[IEEE Multi-Physics simulation and Experiments in Microelectronics - Freiburg im Breisgau, Germany...
Transcript of [IEEE Multi-Physics simulation and Experiments in Microelectronics - Freiburg im Breisgau, Germany...
-
978-1-4244-2128-2/08/$25.00 C2008 IEEE9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
1
Predictive Models for BGA and QFN Reliability Estimation
Juergen Wilde, Elena Zukowski Laboratory for Assembly and Packaging
Department of Microsystems Engineering University of Freiburg,
Georges-Koehler-Allee 103, 79110 Freiburg, Germany
Abstract The estimation of product reliability during the design
is one a key question in microelectronics. Lifetime is a function of such parameters as geometry, material properties and loads. These parameters have the tendency to vary from the designed ones. A probabilistic FE-simulation combined with statistical analysis is used in this work to create predictive models for the evaluation of inelastic strain amplitudes. Soldered joints are subjected to thermal-cycling conditions as a function of the different design parameters of BGA and QFN. The models include local and global models and can be used for the prediction of the reliability of BGAs and QFNs. In order to obtain statistical information on the effect of input parameters the analysis was carried out with parametric FE-models by multiple repetitions according to a three-factor Box-Behnken-design. Material properties (coefficient of thermal expansion), geometry (component size, substrate and chip pad diameters) and also load parameters (temperature range in thermal cycling) were used as random input variables for the deterministic model. The regression coefficients for evaluation of the influence of the independent variables and the cross-terms for BGAs and QFN were calculated. The developed quadratic regression models allow the reliability prediction with a precision almost comparable with complex finite element models. Thus results can be made available efficiently and this will allow user to understand the influences on the thermal-mechanical reliability. The model can be also used for the evaluation of the relative improvement of component design rather than the prediction of the absolute value of the lifetime.
1. Introduction Under the current rapid change of electronic
technology, the need to develop assemblies that are increasingly reliable is indispensable. FE analysis can be used to predict performance, lifetime, and reliability already in the design phase. For lifetime calculations, analytical models no longer play an essential role in the technology qualification phase.
Differences in the CTE of the assembly materials result in large stresses and strains during thermal cycling. This is the dominant mechanism leading to failure of soldered assemblies. It is important to predict not only thermal stresses and strains, but also to analyse how different design parameters influence the stress. Furthermore, it is necessary to determine which material
properties, geometry parameters and manufacturing process conditions are critical for reliability.
Recently some interesting statistical models to predict the thermal reliability of BGAs have been developed [1-3]. Reliability of soldered joints under temperature loads is critical not only for BGA but also for QFN (Quad Flat Non-leaded) packages, one of the most advanced package types. For complementing previous studies, which focused mostly on BGAs, this paper will compare the two packages types BGA and QFN. The objective of this study is the analysis of the influence of input parameters on solder joint life time, statistical determination of the sensitivity to these factors and development of predictive analytical models for both types.
2. FE-Models A reliability analysis has the following demands to
finite-element-modeling. Firstly, the model parameters must be parameterized, so that the geometry variation can be easyly simulated. Second, stochastic investigations are based on a large number of simulations. In order to reduce the total calculation time, the model must be fast.
To meet these requirements, the modular modeling concept was developed [4]. On the basis of this method a configurable FE-model was constructed, so that a parametric analysis could be performed with variable geometry and material properties without having to rebuild the model for each change. In order to not overload the model with excessive numbers of elements, solder interconnection meshes were simplified, except those from which the output parameters must be extracted. The capability to update finite elements models rapidly allows one to perform Monte Carlo simulations of assemblies with multiple random variables.
2.1 Geometric details For a probabilistic analysis, a quarter symmetry 3D
non-linear finite-elements models of both BGA and QFN packages were generated using a modular modeling method and thermo-mechanical finite-elements-analyses (FEA) were performed.
Despite of some geometric differences it is possible to allocate a number of parameters, which are characteristic for both packages. Among these are length of package & Si, thickness of the moulding compound cap & Si, die attachment adhesive etc. For a comparison of BGA and QFN packages, identical or comparable values of input parameters have been used (Table 1).
