![Leçon 1. Les voyelles [a] –un chat - des patates - une table - une nappe.](https://static.fdocument.org/doc/165x107/551d9db9497959293b8dd6c9/lecon-1-les-voyelles-a-un-chat-des-patates-une-table-une-nappe.jpg)
Leçon 1. Les voyelles [a] –un chat - des patates - une table - une nappe.
123
ae
vf ap
fn
fz
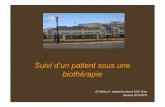
Informations générales
Catalogue fraisage -
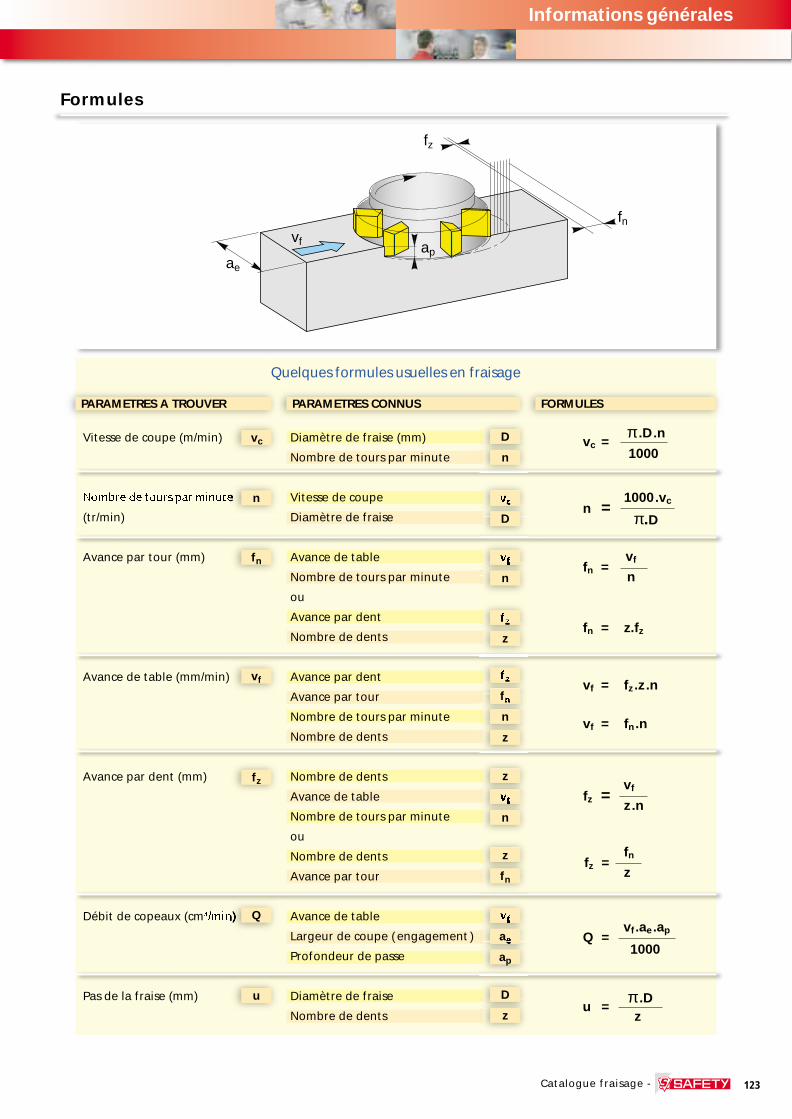
Formules
Quelques formules usuelles en fraisage
vf .ae .ap
fz =
vc =.D .n
1000
n =1000 .vc
.D
vf
n
fn = z.fz
vf = fz .z .n
vf = fn .n
fz =fn
z
vf
z .n
Q =1000
u =.D
z
π
π
π
fn =
Diamètre de fraise (mm)
Nombre de tours par minute
Vitesse de coupe
Diamètre de fraise
Avance de table
Nombre de tours par minute
ou
Avance par dent
Nombre de dents
Avance par dent
Avance par tour
Nombre de tours par minute
Nombre de dents
Nombre de dents
Avance de table
Nombre de tours par minute
ou
Nombre de dents
Avance par tour
Avance de table
Largeur de coupe ( engagement )
Profondeur de passe
Diamètre de fraise
Nombre de dents
Vitesse de coupe (m/min)
Nombre de tours par minute
(tr/min)
Avance par tour (mm)
Avance de table (mm/min)
Avance par dent (mm)
Débit de copeaux (cm3/min)
Pas de la fraise (mm)
PARAMETRES A TROUVER PARAMETRES CONNUS FORMULES
vc
n
fn
D
n
vc
D
vf
n
fz
z
fz
fn
vf
n
z
fz z
vf
n
z
fn
Q
u
vf
ae
ap
D
z
124
ae fn
vfpa
h max = fz
fz
ae
¿D
h Max
vf
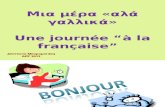
Informations générales
- Catalogue fraisage
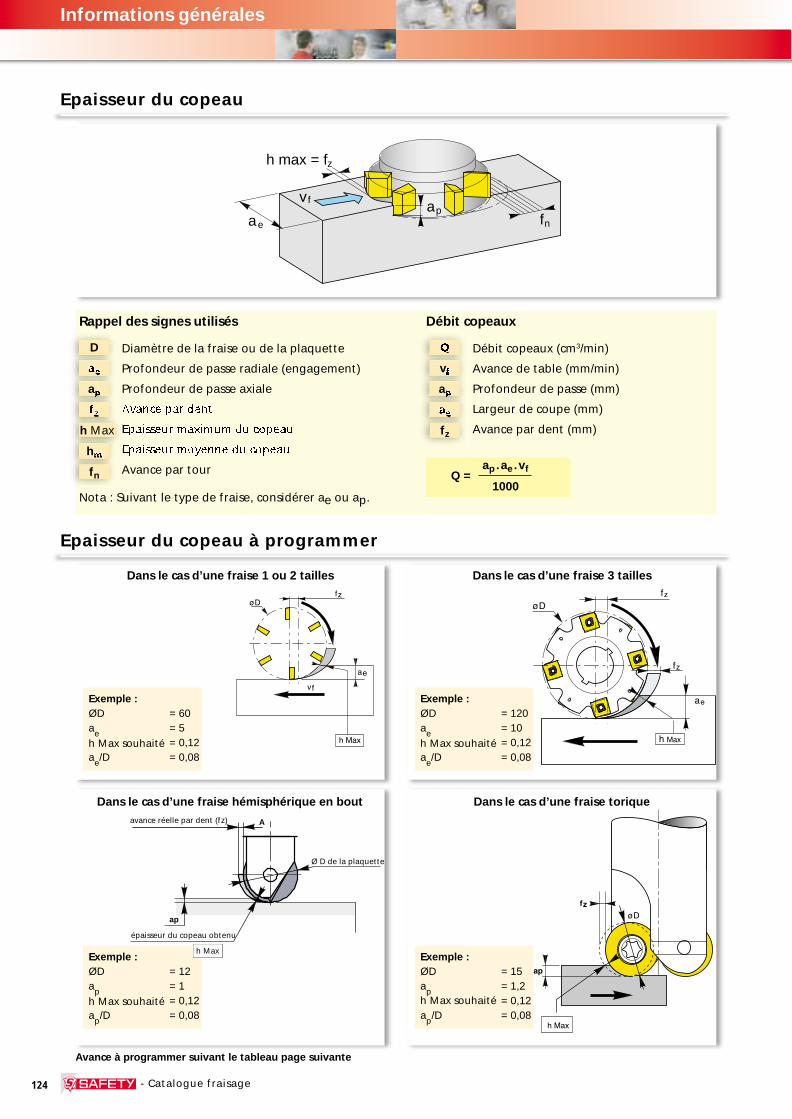
Epaisseur du copeau
Rappel des signes utilisés Débit copeaux
Diamètre de la fraise ou de la plaquette
Profondeur de passe radiale (engagement)
Profondeur de passe axiale
Avance par dent
Epaisseur maximum du copeau
Epaisseur moyenne du copeau
Avance par tour
Nota : Suivant le type de fraise, considérer ae ou ap.
Débit copeaux (cm3/min)
Avance de table (mm/min)
Profondeur de passe (mm)
Largeur de coupe (mm)
Avance par dent (mm)
Epaisseur du copeau à programmer
Exemple : ØD = 60ae = 5 = 0,12ae/D = 0,08
h Max
fz
¿D
ae
fz
Dans le cas d’une fraise 1 ou 2 tailles Dans le cas d’une fraise 3 tailles
Dans le cas d’une fraise hémisphérique en bout Dans le cas d’une fraise torique
h Max souhaité
avance réelle par dent (fz)
épaisseur du copeau obtenu
Ø D de la plaquette
Exemple : ØD = 120ae = 10 = 0,12ae/D = 0,08h Max souhaité
Exemple : ØD = 12ap = 1 = 0,12ap/D = 0,08h Max souhaité
Exemple : ØD = 15ap = 1,2 = 0,12ap/D = 0,08h Max souhaité
ap
A
h Max
fz
ap
¿D
h Max
Avance à programmer suivant le tableau page suivante
D
ae
ap
fz
h Max
hm
fn
Q
vf
ap
ae
fz
ap . ae . vf Q = 1000
125
0,70
0,60
0,50
0,40
0,35
0,30
0,25
0,20
0,15
0,12
0,100,09
0,08
0,020,03
0,040,05
0,060,07
0,080,09
0,100,12 0,20 0,32 0,50
0,16 0,25 0,40
0,50
0,40
0,35
0,30
0,25
0,20
0,15
0,12
0,10
0,01
0,08
0,22
f z
a e / D
1000 x vcπ x D
h Max.
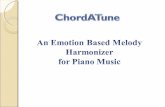
Informations générales
Catalogue fraisage -
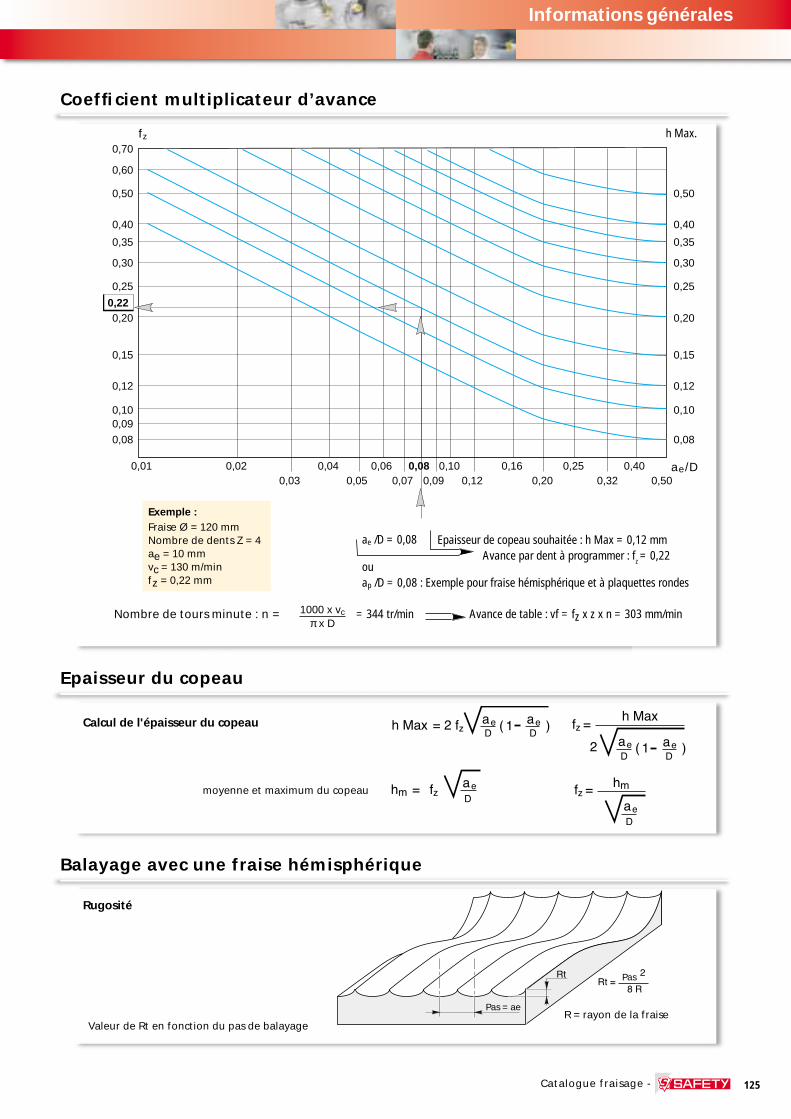
Coeffi cient multiplicateur d’avance
RtRt =
2
8 R
h Max = 2 fzD D
( )ae1
aeh Max
D D( )
ae1ae
fz =
fz =hm =D
aefzhm
D
ae
2
Rugosité
Valeur de Rt en fonction du pas de balayage
Calcul de l'épaisseur du copeau
moyenne et maximum du copeau
Pas = ae
Pas
R = rayon de la fraise
Epaisseur de copeau souhaitée : h Max = 0,12 mm Avance par dent à programmer : fz = 0,22
ouap /D = 0,08 : Exemple pour fraise hémisphérique et à plaquettes rondes
Nombre de tours minute : n =
ae /D = 0,08
Exemple :Fraise Ø = 120 mmNombre de dents Z = 4ae = 10 mmvc = 130 m/minfz = 0,22 mm
= 344 tr/min Avance de table : vf = fz x z x n = 303 mm/min
Epaisseur du copeau
Balayage avec une fraise hémisphérique
126
740760780800820
840860890910
9409709901030
1050108011201150
1200124012901360
228234241247253
261269276284
292301309319
328339350360
372383396410
217223229235241
248255262269
277285293302
311321331341
352363375388
96,497,398,299,0100,0
----
----
----
----
--
20,521,722,8
24,225,426,627,6
28,829,930,932,1
33,134,335,536,6
37,939,140,441,8
33-
343536
37383940
41-
4345
46474850
51525456
HV HB HRB HRC
14201490154016201700
1770186019302020
2100---
----
----
425440455472491
508528547569
591615640667
670680690698
700720737740
401415429444461
477495514534
555578601627
630638647653
656670682684
43,144,545,747,148,5
49,651,052,153,5
54,756,057,358,7
58,859,259,760,0
60,161,061,761,8
5859616365
66687071
73757779
-80-
81
-8384-
HV HB HRC
390410420440460
470500510530
560570580600
610630640650
670690700720
117122127132137
143150156163
171175178182
188192196202
207212218222
111116121126131
137143149156
163167170174
179183187192
197201207212
65,767,669,872,074,0
76,478,780,882,9
85,086,086,887,8
89,090,090,791,9
92,893,894,695,5
-----
----
----
----
----
15181920-
212223-
25-
26-
2728-
29
303132-
R(MPa)
R(MPa)
R(MPa)HV HB HRB HRC
ShoreC
ShoreC
ShoreC
Informations générales
- Catalogue fraisage
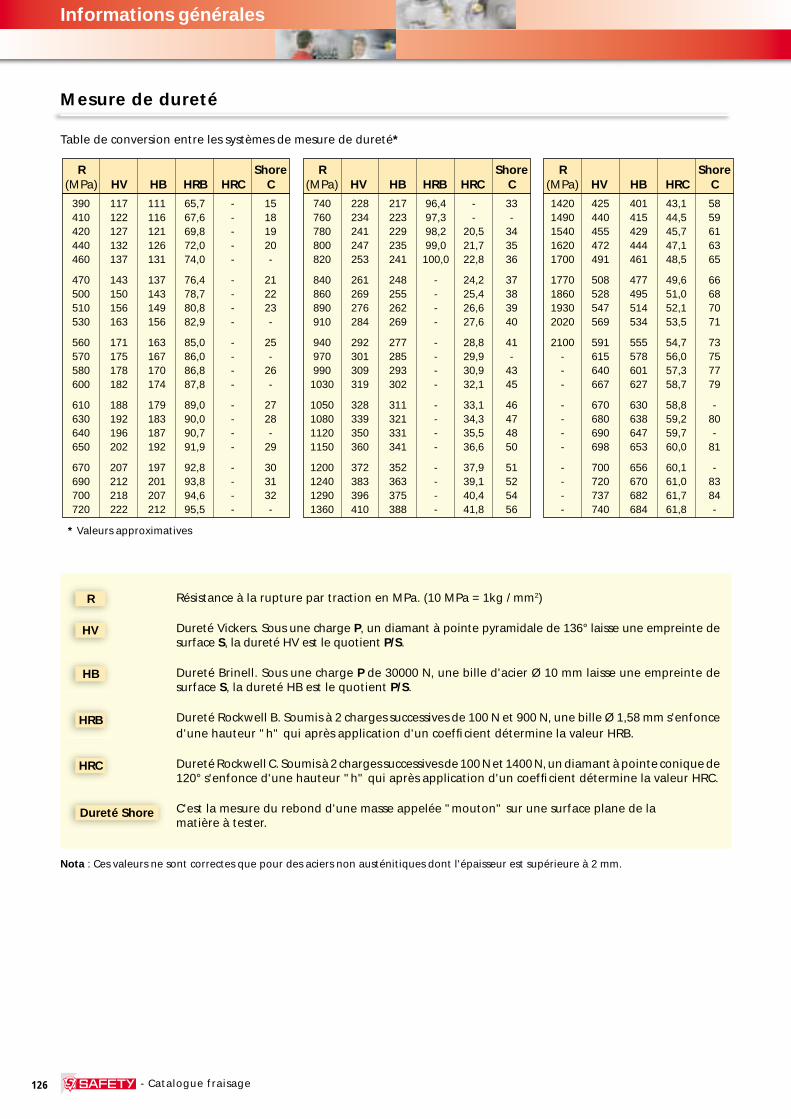
Mesure de dureté
Table de conversion entre les systèmes de mesure de dureté*
* Valeurs approximatives
Nota : Ces valeurs ne sont correctes que pour des aciers non austénitiques dont l'épaisseur est supérieure à 2 mm.
