GUIONES DE PRÁCTICAS DE GESTIÓN DE RESIDUOS ... - La … · Esfericidad de partícula (φ) La...
34
1 GUIONES DE PRÁCTICAS DE GESTIÓN DE RESIDUOS SÓLIDOS URBANOS Y ASIMILABLES 3 ER CURSO DE LICENCIATURA EN CIENCIAS DEL MEDIO AMBIENTE
-
Upload
nguyenhanh -
Category
Documents
-
view
225 -
download
0
Transcript of GUIONES DE PRÁCTICAS DE GESTIÓN DE RESIDUOS ... - La … · Esfericidad de partícula (φ) La...
1
GUIONES DE PRÁCTICAS DE GESTIÓN DE RESIDUOS SÓLIDOS
URBANOS Y ASIMILABLES
3ER CURSO DE LICENCIATURA EN CIENCIAS DEL MEDIO AMBIENTE
2
ÍNDICE
PRÁCTICA Nº 1.- ABSORCIÓN DE CO2 ………………………………………… 3 PRÁCTICA Nº 2.- SAPONIFICACIÓN DE UN ACEITE VEGETAL ….……… 14 PRÁCTICA Nº 3.- ELABORACIÓN DE UN BIODIÉSEL ……………………… 17 PRÁCTICA Nº 4.- COSTES DE LA GESTIÓN DE RSU ……………………...… 20
3
PRÁCTICA Nº 1.- ABSORCIÓN DE CO2 EN UNA DISOLUCIÓN ACUOSA DE NaOH 1. Introducción Las operaciones industriales de transferencia de materia implican el contacto de dos fases no miscibles en aparatos diversos. Unas veces el contacto entre las fases es intermitente, como sucede en las columnas de pisos (perforados, de campana, etc.), otras veces dicho contacto es continuo, como sucede en las columnas de relleno. Aunque existen otros dispositivos para conseguir el contacto entre las fases (cámaras de pulverización, burbujeadores de gases, contactores centrífugos, etc.), los de mayor importancia práctica, por su gran difusión, siguen siendo los citados en primer lugar. En el caso concreto de los procesos de absorción, los dispositivos más utilizados son las columnas de relleno. En el diseño de las mismas será necesario considerar muy diversos aspectos, tanto de las características del relleno como de las condiciones de funcionamiento. Así, el conocimiento de los diferentes tipos de relleno permitirá seleccionar el más adecuado en cada caso en función de su área específica a (m2 / m3); el conocimiento de las condiciones fluidodinámicas de funcionamiento (velocidad de anegamiento, pérdida de presión, etc. ) permitirá determinar el diámetro de la columna y los caudales óptimos de gas y líquido; por último, el conocimiento de los coeficientes de transferencia de materia a través de las dos fases, KL y KG, permitirán determinar la altura de la columna. 1.1. Columnas de relleno Las columnas de relleno para el contacto gas-líquido se emplean mucho para operaciones de absorción y, hasta un punto limitado, para las de destilación. Por lo común, las columnas se empacan con material orientado en forma aleatoria; pero, en algunos casos, se puede colocar cuidadosamente en sus posiciones. La columna de relleno es un dispositivo simple en comparación con las columnas de platos. Una columna común consiste en un envolvente cilíndrico que contiene un plato de soporte para el relleno, un dispositivo de distribución de líquido, diseñado para proporcionar la irrigación eficaz del relleno. Es posible utilizar varios lechos en el mismo envolvente de la columna. El relleno sólido debe de ser de tal naturaleza que al ser mojado por el líquido descendente y fluir ascendentemente por sus intersticios el gas, vapor o líquido, proporciona una gran superficie interfacial para la transferencia de materia. La columna no contiene parte móvil alguna, requiriéndose energía solamente para establecer el flujo ascendente de gas (compresor) y de líquido ligero (bomba). Las cualidades exigibles a un buen material de relleno son:
4
- uniformidad de tamaño - ligereza - elevada superficie - elevada sección libre de paso a la fase ascendente para provocar la mínima
pérdida de presión de la misma - mínima retención de líquido - elevadas resistencias mecánica y química - bajo coste
La ligereza, la retención del líquido, las resistencias mecánica y química y el coste, dependen sobre todo de los posibles materiales de construcción y de su forma. La superficie de los rellenos es función principal de su tamaño, así oscila de 65 m2/m3 para un relleno de tamaño nominal 7,5 cm a 650 m2/m3 para un relleno de tamaño nominal de 0,5. La deseable combinación de rellenos con elevada superficie y que sólo produzcan una reducida pérdida de presión de la fase ascendente, se estima por el valor del denominado factor de relleno, relación entre su superficie seca por unidad de volumen y el cubo de su porosidad, a/ε3. No suele haber grandes diferencias entre los valores de este factor para los distintos rellenos del mismo tamaño nominal. Las columnas de relleno se especifican por lo común cuando los dispositivos de platos no son factibles, debido a características indeseables del fluido o algún requisito especial de diseño. Las condiciones que favorecen las columnas de relleno son: 1. Para columnas de menos de 0,6 m de diámetro, los rellenos suelen ser más baratos
que los platos, a menos que se necesiten rellenos de aleaciones metálicas. 2. Los ácidos y otros muchos materiales corrosivos se pueden manejar en columnas de
relleno, ya que la construcción puede ser de cerámica, carbón u otros materiales resistentes.
3. Los líquidos con tendencia a la espumación se pueden manejar con mayor facilidad en columnas de relleno, debido al grado relativamente bajo de agitación del líquido por el gas.
4. La retención del líquido puede ser muy baja en columnas de relleno, lo cual constituye una ventaja cuando el líquido es térmicamente sensible.
1.2. Tipos de relleno Se encuentran en el mercado varios rellenos, cada uno de los cuales posee ventajas específicas para el contacto líquido-gas a partir de los aspectos de costo, disponibilidad de superficie, regeneración de la entrecara, caída de presión, peso y resistencia a la corrosión. i) Anillos y derivados Los anillos son cilindros huecos de altura y diámetros convenientes. Suelen fabricarse por extensión, procurando que sus paredes sean todo lo delgadas que resulte compatible con sus resistencia mecánica (pues con ello aumenta tanto su superficie
5
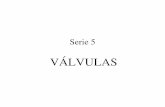
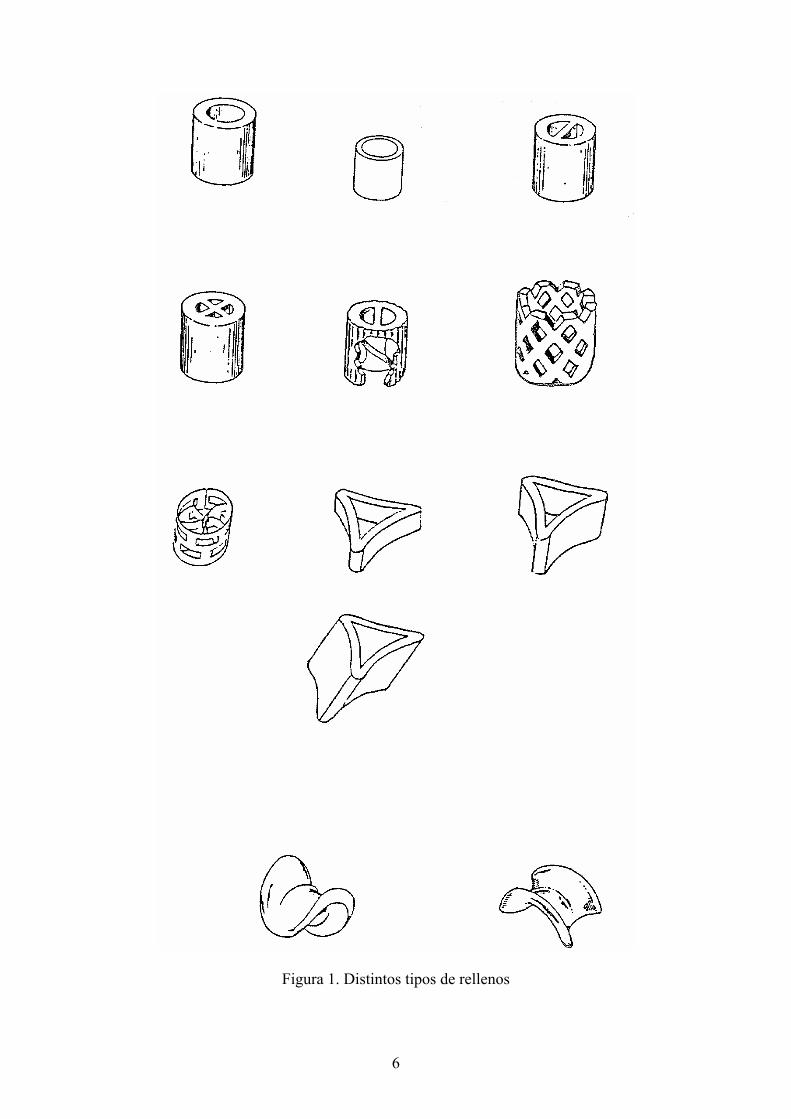
como la sección libre de paso a su través), con tamaños muy variados pero que normalmente oscilan entre 0,5 y 15 cm. A veces su superficie lateral es ondulada. También suele incluirse en este tipo de relleno, los prismas triangulares huecos denominados triángulos. ii) Sillas o monturas Se les da este nombre por su forma, figura 1, oscilando su tamaño habitual entre 0,5 y 4 cm. Comparativamente a los anillos sus tres características principales son:
- Provocan menores pérdidas de presión en los fluidos que atraviesan sus lechos. - Debido a su entrecruzamiento ejercen menores presiones sobre las paredes de
la carcasa. - Son más delicadas y caras.
Se conocen dos variedades:
• Sillas Berl: debido a su simetría pueden acoplarse entre sí, con lo que disminuiría su eficacia.
• Sillas Intalox: construidas con forma que evita el aludido acoplamiento de las sillas Berl.
Además de los dos tipos descritos anteriormente existe una amplia variedad de rellenos, entre ellos cabe citar: Rellenos Panapak y Spraypak, relleno Goodloc, rejas, relleno Stedman, rellenos de malla metálica, relleno Cannon, hélices, relleno Helipack, rosetas o telleretes etc. Los materiales de construcción de rellenos más habituales son: - Cerámica: es un material barato, recomendable en sistemas que dejen depósitos
difíciles de eliminar, puesto que pueden descartarse cuando convenga. Tienen poca resistencia mecánica, pero gran resistencia química (excepto a los álcalis fuertes y fluoruros).
- Metales: poseen gran resistencia mecánica, por ello pueden construirse de paredes delgadas con el consiguiente aumento de capacidad, son de fácil limpieza, coste variable y resistencia química si se escoge el adecuado.
- Plásticos: es un material barato, de gran resistencia mecánica y química, además de poseer una gran ligereza.