-
2
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
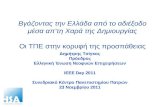
Fig. 1: Metallographic cross section of a BGA81, TopLine (top); a quarter symmetry FE-model
of BGA (bottom)
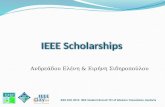
Fig.2 Metallographic cross section of a VQFN40, Infineon (top); a quarter symmetry FE-model
of QFN (bottom)
Table 1: Geometry parameters of BGA / QFN packages
Parameter BGA QFN
Moulding compound (X,Y), mm 6.5 6.2
Moulding compound (Z), mm 0.4 0.4
Si (X), mm 4.0 4.0
Si (Z), mm 0.25 0.25
Die attach adhesive (Z), mm 0.03 0.03
Interposer / Thermal pad (X,Y), mm 6.5 4.9
Interposer /Thermal pad (Z), mm 0.20 0.20
Printed circuit board (Z), mm 1.5 1.5
Solder mask (Z), mm 0.025 0.025
Pitch, mm 0.8 0.5
Solder mask opening radius /
QFN lead (XY), mm 0.15 0.550.25
PCB pad (radius) / (XY), mm 0.15 0.80.25
PCB pad (Z), mm 0.03 0.03
Ball radius, mm 0.225 -
Standoff, mm 0.35 0.06
2.2 Materials Model For the analysis the same materials (moulding
compound, solder mask and substrat) were used for both BGA and QFN packages.
Table 2: Material properties used in simulations for both BGA & QFN packages, (all data taken at 25C)
Material CTE, ppm/K Youngs
Modulus, GPa
Mold compound 14.7 18
Silicon 2.6 112
Die att. adhesive 48 5.9
FR4 (interposer) 15(X); 15(Y); 50(Z) 23
Cu 17 110
FR4 (PCB) 12(X); 12(Y); 45(Z) 23
Solder mask 70 3.8
The mechanical properties of solder alloys are non-
linear. For modelling the creep deformation of solder materials in FE-simulations, the well-known generalized Garofalo equation [5] was used. The inelastic strain rate is given as
[ ]
=
TCCC
dtd Ccr 4
21 exp)sinh( 3 (1)
is von-Mises stress.
The corresponding constants of steady-state creep deformation for Sn95.5Ag3.8Cu0.7 are listed in Table 3.
Table 3: Deformation constants for steady-state creep of SnAg3.8Cu0.7 alloy [6].
C1[1/s] C2 [1/MPa] C3 C4 [K] 2.78105 0.024 6.41 6500
-
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
3
3. Probabilistic simulation Under a deterministic approach it is assumed that the
values of geometry and material properties are fixed and variables are reduced to single values by means of statistical procedures like the average values. Such simplifications lead to an information loss by the transition from parameters of distributions to fixed values. In this case the results depend on the correctness of the input values at real conditions. In reality, these factors can not be represented by deterministic values, because materials and process parameters differ from their design values. This leads to a dispersion of the initial parameters, such as a design values (material, geometry) or boundary conditions (temperature). Material properties have an inherent variability and may differ from component to component.
Geometry can be reproduced only within tolerance ranges, depending on the used technology. The scatter of input parameters can cause large deviations in predicted values of lifetime and reliability. The variability of geometry and material properties leads to the stress-strain variation at the applied load. Therefore it is important to declare all initial parameters as distributions and to determine the sensitivity of the lifetime to every parameter variation. 3.1 Sensitivity analysis methods
From the spread of input parameters is possible to determine the sensitivity of the results to uncertainties in the dimensions or material properties due to fluctuations in the manufacturing process. The sensitivity can be calculated as the correlation coefficient between the input and the output parameters. Such correlations are an important result of stochastic analysis, and show which parameters have the greatest influence on the result.
At differential analysis (or direct method) sensitivity coefficient is based on the ratio of the change in output to change in the input parameter [7].
YX
XY i
ii
= . (2)
The ratio Xi / Y has been introduced in order to normalize the coefficient. Another method is the non-parametrical correlation test based on the rank-order correlation (Spearman test):
=
n
i
2i
n
i
2i
n
iii
S
)SS()RR(
)SS)(RR(r
(3)
where: Ri - rank of xi within the set of observations [x1,x2,..xn], Si - rank of yi within the set of [y1,y2,.yn],
RS , - average ranks of a Ri and Si respectively. Values of sensitivity rS span a range from +1 (perfect correlation), through 0 (no correlation), to -1 (perfect negative correlation).
3.2 Parameter sensitivity analysis The sensitivity of the reliability (creep strain
amplitude) to component geometry and material proper-ties under temperature cycling has been investigated and the following parameters have been examined: component size, chip size, solder joint geometry, pitch, pad size, global CTE mismatch between a component and PCB.
