Deformation Processing - Drawingramesh/courses/ME649/drawing.pdf · in area per pass for a wire...
67
Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton 1 Deformation Processing - Drawing ver. 1
Transcript of Deformation Processing - Drawingramesh/courses/ME649/drawing.pdf · in area per pass for a wire...

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
1
Deformation Processing -Drawing
ver. 1

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
2
Overview
• Description• Characteristics• Mechanical Analysis• Thermal Analysis• Tube drawing

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
3
Geometry
DaDb
Fa, σxaFb, σxb
α

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
4

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
5
Equipment

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
6
Cold Drawing

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
7
A. Durer - Wire Drawing Mill (1489)
(copper wire)

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
8
Characteristics• Product sizes:
– 0.0002” (5µm) to several inches (100-150 mm)
• Mostly cold (T < 0.4 Tmelting) – below recrystallization point
• Small diameter (wire):– uses a capstan
• Diameter > 1 inch (25 mm) (rod):– bull blocks on a draw bench– length up to 40 feet (12 m)

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
9
Characteristics
• Fine wire done through several dies
• Speeds– large diameter: 30 feet per minute
(9 m/min)– small diameter: 300 feet per minute
(90 m/min)– fine wires: 5,000 feet per minute
(60 mph – 100 km/h)

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
10
Die Materials• Large diameter
– high carbon steel– high speed steel
• Moderate diameter– tungsten carbide (WC)
• Small diameter– diamond inserts

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
11
Characteristics
• Lubrication– Coatings– Oil
• Die angle (α)– typically small: 4-6o

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
12
Mechanical analysis (round wire / rod)
Reduction in area (RA)
2
2
22
1
−=
−=
b
a
b
ab
DD
DDDRA
⋅=
−=
a
bt D
DRA
ln21
1lnε
DaDb
Fa, σxaFb, σxb
α

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
13
Slab analysis
Assume p, σx are uniform– OK for small α, µ
σx + dσxσx
p
p
µp
µp
DD + dD
dx

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
14
Equilibrium
( ) ( )
0coscos
sincos
4422
=⋅
+⋅
+
−++
αα
πµαα
π
πσπσσ
dxDpdxDp
DdDDd xxx
Expanding
( ) ( )
0coscos
sincos
42
4222
=⋅
+⋅
+
−+++
αα
πµαα
π
πσπσσ
dxDpdxDp
DdDDdDDd xxx

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
15
Equilibrium
( ) ( )[ ]
0coscos
sincos4
224
2
2222
=⋅
+⋅
+−
+++++
αα
πµαα
ππσ
σσσσσσπ
dxDpdxDpD
dDdDdDdDddDDdDD
x
xxxxxx
small small small
Eliminating higher order terms, dividing by D & π, multiplying by 4 and canceling
0coscos
4sincos
42 =+++ αα
µαα
σσ dxpdxpDddD xx

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
16
Equilibrium
dx
dD2tan =α
αtan2dDdx =
Notingdx
D
dD/2 α
0tan2cos
cos4tan2cos
sin42 =+++αα
αµαα
ασσ dDpdDpDddD xx
or
0tan
222 =+++α
µσσ dDppdDDddD xx

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
17
Equilibrium
0tan
122 =⋅
+⋅+⋅+⋅ dDpdDdD xx α
µσσ
Finally

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
18
Maximum shear stress (Tresca) criterion
flowflowx p στσ ==+ 2
B≡α
µtan
p σx
τflow

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
19
Differential form
pBdp
DdD
flow 24 +=
τ
( )BBd
DdD
flowx
x
+−=
142 τσσ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
20
Integrating
( )∫∫ +−=
xb
xa
b
a
BBd
DdD
flowx
xD
D
σ
στσσ
142

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
21

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
22
Drawing stress
• where:σxb = back stress (tension)σxa = pulling stress (tension)
B
b
a
flow
xb
B
b
a
flow
xa
DD
DD
BB
22
211
2
+
−
+=
τσ
τσ
DaDb
σxaσxb
α

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
23
12
+===nKY
n
flowflowεστ
Strain hardening (cold – below recrystallization
point)• For round parts - Tresca
average flow stress:due to shape of element

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
24
Strain rate effect(hot – above recrystallization point)
• For a round part (derived for extrusion)
– average strain rate due to shape of element– vb = velocity of “b” side– A = area
mflowflow CY εστ &===2
⋅
−
⋅=
a
b
ab
bbAA
DDDv lntan6
33
2 αε&

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
25
Value for p
p = Y – σor
p = 2τflow – σ
maximum at entrance
p σx
τflow

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
26
Effect of back tension
with back tension
without back tension
drawing stress
entry exit
die pressure

