Curso 6 Sigma Puc 25 Y 26 Nov 2005 Rev 0
166
CALIDAD CALIDAD 6 6
-
Upload
rfigueroadiaz -
Category
Documents
-
view
269 -
download
0
Transcript of Curso 6 Sigma Puc 25 Y 26 Nov 2005 Rev 0

CALIDADCALIDAD
66

Objetivo del CursoObjetivo del Curso Al final de nuestro curso, usted deberá:Al final de nuestro curso, usted deberá:
Tener una clara visión de 6Tener una clara visión de 6 Ser capaz de planificar una introducción y Ser capaz de planificar una introducción y
ejecución de un programa de mejora en su ejecución de un programa de mejora en su empresa.empresa.
Ser capaz de estimar el costo de la implantación Ser capaz de estimar el costo de la implantación de un programa en su empresa.de un programa en su empresa.

Estructura Del Curso(1/3)Estructura Del Curso(1/3) Módulo 1 - Definiciones BásicasMódulo 1 - Definiciones Básicas
Módulo 2 – Historia de 6Módulo 2 – Historia de 6σσ
Módulo 3 – Administración de 6Módulo 3 – Administración de 6σσ
3.1 COSTOS DE LA CALIDAD3.1 COSTOS DE LA CALIDAD Q$

Estrutura Do Curso(2/3)Estrutura Do Curso(2/3)
Módulo 3 – Administración 6Módulo 3 – Administración 6σσ (cont.)(cont.)
3.2 FUNDAMENTOS3.2 FUNDAMENTOS 3.2.1) 3.2.1) Enfoque hacia el Cliente Enfoque hacia el Cliente 3.2.2) Medición/Métrica3.2.2) Medición/Métrica 3.2.3) Benchmarking3.2.3) Benchmarking
3.2.4) Metodología Sólida3.2.4) Metodología Sólida
B S
(continua)
Estapas/Pasos
Agentes

Estrutura Do Curso(3/3)Estrutura Do Curso(3/3) Módulo 3 - Administración 6Módulo 3 - Administración 6σσ
3.3 APLICACIÓN3.3 APLICACIÓN
Módulo 4 – Técnicas 6Módulo 4 – Técnicas 6σσ Módulo 5 – Implantación y DespliegueMódulo 5 – Implantación y Despliegue


¿Qué es Seis Sigma?¿Qué es Seis Sigma? Un símbolo estadístico utilizado para medir el desempeño de procesos. Un símbolo estadístico utilizado para medir el desempeño de procesos.
Cuanto mayor sea el valor de Sigma, mejor es el desempeño del proceso. Cuanto mayor sea el valor de Sigma, mejor es el desempeño del proceso. Sigma se traduce habitualmente en índices de capacidad (Cp y Cpk), DPU y Sigma se traduce habitualmente en índices de capacidad (Cp y Cpk), DPU y PPM.PPM.
Una metodología que combina un riguroso foco estadístico y un arsenal de Una metodología que combina un riguroso foco estadístico y un arsenal de herramientas que son utilizadas para caracterizar el origen de la variabilidad y herramientas que son utilizadas para caracterizar el origen de la variabilidad y para demostrar que éstas pueden usarse para controlar y mejorar los para demostrar que éstas pueden usarse para controlar y mejorar los resultados de los procesos.resultados de los procesos.
Una filosofía de gestión. Seis Sigma hace explícita la relación entre el número Una filosofía de gestión. Seis Sigma hace explícita la relación entre el número de defectos de un producto, los costos del desperdicio operacional y el grado de defectos de un producto, los costos del desperdicio operacional y el grado de satisfacción de los clientes con los productos y servicios de la empresa.de satisfacción de los clientes con los productos y servicios de la empresa.
Una cultura de trabajo en equipos basada en evidencias objetivas y en la Una cultura de trabajo en equipos basada en evidencias objetivas y en la identificación y análisis del origen y de las causas de los problemas. Seis Sigma identificación y análisis del origen y de las causas de los problemas. Seis Sigma puede ser utilizada para hacer factible la acción correctiva y preventiva, y la puede ser utilizada para hacer factible la acción correctiva y preventiva, y la mejora continua.mejora continua.

¿Cómo funciona el Seis Sigma?¿Cómo funciona el Seis Sigma? Proyectos Seis Sigma están orientados a resultados financieros, costos y Proyectos Seis Sigma están orientados a resultados financieros, costos y
satisfacción de clientes.satisfacción de clientes. Los resultados tienen que asegurar la realización de metas objetivas de Los resultados tienen que asegurar la realización de metas objetivas de
negocio. Generalmente, los proyectos son evaluados por el personal de negocio. Generalmente, los proyectos son evaluados por el personal de finanzas.finanzas.
La Alta Administración debe comprometerse con los resultados de los La Alta Administración debe comprometerse con los resultados de los proyectos y debe asegurar un apoyo consistente a los proyectos Seis proyectos y debe asegurar un apoyo consistente a los proyectos Seis Sigma.Sigma.
La metodología requiere la capacitación de un grupo selecto de personas La metodología requiere la capacitación de un grupo selecto de personas en la utilización de herramientas estadísticas y de gestión de proyectos.en la utilización de herramientas estadísticas y de gestión de proyectos.

