Design of Machine Elements Databook - ME14 -...
38
Design of Machine Elements Databook
Transcript of Design of Machine Elements Databook - ME14 -...

Design of Machine Elements
Databook

Fatigue Failure Strain-Life method:
Mansion-Coffin relation between fatigue life and total strain (Strain-Life method):
Δε2
= ′σ F
E(2N )b + ′εF (2N )c ,
Δε := total strain amplitude, N := number of cycles, E := Young's modulus′σ F := Fatigue strength coefficient, b := Fatigue strength exponent′εF := Fatigue ductility coefficient, c := Fatigue ductility exponent
For values of the coefficients and the exponents for a few materials see Table A-23.
Stress-Life method:
Fatigue strength ( Sf ): The fatigue strength reduces with number of cycles. After about 106 cycles, for steel specimen it becomes constant and equal to the endurance limit.
At 103 cycles, the fatigue strength is given by:
Sf = f .Sut .
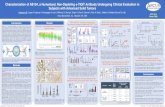
The fatigue strength fraction f is given in Fig-6-18 (below) for the ultimate strength (Sut ) between 490 MPa and 1400 MPa. For Sut < 350 MPa, f=0.9.
Fatigue strength fraction f at 103 cycles as a function of ultimate strength:
The ultimate strength is given in kpsi unit. While using the figure, convert to MPa using 1 kpsi = 6.89 MPa.
Between 103 and 106 cycles:
Sf = aNb ,where
a = ( fSut )2
Se and b = −
13
log fSutSe
⎛⎝⎜
⎞⎠⎟
.
Fatigue Failure Resulting from Variable Loading 293
The process given for finding f can be repeated for various ultimate strengths. Figure 6–18 is a plot of f for 70 # Sut # 200 kpsi. To be conservative, for Sut , 70 kpsi, let f 5 0.9. For an actual mechanical component, S9e is reduced to Se (see Sec. 6–9) which is less than 0.5 Sut. However, unless actual data is available, we recommend using the value of f found from Fig. 6–18. Equation (a), for the actual mechanical component, can be written in the form
Sf 5 a Nb (6–13)
where N is cycles to failure and the constants a and b are defined by the points 103, (Sf)103 and 106, Se with (Sf)103 5 f Sut. Substituting these two points in Eq. (6–13) gives
a 5( f Sut)
2
Se (6–14)
b 5 213
log af Sut
Seb (6–15)
If a completely reversed stress srev is given, setting Sf 5 srev in Eq. (6–13), the num-ber of cycles-to-failure can be expressed as
N 5 asrev
ab1yb
(6–16)
Note that the typical S-N diagram, and thus Eq. (6–16), is only applicable for com-pletely reversed loading. For general fluctuating loading situations, it is necessary to obtain an equivalent, completely reversing, stress that is considered to be equally as damaging as the actual fluctuating stress (see Ex. 6–12, p. 321). Low-cycle fatigue is often defined (see Fig. 6–10) as failure that occurs in a range of 1 # N # 103 cycles. On a log-log plot such as Fig. 6–10 the failure locus in this range is nearly linear below 103 cycles. A straight line between 103, f Sut and 1, Sut (transformed) is conservative, and it is given by
Sf $ Sut N(log f )y3 1 # N # 103 (6–17)
70 80 90 100 110 120 130 140 150 160 170 200180 190
Sut , kpsi
f
0.76
0.78
0.8
0.82
0.84
0.86
0.88
0.9Figure 6–18Fatigue strength fraction, f,of Sut at 103 cycles for Se 5 S9e 5 0.5Sut at 106 cycles.
bud98209_ch06_273-349.indd Page 293 10/7/13 1:16 PM f-496 bud98209_ch06_273-349.indd Page 293 10/7/13 1:16 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

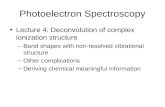
Endurance limit ( ′Se ) for the R. R. Moore’s rotating beam specimen (shown below):
′Se =0.5Sut Sut ≤ 1400 MPa
700 MPa Sut > 1400 MPa
⎧⎨⎪
⎩⎪For actual mechanical component endurance limit (Se ) at the critical location is different (less) from that of the R. R. Moore rotary specimen ( ′Se ). The endurance limit for the actual component is given by the following Marin equation:
Se = kakbkckdkek f ′Se, whereka = surface condition modification factorkb = size modification factorkc = load modification factorkd = temperature modification factorke = reliability factork f = miscellaneous-effect modification factor
1. Surface Condition Modification Factor: ka = aSut
b
a and b are given in table 6-2(below)
2. Size Modification Factor:
For bending and torsion: kb =1.24d−0.107 2.79 ≤ d ≤ 51 mm
1.51d−0.157 51 < d ≤ 254 mm
⎧⎨⎪
⎩⎪
For axial loading: kb = 1 (however a loading factor kc should be used).
In the above equation is for a rotating bar of circular cross-section, and d is the corresponding diameter. When the cross-section is not circular, or the bar is not rotating, an equivalent diameter de is used for calculating the size factor kb , in place of d. For a few non-rotating specimen they are given below.
296 Mechanical Engineering Design
Table 6–2
Parameters for Marin Surface Modification Factor, Eq. (6–19)
Factor a ExponentSurface Finish Sut, kpsi Sut, MPa b
Ground 1.34 1.58 20.085
Machined or cold-drawn 2.70 4.51 20.265
Hot-rolled 14.4 57.7 20.718
As-forged 39.9 272. 20.995
From C. J. Noll and C. Lipson, “Allowable Working Stresses,” Society for Experimental Stress Analysis, vol. 3, no. 2, 1946 p. 29. Reproduced by O.J. Horger (ed.) Metals Engineering Design ASME Handbook, McGraw-Hill, New York. Copyright © 1953 by The McGraw-Hill Companies, Inc. Reprinted by permission.
EXAMPLE 6–3 A steel has a minimum ultimate strength of 520 MPa and a machined surface. Estimate ka.
Solution From Table 6–2, a 5 4.51 and b 520.265. Then, from Eq. (6–19)
Answer ka 5 4.51(520)20.265 5 0.860
Again, it is important to note that this is an approximation as the data is typically quite scattered. Furthermore, this is not a correction to take lightly. For example, if in the previous example the steel was forged, the correction factor would be 0.540, a significant reduction of strength.
Size Factor kb
The size factor has been evaluated using 133 sets of data points.15 The results for bending and torsion may be expressed as
kb 5 µ (dy0.3)20.107 5 0.879d20.107 0.11 # d # 2 in0.91d20.157 2 , d # 10 in(dy7.62)20.107 5 1.24d20.107 2.79 # d # 51 mm1.51d20.157 51 , d # 254 mm
(6–20)
For axial loading there is no size effect, so
kb 5 1 (6–21)
but see kc. One of the problems that arises in using Eq. (6–20) is what to do when a round bar in bending is not rotating, or when a noncircular cross section is used. For example, what is the size factor for a bar 6 mm thick and 40 mm wide? The approach to be
15Charles R. Mischke, “Prediction of Stochastic Endurance Strength,” Trans. of ASME, Journal of Vibration, Acoustics, Stress, and Reliability in Design, vol. 109, no. 1, January 1987, Table 3.
bud98209_ch06_273-349.indd Page 296 10/7/13 1:16 PM f-496 bud98209_ch06_273-349.indd Page 296 10/7/13 1:16 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles
282 Mechanical Engineering Design
device is the R. R. Moore high-speed rotating-beam machine. This machine subjects the specimen to pure bending (no transverse shear) by means of weights. The test specimen, shown in Fig. 6–9, is very carefully machined and polished, with a final polishing in an axial direction to avoid circumferential scratches. Other fatigue-testing machines are available for applying fluctuating or reversed axial stresses, torsional stresses, or combined stresses to the test specimens. To establish the fatigue strength of a material, quite a number of tests are neces-sary because of the statistical nature of fatigue. For the rotating-beam test, a constant bending load is applied, and the number of revolutions (stress reversals) of the beam required for failure is recorded. The first test is made at a stress that is somewhat under the ultimate strength of the material. The second test is made at a stress that is less than that used in the first. This process is continued, and the results are plotted as an S-N diagram (Fig. 6–10). This chart may be plotted on semilog paper or on log-log paper. In the case of ferrous metals and alloys, the graph becomes horizontal after the material has been stressed for a certain number of cycles. Plotting on log paper emphasizes the bend in the curve, which might not be apparent if the results were plotted by using Cartesian coordinates. The ordinate of the S-N diagram is called the fatigue strength Sf; a statement of this strength value must always be accompanied by a statement of the number of cycles N to which it corresponds.
Figure 6–9Test-specimen geometry for the R. R. Moore rotating-beam machine. The bending moment is uniform, M 5 Fa, over the curved length and at the highest-stressed section at the mid-point of the beam.
7163
0.30 in
in
9 in R.78
aF F
aF F
Figure 6–10An S-N diagram plotted from the results of completely reversed axial fatigue tests. Material: UNS G41300 steel, normalized; Sut 5 116 kpsi; maximum Sut 5 125 kpsi. (Data from NACA Tech. Note 3866, December 1966.)
100
50
100
101 102 103 104 105 106 107 108
Number of stress cycles, N
Se
Sut
Fat
igue
str
engt
h S f
, kp
si
Low cycle High cycle
Finite life Infinitelife
bud98209_ch06_273-349.indd Page 282 10/7/13 1:16 PM f-496 bud98209_ch06_273-349.indd Page 282 10/7/13 1:16 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Equivalent diameter and 95% stress area for structural shapes undergoing non-rotating bending
3. Load Modification factor kc :
kc =1 bending0.85 axial0.59 torsion
⎧
⎨⎪
⎩⎪
4. Temperature Modification factor kd : We will take this factor to be unity, i.e., kd = 1.
5. Reliability factor ke : Given in table 6-5 (below)
5. Miscellaneous-effect Modification factor k f : We will take this factor to be
unity, i.e., k f = 1.
298 Mechanical Engineering Design
Loading Factor kc
Estimates of endurance limit, such as that given in Eq. (6–8), are typically obtained from testing with completely reversed bending. With axial or torsional loading, fatigue tests indicate different relationships between the endurance limit and the ultimate strength for each type of loading.17 These differences can be accounted for with a load factor to adjust the endurance limit obtained from bending. Though the load factor is actually a function of the ultimate strength, the variation is minor, so it is appropriate to specify average values of the load factor as
kc 5 •1 bending0.85 axial0.59 torsion
(6–26)
Note that the load factor for torsion is very close to the prediction from the distortion energy theory, Eq. (5–21), where for ductile materials the shear strength is 0.577 times the normal strength. This implies that the load factor for torsion is mainly accounting for the difference in shear strength versus normal strength. Therefore, use the torsion load factor only for pure torsional fatigue loading. When torsion is combined with
Table 6–3
A0.95s Areas of Common Nonrotating Structural Shapes
A0.95s 5 0.01046d 2
de 5 0.370d
A0.95s 5 0.05hb
de 5 0.8081hb
A0.95s 5 e 0.10atf
0.05ba tf . 0.025a
axis 1-1axis 2-2
A0.95s 5 e 0.05ab0.052xa 1 0.1tf (b 2 x)
axis 1-1axis 2-2
d
b
h
2
2
11
1
2 2
1
a
btf
122
1
a
b tfx
17H. J. Grover, S. A. Gordon, and L. R. Jackson, Fatigue of Metals and Structures, Bureau of Naval Weapons, Document NAVWEPS 00-2500435, 1960; R. G. Budynas and J. K. Nisbett, op. cit., pp. 332–333.
bud98209_ch06_273-349.indd Page 298 10/7/13 1:16 PM f-496 bud98209_ch06_273-349.indd Page 298 10/7/13 1:16 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles
Fatigue Failure Resulting from Variable Loading 301
where za is defined by Eq. (1–5) and values for any desired reliability can be deter-mined from Table A–10. Table 6–5 gives reliability factors for some standard specified reliabilities.