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
27
Maximum RA• Solve previous equations with:
α = 6o (typical value)µ = 0.1∴ B = 1σxb = 0For failure: draw stress = material flow {yield} stress
here, say K = 760 MPa, and n = 0.19
12
+===nKY
n
flowflowεστn
xa Kεσσ ==

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
28
Maximum RA
• Yields RA = 0.6– must be solved for each µ, α, σxb
−⋅
+
=
+
B
b
an
n
DD
BB
nKK
2
11
1εε
−⋅
+
=+
2
11
111
119.0
b
aDD

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
29
Energy / unit volume (u)
u = F V / Aa V = σxa
(with no back stress)V= volume

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
30
Rod/Wire Drawing Analysis• Ideal deformation
External work = Work of ideal plastic deformation
for
( ) ( )
ttd
ffd
du
LAuLAt
εσσ
σε
∫==
=
0ntt Kεσ =
==
+=
fftft
nt
d AAYY
nK 0ln
1εεεσ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
31
Rod/Wire Drawing Analysis• Ideal deformation
Drawing force, Fd = σdAf
Drawing power, Pd = Fd Vf
Source: S. Kalpakjian & S. Schmidt, 4th ed. 2003

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
32
Drawing Limit• Ideal deformation of a perfectly
plastic material
1
11 0.63 63%
od
f
o od
f f
o f
o
AY lnA
Y
A Aln eA A
Maximum reduction per passA AA e
ε
ε
σ
σ
σ σ
= ⋅
=
= ⇒ = ⇒ =
−= = − = =

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
33
Drawing Limit• Ideal deformation of a strain
hardening material
ε
σ
n+1
ideal+frictionideal
εσ
dσ dσ1
( 1)
1
1
1
no
df
n
d
o f n
o
A KY lnA n
Kn
Maximum reduction per passA A
eA
ε
ε
εσ
σ εσ σ ε
+
− +
= ⋅ = + == ⇒ = +
−= = −

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
34
Example ProblemAssuming zero redundant work and frictional work to be 20% of the ideal work, derive an expression for the maximum reduction in area per pass for a wire drawing operation for a material with a true-stress strain curve of σ=Kεn
Total work = Ideal work + frictional work + redundant workTotal work = Ideal work + 0.2 x Ideal work = 1.2 x Ideal work
Or, Total work of deformation = 1.2 [u x volume] … (1)
In drawing, external work of deformation = σd x volume … (2)Equating (1) and (2), we get
σd = 1.2u or
12.12.12.1
11
00
11
+===
+
∫∫ nKdKd
n
tntttd
εεεεσσεε
12.1 εσ Yd = where … (3)
=
fAA0
1 lnε

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
35
Example ProblemMax reduction occurs when total drawing stress, σd = Flow stress of material at die exit, Y
+
−
+
+
−=−
=∴
=⇒+
=⇒+
=
=+
=
=
2.11
0
0
2.11
001
1
11
11
1 passper reduction max
2.11ln
2.111
2.1
2.1
nf
n
ff
nn
nd
eAAA
eAAn
AAn
KnK
KYY
ε
εε
εε
σ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
36
Drawing - Ex. 1-1Determine power, and plot σx and p
along die length.• Drawing steel rod from φ = 13 mm
to φ = 12 mm @ 1.5 m/s• K = 760 MPa, n = 0.19• µ = 0.1, α = 4o, σxb = 0

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
37
Drawing - Ex. 1-2• First, we must see if we can do the
process, the limit is
• RA = 1 - (Da/Db)2 = 0.15 = 15%• εt = ln{1/(1-RA)}
= ln {1/(1-0.15)} = 0.16• B = µ/tanα = 0.1 / tan 4o = 1.43
nxa Kεσσ == max

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
38
Drawing - Ex. 1-3
B
b
a
flow
xb
B
b
a
flow
xa
DD
DD
BB
22
211
2
+
−
+=
τσ
τσ
12
+==nKY
n
flowετ
nKεσ =max

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
39
Drawing - Ex. 1-4• So, equating the equations (with no
back stress) yields
−⋅
+
+=
B
b
aDD
BB
n
2
111
11
−⋅
+
+=
×−
43.12min
131
43.143.11
119.011 aD

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
40
Drawing - Ex. 1-5
• Solving gives Da-min = 8.53 mm, so we can do the process and proceed with the analysis

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
41
Drawing - Ex. 1-6
35.0013121
43.143.11
2
43.12=+
−+
=×
flow
xaτσ
( ) MPanKY
n
flow 446119.0
16.07601
219.0
=+
⋅=
+==
ετ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
42
Drawing - Ex. 1-7
• σxa = 0.35 x 2τflow
= 0.35 x 446 MPa = 156 MPa• Fdraw = σxa x Area = 156 x π(12/2)2
= 17.6 kN = 3938 lbf• Power = Fdraw x speed = 17.6 kN x 1.5 m/s = 26.4 kW = 35.4 hp