Nuestraspromesasal cliente
Lo queel cliente
recibeExpectativasdel Cliente
¿Dónde se ubica el Seis ¿Dónde se ubica el Seis Sigma?Sigma?
6 Sigma6 Sigma

El despliegue de la calidadEl despliegue de la calidad
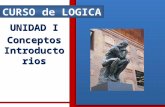
Tiempo entre exámenes ergométricos
Rapidez del análisis y firma del exámen
Rapidez de la transcripción de resultados
Rapidez de lectura de los resultados del exámen
Rapidez de realización del exámen
Traslado del paciente hasta la sala del exámen
Tiempo de llegada < 30 minutos
Tiempo del exámen < 1,5 horas
Tiempo de lectura < 8 horas
Tiempo hasta la firma < 4 horas
Tiempo de transcripción < 1 hora.
Tiempo de llegada
Tiempo del examen
Tiempo de lectura
Tiempo de transcripción
Tiempo hasta la firma

Estándares de prestación Estándares de prestación competitivoscompetitivos
Un estándar es el nivel de prestación que el banco asume como Un estándar es el nivel de prestación que el banco asume como compromiso ante sus clientes.compromiso ante sus clientes.
De prestación: es el nivel de servicio que se determina para las De prestación: es el nivel de servicio que se determina para las operaciones que el cliente realiza. Por ejemplo: "Aprobación de un operaciones que el cliente realiza. Por ejemplo: "Aprobación de un crédito en 48 horas"; "contestar el teléfono antes del tercer ring", etc..crédito en 48 horas"; "contestar el teléfono antes del tercer ring", etc..
De conducta : es la norma establecida para la actuación de una De conducta : es la norma establecida para la actuación de una persona ante el cliente. Por ejemplo: "Saludar al cliente antes de que él persona ante el cliente. Por ejemplo: "Saludar al cliente antes de que él lo haga"; "Ejecutar el protocolo de atención telefónico", etc.lo haga"; "Ejecutar el protocolo de atención telefónico", etc.
Físicos: compuestos por todos los aspectos materiales visibles para el Físicos: compuestos por todos los aspectos materiales visibles para el cliente. Se incluyen aspectos físicos como el diseño del exterior e cliente. Se incluyen aspectos físicos como el diseño del exterior e interior de la oficina, el estado de la oficina (orden, limpieza), etc.interior de la oficina, el estado de la oficina (orden, limpieza), etc.

Algunas herramientas del Seis Algunas herramientas del Seis SigmaSigma
Los mapas de procesos utilizan diversos tipos de diagramas de flujo Los mapas de procesos utilizan diversos tipos de diagramas de flujo para identificar los parámetros críticos de los procesos, ciclos de para identificar los parámetros críticos de los procesos, ciclos de retroalimentación y otras características que muestran la operación retroalimentación y otras características que muestran la operación eficiente o ineficiente del proceso.eficiente o ineficiente del proceso.
La capacidad de procesos dimensiona la relación entre el desempeño real La capacidad de procesos dimensiona la relación entre el desempeño real de un proceso y el desempeño esperado por el cliente del proceso.de un proceso y el desempeño esperado por el cliente del proceso.
El Control Estadístico de Procesos (CEP) utiliza gráficos de control para El Control Estadístico de Procesos (CEP) utiliza gráficos de control para monitorear los parámetros críticos de la calidad exigida por el cliente monitorear los parámetros críticos de la calidad exigida por el cliente para asegurar el desempeño del proceso.para asegurar el desempeño del proceso.
Las encuestas de satisfacción son utilizadas para monitorear los Las encuestas de satisfacción son utilizadas para monitorear los parámetros más volátiles de la calidad exigida por el cliente.parámetros más volátiles de la calidad exigida por el cliente.

Desempeño de la típica empresa 3 Desempeño de la típica empresa 3 5 a 7 % 10 a 25 %
CostoÍndice de Defectos

El Seis Sigma y la ISO 9001:2000 El Seis Sigma y la ISO 9001:2000 (1)(1)
ClientesClientes Seis Sigma muestra cómo alinear las expectativas de los Seis Sigma muestra cómo alinear las expectativas de los clientes con los procesos de la organización.clientes con los procesos de la organización.
LiderazgoLiderazgo Los líderes son los patrocinadores de los proyectos Seis Sigma. Los líderes son los patrocinadores de los proyectos Seis Sigma. La capacitación de líderes de proyectos incluye cómo La capacitación de líderes de proyectos incluye cómo seleccionar, supervisar y evaluar proyectos Seis Sigma.seleccionar, supervisar y evaluar proyectos Seis Sigma.
ParticipaciónParticipación Proyectos Seis Sigma requieren la participación de toda la Proyectos Seis Sigma requieren la participación de toda la organización. Es necesario saber cómo aplicar técnicas de organización. Es necesario saber cómo aplicar técnicas de trabajo en equipo y métodos de conducción de proyectos de trabajo en equipo y métodos de conducción de proyectos de mejoramiento.mejoramiento.
ProcesosProcesos Los resultados son obtenidos mediante la utilización de Los resultados son obtenidos mediante la utilización de métodos específicos de medición y análisis del funcionamiento métodos específicos de medición y análisis del funcionamiento de los procesos.de los procesos.