Miscellaneous-Effects Factor kf
Though the factor kf is intended to account for the reduction in endurance limit due to all other effects, it is really intended as a reminder that these must be accounted for, because actual values of kf are not always available. Residual stresses may either improve the endurance limit or affect it adversely. Generally, if the residual stress in the surface of the part is compression, the endurance limit is improved. Fatigue failures appear to be tensile failures, or at least to be caused by tensile stress, and so anything that reduces tensile stress will also reduce the pos-sibility of a fatigue failure. Operations such as shot peening, hammering, and cold rolling build compressive stresses into the surface of the part and improve the endur-ance limit significantly. Of course, the material must not be worked to exhaustion. The endurance limits of parts that are made from rolled or drawn sheets or bars, as well as parts that are forged, may be affected by the so-called directional charac-teristics of the operation. Rolled or drawn parts, for example, have an endurance limit in the transverse direction that may be 10 to 20 percent less than the endurance limit in the longitudinal direction. Parts that are case-hardened may fail at the surface or at the maximum core radius, depending upon the stress gradient. Figure 6–19 shows the typical triangular stress distribution of a bar under bending or torsion. Also plotted as a heavy line in this figure are the endurance limits Se for the case and core. For this example the
Reliability, % Transformation Variate za Reliability Factor ke
50 0 1.000
90 1.288 0.897
95 1.645 0.868
99 2.326 0.814
99.9 3.091 0.753
99.99 3.719 0.702
99.999 4.265 0.659
99.9999 4.753 0.620
Table 6–5
Reliability Factors ke Corresponding to 8 Percent Standard Deviation of the Endurance Limit
Se (case)
! or "
Se (core)
Case
Core
Figure 6–19The failure of a case-hardened part in bending or torsion. In this example, failure occurs in the core.
bud98209_ch06_273-349.indd Page 301 10/7/13 1:16 PM f-496 bud98209_ch06_273-349.indd Page 301 10/7/13 1:16 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Notch sensitivity factors q and qshear and stress concentration: In fatigue loading
scenario, the effect of stress concentration is reduced. This is captured by a notch sensitivity factor. The relations between fatigue stress concentration factor (K f or K fs ) , the stress concentration factor (Kt or Kts ) and the notch sensitivity factor (q or qshear ) are:
For bending and axial loading: K f = 1+ q(Kt −1)
For Shear: K fs = 1+ qshear (Kts −1)
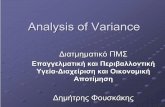
For the notch sensitivity factor q and qshear see figures 6-20 and 6-21 below.
The notch radius is given in inches. Use the conversion 1 in = 25.4 mm to interpret the results.
Fatigue Failure Resulting from Variable Loading 303
6–10 Stress Concentration and Notch SensitivityIn Sec. 3–13 it was pointed out that the existence of irregularities or discontinuities, such as holes, grooves, or notches, in a part increases the theoretical stresses significantly in the immediate vicinity of the discontinuity. Equation (3–48) defined a stress-concentration factor Kt (or Kts), which is used with the nominal stress to obtain the maximum result-ing stress due to the irregularity or defect. It turns out that some materials are not fully sensitive to the presence of notches and hence, for these, a reduced value of Kt can be used. For these materials, the effective maximum stress in fatigue is,
smax 5 Kf s0 or tmax 5 Kfst0 (6–30)
where Kf is a reduced value of Kt and s0 is the nominal stress. The factor Kf is com-monly called a fatigue stress-concentration factor, and hence the subscript f. So it is convenient to think of Kf as a stress-concentration factor reduced from Kt because of lessened sensitivity to notches. The resulting factor is defined by the equation
Kf 5maximum stress in notched specimen
stress in notch-free specimen (a)
Notch sensitivity q is defined by the equation
q 5Kf 2 1
Kt 2 1 or qshear 5
Kfs 2 1
Kts 2 1 (6–31)
where q is usually between zero and unity. Equation (6–31) shows that if q 5 0, then Kf 5 1, and the material has no sensitivity to notches at all. On the other hand, if q 5 1, then Kf 5 Kt, and the material has full notch sensitivity. In analysis or design work, find Kt first, from the geometry of the part. Then specify the material, find q, and solve for Kf from the equation
Kf 5 1 1 q(Kt 2 1) or Kfs 5 1 1 qshear(Kts 2 1) (6–32)
Notch sensitivities for specific materials are obtained experimentally. Published experimental values are limited, but some values are available for steels and alumi-num. Trends for notch sensitivity as a function of notch radius and ultimate strength are shown in Fig. 6–20 for reversed bending or axial loading, and Fig. 6–21 for
0 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
0
0.2
0.4
0.6
0.8
1.0
Notch radius r, in
Notch radius r, mm
Not
ch s
ensi
tivity
q
S ut = 200 kpsi
(0.4)
60
100
150 (0.7)
(1.0)(1.4 GPa)
Steels
Alum. alloy
Figure 6–20Notch-sensitivity charts for steels and UNS A92024-T wrought aluminum alloys subjected to reversed bending or reversed axial loads. For larger notch radii, use the values of q corresponding to the r 5 0.16-in (4-mm) ordinate. (From George Sines and J. L. Waisman (eds.), Metal Fatigue, McGraw-Hill, New York. Copyright © 1969 by The McGraw-Hill Companies, Inc. Reprinted by permission.)
bud98209_ch06_273-349.indd Page 303 10/7/13 1:16 PM f-496 bud98209_ch06_273-349.indd Page 303 10/7/13 1:16 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles
304 Mechanical Engineering Design
reversed torsion. In using these charts it is well to know that the actual test results from which the curves were derived exhibit a large amount of scatter. Because of this scatter it is always safe to use Kf 5 Kt if there is any doubt about the true value of q. Also, note that q is not far from unity for large notch radii. Figure 6–20 has as its basis the Neuber equation, which is given by
Kf 5 1 1Kt 2 1
1 1 2ayr (6–33)
where 1a is defined as the Neuber constant and is a material constant. Equating Eqs. (6–31) and (6–33) yields the notch sensitivity equation
q 51
1 11a2r
(6–34)
correlating with Figs. 6–20 and 6–21 as
Bending or axial: 1a 5 0.246 2 3.08(1023)Sut 1 1.51(1025)S2ut 2 2.67(1028)S3
ut (6–35a)
Torsion: 1a 5 0.190 2 2.51(1023)Sut 1 1.35(1025)S2ut 2 2.67(1028)S3
ut (6–35b)
where the equations apply to steel and Sut is in kpsi. Equation (6–34) used in conjunction with Eq. pair (6–35) is equivalent to Figs. 6–20 and 6–21. As with the graphs, the results from the curve fit equations provide only approximations to the experimental data. The notch sensitivity of cast irons is very low, varying from 0 to about 0.20, depending upon the tensile strength. To be on the conservative side, it is recommended that the value q 5 0.20 be used for all grades of cast iron.
Figure 6–21Notch-sensitivity curves for materials in reversed torsion. For larger notch radii, use the values of qshear corresponding to r 5 0.16 in (4 mm).
0 0.02 0.04 0.06 0.08 0.10 0.12 0.14 0.16
0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0
0
0.2
0.4
0.6
0.8
1.0
Notch radius r, in
Notch radius r, mm
Not
ch s
ensi
tivity
qsh
ear
Steels
Alum. alloy
S ut = 200 kpsi (1.4 GPa)
60 (0.4)100 (0
.7)150 (1.0)
EXAMPLE 6–6 A steel shaft in bending has an ultimate strength of 690 MPa and a shoulder with a fillet radius of 3 mm connecting a 32-mm diameter with a 38-mm diameter. Estimate Kf using:(a) Figure 6–20.(b) Equations (6–33) and (6–35).
bud98209_ch06_273-349.indd Page 304 10/7/13 1:16 PM f-496 bud98209_ch06_273-349.indd Page 304 10/7/13 1:16 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Bolted Joints Threads:
Note: The MJ profile has a rounded fillet at the root (external thread), and a larger minor diameter. Used when high fatigue strength is required.
d := (Dmaj )major diameter or largest diameter; dr := (Dmin )minor or smallest diameter, dp := (Dp ) pitch diameter between d and dr; p := pitch (distance along the thread axis between adjacent thread forms)At := tensile-stress area (area of an unthreaded rod with same tensile strength as the threaded rod) Metric Thread Specification: For example, in the specification M16 X 2.5, M - denotes metric thread, nominal major diameter is 16 mm and pitch is 2.5mm. See Table –8-1 for thread diameters and areas (next page). Some important quantities for bolted joints (fasteners):
Washer thickness: t (from Table A-32 or A-33)Nut thickness (bolted joints): H (Table A-31)Grip length: l := The length between bolt and nut faces (Fig a)
l :=h + t2 / 2 (for t2 ≤ d) h + d (for t2 > d)
⎧⎨⎩
For Cap-Screws (Fig b)
Tensile-stress area: At (Table 8-1)
Fastener (bolt) length: L> l + H ( Fig a) l +1.5d ( Fig b)⎧⎨⎩
(Table A-17 for standard values)
Threaded length: LT = 2d + 6mm, (L ≤ 125mm, d ≤ 48mm) 2d +12mm, (125< L ≤ 200mm)2d + 25mm, (L > 200mm)
⎧⎨⎪
⎩⎪
Tensile-stress (thread) area: At (Table 8-1); CS area of unthreaded part: Ad = πd 2 / 4 Unthreaded length in grip: ld = L − LT ; Threaded length in grip: lt = l − ld
Fastener (bolt) Stiffness: kb =AdAtE
Adlt + Atld (by considering springs in series - show)
Screws, Fasteners, and the Design of Nonpermanent Joints 403
threads. The MJ profile has a rounded fillet at the root of the external thread and a larger minor diameter of both the internal and external threads. This profile is espe-cially useful where high fatigue strength is required. Tables 8–1 and 8–2 will be useful in specifying and designing threaded parts. Note that the thread size is specified by giving the pitch p for metric sizes and by giving the number of threads per inch N for the Unified sizes. The screw sizes in Table 8–2 with diameter under 1
4 in are numbered or gauge sizes. The second column in Table 8–2 shows that a No. 8 screw has a nominal major diameter of 0.1640 in. A great many tensile tests of threaded rods have shown that an unthreaded rod having a diameter equal to the mean of the pitch diameter and minor diameter will have the same tensile strength as the threaded rod. The area of this unthreaded rod is called the tensile-stress area At of the threaded rod; values of At are listed in both tables. Two major Unified thread series are in common use: UN and UNR. The differ-ence between these is simply that a root radius must be used in the UNR series. Because of reduced thread stress-concentration factors, UNR series threads have improved fatigue strengths. Unified threads are specified by stating the nominal major diameter, the number of threads per inch, and the thread series, for example, 5
8 in-18 UNRF or 0.625 in-18 UNRF. Metric threads are specified by writing the diameter and pitch in millimeters, in that order. Thus, M12 3 1.75 is a thread having a nominal major diameter of 12 mm and a pitch of 1.75 mm. Note that the letter M, which precedes the diameter, is the clue to the metric designation.
Figure 8–1Terminology of screw threads. Sharp vee threads shown for clarity; the crests and roots are actually flattened or rounded during the forming operation.
