αλλά και προς το περιβάλλον γενικότερα».
Αρνητική πρωτιά στην ατμοσφαιρική ρύπανση για το λιμάνι του ΠειραιάΠέραν του αναμενομένου ανησυχητικά υπήρξαν
τα αποτελέσματα της έρευνας που παρουσίασαν,
σήμερα, κατά τη διάρκεια κοινής συνέντευξης τύπου
Νομαρχία Πειραιά και Εθνικό Μετσόβιο Πολυτεχνείο
για τα επίπεδα της ατμοσφαιρικής ρύπανσης στο
λιμάνι του Πειραιά.
Σύμφωνα με τα αποτελέσματα των μετρήσεων
που πραγματοποιήθηκαν το 2009, σε θέσεις
αντιπροσωπευτικές της παραλιακής ζώνης του λιμένα
του Πειραιά και σε δύο διαφορετικές χρονικά και
κλιματολογικά περιόδους (την ψυχρή 22/1-29/4 και
τη θερμή 4/8-31/10), η ατμόσφαιρα στο λιμάνι του
Πειραιά είναι ιδιαίτερα επιβαρυμένη από πολύ υψηλές
συγκεντρώσεις επιβλαβών για την υγεία αιωρούμενων
μικροσωματιδίων, με τις υπερβάσεις των ορίων που
έχει θέσει η Ευρωπαϊκή Ένωση να είναι σχεδόν
καθημερινές.

Since 2005 involved in many NB projects in China :Oil tankers, chemical tankers, bulk carriers, Drill ships and private yachts.(detailed list available on request)
MARINE CONSULT INTERNATIONAL LTD MARINE SURVEYORS AND CONSULTANTS
15 – 17, Hatzikyriakou Ave., Piraeus 185 37, GreeceTel: +30 210 4285 960 / 1, Fax: +30 210 4285 962
E-mail: [email protected] Web side: www.marineconsult.gr
China Branch Office: 333 Jin Gang Road, 3rd floor, office 307/309Jinqiao, Pudong district, Shanghai 201206
Tel/fax +86 21 58609486, Mob +86 13817275761E mail: [email protected]
TECHNICAL CONSULTANCYS & P INSPECTION
NEWBUILDING SUPERVISION ATTENDANCE
SHIP REPAIR AGENCY IN CHINA
EXCLUSIVE AGENTS FOR SHANGHAI SHUOLI CARGO GRABS
PANAMA MARITIME AUTHORITYINSPECTIONS
DIMITRI S. KYRIAKIDES & ASSOCIATES
AUTHORIZED INSPECTIONSFOR LIFE BOATS AND DAVITS
mechanical and remote control type
Since 2005 involved in many NB projects in China :Oil tankers, chemical tankers, bulk carriers,Drill ships and private yachts.(detailed list available on request)

classnews50
A significant enhancement and expansion of its Rapid Response Damage Assessment Program (RRDA) that provides 24/7 technical support to enrolled vessels involved in a casualty, announced ABS, one of the world’s leading classification societies.Effective 1 July, owners of all new ABS-classed tankers, bulk carriers, large gas carriers, containerships and tank barges will be offered free enrollment of these vessels in the program and fee-free service for the first year. The normal charge for developing the electronic model of the vessel that is used for conducting the damage stability calculations will be waived. In addition, those vessels that elect to enter the program will be offered the new ABS voluntary class notation RRDA, which will provide evidence to port State authorities and other interested parties that the vessel meets the requirement to have access to a shore-based damage stability capability.“Governments and society expect shipowners to operate with zero incidents,” said ABS Chairman and CEO Rob-ert D. Somerville in announcing the expanded RRDA Program. “When there is a casualty, the owner is expected to deal with it as expeditiously as possible with minimum impact on the environment. We have been helping many of our clients to do that for the last several years but, in talking with them, we realize that we can do more as the pressures that are placed on an owner in the aftermath of a casualty have grown significantly.”
Read more www.nafsgreen.gr/magazine/newsroom/casualties/1068--abs-expands-casualty-response-service
ABS Expands Casualty Response Service
The 13th annual meeting of Black Sea Committee of BV
The 13th annual meeting of the Hellenic and Black Sea Committee of Bureau Veritas was held recently under the Chairmanship of Mr. George Procopiou and the presence of the Bureau Veritas Management, namely Mr. Philippe Donche-Gay, Group Chief Operations Officer, Mr. Bernard Anne, Executive Vice-President, Managing Director Marine Division, Mr. Didier Chaleat, Senior Vice-President Marine West Zone, Mr. Claude Maillot, Ships in Service Management (DNS) Director, Mr. François Teis-sier, Regional Chief Executive for Hellenic & Black Sea Region, Mr. Lambros Chahalis, Chief Executive Marine for Greece & Cyprus and Dr. John Kokarakis, Director of Technical Services Hellenic & Black Sea Region and Mr. Anastasios Angelopoulos, Marine Department Manager. This year the Committee event took place in the Yacht Club of Greece in Microlimano.The Committee meeting was chaired by the Mr. George Prokopiou who introduced the Chief Operations Officer of Bureau Veritas Group Mr. Donche-Gay. He went through a detailed description of the activities of the company as a whole, underlining the wealth and variety of expertise accumulated and available. He was then followed by the Managing Director of the Marine Division who presented the BV experience and the future and current challenges in shipping and offshore. Last but not least the activities and changes in the Hellenic and Black Sea Region were also reported grabbing the interest of all participants. The technical program of the meeting was initiated by a presentation of the new statutory requirements. The main topics of the presentation were the hybrid European tar-geting and inspection system, the implementation of the maritime labor convention (MLC) and the new code on the carriage of solid bulk cargoes (IMSBC). The meeting continued with an impromptu update on ship recycling by a member of the Committee Mr. Gabriel, General Manag-er of Golden Union Shipping. The technical program was concluded by a detailed description of the contemplated regulations on energy efficiency in shipping as well as their implications on ship design and operation.
Short sea shipping is the ideal case for LNG fuelHeavy fuel oil is not an option for future shipping within ECAs. Alternatives have to be introduced. A DNV study con-cludes that LNG is the obvious alternative to satisfy future ECA requirements, particularly for the short sea shipping.
The EU has already introduced 0.1% sulphur as a maximum level for a ship’s fuel when in ports and on inland waterways. As of 1 July this year, the maximum level of sulphur in fuel is set at 1.0% in ECAs (Emission Control Areas), and the requirements will be further tightened to 0.1% by 2015.“There are at least three ways of solving these challenges,” says Tor Svensen, the President of DNV. “Low sulphur fuel can be used. Scrubbers can be installed to remove the sulphur. Or the operator can switch to LNG. Based on our DNV Baltic Report, LNG is the obvious answer to this challenge.“LNG represents no technical obstacles. Economically, it is better than the alternatives and it is an environmental winner, so why wait?” he asks. “We can move faster if we want to, and there are economic opportunities for those shipowners that dare to be among the frontrunners.”DNV was the first class society to introduce rules for LNG-fuelled ships back in 2001. Ahead of this and in every year since, DNV has invested millions in research and development work to ensure further improvements. Over these same years, 20 LNG-fuelled ships – all classed by DNV – have been delivered and are today operating. The practical experience achieved from these vessels has been invaluable.Tor Svensen continuous: “DNV is struggling to understand why the shipping industry is not moving faster and why shipowners are not seeing the opportunities. LNG as a fuel for ships is commercially viable and will address important environmental concerns.” “As a class society, DNV will try to actively influence the whole shipping industry,” he adds. “And we will certainly continue to invest in technology and expertise to support the conversion to LNG fuel. The 20 ships confirm our involvement so far and trust me - DNV will assist shipowners in develop-ing business cases for LNG in the years to come!” The whole Shipping Industry has to play an active role to achieve the improvements that LNG represents. ECAs have been introduced in large part of Europe and the EU and governments must be frontrunners. In particular, it is important that publicly owned ships are run on LNG. Present obstacles, like the lack of bunkering stations for LNG, will have to be overcome and finally, LNG fuel has to become more easily available at a fair market price.“The age of LNG is here! And short sea shipping is the most obvious place to start,” concludes Tor Svensen. Author: Per Wiggo Richardsen

People … Expertise … Resources … Technology It’s the new range of water and waste water treatment systems on board.
oil waterseparator
sewagetreatment
plant
fresh waterproduction
unit
Environmental Protection Engineering S.A.24, Dervenakion str., 185 45 Piraeus-GreeceT: +30 210 4060000 • F: +30 210 4617423
www.epe.gr • [email protected]

classnews52
SOS Νομάρχη Πειραιά για τον Ελληνικό Νηογνώμονα
Το πλήρες κείμενο της επιστολής του Νομάρχη Πειραιά έχει ως εξής:
«Πληροφορηθήκαμε ότι ο Ελληνικός Νηογνώμονας, η ιστορική αυτή ελληνική εταιρεία με την πολυετή και πολύτιμη προσφορά στο χώρο της ναυτιλίας που έχει έδρα της
τον Πειραιά, απειλείται με διακοπή λειτουργίας, καθώς η Ευρωπαϊκή Επιτροπή έκρινε ότι δεν καλύπτει τα ποιοτικά χαρακτηριστικά, αλλά και τις τεχνικές προδιαγραφές που
απαιτούνται για να εκδίδει πιστοποιητικά για τα Ελληνικά πλοία αλλά και για τα πλοία που είναι εγγεγραμμένα στα κοινοτικά νηολόγια.
Η εξέλιξη αυτή προκαλεί σε όλους μας έντονη ανησυχία για το ντόμινο των δυσμενών επιπτώσεων που θα επιφέρει τόσο στην απασχόληση, δεδομένου ότι ο νηογνώμονας
αριθμεί πέραν των 120 εργαζομένων και μεγάλο δίκτυο συνεργαζομένων με αυτόν, όσο και στην εύρυθμη λειτουργία των υπό ελληνική σημαία ποντοπόρων πλοίων αλλά και
πολλών ακτοπλοϊκών εταιρειών, οι οποίες παρακολουθούνται από τον Ελληνικό Νηογνώμονα και πλέον θα είναι υποχρεωμένες να αναζητήσουν νέο, προκειμένου να τους
επιτραπεί ο απόπλους και η εκτέλεση ναύλων, ακολουθώντας μια διαδικασία αρκετά χρονοβόρα και με υψηλό κόστος.
Πιστεύουμε ότι δεν χρειάζεται να επιχειρηματολογήσουμε ιδιαίτερα για την επιτακτική αναγκαιότητα να αποτραπεί αυτό το ναυάγιο για την ελληνική ναυτιλία, με προεκτάσεις στην
εθνική μας οικονομία. Ο Ελληνικός νηογνώμονας πρέπει να συνεχίσει τη λειτουργία του, δεδομένου ότι αποτελεί βασικό στοιχείο της ναυτιλιακής υποδομής της χώρας.
Ήδη άλλωστε, όπως γνωρίζουμε, η εταιρεία, έχει συμμορφωθεί με τις 15 από τις 18 παρατηρήσεις που της είχαν γίνει από τις κοινοτικές υπηρεσίες και ολοκληρώνει την
εναρμόνισή της με τους ευρωπαϊκούς κανόνες λειτουργίας των Ευρωπαϊκών Νηογνωμόνων.
Κατόπιν των ανωτέρω παρακαλούμε όπως εξαντλήσετε κάθε δυνατό περιθώριο παρέμβασης, ώστε να διασφαλιστούν οι δεκάδες θέσεις εργασίας και να αποτραπούν δυσμενείς
εξελίξεις για τη ναυτιλία της χώρας μας».
Την παρέμβαση της Πολιτείας για να αποτραπεί επικείμενο ναυάγιο του Ελληνικού Νηογνώμονα που θα συμπαρασύρει στην ανεργία δεκάδες εργαζόμενους αλλά και θα κλονίσει το χώρο της ελληνικής ναυτιλίας, ζητά με σημερινή επιστολή του ο Νομάρχης Πειραιά Γιάννης Μίχας από τους αρμόδιους Υπουργούς, Προστασίας του Πολίτη Μιχάλη Χρυσοχοϊδη και Απασχόλησης Ανδρέα Λοβέρδο.Στην επιστολή του, που εστάλη με αφορμή την από 1/9/2010 αναστολή λειτουργίας της εταιρείας από την Ευρωπαϊκή Ένωση, η οποία έκρινε ότι ο Ελληνικός Νηογνώμονας δεν καλύπτει τις προδιαγραφές που απαιτούνται για να εκδίδει πιστοποιητικά για τα Ελληνικά πλοία αλλά και για τα πλοία που είναι εγγεγραμμένα στα κοινοτικά νηολόγια ο Νομάρχης Πειραιά εκπέμπει σήμα κινδύνου για την αρνητική αυτή εξέλιξη.
Inaugural Meeting of GL Baltic CommitteeCO2 emissions was the main topic of discussion at
the inaugural meeting of Germanischer Lloyd’s (GL)
Baltic Committee. More than 20 shipowners, yards and
maritime supply industry from 10 countries around the
Baltic Sea attended the conference in Copenhagen.
The meeting joined the Scandinavian and Polish
Committee and included several shipowners and
yards from further countries around the Baltic Sea.
New Chairman of the GL Baltic Committee is Terje
Orehagen, President Norgas Carriers Oslo. Torsten
Schramm, GL’s COO and Executive Vice President
Region Europe / Middle East / Africa, thanked the two
outgoing chairmen of the Scandinavian and
Polish Committees, Mr Hans Langh, Langh
Ship AB Finland and Bogdan Szreder,
retired Technical Director of Euroafrica
Shipping Lines Szczecin Poland for their
commitment to maritime safety. “They
have done an excellent job in conducting a
thoughtful discussion throughout the previous commit-
tee meetings.” “Our decision to expand our sessions
for clients around the Baltic sea is driven by the fact
that shipping has steadily been increased despite the
current consolidation. The Baltic Sea in particular has
some of the busiest shipping routes in the world”, said
Torsten Schramm in his welcome address. “Around
2,000 ships are normally at sea at any time on the
Baltic Sea. Cargo and container traffic is expected to
triple and oil transportation is estimated to increase
by 40% by 2017.” Uwe Bullwinkel, Area Manager
Germany & Scandinavia, highlighted the development
within the core business ship classification and pointed
to the new division “Maritime Solutions”. Maritime
Solutions offers consulting, training, software solutions
and certification. The introduction reflects the growing
demand for technical consulting services. Further
tightening of exhaust emission limits has clearly added
to the demand for consulting by shipping companies
and shipyards. Mr Bullwinkel reinforced the notion of
ship efficiency. Therefore, the consulting branch con-
centrates on energy efficiency and the hydrodynamic
design of ships. It offers advice to shipping companies
and shipyards with respect to design and operational
questions.
See more details www.nafsgreen.gr/magazine/news-
room/class-societies/884-gl-expands-baltic-activities-
inaugural-meeting-of-gl-baltic-committee-