El Seis Sigma y la ISO 9001:2000 (2)El Seis Sigma y la ISO 9001:2000 (2)SistemasSistemas La sinergia de las personas y de los procesos es La sinergia de las personas y de los procesos es
esencial para el éxito de un proyecto Seis esencial para el éxito de un proyecto Seis Sigma. Resultados relevantes se obtienen Sigma. Resultados relevantes se obtienen cuando se enfocan metas que abarcan todos cuando se enfocan metas que abarcan todos los procesos de la organización.los procesos de la organización.
Mejoramiento continuoMejoramiento continuo Es el principal objetivo del Seis Sigma.Es el principal objetivo del Seis Sigma.
Hechos en las decisionesHechos en las decisiones La focalización de los esfuerzos del Seis Sigma La focalización de los esfuerzos del Seis Sigma está en la recopilación e interpretación está en la recopilación e interpretación estructurada y objetiva de datos e estructurada y objetiva de datos e información.información.
ProveedoresProveedores Los proveedores son parte esencial de los Los proveedores son parte esencial de los procesos y agregan valor cuando sus procesos y agregan valor cuando sus necesidades y las necesidades de la necesidades y las necesidades de la organización se ajustan.organización se ajustan.

La estadística en el Seis SigmaLa estadística en el Seis Sigma
-3 +3-6 +6
99,99966%99,379%93,32%

Seis Ingredientes Seis SigmaSeis Ingredientes Seis Sigma Auténtica orientación hacia el clienteAuténtica orientación hacia el cliente Gestión orientada a datos y hechos (métrica)Gestión orientada a datos y hechos (métrica) Orientación a Procesos, gestión por procesos y Orientación a Procesos, gestión por procesos y
mejora de procesos.mejora de procesos. Gestión Proactiva.Gestión Proactiva. Colaboración sin fronteras.Colaboración sin fronteras. Búsqueda de la perfección, tolerancia a los Búsqueda de la perfección, tolerancia a los
errores (Búsqueda de la Excelencia).errores (Búsqueda de la Excelencia).

Tres Caminos hacia Seis SigmaTres Caminos hacia Seis Sigma Mejora de ProcesosMejora de Procesos: Encontrar las soluciones : Encontrar las soluciones
deseadas. deseadas. Los equipos de mejora de procesos utilizan un proceso con Los equipos de mejora de procesos utilizan un proceso con
cinco etapas para atacar problemas:cinco etapas para atacar problemas: DDefinir el Problema y los requisitos de cliente.efinir el Problema y los requisitos de cliente. MMedir los defectos y el funcionamiento del proceso.edir los defectos y el funcionamiento del proceso. AAnalizar los datos y descubrir las causas de los problemas.nalizar los datos y descubrir las causas de los problemas. MMejorar el proceso y eliminar las causas de los defectos.ejorar el proceso y eliminar las causas de los defectos. CControlar el Proceso para asegurarase que los defectos no ontrolar el Proceso para asegurarase que los defectos no
vuelvan a aparecer. vuelvan a aparecer.

Diseño / Rediseño de ProcesosDiseño / Rediseño de Procesos: Las actividades clave : Las actividades clave asociadas con el proceso DMAMC descrito anteriormente son asociadas con el proceso DMAMC descrito anteriormente son aplicables a un gran número de situaciones empresariales. aplicables a un gran número de situaciones empresariales. Pero hay ocasiones en las que es necesario tomar otro camino Pero hay ocasiones en las que es necesario tomar otro camino a través de DMAMC:a través de DMAMC: Cuando una empresa decide reemplazar más que reparar alguno de sus Cuando una empresa decide reemplazar más que reparar alguno de sus
procesos clave.procesos clave. Cuando un directivo o un equipo Seis Sigma descubre que la mejora de Cuando un directivo o un equipo Seis Sigma descubre que la mejora de
un proceso ya existente no es suficiente para alcanzar los niveles de un proceso ya existente no es suficiente para alcanzar los niveles de calidad que los clientes demandan (especificaciones).calidad que los clientes demandan (especificaciones).
Cuando una empresa detecta la oportunidad de ofrecer un producto o Cuando una empresa detecta la oportunidad de ofrecer un producto o servicio totalmente nuevo.servicio totalmente nuevo.
En estos casos, la empresa necesita diseñar o rediseñar sus procesos clave.En estos casos, la empresa necesita diseñar o rediseñar sus procesos clave.
Tres Caminos hacia Seis SigmaTres Caminos hacia Seis Sigma

Etapas DMAMC:Etapas DMAMC: DDefinir los requisitos de cliente y los objetivos efinir los requisitos de cliente y los objetivos
del proceso/producto/servicio.del proceso/producto/servicio. MMedir el rendimiento respecto a los requisitos edir el rendimiento respecto a los requisitos
de cliente.de cliente. AAnalizar y evaluar el diseño del nalizar y evaluar el diseño del
proceso/producto/servicio.proceso/producto/servicio. VVerificar los resultados y mantener el erificar los resultados y mantener el
rendimiento conseguido.rendimiento conseguido.
Tres Caminos hacia Seis SigmaTres Caminos hacia Seis Sigma