Major diameter
Pitch diameter
Minor diameter
Pitch p
45° chamfer
Thread angle 2αRootCrest
Figure 8–2Basic profile for metric M and MJ threads.d 5 major diameterdr 5 minor diameterdp 5 pitch diameterp 5 pitch H 5 13
2 p
Internal threads
External threads
H4
H4
5H8
3H8
H8
Hp4
p2
p
p
2
p8
30°
60°
60°
dr
dp
d
bud98209_ch08_401-466.indd Page 403 10/18/13 2:10 PM f-496 bud98209_ch08_401-466.indd Page 403 10/18/13 2:10 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

404 Mechanical Engineering Design
Nominal Coarse-Pitch Series Fine-Pitch Series Major Tensile- Minor- Tensile- Minor- Diameter Pitch Stress Diameter Pitch Stress Diameter d p Area At Area Ar p Area At Area Ar mm mm mm2 mm2 mm mm2 mm2
1.6 0.35 1.27 1.07
2 0.40 2.07 1.79
2.5 0.45 3.39 2.98
3 0.5 5.03 4.47
3.5 0.6 6.78 6.00
4 0.7 8.78 7.75
5 0.8 14.2 12.7
6 1 20.1 17.9
8 1.25 36.6 32.8 1 39.2 36.0
10 1.5 58.0 52.3 1.25 61.2 56.3
12 1.75 84.3 76.3 1.25 92.1 86.0
14 2 115 104 1.5 125 116
16 2 157 144 1.5 167 157
20 2.5 245 225 1.5 272 259
24 3 353 324 2 384 365
30 3.5 561 519 2 621 596
36 4 817 759 2 915 884
42 4.5 1120 1050 2 1260 1230
48 5 1470 1380 2 1670 1630
56 5.5 2030 1910 2 2300 2250
64 6 2680 2520 2 3030 2980
72 6 3460 3280 2 3860 3800
80 6 4340 4140 1.5 4850 4800
90 6 5590 5360 2 6100 6020
100 6 6990 6740 2 7560 7470
110 2 9180 9080
*The equations and data used to develop this table have been obtained from ANSI B1.1-1974 and B18.3.1-1978. The minor diameter was found from the equation dr 5 d 2 1.226 869p, and the pitch diameter from dp 5 d 2 0.649 519p. The mean of the pitch diameter and the minor diameter was used to compute the tensile-stress area.
Table 8–1
Diameters and Areas of Coarse-Pitch and Fine-Pitch Metric Threads.*
Square and Acme threads, whose profiles are shown in Fig. 8–3a and b, respec-tively, are used on screws when power is to be transmitted. Table 8–3 lists the pre-ferred pitches for inch-series Acme threads. However, other pitches can be and often are used, since the need for a standard for such threads is not great. Modifications are frequently made to both Acme and square threads. For instance, the square thread is sometimes modified by cutting the space between the teeth so as to have an included thread angle of 10 to 15°. This is not difficult, since these threads are usually cut with a single-point tool anyhow; the modification retains most of the high efficiency inherent in square threads and makes the cutting simpler. Acme threads
bud98209_ch08_401-466.indd Page 404 10/18/13 2:10 PM f-496 bud98209_ch08_401-466.indd Page 404 10/18/13 2:10 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful tables from Appendix.

Useful Tables 1015
Axial and Bending and Torsion Direct ShearM, T I, J c, r S, T F A S, T
N ? m* m4 m Pa N* m2 Pa
N ? m cm4 cm MPa (N/mm2) N† mm2 MPa (N/mm2)
N ? m† mm4 mm GPa kN m2 kPa
kN ? m cm4 cm GPa kN† mm2 GPa
N ? mm† mm4 mm MPa (N/mm2)
*Basic relation.†Often preferred.
Table A–3
Optional SI Units for Bending Stress s 5 Mcyl, Torsion Stress t 5 TryJ, Axial Stresss 5 FyA, and Direct Shear Stress t 5 FyA
Bending Deflection Torsional DeflectionF, w l l I E y T l J G U
N* m m4 Pa m N ? m* m m4 Pa rad
kN† mm mm4 GPa mm N ? m† mm mm4 GPa rad
kN m m4 GPa mm N ? mm mm mm4 MPa (N/mm2) rad
N mm mm4 kPa m N ? m cm cm4 MPa (N/mm2) rad
*Basic relation.†Often preferred.
Table A–4
Optional SI Units for Bending Defl ectiony 5 f(Fl3yEl) or y 5 f (wl 4yEl) andTorsional Defl ectionu 5 TlyGJ
Modulus of Modulus of Elasticity E Rigidity G Poisson’s Unit Weight wMaterial Mpsi GPa Mpsi GPa Ratio N lbf/in3 lbf/ft3 kN/m3
Aluminum (all alloys) 10.4 71.7 3.9 26.9 0.333 0.098 169 26.6
Beryllium copper 18.0 124.0 7.0 48.3 0.285 0.297 513 80.6
Brass 15.4 106.0 5.82 40.1 0.324 0.309 534 83.8
Carbon steel 30.0 207.0 11.5 79.3 0.292 0.282 487 76.5
Cast iron (gray) 14.5 100.0 6.0 41.4 0.211 0.260 450 70.6
Copper 17.2 119.0 6.49 44.7 0.326 0.322 556 87.3
Douglas fi r 1.6 11.0 0.6 4.1 0.33 0.016 28 4.3
Glass 6.7 46.2 2.7 18.6 0.245 0.094 162 25.4
Inconel 31.0 214.0 11.0 75.8 0.290 0.307 530 83.3
Lead 5.3 36.5 1.9 13.1 0.425 0.411 710 111.5
Magnesium 6.5 44.8 2.4 16.5 0.350 0.065 112 17.6
Molybdenum 48.0 331.0 17.0 117.0 0.307 0.368 636 100.0
Monel metal 26.0 179.0 9.5 65.5 0.320 0.319 551 86.6
Nickel silver 18.5 127.0 7.0 48.3 0.322 0.316 546 85.8
Nickel steel 30.0 207.0 11.5 79.3 0.291 0.280 484 76.0
Phosphor bronze 16.1 111.0 6.0 41.4 0.349 0.295 510 80.1
Stainless steel (18-8) 27.6 190.0 10.6 73.1 0.305 0.280 484 76.0
Titanium alloys 16.5 114.0 6.2 42.4 0.340 0.160 276 43.4
Table A–5
Physical Constants of Materials
bud98209_appa_1011-1066.indd Page 1015 02/12/13 1:20 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1015 02/12/13 1:20 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles
1030 Mechanical Engineering Design
Basic Tolerance Grades Sizes IT6 IT7 IT8 IT9 IT10 IT11
0–3 0.006 0.010 0.014 0.025 0.040 0.060
3–6 0.008 0.012 0.018 0.030 0.048 0.075
6–10 0.009 0.015 0.022 0.036 0.058 0.090
10–18 0.011 0.018 0.027 0.043 0.070 0.110
18–30 0.013 0.021 0.033 0.052 0.084 0.130
30–50 0.016 0.025 0.039 0.062 0.100 0.160
50–80 0.019 0.030 0.046 0.074 0.120 0.190
80–120 0.022 0.035 0.054 0.087 0.140 0.220
120–180 0.025 0.040 0.063 0.100 0.160 0.250
180–250 0.029 0.046 0.072 0.115 0.185 0.290
250–315 0.032 0.052 0.081 0.130 0.210 0.320
315–400 0.036 0.057 0.089 0.140 0.230 0.360
Table A–11
A Selection of International Tolerance Grades—Metric Series (Size Ranges Are for Over the Lower Limit and Including the Upper Limit. All Values Arein Millimeters)Source: Preferred Metric Limits and Fits, ANSI B4.2-1978. See also BSI 4500.
Table A–10
Cumulative Distribution Function of Normal (Gaussian) Distribution* (Continued)
ZA 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
3 0.00135 0.03968 0.03687 0.03483 0.03337 0.03233 0.03159 0.03108 0.04723 0.04481
4 0.04317 0.04207 0.04133 0.05854 0.05541 0.05340 0.05211 0.05130 0.06793 0.06479
5 0.06287 0.06170 0.07996 0.07579 0.07333 0.07190 0.07107 0.08599 0.08332 0.08182
6 0.09987 0.09530 0.09282 0.09149 0.010777 0.010402 0.010206 0.010104 0.011523 0.011260
za 21.282 21.643 21.960 22.326 22.576 23.090 23.291 23.891 24.417
F(za) 0.10 0.05 0.025 0.010 0.005 0.001 0.0005 0.0001 0.000005
R(za) 0.90 0.95 0.975 0.990 0.995 0.999 0.9995 0.9999 0.999995
*The superscript on a zero after the decimal point indicates how many zeros there are after the decimal point. For example, 0.04481 5 0.000 048 1.
bud98209_appa_1011-1066.indd Page 1030 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1030 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1031
Basic Upper-Deviation Letter Lower-Deviation Letter Sizes c d f g h k n p s u
0–3 20.060 20.020 20.006 20.002 0 0 10.004 10.006 10.014 10.018
3–6 20.070 20.030 20.010 20.004 0 10.001 10.008 10.012 10.019 10.023
6–10 20.080 20.040 20.013 20.005 0 10.001 10.010 10.015 10.023 10.028
10–14 20.095 20.050 20.016 20.006 0 10.001 10.012 10.018 10.028 10.033
14–18 20.095 20.050 20.016 20.006 0 10.001 10.012 10.018 10.028 10.033
18–24 20.110 20.065 20.020 20.007 0 10.002 10.015 10.022 10.035 10.041
24–30 20.110 20.065 20.020 20.007 0 10.002 10.015 10.022 10.035 10.048
30–40 20.120 20.080 20.025 20.009 0 10.002 10.017 10.026 10.043 10.060
40–50 20.130 20.080 20.025 20.009 0 10.002 10.017 10.026 10.043 10.070
50–65 20.140 20.100 20.030 20.010 0 10.002 10.020 10.032 10.053 10.087
65–80 20.150 20.100 20.030 20.010 0 10.002 10.020 10.032 10.059 10.102
80–100 20.170 20.120 20.036 20.012 0 10.003 10.023 10.037 10.071 10.124
100–120 20.180 20.120 20.036 20.012 0 10.003 10.023 10.037 10.079 10.144
120–140 20.200 20.145 20.043 20.014 0 10.003 10.027 10.043 10.092 10.170
140–160 20.210 20.145 20.043 20.014 0 10.003 10.027 10.043 10.100 10.190
160–180 20.230 20.145 20.043 20.014 0 10.003 10.027 10.043 10.108 10.210
180–200 20.240 20.170 20.050 20.015 0 10.004 10.031 10.050 10.122 10.236
200–225 20.260 20.170 20.050 20.015 0 10.004 10.031 10.050 10.130 10.258
225–250 20.280 20.170 20.050 20.015 0 10.004 10.031 10.050 10.140 10.284
250–280 20.300 20.190 20.056 20.017 0 10.004 10.034 10.056 10.158 10.315
280–315 20.330 20.190 20.056 20.017 0 10.004 10.034 10.056 10.170 10.350
315–355 20.360 20.210 20.062 20.018 0 10.004 10.037 10.062 10.190 10.390
355–400 20.400 20.210 20.062 20.018 0 10.004 10.037 10.062 10.208 10.435
Table A–12
Fundamental Deviations for Shafts—Metric Series(Size Ranges Are for Over the Lower Limit and Including the Upper Limit. All Values Are in Millimeters)Source: Preferred Metric Limits and Fits, ANSI B4.2-1978. See also BSI 4500.