- Vidrio: posee poca resistencia mecánica, pero gran resistencia química y ligereza, así como un bajo coste.
6
Figura 1. Distintos tipos de rellenos
7
1.3. Caracterización de un lecho de relleno
1.3.1. Esfericidad de partícula (φ)
La esfericidad es la medida única más útil para caracterizar la forma de partículas irregulares y otras no esféricas. Se define como:
)1(1sup
sup≤⎟⎟
⎠
⎞⎜⎜⎝
⎛=
volumenigualpartículaladeerficieesferaladeerficieφ
1.3.2. Tamaño de partículas (dp) Cuando se mide el tamaño de una partícula esférica, con una regla o por otros procedimientos, se sabe lo que la medida significa. Pero con partículas no esféricas se tiene dificultades. El tamaño de partícula dp se define de forma que sea útil para los objetivos de flujo y pérdida de presión. Con esto en mente, se puede evaluar dp por diferentes métodos: - pesando un número conocido de partículas, si se conoce su densidad
- por desplazamiento de un fluido por un número conocido de partículas, si las partículas no son porosas, o bien
- mediante calibres o micrómetros, si las partículas son de forma regular. Todos ellos son aplicables para partículas grandes (> 1 mm). A partir de estas medidas se calcula en primer lugar el diámetro equivalente de la esfera, definido como sigue:
( ) )2(6partícula la a volumen igualcon esfera la de 3/1
⎟⎠⎞
⎜⎝⎛==πVdiámetrodesf
de la que el tamaño de partícula viene dado como dp = φ . desf
1.3.3. Porosidad del lecho Se define a partir de la fracción de huecos. Por lo tanto ε se calcula como volumen de huecos / volumen total de lecho.

8
1.4. Caída de presión a lo largo del lecho La pérdida de presión que experimenta un gas al fluir a través de un lecho de relleno irrigado por un líquido depende del caudal de éste. En la bibliografía se encuentran datos experimentales para algunos de los tipos de relleno más habituales, expresándose la pérdida de presión en función de las velocidades másicas de ambas fases para cada tamaño de los mismos. También se han propuesto ecuaciones derivadas de la general de Fanning, tanto para lechos secos, como mojados.
( ) )3(:sec 21 Gg VCPosLechos ⋅⋅=Δ ρ
( ) )4(10: 22
3Gg
VC VCPmojadosLechos L ⋅⋅⋅=Δ ⋅ ρ expresiones en las que: ΔP es la pérdida de presión del gas (cm de agua/m de relleno); C1 , C2 y C3 son constantes dependientes del tipo y tamaño del relleno; ρg es la densidad del gas (Kg/m3); VG y VL, las velocidades del gas y del líquido, respectivamente, referidas a la sección transversal total del lecho (m/s). En general, Forch-Heimer sugirió que la resistencia al flujo debería ser considerada como formada por dos partes: la debida al rozamiento viscoso en la superficie de las partículas, y la debida a las pérdidas en los remolinos turbulentos y en las variaciones bruscas de la sección transversal de los canales, es decir:
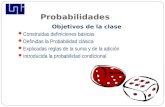
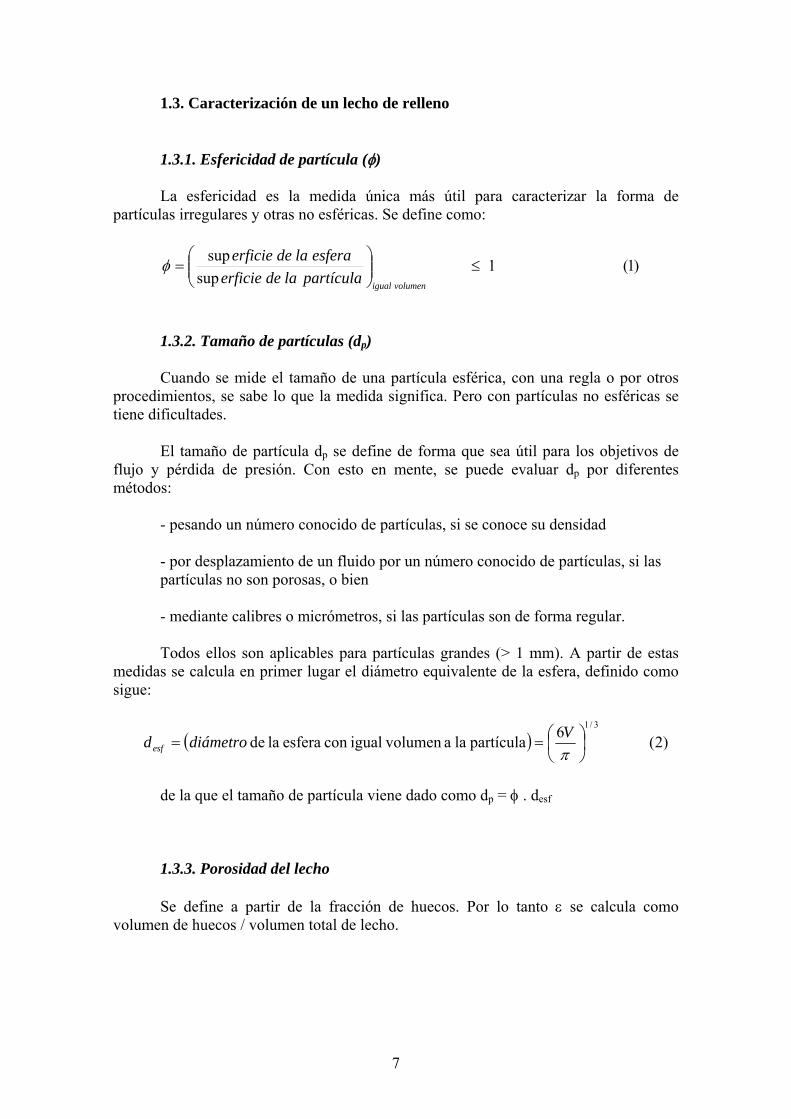
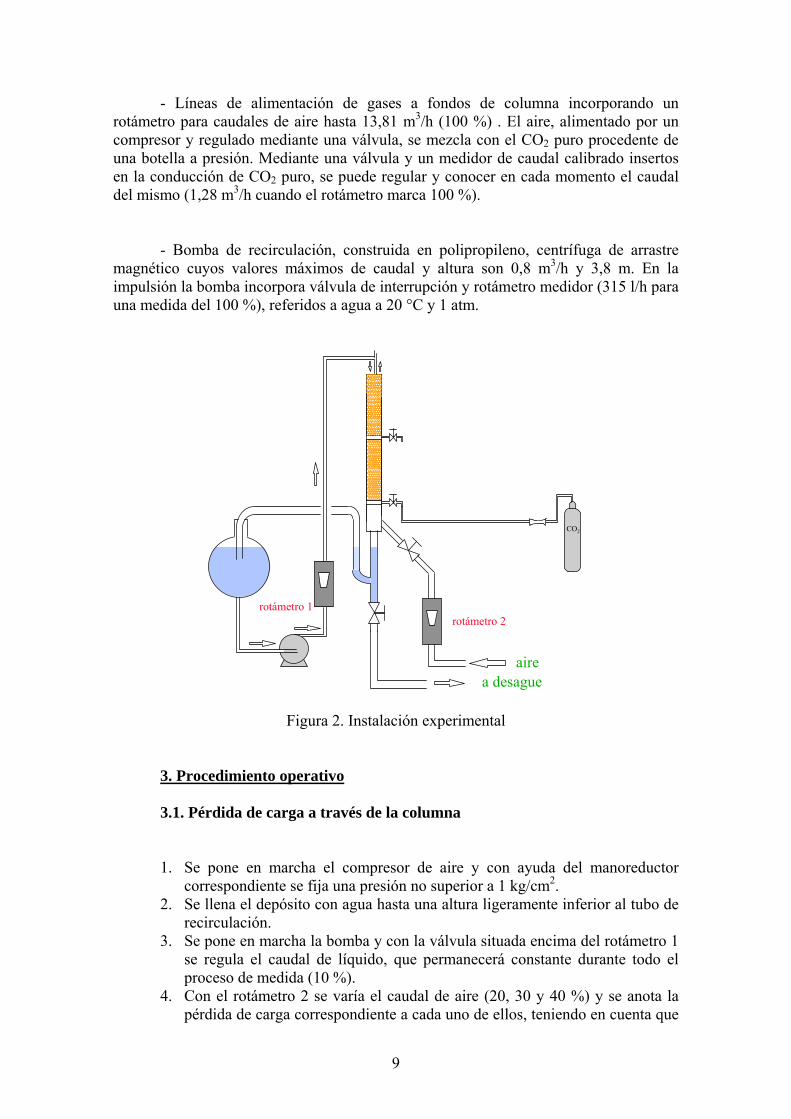
( ) )5('' uuP ⋅+⋅=Δ− αα El primer término de esta ecuación predominará a velocidades de flujo bajas en que las pérdidas son atribuibles principalmente al rozamiento superficial, y el segundo término adquirirá importancia a caudales elevados y en lechos muy delgados donde las pérdidas por ensanchamiento y contracción pasan a ser muy importantes. A caudales muy elevados, los efectos de las fuerzas viscosas son despreciables. 2. Instalación experimental En la figura 2 se representa de forma esquemática la unidad experimental de absorción y lavado de gases, construida en vidrio borosilicato con dos columnas en serie de igual altura por las que se recircula el líquido de lavado contenido en matraz de 50 l. Está constituida por los siguientes elementos esenciales:
- Matraz colector de 50 litros junto con una válvula de interrupción y otra de vaciado total.
- Columna de relleno DN80 de 0,6 metros de longitud cada lecho y 7,5 cm de diámetro provista de placa soporte de relleno, así como el propio relleno Novalox cerámico.
9
- Líneas de alimentación de gases a fondos de columna incorporando un rotámetro para caudales de aire hasta 13,81 m3/h (100 %) . El aire, alimentado por un compresor y regulado mediante una válvula, se mezcla con el CO2 puro procedente de una botella a presión. Mediante una válvula y un medidor de caudal calibrado insertos en la conducción de CO2 puro, se puede regular y conocer en cada momento el caudal del mismo (1,28 m3/h cuando el rotámetro marca 100 %). - Bomba de recirculación, construida en polipropileno, centrífuga de arrastre magnético cuyos valores máximos de caudal y altura son 0,8 m3/h y 3,8 m. En la impulsión la bomba incorpora válvula de interrupción y rotámetro medidor (315 l/h para una medida del 100 %), referidos a agua a 20 °C y 1 atm.
a desagueaire
rotámetro 2rotámetro 1
CO2
Figura 2. Instalación experimental 3. Procedimiento operativo 3.1. Pérdida de carga a través de la columna
1. Se pone en marcha el compresor de aire y con ayuda del manoreductor correspondiente se fija una presión no superior a 1 kg/cm2.