Dureté Shore
Résistance à la rupture par traction en MPa. (10 MPa = 1kg / mm2)
Dureté Vickers. Sous une charge P, un diamant à pointe pyramidale de 136° laisse une empreinte de surface S, la dureté HV est le quotient P/S.
Dureté Brinell. Sous une charge P de 30000 N, une bille d'acier Ø 10 mm laisse une empreinte de surface S, la dureté HB est le quotient P/S.
Dureté Rockwell B. Soumis à 2 charges successives de 100 N et 900 N, une bille Ø 1,58 mm s'enfonce d'une hauteur "h" qui après application d'un coeffi cient détermine la valeur HRB.
Dureté Rockwell C. Soumis à 2 charges successives de 100 N et 1400 N, un diamant à pointe conique de 120° s'enfonce d'une hauteur "h" qui après application d'un coeffi cient détermine la valeur HRC.
C'est la mesure du rebond d'une masse appelée "mouton" sur une surface plane de la matière à tester.
R
HV
HB
HRB
HRC
127
Informations générales
Catalogue fraisage -
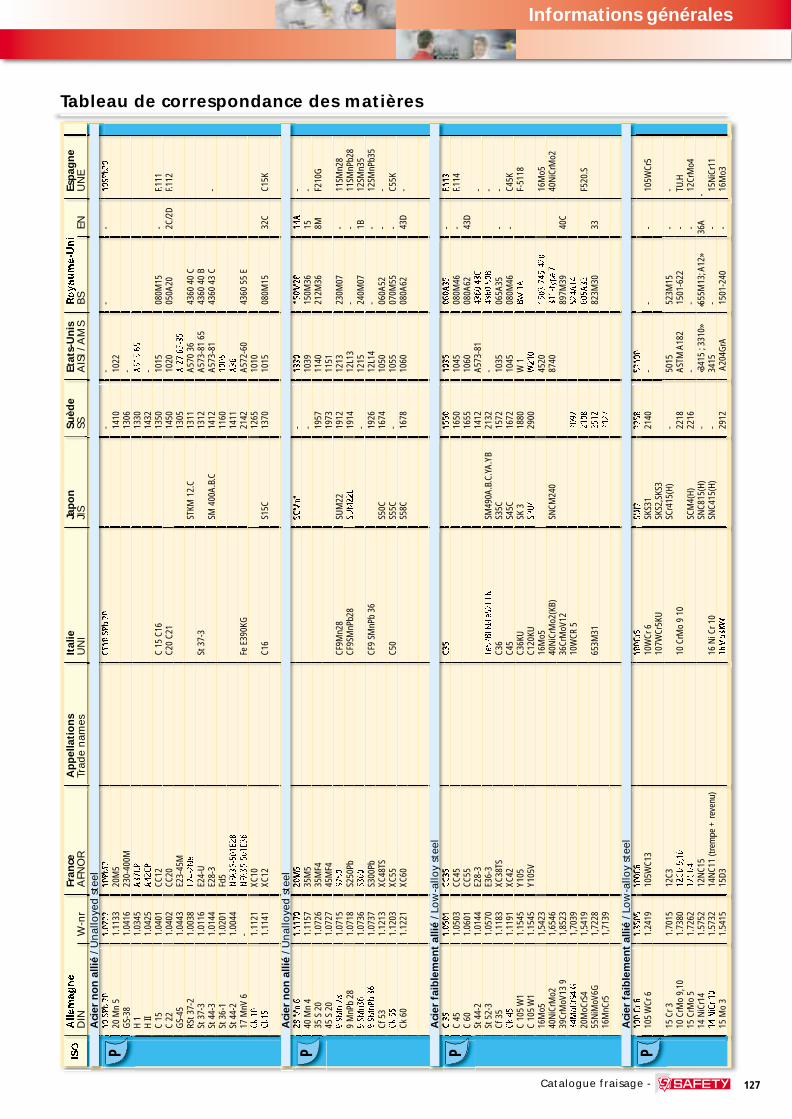
Tableau de correspondance des matières10
SPb
20
1.07
2210
PbF2
CF
10 S
Pb 2
0-
- -
- 10
SPb2
020
Mn
51.
1133
20M
5
1410
10
22G
S-38
1.04
1623
0-40
0M
1306
-
H 1
1.03
45A3
7CP
13
30
A515
65
H II
1.04
25A4
2CP
14
32
-C
151.
0401
CC12
C
15 C
1613
50
1015
08
0M15
-
F.111
C 22
1.04
02CC
20
C20
C21
1450
10
20
050A
20
2C/2
D F.1
12G
S-45
1.04
43E2
3-45
M
1305
A
27 6
5-35
RSt 3
7-2
1.00
38E2
4-2N
e
STKM
12.
C13
11
A570
36
4360
40
CSt
37-
31.
0116
E24-
U
St 3
7-3
1312
A5
73-8
1 65
43
60 4
0 B
St 4
4-3
1.01
44E2
8-3
SM
400
A.B.
C14
12
A573
-81
4360
43
C-
St 3
6-1
1.02
01Fd
5
1160
10
06St
44-
21.
0044
NFA
35-5
01E2
8
1411
A3
617
MnV
6-
NFA
35-5
01E3
6
Fe E
390K
G21
42
A572
-60
4360
55
ECk
10
1.11
21XC
10
1265
10
10Ck
151.
1141
XC12
C1
6S1
5C13
70
1015
08
0M15
32
C C1
5K
28 M
n 6
1.11
7020
M5
SC
Mn1
- 13
30
150M
28
14A
-40
Mn
41.
1157
35M
5
- 10
39
150M
36
15
-35
S 2
01.
0726
35M
F4
1957
11
40
212M
36
8M
F210
G45
S 2
01.
0727
45M
F4
1973
11
519
SMn
281.
0715
S250
CF
9Mn2
8SU
M22
1912
12
13
230M
07
- 11
SMn2
89
MnP
b 28
1.07
18S2
50Pb
CF
9SM
nPb2
8SU
M22
L19
14
12L1
3 -
- 11
SMnP
b28
9 SM
n36
1.07
36S3
00
- 12
15
240M
07
1B
12SM
n35
9 SM
nPb
361.
0737
S300
Pb
CF9
SMnP
b 36
1926
12
L14
- -
12SM
nPb3
5Cf
53
1.12
13XC
48TS
S5
0C16
74
1050
06
0A52
-
-Ck
55
1.12
03XC
55
C50
S55C
- 10
55
070M
55
- C5
5KCk
60
1.12
21XC
60
S58C
1678
10
60
080A
62
43D
-
C 35
1.05
01CC
35
C35
1550
10
35
060A
35
- F.1
13C
451.
0503
CC45
16
50
1045
08
0M46
-
F.114
C 60
1.06
01CC
55
1655
10
60
080A
62
43D
St 4
4-2
1.01
44E2
8-3
14
12
A573
-81
4360
43C
-St
52-
31.
0570
E36-
3
Fe52
BFN
/Fe5
2CFN
SM49
0A.B
.C.Y
A.YB
2132
-
4360
50B
-Cf
35
1.11
83XC
38TS
C3
6S3
5C15
72
1035
06
5A35
-
-Ck
45
1.11
91XC
42
C45
S45C
1672
10
45
080M
46
- C4
5KC
105
W1
1.15
45Y1
05
C36K
USK
318
80
W 1
BW
1A
F-51
18C
105
W1
1.15
45Y1
05V
C1
20KU
SPU
429
00
W21
016
Mo5
1,54
23
16M
o5
4520
15
03-2
45-4
2016
Mo5
40N
iCrM
o21,
6546
40
NiC
rMo2
(KB)
SNCM
240
87
40
311-
type
731
1-ty
pe 7
40N
iCrM
o239
CrM
oV13
91,
8523
36
CrM
oV12
897M
39
40C
34M
oCrS
4 G
1,70
39
10W
CR 5
2092
524A
1420
MoC
rS4
1,54
19
2108
605A
32F5
20.S
55N
iMoV
6G1,
7228
65
3M31
2512
823M
30
33
16M
nCr5
1,71
39
2127
100
Cr 6
1.35
0510
0C6
10
0Cr6
SUJ2
2258
52
100
105
WCr
61.
2419
105W
C13
10
WCr
6SK
S31
2140
-
- -
105W
Cr5
10
7WCr
5KU
SKS2
,SKS
315
Cr 3
1.70
1512
C3
SCr4
15(H
)-
5015
52
3M15
-
-10
CrM
o 9,
101.
7380
12CD
9,1
012
CD 9
,10
10
CrM
o 9
1022
18
ASTM
A18
2 15
01-6
22
- TU
.H15
CrM
o 5
1.72
6212
CD4
SC
M4(
H)22
16
- -
- 12
CrM
o414
NiC
r14
1.57
5212
NC1
5
SNC8
15(H
)-
«341
5 ; 3
310»
«6
55M
13; A
12»
36A
-14
NiC
r 10
1.57
3214
NC1
1 (tr
empe
+ re
venu
)
16 N
i Cr 1
0SN
C415
(H)
- 34
15
- -
15N
iCr1
115
Mo
31.
5415
15D3
16
Mo3
KW29
12
A20
4GrA
15
01-2
40
- 16
Mo3
IS
OA
llem
agn
eFr
ance
Ap
pel
lati
on
s It
alie
Jap
on
Suèd
e Et
ats-
Un
is
Ro
yau
me-
Un
i
Esp
agn
e
DIN
W-n
rA
FNO
RTr
ade
nam
es
UN
IJI
SSS
A
ISI /
AM
S B
S EN
U
NE
PP PP PPPP
A
cier
no
n a
llié
/ Un
allo
yed
ste
el
A
cier
no
n a
llié
/ Un
allo
yed
ste
el
A
cier
fai
ble
men
t al
lié /
Low
-allo
y st
eel
A
cier
fai
ble
men
t al
lié /
Low
-allo
y st
eel
128
Informations générales
- Catalogue fraisage
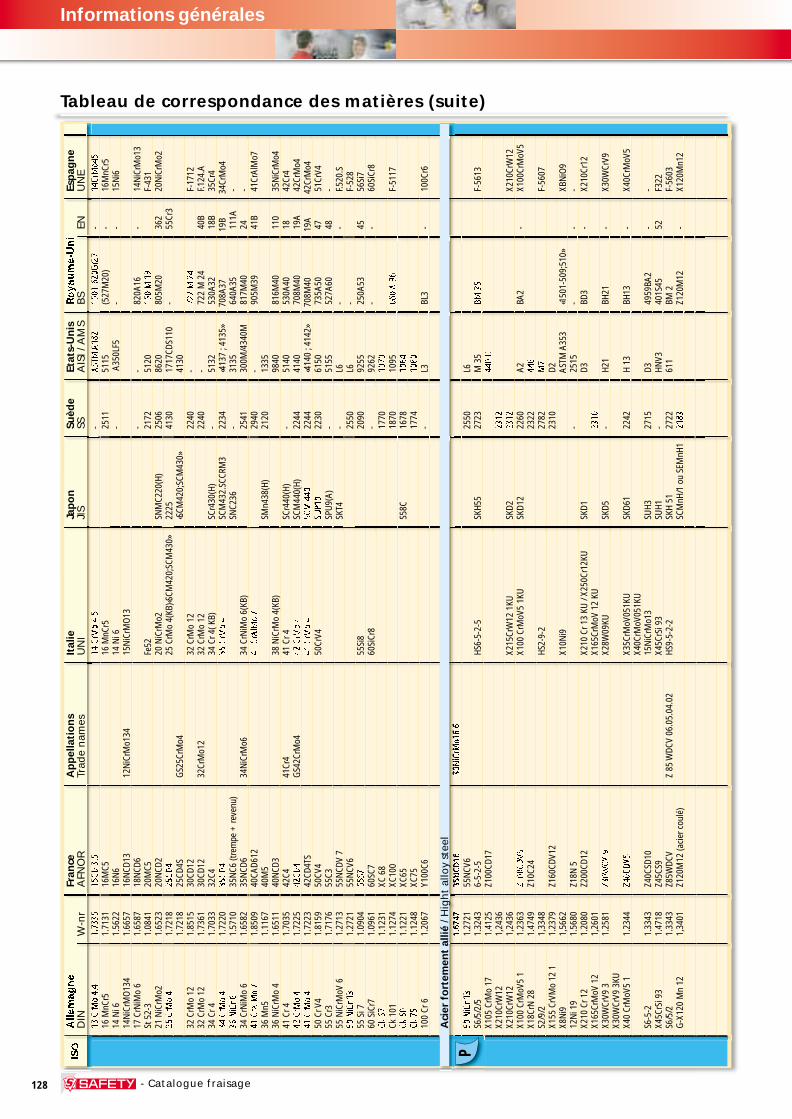
Tableau de correspondance des matières (suite)13
CrM
o 4.
41.
7335
15CD
3.5
14
CrM
o 4
5-
ASTM
A18
2 15
01-6
20G
r27
- 14
CrM
o45
16 M
nCr5
1.71
3116
MC5
16
MnC
r525
11
5115
(5
27M
20)
- 16
MnC
r514
Ni 6
1.56
2216
N6
14
Ni 6
- A
350L
F5
- -
15N
i614
NiC
rMO
134
1.66
5716
NCD
1312
NiC
rMo1
34
15N
iCrM
O13
17 C
rNiM
o 6
1.65
8718
NCD
6
- -
820A
16
- 14
NiC
rMo1
3St
52-
31.
0841
20M
C5
Fe52
2172
51
20
150
M 1
9F-
431
21 N
iCrM
o21.