bud98209_appa_1011-1066.indd Page 1031 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1031 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Design'of'Machine'Elements'Databook'

1014 Mechanical Engineering Design
Multiply Input By Factor To Get Output Multiply Input By Factor To Get OutputX A Y X A Y
British thermal 1055 joule, Junit, Btu
Btu/second, Btu/s 1.05 kilowatt, kW
calorie 4.19 joule, J
centimeter of 1.333 kilopascal, kPamercury (0°C)
centipoise, cP 0.001 pascal-second, Pa ? s
degree (angle) 0.0174 radian, rad
foot, ft 0.305 meter, m
foot2, ft2 0.0929 meter2, m2
foot/minute, 0.0051 meter/second, m/sft/min
foot-pound, ft ? lbf 1.35 joule, J
foot-pound/ 1.35 watt, Wsecond, ft ? lbf/s
foot/second, ft/s 0.305 meter/second, m/s
gallon (U.S.), gal 3.785 liter, L
horsepower, hp 0.746 kilowatt, kW
inch, in 0.0254 meter, m
inch, in 25.4 millimeter, mm
inch2, in2 645 millimeter2, mm2
inch of mercury 3.386 kilopascal, kPa(32°F)
kilopound, kip 4.45 kilonewton, kN
kilopound/inch2, 6.89 megapascal, MPakpsi (ksi) (N/mm2)
mass, lbf ? s2/in 175 kilogram, kg
*Approximate.†The U.S. Customary system unit of the pound-force is often abbreviated as lbf to distinguish it from the pound-mass, which is abbreviated as lbm.
mile, mi 1.610 kilometer, km
mile/hour, mi/h 1.61 kilometer/hour, km/h
mile/hour, mi/h 0.447 meter/second, m/s
moment of inertia, 0.0421 kilogram-meter2,lbm ? ft2 kg ? m2
moment of inertia, 293 kilogram-millimeter2,lbm ? in2 kg ? mm2
moment of section 41.6 centimeter4, cm4
(second moment of area), in4
ounce-force, oz 0.278 newton, N
ounce-mass 0.0311 kilogram, kg
pound, lbf† 4.45 newton, N
pound-foot, lbf ? ft 1.36 newton-meter, N ? m
pound/foot2, lbf/ft2 47.9 pascal, Pa
pound-inch, lbf ? in 0.113 joule, J
pound-inch, lbf ? in 0.113 newton-meter, N ? m
pound/inch, lbf/in 175 newton/meter, N/m
pound/inch2, psi 6.89 kilopascal, kPa(lbf/in2)
pound-mass, lbm 0.454 kilogram, kg
pound-mass/ 0.454 kilogram/second,second, lbm/s kg/s
quart (U.S. liquid), qt 946 milliliter, mL
section modulus, in3 16.4 centimeter3, cm3
slug 14.6 kilogram, kg
ton (short 2000 lbm) 907 kilogram, kg
yard, yd 0.914 meter, m
Table A–2
Conversion Factors A to Convert Input X to Output Y Using the Formula Y 5 AX*
bud98209_appa_1011-1066.indd Page 1014 02/12/13 1:20 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1014 02/12/13 1:20 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1015
Axial and Bending and Torsion Direct ShearM, T I, J c, r S, T F A S, T
N ? m* m4 m Pa N* m2 Pa
N ? m cm4 cm MPa (N/mm2) N† mm2 MPa (N/mm2)
N ? m† mm4 mm GPa kN m2 kPa
kN ? m cm4 cm GPa kN† mm2 GPa
N ? mm† mm4 mm MPa (N/mm2)
*Basic relation.†Often preferred.
Table A–3
Optional SI Units for Bending Stress s 5 Mcyl, Torsion Stress t 5 TryJ, Axial Stresss 5 FyA, and Direct Shear Stress t 5 FyA
Bending Deflection Torsional DeflectionF, w l l I E y T l J G U
N* m m4 Pa m N ? m* m m4 Pa rad
kN† mm mm4 GPa mm N ? m† mm mm4 GPa rad
kN m m4 GPa mm N ? mm mm mm4 MPa (N/mm2) rad
N mm mm4 kPa m N ? m cm cm4 MPa (N/mm2) rad
*Basic relation.†Often preferred.
Table A–4
Optional SI Units for Bending Defl ectiony 5 f(Fl3yEl) or y 5 f (wl 4yEl) andTorsional Defl ectionu 5 TlyGJ
Modulus of Modulus of Elasticity E Rigidity G Poisson’s Unit Weight wMaterial Mpsi GPa Mpsi GPa Ratio N lbf/in3 lbf/ft3 kN/m3
Aluminum (all alloys) 10.4 71.7 3.9 26.9 0.333 0.098 169 26.6
Beryllium copper 18.0 124.0 7.0 48.3 0.285 0.297 513 80.6
Brass 15.4 106.0 5.82 40.1 0.324 0.309 534 83.8
Carbon steel 30.0 207.0 11.5 79.3 0.292 0.282 487 76.5
Cast iron (gray) 14.5 100.0 6.0 41.4 0.211 0.260 450 70.6
Copper 17.2 119.0 6.49 44.7 0.326 0.322 556 87.3
Douglas fi r 1.6 11.0 0.6 4.1 0.33 0.016 28 4.3
Glass 6.7 46.2 2.7 18.6 0.245 0.094 162 25.4
Inconel 31.0 214.0 11.0 75.8 0.290 0.307 530 83.3
Lead 5.3 36.5 1.9 13.1 0.425 0.411 710 111.5
Magnesium 6.5 44.8 2.4 16.5 0.350 0.065 112 17.6
Molybdenum 48.0 331.0 17.0 117.0 0.307 0.368 636 100.0
Monel metal 26.0 179.0 9.5 65.5 0.320 0.319 551 86.6
Nickel silver 18.5 127.0 7.0 48.3 0.322 0.316 546 85.8
Nickel steel 30.0 207.0 11.5 79.3 0.291 0.280 484 76.0
Phosphor bronze 16.1 111.0 6.0 41.4 0.349 0.295 510 80.1
Stainless steel (18-8) 27.6 190.0 10.6 73.1 0.305 0.280 484 76.0
Titanium alloys 16.5 114.0 6.2 42.4 0.340 0.160 276 43.4
Table A–5
Physical Constants of Materials
bud98209_appa_1011-1066.indd Page 1015 02/12/13 1:20 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1015 02/12/13 1:20 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles
1030 Mechanical Engineering Design
Basic Tolerance Grades Sizes IT6 IT7 IT8 IT9 IT10 IT11
0–3 0.006 0.010 0.014 0.025 0.040 0.060
3–6 0.008 0.012 0.018 0.030 0.048 0.075
6–10 0.009 0.015 0.022 0.036 0.058 0.090
10–18 0.011 0.018 0.027 0.043 0.070 0.110
18–30 0.013 0.021 0.033 0.052 0.084 0.130
30–50 0.016 0.025 0.039 0.062 0.100 0.160
50–80 0.019 0.030 0.046 0.074 0.120 0.190
80–120 0.022 0.035 0.054 0.087 0.140 0.220
120–180 0.025 0.040 0.063 0.100 0.160 0.250
180–250 0.029 0.046 0.072 0.115 0.185 0.290
250–315 0.032 0.052 0.081 0.130 0.210 0.320
315–400 0.036 0.057 0.089 0.140 0.230 0.360
Table A–11
A Selection of International Tolerance Grades—Metric Series (Size Ranges Are for Over the Lower Limit and Including the Upper Limit. All Values Arein Millimeters)Source: Preferred Metric Limits and Fits, ANSI B4.2-1978. See also BSI 4500.
Table A–10
Cumulative Distribution Function of Normal (Gaussian) Distribution* (Continued)
ZA 0.0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9
3 0.00135 0.03968 0.03687 0.03483 0.03337 0.03233 0.03159 0.03108 0.04723 0.04481
4 0.04317 0.04207 0.04133 0.05854 0.05541 0.05340 0.05211 0.05130 0.06793 0.06479
5 0.06287 0.06170 0.07996 0.07579 0.07333 0.07190 0.07107 0.08599 0.08332 0.08182
6 0.09987 0.09530 0.09282 0.09149 0.010777 0.010402 0.010206 0.010104 0.011523 0.011260
za 21.282 21.643 21.960 22.326 22.576 23.090 23.291 23.891 24.417
F(za) 0.10 0.05 0.025 0.010 0.005 0.001 0.0005 0.0001 0.000005
R(za) 0.90 0.95 0.975 0.990 0.995 0.999 0.9995 0.9999 0.999995
*The superscript on a zero after the decimal point indicates how many zeros there are after the decimal point. For example, 0.04481 5 0.000 048 1.
bud98209_appa_1011-1066.indd Page 1030 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1030 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1031
Basic Upper-Deviation Letter Lower-Deviation Letter Sizes c d f g h k n p s u
0–3 20.060 20.020 20.006 20.002 0 0 10.004 10.006 10.014 10.018
3–6 20.070 20.030 20.010 20.004 0 10.001 10.008 10.012 10.019 10.023
6–10 20.080 20.040 20.013 20.005 0 10.001 10.010 10.015 10.023 10.028
10–14 20.095 20.050 20.016 20.006 0 10.001 10.012 10.018 10.028 10.033
14–18 20.095 20.050 20.016 20.006 0 10.001 10.012 10.018 10.028 10.033
18–24 20.110 20.065 20.020 20.007 0 10.002 10.015 10.022 10.035 10.041
24–30 20.110 20.065 20.020 20.007 0 10.002 10.015 10.022 10.035 10.048
30–40 20.120 20.080 20.025 20.009 0 10.002 10.017 10.026 10.043 10.060
40–50 20.130 20.080 20.025 20.009 0 10.002 10.017 10.026 10.043 10.070
50–65 20.140 20.100 20.030 20.010 0 10.002 10.020 10.032 10.053 10.087
65–80 20.150 20.100 20.030 20.010 0 10.002 10.020 10.032 10.059 10.102
80–100 20.170 20.120 20.036 20.012 0 10.003 10.023 10.037 10.071 10.124
100–120 20.180 20.120 20.036 20.012 0 10.003 10.023 10.037 10.079 10.144
120–140 20.200 20.145 20.043 20.014 0 10.003 10.027 10.043 10.092 10.170
140–160 20.210 20.145 20.043 20.014 0 10.003 10.027 10.043 10.100 10.190
160–180 20.230 20.145 20.043 20.014 0 10.003 10.027 10.043 10.108 10.210
180–200 20.240 20.170 20.050 20.015 0 10.004 10.031 10.050 10.122 10.236
200–225 20.260 20.170 20.050 20.015 0 10.004 10.031 10.050 10.130 10.258
225–250 20.280 20.170 20.050 20.015 0 10.004 10.031 10.050 10.140 10.284
250–280 20.300 20.190 20.056 20.017 0 10.004 10.034 10.056 10.158 10.315
280–315 20.330 20.190 20.056 20.017 0 10.004 10.034 10.056 10.170 10.350
315–355 20.360 20.210 20.062 20.018 0 10.004 10.037 10.062 10.190 10.390
355–400 20.400 20.210 20.062 20.018 0 10.004 10.037 10.062 10.208 10.435
Table A–12
Fundamental Deviations for Shafts—Metric Series(Size Ranges Are for Over the Lower Limit and Including the Upper Limit. All Values Are in Millimeters)Source: Preferred Metric Limits and Fits, ANSI B4.2-1978. See also BSI 4500.
