[IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich,...
7
Click here to load reader
Transcript of [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich,...
![Page 1: [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich, Switzerland (2007.09.4-2007.09.7)] 2007 IEEE/ASME international conference on advanced](https://reader038.fdocument.org/reader038/viewer/2022100721/5750abdf1a28abcf0ce2bde4/html5/thumbnails/1.jpg)
Abstract— This paper presents the investigation results and an implementation example of robust µ-controllers for axes of milling machines. The challenge to transfer modern control methods from research to industrial application is tackled by showing necessary steps performed for the implementation. Constraints inherently given by a real machine control unit are considered and treated. Two test rigs, a two-mass-oscillator driven by a synchronous motor and a hydrostati-cally supported z-axis of a milling machine are presented. Robust µ-controllers are designed and the developed methods are applied. The µ-controller for the first test rig is imple-mented manually in C-Code on a real industrial control unit. Due to the higher order of the µ-controller for the z-axis, the implementation is realized on a dSPACE System. Experimen-tal results are presented and compared with state of the art technologies.
I. INTRODUCTION OBUST CONTROL concepts have been investi-
gated in different kinds of technical applications [2], [12], [15]. The milling machine industry is an industrial market of great potential for model based robust control concepts. Undesirable vibrations due to dynamical move-ments of the milling machines axes, inertial forces and torques or process forces are deteriorating the workpiece surface quality. These vibrations are closely related to the often weakly damped modes of the elastic mechanical structures. In combination with other system properties like, phase lag (time delays) of amplifiers, power electron-ics, sample times or slight nonlinearities the destabilisation of these modes is limiting the achievable control perform-ance. Obviously when using simple, state of the art control concepts, e.g. PID, Optimal Control LQG/H2, Cascaded Control [9], [10], [13].
A promising model based control method is the robust µ-controller design. It allows for consideration of the above mentioned system properties. The main disadvantage of the µ-controller design is the mathematical complexity as well as the time consuming effort in developing these control-lers. The engineer has to cope with modeling, identifica-
Manuscript received January 14, 2007. This work was supported by the
German Federal Ministry of Education and Research (BMBF) within the Framework ”Research for Tomorrow’s Production” and managed by the Project Management Agency Forschungszentrum Karlsruhe (PTKA-PFT).
The authors are with the Department of Mechatronics in Mechanical Engineering, Technical University Darmstadt, Petersenstr.30, 64287 Darmstadt (corresponding author to provide phone: 0049-6151-165607; fax: 0049-6151-165332 e-mail: [email protected]).
tion, performance specification and most often with itera-tive controller tuning, which should be actually prevented by systematical controller design, but is still a reported fact by users. Nevertheless, for many steps of the design proc-ess solutions are well developed and ready to use (MAT-LAB). Furthermore the great potential of robust control in optimizing the systems control performance has been shown by many experimental results [4], [8], [10], [11], [13], [14]. The essential step to transfer these investigations and the developed methods to industrial applications is still a challenging and demanding task. Almost all presented results are obtained by experimental test rigs in laboratories and research facilities. The reasons for this might be the complexity, the trade-off between effort and profit for in-dustrial companies and certainly the insufficient coopera-tion between practicing engineers and researchers.
To cope with this fact the paper is a contribution to close this gap and to propose methods and particularly informa-tion and experience for the practicing engineer. Especially the missing, but essential step from control platforms in research, e.g. dSPACE, LABVIEW, to the real control units used in industry will be presented. The inherently restrictions coming up with real machine control units, like limited computational power, sample times, integration of state space controller structures, floating point arithmetic or even the numerical conditions of the controller matrices are investigated. With regards to the exponential increasing computational power of recent and future DSP’s the main restriction of model based controllers, i.e. the high order, could be overcome.
During a research cooperation project with industry two test rigs have been developed which are used to show a successful design, implementation and comparison of µ-controllers with state of the art technologies. A simple two mass oscillator driven by a synchronous motor, represents the x-axis table device of a milling machine. It is used to demonstrate the implementation of a low order µ-controller on a real machine control unit. A hydrostatically supported, overhanging z-axis is used to show the application of the investigated methods to a more complex plant, leading to a high order µ-controller, which is implemented on a dSPACE System.