6523
20N
CD2
20
NiC
rMo2
SNM
C220
(H)
2506
86
20
805M
20
362
20N
iCrM
o225
CrM
o 4
1.72
1825
CD4
25
CrM
o 4(
KB)«S
CM42
0;SC
M43
0»22
2541
30
1717
CDS1
10
- 55
Cr3
1.72
1825
CD4S
GS2
5CrM
o4
«SCM
420;
SCM
430»
41
3032
CrM
o 12
1.85
1530
CD12
32
CrM
o 12
2240
-
722
M 2
4F-
1712
32 C
rMo
121.
7361
30CD
1232
CrM
o12
32 C
rMo
1222
40
- 72
2 M
24
40B
F.124
.A34
Cr 4
1.70
3332
C4
34 C
r 4( K
B)SC
r430
(H)
- 51
32
530A
32
18B
35Cr
434
CrM
o 4
1.72
2035
CD4
35
CrM
o 4
SCM
432.
SCCR
M3
2234
«4
137
; 413
5»
708A
37
19B
34Cr
Mo4
36 N
iCr 6
1.57
1035
NC6
(tre
mpe
+ re
venu
)
SNC2
36-
3135
64
0A35
11
1A
-34
CrN
iMo
61.
6582
35N
CD6
34N
iCrM
o6
34 C
rNiM
o 6(
KB)
2541
30
0M/4
340M
81
7M40
24
-
41 C
rAlM
o 7
1.85
0940
CAD6
12
41 C
rAlM
o 7
2940
-
905M
39
41B
41Cr
AlM
o736
Mn5
1.11
6740
M5
SM
n438
(H)
2120
13
3536
NiC
rMo
41.
6511
40N
CD3
38
NiC
rMo
4(KB
)
9840
81
6M40
11
0 35
NiC
rMo4
41 C
r 4
1.70
3542
C4
41Cr
4 41
Cr 4
SC
r440
(H)
- 51
40
530A
40
18
42Cr
442
CrM
o 4
1.72
2542
CD4
GS4
2CrM
o4
42 C
rMo
4SC
M44
0(H)
2244
41
40
708M
40
19A
42Cr
Mo4
41 C
rMo
41.
7223
42CD
4TS
41
CrM
o 4
SCM
440
2244
«4
140
; 414
2»
708M
40
19A
42Cr
Mo4
50 C
r V4
1.81
5950
CV4
50
CrV4
SUP1
022
30
6150
73
5A50
47
51
CrV4
55 C
r31.
7176
55C3
SP
U9(
A)-
5155
52
7A60
48
-
55 N
iCrM
oV 6
1.27
1355
NCD
V 7
SK
T4-
L6
- -
F.520
.S50
NiC
r 13
1.27
2155
NCV
6
2550
L6
-
F-52
855
Si 7
1.09
0455
S7
55Si
820
90
9255
25
0A53
45
56
Si7
60 S
iCr7
1.09
6160
SC7
60
SiCr
8-
9262
-
- 60
SiCr
8Ck
67
1.12
31XC
68
17
70
1070
Ck 1
011.
1274
XC10
0
1870
10
95
060
A 96
F-51
17Ck
60
1.12
21XC
65
S58C
1678
10
64Ck
75
1.12
48XC
75
1774
10
8010
0 Cr
61.
2067
Y100
C6
- L3
BL
3 -
100C
r6
1,67
471,
6747
35N
CD16
30N
iCrM
o16
6 50
NiC
r 13
1.27
2155
NCV
6
2550
L6
S6/5
/2/5
1.32
436-
5-2-
5
HS6-
5-2-
5SK
H55
2723
M
35
BM 3
5F-
5613
X105
CrM
o 17
1.41
25Z1
00CD
17
44
0 C
X210
CrW
121,
2436
23
12X2
10Cr
W12
1,24
36
X215
CrW
12 1
KUSK
D223
12X2
10Cr
W12
X100
CrM
oV5
11.
2363
Z100
CDV5
X1
00 C
rMoV
5 1K
USK
D12
2260
A2
BA
2 -
X100
CrM
oV5
X18C
rN 2
81.
4749
Z10C
24
2322
44
6S2
/9/2
1,33
48
HS2-
9-2
2782
M
7F-
5607
X155
CrV
Mo
12 1
1.23
79Z1
60CD
V12
23
10
D2X8
Ni9
1,56
62
X10N
i9
ASTM
A35
3 «1
501-
509;
510»
XBN
iO9
12N
i 19
1.56
80Z1
8N 5
-
2515
-
- -
X210
Cr 1
21.
2080
Z200
CD12
X2
10 C
r 13
KU /
X250
Cr12
KUSK
D1
D3
BD3
- X2
10Cr
12X1
65Cr
MoV
12
1,26
01
X165
CrM
oV 1
2 KU
2310
X30W
CrV9
31.
2581
Z30W
CV 9
X2
8W09
KUSK
D5-
H21
BH21
-
X30W
CrV9
X30W
CrV9
3KU
X4
0 Cr
MoV
5 1
1.23
44Z4
0CDV
5
X35C
rMoV
051K
USK
D61
2242
H
13
BH13
-
X40C
rMoV
5
X40C
rMoV
051K
US6
-5-2
1.33
43Z4
0CSD
10
15N
iCrM
o13
SUH3
2715
D3
49
59BA
2 -
-X4
5CrS
i 93
1.47
18Z4
5CS9
X4
5CrS
i 93
SUH1
- HN
V3
401S
45
52
F322
S6/5
/21.
3343
Z85W
DCV
Z 85
WDC
V 06
.05.
04.0
2 HS
9-5-
2-2
SKH
5127
22
611
BM 2
F-56
03G
-X12
0 M
n 12
1,34
01Z1
20M
12 (a
cier
cou
lé)
SC
MnH
/1 o
u SE
MnH
121
83Z1
20M
12
- X1
20M
n12
IS
OA
llem
agn
eFr
ance
Ap
pel
lati
on
s It
alie
Jap
on
Suèd
e Et
ats-
Un
is
Ro
yau
me-
Un
i
Esp
agn
e
DIN
W-n
rA
FNO
RTr
ade
nam
es
UN
IJI
SSS
A
ISI /
AM
S B
S EN
U
NE
PP
Aci
er f
ort
emen
t al
lié /
Hig
ht
allo
y st
eel
129
Informations générales
Catalogue fraisage -
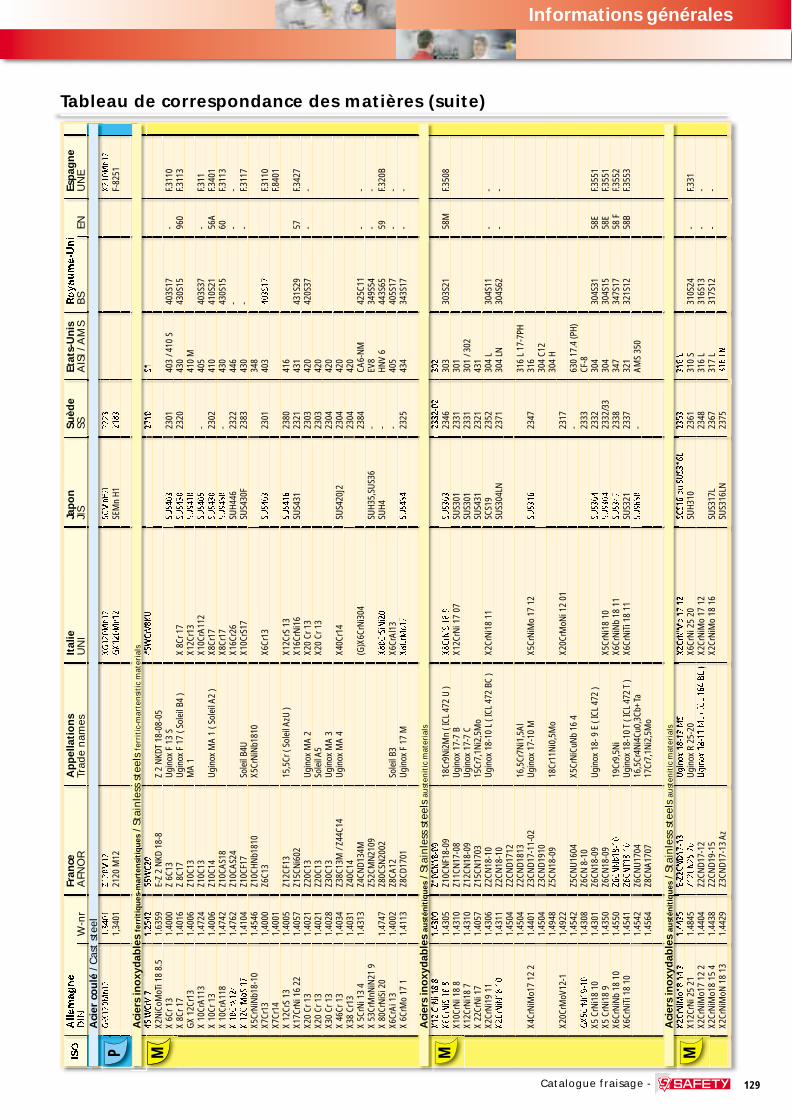
Tableau de correspondance des matières (suite)G
-X12
0Mn1
21,
3401
1,34
01Z1
20M
12
XG12
0Mn1
2SC
MnH
/122
23X2
10M
n12
1,34
0121
20 M
12
GX1
20M
n12
SEM
n H1
2183
F-82
51
45 W
CrV
71.
2542
55W
C20
45
WCr
V8KU
2710
S1
X2N
iCoM
oTi 1
8 8.
51.
6359
E-Z
2 N
KD 1
8-8
Z 2
NKD
T 18
-08-
05
X 6C
r 13
1.40
00Z
6C13
Ugi
nox
F 13
S
SUS4
0323
01
403
/ 410
S
403S
17
- F.3
110
X 8C
r 17
1.40
16Z
8C17
Ugi
nox
F 17
( So
leil
B4 )
X 8C
r 17
SUS4
3023
20
430
430S
15
960
F.311
3G
X 12
Cr13
1.40
06Z1
0C13
MA
1 X1
2Cr1
3SU
S410
41
0 M
X 10
CrA1
131.
4724
Z10C
13
X10C
rA11
2SU
S405
- 40
5 40
3S37
-
F.311
X 10
Cr 1
31.
4006
Z10C
14U
gino
x M
A 1
( Sol
eil A
2 )
X8Cr
17SU
S430
2302
41
0 41
0S21
56
A F.3
401
X 10
CrA1
181.
4742
Z10C
AS18
X8
Cr17
SUS4
30-
430
430S
15
60
F.311
3X
10Cr
A124
1.47
62Z1
0CAS
24
X16C
r26
SUH4
4623
22
446
- -
-X
12Cr
MoS
17
1.41
04Z1
0CF1
7So
leil
B4U
X1
0CrS
17SU
S430
F23
83
430
- -
F.311
7X5
CrN
iNb1
8-10
1.45
46Z1
0CHN
b181
0X5
CrN
iNb1
810
34
8X7
Cr13
1,40
00Z6
C13
X6
Cr13
SUS4
0323
01
403
403S
17F.3
110
X7Cr
141,
4001
F.8
401
X 12
CrS
131.
4005
Z12C
F13
15,5
Cr (
Sole
il Az
U )
X12C
rS 1
3SU
S416
2380
41
6X1
7CrN
i 16
221.
4057
Z15C
Ni6
02
X16C
rNi1
6SU
S431
2321
43
1 43
1S29
57
F.3
427
X20
Cr 1
31.
4021
Z20C
13U
gino
x M
A 2
X20
Cr 1
323
03
420
420S
37
- -
X20
Cr 1
31.
4021
Z20C
13So
leil
A5
X20
Cr 1
323
03
420
X30
Cr 1
31.
4028
Z30C
13U
gino
x M
A 3
2304
42
0X
46Cr
13
1.40
34Z3
8C13
M /
Z44C
14U
gino
x M
A 4
X40C
r14
SUS4
20J2
2304
42
0X3
8 Cr
131.
4031
Z40C
14
2304
42
0X
5CrN
i 13
41.
4313
Z4CN
D134
M
(G)X
6CrN
i304
2384
CA
6-N
M
425C
11
- -
X 53
CrM
nNiN
21 9
Z52C
MN
2109
SU
H35,
SUS3
6-
EV8
349S
54
- -
X 80
CrN
iSi 2
01.
4747
Z80C
SN20
02
X80C
rSiN
i20
SUH4
- HN
V 6
443S
65
59
F.320
BX6
CrAi
13
1.40
02Z8
CA12
Sole
il B3
X6
CrAl
13-
405
405S
17
- -
X 6C
rMo
17 1
1.41
13Z8
CD17
01U
gino
x F
17 M
X8
CrM
o17
SUS4
3423
25
434
343S
17
- -
X12
CrN
i 18
81.
4300
Z10C
N18
-09
23
32-0
2 30
2X8
CrN
iS 1
8 8
1.43
05Z1
0CN
F18-
0918
Cr9N
i2M
n ( I
CL 4
72 U
) X8
CrN
iS 1
8 9
SUS3
0323
46
303
303S
21
58M
F.3
508
X10C
rNi 1
8 8
1.43
10Z1
1CN
17-0
8U
gino
x 17
-7 B
X1
2CrN
i 17
07SU
S301
2331
30
1X1
2CrN
i18
71.
4310
Z12C
N18
-09
Ugi
nox
17-7
C
SUS3
0123
31
301
/ 302
X 22
CrN
i 17
1.40
57Z1
5CN
1703
15Cr
7,1N
i2,5
Mo
SUS4
3123
21
431
X2Cr
Ni1
9 11
1.
4306
Z2CN
18-1
0U
gino
x 18
-10
L ( I
CL 4
72 B
C )
X2Cr
Ni1
8 11
SCS1
923
52
304
L 30
4S11
-
-X2
CrN
iN18
10
1.43
11Z2
CN18
-10
SU
S304
LN23
71
304
LN
304S
62
- -
1.45
04Z2
CND1
712
1.
4504
Z2CN
D181
316
,5Cr
7Ni1
,5Al
316
L 17
-7PH
X4Cr
NiM
o17
12 2
1.44
01Z3
CND1
7-11
-02
Ugi
nox
17-1
0 M
X5
CrN
iMo
17 1
2SU
S316
2347
31
61.
4504
Z3CN
D191
0
30
4 C1
21.
4948
Z5CN
18-0
918
Cr11
Ni0
,5M
o
304
HX2
0CrM
oV12
-11,
4922
X2
0CrM
oNi 1
2 01
2317
1.
4542
Z5CN
U16
04X5
CrN
iCuN
b 16
4
- 63
0 17
.4 (P
H)G
X5Cr
Ni1
9-10
1.43
08Z6
CN 8
-10
23
33
CF-8
X5 C
rNi1
8 10
1.43
01Z6
CN18
-09
Ugi
nox
18- 9
E (
ICL
472
) SU
S304
2332
30
4 30
4S31
58
E F.3
551
X5 C
rNi1
8 9
1.43
50Z6
CN18
-09
X5
CrN
i18
10SU
S304
2332
/33
304
304S
15
58E
F.355
1X6
CrN
iNb
18 1
01.
4550
Z6CN
Nb1
8-10
19Cr
9,5N
i X6
CrN
iNb
18 1
1SU
S347
2338
34
7 34
7S17
58
F
F.355
2X6
CrN
iTi 1
8 10
1.45
41Z6
CNT1
8-10
Ugi
nox
18-1
0 T
( ICL
472
T )
X6Cr
NiT
i 18
11SU
S321
2337
32
1 32
1S12
58
B F.3
553
1.45
42Z6
CNU
1704
16,5
Cr4N
i4Cu
0,3C
b+Ta
SUS6
30-
AMS
350
1.45
64Z8
CNA1
707
17Cr
7,1N
i2,5
Mo
X2Cr
NiM
o18
14 3
1.44
35E-
Z2CN
D17-
13U
gino
x 18
-13
MS
Ugi
nox
18-1
3 M
S X2
CrN
iMo
17 1
2SC
S16
ou S
US3
16L
2353
31
6 L
X12C
rNi 2
5 21
1.48
45Z1
2CN
25 2
0U
gino
x R
25-2
0 X6
CrN
i 25
20SU
H310
2361
31
0 S
310S
24
- F.3
31X2
CrN
iMo1
7 12
21.