bud98209_appa_1011-1066.indd Page 1031 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1031 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1043
Fraction of Inches
164, 1
32, 116, 3
32, 18, 5
32, 316, 1
4, 516, 3
8, 716, 1
2, 916, 5
8, 1116, 3
4, 78, 1, 11
4, 112, 13
4, 2, 214, 21
2, 234, 3,
314, 31
2, 334, 4, 41
4, 412, 43
4, 5, 514, 51
2, 534, 6, 61
2, 7, 712, 8, 81
2, 9, 912, 10, 101
2, 11, 1112, 12,
1212, 13, 131
2, 14, 1412, 15, 151
2, 16, 1612, 17, 171
2, 18, 1812, 19, 191
2, 20
Decimal Inches
0.010, 0.012, 0.016, 0.020, 0.025, 0.032, 0.040, 0.05, 0.06, 0.08, 0.10, 0.12, 0.16, 0.20, 0.24, 0.30,
0.40, 0.50, 0.60, 0.80, 1.00, 1.20, 1.40, 1.60, 1.80, 2.0, 2.4, 2.6, 2.8, 3.0, 3.2, 3.4, 3.6, 3.8, 4.0, 4.2,
4.4, 4.6, 4.8, 5.0, 5.2, 5.4, 5.6, 5.8, 6.0, 7.0, 7.5, 8.5, 9.0, 9.5, 10.0, 10.5, 11.0, 11.5, 12.0, 12.5,
13.0, 13.5, 14.0, 14.5, 15.0, 15.5, 16.0, 16.5, 17.0, 17.5, 18.0, 18.5, 19.0, 19.5, 20
Millimeters
0.05, 0.06, 0.08, 0.10, 0.12, 0.16, 0.20, 0.25, 0.30, 0.40, 0.50, 0.60, 0.70, 0.80, 0.90, 1.0, 1.1, 1.2,
1.4, 1.5, 1.6, 1.8, 2.0, 2.2, 2.5, 2.8, 3.0, 3.5, 4.0, 4.5, 5.0, 5.5, 6.0, 6.5, 7.0, 8.0, 9.0, 10, 11, 12, 14,
16, 18, 20, 22, 25, 28, 30, 32, 35, 40, 45, 50, 60, 80, 100, 120, 140, 160, 180, 200, 250, 300
Renard Numbers*
1st choice, R5: 1, 1.6, 2.5, 4, 6.3, 10
2d choice, R10: 1.25, 2, 3.15, 5, 8
3d choice, R20: 1.12, 1.4, 1.8, 2.24, 2.8, 3.55, 4.5, 5.6, 7.1, 9
4th choice, R40: 1.06, 1.18, 1.32, 1.5, 1.7, 1.9, 2.12, 2.36, 2.65, 3, 3.35, 3.75, 4.25, 4.75, 5.3, 6, 6.7, 7.5, 8.5, 9.5
*May be multiplied or divided by powers of 10.
Table A–17
Preferred Sizes and Renard (R-Series) Numbers(When a choice can be made, use one of these sizes; however, not all parts or items are available in all the sizes shown in the table.)
bud98209_appa_1011-1066.indd Page 1043 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1043 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1034 Mechanical Engineering Design
Table A–15
Charts of Theoretical Stress-Concentration Factors K*t
Kt
d
F F
d/w0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
2.0
2.2
2.4
2.6
2.8
3.0
w
Figure A–15–1Bar in tension or simple compression with a transverse hole. s0 5 FyA, where A 5 (w 2 d)t and t is the thickness.
Kt
r
FF
r /d0
1.5
1.2
1.1
1.05
1.0
1.4
1.8
2.2
2.6
3.0
dww/d = 3
0.05 0.10 0.15 0.20 0.25 0.30
Figure A–15–3Notched rectangular bar in tension or simple compression. s0 5 FyA, where A 5 dt and t is the thickness.
Kt
d
d/w0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8
1.0
1.4
1.8
2.2
2.6
3.0
w
MM0.25
1.0
2.0
`
d /h = 0
0.5h
Figure A–15–2Rectangular bar with a transverse hole in bending.s0 5 McyI, where I 5 (w 2 d)h3y12.
bud98209_appa_1011-1066.indd Page 1034 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1034 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1035
Table A–15
Charts of Theoretical Stress-Concentration Factors K*t (Continued)
1.5
1.10
1.05
1.02
w/d = `
Kt
r
r /d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0
dw MM
Figure A–15–4Notched rectangular bar in bending. s0 5 McyI, wherec 5 dy2, I 5 td3y12, and t is the thickness.
Kt
r/d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0
r
dD
D/d = 1.02
3
1.31.1
1.05 MM
Figure A–15–6Rectangular filleted bar in bending. s0 5 McyI, wherec 5 dy2, I 5 td3y12, t is the thickness.
1.02
Kt
r/d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0
r
dD
D/d = 1.50
1.05
1.10
F F
Figure A–15–5Rectangular filleted bar in tension or simple compression. s0 5 FyA, where A 5 dt and t is the thickness.
*Factors from R. E. Peterson, “Design Factors for Stress Concentration,” Machine Design, vol. 23, no. 2, February 1951, p. 169; no. 3, March 1951, p. 161, no. 5, May 1951, p. 159; no. 6, June 1951, p. 173; no. 7, July 1951, p. 155. Reprinted with permission from Machine Design, a Penton Media Inc. publication.
(Continued)
bud98209_appa_1011-1066.indd Page 1035 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1035 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1036 Mechanical Engineering Design
Table A–15
Charts of Theoretical Stress-Concentration Factors K*t (Continued)
Kt
r/d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
r
FF
1.05
1.02
1.10
D/d = 1.50
dD
Figure A–15–7Round shaft with shoulder fillet in tension. s0 5 FyA, where A 5 pd 2y4.
Kt
r/d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0
D/d = 3
1.02
1.5
1.10
1.05
r
MD dM
Figure A–15–9Round shaft with shoulder fillet in bending. s0 5 McyI, where c 5 dy2 and I 5 pd 4y64.
Kts
r/d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0
D/d = 21.09
1.20 1.33
r
TTD d
Figure A–15–8Round shaft with shoulder fillet in torsion. t0 5 TcyJ, wherec 5 dy2 and J 5 pd 4y32.
bud98209_appa_1011-1066.indd Page 1036 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1036 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1037
Table A–15
Charts of Theoretical Stress-Concentration Factors K*t (Continued)
Kts
d /D0 0.05 0.10 0.15 0.20 0.25 0.30
2.4
2.8
3.2
3.6
4.0
Jc
TB
dT
!D3
16dD2
6= – (approx)
AD
Kts, A
Kts, B
Figure A–15–10Round shaft in torsion with transverse hole.
dh
t
Kt
d /w0 0.1 0.2 0.3 0.4 0.60.5 0.80.7
1
3
5
7
9
11
w
h/w = 0.35
h/w $ 1.0
h/w = 0.50
F
F/2 F/2
Figure A–15–12Plate loaded in tension by a pin through a hole. s0 5 FyA, where A 5 (w 2 d )t. When clearance exists, increase Kt 35 to 50 percent. (M. M. Frocht and H. N. Hill, “Stress-Concentration Factors around a Central Circular Hole in a Plate Loaded through a Pin in Hole,” J. Appl. Mechanics, vol. 7, no. 1, March 1940,p. A-5.)
Kt
d /D0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0d
D
MM
Figure A–15–11Round shaft in bending with a transverse hole. s0 5 My[(pD3y32) 2 (dD2y6)], approximately.
*Factors from R. E. Peterson, “Design Factors for Stress Concentration,” Machine Design, vol. 23, no. 2, February 1951, p. 169; no. 3, March 1951, p. 161, no. 5, May 1951, p. 159; no. 6, June 1951, p. 173; no. 7, July 1951, p. 155. Reprinted with permission from Machine Design, a Penton Media Inc. publication.
(Continued)
bud98209_appa_1011-1066.indd Page 1037 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1037 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1038 Mechanical Engineering Design
Table A–15
Charts of Theoretical Stress-Concentration Factors K*t (Continued)
Kt
r /d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0
D/d = 1.50
1.05
1.02
1.15
d
r
D FF
Figure A–15–13Grooved round bar in tension. s0 5 FyA, where A 5 pd2y4.
Kts
r /d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
D/d = 1.30
1.02
1.05
d
r
D
TT
Figure A–15–15Grooved round bar in torsion. t0 5 TcyJ, where c 5 dy2 and J 5 pd 4y32.
Kt
r /d0 0.05 0.10 0.15 0.20 0.25 0.30
1.0
1.4
1.8
2.2
2.6
3.0
D/d = 1.501.02
1.05
d
r
D MM
Figure A–15–14Grooved round bar in bending. s0 5 McyI, where c 5 dy2 and I 5 pd 4y64.
*Factors from R. E. Peterson, “Design Factors for Stress Concentration,” Machine Design, vol. 23, no. 2, February 1951, p. 169; no. 3, March 1951, p. 161, no. 5, May 1951, p. 159; no. 6, June 1951, p. 173; no. 7, July 1951, p. 155. Reprinted with permission from Machine Design, a Penton Media Inc. publication.
bud98209_appa_1011-1066.indd Page 1038 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1038 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1039
Table A–15
Charts of Theoretical Stress-Concentration Factors K*t (Continued)
Figure A–15–16Round shaft with flat-bottom groove in bending and/or tension.
s0 54F
pd 2 132M
pd 3
Source: W. D. Pilkey and D. F. Pilkey, Peterson’s Stress-Concentration Factors, 3rd ed. John Wiley & Sons, Hoboken, NJ, 2008, p. 115.
Kt
2.0
3.0
4.0
5.0
6.0
7.0
8.0
9.0
1.00
0.5 0.6 0.7 0.8 0.91.0 2.0 3.0 4.0 5.0 6.01.0
a/t
0.03
0.04
0.05
0.07
0.15
0.60
d
ra
r
DM
Ft
MF
rt
0.10
0.20
0.40
(Continued)
bud98209_appa_1011-1066.indd Page 1039 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1039 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1040 Mechanical Engineering Design
Table A–15
Charts of Theoretical Stress-Concentration Factors K*t (Continued)
Figure A–15–17Round shaft with flat-bottom groove in torsion.
t0 516T
pd3
Source: W. D. Pilkey and D. F. Pilkey, Peterson’s Stress-Concentration Factors, 3rd ed. John Wiley & Sons, Hoboken, NJ, 2008, p. 133
0.03
0.04
0.06
0.10
0.20
rt
0.5 0.6 0.7 0.8 0.91.0 2.01.0
2.0
3.0
4.0
5.0
6.0
3.0 4.0 5.0 6.0
d
ra
r
D
T
Tt
Kts
a/t
bud98209_appa_1011-1066.indd Page 1040 12/4/13 6:51 PM f-496 bud98209_appa_1011-1066.indd Page 1040 12/4/13 6:51 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1041
The nominal bending stress is s0 5 MyZnet where Znet is a reduced value of the section modulus and is defined by
Znet 5pA32D
(D4 2 d 4)
Values of A are listed in the table. Use d 5 0 for a solid bar
d/D 0.9 0.6 0
a/D A Kt A Kt A Kt
0.050 0.92 2.63 0.91 2.55 0.88 2.42
0.075 0.89 2.55 0.88 2.43 0.86 2.35
0.10 0.86 2.49 0.85 2.36 0.83 2.27
0.125 0.82 2.41 0.82 2.32 0.80 2.20
0.15 0.79 2.39 0.79 2.29 0.76 2.15
0.175 0.76 2.38 0.75 2.26 0.72 2.10
0.20 0.73 2.39 0.72 2.23 0.68 2.07
0.225 0.69 2.40 0.68 2.21 0.65 2.04
0.25 0.67 2.42 0.64 2.18 0.61 2.00
0.275 0.66 2.48 0.61 2.16 0.58 1.97
0.30 0.64 2.52 0.58 2.14 0.54 1.94
M M
D d
aTable A–16
Approximate Stress-Concentration Factor Kt of a Round Bar or Tube with a Transverse Round Hole and Loaded in BendingSource: R. E. Peterson, Stress-Concentration Factors, Wiley, New York, 1974, pp. 146, 235.