2. Se llena el depósito con agua hasta una altura ligeramente inferior al tubo de recirculación.
3. Se pone en marcha la bomba y con la válvula situada encima del rotámetro 1 se regula el caudal de líquido, que permanecerá constante durante todo el proceso de medida (10 %).
4. Con el rotámetro 2 se varía el caudal de aire (20, 30 y 40 %) y se anota la pérdida de carga correspondiente a cada uno de ellos, teniendo en cuenta que
10
no debe sobrepasarse el caudal de arrastre. Antes de anotar la diferencia de altura manométrica, asegúrese de que ésta es constante.
5. Se repiten los pasos 3 y 4 para otros caudales de líquido (20 y 30 %).
3.2. Absorción de CO2
1. Se pone en marcha el compresor de aire y con ayuda del manoreductor correspondiente se fija una presión no superior a 1 kg/cm2.
2. Se llena el depósito con agua y se añade la cantidad de NaOH correspondiente para obtener una disolución 0,05 M aproximadamente, procurando que no caiga NaOH sólido al matraz.
3. Se pone en marcha la bomba y con la válvula situada encima del rotámetro 1 se regula el caudal para que marque 30 %.
4. Se fija un caudal de aire de manera que el rotámetro marque 20 % . Se espera unos 10 minutos para que ambas fases entren en contacto.
5. Se abre la botella de CO2 y con ayuda del manoreductor y de la válvula de entrada del CO2 a la columna y se fija un caudal (50 %).
6. Se miden las siguientes variables: - Caudal de líquido. - Caudal de aire. - Caudal de CO2
7. Por el tubo de desagüe se toman las muestras, una antes de comenzar la absorción y otra una vez transcurridos 15-20 minutos.
3.3. Caracterización del relleno Para determinar la densidad del relleno, se toma una probeta de 50 ml a la que se añaden unos 20 ml de agua. Se pesa un número determinado de anillos (20), y se añaden hasta llegar a un determinado volumen. Debe anotarse tanto el volumen final como el número de partículas de relleno añadidas. Para determinar la porosidad del relleno, se toma la probeta de 50 ml a la que se añade 20 ml de agua y tantos anillos como sean necesarios para que se iguale el nivel de agua al de los anillos. Se anota el volumen final alcanzado y el número de anillos utilizados.
11
4. Resultados y discusión
4.1. Pérdida de carga a lo largo de la columna. Caudal de arrastre y anegamiento
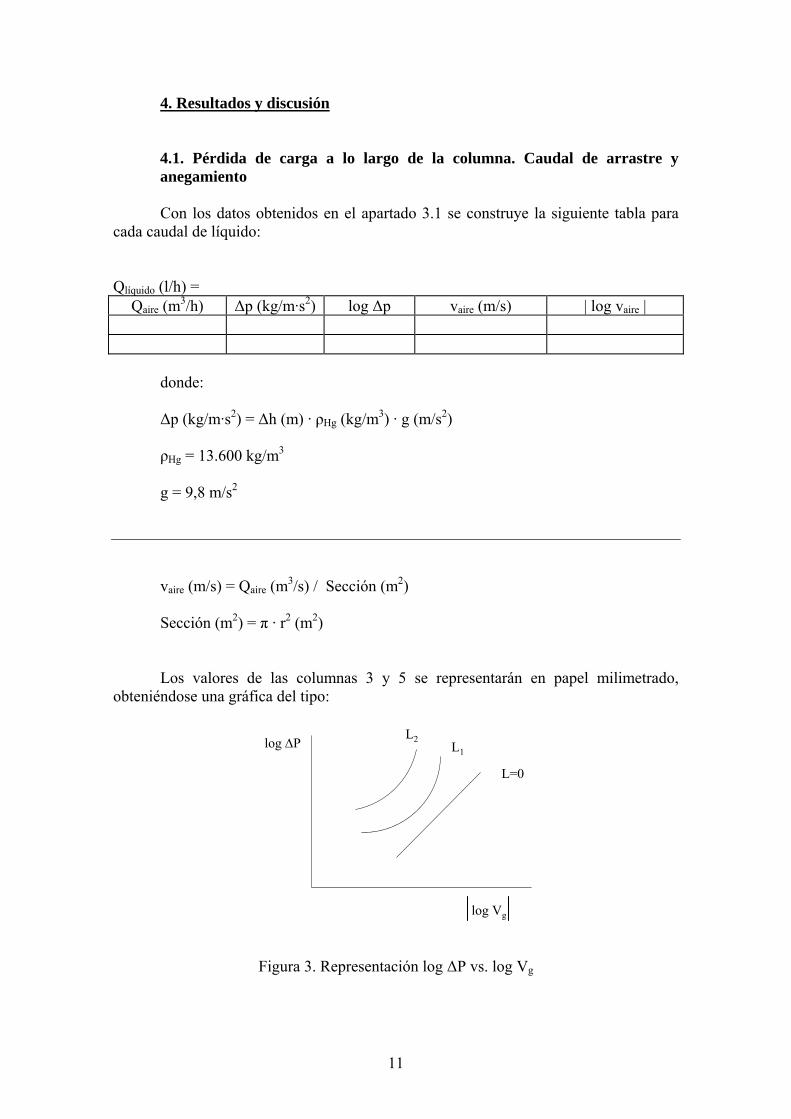
Con los datos obtenidos en el apartado 3.1 se construye la siguiente tabla para cada caudal de líquido: Qlíquido (l/h) =
Qaire (m3/h) Δp (kg/m·s2) log Δp vaire (m/s) | log vaire |
donde:
Δp (kg/m·s2) = Δh (m) · ρHg (kg/m3) · g (m/s2) ρHg = 13.600 kg/m3
g = 9,8 m/s2
vaire (m/s) = Qaire (m3/s) / Sección (m2) Sección (m2) = π · r2 (m2) Los valores de las columnas 3 y 5 se representarán en papel milimetrado, obteniéndose una gráfica del tipo:
log Vg
log ΔP
L=0
L1
L2
Figura 3. Representación log ΔP vs. log Vg
12
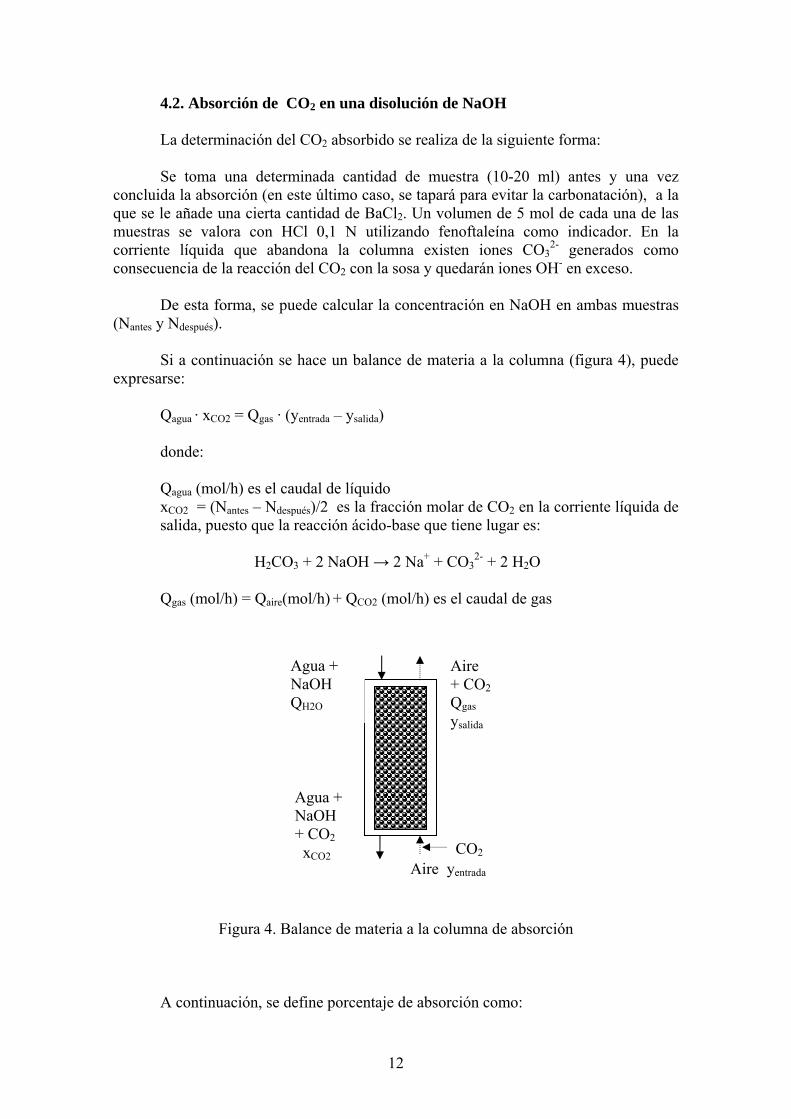
4.2. Absorción de CO2 en una disolución de NaOH La determinación del CO2 absorbido se realiza de la siguiente forma: Se toma una determinada cantidad de muestra (10-20 ml) antes y una vez concluida la absorción (en este último caso, se tapará para evitar la carbonatación), a la que se le añade una cierta cantidad de BaCl2. Un volumen de 5 mol de cada una de las muestras se valora con HCl 0,1 N utilizando fenoftaleína como indicador. En la corriente líquida que abandona la columna existen iones CO3
2- generados como consecuencia de la reacción del CO2 con la sosa y quedarán iones OH- en exceso. De esta forma, se puede calcular la concentración en NaOH en ambas muestras (Nantes y Ndespués). Si a continuación se hace un balance de materia a la columna (figura 4), puede expresarse: Qagua · xCO2 = Qgas · (yentrada – ysalida) donde: Qagua (mol/h) es el caudal de líquido
xCO2 = (Nantes – Ndespués)/2 es la fracción molar de CO2 en la corriente líquida de salida, puesto que la reacción ácido-base que tiene lugar es: H2CO3 + 2 NaOH → 2 Na+ + CO3
2- + 2 H2O Qgas (mol/h) = Qaire(mol/h) + QCO2 (mol/h) es el caudal de gas
Figura 4. Balance de materia a la columna de absorción
A continuación, se define porcentaje de absorción como:
Aire yentrada
CO2
Aire + CO2 Qgas ysalida
Agua + NaOH QH2O
Agua + NaOH + CO2 xCO2
13
% abs. = (yentrada – ysalida) · 100 4.3. Cálculo de la densidad del relleno y porosidad del lecho Con los datos anotados en el punto 3.3, se determina el volumen de relleno como:
Vrelleno = Vtotal - Vlíq / nº partículas
Una vez conocida la masa de un elemento del relleno, el cálculo de su densidad es inmediato. Este valor se comparará con el determinado por otros métodos. A partir del volumen de una partícula de relleno se puede calcular el diámetro equivalente de una esfera que tuviera su mismo volumen. La porosidad del lecho se calcula:
ε = Vhuecos / Vlecho
5. Cuestiones 1. ¿En que consiste la operación de absorción?
2. ¿Cuál es la función principal del relleno en la columna de absorción?