In the simulation all random input variables are independent and uniformly distributed. All distributions have standard deviations of 10% of model values. Passive temperature shock cycles were simulated in the range from -40C to 125C. In this work a constant creep strain cr was reached already after two simulated temperature cycles.
The effect of each input parameter can be estimated from probabilistic sensitivity diagrams and from scatter plots. For Monte Carlo simulations sensitivities were calculated by means of the differential correlation coefficients as well as the rank-order correlation coefficients between the input variables and output parameters.
a_XY
_FR
X_S
I
Z_P
AD
E_C
U
ST_
OFF
a_C
U
E_F
R
E_S
O
E_K
L
Z_IN
T / D
iePa
d
TMIN
Z_SI
a_Z_
FR
Z_FR
A_S
M
Z_SM
a_KL
Z_KL
Z_M
O
a_M
O
E_S
M
E_M
O
TMA
X
a_S
O
PIT
CH
-0,4
-0,3
-0,2
-0,1
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
X Axis Title
BGA QFN
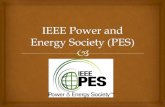
Fig.3 Rank-order sensitivity coefficients of creep strain amplitude to various input parameters of BGA and QFN
a_XY
_FR
X_S
I
Z_P
AD
E_C
U
ST_
OFF
a_C
U
E_FR
E_S
O
E_K
L
Z_IN
T / D
ieP
ad
TMIN
Z_S
I
a_Z_
FR
Z_FR
A_S
M
Z_S
M
a_K
L
Z_K
L
Z_M
O
a_M
O
E_S
M
E_M
O
TMA
X
a_S
O
PIT
CH
-0.0006
-0.0004
-0.0002
0.0000
0.0002
0.0004
0.0006
0.0008
0.0010
0.0012
BGA QFN
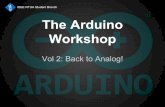
Fig.4 Differential sensitivity coefficients of creep strain amplitude to input parameter of BGA and QFN
The input parameters could be divided into two
groups, namely those having a significant influence on the
-
4
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
output parameter and those being insignificant. The simulation was made for N=100 parameter sets. The Spearman rank order significance coefficient is 0.165 at 5 % significance level.
Results of sensitivity analyses are used to identify critical parameters, which affect the reliability of solder joint and can be included in a global model as input parameters. The diagram shows that despite some difference both packages show identical sensitivity of the creep strain amplitude cr to input parameter. So significant parameters are the CTEs of substrate and moulding compound, Si chip size, stand off, substrate and moulding cap thickness, as well as cycling test temperature. 4. Design of experiments
Predictive models were developed to evaluate the inelastic strain amplitude in the solder joints subjected to thermal-cycling conditions as a function of the different design parameters of BGA and QFN. These models include local models and global models.
At first, input and response parameter must be chosen for test planning. In order to reduce the number of parameters only parameters that have a significant effect on response were applied.
In the present study, the BoxBehnken experimental design is used. It is an independent quadratic design requiring three levels (high, low, and intermediate) for each factor. This design is suitable for construction of a second-order polynomial model, using a small number of experimental runs. Considering all the linear, quadratic, and interaction terms, the quadratic response model can be described as:
ji
N
1jij
N
1i
N
1iii0 xxbxbbY
===
++= (4)
where bo is a constant, bi - the linear effect of the input factor xi, bij- the interaction effect between the input factor xi and xj . The quadratic effect of input factor xi - bii is special case of bij [8].
The advantages of multivariate approach to developing of an analytical model are reductions in the number of experiments and consequently - of the simulation time. Furthermore, with such approach interaction effects between parameters can be investigated, which are not possible with a univariate approach. Basically the analysis involves follow major steps:
selection of input and response parameter; performing the statistically designed experiments; estimation of the coefficients in a mathematical
model; validation of the model by comparison of simu-
lated output values and calculated theoretical ones, checking the accuracy of the model.
4.1 Generation of a global predictive model The four most important parameters, which can affect
the reliability of solder joint, were included in a global model as input parameters: materials properties: DA corresponds to the global
CTE mismatch between a component and board in ppm / K,
accelerated temperature tests: DT is the temperature difference in the temperature cycle, in C,
size of the Si die: LSI/L is die to component size ratio, size of the components: L edge length of the
component in mm.