Applications of active hydrostatic bearings can be rarely found in literature [5], [6]. The application of µ-controller-synthesis in this technology is not known to the author’s best knowledge.
C-Code Implementation of Robust µ-Synthesis-Controllers for Industry Applications
Peter Kytka and Rainer Nordmann
R
1-4244-1264-1/07/$25.00 ©2007 IEEE
![Page 2: [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich, Switzerland (2007.09.4-2007.09.7)] 2007 IEEE/ASME international conference on advanced](https://reader038.fdocument.org/reader038/viewer/2022100721/5750abdf1a28abcf0ce2bde4/html5/thumbnails/2.jpg)
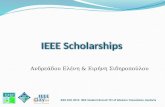
Fig. 1. Configuration of two-mass-oscillator (TMO) test-rig
II. TEST RIGS AND PLANT MODELING In this section the two test rigs used for investigations
are presented. A brief summary about their basic function-ality as well as the plant modeling procedure will be given.
A. Two Mass Oscillator driven by Synchronous Motor The first test rig, a simple two mass oscillator (TMO)
driven by a synchronous motor is depicted in Fig. 1. The mechanical part corresponds to the load mass with moment of inertia J2 which is connected by an elastic shaft with stiffness k and damping d to the rotor mass with moment of inertia J1. This can be described by the following equations of motion
.00
0
2
1
2
1
2
1
2
1⎥⎦
⎤⎢⎣
⎡=⎥
⎦
⎤⎢⎣
⎡⎥⎦
⎤⎢⎣
⎡−
−+⎥
⎦
⎤⎢⎣
⎡⎥⎦
⎤⎢⎣
⎡−
−+⎥
⎦
⎤⎢⎣
⎡⎥⎦
⎤⎢⎣
⎡ Mkkkk
dddd
JJ
ϕϕ
ϕϕ
ϕϕ
&
&
&&
&& (1)
with actuating torque M at J1. The real machine control unit (RMCU) for milling machines in Fig. 1 allows for imple-menting µ-controllers in C-code on a digital signal proces-sor with a sample rate of 4 kHz. Two possible controller structures are integrated, a state-of-the-art cascaded PI-PI-control structure and a state space structure of actual maxi-mum order 7, (Fig. 2). The RMCU is connected over an interface to a higher system level personal computer (PC) to accomplish parameterisations, to evaluate measured vari-ables or to transfer desired signals to an internal signal gen-erator which also generates white noise excitation for iden-tification (Fig. 1). The control variable φ1 which denotes the position of the rotor driving mass J1 is measured by an incremental encoder with 2048 points per revolution and fed back to the controllers. For the interior cascaded control loop the angular velocity is evaluated by derivation of φ1.
The physical behaviour of this test-rig is typical for: line-arly driven x-axes-devices with a tool holder, which is di-rectly connected by a flexible beam, as well as: ball screw driven axes devices, which are not state of the art, though still often existing in the milling machine industry.
Fig. 2. Control scheme of two-mass-oscillator (TMO) test-rig
For identification the frequency response function (FRF) from the desired value Iset of the internal current control loop (Fig. 2) to position φ1 is measured by using a white noise excitation. Thereby the control parameters of the cas-caded control loops are turned off. Equation (1) is used to obtain a nominal model, which is set up in state-space rep-resentation and fitted by manual parameter adjustment until the bode plots in Fig. 3 coincide. The remaining dynamical behaviour is taken into account by a Pade-Approximation. As shown by the grey line the nominal model fits with the measurement quite good.
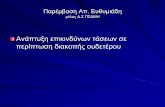
B. Milling Machine z-Axis in Hydrostatic Bearings The second test rig is an overhanging z-axis of a milling
machine, in hydrostatic bearings as depicted in Fig. 4. Hy-drostatic bearings can be used in guide ways for milling machines, especially in high precision milling applications (precision ~ 1 to 2 µm). In contrast to conventional roller- bearings, slide-bearings are characterized by their appropri-ate damping properties and the possibility of interaction to the supported structure, i.e. z-axis. A thin oil film with gap h, between axis and bearing is maintained by an external pressure pump. The state of the art method is a passive me-chanical controller, so called “Schoenfeld-Controller”, which is used to increase the stiffness and the load bearing capacity, by keeping the gap h nearly constant. This is real-ized by a load-dependent restrictor, which adapts the oil flow rate respectively pressure in the bearings pocket, due to load changes (disturbances) and hence counteracts against the disturbing forces.