3. ¿Qué se entiende por porosidad del lecho?
4. ¿Por qué se produce una pérdida de presión del fluido gaseoso al atravesar la
columna?
5. ¿Por qué queda retenido el dióxido de carbono en la disolución de hidróxido sódico?
6. ¿Para que se añade BaCl2 a la muestra recogida una vez finalizada la absorción?
14
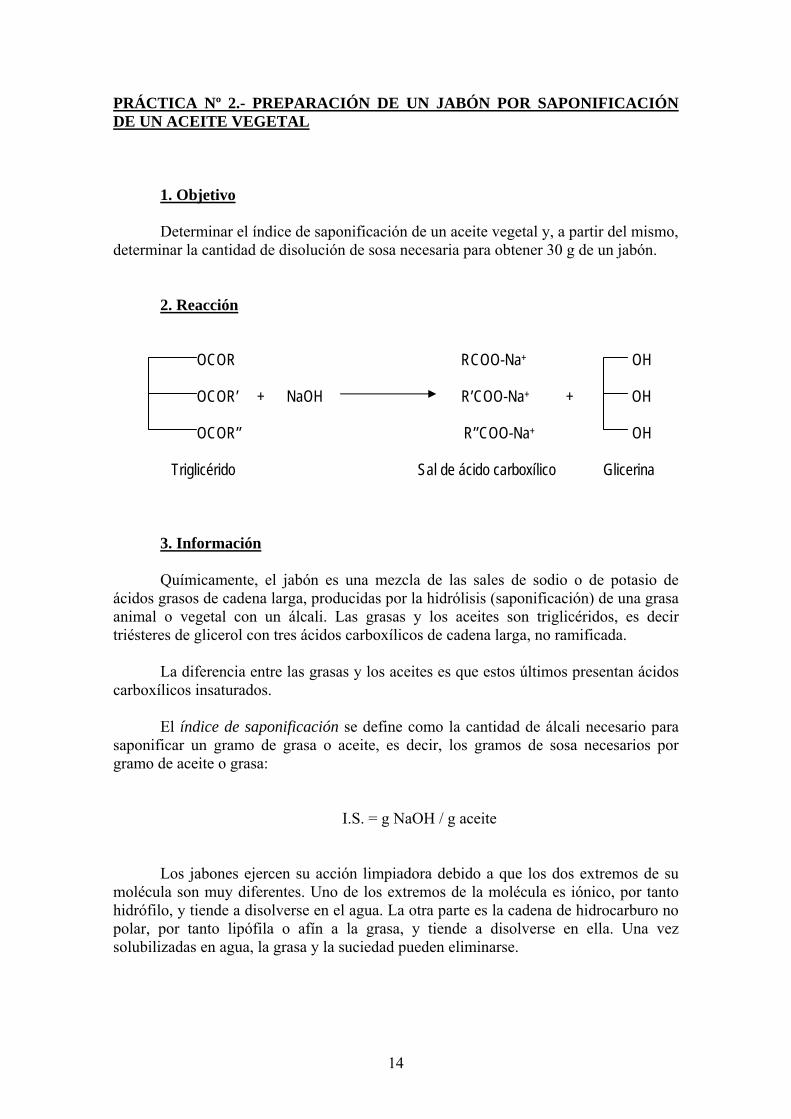
PRÁCTICA Nº 2.- PREPARACIÓN DE UN JABÓN POR SAPONIFICACIÓN DE UN ACEITE VEGETAL
1. Objetivo
Determinar el índice de saponificación de un aceite vegetal y, a partir del mismo, determinar la cantidad de disolución de sosa necesaria para obtener 30 g de un jabón.
2. Reacción OCOR RCOO-Na+ OH
OCOR’ + NaOH R’COO-Na+ + OH
OCOR’’ R’’COO-Na+ OH
Triglicérido Sal de ácido carboxílico Glicerina
3. Información
Químicamente, el jabón es una mezcla de las sales de sodio o de potasio de ácidos grasos de cadena larga, producidas por la hidrólisis (saponificación) de una grasa animal o vegetal con un álcali. Las grasas y los aceites son triglicéridos, es decir triésteres de glicerol con tres ácidos carboxílicos de cadena larga, no ramificada.
La diferencia entre las grasas y los aceites es que estos últimos presentan ácidos carboxílicos insaturados.
El índice de saponificación se define como la cantidad de álcali necesario para saponificar un gramo de grasa o aceite, es decir, los gramos de sosa necesarios por gramo de aceite o grasa:
I.S. = g NaOH / g aceite
Los jabones ejercen su acción limpiadora debido a que los dos extremos de su
molécula son muy diferentes. Uno de los extremos de la molécula es iónico, por tanto hidrófilo, y tiende a disolverse en el agua. La otra parte es la cadena de hidrocarburo no polar, por tanto lipófila o afín a la grasa, y tiende a disolverse en ella. Una vez solubilizadas en agua, la grasa y la suciedad pueden eliminarse.
15
4. Procedimiento experimental
4.1. Determinación del índice de saponificación
Se prepara una disolución acuosa (250 ml) de hidróxido de sodio 7 N. En un
matraz de pera, se introducen 0,3 g de la muestra de aceite y 10 ml de la disolución de hidróxido sódico. Se toma 1 ml de la disolución resultante y se valora con HCl 0,1 M. A continuación, se coloca un refrigerante a dicho matraz, se adicionan piedras de ebullición y se hierve a reflujo la solución durante 30 minutos. Después de esto, la disolución se enfría. Se vuelve a tomar 1 ml de la disolución resultante, se le agregan unas gotas de fenolftaleína y se agita fuertemente. A continuación, se valora la sosa remanente en la muestra con una disolución estandarizada de HCl 0,1 M, manteniendo la agitación. La diferencia entre los volúmenes requeridos de ácido representa la cantidad de álcali consumido en la saponificación. Se realizan los cálculos para obtener el índice de saponificación (g de NaOH/g de aceite).
4.2. Saponificación de una grasa
A partir del índice de saponificación medido en el apartado anterior, debe
estimarse en primer lugar, el volumen de NaOH que sería necesario utilizar para preparar un jabón con 30 g de aceite. Una vez conocido dicho volumen, en un vaso de precipitados de 250 ml se introducen 30 g de aceite y el volumen de la disolución de NaOH 7 N que sea necesario. A continuación, se calienta suavemente el matraz en un baño que se encuentre a 70 °C. Al mismo tiempo ha de irse agitando la disolución resultante con una varilla de vidrio con el objeto de que ambos reactivos se vayan mezclando. Cada cierto tiempo, con dicha varilla de vidrio, se extrae una gota de la disolución y se sitúa sobre un vidrio de reloj. La reacción se dará por terminada cuando deje de observarse un sobrenadante aceitoso en la gota que se extrae, y sólo se observe una fase. En este momento, se filtra el producto resultante a través de un filtro cónico situado en el interior de un embudo, y se deja solidificar el jabón obtenido durante 24-48 h.
5. Cuestiones 1. ¿Cómo se determina la cantidad de disolución sosa que deberá usarse para la saponificación del aceite vegetal que va a usar? 2. ¿Por qué la temperatura de reacción no debe pasar de 75 °C? 3. ¿Para qué agrega la fenolftaleína? 4. Mediante que pruebas se puede evaluar que el jabón sintetizado es el adecuado para su uso. 5. ¿Cómo se asegura que la reacción de saponificación se llevó a cabo totalmente? 6. ¿Se podría hacer jabón a partir del ácido esteárico?
16
6. Bibliografía
- O. L. J. Smith y S. J. Cristol. Química Orgánica, Volumen II. Reverté. México, 1.970. - C. F. Wilcox y M. F. Wilcox. Experimental Organic Chemistry. Prentice Hall, 2da. Edición. Estados Unidos, 1.995. - John McMurry. Organic Chemistry. Brooks/Cole Publishing Company, 3ra. Edición. Estados Unidos, 1.992.
17
PRÁCTICA Nº 3.- ELABORACIÓN DE UN BIODIÉSEL
1. Objetivo
Preparar un biodiésel mediante transesterificación de un aceite vegetal con metanol e investigar sobre los métodos de purificación del mismo y sus aplicaciones.
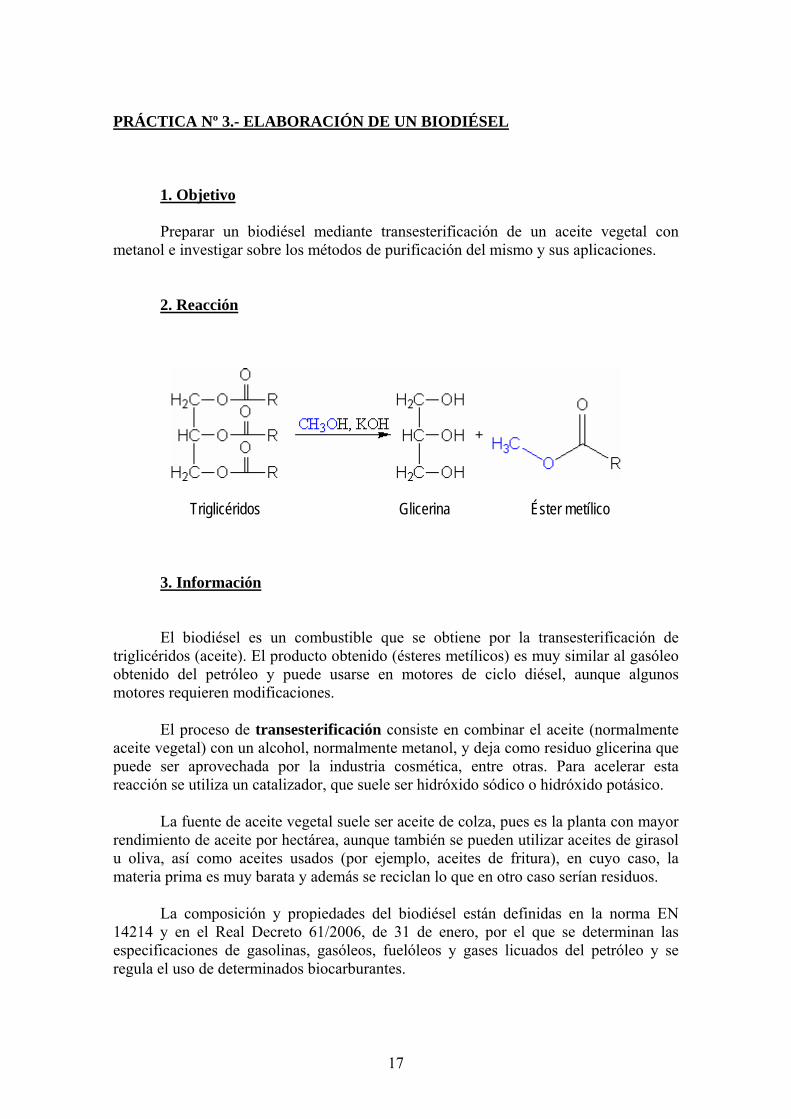
2. Reacción
Triglicéridos Glicerina Éster metílico
3. Información
El biodiésel es un combustible que se obtiene por la transesterificación de triglicéridos (aceite). El producto obtenido (ésteres metílicos) es muy similar al gasóleo obtenido del petróleo y puede usarse en motores de ciclo diésel, aunque algunos motores requieren modificaciones.