4404
Z2CN
D17-
12U
gino
x 18
-11
ML
( ICL
164
BC
)U
gino
x 18
-11
ML
( ICL
164
BC
)X2
CrN
iMo
17 1
223
48
316
L 31
6S13
-
-X2
CrN
iMo1
8 15
41.
4438
Z2CN
D19-
15
X2Cr
NiM
o 18
16
SUS3
17L
2367
31
7 L
317S
12
- -
X2Cr
NiM
oN 1
8 13
1.44
29Z3
CND1
7-13
Az
SU
S316
LN23
75
316
LN
IS
OA
llem
agn
eFr
ance
Ap
pel
lati
on
s It
alie
Jap
on
Suèd
e Et
ats-
Un
is
Ro
yau
me-
Un
i
Esp
agn
e
DIN
W-n
rA
FNO
RTr
ade
nam
es
UN
IJI
SSS
A
ISI /
AM
S B
S EN
U
NE
PP MM MM MM
A
cier
co
ulé
/ C
ast
stee
l
A
cier
s in
oxy
dab
les
ferr
itiq
ues
-mar
ten
siti
qu
es /
Stai
nle
ss s
teel
s fe
rrit
ic-m
arte
nsi
tic
mat
eria
ls
A
cier
s in
oxy
dab
les
aust
énit
iqu
es /
Stai
nle
ss s
teel
s au
sten
itic
mat
eria
ls
A
cier
s in
oxy
dab
les
aust
énit
iqu
es /
Stai
nle
ss s
teel
s au
sten
itic
mat
eria
ls
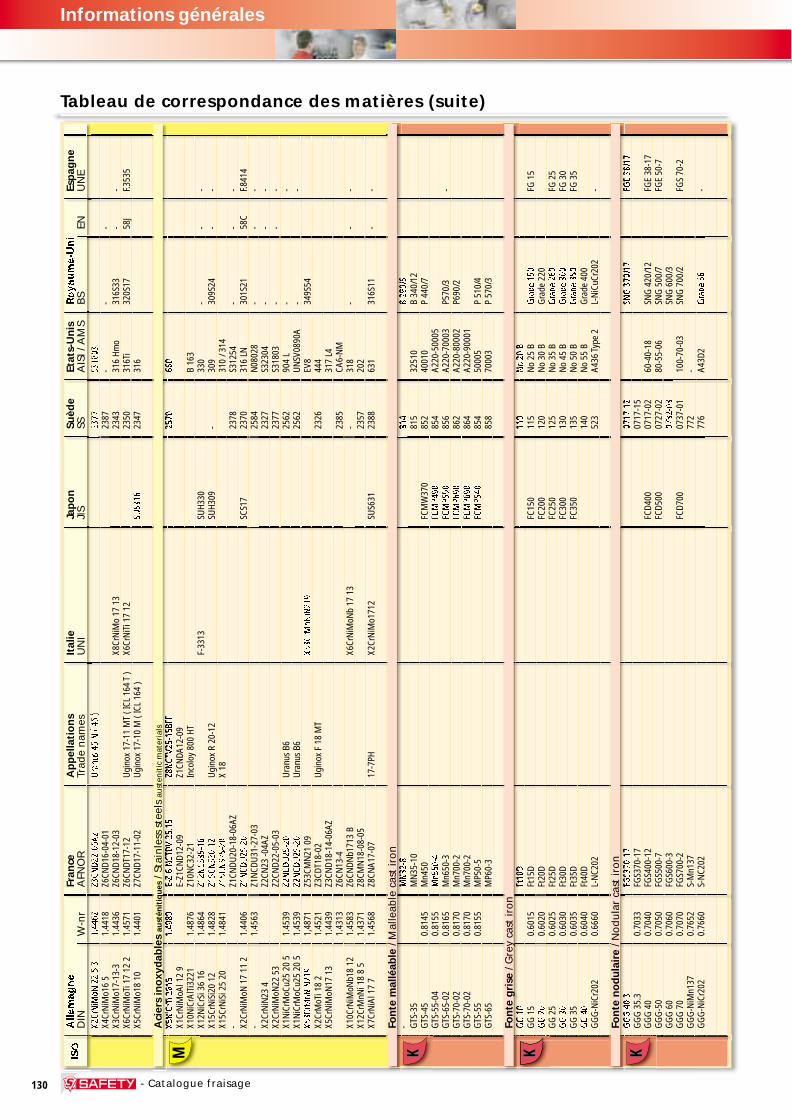
130
Informations générales
- Catalogue fraisage
Tableau de correspondance des matières (suite)X2
CrN
iMoN
22
5 3
1.44
62Z3
CND2
2-05
AzU
ranu
s 45
N (
46 )
Ura
nus
45 N
( 46
) 23
77
S318
03X4
CrN
iMo1
6 5
1.44
18Z6
CND1
6-04
-01
23
87
- -
- X3
CrN
iMo1
7-13
-31.
4436
Z6CN
D18-
12-0
3
X8Cr
NiM
o 17
13
2343
31
6 Hm
o 31
6S33
-
-X6
CrN
iMoT
i 17
12 2
1.45
71Z6
CNDT
17-1
2U
gino
x 17
-11
MT
( ICL
164
T )
X6Cr
NiT
i 17
1223
50
316T
i 32
0S17
58
J F.3
535
X5Cr
NiM
o18
101.
4401
Z7CN
D17-
11-0
2U
gino
x 17
-10
M (
ICL
164
) SU
S316
2347
31
6
X5N
iCrT
i 261
51.
4980
E-Z
6 N
CTDV
25.
15Z8
NCT
V25-
15BF
F 25
70
660
X1Cr
NiM
oAl 1
2 9
E-Z1
CND1
2-09
Z1CN
DA12
-09
X10N
iCrA
lTi3
221
1.48
76Z1
0NC3
2-21
Inco
loy
800
HT
B
163
X12N
iCrS
i 36
161.
4864
Z12N
CS35
-16
F-
3313
SUH3
30
330
- -
-X1
5CrN
iSi2
0 12
1.48
28Z1
5CN
S20-
12U
gino
x R
20-1
2 SU
H309
- 30
9 30
9S24
-
-X1
5CrN
iSi 2
5 20
1.48
41Z1
5CN
S25-
20X
18
31
0 / 3
14-
Z1CN
DU20
-18-
06AZ
23
78
S312
54
- -
-X2
CrN
iMoN
17
11 2
1.44
06Z1
NCD
U25
-20
SC
S17
2370
31
6 LN
30
1S21
58
C F.8
414
-1.
4563
Z1N
CDU
31-2
7-03
25
84
N08
028
- -
-X2
CrN
iN23
4Z2
CN23
-04A
Z
2327
S3
2304
-
- -
X2Cr
NiM
oN22
53
Z2CN
D22-
05-0
3
2377
S3
1803
-
- -
X1N
iCrM
oCu2
5 20
51.
4539
Z2N
CDU
25-2
0U
ranu
s B6
25
62
904
L -
-X1
NiC
rMoC
u25
20 5
1.45
39Z2
NCD
U25
-20
Ura
nus
B6
2562
U
NSV
0890
A -
-X5
3CrM
nNiN
219
1,48
71Z5
3CM
N21
09
X5
3CrM
nNiN
219
EV
8 34
9S54
X2Cr
MoT
i 18
21.
4521
Z3CD
T18-
02U
gino
x F
18 M
T 23
26
444
X5Cr
NiM
oN17
13
1.
4439
Z3CN
D18-
14-0
6AZ
317
L41.
4313
Z6CN
13-4
23
85
CA6-
NM
X10C
rNiM
oNb1
8 12
1.45
83Z6
CNDN
b171
3 B
X6
CrN
iMoN
b 17
13
- 31
8 -
- -
X12C
rMnN
i 18
8 5
1.43
71Z8
CMN
18-0
8-05
23
57
202
X7Cr
NiA
l 17
71.
4568
Z8CN
A17-
0717
-7PH
X2
CrN
iMo1
712
SUS6
3123
88
631
316S
11
- -
-M
N32
-8
814
8 29
0/6
GTS
-35
MN
35-1
0
815
3251
0 B
340/
12G
TS-4
50.
8145
Mn4
50
FCM
W37
085
2 40
010
P 44
0/7
GTS
-55-
040.
8155
Mn5
50-4
FC
MP4
9085
4 A2
20-5
0005
GTS
-65-
020.
8165
Mn6
50-3
FC
MP5
9085
6 A2
20-7
0003
P5
70/3
-G
TS-7
0-02
0.81
70M
n700
-2
FCM
P690
862
A220
-800
02
P690
/2G
TS-7
0-02
0.81
70M
n700
-2
FCM
P690
864
A220
-900
01G
TS-5
50.
8155
MP5
0-5
FC
MP5
4085
4 50
005
P 51
0/4
GTS
-65
MP6
0-3
85
8 70
003
P 57
0/3
GG
10
Ft10
D
110
No
20 B
GG
15
0.60
15Ft
15D
FC
150
115
No
25 B
G
rade
150
FG 1
5G
G 2
00.
6020
Ft20
D
FC20
012
0 N
o 30
B
Gra
de 2
20G
G 2
50.
6025
Ft25
D
FC25
012
5 N
o 35
B
Gra
de 2
60FG
25
GG
30
0.60
30Ft
30D
FC
300
130
No
45 B
G
rade
300
FG 3
0G
G 3
50.
6035
Ft35
D
FC35
013
5 N
o 50
B
Gra
de 3
50FG
35
GG
40
0.60
40Ft
40D
14
0 N
o 55
B
Gra
de 4
00G
GG
-NiC
r202
0.66
60L-
NC2
02
523
A436
Typ
e 2
L-N
iCuC
r202
-
GG
G 4
0.3
FGS3
70-1
7
0717
-12
SNG
370
/17
FGE
38/1
7G
GG
35.
30.
7033
FGS3
70-1
7
0717
-15
GG
G 4
00.
7040
FGS4
00-1
2
FCD4
0007
17-0
2 60
-40-
18
SNG
420
/12
FGE
38-1
7G
GG
-50
0.70
50FG
S500
-7
FCD5
0007
27-0
2 80
-55-
06
SNG
500
/7FG
E 50
-7G
GG
60
0.70
60FG
S600
-3
0732
-03
SNG
600
/3G
GG
70
0.70
70FG
S700
-2
FCD7
0007
37-0
1 10
0-70
-03
SNG
700
/2FG
S 70
-2G
GG
-NiM
n137
0.76
52S-
Mn1
37
772
-G
GG
-NiC
r202
0.76
60S-
NC2
02
776
A43D
2 G
rade
S6
-
IS
OA
llem
agn
eFr
ance
Ap
pel
lati
on
s It
alie
Jap
on
Suèd
e Et
ats-
Un
is
Ro
yau
me-
Un
i
Esp
agn
e
DIN
W-n
rA
FNO
RTr
ade
nam
es
UN
IJI
SSS
A
ISI /
AM
S B
S EN
U
NE
MM KK KK KK
A
cier
s in
oxy
dab
les
aust
énit
iqu
es /
Stai
nle
ss s
teel
s au
sten
itic
mat
eria
ls
Fo
nte
mal
léab
le /
Mal
leab
le c
ast
iro
n
Fo
nte
gri
se /
Gre
y ca
st ir
on
Fo
nte
no
du
lair
e / N
od
ula
r ca
st ir
on
131
Informations générales
Catalogue fraisage -
Tableau de correspondance des matières (suite)3.
0255
A5/9
050C
Al
10
00G
-AIS
I9M
GW
A3,
2373
A-S7
G
4251
SC
64D
- -
-3.
1855
AS9K
G/3
380
Al4,
5Cu
G-A
LMG
5-
A-SU
12
4252
G
D-AI
SI12
LM
5 -
-3.
1924
/25
AU2G
NT6
/905
1Al
2,3C
u2,3
MgS
iMn6
,2Zn
7050
3.13
25/5
5AU
4G1/
9050
CAl
Cu1,
5Mg0
,6M
n
2024
3.17
34/3
5AU
4NT/
3380
Al10
Mg
3.12
55AU
4SG
/905
1AAl
Cu1,
5Mg0
,6M
n
2024
3.43
44/4
5AZ
4GU
/905
1Al
2,3C
u2,3
MgS
iMn6
,2Zn
7050
3.43
64/6
5AZ
5GU
/905
0CAl
1,6C
u2,5
Mg5
,6Zn
Cr
71
753.
4374
/75
AZG
U/A
Z1/9
050C
Al1,
6Cu2
,5M
g5,6
ZnCr
7175
42
44
356,
1 LM
25G
D-Al
Si12
42
47
A413
.0G
D-Al
Si8C
u3
4250
A3
80.1
LM
24G
-AlS
i12(
Cu)
42
60
A413
.1
LM20
G-A
lSi1
2
4261
A4
13.2
LM
6G
-AlS
i10M
g(Cu
)
4253
A3
60.2
LM
9
NC1
4K8
René
95
NiC
r20C
o18T
i2.
4632
Nc2
0ATV
Nim
onic
90
2.49
69N
CK 2
0 TA
Nim
onic
90
IN -
100
AM
S 53
972.
4650
Nim
onic
C-2
63
38C1
6NBT
Inco
nel 7
06
AM
S 57
02Co
Cr20
W15
Ni
1W2.
4964
KC20
WN
Hayn
es 2
5
AMS
5759
CoCr
22W
14N
iKC
22W
NHa
ynes
188
AMS
5772
S-N
iCr1
3Al6
MoN
b1W
2.46
70N
C12A
DIn
cone
l 713
AMS
5391
S-
NiC
r13A
l6M
oNb
1W2.
4670
NC1
3AD
Nim
ocas
t 842
SAE
5391
AN
iCr1
5Fe
2.48
16N
C15F
eIn
cone
l 600
AMS
5580
NC1
5FeT
NbA
Inco
nel X
-750
AMS
5667
NiC
r16F
eTi
NC1
6FeT
iIn
cone
l 722
AMS5
541
NiC
r16F
eTi
2.46
69N
C16F
eTN
bIn
cone
l X-7
50
AM
S 55
82N
C18K
15TD
AU
dim
et 7
20
NiC
r19F
e19N
bMo
1W2.
4668
NC1
9FeN
Udi
met
718
5383
NiC
r19F
e19N
bMo
1W2.
4668
NC1
9FeN
BIn
cone
l 718
AMS
5589
HR
8 -
-N
iCr1
9Co1
1MoT
i2.
4973
NC1
9KDT
René
41
AM
S 53
99
- -
-N
iCr2
0Co1
6MoT
iN
C19K
DUV
Nim
onic
PK3
3 N
iCr1
9Fe1
9NbM
o1W
2.46
68N
C20K
14W
aspa
loy
AM
S 55
44
- -
-N
iCr2
0Ti
2.46
30N
C20T
Nim
onic
75
HR5,
203-
4 -
-N
iCr2
0TiA
k2.
4631
NC2
0TA
Nim
onic
80A
HR
401,
601
- -
NiC
r21M
o2.
4858
NC2
1FeD
UIn
colo
y 82
5 2.
4603
NC2
2FeD
Hast
ello
y X
53
90A
NiC
r22F
e18M
o2.
4665
NC2
2FeD
Nim
onic
PE
13
AM
S 57
54 E
-
- -
NiC
r22M
o9N
b2.
4856
NC2
2FeD
NB
Inco
nel 6
25
56
66
- -
-N
iCo1
5Cr1
5MoA
lTi
2.46
36N
CK15
ATD
Nim
onic
115
N
CK18
TDA
Udi
met
710
N
iCr1
8Co1
8MoT
i2.
4983
NCK
19DA
TU
dim
et 5
00
AM
S 57
51N
iCo1
5CrM
oAlT
i2.