classnews54
DNV to advise Vietnam on LNG“We have a great belief in the Vietnamese market.and we look forward to contributing to the development of Vietnam in the wider sense through our broad range of competence including in LNG. Today’s frame agreement will take our already strong position in Vietnam a step further,” says DNV CEO Henrik O. Madsen.The agreement enables DNV to assist Vietnam on risk management issues associated with the use of LNG, how to use the waterways to distribute LNG and how to utilise LNG as fuel for the coastal shipping and river transportation.Vietnam has a growing demand for energy and will in future be dependent on imports. At the same time, it is – next to Bangladesh – the country in the world that will be most affected by the expected rise in sea level due to climate change. The nation is trying to find a balanced solution, and energy sources such as hydropower, wind energy and LNG as well as oil and coal will be part of the final solution.Big LNG plans By the end of this year, PetroVietnam cas Corp (PV Gas) plans to select an aggregator to buy LNG in the spot market for three years before committing to long-term supplies. The supplies will be received at a floating stor-age and regasification unit to be completed in 2012; this is a fast-track option in case the country needs gas earlier. PetroVietnam is finalising the location of a proposed gasification terminal in the south of the country. The 1 million tonne-per-year terminal is scheduled to be ready in 2015. Its capacity will be increased to 3 million and 6 million tpy in 2020 and 2025 respectively.Extensive expertise DNV has extensive competence regarding the use of LNG. DNV has provided services to 30% of the world LNG terminal projects. Furthermore, DNV was the first class society to introduce rules for LNG-fuelled ships back in 2001. DNV has invested considerably in research and development work to ensure further improve-ments. Over these same years, 20 LNG-fuelled ships – all classed by DNV – have been delivered and are today operating. The practical experience achieved from these vessels has been invaluable. DNV has been involved in a large number of studies on LNG since 2004, where different aspects of the use of LNG has been analysed, such as value chain assessments, consequences of LNG marine incidents and operability evalua-tions for multi-user terminals. Photo caption: Author: Eva Halvorsen
The Vietnamese Government has decided to start import-ing liquefied natural gas, and gasification terminals are already under develop-ment. Vietnam’s Deputy Prime Minister Hoang Trung Hai yesterday witnessed the signing of a Memorandum of Understanding (MoU) with DNV at its headquar-ters in Oslo. This sets the framework for DNV to work proactively with Petroviet-nam and their subsidiary PV Gas to safely and efficiently introduce and distribute LNG within Vietnam, and to assist in creating an appropriate legislative safety regime.
IACS expands membership
IACS has welcomed the Indian Register of Shipping (IRS) as the first new member after the introduction of new membership criteria in October 2009. The IACS Council accepted the full membership application of IRS during the first day of its 61st Council Meeting in Hamburg. IACS Chairman Dr Hermann J. Klein asked Captain J.C. Anand, Chairman of IRS, to support IACS ongoing efforts towards increasing ship safety and quality: “The membership of IRS in IACS is agood sign for our organization and for our clients. It is a reflection of the quality philosophy and high qual-ity standards imposed by the Indian Register of Shipping.” IRS has been “Associated Member” of IACS since 1991. This membership category was abandoned in October 2009 when IACS introduced a single class of membership.
Photo: Dr Hermann J. Klein, IACS Chairman (right), welcomes Captain J.C.Anand, Chairman of IRS (left), to IACS.

55classnews
Exchange Forum on Wind Turbine Installation VesselsOffshore engineering and windfarm development was the topic
of the GL First Class Exchange Forum in cooperation with
Samsung Heavy Industries, Beluga Hochtief Offshore, Huisman,
and BLM Jack up Systems. What are the solutions for offshore
installations? What type of vessels are required? What kind of
operational experience has been obtained in recent wind farm
installation projects? What are the regulatory boundaries? And
what can GL offer to ship owners, vessel operators and energy
utilities? All these questions had been addressed during the
offshore seminar which was attended by some eighty clients in
Hamburg’s International Maritime Museum.
Wind energy is one of the key renewable energy sources that will make a significant contribution towards the goals of clean energy around the world. The wind
energy industry is in a period of significant growth. New capacity is installed predominantly offshore rather than onshore at least in Europe.
According to the European Offshore Wind Market Report by GL Garrad Hassan, there is a massive demand on the current supply chain, e.g. turbine sup-
pliers, installation vessels, transformers for offshore sub-stations and most critically experienced personnel as well as grid connection issues and funding. Offshore
wind projects in Europe are at a stage of mass development with 1.5GW already operating and a further 100GW at the planning and development stages.
In respect to suitable installation vessels there seems to be a danger of insufficient number which could constrain offshore wind development in the coming years. It
is planned to install some 800 foundations and wind turbines p.a. till 2020. Turbines are getting bigger and heavier. The towers are growing, too. This requires new
installation vessels capable of handling the next generation of offshore turbines of between three to five Megawatts. Installation vessels specially designed to handle
bigger turbines will come into operation.
Read more details in www.nafsgreen.gr/magazine/newsroom/class-societies/1035-gl-exchange-forum-on-wind-turbine-installation-vessels
read more class news at www.nafsgreen.gr
The Lloyd’s Register Edu-cational Trust to fund emissions research at the National Techni-cal University of AthensLloyd’s Register’s independent charity foundation,
The Lloyd’s Register Educational Trust (The LRET),
has agreed to fund a research programme into ship-
ping emissions at NTUA over the next five years –
the commitment will be worth over €1,500,000.
The initiative is intended to look at the totality of
emissions from shipping in a holistic manner, to ad-
dress design, construction and operational aspects
to provide insight into potential solutions.
The agreement further extends The LRET’s support
for maritime education and research in Greece where
it has been very active since its launch in 2004, fund-
ing pre-university education, university education and
a major marine research programmes.
NTUA’s Professor Harilaos Psaraftis commenting on
the news said: “I am really happy to be associated
with the Centre of Excellence and look forward to
the next five years. The issues we shall be looking
at are at the forefront of knowledge development for
sustainability in maritime transport. Such knowledge
is multi-disciplinary and I can only look ahead to the
challenge of rigorously analysing these classes of
problems and finding solutions that are agreeable to
the major stakeholders.”
David Moorhouse, The LRET Chair of Trustees and
Lloyd’s Register Chairman, said: “The LRET is ex-
tending its support throughout the world in a number
of important areas. We want to encourage the study
and development of science, engineering and tech-
nology to help solve the many challenges the world
faces, such as climate change and the huge increase
in energy demand. Our work in Greece is part of this
effort for the wider public benefit”.
The LRET has a significant number of commitments
in Greece:
• The LRET provides undergraduate and post-graduate scholarships in naval architecture and/ or marine engineering to assist excep-tional students to further their maritime studies before taking up a career in shipping. The total support of these scholarships is more than €170,000. • The LRET has worked with the Union of Greek Shipowners (UGS) since 2004 to grant an an-nual postgraduate scholarship at Masters’ level for studies in maritime related sectors worth €12,600. The scholarship is awarded to Greek nationals for studies in internationally recog-nised universities anywhere in the world. • The LRET is also financially supporting HELMEPA (Hellenic Marine Environment Protection Association) in the expansion of HELMEPA Junior – a programme designed to promote marine environmental awareness in children up to 13 years old in Greece through a three year financing program that started in April 2008. •\ HELMEPA Junior, with support from The LRET, has been extended to the support of HELMEPA Cadets, a scheme aimed at young people between 13 and 30 years old. The total economic support is going to be more than €155,000.