Gestión por procesos para el Liderazgo Seis SigmaGestión por procesos para el Liderazgo Seis Sigma: Esta : Esta tercera forma de aplicar DMAMC, es la que necesita de una mayor tercera forma de aplicar DMAMC, es la que necesita de una mayor evolución, ya que requiere cambios en la cultura y en la forma de gestionar evolución, ya que requiere cambios en la cultura y en la forma de gestionar la Cuando un directivo o un equipo Seis Sigma descubre que la mejora de la Cuando un directivo o un equipo Seis Sigma descubre que la mejora de un proceso ya existente no es suficiente para alcanzar los niveles de calidad un proceso ya existente no es suficiente para alcanzar los niveles de calidad que los clientes demandan (especificaciones).que los clientes demandan (especificaciones). DDefinir los procesos, sus “dueños” y los requisitos clave de cliente.efinir los procesos, sus “dueños” y los requisitos clave de cliente. MMedir el rendimiento respecto a los requisitos de cliente y a los indicadores edir el rendimiento respecto a los requisitos de cliente y a los indicadores
clave de los procesos.clave de los procesos. AAnalizar los datos para mejorar las mediciones y refinar los mecanismos de nalizar los datos para mejorar las mediciones y refinar los mecanismos de
gestión de los procesos.gestión de los procesos. CControlar el rendimiento a través de la monitorización continua de las ontrolar el rendimiento a través de la monitorización continua de las
entradas/operaciones/salidas y responder de manera ágil a los problemas y a las entradas/operaciones/salidas y responder de manera ágil a los problemas y a las variaciones de los procesos.variaciones de los procesos.
Tres Caminos hacia Seis SigmaTres Caminos hacia Seis Sigma


DefinicionesDefiniciones
Sigma (Sigma ( : Letra griega, comunmente usada en : Letra griega, comunmente usada en Estadística para denominar una medida de Estadística para denominar una medida de
dispersión de una muestra de datos en relación dispersión de una muestra de datos en relación a la media de estos datos, llamada desviación a la media de estos datos, llamada desviación
padrón.padrón.
Matematicamente:Matematicamente: i=1
N( xi-x )2
N

DefinicionesDefiniciones 66 es un objetivo de performance que se es un objetivo de performance que se
aplica a las características críticas de la aplica a las características críticas de la calidad(CTQs) de un producto, servicio o calidad(CTQs) de un producto, servicio o transacción.transacción.Seis Sigma es una marca registrada de Seis Sigma es una marca registrada de negocios y servicios por Motorola Inc. desde negocios y servicios por Motorola Inc. desde 1980.1980.

CTQsCTQs son funciones de procesos de generación de son funciones de procesos de generación de productos, servicios o transacciones que:productos, servicios o transacciones que: generan defectos o problemas desde el punto de vista generan defectos o problemas desde el punto de vista
del cliente.del cliente. Tiene fuerte impacto en las utilidades de las Tiene fuerte impacto en las utilidades de las
organizaciones.organizaciones. Performance 6Performance 6corresponde a 3,4 ocurrencias de corresponde a 3,4 ocurrencias de
defectos por millón de oportunidades para un CTQ, en defectos por millón de oportunidades para un CTQ, en una distribución normal, llevando en cuenta un una distribución normal, llevando en cuenta un corrimiento unilateral de 1,5 corrimiento unilateral de 1,5
DefinicionesDefiniciones

Ejemplos de funciones que pueden ser CTQs:Ejemplos de funciones que pueden ser CTQs: Dimensiones de una pieza de transmisión de Dimensiones de una pieza de transmisión de
automóvil.automóvil. Ventana sucia después que su auto haya pasado el Ventana sucia después que su auto haya pasado el
lavado express.lavado express.
DefinicionesDefiniciones

Estrategia “Invasiva”Estrategia “Invasiva”
(Breaktrough Strategy )(Breaktrough Strategy ) Metodología Disciplinada donde son dados ocho Metodología Disciplinada donde son dados ocho
pasos a ser seguidos para cumplir 6s para una pasos a ser seguidos para cumplir 6s para una determinada característica, desde el descubrimiento determinada característica, desde el descubrimiento hasta la incorporación de cambios efectuados (en el hasta la incorporación de cambios efectuados (en el proyecto, método, proceso, procedimiento, etc...) proyecto, método, proceso, procedimiento, etc...) para cumplir el resultado previsto.para cumplir el resultado previsto.
DefinicionesDefiniciones

Empresa 6Empresa 6:: Es una empresa que consigue trabajar con todas Es una empresa que consigue trabajar con todas
sus CTQs dentro de performance 6sus CTQs dentro de performance 6.. Para esto, crea una estructura basada en el Para esto, crea una estructura basada en el
entrenamiento y una interacción de principios tales entrenamiento y una interacción de principios tales como:como:
COMPROMISO, CONOCIMIENTO, COMPROMISO, CONOCIMIENTO, CONVENCIMIENTOCONVENCIMIENTO
MEDICIONESMEDICIONES BENCHMARKING INTERNO Y EXTERNOBENCHMARKING INTERNO Y EXTERNO ENFOQUE EN EL RESULTADO FINANCIEROENFOQUE EN EL RESULTADO FINANCIERO
DefinicionesDefiniciones