In order to study the combined effect of these factors, FE-simulations were performed for different combinations of these parameters using statistically designed experiments. The range of values for the input variables is given in Table 4. For these input parameters the low, middle and high levels of each variable were designated as 1, 0, and +1 respectively. A total of 25 simulation runs were necessary to estimate the coefficients of the model using multiple linear regressions.
Table 4: Input variables for BoxBehnken experimental design
Parameter Level -1 0 1
DA, ppm/K 10 5 0
T DT, C 135 165 195
Die size LSI/L 0.4 0.6 0.8
Size L, mm (BGA/QFN) 4.5/ 4.5 7.0/6.5 9.5/8.5
In order to determine the effect of global CTE mismatch (parameter DA) three different combinations of moulding compound and substrate materials properties (Table 5) were used according to the Box-Behnken design.
Table5: CTE and Youngs moduli of components and boards for BoxBehnken experimental design
-1 0 1
CTE of moulding compound, ppm/K 8 10 12
Youngs modulus of moulding compound, GPa 26 22 18
CTE of substrate, ppm/K 18 15 12
Youngs modulus of substrate, GPa 20 25 30
-
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
5
4.1.1 BGA modelling
Fig.5: Examples of BGA geometry with different I/O-numbers and die size ratio
The sensitivity is obtained by the Spearman
correlation coefficient between a random input variable and the response. According to the correlation coefficients the input parameters sensitivity has the following values.
Table 6: Sensitivity of creep strain amplitude to BGA input parameters
Parameter Sensitivity Normalized
DA 0.188 14.64%
T DT 0.298 23.21%
Die size LSI/L 0.031 2.43%
Size L 0.767 59.72%
L
DT
DA
Lsi/L
0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8Sensitivity
Fig.6: Sensitivity of creep strain amplitude to BGA input
parameters
The creep strain was mostly affected by package size, Fig.6. It was indicated that the creep strain amplitude increased and the BGA package reliability decreased with an increase in package size (parameter L). A similar trend was also observed for temperature difference DT and CTE mismatch DA. The die to component size ratio LSI/L is having least significant effect.
The output parameter cr was fitted using a quadratic regression model. Box-Cox transformation and the forward stepwise filtering technique were applied for the regression analysis. A confidence level of 90.0% was used to filter out insignificant terms of the regression equation. The second-order non-linear mathematical models have been developed to predict the influence of selected input parameters on creep strain amplitude. The mathematical model for four factors considered in the present case is:
10-2
SISI
SI
29cr
)L0.0062 +L0.122
-LL0.887-DT)L
L0.0076+(-0.00726
+DA)LL73139.02-DT319.982+(1614.495
+DA101.432-(2.997
=
These mathematical models can predict creep strain
amplitude cr. The number of cycles to failure can be calculated with a suitable fatigue model, for example
295.1crf )(5.4N
= [9]. The equation represents the quantitative effect of input parameters and their interactions on the response. The values of the mathematical models coefficients are related to the effect of these variables on the response. A value > 0 represents a positive contribution while one < 0 indicates a negative effect of this parameter.
0,00 0,01 0,02 0,03 0,04 0,05
0,01
0,02
0,03
0,04
0,05
c
r, m
odel
cr, simulation
Fig. 7: Predicted values vs. FE simulation for creep strain
amplitude cr for BGA
For a model validation the values of the input parameters were set into the equation to obtain the theoretical values of cr. These were compared with the
L = 9.5 mm
L = 7.0 mm
L = 4.5 mm
-
6
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
FE simulation values and both were found to be in reasonably close agreement. A coefficient of determination R2 value is 0.81 and adjusted coefficient of determination R2adj 0.88.
4.1.2 QFN modelling
The 25 simulation data sets of the same input
parameters as in the BGA case (see Table 4 and 5) were used to evaluate the sensitivity using the correlation coefficients between all random input variables and response.
DA
DT
Lsi/L
L
0,0 0,2 0,4 0,6 0,8 1,0Sensitivity
Fig. 8: Sensitivity of creep strain amplitude to QFN input
parameters
It should be noted that QFN life-time in contrast to BGA is strongly influenced by CTE mismatch between component and board DA (Fig 8). So the reliability of QFN decreases with increase of this parameter. At the same time all other parameters have roughly the same negative effect on the reliability. The reliability of QFN generally decreases with an increase in such parameters as temperature difference DT, die to component ratio LSI/L and component size L.
