
LASA Medium-β Cavity Progress Update Paolo Michelato 2 nd ESS Collaboration Meeting - SRF...
13
LASA Medium-β Cavity Progress Update Paolo Michelato 2 nd ESS Collaboration Meeting - SRF Elliptical Cavities 15 th December 2015
-
Upload
frederica-darlene-jefferson -
Category
Documents
-
view
219 -
download
0
description
Nb LG and FG for prototypes Nb LG (diam. 480 mm), from CBMM arrived in Europe, sliced at Heraeus Hanau. RRR: about 300 Next steps BCP (a few m) and heat treatment for dehydrogenation and stress release at EZ Dies preparation Deep drawing test Order for FG material for LG cavity prototype (tubes, stiffening) and for FG cavity prototype (sheets, tubes, stiffening) for the second medium beta is under way.
Transcript of LASA Medium-β Cavity Progress Update Paolo Michelato 2 nd ESS Collaboration Meeting - SRF...

LASA Medium-β Cavity Progress Update
Paolo Michelato
2nd ESS Collaboration Meeting - SRF Elliptical Cavities15th December 2015

Summary• Nb material: LG and FG, defects.• Interfaces, mechanical constrains, tolerances, boundaries
condition, etc for cavities and tank• Frames for cavity handling• QA / QC and Quality control strategy

Nb LG and FG for prototypes• Nb LG (diam. 480 mm), from CBMM
arrived in Europe, sliced at Heraeus Hanau.
• RRR: about 300
Next steps• BCP (a few mm) and heat treatment
for dehydrogenation and stress release at EZ
• Dies preparation• Deep drawing test
• Order for FG material for LG cavity prototype (tubes, stiffening) and for FG cavity prototype (sheets, tubes, stiffening) for the second medium beta is under way.

Nb defectsStill open the question of defects?
• XFEL statistics: between 0.6% and 2% (company dependent) for a XFEL sheet (265 x 265 mm2).
• “Propagation” of defects probability for ESS? Linear? • Sheets would be around 500 x 500 mm2. • Surface ratio: about 3.2• Expected defects ratio for ESS?• Scanning needed? All defects seen with eddy current are dangerous?
• The BCP treatment reduce the risk: it would corrode and remove “easily” defects with respect to EP
• Acceptable?

Mechanical construction, interfaces and plug compatibility
LASA plug compatible design needs for a full clarification of interfaces requirements.
Interfaces must be clarified: definitions, dimensions, tolerances, maximum misalignments, etc. to ensure the cavities acceptance and their installation in the cryomodule.
Present CEA cavity design should be updated and improved to be ready for series production. E.G. for cavity length (XFEL +/- 3 mm), definition of reference surfaces, flange tolerances, alignments, etc .
These activities already started after the Interface Meeting at LASA of November 2 – 3 and it is in progress.

Tank design• Present CEA tank design doesn’t permit the adjustment of the
tank length with respect to the cavity length. • Tank is “custom-made” and adapted to the cavity.• Present tank design makes quite hard the extraction of the
cavity from the tank: from EXFEL experience some cavities could need a further etching and therefore a cavity retuning for field flatness restoring.
The suggestion, coming from the past experience, is to insert an L structure sliding join on the tank: this will permit the adjustment of the tank length (one tank design for all cavities) and an easier removal of the tank and the installation of a new one after retreatment.

Tank designImplication of the presence of the join on the cavity installation in the module are under investigation by CEA (fixed point, tie rods distances and connections to the cryomodule frame, position of the sliding part w.r.t. coupler, etc)

Frames for cavity movement, support, cold test• CEA frames will be used
for medium beta cavity support, handling, movement, cold test, transportation.
• Same interaxis distance of rods for naked cavity and cavity with tank
• Rods: Titanium• Verification of
compatibility at the industry (cleaning, rinsing, BCP, HPR) under way.

Quality Control strategyBased on our experience for XFEL cavity production• 400 + 400 cavities (1.3GHz) fully produced at the industry +
10 + 10 cavities (3.9 GHz) produced at the industry (assembly of cavities ancillaries and last HPRs done at LASA), test done at LASA
For the 32 medium beta cavities for ESS:• Companies are responsible for QA/QC• Companies hand over required info to the Contractor (INFN)• INFN Team of experts (mechanical, RF, treatments, vacuum, etc.) check and
approve documents (“external” QC, process control)• “on-line” check of production quality (feedback to the Companies)
• Only if requirements are fulfilled, the cavity go on with production (Acceptance levels overcome)
• Non Conformities: If the required property of a component is not provided, a nonconformity report is emitted by the Company and further action are discussed and approved by the contractor: acceptance or quarantine
• Check list for any outcoming / incoming steps• INFN supervise the Quality Control by:
• Periodic Visit at the companies, scheduled meetings, actions of experts in case of problems.

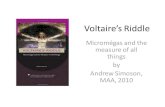
QA / QC: How it will work (ESS)(Data Transfer, Flow of documents and data between INFN and Industry)
IndustryQC: responsibility of the Company;3 acceptance levels to overcome
Flow of documents for
the «external» QC
(LASA)
INFNCheck of all documents (parameters/process); experts do the check and acceptance;Prompt feedback to the Industry
Level Cavity status Needed documents If Level reached
One “Naked” cavity after fabrication
Mechanical Fabrication documents
Proceed to Level Two workflow
Two Cavity after surface treatments Treatment documents Proceed to Level
Three workflow
Three Cavity integration and last treatments
Integration and last treatment documents
Integrated cavity ready to be RF tested
Managing of documents/database
Industry must be released for each Al before going on with productionNCR must be emitted and repair action approved by INFN

Flow of cavities
INTERNAL Managing
SystemQuality Control
Industry
Cold RF test
Q0 vs. Eacc
CEASTRING
ASSEMBLY
CAVI
TY w
ith TA
NK
CAVITY with TANK MODULE ESS

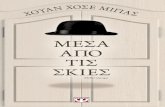
QC / QA:How it will work (ESS)(Data Transfer, Flow of documents and data)
Cavity production data
INTERNAL Managing
SystemQuality Control
INFNIndustry
INFN Managing
system
Database(parameter
analysis)
INFN Experts Check
Cold RF test
Q0 vs. Eacc
CEASTRING
ASSEMBLY
CAVI
TY w
ith TA
NK
CAVITY with TANK
Documents for co
ld RF test acce
ptance
Documents for full equipped
cavity acceptance (for string assembly)
MODULE ESS
ESS(approval)
NCR
NCR

Clea
n Ro
om (I
SO7)
Clea
n Ro
om (I
SO4)
Example: ESS Prototype Cavities Treatment Flow













![OCN/ATM/ESS 587 Ocean circulation, dynamics and ...courses.washington.edu/pcc587/notes/PCC.587.ocean.1-2.2009.pdf · [ 0-500 dbar dynamic ht; maximum range ~ 2 m] [notice E/W asymmetry]](https://static.fdocument.org/doc/165x107/5f0a59587e708231d42b3567/ocnatmess-587-ocean-circulation-dynamics-and-0-500-dbar-dynamic-ht-maximum.jpg)