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
43
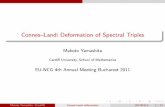
Dimensionless pressures (divided by 2τflow)
00.10.20.30.40.50.60.70.80.91
1212.212.412.612.813
diameter (mm)
sxp
Drawing - Ex. 1-8

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
44
Limits on analysis
• Larger die angles– more redundant work– σ, p, u will be larger than predicted
DaDbα

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
45
Redundant work
• ∆ = dm/L• dm = (Da + Db) / 2• p = Qr σflow
DaDbα
L (contact length)

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
46
Redundant work factor (Backofen)(frictionless)
Qr =

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
47
Temperature rise
D Do
Do/D ≈ 6 kD
(1-r)Q
DIE
v
kw, ρw, cwrQ
WIRE
l

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
48
Temperatures
θ = θo + θs + θf
θo = ambient (room) temperatureθs = temperature rise in the wire
due to plastic shear energy, us
θf = interface temperature rise due to frictional energy, uf

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
49
Specific energies
u = us + uf
u = σxa
us = 2τflow ε

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
50
Specific energies
From the example above (steel rod):u = σxa = 156 MPaus = 2τflow ε = 446 * 0.16
= 71.4 MPa∴ uf = u - us = 156 – 71.4
= 84.6 MPa

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
51
Shear temperature (θs)• Since the shear strain is uniform
in the wire• and all the shear energy remains
in the rod as heat• Then, we can obtain the shear
temperature in the wire:
ww
ss c
uρ
θ =

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
52
Material properties
• For this material:– kw = 60 W/m-K– ρw = 7850 kg/m3
– cw = 500 J/kg-K– αw = 1.53 x 10-5 m2/s
• For a WC die:– kD = 42 W/m-K

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
53
Shear temperature (θs)
Ccu
ww
ss
o2.185007850
1071.4 6
=××
==ρ
θ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
54
Frictional heat (Q)
• v = velocity• (1-r)Q goes into the die
4
2vDuQ fπ
=
Q represents all heat generated by friction

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
55
Die and wire temperatures (θ)• For the die (steady):
• For the wire (moving):
( )DD
lkQr o
Do ln
21
⋅−
+=π
θθ
vl
DlkQr w
wso 207.1 α
πθθθ
++=
ref: Carslaw and Jaeger

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
56
Q calculation
WQ
vDuQ f
143524
5.1012.0106.84
42
6
2
=
⋅⋅⋅×=
=
π
π

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
57
Dimensions• D = 12 mm
– from Do / D ≈ 6– Do = 72 mm in this example
• l = contact length = reduction in radius / sin α= 0.5 mm / sin 4o = 7.17 mm
drlα

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
58
Die temperature
( )DD
lkQr o
Do ln
21
⋅−
+=π
θθ
( )
( )r
r
−⋅+=
⋅⋅⋅⋅−
+=
113591201272ln
00717.042214352120
πθ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
59
Wire temperature
vl
DlkQr ww
so 207.1 απ
θθθ ⋅
⋅++=
r
r
⋅+=
⋅⋅××
⋅⋅⋅
⋅⋅++=
−
1812.385.12
00717.01053.1
6000717.0012.01435207.12.1820
5
πθ

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
60
Heat flow ratio and Temperature
• Equating the previous equations yields:r = 0.99
• hence θ = 156oC = 429 K
Tmelt = 1500oC = 1723 KSo θ/Tmelt = 0.25, cold (below
recrystallization point

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
61
Temperature in practice
• In practice, r ≈ 1– all heat goes into wire
lvD
cu
cu
www
f
ww
so ⋅
⋅⋅
⋅++=
αρρθθ
219.0

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
62
Tube drawing

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
63
Tube Drawing

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
64
Plane strain / Slab analysis
−
+=
*
112 *
* B
i
f
flow
xa
tt
BB
τσ
βαµµ
tantan*
−+
≡ mandreldieB
α= semicone angle of dieβ =semicone angle of plug

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
65
Tube Drawing – Special Cases
αµ
tan* ≡B
Fixed mandrel- same friction at both interface(plane – tubeis modeled as aflat section)
Moving mandrel – No friction at interfaceof mandrel and tube(plane and slab)
αµ
tan2* ≡B 2*
tan2 µαµ
−≡B
Moving mandrel with friction towards exit, takes into account motion between mandreland tube (B may be negative) (plane) α
µµtan
* mandreldieB −≡
Fixed mandrel(slab – circular tube)
βαµµ
tantan*
−+
≡ mandreldieB

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
66
Summary
• Description• Characteristics• Mechanical analysis• Thermal analysis• Tube drawing

Prof. Ramesh Singh, Notes by Dr. Singh/ Dr. Colton
67