4636
NCK
20AT
Udi
met
700
N
iCr1
5Co1
9MoT
i2.
4650
NCK
20D
Nim
onic
263
/C26
3 N
iCo2
0C15
MoA
lTi
2.46
34N
CKD2
0ATV
Nim
onic
105
S-
NiM
o30
2.48
00N
D37F
eVHa
stel
loy
B
AMS
5396
1W2.
4674
NK1
5CAT
Nim
ocas
t PD
16
AM
S 53
97N
iCo2
9Cr1
5MoA
lTN
K27C
ADTi
Inco
nel 7
00
NiC
r18C
oMo
2.46
66N
KOD2
0ATU
Nim
onic
PK
25
AM
S 57
53N
iCu3
0Fe
2.43
60N
U30
Mon
el 4
00
AM
S 45
74N
iFe3
3Cr1
7Mo
NW
11AC
Nim
onic
PE
16
NiC
r15M
oTi
2,46
62ZS
NCD
T42
Nim
onic
901
AMS
5661
A
IS
OA
llem
agn
eFr
ance
Ap
pel
lati
on
s It
alie
Jap
on
Suèd
e Et
ats-
Un
is
Ro
yau
me-
Un
i
Esp
agn
e
DIN
W-n
rA
FNO
RTr
ade
nam
es
UN
IJI
SSS
A
ISI /
AM
S B
S EN
U
NE
NN SS SS
A
lliag
es d
’alu
min
ium
/ A
lum
iniu
m a
lloys
A
lliag
es r
éfra
ctai
res
à b
ase
nic
kel /
Hea
t re
sist
ant
sup
er a
lloys
nic
kel b
ase
A
lliag
es r
éfra
ctai
res
à b
ase
cob
alt
/ Hea
t re
sist
ant
sup
er a
lloys
co
bal
t b
ase
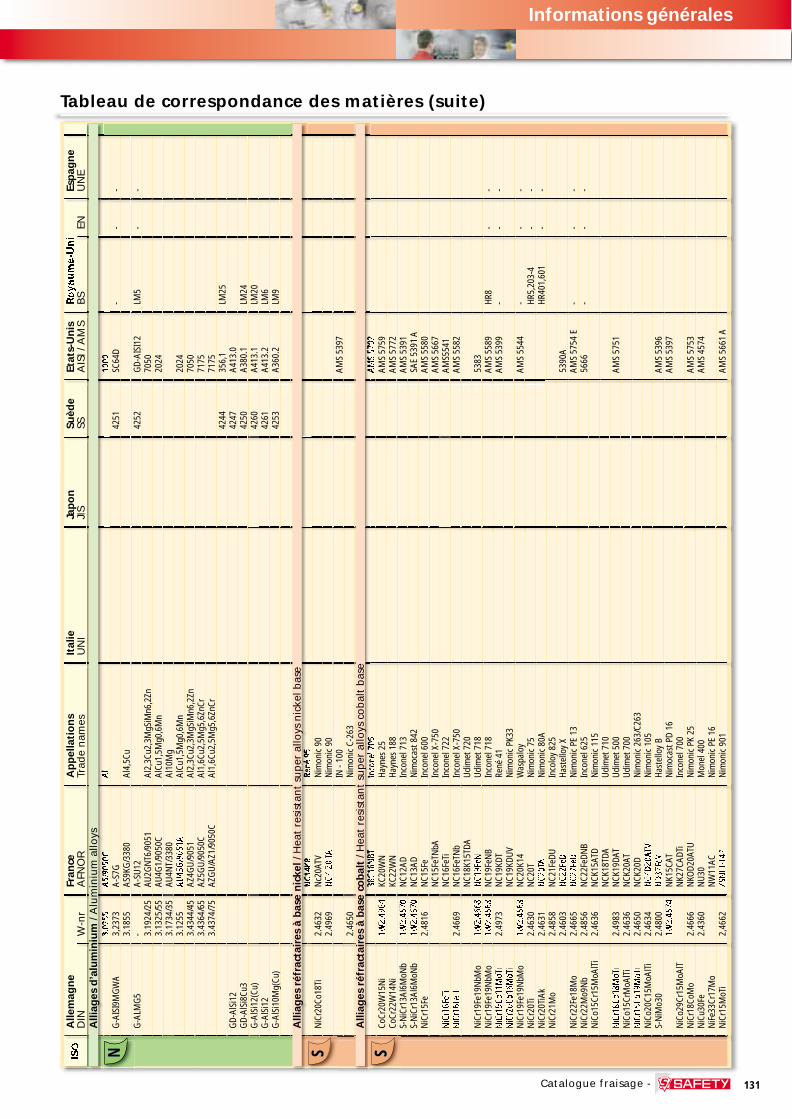
132
Informations générales
- Catalogue fraisage
Tableau de correspondance des matières (suite)A-
285
AMS
5731
A -2
86
AM
S 57
32A
-286
AMS
5734
Astr
oloy
In
colo
y 90
1 M
od
AM
S 56
61 A
Inco
loy
903
Inco
loy
925
Inco
nel X
-750
AMS
5668
Inco
nel X
-750
AMS
5660
Inco
nel X
-750
AMS
5670
Inco
nel X
-750
AMS
5671
Mp
- 35-
N
AM
S 57
58N
itral
loy
135
Mod
2.
4973
René
41
AM
S 57
12Re
né 8
8 St
ainl
ess
Stee
l 15-
5 PH
1.45
4515
Cr4N
i0,5
Mo3
,25C
u
AMS
5659
Stai
nles
s St
eel 1
7-5
PH
AM
S 56
22St
ainl
ess
Stee
l 410
AMS
5382
Stai
nles
s St
eel 4
10
AM
S 56
18St
ainl
ess
Stee
l 410
AMS
5619
Tool
stee
l D 2
To
olst
eel H
13
Udi
met
500
AMS
5753
Udi
met
500
AMS
5384
2.46
54W
aspa
loy
AM
S 57
04W
aspa
loy
AM
S 57
06W
aspa
loy
AM
S 57
07W
aspa
loy
AM
S 57
08W
aspa
loy
AM
S 57
09
Cust
om 4
55
AM
S 56
172.
4819
ND1
6C15
Hast
ello
y C
& C
276
AMS
5750
Hast
ello
y N
AMS
5771
Hast
ello
y S
AM
S 57
11Ha
stel
loy
W
AM
S 57
552.
4603
Hast
ello
y X
AM
S 57
54N
iFe3
5Cr1
4MoT
i1W
2.46
62ZS
NCD
T42
Inco
loy
901
AM
S 56
60
- -
-2.
4816
NC1
5Fe
Inco
nel 6
00
AM
S 56
652.
4851
Inco
nel 6
01
AM
S 57
15Z8
NCD
T42
Inco
nel 9
01
TiAl
4Mo4
Sn2S
i0,5
TiAl
4Mo4
Sn2S
i0,5
-T-
A4DE
Ti4A
l4M
o2Sn
0,5S
iTi
4Al4
Mo2
Sn0,
5Si
- -
- -
-Ti
Al5S
n2.5
3.71
15T-
A5E
Ti5A
l2.5
Sn
- AM
S R5
4520
TA
14/1
7 -
-Ti
Al6V
43.
7165
T-A6
VTi
6Al4
V -
AMS
R564
00
TA10
-13/
TA28
-
-Ti
Al6V
4ELI
--
- -
AMS
R564
01
TA11
-
-
IS
OA
llem
agn
eFr
ance
Ap
pel
lati
on
s It
alie
Jap
on
Suèd
e Et
ats-
Un
is
Ro
yau
me-
Un
i
Esp
agn
e
DIN
W-n
rA
FNO
RTr
ade
nam
es
UN
IJI
SSS
A
ISI /
AM
S B
S EN
U
NE
SS SS HH
Mat
ière
s av
ec u
ne
du
reté
su
pér
ieu
re à
45
Hrc
: ac
iers
tra
ités
, fo
nte
s d
ure
s...
M
atér
iau
x d
urs
/ H
ard
mat
eria
l
A
lliag
es r
éfra
ctai
res
/ Hea
t re
sist
ant
sup
er a
lloys
A
lliag
es d
e ti
tan
e / T
itan
ium
allo
ys
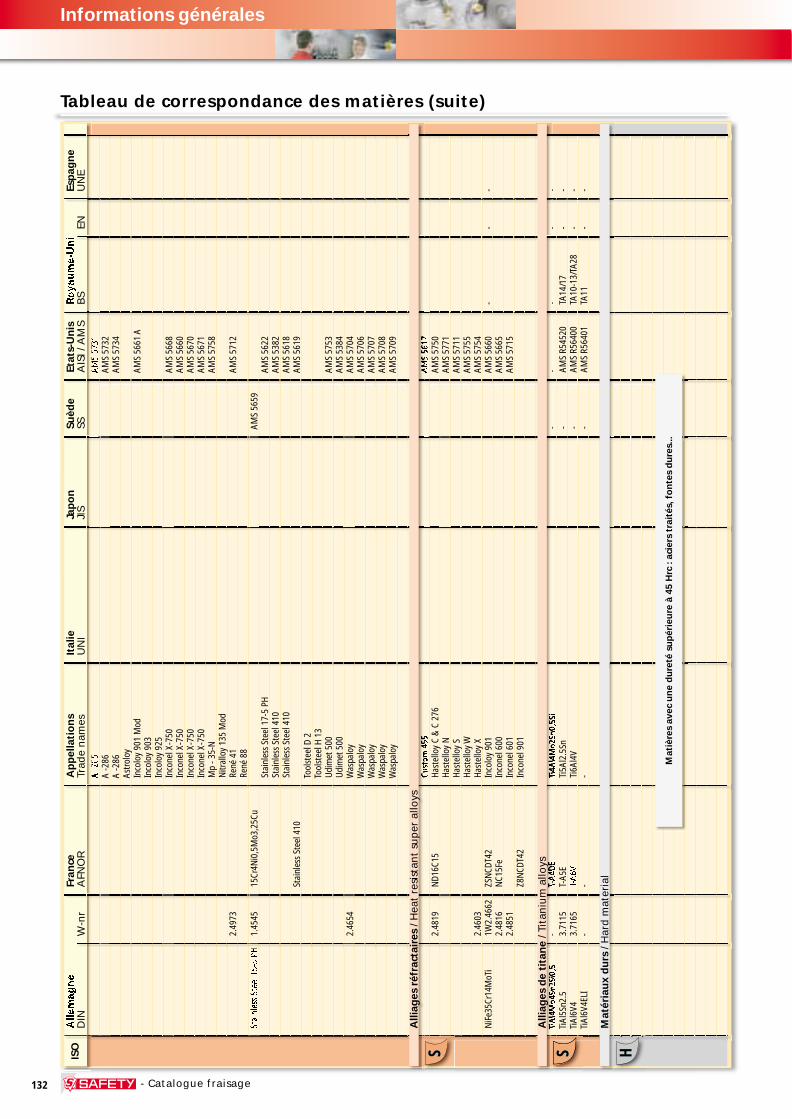
133
Informations générales
Catalogue fraisage -
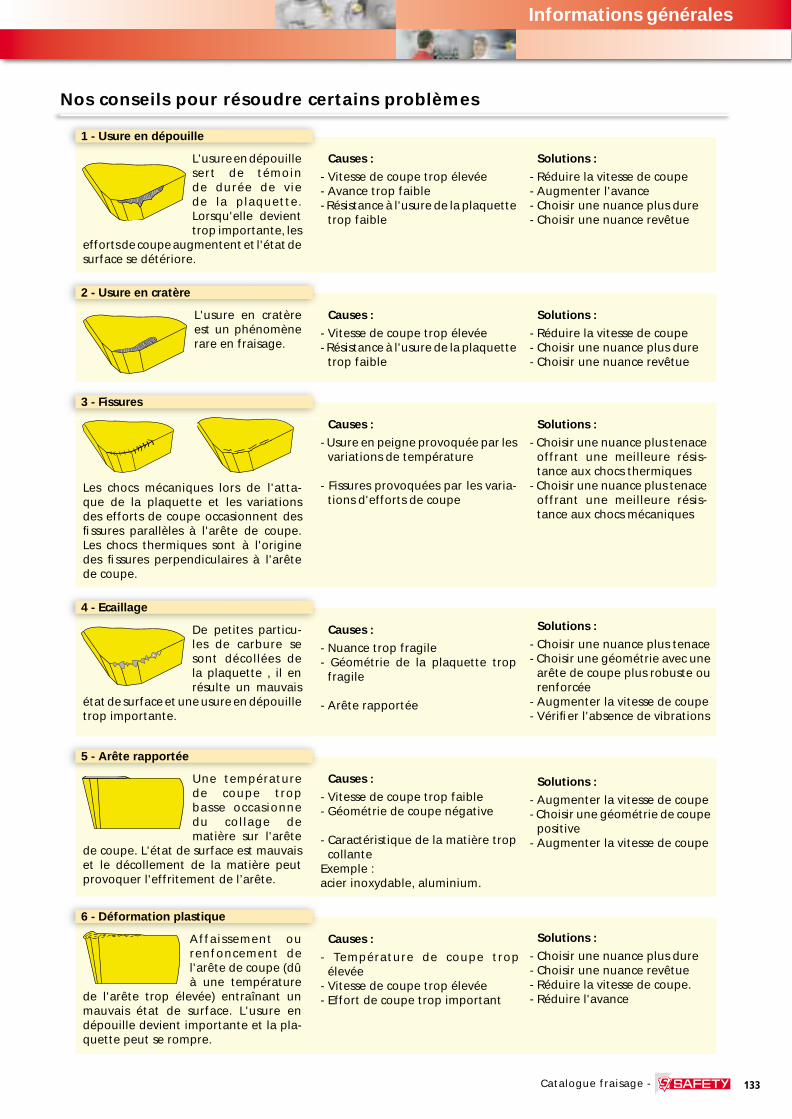
Nos conseils pour résoudre certains problèmes
1 - Usure en dépouille
Causes :
- Vitesse de coupe trop élevée- Avance trop faible- Résistance à l'usure de la plaquette
trop faible
L'usure en dépouille sert de témoin de durée de vie de la plaquette. Lorsqu'elle devient trop importante, les
efforts de coupe augmentent et l'état de surface se détériore.
Solutions :
- Réduire la vitesse de coupe- Augmenter l'avance- Choisir une nuance plus dure- Choisir une nuance revêtue
2 - Usure en cratère
Causes :
- Vitesse de coupe trop élevée- Résistance à l'usure de la plaquette
trop faible
L'usure en cratère est un phénomène rare en fraisage.
Solutions :
- Réduire la vitesse de coupe- Choisir une nuance plus dure- Choisir une nuance revêtue
3 - Fissures
Causes :
- Usure en peigne provoquée par les variations de température
- Fissures provoquées par les varia-tions d'efforts de coupe
Les chocs mécaniques lors de l'atta-que de la plaquette et les variations des efforts de coupe occasionnent des fi ssures parallèles à l'arête de coupe. Les chocs thermiques sont à l'origine des fi ssures perpendiculaires à l'arête de coupe.
Solutions :
- Choisir une nuance plus tenace offrant une meilleure résis-tance aux chocs thermiques
- Choisir une nuance plus tenace offrant une meilleure résis-tance aux chocs mécaniques
4 - Ecaillage
Causes :
- Nuance trop fragile- Géométrie de la plaquette trop
fragile
- Arête rapportée
De petites particu-les de carbure se sont décollées de la plaquette , il en résulte un mauvais
état de surface et une usure en dépouille trop importante.
Solutions :
- Choisir une nuance plus tenace- Choisir une géométrie avec une
arête de coupe plus robuste ou renforcée
- Augmenter la vitesse de coupe- Vérifi er l'absence de vibrations
5 - Arête rapportée
Causes :
- Vitesse de coupe trop faible- Géométrie de coupe négative
- Caractéristique de la matière trop collante
Exemple :acier inoxydable, aluminium.