awardsevents56
TECHNAVA awarded prestigious Danish Export Prize
On the 10th of June 2010, the export prize of honour ”The diploma of Danish Export As-sociation and His Royal Highness´ Medal of Honour” was awarded to the well-known Greek company TECHNAVA as an acknowledgement of the company´s outstanding contribution to Danish export within the maritime industry.
The Ambassador of Denmark to Greece, Mr Tom Norring, and the chairman of Danish Export Association, Mr Ulrich Ritsing, presented the diploma and the Medal of Honour to the President of TECHNAVA, Mr Byron Tomazos, during a ceremony at TECHNAVA´s stand at the exhibition Posidonia in Glyfada in the presence of the press, as well as important and influential guests invited to share the honor valued to the Greek company.
TECHNAVA was founded in 1968 aiming to supply marine equipment and technical sup-port to the Greek shipping industry. After 42 years of successful presence in the field, the company has managed to be one of the leading companies in supply, installation and service of equipment on board all types of ships. TECHNAVA’s present scope also includes services and equipment for the industrial sector and in particular for power plants, municipalities as well as the oilfield industry.
TECHNAVA represents first class manufacturers covering a wide range of equipment. Having customer satisfaction as an ultimate goal, TECHNAVA has always invested in acquiring good knowledge of the products represented, both technically and com-
mercially, in order to offer considerable added value to the manufacturers’ products promoted and marketed in the Greek shipping industry. These manufacturers have a strong brand name, highly reliable products, excellent and extended reference lists, competitive prices and global service networks capable of covering customers’ needs - any time, any place.
TECHNAVA has collaborated with highly esteemed Danish manufacturers of marine equipment for more than 30 years. Being market pioneers in their fields, AALBORG INDUSTRIES A/S - world leader in boiler engineering and manufacturing, VIKING LIFE-SAVING EQUIPMENT – market pilot in maritime safety providing a wide range of essential safety and rescue equipment, NORDHAVN A/S – with more than 50 years of experience in design and production of marine generating sets and SILENTOR – a well known company focusing on the development and manufacture of exhaust silencers, have managed to establish their brand names and become well appreciated amongst the Greek Shipowners, executives and seafarers. Their products are now best sellers and primary choices when it comes to selection of equipment.
TECHNAVA was nominated to the prestigious award by the Danish Community of world class manufacturers, as mentioned above, in recognition and appriciation of TECHNAVA’s personnel efforts to promote their products into the Greek Market
ICS Greek Branch – Piracy ConferenceWith particular success, the Conference of the Institute of Chartered Shipbrokers Greek Branch with the theme “Piracy – Time to Strike Back’’, took place at the Yacht Club Greece. Many well-established shipping professionals attended the conference, covering all sides of the industry.The speakers of the conference were Mr. Nicolas A. Tsavliris Chairman of the Tsavliris Salvage Group and of the ICS Greek Branch; Mr. Giles Noakes, BIMCO’s Chief Maritime Security Officer; Mr. Stephen Askins, Ince & Co Interna-tional Law Firm; Mr. John Platsidakis, Managing Director of the Anangel Maritime Services Inc.; Capt. Antonis Papaioannou, Commodore of the Hellenic Navy and Mrs. Kalathakis Anna, Senior Vice President - Legal Risk Management of the Navios Maritime Holdings. Each one of the speakers provided his insight and views on piracy and on how this threat to commercial shipping is increasing in number and severity. Mrs. Natalia Margioli Komninou, Managing Director of the ICS Greek Branch and HMC, opened the conference and stated that “Piracy and other criminal activities on the high seas cannot be allowed to continue. They are simply unacceptable and the international community has responsibility to do more”.More details www.nafsgreen.gr/magazine/events/past/870-ics-greek-branch-piracy-conference-
Andreas Tsavliris - Natalia Margioli FICS - Vasilios Chakos FICS - Mariela Tsavliri

57awardsevents
Η Royal Caribbean Cruises βραβεύει τον Navigator Travel & Tourist Services Βραβείο για την προσφορά στην ανάπτυξη της κρουαζιέρας στην Ελλάδα και για την εξαιρετική επίδοση στις πωλήσεις προϊόντων και υπηρεσιών κρουαζιέρας στην Ελλάδα έλαβε πρόσφατα ο Ταξιδιωτικού Οργανισμού Navigator Travel and Tourist Services από την Royal Caribbean Cruises. Το βραβείο παρέλαβε ο κ. Ανδρέας Στυλιανόπουλος, Αντιπρόεδρος και Διευθύνων Σύμβουλος του Ταξιδιωτικού Οργανισμού Navigator Travel and Tourist Services. “Η συγκεκριμένη διάκριση έρχεται σαν το φυσικό αποτέλεσμα της μακρόχρονης συνεργασίας μας με τον Navigator, δεδομένου ότι η πολυετής πείρα του και η εντατική δραστηριοποίηση της εταιρείας συνέβαλαν στην ανάπτυξη και αποτελεσματική προώθηση της κρουαζιέρας στην Ελλάδα. Είμαστε ιδιαίτερα ικανοποιημένοι από την στρατηγική συνεργασία μας με τον Navigator Travel & Tourist Services και εξίσου πεπεισμένοι πως από κοινού θα συμβάλουμε καθοριστικά στην περαιτέρω ανάπτυξη της στην περιοχή” δήλωσε η κα Helen Beck, Διευθύντρια Πωλήσεων της Royal Carib-bean International σε Ευρώπη, Μέση Ανατολή και Αφρική. Ο Αντιπρόεδρος και Διευθύνων Σύμβουλος του Navigator Travel & Tourist Services, κ. Ανδρέας Στυλιανόπουλος δήλωσε σχετικά: “Θα ήθελα να ευχαριστήσω την Royal Caribbean Cruises για αυτή την πολύ σημαντική διάκριση μας, που αποτελεί την επιβεβαίωση για την θετική πορεία της κρουαζιέρας στην Ελλάδα και την προσπάθειά μας για την ανάδειξή της. Θα ήθελα να διαβεβαιώσω πως θα συνεχίσουμε το έργο μας με τον καλύτερο δυνατό τρόπο ώστε να προσπεραστούν οι σκόπελοι και να καταστεί η αγορά κρουαζιέρας μια από τις ισχυρότερες στην περιοχή της Μεσογείου.”Ο ταξιδιωτικός οργανισμός Navigator Travel & Tourist Services είναι ένας από τους κορυφαίους ταξιδιωτικούς οργανισμούς στην Ελλάδα με περισσότερα από 40 χρόνια επιτυχημένης παρουσίας στην Ελληνική αγορά. Ιδρύθηκε στην Αθήνα το 1962 και καλύπτει κάθε μορφή τουριστικών αναγκών, από κρατήσεις ξενοδοχείων και επίγεια εξυπηρέτηση, από μεταφορές έως οργανωμένες περιηγήσεις, και από πώληση αεροπορικών και ακτοπλοϊκών εισιτηρίων έως την παροχή και προώθηση ολοκληρωμένων πακέτων κρουαζιέρων πολυτελείας καθώς αποτελεί τον αποκλειστικό αντιπρόσωπο (GSA) σε Ελλάδα, Κύπρο, FYROM, Βουλγαρία και Σλοβακία των εταιρειών Royal Caribbean International, Celebrity Cruises και Azamara Club Cruises. Λεζάντα Φωτογραφίας: (Από αριστερά) κ. Rama Rebbapragada, Περιφερειακός Αντιπρόεδρος των Royal Caribbean International, Celebrity Cruises και Azamara Cruises, κ. Ανδρέας Στυλιανόπουλος, Αντιπρόεδρος και Διευθύνων Σύμβουλος Navigator Travel and Tourist Services και κα Helen Beck, Διευθύντρια Πωλήσεων της Royal Caribbean International σε Ευρώπη, Μέση Ανατολή και Αφρική.
To Βραβείο Νίκη 2010 στον κ. Ευθύμιο ΜητρόπουλοΣτο Γενικό Γραμματέα του Διεθνούς Ναυτιλιακού Οργανισμού (IMO) των Ηνωμένων Εθνών, Ευθύμιο Μητρόπουλο θα απονεμηθεί φέτος το βραβείο Νίκη που δίνει κάθε χρόνο το ερευνητικό και εκπαιδευτικό Ινστιτούτο Αριστείας ΑΙΤ (Athens Information Technology Center of Excellence for Re-search and Education). Το βραβείο τιμάει διεθνώς διακεκριμένους Έλληνες ή Ελληνικής καταγωγής επιστήμονες για την καθοριστική τους συμβολή στην παγκόσμια πρόοδο των επιστημών και της τεχνολογίας.Ο κ. Μητρόπουλος βραβεύεται για την συνεισφορά του στην πρόοδο του διεθνούς δικαίου και της τεχνολογίας για την ασφάλεια στη θάλασσα και την προστασία του θαλάσσιου περιβάλλοντος διεθνώς.Γεννήθηκε στον Πειραιά σε ναυτική οικογένεια από το Γαλαξίδι. Αποφοίτησε από την Σχολή Εμποροπλοιάρχων Ασπροπύργου και την Σχολή Δοκίμων Αξιωματικών Λιμενικού Σώματος και σπούδασε ναυτιλιακά οικονομικά στην Ιταλία και ναυτική και θαλάσσια τεχνολογία στην Αγγλία. Υπηρέτησε ως αξιωματικός του εμπορικού ναυτικού και του Λιμενικού Σώματος. Διετέλεσε Λιμενάρχης Κέρκυρας για δύο χρόνια μέχρι την πρόσληψη του από τον ΙΜΟ το ’79, όπου, μεταξύ άλλων, ηγήθηκε της προσπάθειας για τη θεσμοθέτηση ενός ολοκληρωμένου σχεδίου έρευνας και διάσωσης στη Θάλασσα. Έχοντας τοποθετηθεί βοηθός Γενικός Γραμματέας από το 2000, ορίστηκε Γενικός Γραμματέας του ΙΜΟ για την περίοδο 2004 – 2008, θέση στην οποία επανεξελέγει το Νοέμβριο του 2006. Η θητεία του λήγει το 2012.
Το Βραβείο Νίκη 2010 θα απονεμηθεί σε εκδήλωση που θα γίνει την Πέμπτη 16 Δεκεμβρίου στο ξενοδοχείο Μεγάλη Βρετανία. Επίσημος ομιλητής θα είναι ο ο πρόεδρος του Διεθνούς Ναυτιλιακού Επιμελητηρίου (ICS/ISF), κ. Σπύρος Πολέμης.Για περισσότερες πληροφορίες: www.ait.gr/niki2010Όλα τα έσοδα από την εκδήλωση θα διατεθούν στο ταμείο υποτροφιών, βραβείων και οικονομικής βοήθειας σπουδών των Φίλων του ΑΙΤ.
The second WISTA MED meetingThe second WISTA MED meeting took place recently in Ma-drid and the Spanish Chapter warmly hosted over 40 WISTA ladies. This very well organised second annual meeting was attended by members from Italy, Greece, Turkey, Israel and Poland, as well as their hosts from Spain. The meeting offered an excellent opportunity for renewal of friendships, networking and discussions about the ongoing political and financial happenings, with particular attention to their effects on the shipping activities in their country.The new Spanish Wista President Mrs. Laura Ferrario, Mrs,Consuelo Rivero, Secretary for both the Spanish Chap-ter and Wista International ExCo, as well as the rest of the Spanish group saved no effort to create a memorable event for all the participants. The seven-member Greek delegation of WISTA Hellas was led by the President, Mrs. Anna-Maria Monogioudi, who presented the programme of the Annual WISTA Conference 2010 which is due to take place in Athens from September 29th to October 1st at the Divani Apollon Palace Hotel & Spa. The 3-day programme will include important issues on the conference topic “Achieving Sustainability-Paving the Way to Shipping Excellence” (www.wistaconference.org) Read more www.nafsgreen.gr/magazine/events/past/853-the-second-wista-med-meeting-in-madrid