Fábrica Oculta:Fábrica Oculta: Es la parte ineficiente de la empresa, tales como Es la parte ineficiente de la empresa, tales como
retorno informal de material, espacios adicionales retorno informal de material, espacios adicionales para reparaciones, uso ineficiente de recursos, para reparaciones, uso ineficiente de recursos, etc.,los cuales normalmente no son medidos o etc.,los cuales normalmente no son medidos o reportados por los métodos tradicionales de reportados por los métodos tradicionales de gestión, y por lo tanto son parte pero no son gestión, y por lo tanto son parte pero no son considerados ($$$$) en los costos de calidad.considerados ($$$$) en los costos de calidad.
DefinicionesDefiniciones

DFSS (Design for Six Sigma):DFSS (Design for Six Sigma): Metodología de proyecto y construcción de un Metodología de proyecto y construcción de un
producto, servicio o transacción con calidad Seis producto, servicio o transacción con calidad Seis Sigma.Sigma.
Black BeltBlack Belt Denominación dada a un indivíduo entrenado en Denominación dada a un indivíduo entrenado en
las técnicas para obtención de una performance 6 las técnicas para obtención de una performance 6 Sigma.Sigma.
MétricaMétrica Manera de hacer una medición de un determinado Manera de hacer una medición de un determinado
fenómeno (producto, proceso, sistema, etc..) fenómeno (producto, proceso, sistema, etc..)
DefinicionesDefiniciones

CapacidadCapacidad: : Significa la capacidad del proceso en términos de Significa la capacidad del proceso en términos de
calidad, es decir, si está dentro o no de los límites calidad, es decir, si está dentro o no de los límites de especificaciones del producto o servicio de especificaciones del producto o servicio efectuado. Se dice que un proceso es capaz cuando efectuado. Se dice que un proceso es capaz cuando sus límites calculados con 3sus límites calculados con 3de variación están de variación están dentro de los límites de especificaciones (no dentro de los límites de especificaciones (no confundir con los límites de control).confundir con los límites de control).
DefinicionesDefiniciones

D.P.U.D.P.U. Defectos por UnidadDefectos por Unidad
D.P.O.D.P.O. Defectos por OportunidadDefectos por Oportunidad
D.P.M.O.D.P.M.O. Defectos por Millón de OportunidadesDefectos por Millón de Oportunidades
Capacidad SigmaCapacidad Sigma Transformación de DPMO en unidades SigmaTransformación de DPMO en unidades Sigma
DefinicionesDefiniciones

1) Convierta en Sigma un proceso c/ los siguientes datos:Unidades Procesadas:6.500Unidades OK: 6.455CTQs: 4

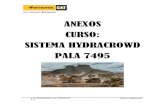
DefinicionesDefiniciones Vital Few x Trivial ManyVital Few x Trivial Many
Tipos de Defectos
% d
e D
efec
tos
Pareto: 20% de los tipos de defectos (Vital Few) son responsables por el 80% del porcentaje de defectos. Los otros 20% son causados por el 80% de los tipos de defectos (Trivial Many)
VITAL FEW T R I V I A L M A N Y

DefinicionesDefiniciones
Seis Sigma puede ser visto sobre tres prismas:Seis Sigma puede ser visto sobre tres prismas:- Como una filosofía de negocios que desea - Como una filosofía de negocios que desea aumentar la satisfacción de los clientes. aumentar la satisfacción de los clientes. - Como una herramienta para eliminar errores e - Como una herramienta para eliminar errores e variaciones del proceso.variaciones del proceso.- Como una métrica de compañías de clase - Como una métrica de compañías de clase mundial para establecer comparaciones de mundial para establecer comparaciones de procesos.procesos.


Evolución HistóricaEvolución Histórica
1987 - MOTOROLA1987 - MOTOROLA
1994 - Allied Signal’s1994 - Allied Signal’s
1996 - GE1996 - GE
1999 - Ford 1999 - Ford
INDUSTRIA QUÍMICAINDUSTRIA QUÍMICA

MotorolaMotorola 1987 - Inicios1987 - Inicios ““Bandit” PagerBandit” Pager Gasto c/ Entrenamiento:Gasto c/ Entrenamiento:
1983 -1987: U$ 170 millones1983 -1987: U$ 170 millones Años siguientes: U$ 110 millones / añoAños siguientes: U$ 110 millones / año
Savings en 4 años: U$: 4 billonesSavings en 4 años: U$: 4 billones 1993 - Varias operaciones con 6 Sigma1993 - Varias operaciones con 6 Sigma 2000 - Entrenamiento p/ 1400 BlackBelts2000 - Entrenamiento p/ 1400 BlackBelts

MotorolaMotorola Aumento produtividad de 12,3% en promedio Aumento produtividad de 12,3% en promedio
por año.por año. Reducción del costo de “poor quality” en 84%.Reducción del costo de “poor quality” en 84%. Eliminación 99,7 % de defectos en el proceso.Eliminación 99,7 % de defectos en el proceso. Economía de U$ 11 billones en los costos de Economía de U$ 11 billones en los costos de
manufactura.manufactura. Media compuesta anual de crecimento de 17% Media compuesta anual de crecimento de 17%
en facturación, utilidad y precio de la acción. en facturación, utilidad y precio de la acción.