Fig. 3. Plant model of two-mass-oscillator (TMO) test-rig
setϕµ-controller
1JPI
PI PWM 2J
d/dt 1ϕIPI
uDxCyuBxAx
µµ
µµ
+=
+=& setI
PC
k,d
J2 J1
Real Machine Control Unit RMCU with
Internal Signal Generator
PWM / Amplifier Current Control Loop
Configuration Handling
Parameters
Optional
RMCU
1-4244-1264-1/07/$25.00 ©2007 IEEE
![Page 3: [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich, Switzerland (2007.09.4-2007.09.7)] 2007 IEEE/ASME international conference on advanced](https://reader038.fdocument.org/reader038/viewer/2022100721/5750abdf1a28abcf0ce2bde4/html5/thumbnails/3.jpg)
hm
-1
PI
µ
acc
-1
Fig. 4. Test-rig of hydrostatically supported z-axis For more information about hydrostatic bearings it is re-ferred to [10], [16].
To achieve active vibration damping the passive, dy-namically inertial, “Schoenfeld-Controllers” are replaced by fast dynamic prototype servo valves, which should op-erate in the range up to the first natural frequencies of the z-axis. Sec. II-B of this paper further develops [10] with investigation on a real z-axis (Fig. 4). The investigation here covers active vibration damping in the y-direction. Furthermore the following applied modeling method is much more efficient for complex plants like this heteroge-neous z-axis structure than the approach shown in [10].
The FRF depicted by the black line in Fig. 5, is obtained by supplying the lower bearings servo valves with white noise excitation generated by a dSPACE-System and meas-uring the acceleration at the tip of the z-axis as depicted in Fig. 4. Thereby the 2x1-MISO-System is reduced to a SISO-System, by multiplying the control signal of the op-posite bearing by -1. The stiffness of the upper bearings is increased by simple PI-control of the averaged gap hm.
Looking at the plant in more detail (Fig. 5) many flexible modes up to 500 Hz can be observed. Furthermore the steep phase loss up to the first two natural frequencies at approx. 150 Hz is related to the sample frequency of 4 kHz, the power electronics of the servo valve, possibly embed-ded air bubbles, and particularly the hydraulic capacity of the oil volume in the capillaries and the pocket. The chal-lenge to obtain an accurate and less time consuming model for plants of this kind is obvious. In contrast to the manual model fitting as described in Sec. II-A, prediction error methods commercially available in the MATLAB-Identification-Toolbox are used to obtain a model. They allow for fitting a state-space-system directly from FRF-data. The MATLAB-command is pem. For the purpose of readability it is referred to [7] for more information about the algorithms. As shown by the grey line in Fig. 5 the model fits with the measurement quite good.
Fig. 5. Plant model of hydrostatically supported z-axis
III. µ-CONTROLLER SYNTHESIS In this section a brief summary of the elementary steps
and equations for µ-Synthesis will be given. For a more detailed description and ambiguous facts about µ-synthesis it is referred to [14], [15] and the references mentioned there.
A. Uncertainty Modeling of the Plants Additionally, to the nominal models already obtained in
Sec. II, uncertain models have to be set up. Two types of uncertainty, additive (unstructured) and parametric (struc-tured), uncertainty is used. Additive uncertainty allows for consideration of neglected high frequency, flexible modes. Compared to the simple TMO in Fig. 1/3, this is inevitably necessary in the case of the heterogeneous z-axis. As de-picted by the solid black line in Fig. 5, more precisely the frequency band beyond 600 Hz multiple flexible modes are apparent, which can be considered in this way. The addi-tive uncertainty is depicted by the thin dash-dotted line (DT1-Element shape).