Une température de coupe trop basse occasionne du collage de matière sur l'arête
de coupe. L'état de surface est mauvais et le décollement de la matière peut provoquer l'effritement de l’arête.
Solutions :
- Augmenter la vitesse de coupe- Choisir une géométrie de coupe
positive- Augmenter la vitesse de coupe
6 - Déformation plastique
Causes :
- Température de coupe trop élevée
- Vitesse de coupe trop élevée- Effort de coupe trop important
Affaissement ou renfoncement de l'arête de coupe (dû à une température
de l'arête trop élevée) entraînant un mauvais état de surface. L'usure en dépouille devient importante et la pla-quette peut se rompre.
Solutions :
- Choisir une nuance plus dure- Choisir une nuance revêtue- Réduire la vitesse de coupe.- Réduire l'avance
134
Informations générales
- Catalogue fraisage
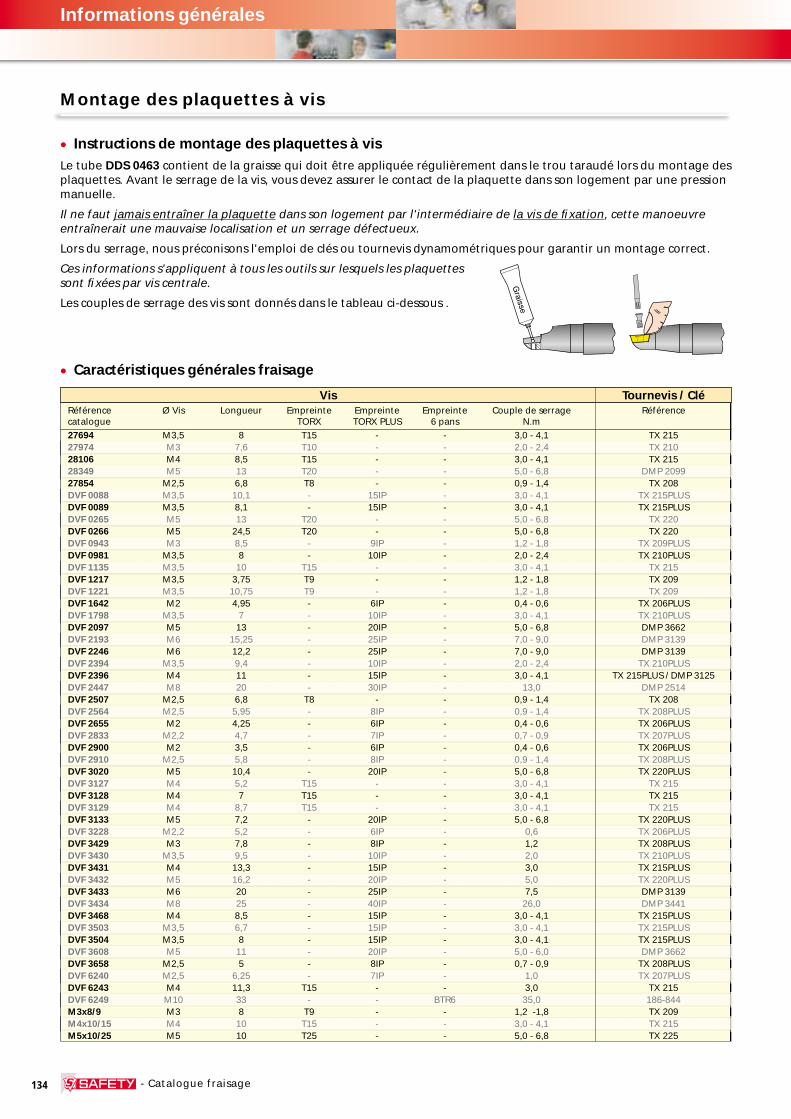
Référence Ø Vis Longueur Empreinte Empreinte Empreinte Couple de serrage Référencecatalogue TORX TORX PLUS 6 pans N.m
Vis Tournevis / Clé
• Caractéristiques générales fraisage
Montage des plaquettes à vis
Le tube DDS 0463 contient de la graisse qui doit être appliquée régulièrement dans le trou taraudé lors du montage des plaquettes. Avant le serrage de la vis, vous devez assurer le contact de la plaquette dans son logement par une pression manuelle.
Il ne faut jamais entraîner la plaquette dans son logement par l'intermédiaire de la vis de fi xation, cette manoeuvre entraînerait une mauvaise localisation et un serrage défectueux.
Lors du serrage, nous préconisons l'emploi de clés ou tournevis dynamométriques pour garantir un montage correct.
Ces informations s'appliquent à tous les outils sur lesquels les plaquettes sont fi xées par vis centrale.
Les couples de serrage des vis sont donnés dans le tableau ci-dessous .
• Instructions de montage des plaquettes à vis
Graisse
27694 M3,5 8 T15 - - 3,0 - 4,1 TX 21527974 M3 7,6 T10 - - 2,0 - 2,4 TX 21028106 M4 8,5 T15 - - 3,0 - 4,1 TX 21528349 M5 13 T20 - - 5,0 - 6,8 DMP 209927854 M2,5 6,8 T8 - - 0,9 - 1,4 TX 208DVF 0088 M3,5 10,1 - 15IP - 3,0 - 4,1 TX 215PLUSDVF 0089 M3,5 8,1 - 15IP - 3,0 - 4,1 TX 215PLUSDVF 0265 M5 13 T20 - - 5,0 - 6,8 TX 220DVF 0266 M5 24,5 T20 - - 5,0 - 6,8 TX 220DVF 0943 M3 8,5 - 9IP - 1,2 - 1,8 TX 209PLUSDVF 0981 M3,5 8 - 10IP - 2,0 - 2,4 TX 210PLUSDVF 1135 M3,5 10 T15 - - 3,0 - 4,1 TX 215DVF 1217 M3,5 3,75 T9 - - 1,2 - 1,8 TX 209DVF 1221 M3,5 10,75 T9 - - 1,2 - 1,8 TX 209DVF 1642 M2 4,95 - 6IP - 0,4 - 0,6 TX 206PLUSDVF 1798 M3,5 7 - 10IP - 3,0 - 4,1 TX 210PLUSDVF 2097 M5 13 - 20IP - 5,0 - 6,8 DMP 3662DVF 2193 M6 15,25 - 25IP - 7,0 - 9,0 DMP 3139DVF 2246 M6 12,2 - 25IP - 7,0 - 9,0 DMP 3139DVF 2394 M3,5 9,4 - 10IP - 2,0 - 2,4 TX 210PLUSDVF 2396 M4 11 - 15IP - 3,0 - 4,1 TX 215PLUS / DMP 3125DVF 2447 M8 20 - 30IP - 13,0 DMP 2514DVF 2507 M2,5 6,8 T8 - - 0,9 - 1,4 TX 208DVF 2564 M2,5 5,95 - 8IP - 0,9 - 1,4 TX 208PLUSDVF 2655 M2 4,25 - 6IP - 0,4 - 0,6 TX 206PLUSDVF 2833 M2,2 4,7 - 7IP - 0,7 - 0,9 TX 207PLUSDVF 2900 M2 3,5 - 6IP - 0,4 - 0,6 TX 206PLUSDVF 2910 M2,5 5,8 - 8IP - 0,9 - 1,4 TX 208PLUSDVF 3020 M5 10,4 - 20IP - 5,0 - 6,8 TX 220PLUSDVF 3127 M4 5,2 T15 - - 3,0 - 4,1 TX 215DVF 3128 M4 7 T15 - - 3,0 - 4,1 TX 215DVF 3129 M4 8,7 T15 - - 3,0 - 4,1 TX 215DVF 3133 M5 7,2 - 20IP - 5,0 - 6,8 TX 220PLUSDVF 3228 M2,2 5,2 - 6IP - 0,6 TX 206PLUSDVF 3429 M3 7,8 - 8IP - 1,2 TX 208PLUSDVF 3430 M3,5 9,5 - 10IP - 2,0 TX 210PLUSDVF 3431 M4 13,3 - 15IP - 3,0 TX 215PLUSDVF 3432 M5 16,2 - 20IP - 5,0 TX 220PLUSDVF 3433 M6 20 - 25IP - 7,5 DMP 3139DVF 3434 M8 25 - 40IP - 26,0 DMP 3441DVF 3468 M4 8,5 - 15IP - 3,0 - 4,1 TX 215PLUSDVF 3503 M3,5 6,7 - 15IP - 3,0 - 4,1 TX 215PLUSDVF 3504 M3,5 8 - 15IP - 3,0 - 4,1 TX 215PLUSDVF 3608 M5 11 - 20IP - 5,0 - 6,0 DMP 3662DVF 3658 M2,5 5 - 8IP - 0,7 - 0,9 TX 208PLUSDVF 6240 M2,5 6,25 - 7IP - 1,0 TX 207PLUSDVF 6243 M4 11,3 T15 - - 3,0 TX 215DVF 6249 M10 33 - - BTR6 35,0 186-844M3x8/9 M3 8 T9 - - 1,2 -1,8 TX 209M4x10/15 M4 10 T15 - - 3,0 - 4,1 TX 215M5x10/25 M5 10 T25 - - 5,0 - 6,8 TX 225
135
Informations générales
Catalogue fraisage -
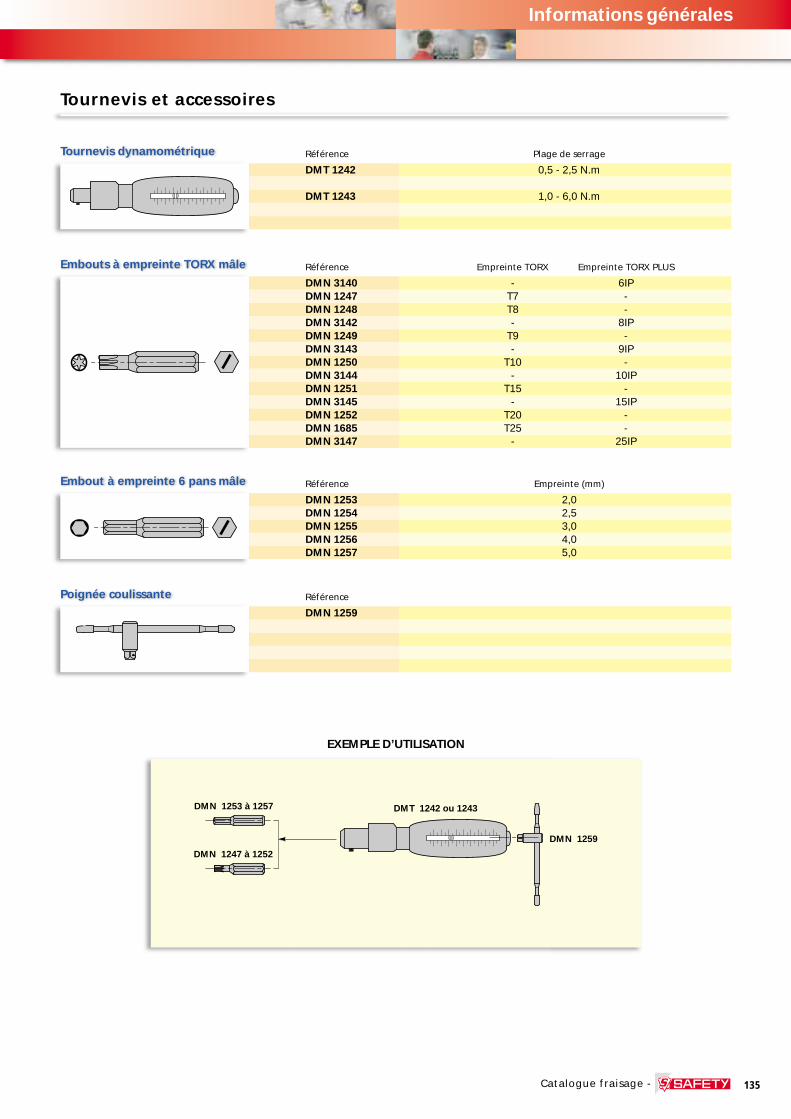
Tournevis et accessoires
EXEMPLE D’UTILISATION
Référence
Référence Empreinte TORX Empreinte TORX PLUSEmbouts à empreinte TORX mâle
Référence Plage de serrageTournevis dynamométrique
Référence Empreinte (mm)Embout à empreinte 6 pans mâle
DMT 1242 0,5 - 2,5 N.m
DMT 1243 1,0 - 6,0 N.m
DMN 1253 à 1257
DMN 1247 à 1252
DMT 1242 ou 1243
Poignée coulissante
DMN 3140 - 6IP DMN 1247 T7 - DMN 1248 T8 - DMN 3142 - 8IP DMN 1249 T9 - DMN 3143 - 9IP DMN 1250 T10 - DMN 3144 - 10IP DMN 1251 T15 - DMN 3145 - 15IP DMN 1252 T20 - DMN 1685 T25 - DMN 3147 - 25IP
DMN 1253 2,0 DMN 1254 2,5 DMN 1255 3,0 DMN 1256 4,0 DMN 1257 5,0
DMN 1259
DMN 1259
136
3 R
E D
12
RA
X
AF
CH
EG
JK
LM
NU
4,76
. . .
. 10
,012
,0 -
12,
715
,875
. . 2
0,0
25,0
- 2
5,4
31,7
5 -
32,0
12,7
15,8
75 -
19,
0525
,431
,75
± 0,
08±
0,13
± 0,
18±
0,25
± 0,
25
± 0,
13
± 0,
13±
0,20
± 0,
27±
0,38
± 0,
38
± 0,
05±
0,08
± 0,
10±
0,13
± 0,
15
± 0,
025
± 0,
08±
0,13
± 0,
15±
0,18
± 0,
20
± 0,
05±
0,08
± 0,
10±
0,13
± 0,
15
± 0,
13
± 0,
08±
0,13
± 0,
15±
0,18
± 0,
20
± 0,
05±
0,08
± 0,
10±
0,13
± 0,
15
± 0,
025
± 0,
025
± 0,
05±
0,08
± 0,
10±
0,13
± 0,
15
± 0,
025
± 0,
013
± 0,
05±
0,08
± 0,
10±
0,13
± 0,
15
± 0,
025
± 0,
005
± 0,
025
± 0,
13
± 0,
025
± 0,
025
± 0,
025
± 0,
025
± 0,
013
± 0,
025
± 0,
013
± 0,
025
± 0,
025
± 0,
013
± 0,
013
± 0,
025
± 0,
005
± 0,
025
± 0,
025
± 0,
005
s m
(1)
(1)
(2)
(2)
(3)
(3)
= ±
0,1
1(1
)=
± 0
,15
(2)
= ±
0,1
8(3
)
m
m
s
mm
'n
12CPP
MMK 3TTN 4
S
HO
PS
TC
DE
AM
BVW
L
KR
OPNGFEDCBA
NR
FA
MG
WT
QU
BH
CJ
LNR
00M0
0008
099,
525
0,8
ll l
l
ø d
r
3
P D
160604 6
7S 8
N 93321 10
20 5
ER
12
1203
SR
011,
59
T1
1,98
022,
38
033,
18
T3
3,97
044,
76
055,
56
066,
35
077,
94
099,
52
1212
,7
s
ss
EF T S
2 A B C D E F G N P Z
'n
1 A D E F P Z
r
M0
1 2 4
C R
For
me
Dép
ouill
e no
rmal
e F
ixat
ion
- G
éom
étrie
de
coup
e
Pla
quet
tes
de fo
rme
non-
équi
laté
rale
ou
avec
dim
ensi
ons,
déta
ils p
artic
ulie
rs.