(Continued)
bud98209_appa_1011-1066.indd Page 1041 12/4/13 6:55 PM f-496 bud98209_appa_1011-1066.indd Page 1041 12/4/13 6:55 PM f-496 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1042 Mechanical Engineering Design
TTD a d
The maximum stress occurs on the inside of the hole, slightly below the shaft surface. The nominal shear stress is t0 5 TDy2Jnet, where Jnet is a reduced value of the second polar moment of area and is defined by
Jnet 5pA(D4 2 d 4)
32
Values of A are listed in the table. Use d 5 0 for a solid bar.
d/D 0.9 0.8 0.6 0.4 0a/D A Kts A Kts A Kts A Kts A Kts
0.05 0.96 1.78 0.95 1.77
0.075 0.95 1.82 0.93 1.71
0.10 0.94 1.76 0.93 1.74 0.92 1.72 0.92 1.70 0.92 1.68
0.125 0.91 1.76 0.91 1.74 0.90 1.70 0.90 1.67 0.89 1.64
0.15 0.90 1.77 0.89 1.75 0.87 1.69 0.87 1.65 0.87 1.62
0.175 0.89 1.81 0.88 1.76 0.87 1.69 0.86 1.64 0.85 1.60
0.20 0.88 1.96 0.86 1.79 0.85 1.70 0.84 1.63 0.83 1.58
0.25 0.87 2.00 0.82 1.86 0.81 1.72 0.80 1.63 0.79 1.54
0.30 0.80 2.18 0.78 1.97 0.77 1.76 0.75 1.63 0.74 1.51
0.35 0.77 2.41 0.75 2.09 0.72 1.81 0.69 1.63 0.68 1.47
0.40 0.72 2.67 0.71 2.25 0.68 1.89 0.64 1.63 0.63 1.44
Table A–16 (Continued)
Approximate Stress-Concentration Factors Kts for a Round Bar or Tube Having a Transverse Round Hole and Loaded in Torsion Source: R. E. Peterson, Stress-Concentration Factors, Wiley, New York, 1974, pp. 148, 244.
bud98209_appa_1011-1066.indd Page 1042 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1042 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1048 Mechanical Engineering Design
Table A–20
Deterministic ASTM Minimum Tensile and Yield Strengths for Some Hot-Rolled (HR) and Cold-Drawn (CD) Steels[The strengths listed are estimated ASTM minimum values in the size range 18 to 32 mm (3
4 to 114 in). These
strengths are suitable for use with the design factor defi ned in Sec. 1–10, provided the materials conform to ASTM A6 or A568 requirements or are required in the purchase specifi cations. Remember that a numbering system is not a specifi cation.] Source: 1986 SAE Handbook, p. 2.15.
1 2 3 4 5 6 7 8 Tensile Yield SAE and/or Process- Strength, Strength, Elongation in Reduction in Brinell
UNS No. AISI No. ing MPa (kpsi) MPa (kpsi) 2 in, % Area, % Hardness
G10060 1006 HR 300 (43) 170 (24) 30 55 86
CD 330 (48) 280 (41) 20 45 95
G10100 1010 HR 320 (47) 180 (26) 28 50 95
CD 370 (53) 300 (44) 20 40 105
G10150 1015 HR 340 (50) 190 (27.5) 28 50 101
CD 390 (56) 320 (47) 18 40 111
G10180 1018 HR 400 (58) 220 (32) 25 50 116
CD 440 (64) 370 (54) 15 40 126
G10200 1020 HR 380 (55) 210 (30) 25 50 111
CD 470 (68) 390 (57) 15 40 131
G10300 1030 HR 470 (68) 260 (37.5) 20 42 137
CD 520 (76) 440 (64) 12 35 149
G10350 1035 HR 500 (72) 270 (39.5) 18 40 143
CD 550 (80) 460 (67) 12 35 163
G10400 1040 HR 520 (76) 290 (42) 18 40 149
CD 590 (85) 490 (71) 12 35 170
G10450 1045 HR 570 (82) 310 (45) 16 40 163
CD 630 (91) 530 (77) 12 35 179
G10500 1050 HR 620 (90) 340 (49.5) 15 35 179
CD 690 (100) 580 (84) 10 30 197
G10600 1060 HR 680 (98) 370 (54) 12 30 201
G10800 1080 HR 770 (112) 420 (61.5) 10 25 229
G10950 1095 HR 830 (120) 460 (66) 10 25 248
bud98209_appa_1011-1066.indd Page 1048 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1048 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1049
Table A–21
Mean Mechanical Properties of Some Heat-Treated Steels[These are typical properties for materials normalized and annealed. The properties for quenched and tempered (Q&T) steels are from a single heat. Because of the many variables, the properties listed are global averages. In all cases, data were obtained from specimens of diameter 0.505 in, machined from 1-in rounds, and of gauge length 2 in. unless noted, all specimens were oil-quenched.] Source: ASM Metals Reference Book, 2d ed., American Society for Metals,
Metals Park, Ohio, 1983.
1 2 3 4 5 6 7 8 Tensile Yield Temperature Strength Strength, Elongation, Reduction Brinell
AISI No. Treatment °C (°F) MPa (kpsi) MPa (kpsi) % in Area, % Hardness
1030 Q&T* 205 (400) 848 (123) 648 (94) 17 47 495
Q&T* 315 (600) 800 (116) 621 (90) 19 53 401
Q&T* 425 (800) 731 (106) 579 (84) 23 60 302
Q&T* 540 (1000) 669 (97) 517 (75) 28 65 255
Q&T* 650 (1200) 586 (85) 441 (64) 32 70 207
Normalized 925 (1700) 521 (75) 345 (50) 32 61 149
Annealed 870 (1600) 430 (62) 317 (46) 35 64 137
1040 Q&T 205 (400) 779 (113) 593 (86) 19 48 262
Q&T 425 (800) 758 (110) 552 (80) 21 54 241
Q&T 650 (1200) 634 (92) 434 (63) 29 65 192
Normalized 900 (1650) 590 (86) 374 (54) 28 55 170
Annealed 790 (1450) 519 (75) 353 (51) 30 57 149
1050 Q&T* 205 (400) 1120 (163) 807 (117) 9 27 514
Q&T* 425 (800) 1090 (158) 793 (115) 13 36 444
Q&T* 650 (1200) 717 (104) 538 (78) 28 65 235
Normalized 900 (1650) 748 (108) 427 (62) 20 39 217
Annealed 790 (1450) 636 (92) 365 (53) 24 40 187
1060 Q&T 425 (800) 1080 (156) 765 (111) 14 41 311
Q&T 540 (1000) 965 (140) 669 (97) 17 45 277
Q&T 650 (1200) 800 (116) 524 (76) 23 54 229
Normalized 900 (1650) 776 (112) 421 (61) 18 37 229
Annealed 790 (1450) 626 (91) 372 (54) 22 38 179
1095 Q&T 315 (600) 1260 (183) 813 (118) 10 30 375
Q&T 425 (800) 1210 (176) 772 (112) 12 32 363
Q&T 540 (1000) 1090 (158) 676 (98) 15 37 321
Q&T 650 (1200) 896 (130) 552 (80) 21 47 269
Normalized 900 (1650) 1010 (147) 500 (72) 9 13 293
Annealed 790 (1450) 658 (95) 380 (55) 13 21 192
1141 Q&T 315 (600) 1460 (212) 1280 (186) 9 32 415
Q&T 540 (1000) 896 (130) 765 (111) 18 57 262
(Continued)
bud98209_appa_1011-1066.indd Page 1049 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1049 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1050 Mechanical Engineering Design
Table A–21 (Continued)
Mean Mechanical Properties of Some Heat-Treated Steels[These are typical properties for materials normalized and annealed. The properties for quenched and tempered (Q&T) steels are from a single heat. Because of the many variables, the properties listed are global averages. In all cases, data were obtained from specimens of diameter 0.505 in, machined from 1-in rounds, and of gauge length 2 in. unless noted, all specimens were oil-quenched.] Source: ASM Metals Reference Book, 2d ed., American Society for Metals,
Metals Park, Ohio, 1983.
1 2 3 4 5 6 7 8 Tensile Yield Temperature Strength Strength, Elongation, Reduction Brinell
AISI No. Treatment °C (°F) MPa (kpsi) MPa (kpsi) % in Area, % Hardness
4130 Q&T* 205 (400) 1630 (236) 1460 (212) 10 41 467
Q&T* 315 (600) 1500 (217) 1380 (200) 11 43 435
Q&T* 425 (800) 1280 (186) 1190 (173) 13 49 380
Q&T* 540 (1000) 1030 (150) 910 (132) 17 57 315
Q&T* 650 (1200) 814 (118) 703 (102) 22 64 245
Normalized 870 (1600) 670 (97) 436 (63) 25 59 197
Annealed 865 (1585) 560 (81) 361 (52) 28 56 156
4140 Q&T 205 (400) 1770 (257) 1640 (238) 8 38 510
Q&T 315 (600) 1550 (225) 1430 (208) 9 43 445
Q&T 425 (800) 1250 (181) 1140 (165) 13 49 370
Q&T 540 (1000) 951 (138) 834 (121) 18 58 285
Q&T 650 (1200) 758 (110) 655 (95) 22 63 230
Normalized 870 (1600) 1020 (148) 655 (95) 18 47 302
Annealed 815 (1500) 655 (95) 417 (61) 26 57 197
4340 Q&T 315 (600) 1720 (250) 1590 (230) 10 40 486
Q&T 425 (800) 1470 (213) 1360 (198) 10 44 430
Q&T 540 (1000) 1170 (170) 1080 (156) 13 51 360
Q&T 650 (1200) 965 (140) 855 (124) 19 60 280
*Water-quenched
bud98209_appa_1011-1066.indd Page 1050 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1050 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1051
Strength (Tensile)
Yield
Ultim
ate Fracture,
Coeffi cient Strain
S
y , S
u , S
f , S
0 , Strength,
FractureN
umber
Material
Condition M
Pa (kpsi)
MPa (k
psi) M
Pa (kpsi)
MPa (k
psi) Ex
ponent m
Strain !f
1018 Steel
Annealed
220 (32.0) 341 (49.5)
628 (91.1) † 620 (90.0)
0.25 1.05
1144 Steel
Annealed
358 (52.0) 646 (93.7)
898 (130) † 992 (144)
0.14 0.49
1212 Steel
HR
193 (28.0)
424 (61.5) 729 (106) †
758 (110) 0.24
0.85
1045 Steel
Q&
T 600°F
1520 (220) 1580 (230)
2380 (345) 1880 (273) †
0.041 0.81
4142 Steel
Q&
T 600°F
1720 (250) 1930 (280)
2340 (340) 1760 (255) †
0.048 0.43
303 Stainless
Annealed
241 (35.0) 601 (87.3)
1520 (221) † 1410 (205)
0.51 1.16
steel
304 Stainless
Annealed
276 (40.0) 568 (82.4)
1600 (233) † 1270 (185)
0.45 1.67
steel
2011 A
luminum
T
6 169 (24.5)
324 (47.0) 325 (47.2) †
620 (90) 0.28
0.10
alloy
2024 A
luminum
T
4 296 (43.0)
446 (64.8) 533 (77.3) †
689 (100) 0.15
0.18
alloy
7075 A
luminum
T
6 542 (78.6)
593 (86.0) 706 (102) †
882 (128) 0.13
0.18
alloy
*Values from
one or two heats and believed to be attainable using proper purchase specifi cations. T
he fracture strain may vary as m
uch as 100 percent.†D
erived value.
Table A–2
2
Results of T
ensile Tests of Som
e Metals*
Source: J. Datsko, “Solid M
aterials,” chap. 32 in Joseph E. Shigley, C
harles R. M
ischke, and Thom
as H. B
rown, Jr.