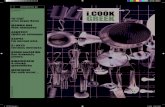
Motorola Motorola (CONCLUCIONES)(CONCLUCIONES)
COMPORTAMENTO
REACTIVOCalidadCONTROLADA(<=4
PROACTIVO
CalidadSUPERIOR(>=6
Costo final
RESULTADO
Costo final
ACCIÓN
DETECCIÓN/CORRECCIÓN
PREVENCIÓN

ALLIED SIGNAL’SALLIED SIGNAL’S 1991: Lawrence A. Bossidy GE-->Allied1991: Lawrence A. Bossidy GE-->Allied
Valor de Mercado 1991: US$ 4 billonesValor de Mercado 1991: US$ 4 billonesValor de Mercado 1998: US$ 29 billonesValor de Mercado 1998: US$ 29 billones
FUNCIONARIOS ENTRENADOS HASTA 1998:FUNCIONARIOS ENTRENADOS HASTA 1998: Champions : 20Champions : 20 Master Black Belts : 70Master Black Belts : 70 Black Belts : >2.000Black Belts : >2.000 Green Belts : 18.000Green Belts : 18.000
TOTAL FUNCIONARIOS : 70.000 (MUNDIAL)TOTAL FUNCIONARIOS : 70.000 (MUNDIAL)

G.EG.E
““Seis Sigma es la iniciativa más importante Seis Sigma es la iniciativa más importante que esta empresa haya emprendido. que esta empresa haya emprendido.
Cambiará fundamentalmente nuestra Cambiará fundamentalmente nuestra empresa para siempre.”empresa para siempre.”
Jack Welch, Chairman & CEO General Eléctric

G.EG.E 1996: U$200 millones en entrenamiento:1996: U$200 millones en entrenamiento:
200 funcionarios en la Estrategia como Master Black 200 funcionarios en la Estrategia como Master Black Belts Belts
800 Black Belts en la Estrategia, como Black Belts800 Black Belts en la Estrategia, como Black Belts 20.000 Ingenieros en DFSS.20.000 Ingenieros en DFSS.
1997: U$250 millones1997: U$250 millones 4.000 Black Belts y Master Black Belts4.000 Black Belts y Master Black Belts 60.000 Green Belts60.000 Green Belts
FUERZA DE TRABAJO: 222.000FUERZA DE TRABAJO: 222.000

G.EG.E 6 SIGMA - SAVINGS6 SIGMA - SAVINGS
1996: negativo1996: negativo 1997: U$ 300 millones1997: U$ 300 millones 1998: U$ 750 millones1998: U$ 750 millones 1999: U$ 1,5 billón1999: U$ 1,5 billón

G.EG.E
Fonte: http://www.ge.com/sixsigma/keyelements.html

FordFord 1999 - Inicio del Entrenamiento1999 - Inicio del Entrenamiento Concepto “Consumer Driven”:Concepto “Consumer Driven”:
Identificación Necesidad Cliente---> Identificación Necesidad Cliente---> Herramientas 6Herramientas 6-->Reducción de variabilidad y -->Reducción de variabilidad y defectos--> Reducción de Desperdicios y Costos--defectos--> Reducción de Desperdicios y Costos-->Aumento de la Satisfacción del Cliente.>Aumento de la Satisfacción del Cliente.
Aumento Ventas + Red. Costos= Aumento UtilidadAumento Ventas + Red. Costos= Aumento Utilidad Consumer Insight ExperienceConsumer Insight Experience
Louise Goeser, Vice President, Quality, Ford Motor Company August 10, 2000, University of Michigan Automotive Conference

FordFord Ford Expects to Finish 2000 With Record Ford Expects to Finish 2000 With Record
GrowthGrowth DEARBORN, Mich., Dec. 20 /PRNewswire/ -- DEARBORN, Mich., Dec. 20 /PRNewswire/ --
Ford Motor Company (NYSE: - ) espera reportar Ford Motor Company (NYSE: - ) espera reportar ventas records en 2000, coronando un año de ventas records en 2000, coronando un año de crecimiento estratégico, acentuando valor de crecimiento estratégico, acentuando valor de mercado, nuevos productos y comprometimiento mercado, nuevos productos y comprometimiento real con el medio ambiente.real con el medio ambiente.Sólidos progresos fueron hecho en la dirección de Sólidos progresos fueron hecho en la dirección de la satisfacción del cliente a través del uso de la satisfacción del cliente a través del uso de prácticas Seis Sigma.prácticas Seis Sigma.