awardsevents58
Θεμιστοκλής Βώκος*:Τα φετινά Ποσειδώνια ήταν τα καλύτερα από τη γέννηση του θεσμού
“Τα Ποσειδώνια έκλεισαν φέτος στις 11 Ιουνίου σημειώνοντας την καλύτερη τους εμφάνιση από τη γέννηση του θεσμού. Το διεθνές γόητρο της 22ης διοργάνωσης απεικονίζεται σε ένα σύνολο εντυπωσιακών αριθμών, που σε κάθε επίπεδο ξεπέρασαν κάθε προηγούμενο ρεκόρ της έκθεσης, καθώς κι από τους σημαντικούς επισκέπτες που ξεναγήθηκαν στους διαδρόμους της. Περισσότεροι από 17.000 επισκέπτες από 76 κράτη επισκέφτηκαν τα Ποσειδώνια 2010, ενώ 1.859 εκθέτες από 86 κράτη πρόβαλαν τις υπηρεσίες και τα προϊόντα τους στον εκθεσιακό χώρο που εφέτος είχε έκταση 31.000τμ. Επίσης η φετινή διοργάνωση χαρακτηρίστηκε από μία αύξηση του εκθεσιακού χώρου της τάξεως του 11,5%, ενώ η παρουσία της συμμετοχής από την Άπω Ανατολή (Ιαπωνία, Κορέα, Κίνα, Σιγκαπούρη, Ινδίες) αυξήθηκε κατά 45% σε σχέση με εκείνη που κατέλαβαν το 2008. Τα Ποσειδώνια αποτυπώνουν τις δυνατότητες της παγκόσμιας ναυτιλιακής βιομηχανίας, συσφίγγουν εμπορικούς δεσμούς μεταξύ διεθνών ναυτιλιακών εταιρειών και προωθούν την οικονομική ανάπτυξη της Ελλάδας, αλλά και των ηγετικών ναυτικών εθνών παγκοσμίως. Εκτός όμως από το φετινό ρεκόρ συμμετοχής στην Έκθεση που επιβεβαιώνει τη σημασία της ελληνικής ναυτιλιακής βιομηχανίας στον τομέα των θαλασσίων μεταφορών, τα Ποσειδώνια προσελκύουν χιλιάδες επισκέπτες από όλο τον κόσμο στη χώρα μας, γεμίζοντας τα ξενοδοχεία και συμβάλλοντας ουσιαστικά στην ανάπτυξη του εκθεσιακού τουρισμού, σε μια εποχή που κάτι τέτοιο είναι αναγκαίο.
Εμείς ως διοργανωτές είμαστε ιδιαίτερα χαρούμενοι και ικανοποιημένοι από τα φετινά Ποσειδώνια, τα μεγαλύτερα στη 40χρονη ιστορία τους, καθώς σε δύσκολη περίοδο για την χώρα μας η ναυτιλία δείχνει και πάλι το δρόμο της οικονομικής ανάπτυξης, της δημιουργίας νέων θέσεων εργασίας και της κοινωνικής ευημερίας. Τέλος σημειώνουμε ότι ήδη από την τελευταία ημέρα της διοργάνωσης ξεκίνησαν οι αιτήσεις για μεγαλύτερο χώρο από ελληνικές και ξένες εταιρείες της ναυτιλιακής βιομηχανίες, οι οποίες και εξέφρασαν έντονα την επιθυμία να βελτιώσουν περαιτέρω την παρουσία τους στην επόμενη διοργάνωση της Έκθεσης, σε δύο χρόνια, τον Ιούνιο του 2012”. * Πρόεδρος των Εκθέσεων Ποσειδώνια Α.Ε
Βραβείο στη Hellenic Seaways
Το βραβείο της Κορυφαίας σε Βαθμολογία στην κατηγορία Ακτοπλοϊκές Εταιρείες Εσωτερικού παρέλαβε η Hellenic Seaways σε εκδήλωση που διοργανώθηκε πρόσφατα στο πλαίσιο των βραβείων κοινού που πραγματοποίησε για πρώτη φορά στη χώρα μας το περιοδικό Conde Nast Traveller.Πιο αναλυτικά, εκτός από τη διάκρισή της με ποσοστό 88,24% στην παραπάνω κατηγορία, η Hel-lenic Seaways κατέκτησε την πρώτη θέση στις επιμέρους κατηγορίες «Αντιμετώπιση Ανηλίκων» με ποσοστό 87,51%, «Εγκαταστάσεις/ Δραστηριότητες» με ποσοστό 92,34% και «Service/ Προσωπικό» με ποσοστό 87,66%. Παράλληλα, αναδείχθηκε στις κορυφαίες θέσεις στις κατηγορίες που αφορούσαν στο «Περιβάλλον / Εσωτερική Διακόσμηση», «Γεύση / Εστιατόρια» και «Φιλικότητα προς το Περιβάλλον» αλλά και αξιόλογη βαθμολογίες στις υπόλοιπες κατηγορίες για την ποιότητα υπηρεσιών και τις υποδομές του στόλου της όπως «Δρομολόγια / Ποικιλία προορισμών», «Βραδινή ζωή / Διασκέδαση» και «Ανέσεις καμπίνας».Το Conde Nast Traveller, το No1 ταξιδιωτικό περιοδικό στον κόσμο, διοργανώνει από το 1998 τα ετήσια βραβεία κοινού μέσω των οποίων αναδεικνύονται οι προορισμοί, τα ξενοδοχεία, τα μέσα μεταφοράς και οι υπηρεσίες, που ανταποκρίθηκαν με επιτυχία στις προσδοκίες των αναγνωστών του. Ακολουθώντας τις προδιαγραφές της αντίστοιχης διοργάνωσης στη Μεγάλη Βρετανία και την Αμερική, η ελληνική έκδοση του περιοδικού έδωσε την ευκαιρία στο ελληνικό κοινό να εκφράσει τη δική του άποψη και να αναδείξει τις κορυφαίες εταιρείες της ελληνικής τουριστικής βιομηχανίας.Πρόκειται για μία ιδιαίτερα τιμητική βράβευση για την Hellenic Seaways, που τα τελευταία 5 χρόνια έχει κάνει σημαντικές επενδύσεις για την επέκταση και τον εκσυγχρονισμό του στόλου της, στοχεύοντας στην παροχή κορυφαίων υπηρεσιών ακτοπλοϊκών μεταφορών και φιλοξενίας στις ελληνικές θάλασσες. Επιπλέον, η ανάδειξή μας ως Κορυφαίας σε Βαθμολογία Ακτοπλοϊκής Εταιρείας Εσωτερικού, αλλά και η υψηλή βαθμολογία μας στις επί μέρους κατηγορίες από τους αναγνώστες του Conde Nast Traveller, είναι για εμάς η καλύτερη ανταμοιβή των προσπαθειών μας να προσφέρουμε άψογη εξυπηρέτηση προς τους ταξιδιώτες, κάνοντας κάθε έναν να αισθάνεται ξεχωριστός, πάντα με το πιο ζεστό χαμόγελο των ανθρώπων μας.
Επιβράβευση του έργου της εθελοντικής επιμόρφωσης της HELMEPAΗ Κριτική Επιτροπή των Βραβείων Seatrade με Πρόεδρο το Γενικό Γραμματέα του ΙΜΟ, Ε. Μητρόπουλο και Μέλη δέκα Οργανισμούς της παγκόσμιας ναυτιλίας, απένειμε στη HELMEPA, την Ελληνική Ένωση Προστασίας Θαλάσσιου Περιβάλλοντος, το Βραβείο στην κατηγορία Investment in People για την προσφορά εθελοντικής ανανεούμενης επιμόρφωσης στην Ελληνική ναυτιλιακή κοινότητα.
Η τελετή απονομής των Βραβείων έγινε στο ιστορικό Guildhall του Λονδίνου, στη διάρκεια επίσημου δείπνου παρουσία μελών της διεθνούς ναυτιλιακής κοινότητας. Τιμώμενο πρόσωπο ήταν ο Πρώτος Λόρδος του Ναυαρχείου και Αρχηγός του Βασιλικού Βρετανικού Ναυτικού, Admiral Sir Mark Stanhope, ο οποίος και απένειμε τα Βραβεία. Παραλαμβάνοντας το Βραβείο της HELMEPA, η Κριστιάνα Πρεκεζέ, επικεφαλής του Ναυτιλιακού Επιμορφωτικού Κέντρου της ένωσης, μίλησε στους παρισταμένους λέγοντας ότι αυτό αποτελεί αναγνώριση της δέσμευσης των χιλιάδων Ελλήνων ναυτικών που, έχοντας παρακολουθήσει τα προγράμματα και ως εθελοντές μέλη της HELMEPA, εκτελούν τα καθήκοντα τους με υποδειγματικό τρόπο, γεγονός που φαίνεται από τα αποτελέσματα των ελέγχων του Port State Control των πλοίων μελών διαχρονικά. Η βράβευση, πρόσθεσε, αντανακλά την αφοσίωση των μελών, εταιρειών και οργανισμών, που πολλοί ήταν παρόντες στο Guildhall και τέλος ευχαρίστησε, εκ μέρους του άμεσου συνεργάτη της Στέλιου Βολάκη και της ομάδας της, τον Οργανισμό Seatrade και τους Κριτές για τη μεγάλη αυτή τιμή.

ακροθαλάσσια 59
8 χρόνια BLUE STAR FERRIESστη γραμμή Δωδεκαννήσου
Η Attica Group με χαρά ανακοινώνει τη συμπλήρωση οκτώ χρόνων συνεχούς και επιτυχημένης παρουσίας στη γραμμή της Δωδεκανήσου.
Η δρομολόγηση των πλοίων BLUE STAR προσέφερε και προσφέρει υπηρεσίες ποιότητας, διατήρηση του μεταφορικού έργου της γραμμής και του εισερχόμενου τουρισμού
σε μία εποχή εξαιρετικά δύσκολη για τις τουριστικές περιοχές.
Η Blue Star Ferries ξεκίνησε τα δρομολόγιά της στις 22 Ιουλίου του 2002 στη γραμμή Πειραιά-Δωδεκανήσου, εγκαινιάζοντας με νέους χρόνους την καινούρια εποχή στο
θαλάσσιο ταξίδι στα Δωδεκάνησα.
Στα οκτώ χρόνια παρουσίας της Blue Star Ferries έχουν πραγματοποιηθεί 5.000 δρομολόγια, μεταφέροντας 4.781.663 επιβάτες, 785.786 οχήματα ιδιωτικής χρήσης και
366.660 φορτηγά.
Η Blue Star Ferries δραστηριοποιείται στα Δωδεκάνησα με 3 πλοία, τα BLUE STAR 1, BLUE STAR 2 και ΔΙΑΓΟΡΑΣ, συνδέοντας τα Δωδεκάνησα με ένα έως δύο δρομολόγια
καθημερινά, με ποιότητα, άνεση, συνέπεια και ταχύτητα.
Η Blue Star Ferries αισθάνεται την υποχρέωση να ευχαριστήσει για την προτίμηση και την επιλογή τους, τόσο τους επιβάτες όσο και τους επαγγελματίες και ταυτόχρονα
θέλουμε να υποσχεθούμε ότι θα συνεχίσουμε τις προσπάθειές μας για την ποιοτική αναβάθμιση της γραμμής της Δωδεκανήσου.
ASC migrates Collins Class digital model to AVEVA Marine environmentAVEVA Group plc (LSE:AVV), one of the world's leading providers of engineering design and information management
solutions to the plant, power and marine industries, announced that ASC, amongst Australia’s most advanced naval war-
ship and submarine builders, has successfully migrated the digital model of the Collins Class submarines from a legacy
system to AVEVA Marine.
In 2003, ASC signed a multi-billion dollar Through-Life Support (TLS) contract with the Defence Materiel Organisation for
design enhancements, maintenance and support of the Collins Class Submarines.
Following this, ASC recognised the need to further improve their ability to manage legacy data as well as new information
arising from the TLS program. AVEVA offered them the opportunity to automate a transfer of the data model from their
legacy systems into AVEVA Marine. This has allowed ASC to reuse the original Collins Class design data in an optimal
way while providing the most advanced solutions for marine engineering of new programs.
Peter Finch, President, AVEVA Asia Pacific, said:
“AVEVA Marine’s open architecture enables integration with other third party solutions ensuring interoperability. This is
especially important in the naval sector as a project’s lifecycle from design to decommissioning may span over four dec-
ades. During this period, there are bound to be multiple systems used to design, build, maintain and upgrade the project.”
Mr. Finch continued:
“AVEVA Marine has been used in advanced navy projects in the US, Europe and Asia Pacific. It is well-suited to complex
naval projects and supports global collaboration with multiple stakeholders and subcontractors in a secured environment.”
Jack Atkinson, General Manager Design and Engineering, ASC, said:
“AVEVA has been fast to respond to our needs. ASC continues to build a strong partnership with AVEVA, and this will
ensure the ongoing success of ASC current and future projects.”
Νέο ΔΣ για την Ένωση Πλοιοκτητών ΡυμουλκώνΣυγκροτήθηκε σε σώμα το νέο Δ.Σ. που προέκυψε
από τις αρχαιρεσίες της Ένωσης Πλοιοκτητών
Ρυμουλκών και Ναυαγοσωστικών Πλοίων.
Η σύνθεση του νέου Δ.Σ. έχει ως εξής:
Πρόεδρος:
Μιχάλαρος Αναστάσιος Αντιπρόεδρος:
Ζούρος ΝικόλαοςΓεν. Γραμματέας:
Μπενζονάνας Ιωάννης Ταμίας:
Ξηραδάκης ΠαύλοςΜέλη:
Βατίστας Ανδρέας – Γιαννίσης Γεώργιος – Ζουμπούλης ΙωάννηςΛυμπουσάκης Κωνσταντίνος – Τσαβλίρης Νικόλαος