(eds.-in-chief), Standard Handbook of M
achine Design, 3rd ed., M
cGraw
-Hill, N
ew Y
ork, 2004, pp. 32.49–32.52.
bud98209_appa_1011-1066.indd Page 1051 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1051 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1052
True
Fatigue
Tensile
Strain
Strength
Fatigue Fatigue
Fatigue
Hard-
Strength Reduction
at M
odulus of Coeffi cient
Strength D
uctility D
uctility
Orienta-
Description
ness S
ut in A
rea Fracture
Elasticity E S
9f Ex
ponent Coeffi cient
Exponent
Grade (a)
tion (e) (f)
HB
MPa
ksi
%
Ef
GPa
10
6 psi M
Pa k
si b
E9F c
A538A
(b) L
ST
A
405 1515
220 67
1.10 185
27 1655
240 2
0.065 0.30
20.62
A538B
(b) L
ST
A
460 1860
270 56
0.82 185
27 2135
310 2
0.071 0.80
20.71
A538C
(b) L
ST
A
480 2000
290 55
0.81 180
26 2240
325 2
0.07 0.60
20.75
AM
-350 (c) L
H
R, A
1315 191
52 0.74
195 28
2800 406
20.14
0.33 2
0.84
AM
-350 (c) L
C
D
496 1905
276 20
0.23 180
26 2690
390 2
0.102 0.10
20.42
Gainex (c)
LT
H
R sheet
530
77 58
0.86 200
29.2 805
117 2
0.07 0.86
20.65
Gainex (c)
L
HR
sheet
510 74
64 1.02
200 29.2
805 117
20.071
0.86 2
0.68
H-11
L
Ausform
ed 660
2585 375
33 0.40
205 30
3170 460
20.077
0.08 2
0.74
RQ
C-100 (c)
LT
H
R plate
290 940
136 43
0.56 205
30 1240
180 2
0.07 0.66
20.69
RQ
C-100 (c)
L
HR
plate 290
930 135
67 1.02
205 30
1240 180
20.07
0.66 2
0.69
10B62
L
Q&
T
430 1640
238 38
0.89 195
28 1780
258 2
0.067 0.32
20.56
1005-1009 L
T
HR
sheet 90
360 52
73 1.3
205 30
580 84
20.09
0.15 2
0.43
1005-1009 L
T
CD
sheet 125
470 68
66 1.09
205 30
515 75
20.059
0.30 2
0.51
1005-1009 L
C
D sheet
125 415
60 64
1.02 200
29 540
78 2
0.073 0.11
20.41
1005-1009 L
H
R sheet
90 345
50 80
1.6 200
29 640
93 2
0.109 0.10
20.39
1015 L
N
ormalized
80 415
60 68
1.14 205
30 825
120 2
0.11 0.95
20.64
1020 L
H
R plate
108 440
64 62
0.96 205
29.5 895
130 2
0.12 0.41
20.51
1040 L
A
s forged 225
620 90
60 0.93
200 29
1540 223
20.14
0.61 2
0.57
1045 L
Q
&T
225
725 105
65 1.04
200 29
1225 178
20.095
1.00 2
0.66
1045 L
Q
&T
410
1450 210
51 0.72
200 29
1860 270
20.073
0.60 2
0.70
1045 L
Q
&T
390
1345 195
59 0.89
205 30
1585 230
20.074
0.45 2
0.68
1045 L
Q
&T
450
1585 230
55 0.81
205 30
1795 260
20.07
0.35 2
0.69
1045 L
Q
&T
500
1825 265
51 0.71
205 30
2275 330
20.08
0.25 2
0.68
1045 L
Q
&T
595
2240 325
41 0.52
205 30
2725 395
20.081
0.07 2
0.60
1144 L
C
DSR
265
930 135
33 0.51
195 28.5
1000 145
20.08
0.32 2
0.58
Table A–2
3
Mean M
onotonic and Cyclic Stress-Strain Properties of Selected Steels
Source: ASM
Metals R
eference Book, 2nd ed., A
merican Society for M
etals, Metals Park,
Ohio, 1983, p. 217.
bud98209_appa_1011-1066.indd Page 1052 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1052 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1053
1144 L
D
AT
305
1035 150
25 0.29
200 28.8
1585 230
20.09
0.27 2
0.53
1541F L
Q
&T
forging 290
950 138
49 0.68
205 29.9
1275 185
20.076
0.68 2
0.65
1541F L
Q
&T
forging 260
890 129
60 0.93
205 29.9
1275 185
20.071
0.93 2
0.65
4130 L
Q
&T
258
895 130
67 1.12
220 32
1275 185
20.083
0.92 2
0.63
4130 L
Q
&T
365
1425 207
55 0.79
200 29
1695 246
20.081
0.89 2
0.69
4140 L
Q
&T
, DA
T
310 1075
156 60
0.69 200
29.2 1825
265 2
0.08 1.2
20.59
4142 L
D
AT
310
1060 154
29 0.35
200 29
1450 210
20.10
0.22 2
0.51
4142 L
D
AT
335
1250 181
28 0.34
200 28.9
1250 181
20.08
0.06 2
0.62
4142 L
Q
&T
380
1415 205
48 0.66
205 30
1825 265
20.08
0.45 2
0.75
4142 L
Q
&T
and 400
1550 225
47 0.63
200 29
1895 275
20.09
0.50 2
0.75
deform
ed
4142 L
Q
&T
450
1760 255
42 0.54
205 30
2000 290
20.08
0.40 2
0.73
4142 L
Q
&T
and 475
2035 295
20 0.22
200 29
2070 300
20.082
0.20 2
0.77
deform
ed
4142 L
Q
&T
and 450
1930 280
37 0.46
200 29
2105 305
20.09
0.60 2
0.76
deform
ed
4142 L
Q
&T
475
1930 280
35 0.43
205 30
2170 315
20.081
0.09 2
0.61
4142 L
Q
&T
560
2240 325
27 0.31
205 30
2655 385
20.089
0.07 2
0.76
4340 L
H
R, A
243
825 120
43 0.57
195 28
1200 174
20.095
0.45 2
0.54
4340 L
Q
&T
409
1470 213
38 0.48
200 29
2000 290
20.091
0.48 2
0.60
4340 L
Q
&T
350
1240 180
57 0.84
195 28
1655 240
20.076
0.73 2
0.62
5160 L
Q
&T
430
1670 242
42 0.87
195 28
1930 280
20.071
0.40 2
0.57
52100 L
SH
, Q&
T
518 2015
292 11
0.12 205
30 2585
375 2
0.09 0.18
20.56
9262 L
A
260
925 134
14 0.16
205 30
1040 151
20.071
0.16 2
0.47
9262 L
Q
&T
280
1000 145
33 0.41
195 28
1220 177
20.073
0.41 2
0.60
9262 L
Q
&T
410
565 227
32 0.38
200 29
1855 269
20.057
0.38 2
0.65
950C (d)
LT
H
R plate
159 565
82 64
1.03 205
29.6 1170
170 2
0.12 0.95
20.61
950C (d)
L
HR
bar 150
565 82
69 1.19
205 30
970 141
20.11
0.85 2
0.59
950X (d)
L
Plate channel 150
440 64
65 1.06
205 30
625 91
20.075
0.35 2
0.54
950X (d)
L
HR
plate 156
530 77
72 1.24
205 29.5
1005 146
20.10
0.85 2
0.61
950X (d)
L
Plate channel 225
695 101
68 1.15
195 28.2
1055 153
20.08
0.21 2
0.53
Notes: (a) A
ISI/SAE
grade, unless otherwise indicated. (b) A
STM
designation. (c) Proprietary designation. (d) SAE
HSL
A grade. (e) O
rientation of axis of specimen, relative to rolling direction;
L is longitudinal (parallel to rolling direction); L
T is long transverse (perpendicular to rolling direction). (f) ST
A, solution treated and aged; H
R, hot rolled; C
D, cold draw
n; Q&
T, quenched and
tempered; C
DSR
, cold drawn strain relieved; D
AT
, drawn at tem
perature; A, annealed. From
ASM
Metals R
eference Book, 2nd edition, 1983; A
SM International, M
aterials Park, OH
44073-0002; table 217. R
eprinted by permission of A
SM International ®, w
ww
.asminternational.org.
bud98209_appa_1011-1066.indd Page 1053 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1053 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1054
Table A–2
4
Mechanical Properties of T
hree Non-Steel M
etals(a) T
ypical Properties of Gray C
ast Iron[T
he Am
erican Society for Testing and M
aterials (AST
M) num
bering system for gray cast iron is such that the num
bers correspond to the minim
um
tensile strength in kpsi. Thus an A
STM
No. 20 cast iron has a m
inimum
tensile strength of 20 kpsi. Note particularly that the tabulations are typical
of several heats.]
Fatigue
Shear
Stress-
Tensile
Compressive
Modulus
Modulus of
Endurance Brinell
ConcentrationA
STM
Strength Strength
of Rupture Elasticity, M
psi Lim
it* H
ardness Factor
Num
ber S
ut , kpsi
Suc , k
psi S
su , kpsi
Tension†
Torsion S
e , kpsi
HB
Kf
20 22
83 26
9.6–14 3.9–5.6
10 156
1.00
25 26
97 32
11.5–14.8 4.6–6.0
11.5 174
1.05
30 31
109 40
13–16.4 5.2–6.6
14 201
1.10
35 36.5
124 48.5
14.5–17.2 5.8–6.9
16 212
1.15
40 42.5
140 57
16–20 6.4–7.8
18.5 235
1.25
50 52.5
164 73
18.8–22.8 7.2–8.0
21.5 262
1.35
60 62.5
187.5 88.5
20.4–23.5 7.8–8.5
24.5 302
1.50
*Polished or machined specim
ens.†T
he modulus of elasticity of cast iron in com
pression corresponds closely to the upper value in the range given for tension and is a more constant value than that for tension.
bud98209_appa_1011-1066.indd Page 1054 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1054 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1055
Aluminum Strength Elongation BrinellAssociation Yield, Sy, Tensile, Su, Fatigue, Sf, in 2 in, Hardness
Number Temper MPa (kpsi) MPa (kpsi) MPa (kpsi) % HB
Wrought:
2017 O 70 (10) 179 (26) 90 (13) 22 45
2024 O 76 (11) 186 (27) 90 (13) 22 47
T3 345 (50) 482 (70) 138 (20) 16 120
3003 H12 117 (17) 131 (19) 55 (8) 20 35
H16 165 (24) 179 (26) 65 (9.5) 14 47
3004 H34 186 (27) 234 (34) 103 (15) 12 63
H38 234 (34) 276 (40) 110 (16) 6 77
5052 H32 186 (27) 234 (34) 117 (17) 18 62
H36 234 (34) 269 (39) 124 (18) 10 74
Cast:
319.0* T6 165 (24) 248 (36) 69 (10) 2.0 80
333.0† T5 172 (25) 234 (34) 83 (12) 1.0 100
T6 207 (30) 289 (42) 103 (15) 1.5 105
335.0* T6 172 (25) 241 (35) 62 (9) 3.0 80
T7 248 (36) 262 (38) 62 (9) 0.5 85
*Sand casting.†Permanent-mold casting.
Table A–24
Mechanical Properties of Three Non-Steel Metals (Continued)(b) Mechanical Properties of Some Aluminum Alloys[These are typical properties for sizes of about 1
2 in; similar properties can be obtained by using proper purchase specifi cations. The values given for fatigue strength correspond to 50(107) cycles of completely reversed stress. Alluminum alloys do not have an endurance limit. Yield strengths were obtained by the 0.2 percent offset method.]