El proceso de transesterificación consiste en combinar el aceite (normalmente aceite vegetal) con un alcohol, normalmente metanol, y deja como residuo glicerina que puede ser aprovechada por la industria cosmética, entre otras. Para acelerar esta reacción se utiliza un catalizador, que suele ser hidróxido sódico o hidróxido potásico.
La fuente de aceite vegetal suele ser aceite de colza, pues es la planta con mayor rendimiento de aceite por hectárea, aunque también se pueden utilizar aceites de girasol u oliva, así como aceites usados (por ejemplo, aceites de fritura), en cuyo caso, la materia prima es muy barata y además se reciclan lo que en otro caso serían residuos.
La composición y propiedades del biodiésel están definidas en la norma EN 14214 y en el Real Decreto 61/2006, de 31 de enero, por el que se determinan las especificaciones de gasolinas, gasóleos, fuelóleos y gases licuados del petróleo y se regula el uso de determinados biocarburantes.
18
4. Materiales
• Aceite vegetal • Metanol al 99,5 % de pureza • Hidróxido de potasio del 85 % de pureza, en forma de lentejas • 2 vasos de precipitados de 1 litro de volumen • 2 placas agitadoras dotadas de calefacción • 2 agitadores magnéticos • Termómetro con escala comprendida entre 0-100 ºC
5. Procedimiento experimental
5.1. Calentamiento del aceite
La reacción de transesterificación se lleva a cabo en un vaso de precipitados de 1 litro situado sobre una placa agitadora, que proporciona tanto agitación como calefacción. En este vaso se introducen 300 g de aceite, encendiéndose la placa en una posición 4 de agitación y con el nivel de calefacción adecuado para que se alcancen 80 ºC. Para la medida de la temperatura se introduce puntualmente un termómetro.
5. 2. Preparación de la disolución de catalizador
Al mismo tiempo, en otra placa agitadora se prepara la disolución formada por el
metanol y el catalizador (hidróxido potásico). Para ello, se pesan 33 g de metanol y 15 gramos de hidróxido potásico, y se introducen en un vaso de precipitados. Este vaso se sitúa en la placa agitadora y se conecta únicamente el sistema de agitación para facilitar la disolución del catalizador sólido en el metanol.
5.3. Reacción de transesterificación Cuando el aceite ha alcanzado la temperatura de 80 ºC, y el catalizador está totalmente disuelto en el metanol, se procede a la adición de forma lenta de la disolución de catalizador al vaso con el aceite. De esta forma, comienza a producirse la reacción de transesterificación. Debe vigilarse el nivel de calefacción con el objeto de que la temperatura de trabajo sea constante. Al transcurrir el tiempo estimado de reacción (1 hora y 30 minutos), se desconectan los sistemas de agitación o calefacción, y se espera a que el vaso de precipitados se enfríe para manipularlo.
6. Cuestiones 1. ¿Cuántas fases se forman en el vaso de reacción tras la transesterificación? ¿Qué compuestos se hallan mayoritariamente en cada una de ellas? 2. ¿Qué operaciones de purificación pueden aplicarse para separar y tratar cada una de las fases formadas?
19
3. ¿Se utiliza actualmente el biodiésel en automoción? En caso afirmativo, ¿qué particularidad presenta su uso?
20
PRÁCTICA Nº 4.- COSTES DE LA GESTIÓN DE RESIDUOS SÓLIDOS URBANOS
1. Introducción
La experiencia muestra que es prácticamente imposible indicar el coste de la
gestión de los residuos domiciliarios basándose en comparaciones con sistemas ya en
marcha y ello es debido, entre otras, a las siguientes razones:
- Los costes correspondientes a las inversiones son poco homogéneos pues los
precios de los equipos y de las instalaciones varían sensiblemente dependiendo
de la calidad de los materiales y de la fiabilidad técnica de los equipos.
- Los costes de explotación varían de un tipo de solución a otra, y, entre
soluciones semejantes, la cualificación del personal, la incidencia mayor o
menor del transporte, las condiciones subjetivas de cada caso, etc. llevan a una
gran dispersión de los costes.
- Las condiciones de funcionamiento de las instalaciones no siempre son iguales
(por ejemplo: una planta puede tener su capacidad infrautilizada o, por el
contrario, ser insuficiente).
- Ciertas ayudas financieras pueden variar en proporciones importantes.
- En un ambiente inflacionista, las anualidades de los créditos permanecen
constantes mientras que los gastos de explotación y los posibles ingresos por
venta de productos recuperados siguen la evolución del coste de la vida. Esto
hace que varíe en el tiempo la importancia relativa de las inversiones en los
costes de explotación.
La gestión integral de los residuos comprende las siguientes fases:
21
- la recogida (con recogida selectiva),
- el transporte ( con estaciones de transferencia),
- el tratamiento (eliminación o aprovechamiento de recursos).
El estudio económico de la gestión debe hacerse analizando conjuntamente todas
y cada una de las fases, pues están íntimamente relacionadas entre sí, tanto técnica
como económicamente. Está claro, por ejemplo, que el sistema de recogida
(especialmente la frecuencia con que se realice) repercute en el almacenamiento de las
basuras en las viviendas; o que la localización y el número de centros de tratamiento
inciden directamente en los costes de transporte.
Sobre este punto, se debe valorar tanto la cercanía de las instalaciones como los
equipamientos de la zona a la que se va a dar servicio y la incidencia de las
instalaciones en el entorno, pues la actividad puede catalogarse como molesta (como es
el caso de un vertedero) o de servicio (como es el caso de una incineradora con
recuperación de energía).
Si se busca reducir los costes de transporte acercando al máximo los centros de
tratamiento a los núcleos urbanos, no debe olvidarse que los costes de instalación serán
mayores, tanto por el valor de los terrenos como por las obras de acondicionamiento
para evitar molestias al vecindario.
La multiplicación de centros de tratamiento en un área geográfica hará que se
reduzca la longitud de los itinerarios de recogida y transporte y, por consiguiente, los
costes de esta fase de la gestión serán menores; pero, por el contrario, aumentarán los
costes de tratamiento, pues dos instalaciones son más costosas de construir y explotar
que un solo centro de tratamiento con doble capacidad.
Por tanto, en cada caso concreto, basándonos en los aspectos técnicos,
económicos y ambientales, habrá que estudiar y comparar diferentes alternativas para
optimizar el conjunto del sistema de gestión de los residuos.
El coste que han de pagar los ciudadanos por la gestión integral de los residuos
que han generado puede calcularse aplicando la fórmula siguiente:
22
Cg = Crt + Ct
donde:
Cg = coste de la gestión integral, en €/t.
Crt = coste del servicio de recogida y transporte, en €/t.
Ct = coste del tratamiento, en €/t.
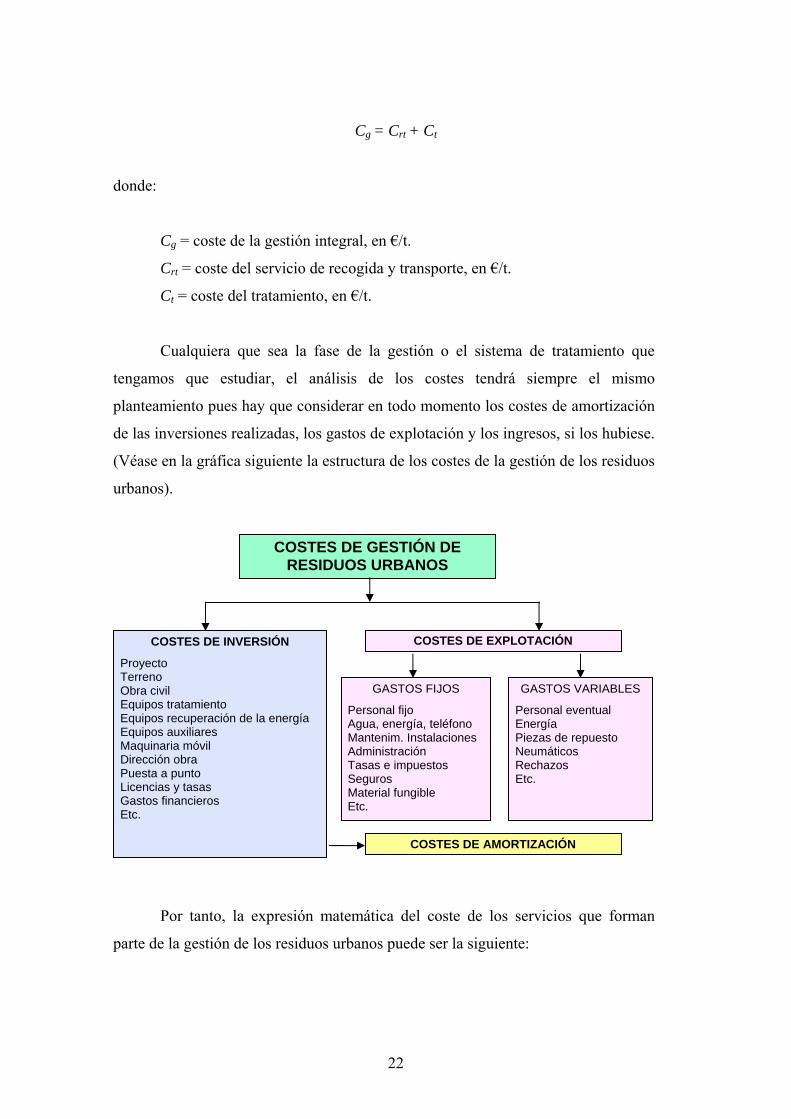
Cualquiera que sea la fase de la gestión o el sistema de tratamiento que
tengamos que estudiar, el análisis de los costes tendrá siempre el mismo
planteamiento pues hay que considerar en todo momento los costes de amortización
de las inversiones realizadas, los gastos de explotación y los ingresos, si los hubiese.
(Véase en la gráfica siguiente la estructura de los costes de la gestión de los residuos
urbanos).
Por tanto, la expresión matemática del coste de los servicios que forman
parte de la gestión de los residuos urbanos puede ser la siguiente:
COSTES DE GESTIÓN DE RESIDUOS URBANOS
COSTES DE EXPLOTACIÓN COSTES DE INVERSIÓN
Proyecto Terreno Obra civil Equipos tratamiento Equipos recuperación de la energía Equipos auxiliares Maquinaria móvil Dirección obra Puesta a punto Licencias y tasas Gastos financieros Etc.