ακροθαλάσσια60
Νέες υπηρεσίες από την Otesat - MaritelΗ Otesat - Maritel, συνεπής στις αρχές της για παροχή
ανταγωνιστικών και αξιόπιστων ολοκληρωμένων
λύσεων δορυφορικών επικοινωνιών, που
ανταποκρίνονται σε όλο το εύρος των απαιτήσεων της
σύγχρονης Ναυτιλίας και αξιοποιώντας τις εξελίξεις στο
χώρο της Πληροφορικής, πρωτοπορεί εντάσσοντας
στη γκάμα των υπηρεσιών της “On-Demand” λύσεις
ναυτιλιακού ERP λογισμικού, καθώς και σχετικές
Cloud Computing υπηρεσίες. Παραμένοντας πιστή
στη φιλοσοφία «value for our customer’s money», η
Otesat-Maritel θα παρέχει τις On-Demand εφαρμογές
λογισμικού σε συνδυασμό με Cloud Computing
υπηρεσίες στις πλέον ανταγωνιστικές τιμές της αγοράς,
ενώ η υποστήριξη των υπηρεσιών θα γίνεται από το
εξειδικευμένο Customer Care τμήμα της Otesat-Maritel,
24/7.
Σε πρώτη φάση, θα διατίθενται σύμφωνα με το μοντέλο
On-Demand οι εξής εφαρμογές λογισμικού:
Microsoft Dynamics NAV Planned Maintenance System (PMS),Microsoft Dynamics NAV Procurement Process Solution (PPS) καιMicrosoft Dynamics NAV International Safety Man-agement (ISM) Administrator,που θα μπορούν να συνδυαστούν με Cloud Comput-
Malaysian ship design and consultancy provider UNITED SHIP DESIGN SDN BHD (USD) has licensed the Com-
puter Aided Engineering (CAE) software system FRIENDSHIP-Framework. USD is the first Malaysian customer
of FRIENDSHIP SYSTEMS. The company introduces the software to its design and consultancy work to enhance
both the performance and energy efficiency of its designs and to streamline and professionalize its process
chains. The license of FRIENDSHIP-Framework 2.1 is part of a design package that FRIENDSHIP SYSTEMS
offers in collaboration with Swedish flow expert FLOWTECH.
FRIENDSHIP-Framework is a CAE software system for the simulation-driven design of optimal functional sur-
faces like ship hulls, rudders, propellers and other maritime systems exposed to a flow regime. The development
of optimally task-suitable, energy efficient, high performing designs is achieved in a streamlined design process
which is built around integrated simulation. Parametric modelling, variant generation and assessment, as well as
hydrodynamic optimization are key design steps which, fed by the simulation results, lead to an optimal design.
As a dedicated flow code for the hydrodynamic assessment of ships and their flow phenomena, FLOWTECH’s
SHIPFLOW has a proper interface to the FRIENDSHIP-Framework.
The Potsdam-based company has released the latest upgrade of the simulation-driven design software
FRIENDSHIP-Framework, version 2.1, in late 2009. A new major release with further enhanced functionality and
user-friendliness is planned for fall 2010.
UNITED SHIP DESIGN improves efficiency with FRIENDSHIP-Framework
Η Ένωση Τραπεζικών & Χρηματοοικονομικών Στελεχών
Ελληνικής Ναυτιλίας εκφράζει την αμέριστη ικανοποίηση
της για την επανασύσταση του Υπουργείου Ελληνικής
Ναυτιλίας με το νέο του τίτλο “Υπουργείο Θαλασσίων
Υποθέσεων, Νήσων και Αλιείας”. Σύμφωνα με την
Ενωση η περίοδος που διανύει η ελληνόκτητη ναυτιλία
άλλα και εν γένει όλη η ναυτική και ναυτιλιακή οικογένεια
είναι κρίσιμη λόγω της παγκόσμιας οικονομικής
συγκυρίας. Σημαντικός κρίκος της ναυτιλιακής αλυσίδας,
το χρηματοπιστωτικό σύστημα, έχει και αυτό δοκιμαστεί
από την κατάρρευση της παγκόσμιας οικονομίας στα
τέλη του 2008 αλλά σε μεγάλο βαθμό κατάφερε να
ανταποκριθεί στη στήριξη της Ελληνικής Ναυτιλίας λόγω
του ότι οι Ελληνικές και οι ξένες τράπεζες αναγνωρίζουν
την σημασία του κλάδου στις παγκόσμιες μεταφορές την
οικονομική του ευρωστία και την προοπτική του.
Κύριοι μοχλοί προώθησης της Ένωσης παραμένουν
η προσέλκυση επενδυτών και χρηματοδοτών και
η συνεχιζόμενη εκπαίδευση των τραπεζικών και
χρηματοοικονομικών στελεχών της Ελληνικής ναυτιλίας.
Ο αναμφισβήτητος στόχος της θαλάσσιας οικογένειας
θα πρέπει να είναι η διατήρηση των κεκτημένων
στην παρούσα ανταγωνιστική περίοδο που άλλες
χώρες αναπτύσσουν ταχύτατα τον στόλο τους άλλα
και η προσέλκυση νέων τόσο στο ναυτικό όσο και στο
ναυτιλιακό επάγγελμα. .
ing υπηρεσίες όπως Dedicated Resources, BackUp
Services, κλπ., προκειμένου να καλύψουν τις διαρκώς
αυξανόμενες ανάγκες της Ναυτιλιακής Βιομηχανίας.
Τα βασικά πλεονεκτήματα του On-Demand μοντέλου
διάθεσης των ναυτιλιακών ERP εφαρμογών λογισμικού
συνοψίζονται στην άμεση διαθεσιμότητα αυτών και των
σχετικών Cloud Computing υπηρεσιών, στο μηδενικό
κόστος αρχικής επένδυσης και συντήρησης του
λογισμικού καθώς και της απαραίτητης πληροφοριακής
υποδομής, στο ευέλικτο μοντέλο πληρωμής Pay-as-
You-Go/Pay-as-You-Grow και τέλος στη δυνατότητα
προσβασιμότητας από οποιοδήποτε γεωγραφικό
σημείο στο πλανήτη. Το μόνο που απαιτείται για
την άμεση χρήση των εφαρμογών λογισμικού είναι
η διασύνδεση ενός ηλεκτρονικού υπολογιστή στο
διαδίκτυο (Internet).
Οι εφαρμογές/υπηρεσίες αυτές θα παρέχονται με τη
μορφή μηνιαίας μίσθωσης ανάλογα με τις ανάγκες
των ναυτιλιακών επιχειρήσεων, μεγιστοποιώντας,
ανεξάρτητα του μεγέθους τους, τα συγκριτικά
τους πλεονεκτήματα έναντι του ανταγωνισμού.
Συγκεκριμένα, το On-Demand μοντέλο παρέχει
τη δυνατότητα σε μικρές και μεσαίες ναυτιλιακές
επιχειρήσεις να διαθέτουν Πληροφοριακά Συστήματα,
που λόγω του υψηλού τους κόστους, κατείχαν
στο παρελθόν μόνο οι μεγάλοι όμιλοι του κλάδου.
Παράλληλα, οι μεγάλοι ναυτιλιακοί οργανισμοί θα
μπορούν πλέον να εναρμονιστούν με την ανερχόμενη
τάση που παρατηρείται σε παγκόσμιο επίπεδο για
ανάθεση της διαχείρισης των Πληροφοριακών τους
Συστημάτων σε εξωτερικούς συνεργάτες (IT outsourc-
ing), προκειμένου να επιτύχουν τη δραστική μείωση του
λειτουργικού τους κόστους.
Η νέα υπηρεσία προκύπτει μέσα από τη συνεργασία με
την εταιρεία ανάπτυξης λογισμικού Fortune Technolo-
gies, η οποία με πολύχρονη εμπειρία και προηγμένη
τεχνογνωσία αναπτύσσει ναυτιλιακές εφαρμογές ERP
λογισμικού, διεθνώς βραβευμένες και αναγνωρισμένες,
βασιζόμενη στη πλατφόρμα Microsoft Dynamics NAV
της Microsoft Inc. και την εταιρεία παροχής υπηρεσιών
φιλοξενίας InterWorks, η οποία κατέχει ηγετική θέση στη
παροχή υπηρεσιών Cloud Computing Services καθώς
και Managed & Outsourced Services, ενώ το ιδιόκτητο
Dynamic Data Center της Interworks υπόκειται
στον έλεγχο της Αρχής Διασφάλισης Απορρήτου
Επικοινωνιών (ΑΔΑΕ), όντας από τις πρώτες εταιρίες
του κλάδου της που υπέβαλε Πολιτική Ασφαλείας και
έχει πιστοποιηθεί από τον διεθνή οργανισμό TUV (TUV
h/04/839/Rev.0) Αμφότερες οι εταιρείες αποτελούν Gold
Certified συνεργάτες της Microsoft Inc.
Για το νέο Υπουργείο

ABB Turbocharging Expands Service Network, Launches New Offerings
ABB Turbocharging based in Baden, Swit-
zerland has been extremely active in further
developing both its service arrangements
and its service offerings in the past year.
In a continuous improvement process,
ABB Turbocharging is responding to strong
growth in the global population of its turbo-
chargers - over 190,000 units are currently
in the field – by expanding and optimizing
its global network of Service Stations. The
moves take account of changes in geo-
graphical demand for turbocharger service
and ensure ABB Turbocharging’s traditional
proximity to its customers. The company’s
s new service offerings likewise result from
a proactive approach to addressing end
user needs and target optimized levels of
engine power, fuel economy, availability and
exhaust emissions by assisting operators to
keep their turbochargers in top condition at
economic cost.
Service Network
Bringing the total to 110 worldwide, ABB’s
network of service stations has been augmented by
new outlets in Cagua, Venezuela; Barcelona, Spain;
Naples, Italy; Douala, Cameroon; Dar Es Salaam,
Tanzania; Haifa, Israel; Qingdao, China; and Limassol,
Cyprus. In addition, to ensure the highest standards
of service technician training, of a new training centre
for ABB service technicians was opened at the Service
Center in Baden, Switzerland.
New Offerings The new offerings launched in the past year by ABB
Turbocharging are its CPEX part exchange scheme,
its MMA managed maintenance program and a new
turbine blade retrofit package. At the same time, the
company reports that its longer established OPAC
Operation Performance Package is gaining increasing
acceptance from year to year.
OPAC With the OPAC Operation Performance Package, ABB
Turbocharging offers engine operators the chance to
delegate responsibility for maintenance, repair and
planned overhauls of turbochargers to its global net-
work of OEM standard service outlets. For a fixed price
per operating hour and covering an agreed number of
operating hours – for example 20,000 or 60,000 - ABB
Turbocharger assumes responsibility for the reliable,
economic operation of the turbocharger, ensuring both
prompt, well planned servicing and preventive mainte-
nance. Crucially, only original ABB Turbocharger ser-
vice parts are used and all work is carried out by ABB
Turbocharging’s highly qualified service personnel.
Among prominent new OPAC agreements was the first
with an engine builder as opposed to an engine opera-
tor. This agreement covers ABB Turbocharging’s TP-
L69A turbochargers on type LH46LA/6L35MC engines
from Hanshin Diesel of Japan, and hence transfers the
benefits of the OPAC offering to Hanshin’s new engine
customers from their engine’s first operating hour.
Customized packages Like all OPAC agreements, the arrangement with
Hanshin is customized to the specific needs of the
turbocharger or turbochargers in question, based on a
detailed assessment of the relevant operating profile
by the ABB Turbocharging Service Network. The ap-
praisal includes turbocharger condition at the outset
of OPAC servicing, previous service history, expected
annual running hours and - in the case of marine appli-
cations - the planned ports-of-call of the ship on which
the turbocharger or turbochargers are installed.
Eligible for OPAC delegated servicing are 2- and
4-stroke diesel engines in both marine and in station-
ary applications. ABB Turbocharging offers two OPAC
modules - OPAC BASE covers regular overhauls and
service needs related to wear and tear, while OPAC
PREMIUM also allows a number of unforeseen circum-
stances to be included into the agreement - foreign
object damage for example.
MMA For turbocharger end users wanting close support of
turbocharger servicing rather than complete delega-
tion, ABB Turbocharging’s Managed Maintenance
Agreements (MMAs) are proving popular. Under
MMAs, ABB proactively informs the end user of an ap-
proaching service event well in advance and prepares
a quotation which takes the form of standardized,
predefined service packages including negotiated fixed
labor rates. MMAs thus give the turbocharger end user
the benefits of early ordering while allowing ABB to
support the management of the equipment.
CPEX The CPEX customer part exchange program com-
mits ABB to carrying strategic stocks of selected
reconditioned parts which it supplies in exchange for
used parts. CPEX reconditioned parts come with the
ABB global service warranty and presently cover:
shafts and bearing casings for the TPS turbocharger
sizes TPS 48, TPS 52 and TPS 57 installed on
specific engines; turbine blades for TPL turbocharg-
ers; turbine blades, bearings and pumps for VTR and
VTC turbochargers; VTG modules for TPS and TPL
turbochargers.
CPEX thus has two major benefits: it reduces costs
and downtime for turbocharger end users by providing
faster availability of frequently ordered service parts
at lower financial outlay; it is a major step towards
greater sustainability since it recycles the overwhelm-
ing portion of the value ABB adds to turbocharger
components during their manufacture.
New retrofit package In a new option on axial turbochargers with exchange-
able blades, ABB is offering scraper blades coated at
their tips with hard material as a remedy for tip wear on
standard blades caused by contact with hard deposits
on diffusers in turbochargers on engines running on
heavy fuel oil (HFO). The new option is described in
detail in a separate ABB Turbocharging press release.
ακροθαλάσσια 61