(c) Mechanical Properties of Some Titanium Alloys
Yield, Sy Strength Elongation Hardness (0.2% offset) Tensile, Sut in 2 in, (Brinell orTitanium Alloy Condition MPa (kpsi) MPa (kpsi) % Rockwell)
Ti-35A† Annealed 210 (30) 275 (40) 30 135 HB
Ti-50A† Annealed 310 (45) 380 (55) 25 215 HB
Ti-0.2 Pd Annealed 280 (40) 340 (50) 28 200 HB
Ti-5 Al-2.5 Sn Annealed 760 (110) 790 (115) 16 36 HRC
Ti-8 Al-1 Mo-1 V Annealed 900 (130) 965 (140) 15 39 HRC
Ti-6 Al-6 V-2 Sn Annealed 970 (140) 1030 (150) 14 38 HRC
Ti-6Al-4V Annealed 830 (120) 900 (130) 14 36 HRC
Ti-13 V-11 Cr-3 Al Sol. ! aging 1207 (175) 1276 (185) 8 40 HRC
†Commercially pure alpha titanium.
bud98209_appa_1011-1066.indd Page 1055 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1055 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1058
Tensile
Yield
Strength
Strength Stress Cycles to Failure
Material
Condition BH
N*
kpsi
kpsi
RA*
10
4 4(1
04)
10
5 4(1
05)
10
6 4(1
06)
10
7 10
8
1020
Furnace
58 30
0.63
37
34 30
28 25
cooled
1030
Air-cooled
135 80
45 0.62
51
47 42
38 38
38
1035
Norm
al 132
72 35
0.54
44
40 37
34 33
33
WQ
T
209 103
87 0.65
80
72 65
60 57
57 57
1040
Forged 195
92 53
0.23
40 47
33 33
1045
HR
, N
107
63 0.49
80 70
56 47
47 47
47
1050
N, A
C
164 92
47 0.40
50 48
46 40
38 34
34
WQ
T
1200 196
97 70
0.58
60 57
52 50
50 50
50
.56 MN
N
193
98 47
0.42 61
55 51
47 43
41 41
41
WQ
T
277 111
84 0.57
94 81
73 62
57 55
55 55
1200
1060
As R
ec. 67 R
b 134
65 0.20
65 60
55 50
48 48
48
1095
162
84 33
0.37 50
43 40
34 31
30 30
30
OQ
T
227 115
65 0.40
77 68
64 57
56 56
56 56
1200
10120
224
117 59
0.12
60 56
51 50
50 50
OQ
T
369 180
130 0.15
102
95 91
91 91
91
860
*BH
N 5
Brinell hardness num
ber; RA
5 fractional reduction in area.
Table A–2
7
Finite Life Fatigue Strengths of Selected Plain C
arbon Steels Source: C
ompiled from
Table 4 in H. J. G
rover, S. A. G
ordon, and L. R
. Jackson,
Fatigue of Metals and Structures, B
ureau of Naval W
eapons Docum
ent NAV
WE
PS 00-25-534, 1960.
bud98209_appa_1011-1066.indd Page 1058 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1058 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1061
Head Type
Nominal Square Regular Hexagonal Heavy Hexagonal Structural HexagonalSize, in W H W H Rmin W H Rmin W H Rmin
14 3
8 1164 7
16 1164 0.01
516 1
2 1364 1
2 732 0.01
38 9
16 14 9
16 14 0.01
716 5
8 1964 5
8 1964 0.01
12 3
4 2164 3
4 1132 0.01 7
8 1132 0.01 7
8 516 0.009
58 15
16 2764 15
16 2764 0.02 1 1
16 2764 0.02 1 1
16 2564 0.021
34 11
8 12 11
8 12 0.02 11
4 12 0.02 11
4 1532 0.021
1 112 21
32 112 43
64 0.03 158 43
64 0.03 158 39
64 0.062
118 111
16 34 111
16 34 0.03 113
16 34 0.03 113
16 1116 0.062
114 17
8 2732 17
8 2732 0.03 2 27
32 0.03 2 2532 0.062
138 2 1
16 2932 2 1
16 2932 0.03 2 3
16 2932 0.03 3 3
16 2732 0.062
112 21
4 1 214 1 0.03 23
8 1 0.03 238 15
16 0.062
NominalSize, mm
M5 8 3.58 8 3.58 0.2
M6 10 4.38 0.3
M8 13 5.68 0.4
M10 16 6.85 0.4
M12 18 7.95 0.6 21 7.95 0.6
M14 21 9.25 0.6 24 9.25 0.6
M16 24 10.75 0.6 27 10.75 0.6 27 10.75 0.6
M20 30 13.40 0.8 34 13.40 0.8 34 13.40 0.8
M24 36 15.90 0.8 41 15.90 0.8 41 15.90 1.0
M30 46 19.75 1.0 50 19.75 1.0 50 19.75 1.2
M36 55 23.55 1.0 60 23.55 1.0 60 23.55 1.5
Table A–29
Dimensions of Square and Hexagonal Bolts
H
R
W
bud98209_appa_1011-1066.indd Page 1061 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1061 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1062 Mechanical Engineering Design
Table A–30
Dimensions of Hexagonal Cap Screws and Heavy Hexagonal Screws (W 5 Width across Flats; H 5 Height of Head; See Figure in Table A–29)
Minimum Type of ScrewNominal Fillet Cap Heavy HeightSize, in Radius W W H
14 0.015 7
16 532
516 0.015 1
2 1364
38 0.015 9
16 1564
716 0.015 5
8 932
12 0.015 3
4 78 5
16
58 0.020 15
16 1 116 25
64
34 0.020 11
8 114 15
32
78 0.040 1 5
16 1 716 35
64
1 0.060 112 11
8 3964
114 0.060 17
8 2 2532
138 0.060 2 1
16 2 316 27
32
112 0.060 21
4 238 15
16
NominalSize, mm
M5 0.2 8 3.65
M6 0.3 10 4.15
M8 0.4 13 5.50
M10 0.4 16 6.63
M12 0.6 18 21 7.76
M14 0.6 21 24 9.09
M16 0.6 24 27 10.32
M20 0.8 30 34 12.88
M24 0.8 36 41 15.44
M30 1.0 46 50 19.48
M36 1.0 55 60 23.38
bud98209_appa_1011-1066.indd Page 1062 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1062 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1063
Table A–31
Dimensions of Hexagonal Nuts
Height HNominal Width Regular Thick orSize, in W Hexagonal Slotted JAM
14
716
732
932
532
516
12
1764
2164
316
38
916
2164
1332
732
716
1116
38
2964
14
12
34
716
916
516
916
78
3164
3964
516
58
1516
3564
2332
38
34 11
8 4164
1316
2764
78 1 5
16 34
2932
3164
1 112
5564 1 35
64
118 111
16 3132 1 5
32 3964
114 17
8 1 116 11
4 2332
138 2 1
16 11164 13
8 2532
112 21
4 1 932 11
2 2732
NominalSize, mm
M5 8 4.7 5.1 2.7
M6 10 5.2 5.7 3.2
M8 13 6.8 7.5 4.0
M10 16 8.4 9.3 5.0
M12 18 10.8 12.0 6.0
M14 21 12.8 14.1 7.0
M16 24 14.8 16.4 8.0
M20 30 18.0 20.3 10.0
M24 36 21.5 23.9 12.0
M30 46 25.6 28.6 15.0
M36 55 31.0 34.7 18.0
bud98209_appa_1011-1066.indd Page 1063 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1063 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

1064
Table A–32
Basic Dimensions of American Standard Plain Washers (All Dimensions in Inches)
Fastener Washer DiameterSize Size ID OD Thickness
#6 0.138 0.156 0.375 0.049
#8 0.164 0.188 0.438 0.049
#10 0.190 0.219 0.500 0.049
#12 0.216 0.250 0.562 0.065
14 N 0.250 0.281 0.625 0.065
14 W 0.250 0.312 0.734 0.065
516 N 0.312 0.344 0.688 0.065
516 W 0.312 0.375 0.875 0.083
38 N 0.375 0.406 0.812 0.065
38 W 0.375 0.438 1.000 0.083
716 N 0.438 0.469 0.922 0.065
716 W 0.438 0.500 1.250 0.083
12 N 0.500 0.531 1.062 0.095
12 W 0.500 0.562 1.375 0.109
916 N 0.562 0.594 1.156 0.095
916 W 0.562 0.625 1.469 0.109
58 N 0.625 0.656 1.312 0.095
58 W 0.625 0.688 1.750 0.134
34 N 0.750 0.812 1.469 0.134
34 W 0.750 0.812 2.000 0.148
78 N 0.875 0.938 1.750 0.134
78 W 0.875 0.938 2.250 0.165
1 N 1.000 1.062 2.000 0.134
1 W 1.000 1.062 2.500 0.165
118 N 1.125 1.250 2.250 0.134
118 W 1.125 1.250 2.750 0.165
114 N 1.250 1.375 2.500 0.165
114 W 1.250 1.375 3.000 0.165
138 N 1.375 1.500 2.750 0.165
138 W 1.375 1.500 3.250 0.180
112 N 1.500 1.625 3.000 0.165
112 W 1.500 1.625 3.500 0.180
158 1.625 1.750 3.750 0.180
134 1.750 1.875 4.000 0.180
178 1.875 2.000 4.250 0.180
2 2.000 2.125 4.500 0.180
214 2.250 2.375 4.750 0.220
212 2.500 2.625 5.000 0.238
234 2.750 2.875 5.250 0.259
3 3.000 3.125 5.500 0.284
N 5 narrow; W 5 wide; use W when not specifi ed.
bud98209_appa_1011-1066.indd Page 1064 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1064 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles

Useful Tables 1065
Table A–33
Dimensions of Metric Plain Washers (All Dimensions in Millimeters)
Washer Minimum Maximum Maximum Washer Minimum Maximum MaximumSize* ID OD Thickness Size* ID OD Thickness
1.6 N 1.95 4.00 0.70 10 N 10.85 20.00 2.30
1.6 R 1.95 5.00 0.70 10 R 10.85 28.00 2.80
1.6 W 1.95 6.00 0.90 10 W 10.85 39.00 3.50
2 N 2.50 5.00 0.90 12 N 13.30 25.40 2.80
2 R 2.50 6.00 0.90 12 R 13.30 34.00 3.50
2 W 2.50 8.00 0.90 12 W 13.30 44.00 3.50
2.5 N 3.00 6.00 0.90 14 N 15.25 28.00 2.80
2.5 R 3.00 8.00 0.90 14 R 15.25 39.00 3.50
2.5 W 3.00 10.00 1.20 14 W 15.25 50.00 4.00
3 N 3.50 7.00 0.90 16 N 17.25 32.00 3.50
3 R 3.50 10.00 1.20 16 R 17.25 44.00 4.00
3 W 3.50 12.00 1.40 16 W 17.25 56.00 4.60
3.5 N 4.00 9.00 1.20 20 N 21.80 39.00 4.00
3.5 R 4.00 10.00 1.40 20 R 21.80 50.00 4.60
3.5 W 4.00 15.00 1.75 20 W 21.80 66.00 5.10
4 N 4.70 10.00 1.20 24 N 25.60 44.00 4.60
4 R 4.70 12.00 1.40 24 R 25.60 56.00 5.10
4 W 4.70 16.00 2.30 24 W 25.60 72.00 5.60
5 N 5.50 11.00 1.40 30 N 32.40 56.00 5.10
5 R 5.50 15.00 1.75 30 R 32.40 72.00 5.60
5 W 5.50 20.00 2.30 30 W 32.40 90.00 6.40
6 N 6.65 13.00 1.75 36 N 38.30 66.00 5.60
6 R 6.65 18.80 1.75 36 R 38.30 90.00 6.40
6 W 6.65 25.40 2.30 36 W 38.30 110.00 8.50
8 N 8.90 18.80 2.30
8 R 8.90 25.40 2.30
8 W 8.90 32.00 2.80
N 5 narrow; R 5 regular; W 5 wide.*Same as screw or bolt size.
bud98209_appa_1011-1066.indd Page 1065 02/12/13 1:21 PM user-f-w-198 bud98209_appa_1011-1066.indd Page 1065 02/12/13 1:21 PM user-f-w-198 /204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles/204/MH01996/bud98209_disk1of1/0073398209/bud98209_pagefiles