Parametric uncertainty in the natural frequencies ω en-ables the consideration of modeling errors, slight nonlin-earities, or parameter changes which lead to a shift of the natural frequency. In the case of the TMO a structured un-certainty of δω = 6 % is introduced. The structured uncer-tainty values for the hydrostatically supported z-axis are chosen individually for each mode, between δω = 3-5 %, due to experience values. The combination of additive and parametric uncertainties can be described by
( )ωω δδδδ ,aaa diagandWG =∆⇒+ (2) where ∆ is the set of perturbations with δa for additive and δω for parametric uncertainty. Wa(s) is the frequency de-pendent amount of additive uncertainty. Finally, this leads to the uncertain plant models G∆(s) depicted in Fig. 3 and Fig. 5 by the thin dashed-dotted lines.
1-4244-1264-1/07/$25.00 ©2007 IEEE
![Page 4: [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich, Switzerland (2007.09.4-2007.09.7)] 2007 IEEE/ASME international conference on advanced](https://reader038.fdocument.org/reader038/viewer/2022100721/5750abdf1a28abcf0ce2bde4/html5/thumbnails/4.jpg)
Fig. 6. General control loop with performance specification weights in M
B. Performance Specification In µ-synthesis the desired performance is specified in
terms of bounds on the FRFs of a general closed control loop, depicted in Fig. 6, by the bold lines. The relation be-tween the outputs and the inputs of interest is given by
.⎥⎦
⎤⎢⎣
⎡−⋅⎥
⎦
⎤⎢⎣
⎡−−
=⎥⎦
⎤⎢⎣
⎡−dr
TCSGSS
ue (3)
The objective is to achieve a high disturbance rejection
e/d by minimizing and bounding the process sensitivity function GS. For a desired level of GS, it is further prefer-able to limit the corresponding control effort u/r, described by the control sensitivity function CS. The sensitivity func-tion S also quantifies the disturbance rejection. The bound on the complementary sensitivity function T can not be chosen arbitrarily. It dependents on GS, CS and S, [14].
It can be taken from (3) that for realization of the bounds on CS and GS at least two input signals r, d and two output signals e, u are required. Hence the bounds cannot be as-signed directly to each FRF. The mathematical solution is to weight the four in- and outputs e, u, r, d by frequency dependent, suitably shaped weighting functions Wr, Wd, We, Wu as depicted in Fig. 6. The interconnection to the general control loop, i.e. to the controller C to be synthesized and the uncertain plant model G∆, is mathematically expressed by the matrix M as depicted in Fig. 6 by the grey area. Ob-viously, M represents the performance specification.
C. Synthesis and Implementation of the µ-Controller The general setup for robust µ-controller synthesis corre-
sponding to Fig. 6 is given by the interconnection1
.⎥⎦
⎤⎢⎣
⎡−−
=duru
dere
TWWCSWWGSWWSWW
CMG oo (4)
Using the D-K-Iteration of the Robust Control Toolbox (MATLAB [3], [15]), two controllers are synthesized.
1 o is the notation for interconnection accordingly to Fig. 6.
The µ-controllers are reduced from order 18 to 7 for the TMO, respectively from order 61 to 18 for the z-axis, by keeping the closed loop performance nearly constant. If the synthesized controller satisfies so that the well known H∞-criterion ||GMC||∞ ≤ 1 is fulfilled for all frequencies, it is given that the specified performance M will be achieved in reality with the µ-controller C, under the assumption that the real plant is covered by the uncertain model G∆. Hence the reciprocal values of the weighting functions Wr, Wd, We, Wu can be interpreted as bounds for the sensitivity func-tions GS and CS (T, S analogous), with (4)
.11
11
−−
−−
≤≤
≤≤
dure
rude
WWTandWWS
WWCSandWWGS (5)
The two synthesized µ-controllers are on hand in con-
tinuous time state space representation. The following sec-tion describes mathematical methods and algorithms which have been applied after the design process to the µ-controllers before implementation.