ακροθαλάσσια
ABB Turbocharging’s CPEX Program Confirms Cost and Time Benefits
Safety and Reliability Paramount in Reconditioned Part Exchange Program ABB Turbocharging’s Service Network has reported an excellent reception for its CPEX “Customer Part Exchange”
program, which aims to reduce service downtime and costs via faster replacement of parts for turbochargers on diesel
and gas engines in both marine and stationary applications.
The CPEX program was launched by ABB Turbocharging in late 2008 and involves the exchange of certain used parts
from ABB turbochargers against original ABB reconditioned parts.
The program presently covers:
• Shafts and bearing casings for the TPS turbocharger sizes TPS 48, TPS 52 and TPS 57 installed on specific engines
• Turbine blades for TPL turbochargers
• Turbine blades, bearings and pumps for VTR and VTC turbochargers
• VTG modules for TPS and TPL turbochargers.
Arne Brand, General Manager End User Sales at ABB Turbocharger Service in Baden reports that more parts will be
added to the CPEX program in due time. Explaining the fundamentals of the program he notes that safety and reliabil-
ity are paramount in the choice of the parts to be reconditioned and the reconditioning process itself.
“Full information regarding the acceptance criteria for the CPEX program is available from local ABB Turbocharg-
ing service stations around the world but essentially there are three conditions. First, service customers can take
advantage of this option provided that the parts presented in exchange for ABB reconditioned parts are eligible for the
CPEX program. Second, all safety and reliability criteria must be met. This means, for example, that a TPS shaft being
exchanged for a CPEX shaft must have run less than half the number of hours recommended by the ABB Turbo-
charger SIKO Safety Design Concept before a replacement becomes due. Third, it must not have suffered any foreign
object or transportation damage and never have had any repairs carried out on it previously. Similarly, shafts from TPS
turbochargers are only eligible for CPEX exchange once and CPEX parts subsequently have their running time reset
to half the recommended SIKO exchange interval.”SIKO The SIKO concept, on which this CPEX eligibility criterion is based, was developed by ABB to support customers’
efforts to coordinate and optimize their maintenance schedules by identifying the ideal time to exchange key turbo-
charger components. At its core are exchange intervals defined by ABB which aim to ensure that safety and reliability
are maximised and that service costs are kept as low as possible over a turbocharger’s lifecycle. Turbocharger running
hours are logged in ABB Turbocharging’s central ATURB databank, located at the Baden Service Center. In the case
of turbochargers serviced exclusively by ABB, ATURB contains complete detailed service event and operating hour
histories.
Cost, speed and quality benefits An example of the potential savings of the CPEX program is the use of CPEX turbine blades. “Our calculations show
that it is only necessary to replace used blades with CPEX blades once during the SIKO recommended running period
for a turbocharger in order to save up to seven times that investment in fuel costs,” Brand explains.
Quality and reliability “off the shelf”As stated, the CPEX program applies to turbochargers on both diesel and gas engines in both marine and stationary
applications and as well as the economic attractions of reconditioned parts, CPEX parts are stocked with an assurance
of ABB Turbocharger’s standard 48 hour spare parts availability to minimise engine downtime.
“Crucially, also, CPEX reconditioned exchange parts come with the ABB global service warranty, “ Brand states. “Cus-
tomers are assured of the highest quality and reliability, since all reconditioning work is done at ABB Turbocharging
headquarters in Baden or at selected locations in ABB’s worldwide network. We use the very latest technologies and
equipment – and of course the know-how exclusive to the OEM.”
Technical qualification.To confirm the mechanical integrity of all parts, and hence their qualification for the CPEX program, ABB performs
comprehensive tests. These range from material analyses to high cycle fatigue tests and include a rigorous check of,
for example, turbine blade geometry. “The tests also confirm the essential role of OEM know-how and use of advanced
technology, such as laser welding, in the reconditioning of turbocharger components, especially in the case of the
rotating parts,” Brand concludes. “Thus, customers choosing CPEX parts can be sure of not only high performance but
also the reliability and operational safety they have come to expect from ABB Turbochargers.”
62

Alfa Laval wins groundbreaking orders for PureBallast
Alfa Laval has received two orders of record size for Alfa Laval PureBallast systems from two leading ship yards in Korea. The systems will be installed on board 14 vessels built for A.P Møller – Maersk. The total order value is about 80 MSEK and the delivery is scheduled for 2011 and 2012.“These are groundbreaking orders in many ways”, says Lars Renström, President and CEO of the Alfa Laval Group. “They include the 100th system sold, and are of
record size, both in terms of value as in number of systems – on top of that it also involves some of the major players in the marine industry. The orders confirm our
market leading position in ballast water treatment.”
The Alfa Laval PureBallast systems in this latest orders will be installed onboard a series of container vessels that leading Korean ship yards are building for Danish
ship owner A.P. Møller – Maersk.
With this order A.P. Møller – Maersk, the largest ship owner in the world, also shows their commitment to fulfil the IMO ballast water convention before the ratification
is completed. Today 25 countries representing 24 percent of the world fleet (Merchant Gross Tonnage) have ratified the “International Convention for the Control and
Management of Ships Ballast Water & Sediments”. The Convention will enter into force one year after ratification by 30 states, representing 35 percent of the world’s
tonnage. For more details www.nafsgreen.gr/magazine/newsroom/shipping/1006-alfa-laval-wins-groundbreaking-orders-for-pureballast-from-leading-shipyards-in-korea
ακροθαλάσσια 63
Navis Engineering to supply a DP system for Akademik Mstislav Keldysh
Navis Engineering Oy has been contracted by the
Dutch company Alphatron Marine BV to supply a
DP-1 system for the legendary Research Vessel
Akademik Mstislav Keldysh. The ship is known to
have been filmed in James Cameron’s Titanic movie
as the support vessel of the unique Mir submersibles.
Keldysh was also involved in the search for the Soviet
submarine K-278 Komsomolets.
It is the first Navis dynamic positioning system out of
more than 290 already delivered or contracted to be
installed onboard the vessel under certification of the
Russian Maritime Register of Shipping.
The R/V Akademik Mstislav Keldysh is a 6,240 ton
Russian scientific research vessel, which was built by
Hollming OY of Finland in 1981 and is owned and op-
erated by the Institute of Oceanology of the Russian
Academy of Sciences, homeported in Kaliningrad.
Ξεκινά κρουαζιέρες το ανανεωμένο
Celebrity ConstellationΗ Celebrity Cruises παρουσίασε πρόσφατα στο Άμστερνταμ το πολυαναμενόμενο Celebrity Constella-
tion, μετά από εκτεταμένη ανακαίνιση, κατά την οποία ενσωματώθηκαν στο κρουαζιερόπλοιο στοιχεία
κατηγορίας Solstice.
Μετά από μια περίοδο ανανέωσης 15 ημερών, κατά την οποία το κρουαζιερόπλοιο παρέμεινε στο
ναυπηγείο, το Celebrity Constellation περιλαμβάνει πλέον μερικά από τα πιο δημοφιλή μέρη που
υπάρχουν και στα κρουαζιερόπλοια κατηγορίας Solstice, όπως το δελεαστικό εστιατόριο Tuscan Grille,
την κρεπερί Bistro on Five, το δροσερό, γεμάτο πάγο Martini Bar, το Café al Bacio and Gelateria και το
wine bar Cellarmasters, πλήρως εξοπλισμένο με το υπερσύγχρονο σύστημα σερβιρίσματος κρασιού
“Enomatics”, που επιτρέπει στους επιβάτες να επιλέξουν το κρασί της αρεσκείας τους με το πάτημα
ενός κουμπιού. Από την άλλη οι πολυτελείς σουίτες, με τα νέα έπιπλα, τις επίπεδες τηλεοράσεις, τα
νέα λευκά ήδη και μοκέτες, καθώς και η προσθήκη αντίστοιχων στοιχείων σε κάθε κοινόχρηστο χώρο
αντανακλούν το στυλ και το γούστο της κατηγορίας Solstice.
“Το ανακαινισμένο Celebrity Constellation αποτελεί ένα αντιπροσωπευτικό παράδειγμα του μεγέθους
της πλατφόρμας “Designed for you”, η οποία έχει χτιστεί γύρω από την μακρόχρονη δέσμευσή μας να
αναγνωρίζουμε τις ανάγκες και να σχεδιάζουμε ακριβώς αυτό που θέλουν οι επιβάτες μας,” δήλωσε
ο κ. Dan Hanrahan, Πρόεδρος και Διευθύνων Σύμβουλος της Celebrity Cruises. “Με την προσθήκη
στοιχείων κατηγορίας Solstice, στοιχεία που γνωρίζουμε ότι οι επιβάτες μας λατρεύουν, σε όλο τον
στόλο κρουαζιερόπλοιων κατηγορίας Millennium είμαστε σίγουροι ότι θα πετύχουμε τον στόχο μας, να
εξυπηρετήσουμε δηλαδή με τον καλύτερο δυνατό τρόπο τους επιβάτες μας.” Διαβάστε περισσότερα στο link www.nafsgreen.gr/magazine/newsroom/cruises/865---celebrity-constellation-----