Table 7: Sensitivity of creep strain amplitude to QFN input parameters
Parameter Sensitivity Normalized
CTE DA 0.947 65.03%
T DT 0.200 13.76%
Die size LSI/L 0.158 10.84%
Size L 0.151 10.37%
The creep strain amplitude of QFN can be estimated by:
3,3322
SI
SI
28cr
)L0.001529-L0.0262+LL0.119
+LL0.1168-DTDA39.7839+DT0.0004
+DA104.1478+DA4348.0919+(0.0696
=
The predicted values from the mathematical model are plotted in Fig.9 for comparison to simulation data.
0,00 0,01 0,02 0,03 0,04 0,050,00
0,01
0,02
0,03
0,04
0,05
cr, m
odel
cr, simulation
Fig. 9: Predicted values vs. FE simulation for creep strain
amplitude cr for QFN The model provides a coefficient of determination R2 of 0.98 and an adjusted value of R2adj - 0.99. The predicted and observed creep strains were well correlated and showed good agreement. 4.2 Local geometry models 4.2.1 BGA local geometry model
Four parameters of ball geometry were included in the
FE-model as random input variables to analyse their effect on the BGA component reliability
Ball radius (RBALL) Ball height (STOFF) Pad radius on the substrate side (RS) Solder mask opening on the package side (RP)
Fig. 10: Local geometry input parameters of the BGA
RP
RBALL
RS
-
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
7
Table 8: Input variables for BoxBehnken experimental design
Parameter Level -1 0 1
Ball height STOFF, mm 0.28 0.35 0.42
Solder mask opening on the package side RP , mm 0.12 0.15 0.18
Pad radius on the substrate side RS, mm 0.12 0.15 0.18
Ball radius RBALL, mm 0.18 0.225 0.27
Fig. 11: Examples of different BGA solder joint
geometries
Table 9: Sensitivity of creep strain amplitude to BGA local geometry
Parameter Sensitivity Normalized
Ball height STOFF -0.209 14.01%
Solder mask opening on the package side RP -0.925 61.77%
Pad radius on the substrate side RS 0.125 8.37%
Ball radius RBALL 0.237 15.86%
The chart shows that the radius of solder mask opening on the component side RP and the radius of the solder joint RBALL are sensitive parameter for the solder joint reliability.
SToff
Rp
Rs
Rball
-1.0 -0.8 -0.6 -0.4 -0.2 0.0 0.2 0.4
Sensitivity
Fig. 12: Sensitivity of creep strain amplitude to BGA
solder joint geometry The quadratic model was used to explain the mathematical relationship between independent variables and dependent responses. The mathematical expression of the relationship of creep strain with variables like pad and solder mask opening radius, standoff as well as ball radius are shown below as a regression model:
1BALLpS
OFFBALLpcr
)RR2.1375R139.4
ST9.68R8.269R3.2324.127(+
+=
In order to fit the model better, a Box-Cox transformation was used for the regression analysis. The agreement between the calculated and simulated data sets was acceptable: the determination coefficient R2=0.93 and adjusted the R2adj=0.90.
0,00 0,01 0,02 0,03 0,040,00
0,01
0,02
0,03
0,04
cr, m
odel
cr, simulation
Fig. 13: Predicted values of creep strain amplitude cr in
BGA solder joint vs. FE simulation data
-
8
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
4.2.2 Local QFN geometry For comparison, we have investigated the geometry
parameters, which can have an influence on the QFN solder joint lifetime. Five parameters were used as random input variables for the analysis of the solder joint local geometry.
height of the solder joint STOFF pad length on the substrate side XS pad width on the substrate side YS pad length on the package side XP pad width on the package side YP
Fig. 14: Input parameters of the QFN model The parameters and their distributions were shown in the Table 10.
Tabelle 10: Input variables for BoxBehnken experimental design
Parameter Level -1 0 1
Height of the solder joint STOFF,mm 0.054 0.06 0.066
Pad length on the substrate side XS, mm 0.72 0.80 0.88
Pad width on the substrate side YS, mm 0.225 0.25 0.275
Pad length on the package side XP, mm 0.495 0.55 0.605
Pad width on the package side YP, mm 0.225 0.25 0.275
Fig 15: Examples of different QFN solder joint
geometries
Table 11: Sensitivity of creep strain amplitude to QFN local geometry
Parameter Sensitivity NormalizedPad width on the package side YP -0.668 36.01%
Height of the solder joint STOFF -0.438 23.62%
Pad width on the substrate side YS 0.316 17.02%
Pad length on the package side XP 0.314 16.94%
Pad length on the substrate side XS -0.119 6.40%
Yp
SToff
Ys
Xp
Xs
-0,8 -0,6 -0,4 -0,2 0,0 0,2 0,4Sensitivity
Fig 16 Sensitivity of creep strain amplitude to QFN solder joint geometry
For QFN the lifetime of the solder joints shows a positive sensitivity to an increasing width of the peripheral pads and standoff. The final mathematical equation is given below:
SPPOFF
2OFFPS
PSOFFcr
XX0.14XST2.52-ST17.35Y0.045-Y0.012
X0.038X0.078-ST0.88-0.072
++
++=
The predicted values were compared with the simulation values and were found to be in reasonable agreement. In this case, the values of determination coefficient R2 and R2adj are 0.80 and 0.77.