GASTOS FIJOS
Personal fijo Agua, energía, teléfono Mantenim. Instalaciones Administración Tasas e impuestos Seguros Material fungible Etc.
GASTOS VARIABLES
Personal eventual Energía Piezas de repuesto Neumáticos Rechazos Etc.
COSTES DE AMORTIZACIÓN
23
tICC
C eas
−+=
donde:
sC = coste del servicio (recogida, transporte o tratamiento), en €/t.
aC = coste de amortización de las inversiones, en €/año.
eC = coste de explotación del servicio, en €/año.
I = ingresos por venta de productos, en €/año
t = toneladas anuales recogidas, transportadas o tratadas.
2. Costes de Inversión
El análisis de los costes necesarios para la instalación de un centro de
tratamiento deberá tener en cuenta, al menos, los siguientes parámetros:
1. Gastos de estudio y redacción del proyecto
2. Coste del terreno
3. Obra civil:
- Movimientos de tierras,
- Accesos a las instalaciones,
- Viales internos,
- Instalaciones de recepción,
- Talleres para operaciones de mantenimiento,
- Suministro de agua, luz y teléfono,
- Red de saneamiento,
- Cerramiento exterior de las instalaciones,
- Urbanización de las áreas de servicio, etc.
4. Equipamiento para el tratamiento propiamente dicho:
- Puentes-grúa,
- Separadores magnéticos,
- Trituradoras y deschinadoras,
- Cintas transportadoras,
24
- Trómeles,
- Digestores,
- Sistemas de tratamiento de lixiviados,
- Hornos y calderas,
- Sistemas de depuración de humos,
- Sistemas de apagado de escorias,
- Sistemas de tratamiento de aguas, etc.
5. Equipos para la recuperación de energía:
- Turboalternador,
- Sistema de condensación, etc.
6. Equipos auxiliares y maquinaria móvil:
- Báscula,
- Transformador de energía eléctrica,
- Bombas para extracción de líquidos,
- Pala cargadora,
- Tractor de cadenas,
- Máquina compactadora, etc.
7. Gastos de dirección de obra y de control de calidad
8. Gasto de las operaciones de arranque y puesta a punto
9. Coste de las licencias y tasas municipales
10. Gastos financieros.
La búsqueda de fuentes de financiación, con obtención o no de subvenciones,
ayudas, créditos a bajos intereses, etc. va a permitir establecer finalmente un plan de
financiación que fijará las anualidades de amortización que han de hacerse efectivas a lo
largo del período de utilización de las instalaciones.
Conocida la inversión que ha sido necesario realizar para la implantación del
Centro de Tratamiento, los costes de amortización se obtendrán mediante la aplicación
de la fórmula:
25
1)1()1(−+
+= n
n
ia rrrCC
donde:
aC = Coste de amortización de las inversiones, en €/año.
iC = Coste de los equipos, maquinaria, obra civil, etc., en €/año.
r = interés anual, en tanto por uno.
n = vida útil de los equipos, maquinaria, instalaciones, etc., en años.
3. Costes de explotación
En los gastos de explotación hay que distinguir entre los gastos fijos, que son
independientes de la cantidad de residuos tratados, y los gastos variables, que son
función directa de las toneladas de residuos tratadas.
Los gastos fijos comprenden, entre otros, los siguientes conceptos:
- el personal fijo;
- los consumos de agua, luz y teléfono;
- el mantenimiento y conservación de las instalaciones;
- las tasas, impuestos y seguros;
- los gastos de gestión y administración;
- los gastos de control;
- el material fungible.
Los gastos variables comprenden, entre otros, los siguientes conceptos:
- el personal eventual;
- la energía consumida: electricidad, gasoil, fuel-oil, gas, etc.,
- los materiales y productos consumidos: agua, piezas de repuesto, aceites, grasas,
neumáticos, materiales de cobertura para el caso de los vertederos, etc.,
- la evacuación de residuos, rechazos o subproductos para el caso de las plantas de
tratamiento.
26
Si la explotación del servicio se le va a adjudicar a una empresa habrá que incluir
los gastos correspondientes al beneficio industrial.
4. Ingresos
Al realizar la explotación de un Centro de Tratamiento de residuos los ingresos
pueden provenir de las siguientes actividades:
1. En el caso de los vertederos controlados:
- de la venta de productos recuperados (metales, plásticos, etc.) cuando hay
instalaciones de trituración previa al vertido;
- de la utilización del gas metano;
- de la reventa de los terrenos al final de la explotación.
2. En el caso del reciclaje y del compostaje, de la venta de:
- compost;
- los productos recuperados: cartones, plásticos, metales, vidrio, etc.
3. En el caso de las incineradoras, de la venta de
- energía en forma de electricidad, vapor y/o agua caliente;
- productos férricos extraídos de las escorias;
- escorias.
27
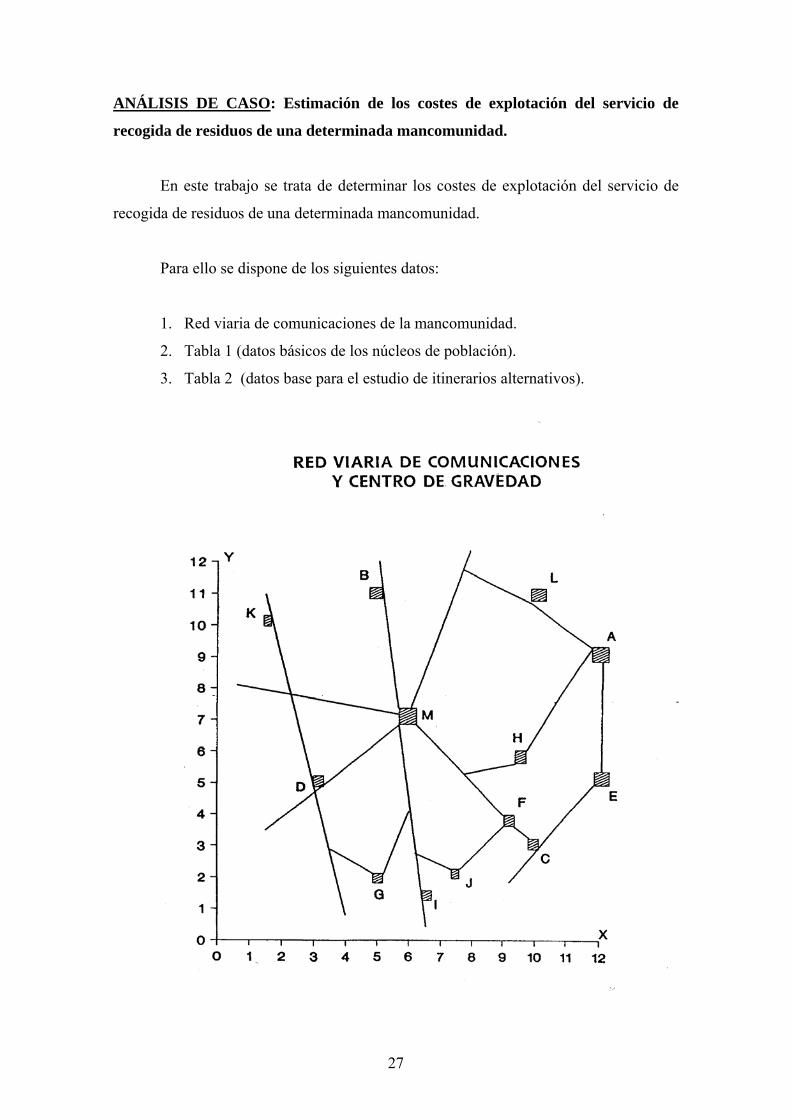
ANÁLISIS DE CASO: Estimación de los costes de explotación del servicio de
recogida de residuos de una determinada mancomunidad.
En este trabajo se trata de determinar los costes de explotación del servicio de
recogida de residuos de una determinada mancomunidad.
Para ello se dispone de los siguientes datos:
1. Red viaria de comunicaciones de la mancomunidad.
2. Tabla 1 (datos básicos de los núcleos de población).
3. Tabla 2 (datos base para el estudio de itinerarios alternativos).
28
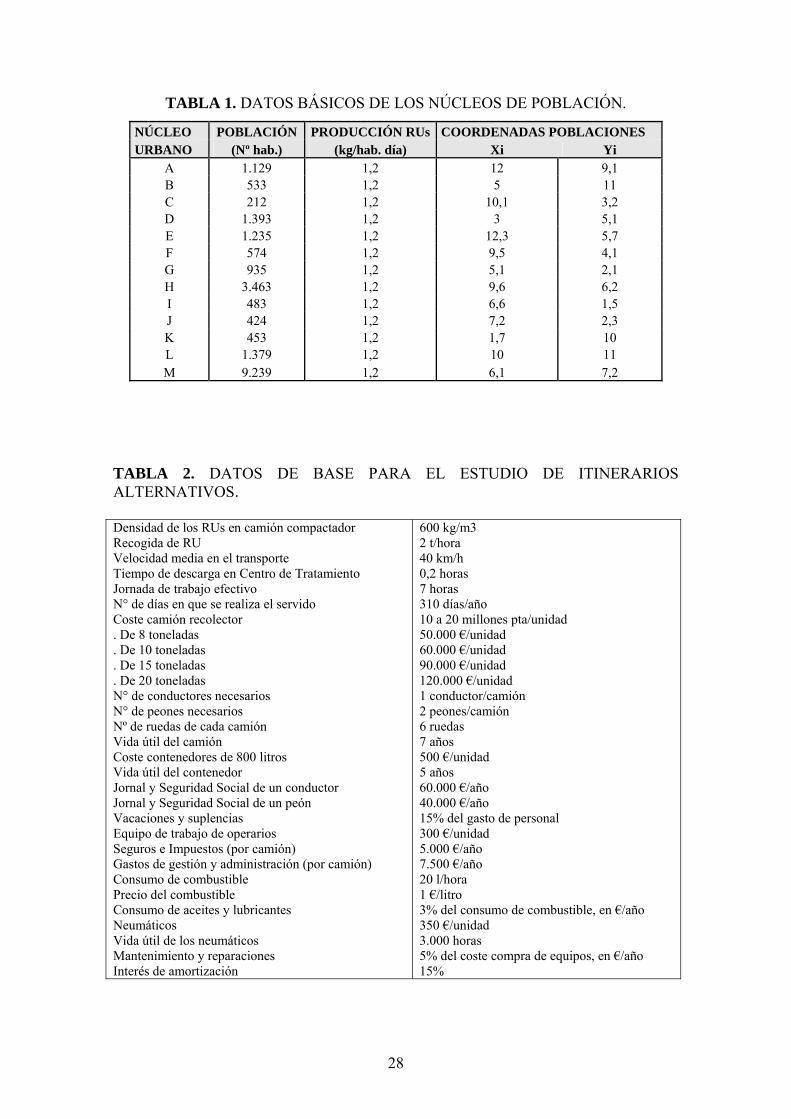
TABLA 1. DATOS BÁSICOS DE LOS NÚCLEOS DE POBLACIÓN.