ακροθαλάσσια64
Joakim Thölin - new General Manager for the Marine & Diesel segment at Alfa Laval.
Joakim Thölin has been appointed General Man-
ager, Segment Marine & Diesel at Alfa Laval AB,
effective as of April 1, 2010. He will be based in
Tumba, Sweden, and he replaces Peter Carlberg
who has taken up the position as Managing
Director of Alfa Laval KK, Seoul Korea.
Joakim Thölin joined Alfa Laval in 1993 and has
since held international management positions in
Peru, USA, Korea and most recently as Manag-
ing Director in Austria and Regional Manager for
the Equipment Division in the Sales Company
Mid-Europe (Germany, Austria and Switzerland).
In the central organization in Sweden Joakim
Thölin has led international change projects as
well as headed up Global Service Operations.
Prior to joining Alfa Laval Joakim Thölin has
worked as Management Consultant at McKinsey
& Co and Starcus AB, a firm that Joakim Thölin
co-founded. Joakim Thölin holds a Masters
Degree in International Business and Economics
at Stockholm School of Economics.
The Marine & Diesel Segment at Alfa Laval
represents about 10% of Alfa Laval’s order intake
and employs over 300 persons world wide includ-
ing over 100 persons in central units in Sweden,
Denmark, France, Italy, South Korea and China
as well as about 200 persons in sales companies
around the world serving our customers.
Beneteau Cyclades Blue Cup
Η εταιρία Vernicos Yachts διοργάνωσε για 8η συνεχή
χρονιά τον ιστιοπλοϊκό αγώνα Beneteau Cyclades Blue
Cup στις Κυκλάδες - αποκλειστικά με σκάφη BENETEAU.
Όλα τα πληρώματα ξεκίνησαν από το Λαύριο και με
ενδιάμεσους σταθμούς την Κέα, τη Σύρο και την Κύθνο
τερμάτισαν στο Λαύριο. Τελικός νικητής αναδείχθηκε το
σκάφος «BALLOON» τύπου Cyclades 43 με το πλήρωμα
του Ρώσου Mikhail Gobelkov .Η επιτυχία του αγώνα
ήταν μεγάλη αφού για άλλη μια φορά συνδυάστηκε η
αγωνιστικότητα με την διασκέδαση των πληρωμάτων και
τη γνωριμία τους με τις ομορφιές των νησιών μας. Σε αυτό
το σημείο θα θέλαμε να ευχαριστήσουμε και τις τοπικές
αρχές, χωρίς την υποστήριξη των οποίων οι αγώνες δε θα
είχαν αυτήν την επιτυχία. Το 20ο Beneteau Blue Cup θα
διεξαχθεί στον Αργοσαρωνικό από τις 30 Οκτωβρίου έως
τις 7 Νοεμβρίου 2010
Ο Συνεργάτης του δικτύου EVAL POINT ΠΙΠΠΕΡΗΣ
ΦΙΛΙΠΠΟΣ που έχει έδρα τη Λέρο, συμμετείχε
ως χορηγός στην 2η Αγωνιστική του Πανελλήνιου
Πρωταθλήματος Φουσκωτών Σκαφών “VIPER Ribs
2010” που πραγματοποιήθηκε με μεγάλη επιτυχία
πρόσφατα στη Λέρο.
Η προσέλευση των επισκεπτών στο stand του χορηγού
ήταν μεγάλη και η ευρεία γκάμα προϊόντων EVAL που
εκτέθηκαν εξυπηρέτησε την ζήτηση και το ενδιαφέρον
των επισκεπτών
VIPER Ribs 2010Οι νικητές του Πανελλήνιου Διαγωνισμού Ζωγραφικής Παιδικής HELMEPA Ολοκληρώθηκε ο Πανελλήνιος Διαγωνισμός Ζωγραφικής του προγράμματος “Παιδική HELMEPA” που
λειτούργησε και τη σχολική χρονιά 2009-2010. Ο διαγωνισμός είχε θέμα «‘Πράσινα’, περιβαλλοντικά φιλικά
πλοία σε γαλάζιες θάλασσες» και πραγματοποιήθηκε στο πλαίσιο της συνεργασίας HELMEPA και Βρετανικού
Κοινωφελούς Ιδρύματος The Lloyd’s Register Educational Trust (The LRET).
Συνολικά στάλθηκαν στη HELMEPΑ 150 έργα ζωγραφικής 144 Ομάδων παιδιών τα οποία βοήθησαν 75
εθελοντές εκπαιδευτικοί. Μπορείτε να δείτε όλα τα έργα του Διαγωνισμού πατώντας στο σύνδεσμο http://www.
helmepa.gr/zip/drawings2010members.pdf
Η Κριτική Επιτροπή του διαγωνισμού, δηλαδή το Προεδρείο του 16ου Συμβουλίου των παιδιών-Αντιπροσώπων
του προγράμματος, απένειμε τα βραβεία ως εξής:
• Α! Βραβείο στην Ομάδα 1022 (A), με εκπαιδευτικό την κα Συρίγω Καλλέα, στο Δημοτικό Σχολείο Νέου
Μαρμαρά, • Β! Βραβείο στην Ομάδα 542 (Δ), με εκπαιδευτικό την κα Καλλιόπη Μαγκούλια, στο 2ο Δημοτικό
Σχολείο Καλύμνου,
• Γ! Βραβείο στην Ομάδα 554 (Δ), με εκπαιδευτικό την κα Αικατερίνη Σιδέρη, στο Δημοτικό Σχολείο Θεσπιών
Βοιωτίας.

education 65
«Diploma in Shipping Management Studies» από το ALBA
To ALBA Graduate Business School ανακοινώνει το νέο
«Diploma in Shipping Management Studies», το οποίο
απευθύνεται σε στελέχη του ευρύτερου κλάδου της
Ναυτιλίας που επιθυμούν ευέλικτη εκπαίδευση, δίνοντάς
τους τη δυνατότητα να διαμορφώσουν το προσωπικό
τους πρόγραμμα σπουδών.
Τα σημερινά ναυτιλιακά στελέχη αντιμετωπίζουν
έναν ευρύτερο ορίζοντα προκλήσεων με αυξημένες
απαιτήσεις για άρτιο θεωρητικό και πρακτικό υπόβαθρο.
Με γνώμονα την ιδιαίτερη φύση των επαγγελματικών
υποχρεώσεών τους, η οποία δεν τους επιτρέπει πάντοτε
να δεσμευθούν σε ένα εντατικό εκπαιδευτικό πρόγραμμα
σπουδών, το Δίπλωμα είναι ειδικά σχεδιασμένο ώστε
να ανταποκρίνεται στις ιδιαίτερες ανάγκες εκπαίδευσής
τους. Οι συμμετέχοντες διαμορφώνουν το δικό τους
πρόγραμμα σπουδών, σε σχέση με τον αριθμό
μαθημάτων, τη διάρκεια και τον τρόπο παρακολούθησης,
αποκτώντας έτσι μία ευέλικτη αλλά ταυτόχρονα υψηλού
επιπέδου εκπαιδευτική εμπειρία.
Επιπλέον, με την ολοκλήρωση όλων των μαθημάτων που
καταρτίζουν το εν λόγω πρόγραμμα σπουδών, οι φοιτητές
μπορούν, εάν το επιθυμούν, να προχωρήσουν στην
απόκτηση του ALBA ΜΒΑ in Shipping με απαλλαγή των
συγκεκριμένων μαθημάτων.
Σχολή Επαγγελματικής Κατάρτισης Προσωπικού Ο.Λ.Π.Τη λειτουργία Σχολής Επαγγελματικής Κατάρτισης Προσωπικού Ο.Λ.Π. Α.Ε. αποφάσισε ομόφωνα το Δ.Σ. του
Οργανισμού μετά από εισήγηση του Προέδρου και Διευθύνοντος Συμβούλου του Ο.Λ.Π. Α.Ε. κ. Γιώργου Ανωμερίτη,
σύμφωνα με την Π.Δ. 362/92.
Όπως δήλωσε ο κ. Γιώργος Ανωμερίτης «Σκοπός της Σχολής είναι η παροχή των αναγκαίων γνώσεων (θεωρητικών
- πρακτικών) για την επαγγελματική κατάρτιση και εξειδίκευση του εργατοτεχνικού και μη εργατοτεχνικού (διοικητικού
- οικονομικού) προσωπικού του Ο.Λ.Π. σε ειδικότητες εργασιών λιμένος.
Η Σχολή θα λειτουργεί περιοδικά, με απόφαση του Διοικητικού Συμβουλίου του Ο.Λ.Π., εφόσον υπάρχει ανάγκη
εκπαίδευσης ειδικευμένου προσωπικού στον Ο.Λ.Π. και θα αναστέλλει τη λειτουργία της εφόσον καλύπτονται οι
παρουσιαζόμενες ανάγκες. Όταν η Σχολή δεν θα λειτουργεί το προσωπικό θα αποσπάται σε άλλες παραγωγικές
δραστηριότητες του Ο.Λ.Π.
Η εκπαίδευση αποτελεί αναπτυξιακό στόχο της Εταιρείας, για τη βελτίωση των υπηρεσιών της και την αύξηση της
παραγωγικότητάς της. Η Εταιρεία σχεδιάζει προγράμματα εκπαίδευσης των εργαζομένων, στα οποία αυτοί καλούνται να
συμμετάσχουν με δαπάνη της Εταιρείας.
Οι τεχνολογικές εξελίξεις, οι συνθήκες που έχουν διαμορφωθεί στο λιμάνι του Πειραιά, καθώς και οι απαιτήσεις χρηστών
για παροχή λιμενικών υπηρεσιών προσαρμοσμένων στο σύγχρονο τρόπο φορτοεκφόρτωσης εμπορευμάτων και γενικά
παροχής σύγχρονων και ανταγωνιστικών λιμενικών υπηρεσιών με ταχύτητα, ασφάλεια και ποιότητα, επιβάλλουν την
ανάγκη για επιπλέον κατάρτιση, εξειδίκευση και επιμόρφωση του προσωπικού του Ο.Λ.Π. Α.Ε. Στόχος θα είναι το 2%
του προσωπικού του Οργανισμού να είναι ημερησίως σε διαρκή εκπαίδευση.
Η πιστοποίηση της παρεχόμενης Εκπαίδευσης χορηγείται με σχετική βεβαίωση καταλληλότητας ύστερα από επιτυχείς
εξετάσεις των εκπαιδευόμενων ενώπιον τριμελούς Επιτροπής.
Για τέταρτη φορά στη λίστα των FINANCIAL TIMES το ALBAΤο ALBA Graduate Business School ανακοινώνει ότι το ALBA MSc in Finance έχει συμπεριληφθεί για τέταρτη συνεχή
χρονιά στη λίστα με τα Μεταπτυχιακά Προγράμματα στα Χρηματοοικονομικά από όλο τον κόσμο, τα οποία επιλέγει και
παρουσιάζει κάθε χρόνο η διεθνής οικονομική εφημερίδα Financial Times.
Ο πίνακας με τα προγράμματα που επέλεξαν οι Financial Times δημοσιεύτηκε στο φύλλο της Δευτέρας 21 Ιουνίου,
στο πλαίσιο ειδικού αφιερώματος του έγκριτου μέσου στη Χρηματοοικονομική Εκπαίδευση (Financial Training). Σε
αυτόν συγκαταλέγονται 195 μεταπτυχιακά προγράμματα 98 κορυφαίων διεθνών ακαδημαϊκών ιδρυμάτων, όπως
το London Business School, το HEC Paris, το UCLA, το George Washington University και το University of Hong
Kong. Σημειώνεται ότι, για άλλη μία φορά, το ALBA είναι ο μοναδικός ακαδημαϊκός οργανισμός από την Ελλάδα που
συμπεριλαμβάνεται στην λίστα.