IV. IMPLEMENTATION ISSUES With the objective of an efficient controller implementa-
tion on the RMCU, the engineer has to cope with different limitations inherently given by the real control unit such as: Floating Point Operation, numerical properties of the con-troller matrices, C-Code implementation and in case of the RMCU a prescribed fixed sample time of ts=2.5e-4 s. This can be solved by means of mathematical transformations and discrete time controller theory.
A. Floating Point Operation The parameters (entries of the system state space matri-
ces) of the designed µ-controllers have to be transferred to the RMCU. It allows for each parameter value a size of 32bit, i.e. without decimal places it is possible to imple-ment values in the range of vimin= -231 up to vimax= 231-1. To include rational values a fixed amount of decimal places can be defined. In the performed investigations four deci-mal places were defined. This results in maximum values of vallwow = 231/104 (~214750) which are saved in float vari-ables. The mantissa of the float variables is limited to 23 bit, i.e. the accuracy is limited to maximal 6 decimal places. Obviously a compromise has to be found how many places are necessary to the left or to the right of the decimal point. This circumstance also leads to the mathematical preproc-essing of controller matrices (entries) described in the fol-lowing.
It should be mentioned that the resolution of actuators and sensors is also crucial. At the current industrial test-rig (Fig. 1) these parameters are predetermined by 11bit for the incremental encoder, 16bit for the set value of the current control loop and 12bit for the PWM.
er ud
)(sC )(sGy
)(seW
∆
M(s)
)(suW
)(srW
)(sdW
1-4244-1264-1/07/$25.00 ©2007 IEEE
![Page 5: [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich, Switzerland (2007.09.4-2007.09.7)] 2007 IEEE/ASME international conference on advanced](https://reader038.fdocument.org/reader038/viewer/2022100721/5750abdf1a28abcf0ce2bde4/html5/thumbnails/5.jpg)
B. Transformation of Controller State Space Matrices After synthesis the µ-controllers in continuous state
space representation are transformed to discrete state space representation
( ) ( ) ( )( ) ( ) ( )kkk
kkk
uDxCy
uBxAx
µµ
µµ
+=
+=+ 1 (6)
using first-order-hold approximation. It is assumed that the input is piecewise linear between the sampling steps. This can be easily done by using the c2d command. Due to the requirement of saving computation time it seems to be meaningful to transform the fully assigned system matrix Aµ in a more appropriate numerical form, where the off-diagonal elements are equal to zero. Thus these matrix en-tries don’t have to be evaluated in the implemented C-Code. A common approach is a canonical, modal, block diagonal system representation. This linear map uses the eigenvector matrix Φ to transform the original coordinates x into modal coordinates ξ by the relation x=Φ·ξ leading to
( ) ( )( ) ( ) .uDξΦCy
uBΦξΦAΦξ -1-1
⋅+⋅=
⋅+⋅=
µµ
µµ&
(7)
It is required that Aµ is diagonalizable with the sufficient
condition that Aµ has no repeated eigenvalues. The charac-teristics of these transformations are, that the original in- and outputs (u, y) are kept, the modal matrix Am=Φ-1AµΦ is diagonal-similar and thus the modal coordinates ξ are decoupled. This transformation can be easily done by using the canon command.
So far the remaining entries, particularly in the Bm=Φ-1Bµ and the Cm=CµΦ vectors (7) have not been con-sidered. Unfortunately the entries can have oversized val-ues, or the matrices can be numerically ill conditioned, i.e. the range of the numerical entries is differing strongly. Both can lead to difficulties, e.g. due to the limited values which can be implemented in floating point arithmetic, as mentioned in Sec. IV-A. To cope with this, it is meaningful to use another diagonal similarity transformation, which can be understood as a conditioning of the state space ma-trices. The similarity transformation matrix T and a scaling factor α is calculated such that the matrix S
⎥⎥⎦
⎤
⎢⎢⎣
⎡
⋅= −
−
m1
m
m1
m
DTCααTBTTAS (8)
has approximately equal row and column norms, i.e. the numerical values are more close to each other. Simultane-ously the numerical conditioning of the controller matrices is improved. This can be evaluated by the so called condi-tion number κ, [15] which denotes the ratio between the
minimum and maximum singular value σmin,max
( ) ( )( ) .SSS
σσκ = (9)
The nearer the value κ is to 1 the more well- conditioned the matrix S, i.e. the controller matrices are. For the de-signed µ-controllers the condition number κ is reduced from κTMO=493 to κTMO=78 for the TMO controller and from κZ=1.33e6 to κZ=81 for the z-axis controller, by means of balancing the discrete controller in canonical, modal form (7) using (8). The used commands are ssbal and cond.