NÚCLEO POBLACIÓN PRODUCCIÓN RUs COORDENADAS POBLACIONES URBANO (Nº hab.) (kg/hab. día) Xi Yi
A 1.129 1,2 12 9,1 B 533 1,2 5 11 C 212 1,2 10,1 3,2 D 1.393 1,2 3 5,1 E 1.235 1,2 12,3 5,7 F 574 1,2 9,5 4,1 G 935 1,2 5,1 2,1 H 3.463 1,2 9,6 6,2 I 483 1,2 6,6 1,5 J 424 1,2 7,2 2,3 K 453 1,2 1,7 10 L 1.379 1,2 10 11 M 9.239 1,2 6,1 7,2
TABLA 2. DATOS DE BASE PARA EL ESTUDIO DE ITINERARIOS ALTERNATIVOS. Densidad de los RUs en camión compactador Recogida de RU Velocidad media en el transporte Tiempo de descarga en Centro de Tratamiento Jornada de trabajo efectivo N° de días en que se realiza el servido Coste camión recolector . De 8 toneladas . De 10 toneladas . De 15 toneladas . De 20 toneladas N° de conductores necesarios N° de peones necesarios Nº de ruedas de cada camión Vida útil del camión Coste contenedores de 800 litros Vida útil del contenedor Jornal y Seguridad Social de un conductor Jornal y Seguridad Social de un peón Vacaciones y suplencias Equipo de trabajo de operarios Seguros e Impuestos (por camión) Gastos de gestión y administración (por camión) Consumo de combustible Precio del combustible Consumo de aceites y lubricantes Neumáticos Vida útil de los neumáticos Mantenimiento y reparaciones Interés de amortización
600 kg/m3 2 t/hora 40 km/h 0,2 horas 7 horas 310 días/año 10 a 20 millones pta/unidad 50.000 €/unidad 60.000 €/unidad 90.000 €/unidad 120.000 €/unidad 1 conductor/camión 2 peones/camión 6 ruedas 7 años 500 €/unidad 5 años 60.000 €/año 40.000 €/año 15% del gasto de personal 300 €/unidad 5.000 €/año 7.500 €/año 20 l/hora 1 €/litro 3% del consumo de combustible, en €/año 350 €/unidad 3.000 horas 5% del coste compra de equipos, en €/año 15%
29
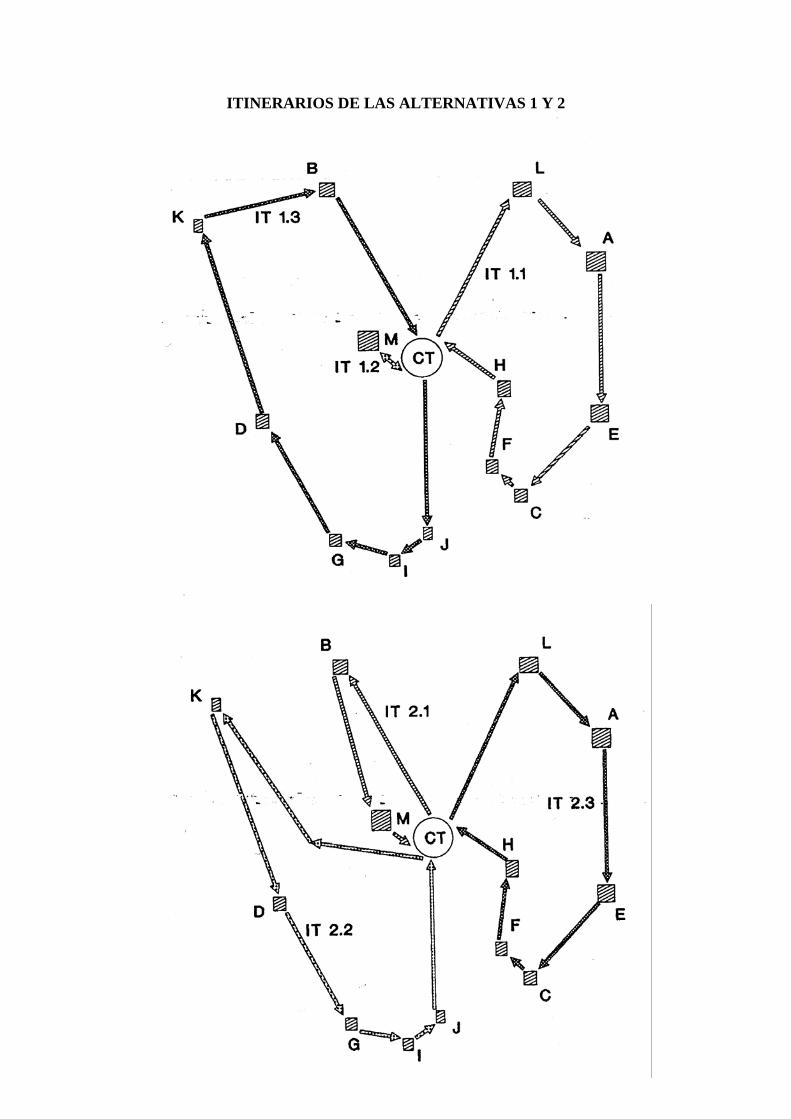
ITINERARIOS DE LAS ALTERNATIVAS 1 Y 2
30
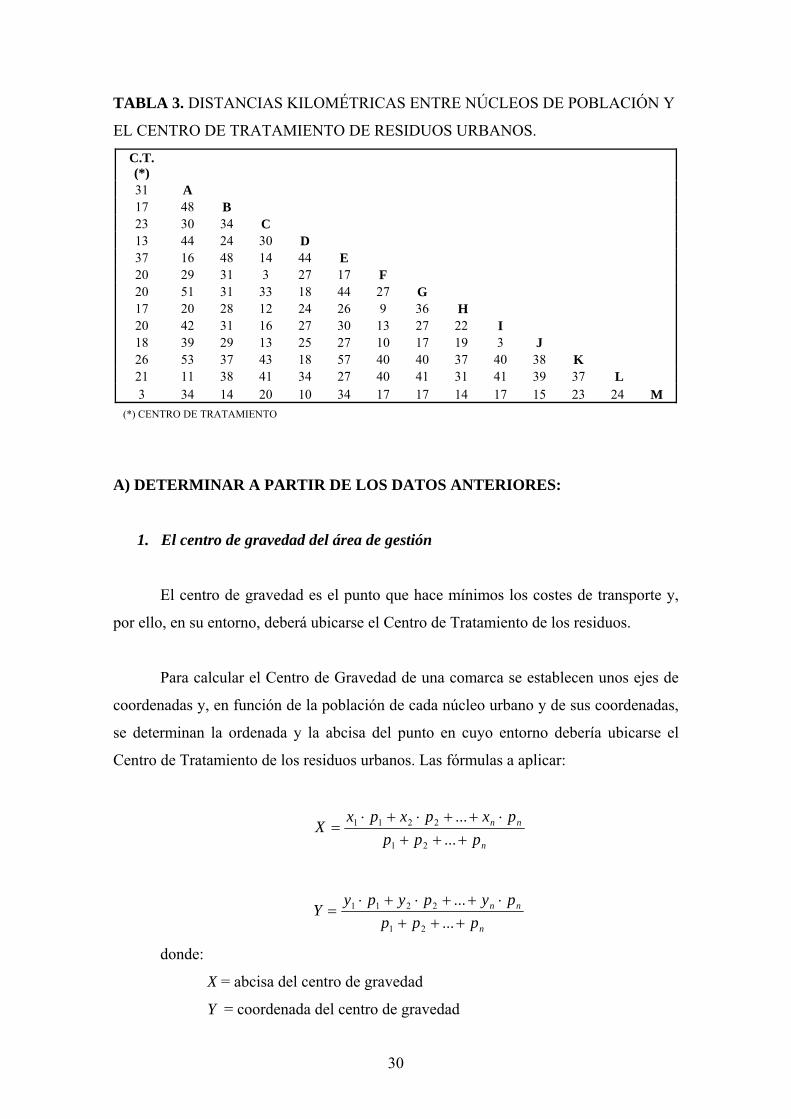
TABLA 3. DISTANCIAS KILOMÉTRICAS ENTRE NÚCLEOS DE POBLACIÓN Y
EL CENTRO DE TRATAMIENTO DE RESIDUOS URBANOS.
C.T. (*) 31 A 17 48 B 23 30 34 C 13 44 24 30 D 37 16 48 14 44 E 20 29 31 3 27 17 F 20 51 31 33 18 44 27 G 17 20 28 12 24 26 9 36 H 20 42 31 16 27 30 13 27 22 I 18 39 29 13 25 27 10 17 19 3 J 26 53 37 43 18 57 40 40 37 40 38 K 21 11 38 41 34 27 40 41 31 41 39 37 L 3 34 14 20 10 34 17 17 14 17 15 23 24 M
(*) CENTRO DE TRATAMIENTO
A) DETERMINAR A PARTIR DE LOS DATOS ANTERIORES:
1. El centro de gravedad del área de gestión
El centro de gravedad es el punto que hace mínimos los costes de transporte y,
por ello, en su entorno, deberá ubicarse el Centro de Tratamiento de los residuos.
Para calcular el Centro de Gravedad de una comarca se establecen unos ejes de
coordenadas y, en función de la población de cada núcleo urbano y de sus coordenadas,
se determinan la ordenada y la abcisa del punto en cuyo entorno debería ubicarse el
Centro de Tratamiento de los residuos urbanos. Las fórmulas a aplicar:
n
nn
ppppxpxpx
X+++
⋅++⋅+⋅=
......
21
2211
n
nn
ppppypypy
Y+++
⋅++⋅+⋅=
......