Dim
ensi
on R
ayon
Sen
s de
cou
pe
Dia
mèt
re m
étriq
ue
Dia
mèt
re c
onve
rti
d'un
e va
leur
en
inch
es
Pla
quet
tes
rond
es
Exe
mpl
e
Pla
quet
tes
équi
laté
rale
s
Pla
quet
tes
non
équi
laté
rale
s
Pla
quet
tes
rond
es
Exe
mpl
e
F A C U L T A T I F Lis
telLi
stel
sur
arê
te
List
el s
ur a
rête
et s
urch
anfr
ein
ou r
ayon
List
el p
érip
hériq
ue
Cha
nfre
in
Ray
on
F A C U L T A T I F R
acco
rdem
ent
arêt
e de
pl
anag
ear
ête
de c
oupe
Cla
sse
de to
léra
nce
Epa
isse
ur F
initi
on d
'arê
te G
éom
étrie
Iden
tific
atio
nde
la g
éom
étrie
de c
oupe
,sp
écifi
que
auco
nstr
ucte
ur.
F A C U L T A T I F
F A C U L T A T I F
Ang
lede
dépo
uille
Ang
lede
dire
ctio
n
Arê
te d
e pl
anag
e
Aut
re v
aleu
r
Pou
r le
s pl
aque
ttes
de fo
rme
D. S
i ang
le d
e po
inte
< 5
5 l
a to
léra
nce
sur
m s
'acc
roît
sens
ible
men
t.
Pla
qu
ette
ave
c g
éom
étri
e
Pla
qu
ette
ro
nd
e av
ec g
éom
étri
e
Pla
qu
ette
pla
te
Aut
re v
aleu
r
Ang
le v
if
San
s lis
tel
Aut
re v
aleu
r
40°
à 60
°40
° à
60°
40°
à 60
°40
° à
60°
70°
à 90
°70
° à
90°
70°
à 90
°70
° à
90°
4,76
à 9
,525
4,76
à 3
2,0
Informations générales
- Catalogue fraisage
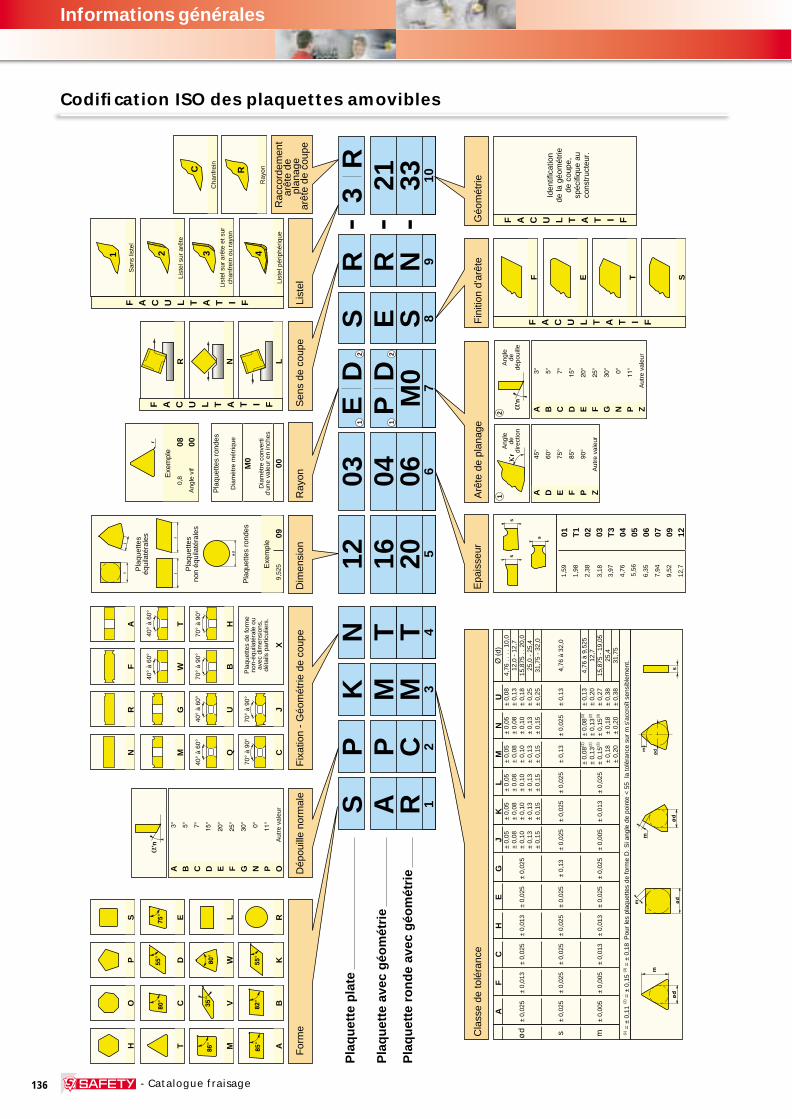
Codifi cation ISO des plaquettes amovibles
137
Choix principal Choix complémentaire
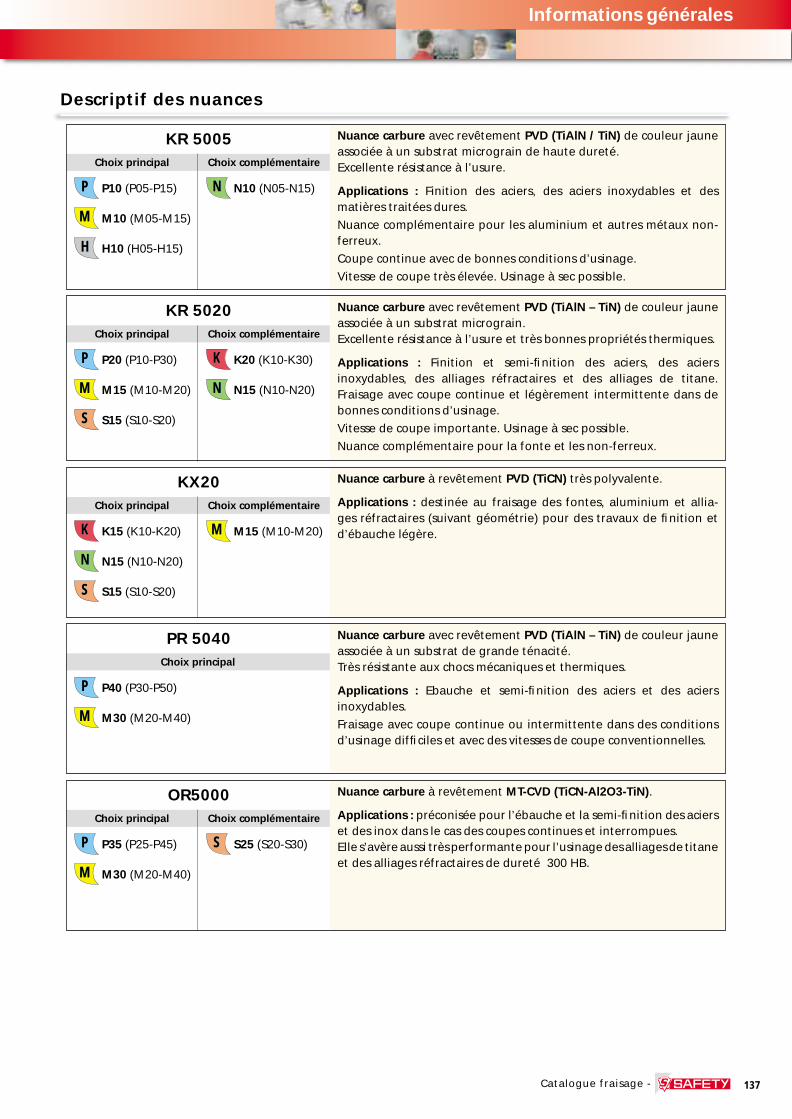
Nuance carbure avec revêtement PVD (TiAlN / TiN) de couleur jaune associée à un substrat micrograin de haute dureté. Excellente résistance à l’usure.
Applications : Finition des aciers, des aciers inoxydables et des matières traitées dures.
Nuance complémentaire pour les aluminium et autres métaux non-ferreux.
Coupe continue avec de bonnes conditions d’usinage.
Vitesse de coupe très élevée. Usinage à sec possible.
KR 5005
PP
MM
HH
NN
Choix principal Choix complémentaire
Nuance carbure avec revêtement PVD (TiAlN – TiN) de couleur jaune associée à un substrat micrograin. Excellente résistance à l’usure et très bonnes propriétés thermiques.
Applications : Finition et semi-fi nition des aciers, des aciers inoxydables, des alliages réfractaires et des alliages de titane. Fraisage avec coupe continue et légèrement intermittente dans de bonnes conditions d’usinage.
Vitesse de coupe importante. Usinage à sec possible.
Nuance complémentaire pour la fonte et les non-ferreux.
KR 5020
PP
MM
SS
KK
NN
Nuance carbure à revêtement PVD (TiCN) très polyvalente.
Applications : destinée au fraisage des fontes, aluminium et allia-ges réfractaires (suivant géométrie) pour des travaux de fi nition et d’ébauche légère.
KX20
KK
NN
SS
Choix principal Choix complémentaire
MM
Choix principal
Nuance carbure avec revêtement PVD (TiAlN – TiN) de couleur jaune associée à un substrat de grande ténacité. Très résistante aux chocs mécaniques et thermiques.
Applications : Ebauche et semi-fi nition des aciers et des aciers inoxydables.
Fraisage avec coupe continue ou intermittente dans des conditions d’usinage diffi ciles et avec des vitesses de coupe conventionnelles.
PR 5040
PP
MM
Choix principal Choix complémentaire
Nuance carbure à revêtement MT-CVD (TiCN-Al2O3-TiN).
Applications : préconisée pour l’ébauche et la semi-fi nition des aciers et des inox dans le cas des coupes continues et interrompues.Elle s’avère aussi très performante pour l’usinage des alliages de titane et des alliages réfractaires de dureté 300 HB.
OR5000
PP
MM
SS
Informations générales
Catalogue fraisage -
Descriptif des nuances
P10 (P05-P15)
M10 (M05-M15)
H10 (H05-H15)
N10 (N05-N15)
S15 (S10-S20)
P20 (P10-P30)
M15 (M10-M20)
K20 (K10-K30)
N15 (N10-N20)
K15 (K10-K20)
N15 (N10-N20)
S15 (S10-S20)
M15 (M10-M20)
P40 (P30-P50)
M30 (M20-M40)
P35 (P25-P45)
M30 (M20-M40)
S25 (S20-S30)
138
Choix principal Choix complémentaire
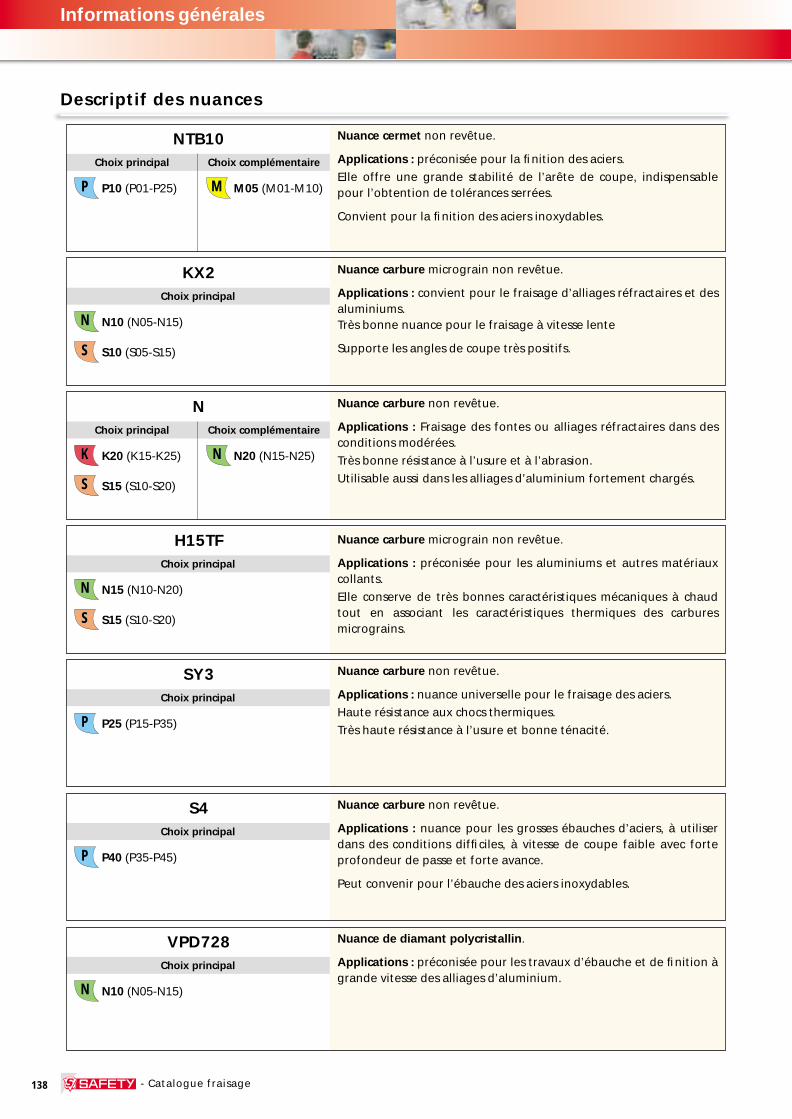
Nuance cermet non revêtue.
Applications : préconisée pour la fi nition des aciers.
Elle offre une grande stabilité de l’arête de coupe, indispensable pour l’obtention de tolérances serrées.
Convient pour la fi nition des aciers inoxydables.
NTB10
PP MM
Choix principal
Nuance carbure non revêtue.
Applications : nuance universelle pour le fraisage des aciers.
Haute résistance aux chocs thermiques.
Très haute résistance à l’usure et bonne ténacité.
SY3
Choix principal
Nuance carbure non revêtue.
Applications : nuance pour les grosses ébauches d’aciers, à utiliser dans des conditions diffi ciles, à vitesse de coupe faible avec forte profondeur de passe et forte avance.
Peut convenir pour l’ébauche des aciers inoxydables.
S4
Choix principal
Nuance carbure micrograin non revêtue.
Applications : préconisée pour les aluminiums et autres matériaux collants.
Elle conserve de très bonnes caractéristiques mécaniques à chaud tout en associant les caractéristiques thermiques des carbures micrograins.
H15TF
Choix principal
Nuance carbure non revêtue.
Applications : Fraisage des fontes ou alliages réfractaires dans des conditions modérées.
Très bonne résistance à l’usure et à l’abrasion.
Utilisable aussi dans les alliages d’aluminium fortement chargés.
N
Choix principal
Nuance de diamant polycristallin.
Applications : préconisée pour les travaux d’ébauche et de fi nition à grande vitesse des alliages d’aluminium.
VPD728
Choix complémentaire
KK NN
SS
NN
SS
PP
PP
NN
Choix principal
Nuance carbure micrograin non revêtue.
Applications : convient pour le fraisage d’alliages réfractaires et des aluminiums.Très bonne nuance pour le fraisage à vitesse lente
Supporte les angles de coupe très positifs.