C. C-Code Implementation To implement the µ-controllers in C-Code it is useful to
understand how the discrete state space representation (6) can be evaluated manually. Therefore at first the state vec-tor x(k+1) is calculated recursively using x(k) (notation xk+1 and xk) [1] by means of (6). Then the output y(k) can be evaluated. This equation can be easily implemented in C-Code. However for every single time step k, the state vector xk+1 in (6) could be calculated more efficiently by
( ) ( ) ( ) ( )∑ ∑=
−⋅
⋅−−=+
⎪⎭
⎪⎬⎫
⎪⎩
⎪⎨⎧
⋅+⎥⎥⎦
⎤
⎢⎢⎣
⎡⋅=
n
ik
njij
ijijjkk uijjii
1
]];2;min[max[
])(;1max[1 , BxAx (10)
with: (partially- q.v. below) block- diagonal controller ma-trix A, order n, and the counters initialized i=1 for the ma-trix-rows respectively j=2 for the matrix-columns.
Obviously, after modal transformation with (7) (as well as after evaluation of (8)) the controller system matrix Am is block-diagonal (Sec. IV-B) with off-block-diagonal ele-ments equal to zero for even order n. For odd order n the matrix is partially block-diagonal, i.e. it has similar proper-ties to even n except that there is one more element on the main diagonal unequal zero. The relation between the ma-trix order n and the amount of zeros z is given by
( )( ) .2
12evennfornnzoddnfornnz
⋅−=+⋅−= (11)
The above described characteristics and (11) hold for all
orders n. The zeros do not contribute to the calculation of the state vectors x(k+1) in (6). Consequently only the main block diagonal elements of Am have to be multiplied with x(k), i.e. a suitable programming of for-loops using (10) in the C-Code can save computational time. This benefit in-creases the more zeros are present in Am, i.e. the higher the controller order is. Obviously the term xk+1=A·xk is crucial in view saving computational time. The evaluation of (10) (without B(i)·uk) can be coded in MATLAB, respectively C-Code, by the following for-loops:
1-4244-1264-1/07/$25.00 ©2007 IEEE
![Page 6: [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich, Switzerland (2007.09.4-2007.09.7)] 2007 IEEE/ASME international conference on advanced](https://reader038.fdocument.org/reader038/viewer/2022100721/5750abdf1a28abcf0ce2bde4/html5/thumbnails/6.jpg)
Fig. 7. Comparison of computational time of for-loops
for i = 1:n for j = max[j-1,(i-j)·i] : min[max[j,2·i-j],n] xk+1(i) = xk+1(i) + A(i,j)·xk(j)
end end 2
Currently the conventional for-loops (sufficient for order
7) are implemented on the RMCU. To get an indication for the saving of computational time the conventional for-loops are compared to the optimized for-loops by calculation of xk+1=A·xk for an order range of n = [4:50], offline in MATLAB. Thereby each order is calculated a ten thousand times. Fig. 7 shows the computational times topt (optimized for-loops) as well as tcon (conventional for-loops) plotted over order n. The curve characteristics hold for the relation that the optimized for-loops can save computational time, particularly for increasing order n (i.e. controller order), as shown by the linear grey line (vs. black line). The text boxes in the Fig. 7 emphasize the computational times for a matrix order of 7 and 18 corresponding to the orders of the designed controllers.
D. Manual Truncation of Decimal Places Finally, the decimal places after the fourth position after
decimal point in the controller matrices are truncated manu-ally. This is necessary because the implemented values of the state space matrices are limited to a fixed number of decimal places as defined in Sec. IV-A. The “truncated” and the original controller are closed with the plant model to check stability of the closed loop. Furthermore the step-, impulse responses respectively bode diagrams are com-pared. The deviations are negligible. Fig. 8 shows the mag-nitude of the two controllers, before and after truncation (solid resp. dash dotted lines) and the relative approxima-tion error between the controllers plotted over frequency.