21
2211
donde:
X = abcisa del centro de gravedad
Y = coordenada del centro de gravedad
31
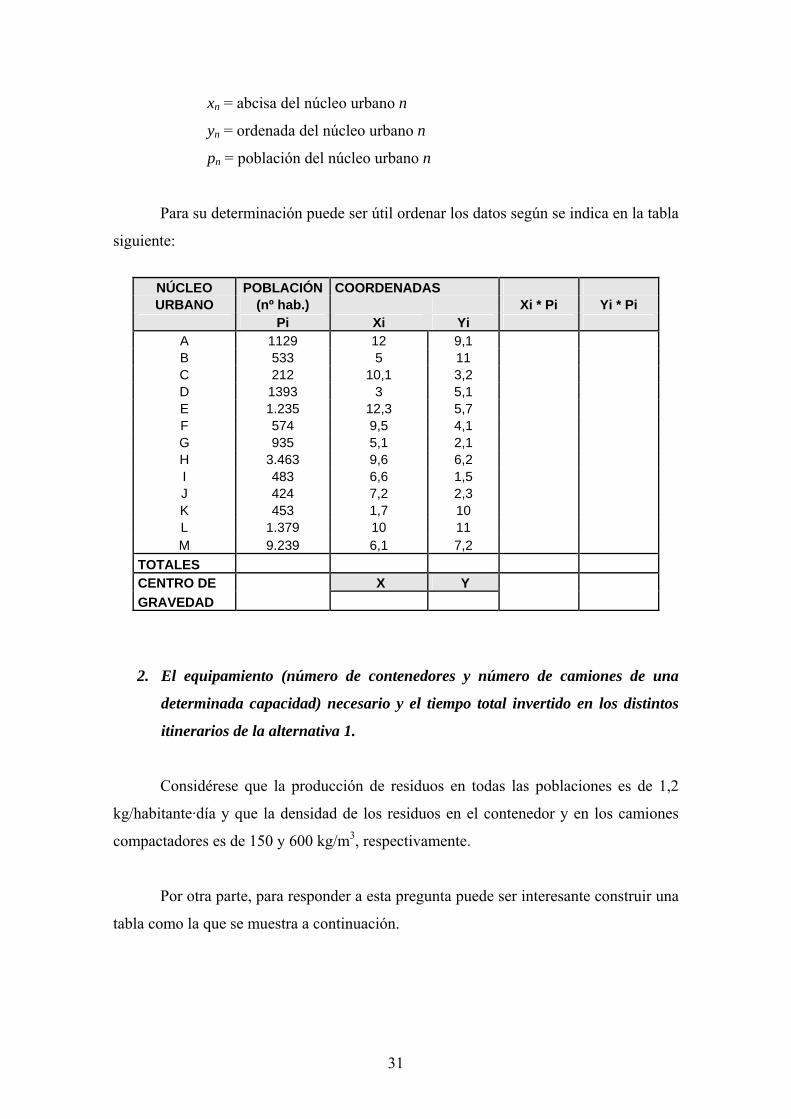
xn = abcisa del núcleo urbano n
yn = ordenada del núcleo urbano n
pn = población del núcleo urbano n
Para su determinación puede ser útil ordenar los datos según se indica en la tabla
siguiente:
NÚCLEO POBLACIÓN COORDENADAS URBANO (nº hab.) Xi * Pi Yi * Pi
Pi Xi Yi A 1129 12 9,1 B 533 5 11 C 212 10,1 3,2 D 1393 3 5,1 E 1.235 12,3 5,7 F 574 9,5 4,1 G 935 5,1 2,1 H 3.463 9,6 6,2 I 483 6,6 1,5 J 424 7,2 2,3 K 453 1,7 10 L 1.379 10 11 M 9.239 6,1 7,2
TOTALES CENTRO DE X Y GRAVEDAD
2. El equipamiento (número de contenedores y número de camiones de una
determinada capacidad) necesario y el tiempo total invertido en los distintos
itinerarios de la alternativa 1.
Considérese que la producción de residuos en todas las poblaciones es de 1,2
kg/habitante·día y que la densidad de los residuos en el contenedor y en los camiones
compactadores es de 150 y 600 kg/m3, respectivamente.
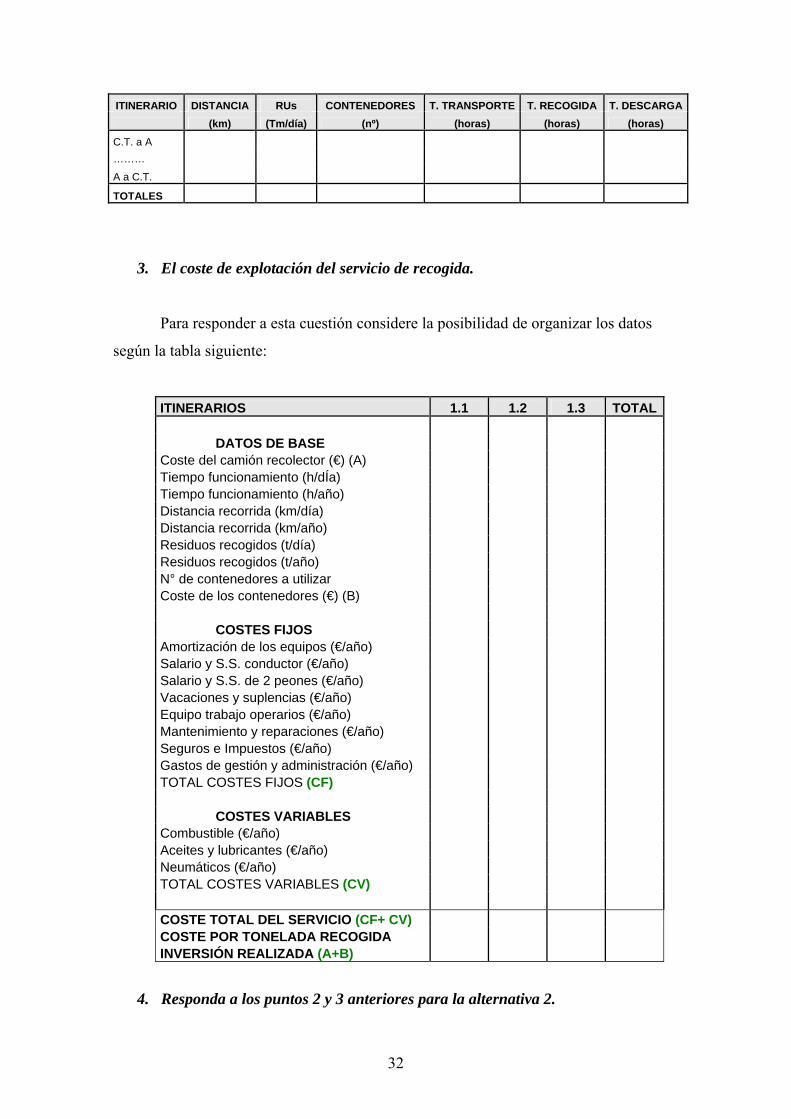
Por otra parte, para responder a esta pregunta puede ser interesante construir una
tabla como la que se muestra a continuación.
32
ITINERARIO DISTANCIA RUs CONTENEDORES T. TRANSPORTE T. RECOGIDA T. DESCARGA (km) (Tm/día) (nº) (horas) (horas) (horas)
C.T. a A ………
A a C.T.
TOTALES
3. El coste de explotación del servicio de recogida.
Para responder a esta cuestión considere la posibilidad de organizar los datos
según la tabla siguiente:
ITINERARIOS 1.1 1.2 1.3 TOTAL DATOS DE BASE Coste del camión recolector (€) (A) Tiempo funcionamiento (h/dÍa) Tiempo funcionamiento (h/año) Distancia recorrida (km/día) Distancia recorrida (km/año) Residuos recogidos (t/día) Residuos recogidos (t/año) N° de contenedores a utilizar Coste de los contenedores (€) (B) COSTES FIJOS Amortización de los equipos (€/año) Salario y S.S. conductor (€/año) Salario y S.S. de 2 peones (€/año) Vacaciones y suplencias (€/año) Equipo trabajo operarios (€/año) Mantenimiento y reparaciones (€/año) Seguros e Impuestos (€/año) Gastos de gestión y administración (€/año) TOTAL COSTES FIJOS (CF) COSTES VARIABLES Combustible (€/año) Aceites y lubricantes (€/año) Neumáticos (€/año) TOTAL COSTES VARIABLES (CV) COSTE TOTAL DEL SERVICIO (CF+ CV) COSTE POR TONELADA RECOGIDA INVERSIÓN REALIZADA (A+B)
4. Responda a los puntos 2 y 3 anteriores para la alternativa 2.
33
B) RESPONDA CON V (VERDADERO) O F (FALSO) A LAS SIGUIENTES
CUESTIONES:
1. Es posible determinar el coste de la gestión de los residuos domiciliarios basándose
en comparaciones con sistemas ya en marcha.
2. Los costes correspondientes a las inversiones necesarias para la gestión de residuos
son poco homogéneos pues los precios de los equipos y de las instalaciones varían
sensiblemente dependiendo de la calidad de los materiales y de la fiabilidad técnica
de los equipos.
3. Los costes de explotación varían según la solución adoptada, y, entre soluciones
semejantes, la cualificación del personal, la incidencia mayor o menor del
transporte, las condiciones subjetivas de cada caso, etc. llevan a una gran dispersión
de los costes.
4. El estudio económico de la gestión debe hacerse analizando separadamente todas y
cada una de las fases. Está claro, por ejemplo, que el sistema de recogida
(especialmente la frecuencia con que se realice) no repercute en el almacenamiento
de las basuras en las viviendas; ni la localización y el número de centros de
tratamiento inciden directamente en los costes de transporte.
5. Si los centros de tratamiento se construyen próximos a los núcleos urbanos, los
costes de instalación serán menores que si se construyen más alejados; tanto por el
valor de los terrenos como por las obras de acondicionamiento para evitar molestias
al vecindario.
6. El coste que han de pagar los ciudadanos por la gestión integral de los residuos que
han generado debe incluir el coste del servicio de recogida y transporte pero no el
coste del tratamiento.
7. El análisis de los costes depende de la fase de la gestión o del sistema de tratamiento
que se esté considerando.
8. En cualquier análisis de costes hay que considerar en todo momento los costes de
amortización de las inversiones realizadas, los gastos de explotación y los ingresos,
si los hubiese.
9. Los gastos de explotación se clasifican en fijos, variables y mixtos.
10. Los gastos fijos no dependen de la cantidad de residuos tratados.
11. Los gastos variables dependen de la cantidad de residuos tratados.
34
C) CLASIFIQUE LOS COSTES SEGÚN AL GRUPO AL QUE PERTENECEN.
Obra civil.
Equipamiento para el tratamiento
propiamente dicho.
Equipos para la recuperación de
energía.
Movimientos de tierras
Puentes-grúa
Instalaciones de recepción
Turboalternador
Transformador de energía eléctrica
Pala cargadora
Talleres para operaciones de mantenimiento
Suministro de agua, luz y teléfono
Cerramiento exterior de las instalaciones
Separadores magnéticos
Trituradoras y deschinadoras
Cintas transportadoras
Trómeles
Hornos y calderas
Sistemas de depuración de humos
Sistema de condensación
Báscula
Máquina compactadora Equipos auxiliares y maquinaria
móvil.
D) CLASIFIQUE LOS COSTES SEGÚN AL GRUPO AL QUE PERTENECEN
Fijos
El personal fijo
El personal eventual
Los consumos de agua, luz y teléfono
La energía consumida: electricidad, gasoil, fueloil, gas, etc.
El mantenimiento y conservación de las instalaciones
Las tasas, impuestos y seguros
Los materiales y productos consumidos: agua, piezas de repuesto, aceites,
grasas, neumáticos, etc.
Los gastos de gestión y administración
Los gastos de control
El material fungible
La evacuación de residuos y rechazos (en plantas de tratamiento)
La evacuación de subproductos (en plantas de tratamiento)
Variables