Industria QuimicaIndustria Quimica HoneywellHoneywell GE PlasticsGE Plastics Dow ChemicalDow Chemical DuPontDuPont W.R. GraceW.R. Grace Avery DennisonAvery Dennison
Schenectady ChemicalSchenectady Chemical SKWSKW LG ChemicalLG Chemical Great Lakes ChemicalGreat Lakes Chemical Air Products and Air Products and
ChemicalsChemicals


AdministraciónAdministración 6 áreas fundamentales que deben ser afectadas para 6 áreas fundamentales que deben ser afectadas para
mejorar el valor de una. Empresa en el rumbo de Seis mejorar el valor de una. Empresa en el rumbo de Seis Sigma:Sigma: Proceso (mejoras)Proceso (mejoras) Productos y Servicios(mejoras)Productos y Servicios(mejoras) Relaciones c/ AccionistasRelaciones c/ Accionistas Metodología de ProyectoMetodología de Proyecto ProveedorProveedor Entrenamiento, Reclutamiento y SelecciónEntrenamiento, Reclutamiento y Selección

3.1 COSTO DE LA CALIDAD3.1 COSTO DE LA CALIDAD
3.2 FUNDAMENTOS3.2 FUNDAMENTOS
3.3 APLICABILIDAD3.3 APLICABILIDAD
Q$
AdministraciónAdministración

Costos de CalidadCostos de CalidadQ$
5a8%
15a
20%
Tangibles y fácilmente identificables,Sólo la punta del iceberg
Garantia Inspección
Reproceso
Menos óbvios, oportunidades perdidas
Pérdida deLealtad
Atrasos entrega
Pérdida de
Ventas
Excesivo Inventári
o
Compra MP
exceso T. Ciclo largo Otros

Costo de CalidadCosto de Calidad
NÍVELSIGMA
2
3
4
56
2333,4 (CLASE MUNDIAL)
25 a 40% VENTAS
15 a 25 % VENTAS
5 a 15 % VENTAS<1% VENTAS
DEFECTOS POR MILLÓN DE OPORTUNIDADES COSTO DE CALIDAD
308.537 ( COMPAÑIAS NO COMPETITIVAS) NO APLICABLE
66.807
6.210 ( MEDIA INDUSTRIA U.S.A.)
Q$

Costo de CalidadCosto de CalidadQ$
Virtualmente ningún computador moderno funcionaria Virtualmente ningún computador moderno funcionaria 10,800,000 pedidos de atencíón en el área de la salud no serían atendidos 10,800,000 pedidos de atencíón en el área de la salud no serían atendidos
por año.por año. 18,900 U$ en gratificaciones por productividad serían perdidos todos los 18,900 U$ en gratificaciones por productividad serían perdidos todos los
meses. meses. 54,000 cheques serían perdidos cada noche por un único banco 54,000 cheques serían perdidos cada noche por un único banco 4,050 llamadas serían hechas incorrectamente por mes por una modesta 4,050 llamadas serían hechas incorrectamente por mes por una modesta
empresa de telecomunicaciones 540,000 llamadas por día tendrían sus empresa de telecomunicaciones 540,000 llamadas por día tendrían sus registros documentados incorrectamente en una empresa regional de registros documentados incorrectamente en una empresa regional de telecomunicaciones. telecomunicaciones.
270,000,000 (270 millones)de transacciones de tarjetas de crédito serían 270,000,000 (270 millones)de transacciones de tarjetas de crédito serían documentadas erróneamente en USA por año.documentadas erróneamente en USA por año.
Calidad 3 Sigma

PERSPECTIVA HISTÓRICA DE PERSPECTIVA HISTÓRICA DE MEJORA DE CALIDADMEJORA DE CALIDAD
TASA DE DEFECTOS
COSTOS DE CONTROL
FALL
AS0
COST
O0
4
Q$

NUEVA DE FINICIÓN DE NUEVA DE FINICIÓN DE CALIDADCALIDAD
TASA DE DEFECTOS
COSTO DE CONTROL
FALL
AS0
COST
O0
Q$

Costos de CalidadCostos de Calidad
Generar datos relevantes y dividir los costos Generar datos relevantes y dividir los costos de calidad en cinco grupos:de calidad en cinco grupos: 1-Costos de las fallas de terreno 1-Costos de las fallas de terreno 2-Costos de las fallas internas2-Costos de las fallas internas 3-Costos de Inspección3-Costos de Inspección 4-Costos Relacionados a la Mejora 4-Costos Relacionados a la Mejora 5-Costos de Oportunidad5-Costos de Oportunidad
Q$

FundamentosFundamentos
VIEJO CONCEPTO DE LA CALIDAD:VIEJO CONCEPTO DE LA CALIDAD: Condición en la cual se trabaja en conformidad con los Condición en la cual se trabaja en conformidad con los
estándares.estándares.
CONCEPTO 6CONCEPTO 6DE LA CALIDAD:DE LA CALIDAD: Condición en la cual el valor valor divulgado es Condición en la cual el valor valor divulgado es
percibido por el cliente en todos los aspectos de relación percibido por el cliente en todos los aspectos de relación de los negociosde los negocios
VALOR DIVULGADO = ALTA CALIDAD Y ESFUERZO VALOR DIVULGADO = ALTA CALIDAD Y ESFUERZO PARA LOS MAS BAJOS COSTOSPARA LOS MAS BAJOS COSTOS

FundamentosFundamentos
1) Enfoque en el Cliente1) Enfoque en el Cliente
2) Medición / Métrica2) Medición / Métrica
3) Benchmarking3) Benchmarking
4) Metodología Sólida4) Metodología Sólida(Breaktrough Strategy)(Breaktrough Strategy)

Enfoque en el ClienteEnfoque en el Cliente
1) Comprender cómo los clientes sienten y 1) Comprender cómo los clientes sienten y perciben la calidad y crear productos y perciben la calidad y crear productos y servicios que satisfagan y mejor aún que servicios que satisfagan y mejor aún que “sobrepasen” sus expectativas.“sobrepasen” sus expectativas.
2) 62) 6debe traducir la necesidad del cliente debe traducir la necesidad del cliente en aquello que es crítico para la calidad del en aquello que es crítico para la calidad del producto o servicio.producto o servicio.