2 It should be noted that existent single entries on the main diagonal
(partially block-diagonal A) have to be sorted to the last diagonal entries in A. This is admissible due to the decoupled modal representation.
Fig. 8. Magnitude and approximation errors of µ-controllers
Obviously the maximum occurring error is approx. 4 %. To automate this for arbitrary designed µ-controllers par-ticular MATLAB- files have been written.
V. COMPARISON AND RESULTS The experimental results presented in the following are
obtained by implementing the low order µ-controller for the TMO on the RMCU. Due to the high order of the µ-controller for the z-axis the implementation is realized on a dSPACE board, by using automated Code Generation.
A. µ-Controller for TMO on RMCU To evaluate the achieved TMO control performance
measurements are accomplished in the frequency and time domain. Input signals are set-point r and set-point-currents d (disturbance current, Fig. 2/6). Output signals are the controlled variable y and control effort u+d (actual cur-rent). All variables correspond to Fig. 6 and are of course also related to Fig. 2. To evaluate the disturbance attenua-tion the disturbance rejection function GS is calculated by measuring d and y. For comparison GS is also measured for the state of the art P-PI-cascaded control loop. As depicted by the magnitudes of GS in the upper plot of Fig. 9 shown by the black line, a higher disturbance rejection is achieved compared to the grey line. This is true for all frequencies in the range of 10 Hz to 100 Hz. Furthermore the natural fre-quency of the TMO is more damped compared to the cas-caded control method. The lower plot of Fig. 9 shows the control deviation e for comparison in the time domain. Ob-viously e can be reduced nearly by factor two. It should be noted that the implemented µ-controller could be further optimized, i.e. is tuned carefully due to an undesirable overload of the test rigs shaft.
B. µ-Controller for z-Axis on dSPACE For evaluation if active vibration damping could be
achieved the acceleration impulse responses at the tip of the axis near the process forces where the spindle operates are
1-4244-1264-1/07/$25.00 ©2007 IEEE
![Page 7: [IEEE 2007 IEEE/ASME international conference on advanced intelligent mechatronics - Zurich, Switzerland (2007.09.4-2007.09.7)] 2007 IEEE/ASME international conference on advanced](https://reader038.fdocument.org/reader038/viewer/2022100721/5750abdf1a28abcf0ce2bde4/html5/thumbnails/7.jpg)
Fig. 9. Measured disturbance rejection function GS and control deviation e when applying reversal desired path (TMO) measured (Fig. 4). An impact hammer is used to measure the hammer impulse in order to achieve comparable excita-tions. Fig. 4/10 compares three configurations: upper and lower bearings with state of the art “Schoenfeld-Controllers” (grey line); upper and lower bearings with servo valves µ-controller OFF / PI-control ON by dash dotted line and the same with µ-controller ON by the black line. Obviously the vibration can be damped efficiently as depicted in Fig. 10 up from approximately 0.04 s. The main frequency of the vibration is nearly 150 Hz were the first two flexible modes are apparent (Fig. 5/10).
VI. CONCLUSION The experimental results reveal that robust controllers
can be successfully implemented on real industry control units. Furthermore it is shown that a performance im-provement can be achieved compared to state-of-the art concepts in the milling machine industry. Anyway the practicing engineer has still to cope with theory and many professions, e.g. modeling, controller design, signal processing, identification. But as shown in this contribution, there are ready to use algorithms as described for example by the identification of complex plant models like in the case of the z-axis. If practical engineers and researchers are working closely together, advances in the application of modern control concepts in industry could be extended. The future steps are to test different (also higher order) RMCU-µ-controllers, at a multiple axes milling machine during operation and to evaluate the performance on a manufactured workpiece.
REFERENCES [1] J. Adamy, Systemdynamik und Regelungstechnik II Teil I: Lineare
Systeme, Berichte aus Steuerungs- und Regelungstechnik, Shaker Verlag, Aachen,2005.