Μια ακόμα πρωτοβουλία επενδυτικού χαρακτήρα ανέλαβε ο Ο.Λ.Π. Α.Ε., η οποία παράλληλα αναβαθμίζει αισθητικά το Κεντρικό Λιμάνι του Πειραιά. Όπως εισηγήθηκε ο Πρόεδρος & Διευθύνων Σύμβουλος του Ο.Λ.Π. Α.Ε. κ. Γιώργος Ανωμερίτης στο Δ.Σ. του
Οργανισμού, ο Ο.Λ.Π. Α.Ε. προχωράει στην Αναπαλαίωση και Αξιοποίηση της υπερκατασκευής του «Μώλου Κράκαρη», που βρίσκεται στο λιμενοβραχίονα της αριστερής εισόδου του Κεντρικού Λιμένα Πειραιώς. Πρόκειται για ένα έργο το οποίο είχε προωθηθεί επίσης στο επενδυτικό πρόγραμμα του ΟΛΠ 2002 – 2005 και είχε εγκαταλειφθεί μετά το 2004. Η υπερκατασκευή αυτή, η οποία βρίσκεται επί του λιμενοβραχίονα, αποτελεί τμήμα της βιομηχανικής εγκατάστασης του παλαιού Εργοστασίου Λιπασμάτων και η απόφαση του Ο.Λ.Π. Α.Ε. είναι ότι πρέπει να διασωθεί ως Μνημείο της βιομηχανικής ιστορίας της πόλης του Πειραιά. Με δεδομένο ότι σήμερα οι παρακείμενες περιοχές Βασιλειάδη και λιμενοβιομηχανική περιοχή Δραπετσώνας αναβαθμίζονται, η ανακατασκευή και αξιοποίηση του χώρου γίνεται εξαιρετικά ελκυστική. Το έργο ανακατασκευής θα επαναπροκηρυχθεί, η δε παραχώρηση του θα γίνει με το σύστημα μελέτη, κατασκευή, αυτοχρηματοδότηση. Το έργο εντάσσεται στο υποπρόγραμμα «Πολιτιστική Ακτή Πειραιά» του επενδυτικού προγράμματος του Ο.Λ.Π. Α.Ε. 2010 – 2014, αφού στον ανακατασκευασμένο χώρο πρόκειται να ενταχθούν δράσεις πολιτιστικές, εστίασης και αναψυχής. Με την απόφαση αυτή, ένας ακόμα ιστορικός χώρος του Πειραιά διασώζεται, αναδεικνύεται και προσφέρεται στην Πόλη του Πειραιά.
λιμάνι Πειραιά66
Με νέα καλαίσθητη όψη “ντύθηκαν” τα κτίρια του Κεντρικού Λιμένα Πειραιά (Σιλό και Αποθήκες), δίνοντας έτσι μια ελκυστική εικόνα του τουρισμού στην Ελλάδα στους επιβάτες των κρουαζιερόπλοιων και της επιβατηγού ναυτιλίας. Με πρωτοβουλία του ΟΛΠ Α.Ε., μετά από ανοιχτό και δημόσιο διαγωνισμό, τοποθετήθηκαν επτά (7) τεράστια πανώ με τοπία της θαλασσινής Ελλάδας, αντικαθιστώντας τα παλαιά που είχαν τοποθετηθεί το 2003 για τους ολυμπιακούς αγώνες.Σημειωτέον ότι και τα τρία (3) πιο πάνω κτίρια πρόκειται να ενταχθούν στις υποδομές της “Πολιτιστικής Ακτής Πειραιά”, μόλις οριστικοποιηθούν τα σχέδια του ΟΛΠ Α.Ε. από το Υπουργείο Πολιτισμού.
Στην έγκριση του αποτελέσματος του διαγωνισμού για την ανάδειξη ανάδοχου κατασκευής του έργου «Διαπλάτυνση κρηπιδώματος του Λιμένα Αλών», προϋπολογισμού 6 εκ. ευρώ, προχώρησε το Διοικητικό Συμβούλιο του Ο.Λ.Π. Α.Ε..Μειοδότης ανεδείχθη η τεχνική εταιρεία ΕΡΓΟΡΟΗ Α.Τ.Ε. με ποσοστό έκπτωσης 51,78%.Όπως δήλωσε το Πρόεδρος & Διευθύνων Σύμβουλος του Ο.Λ.Π. Α.Ε., κ. Γιώργος Ανωμερίτης, «το έργο αυτό θα ξεκινήσει τον Οκτώβριο, μετά το πέρας της φετινής δρομολογιακής καλοκαιρινής κίνησης και θα ολοκληρωθεί μέχρι τον Ιούνιο 2011. Το έργο έχει προγραμματισθεί και εκτελείται στα πλαίσια της δημιουργίας του σταθμού «Πειραιάς» του Μετρό, του οποίου οι υπόγειες κλίμακες δυτικά θα βγαίνουν εντός του λιμένα και ανατολικά στην Πλατεία Λουδοβίκου, μπροστά δηλαδή στον σταθμό του ηλεκτρικού (ΗΣΑΠ).
Την άμεση παύση λειτουργίας του παλαιού SILO δημητριακών στον Κεντρικό Λιμένα Πειραιώς και την κατασκευή νέου μικρού και αυτοματοποιημένου στον εμπορικό λιμένα, αποφάσισε το Δ.Σ. του Ο.Λ.Π. Α.Ε. μετά από εισήγηση του Προέδρου & Διευθύνοντος Συμβούλου κ. Γιώργου Ανωμερίτη.Όπως είναι γνωστό η δραστηριότητα αυτή, η οποία διεξαγόταν από το 1929 στο γνωστό πολυώροφο κτίριο με το ρολόι, το οποίο έχει καταστεί τοπόσημο του λιμανιού εγκαταλείπεται, αφού στον χώρο αυτό πρόκειται μέσω διεθνούς αρχιτεκτονικού διαγωνισμού να λειτουργήσει το νέο Εθνικό Ναυτικό Μουσείο. Η δραστηριότητα εξάλλου αυτή ήταν διαχρονικά ζημιογόνα για τον ΟΛΠ ΑΕ. Στον χώρο αυτό αποφασίσθηκε να διατηρηθούν οι μηχανολογικές εγκαταστάσεις – ταινιόδρομοι, οι οποίοι αποτελούν μνημείο πλέον της βιομηχανικής ιστορίας της πόλης του Πειραιά.Για το νέο ευέλικτο SILO, το οποίο έχει ενταχθεί στο επενδυτικό σχέδιο 2010 – 2014, αποφασίσθηκε η συγχρηματοδότηση του με ιδιώτες επενδυτές, η ενοικίαση, η μακροχρόνια παραχώρηση για την κατασκευή ενός μικρού και αυτοματοποιημένου SILO για τις ανάγκες της πραγματικής εξυπηρέτησης των χρηστών.
«Ο μετασχηματισμός του Πειραιά σε κύρια Πολιτιστική και Τουριστική Πύλη της χώρας και βασικό λιμάνι κρουαζιέρας της Μεσογείου στην τρέχουσα δεκαετία» αποτελεί το μεγάλο στοίχημα ανάπτυξης του Ο.Λ.Π. Α.Ε., τόνισε ο Πρόεδρος και Διευθύνων Σύμβουλος του Οργανισμού, κ. Γιώργος Ανωμερίτης, στην εκδήλωση που οργάνωσε προς τιμήν του το International Propeller Club στον Πειραιά, με θέμα: «Το Λιμάνι του Πειραιά στο περιβάλλον της επόμενης δεκαετίας».Ο κ. Γιώργος Ανωμερίτης, από τα συνολικά έργα του επενδυτικού προγράμματος του Ο.Λ.Π. Α.Ε. επέλεξε να παρουσιάσει αναλυτικά εκείνα, τα οποία ανατρέπουν τη συνήθη μέχρι σήμερα λειτουργική εικόνα του Οργανισμού. Διαβάστε περισσότερα στο link www.nafsgreen.gr/magazine/newsroom/ports/858-2010-05-18-14-38-22
Η Cosco Group ανακοίνωσε και επίσημα ότι ο Σταθμός Εμπορευματοκιβωτίων της στον Πειραιά θα αποτελέσει την κύρια Πύλη της Cosco για τη Νότια και Κεντρική Ευρώπη, τη Βόρεια Αφρική και τις γύρω περιοχές, στον οποίο θα έχουν άμεση αναφορά πλην της Cosco και οι όμιλοι της Άπω Ανατολής : K-LΙΝΕ (Ιαπωνία), YML (Κορέα) και HANJIN (Κορέα). Ο Σταθμός Εμπορευματοκιβωτίων της Cosco θα εργάζεται μόνο με Έλληνες τεχνικούς και λιμενεργάτες, «χωρίς κανέναν Κινέζο» όπως είπε ο capt. Wei της COSCO, ο δε αριθμός των εργαζομένων θα ανέλθει σε 650. Και οι δύο πλευρές (ΟΛΠ και Cosco) οι οποίες θα συλλειτουργούν στους προβλήτες Ι και ΙΙ θα καταβάλλουν κάθε προσπάθεια καλής συνεργασίας σύμφωνα και με τις πολιτικές προώθησης πωλήσεων μιας εκάστης. Ο capt. Wei εξέφρασε τη δέσμευση ότι όλες οι επενδύσεις της Cosco θα υλοποιηθούν στο ακέραιο όσον αφορά τον Πειραιά (Προβλήτες ΙΙ και III) σύμφωνα και με τους όρους της Σύμβασης Παραχώρησης και ότι προσβλέπει στην άριστη συνεργασία με την ΟΛΠ ΑΕ.
Ο.Λ.Π. Α.Ετελευταία νέα


ΝΑ
ΥΣ
ΣΕΠ
ΤΕΜ
ΒΡ
ΙΟΣ
2010
Ε
ΤΟΣ
14ο
- ΑΡ.
ΦΥΛ
ΛΟ
Υ 7
6
Κ
ΑΡΑ
ΜΠ
ΑΜ
ΠΑ
12,
ΑΓΙ
ΟΣ
ΔΗ
ΜΗ
ΤΡ
ΙΟΣ
173
43
ΚΩΔ.
Γ.Γ
.222
9IS
SN 1
107
- 317
9 NΑΥΣΝΑΥΤ
ΙΛΙΑΚ
Ο & ΟΙ
ΚΟΝΟ
ΜΙΚΟ
ΠΕΡΙΟ
ΔΙΚΟ
τεύχοςΣεπτέμβριος 2010
76
TED PETROPOULOSQUO VADIS
NAVICULARIE
S. HIRDARISTHE LLOYD’S REGISTER STRATEGIC RESEARCH INITIATIVES IN GREECE
K. VASILEIADISGL: MODEL
CALCULATIONS DRIVE PROFITABILITY
N. KAKALIS DNV RESEARCH &
INNOVATION - GREECEMEGATUGSS A L V A G E & T O W A G E
dedicated and committed to our
job on a 24-hour stand-by basis we are ready to offer every possible professional assistance.
Megalohari Hellenic Tugboats is
a Piraeus based maritime company
established in 1978. It has been
widely recognized as one of the
specialized professional towage
and salvage companies in the marine
industry. Megalohari operates on a
24-hour basis, 365 days a year. It
maintains an Operation Office manned
round-the-clock and, along with
routine operational matters, is ready
to respond to any emergency matter.
Our fleet consists of various types
of tugs, fully equipped with modern
towage, salvage, antipollution and
fire-fighting equipment so that we
are capable to meet our customers’
requirements in terms of quality,
power, reliability safety and
efficiency.
est 1978
PIRAEUS HEAD OFFICE113, FILONOS STR.18535 PIRAEUS - GREECE
TEL.: +30 210 4522131 (24 HOURS RESPONSE)FAX: +30 210 4180176E-mail: [email protected] site: www.megatugs.gr
THESSALONIKI OFFICE42, 26TH OCTOVRIOY STR.54627 THESSALONIKI - GREECE
TEL.: +30 2310 256380 (24 HOURS RESPONSE)FAX: +30 2310 256381E-mail: [email protected] site: www.megatugs.gr
BIMCO MEMBERS R.N.: 129547 ISM CERTIFIED
quality
power
safety
reliabilityefficiency
MEGATUGSS A L V A G E & T O W A G E
ΒΒΒΒ ΒΒΒΒΒΒΒΠΒΒΒΒΒΒΒ INTERNATIONAL WISTA
The Turbocharger : A 300% Solut ion ABB Turbocharg ing Aims to Mul t ip ly Power but Dec imate Emiss ions
www.nafsgreen.gr
Special Edition: Knowledge & Innovation in Shipping