XP
XS YS
YP
-
9th. Int. Conf. on Thermal, Mechanical and Multiphysics Simulation and Experiments in Micro-Electronics and Micro-Systems, EuroSimE 2008
9
0,008 0,010 0,012 0,0140,008
0,010
0,012
0,014
cr, m
odel
cr, simulation
Fig. 17: Predicted values of creep strain amplitude cr in
QFN solder joint vs. FE simulation data
5. Conclusions In this work some predictive models for the
assessment of creep strain amplitude as a function of different design parameters were developed. The sensitivity to various design parameters were analyzed and evaluated with regard to their influence. The regression coefficient for the representation of the effect of the independent variables, and the interaction coefficients were calculated for BGA and QFN.
These models can be used for a lifetime prediction with a significant reduction in the simulation time. The method is suited for the estimation of creep strain amplitude and a comparison of the performance of packages with varying geometric and material properties. It is sufficient to use quadratic equations, in order to calculate the lifetime for each set of input parameters. The developed models allow the reliability prediction with a precision comparable with FE models. So quick and inexpensive results can be made available to understand the impact of solder joint geometry, component size, material properties and temperature cycles on the thermo-mechanical reliability of the component solder joint.
The model can be used to evaluate the improvement instead of the prediction of the absolute value of the lifetime use. The developed models can be an effective tool for the component selection and its lifetime estimation particularly for users, which want to avoid costly simulations.
Acknowledgments The described investigations were funded by the
Federal Ministry of Economics and Labour BMWA under the AIF research program (AIF project number 13.821 N) and supported by the Research Association on Welding and Allied Processes of the German Welding Society DVS (DVS-No. 10.040). The authors are very grateful for this support.
References
[1] Lall, P.; Singh, N.; Suhling, J.C.; Strickland, M.; Blanche, J.: Thermo-mechanical reliability tradeoffs for deployment of area array packages in harsh environments joints, IEEE Trans. CPMT, Vol. 28, No. 3, 2005, pp. 457- 466.
[2] Vandevelde, B.; Beyne, E.; Zhang K.; Caers, J.; Vandepitte, D.; Baelmans, M.: Parameterized modeling of thermomechanical reliability for CSP assemblies; Journal of Electronic Packaging; V.125, 2003, pp. 498-505
[3] Stoyanov, S.; Yannou, J. M.; Bailey , C.; Strusevich, N.: Reliability based design optimisation for system-in-package; Proc. Eurosime 2007, pp. 289-296.
[4] Zukowski, E., Deier, E., Wilde, J.: Correct modelling of geometry and materials properties in the thermo-mechanical finite-elements-simulation of chip scale packages; Proc. Eurosime 2005, pp. 545-552.
[5] ANSYS 11.0 Documentation
[6] Schubert, A., Dudek, R., Auerswald, E., Gollhardt, A., Michel, B., Reichl, H.: ''Fatigue life models of SnAgCu and SnPb solder joints evaluated by experiments and simulations,'' 53rd ECTC Conference Proc., 2003, pp. 603-610
[7] Hamby, D. M.: A review of techniques for parameter sensitivity analysis of environmental models, Environmental Monitoring and Assessment V.32: pp. 135-154, 1994.
[8] Helton, J.C., Iman, R.L. and Brown, J.B.: Sensitivity analysis of the asymptotic behavior of a model for the environmental movement of radionuclides, Ecol. Modelling. 28, (1985), pp. 243-278.
[9] Dudek, R., Rzepka, S., Dobritz, S., Doring, R., Keybig, K., Wiese, S., Michel, B.: Fatigue life prediction and analysis of wafer level packages with SnAgCu solder balls, Electronics System Integration Technology Conference, 2006, Vol. 2, pp. 903-911