[2] G. J. Balas and J. C. Doyle, “Robustness and performance trade-Offs in control design for flexible structures,” IEEE Trans. In Control Systems Technology, vol. 2, No.4, 1994.
Fig. 10. y-Acceleration impulse response at tip of the z-axis (Fig. 4) [3] G. J. Balas, J.C. Doyle, K. Glover, A.K. Packard and R. Smith, µ-
Analysis and Synthesis Toolbox,User’s Guide, MUSYN Inc., Minea-polis, MN and The Mathworks, Inc., MA, 1995.
[4] D. Barros, S. Fekri, and M. Athans, “Robust mixed-µ synthesis per-formance for mass-spring system with stiffness uncertainty,” Proc. of 13th Mediterranean Conf. on Control and Automation, Limassol, Cy-prus, 2005, pp 743-748.
[5] J. Hesselbach and A.Gleichner, “Aktive hydrostatische Führungen mit elektrorheologischer Flüssigkeit – Neue Aktoren für intelligente Maschinen,” Zeitschrift für wirtschaftlichen Fabrikbetrieb, 6, Ger-many, 1999, pp. 324-326
[6] J. Hesselbach and Ch. Abel-Keilhack, “Active hydrostatic bearing with magnetorheological fluid,” Proc. 8th International Conference on New Actuators, Bremen, Germany, 2002, pp. 343-346.
[7] L. Ljung, System Identification-Theory for the User. Sweden, Pren-tice Hall, Inc. Upper Saddle River, New Jersey, USA, 1999.
[8] S. Kawaji and K. Kanazawa, “Robust vibration suppression control of 2-sass systems using µ-synthesis,” Proc. Of 3rd Int. Workshop Ad-vanced Motion Control, Berkeley 1994, pp 170-179.
[9] P. Kytka, Ch. Ehmann and R.Nordmann, “Comparison of model-based controller synthesis vs. PID-concept for position control of flexible structures,” Proc. of International Congress on Machine Tools, Automation and Robotics in Mechanical Engineering MATAR 2004, Prague, Czech Republic, 2004, pp. 71-77.
[10] P. Kytka, Ch. Ehmann and R. Nordmann, „Active vibration damping of a flexible structure in hydrostatic bearings,“ Proc. 4th IFAC-Symposium on Mechatronic Systems, Heidelberg, Germany, Sept. 2006, pp. 656-661
[11] K. Peter, I. Schöling and B. Orlik, „Robust output-feedback H∞ con-trol with a nonlinear observer for a two-mass system,“ Proc IEEE Trans. On Industry Applications, Vol. 39, No. 3, 2003, pp 637-644.
[12] A. Preumont, Vibration Control of Active Structures, an Introduc-tion. Kluver Academic Publishers, Dordrecht, The Netherlands, 2002.
[13] U. Schönhoff, Ch. Ehmann and R. Nordmann, “Design of a robust PID-like µ-synthesis controller for position control,” The Interna-tional Symposium on Active Control of Sound and Vibration ACTIVE 2002, Southampton, UK, 2002.
[14] U. Schönhoff, Practical Robust Control of Mechatronic Systems with Structural Flexibilities. Dissertation, Shaker-Verlag, Aachen, Ger-many, 2003.
[15] S. Toffner-Clausen, System Identification and Robust Control - Ad-vances in Industrial Control, Springer Verlag, London Limited, UK, 1996.
[16] M. Weck, Werkzeugmaschinen, Fertigungssysteme Band 2 Konstruk-tion und Berechnung, Springer-Verlag, 8., neu bearbeitete Auflage, Berlin, Heidelberg, Germany, 2005.
1-4244-1264-1/07/$25.00 ©2007 IEEE










![5 - IEEE Inertial2017.ieee-inertial.org/.../files/inertial2017_sampleabstract… · Web viewWord count: 531. References [1] E. J. Eklund and A. M. Shkel, J. Microelectromech. ...](https://static.fdocument.org/doc/165x107/5aca38517f8b9a51678dc012/5-ieee-web-viewword-count-531-references-1-e-j-eklund-and-a-m-shkel.jpg)