KX2
NN
SS
Informations générales
- Catalogue fraisage
Descriptif des nuances
P10 (P01-P25) M05 (M01-M10)
P25 (P15-P35)
P40 (P35-P45)
K20 (K15-K25)
N15 (N10-N20)
N10 (N05-N15)
S15 (S10-S20)
S15 (S10-S20)
N20 (N15-N25)
N10 (N05-N15)
S10 (S05-S15)
139
Choix principal
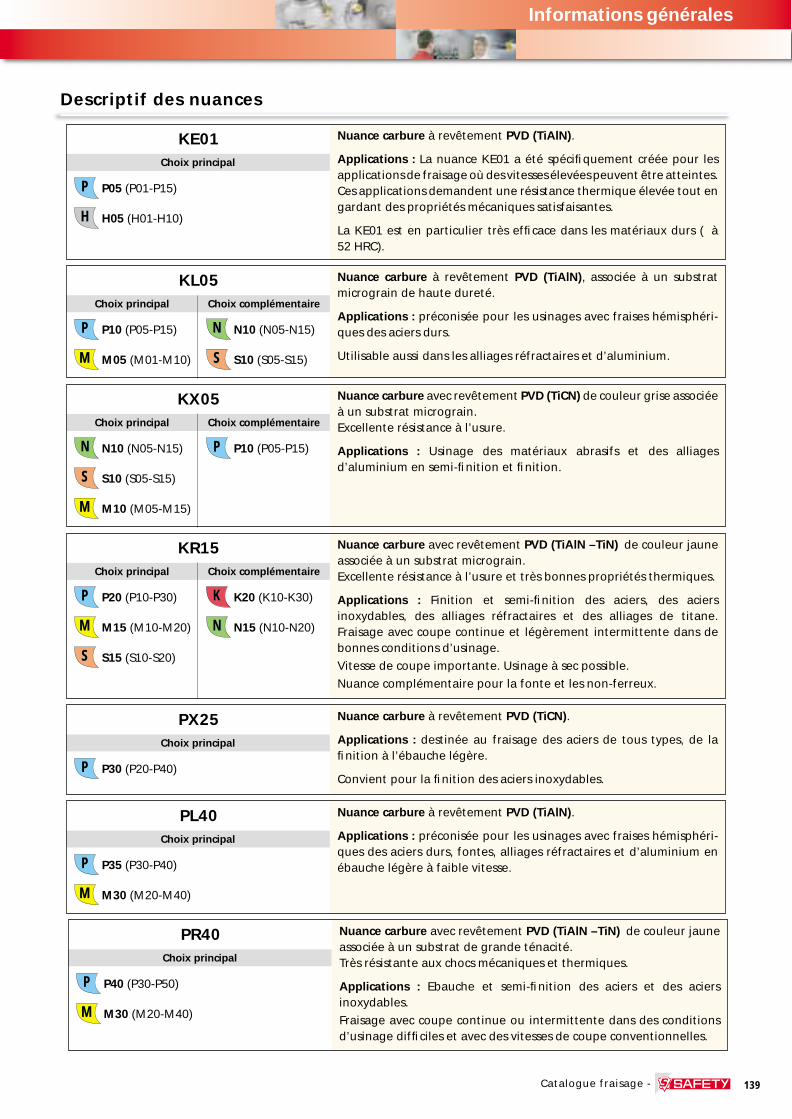
Nuance carbure à revêtement PVD (TiAlN).
Applications : préconisée pour les usinages avec fraises hémisphéri-ques des aciers durs, fontes, alliages réfractaires et d’aluminium en ébauche légère à faible vitesse.
PL40
Choix principal
Nuance carbure à revêtement PVD (TiCN).
Applications : destinée au fraisage des aciers de tous types, de la fi nition à l’ébauche légère.
Convient pour la fi nition des aciers inoxydables.
PX25
PP
PP
MM
Choix principal
Nuance carbure à revêtement PVD (TiAlN).
Applications : La nuance KE01 a été spécifi quement créée pour les applications de fraisage où des vitesses élevées peuvent être atteintes. Ces applications demandent une résistance thermique élevée tout en gardant des propriétés mécaniques satisfaisantes.
La KE01 est en particulier très effi cace dans les matériaux durs ( à 52 HRC).
KE01
PP
Choix principal
Nuance carbure à revêtement PVD (TiAlN), associée à un substrat micrograin de haute dureté.
Applications : préconisée pour les usinages avec fraises hémisphéri-ques des aciers durs.
Utilisable aussi dans les alliages réfractaires et d’aluminium.
KL05
HH
Choix principal Choix complémentaire
Nuance carbure avec revêtement PVD (TiCN) de couleur grise associée à un substrat micrograin. Excellente résistance à l’usure.
Applications : Usinage des matériaux abrasifs et des alliages d’aluminium en semi-fi nition et fi nition.
KX05
Choix complémentaire
PP
MM
NN
SS
MM
NN
SS
PP
Choix principal Choix complémentaire
Nuance carbure avec revêtement PVD (TiAlN – TiN) de couleur jaune associée à un substrat micrograin. Excellente résistance à l’usure et très bonnes propriétés thermiques.
Applications : Finition et semi-fi nition des aciers, des aciers inoxydables, des alliages réfractaires et des alliages de titane. Fraisage avec coupe continue et légèrement intermittente dans de bonnes conditions d’usinage.
Vitesse de coupe importante. Usinage à sec possible.
Nuance complémentaire pour la fonte et les non-ferreux.
KR15
PP
MM
SS
KK
NN
Choix principal
Nuance carbure avec revêtement PVD (TiAlN – TiN) de couleur jaune associée à un substrat de grande ténacité. Très résistante aux chocs mécaniques et thermiques.
Applications : Ebauche et semi-fi nition des aciers et des aciers inoxydables.
Fraisage avec coupe continue ou intermittente dans des conditions d’usinage diffi ciles et avec des vitesses de coupe conventionnelles.
PR40
PP
MM
Informations générales
Catalogue fraisage -
Descriptif des nuances
P35 (P30-P40)
M30 (M20-M40)
P30 (P20-P40)
P05 (P01-P15)
H05 (H01-H10)
P10 (P05-P15)
M05 (M01-M10)
P10 (P05-P15)
M10 (M05-M15)
N10 (N05-N15)
S10 (S05-S15)
N10 (N05-N15)
S10 (S05-S15)
S15 (S10-S20)
P20 (P10-P30)
M15 (M10-M20)
K20 (K10-K30)
N15 (N10-N20)
P40 (P30-P50)
M30 (M20-M40)
140
Informations générales
- Catalogue fraisage
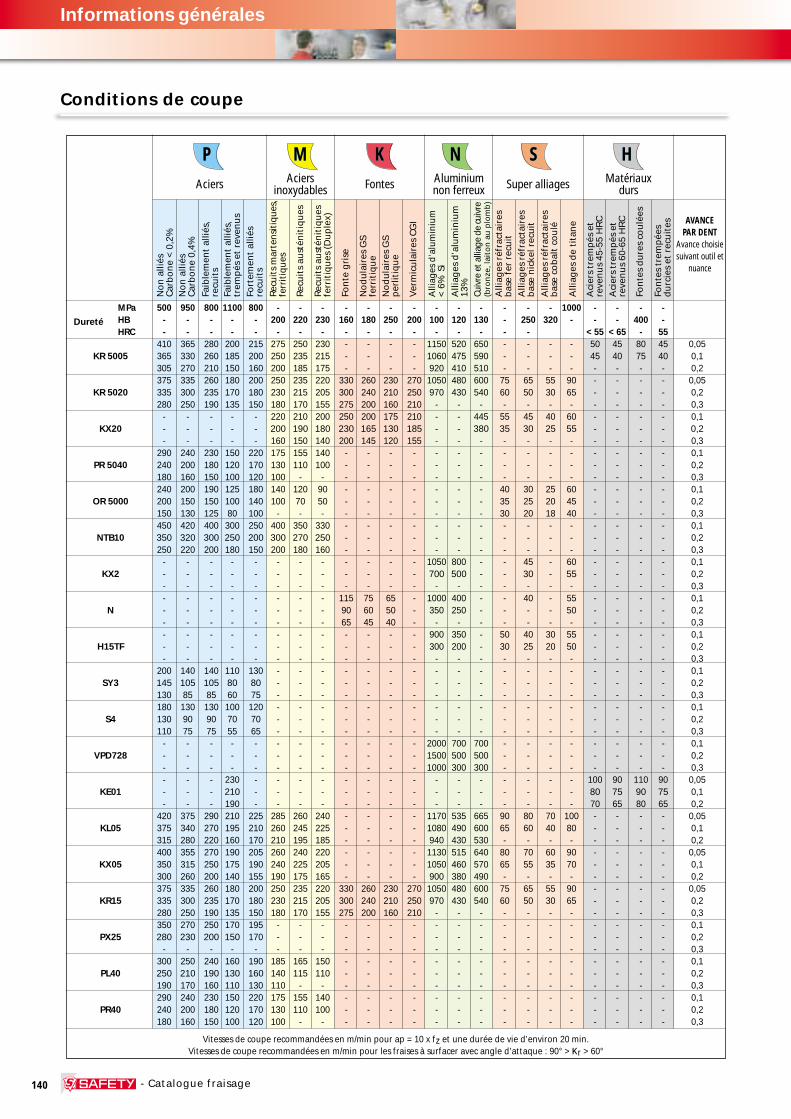
Conditions de coupe
MPa 500 950 800 1100 800 - - - - - - - - - - - - - 1000 - - - - HB - - - - - 200 220 230 160 180 250 200 100 120 130 - 250 320 - - - 400 - HRC - - - - - - - - - - - - - - - - - < 55 < 65 - 55 410 365 280 200 215 275 250 230 - - - - 1150 520 650 - - - - 50 45 80 45 0,05 KR 5005 365 330 260 185 200 250 235 215 - - - - 1060 475 590 - - - - 45 40 75 40 0,1 305 270 210 150 160 200 185 175 - - - - 920 410 510 - - - - - - - - 0,2 375 335 260 180 200 250 235 220 330 260 230 270 1050 480 600 75 65 55 90 - - - - 0,05 KR 5020 335 300 235 170 180 230 215 205 300 240 210 250 970 430 540 60 50 30 65 - - - - 0,2 280 250 190 135 150 180 170 155 275 200 160 210 - - - - - - - - - - - 0,3 - - - - - 220 210 200 250 200 175 210 - - 445 55 45 40 60 - - - - 0,1 KX20 - - - - - 200 190 180 230 165 130 185 - - 380 35 30 25 55 - - - - 0,2 - - - - - 160 150 140 200 145 120 155 - - - - - - - - - - - 0,3 290 240 230 150 220 175 155 140 - - - - - - - - - - - - - - - 0,1 PR 5040 240 200 180 120 170 130 110 100 - - - - - - - - - - - - - - - 0,2 180 160 150 100 120 100 - - - - - - - - - - - - - - - - - 0,3 240 200 190 125 180 140 120 90 - - - - - - - 40 30 25 60 - - - - 0,1 OR 5000 200 150 150 100 140 100 70 50 - - - - - - - 35 25 20 45 - - - - 0,2 150 130 125 80 100 - - - - - - - - - - 30 20 18 40 - - - - 0,3 450 420 400 300 250 400 350 330 - - - - - - - - - - - - - - - 0,1 NTB10 350 320 300 250 200 300 270 250 - - - - - - - - - - - - - - - 0,2 250 220 200 180 150 200 180 160 - - - - - - - - - - - - - - - 0,3 - - - - - - - - - - - - 1050 800 - - 45 - 60 - - - - 0,1 KX2 - - - - - - - - - - - - 700 500 - - 30 - 55 - - - - 0,2 - - - - - - - - - - - - - - - - - - - - - - - 0,3 - - - - - - - - 115 75 65 - 1000 400 - - 40 - 55 - - - - 0,1 N - - - - - - - - 90 60 50 - 350 250 - - - - 50 - - - - 0,2 - - - - - - - - 65 45 40 - - - - - - - - - - - - 0,3 - - - - - - - - - - - - 900 350 - 50 40 30 55 - - - - 0,1 H15TF - - - - - - - - - - - - 300 200 - 30 25 20 50 - - - - 0,2 - - - - - - - - - - - - - - - - - - - - - - - 0,3 200 140 140 110 130 - - - - - - - - - - - - - - - - - - 0,1 SY3 145 105 105 80 80 - - - - - - - - - - - - - - - - - - 0,2 130 85 85 60 75 - - - - - - - - - - - - - - - - - - 0,3 180 130 130 100 120 - - - - - - - - - - - - - - - - - - 0,1 S4 130 90 90 70 70 - - - - - - - - - - - - - - - - - - 0,2 110 75 75 55 65 - - - - - - - - - - - - - - - - - - 0,3 - - - - - - - - - - - - 2000 700 700 - - - - - - - - 0,1 VPD728 - - - - - - - - - - - - 1500 500 500 - - - - - - - - 0,2 - - - - - - - - - - - - 1000 300 300 - - - - - - - - 0,3 - - - 230 - - - - - - - - - - - - - - - 100 90 110 90 0,05 KE01 - - - 210 - - - - - - - - - - - - - - - 80 75 90 75 0,1 - - - 190 - - - - - - - - - - - - - - - 70 65 80 65 0,2 420 375 290 210 225 285 260 240 - - - - 1170 535 665 90 80 70 100 - - - - 0,05 KL05 375 340 270 195 210 260 245 225 - - - - 1080 490 600 65 60 40 80 - - - - 0,1 315 280 220 160 170 210 195 185 - - - - 940 430 530 - - - - - - - - 0,2 400 355 270 190 205 260 240 220 - - - - 1130 515 640 80 70 60 90 - - - - 0,05 KX05 350 315 250 175 190 240 225 205 - - - - 1050 460 570 65 55 35 70 - - - - 0,1 300 260 200 140 155 190 175 165 - - - - 900 380 490 - - - - - - - - 0,2 375 335 260 180 200 250 235 220 330 260 230 270 1050 480 600 75 65 55 90 - - - - 0,05 KR15 335 300 235 170 180 230 215 205 300 240 210 250 970 430 540 60 50 30 65 - - - - 0,2 280 250 190 135 150 180 170 155 275 200 160 210 - - - - - - - - - - - 0,3 350 270 250 170 195 - - - - - - - - - - - - - - - - - - 0,1 PX25 280 230 200 150 170 - - - - - - - - - - - - - - - - - - 0,2 - - - - - - - - - - - - - - - - - - - - - - - 0,3 300 250 240 160 190 185 165 150 - - - - - - - - - - - - - - - 0,1 PL40 250 210 190 130 160 140 115 110 - - - - - - - - - - - - - - - 0,2 190 170 160 110 130 110 - - - - - - - - - - - - - - - - - 0,3 290 240 230 150 220 175 155 140 - - - - - - - - - - - - - - - 0,1 PR40 240 200 180 120 170 130 110 100 - - - - - - - - - - - - - - - 0,2 180 160 150 100 120 100 - - - - - - - - - - - - - - - - - 0,3
Aciers Aciersinoxydables Fontes Aluminium
non ferreux Super alliages
No
n a
lliés
Car
bo
ne
< 0
,2%
AVANCEPAR DENT
Avance choisie suivant outil et
nuance
Matériauxdurs
Vitesses de coupe recommandées en m/min pour ap = 10 x fz et une durée de vie d’environ 20 min.Vitesses de coupe recommandées en m/min pour les fraises à surfacer avec angle d’attaque : 90° > κr > 60°
No
n a
lliés
Car
bo
ne
0,4%
Faib
lem
ent
allié
s,re
cuit
sFa
ible
men
t al
liés,
tr
emp
és e
t re
ven
us
Fort
emen
t al
liés
recu
its
Rec
uit
s m
arte
nsi
tiq
ues
,fe
rrit
iqu
es
Rec
uit
s au
stén
itiq
ues
Rec
uit
s au
stén
itiq
ues
fe
rrit
iqu
es (
Du
ple
x)
Fon
te g
rise
No
du
lair
es G
Sfe
rrit
iqu
eN
od
ula
ires
GS
per
litiq
ue
Ver
mic
ula
ires
CG
I
Alli
ages
d’a
lum
iniu
m<
6%
Si
Alli
ages
d’a
lum
iniu
m13
%Cu
ivre
et a
lliag
e de
cuiv
re
(bro
nze
, lai
ton
au
plo
mb
)
Alli
ages
réf
ract
aire
s b
ase
fer
recu
itA
lliag
es r
éfra
ctai
res
bas
e n
icke
l rec
uit
Alli
ages
réf
ract
aire
s b
ase
cob
alt
cou
lé
Alli
ages
de
tita
ne
Aci
ers
trem
pés
et
reve
nu
s 45
-55
HR
CA
cier
s tr
emp
és e
t re
ven
us
60-6
5 H
RC
Fon
tes
du
res
cou
lées
Fon
tes
trem
pée
s d
urc
ies
et r
ecu
ites
Dureté
PP MM KK NN SS HH