Enfoque en el ClienteEnfoque en el Cliente
3) Reducción de costos siempre aumenta la 3) Reducción de costos siempre aumenta la satisfacción del cliente, desde que es satisfacción del cliente, desde que es percibida. percibida.

MediciónMedición Enfoque tradicional:Enfoque tradicional:
RENDIMIENTO: Comparación entre el total de RENDIMIENTO: Comparación entre el total de unidades que pasan en una determinada inspección, unidades que pasan en una determinada inspección, comparada con la cantidad de unidades que pasan a comparada con la cantidad de unidades que pasan a través de aquel punto del proceso.través de aquel punto del proceso.
PROBLEMAS:PROBLEMAS: Información IncompletaInformación Incompleta Podría provocar a engañosPodría provocar a engaños

MediciónMedición Enfoque tradicional - ejemplosEnfoque tradicional - ejemplos::
AA: sin defectosB: 2 defectos
B
yield: 50%
CC: sin defectosD: 8 defectos
D
yield: 50%
defectos/unidad=
1costo=X
defectos/unidad=
4costo>X

MediciónMedición
Enfoque Propuesto:Enfoque Propuesto:
1) 1) Rendimento EspecíficoRendimento Específico: Es la probabilidad de : Es la probabilidad de una unidad de ser capaz de pasar sin defectos una unidad de ser capaz de pasar sin defectos por una etapa del proceso.por una etapa del proceso.
R.E.=1 - D.P.U.R.E.=1 - D.P.U.

MediciónMedición Rendimento EspecíficoRendimento Específico
1 2 3 4 5HipótesisHipótesis: 100 unidades
20 CTQs/unidadencontrados 5
defectos en las 100
unidadesCálculos:Cálculos:dpu= 5/100=0,05(5 %)dpo= 5/(20x100)=0,0025(0,25%)dpmo=0,0025x1000000=2500 4,3
Re=1-0,05=95%

MediciónMedición Rendimento Específico(cont. ejemplo)Rendimento Específico(cont. ejemplo)
Si los 5 defectos fuesen de una única unidad, el rendimento tradicional Si los 5 defectos fuesen de una única unidad, el rendimento tradicional sería 99%.sería 99%.Si cada defecto fuese de una pieza diferente, el rendimiento tradicional Si cada defecto fuese de una pieza diferente, el rendimiento tradicional sería de 95%.sería de 95%.El rendimiento específico es siempre 95%El rendimiento específico es siempre 95%
Así, normalmente Así, normalmente RRee=<R=<Rtt
Por lo tanto podemos concluir que:Por lo tanto podemos concluir que: El Rendimiento Tradicional es sensible a la pieza.El Rendimiento Tradicional es sensible a la pieza. El Rendimiento ropuesto es sensible al defecto.El Rendimiento ropuesto es sensible al defecto.

MediciónMedición
REND. TRADICIONALREND. TRADICIONAL-Mide la eficiencia del proceso -Mide la eficiencia del proceso después de la fábrica oculta.después de la fábrica oculta.-Basado en el número total de -Basado en el número total de unidades producidas, unidades producidas, independiente del número de independiente del número de defectos contenido en una unidad.defectos contenido en una unidad.- - Mide cuan bien la empresa Mide cuan bien la empresa procesa las unidades.procesa las unidades.- No es sensible a la complejidad - No es sensible a la complejidad del producto.del producto.
REND. ESPECÍFICOREND. ESPECÍFICO-Mide la eficiencia del proceso antes -Mide la eficiencia del proceso antes de la influencia de la “fábrica de la influencia de la “fábrica oculta”.oculta”.- Basado en el número total de - Basado en el número total de características CTQs por unidad.características CTQs por unidad.
- Mide cuán bien la empresa procesa - Mide cuán bien la empresa procesa la calidad.la calidad.
- Sensible a la complejidad del - Sensible a la complejidad del producto.producto.
COMPARACIÓN

MediciónMedición 2) 2) Rendimento Específico AcumuladoRendimento Específico Acumulado:: Es la Es la
probabilidad de una unidad de ser capaz de probabilidad de una unidad de ser capaz de pasar sin defectos por todo el procesopasar sin defectos por todo el proceso
Ejemplo: Ejemplo: 1 2 3 4 5RendimentoEspecífico: 98% 93% 95% 98% 94%RendimentoEspecíficoAcumulado
0,98x0,93x0,95x0,98x0,94=0,7976=~80%(suponiendo eventos independientes)
Conclusión: O R.E.A. Es sensible tanto a los CTQs en cuanto a la complejidad del proceso.

Medición Medición -3) -3) Rendimiento NormalizadoRendimiento Normalizado: : representa una media del valor representa una media del valor
de rendimiento por paso del proceso (suponiendo eventos de rendimiento por paso del proceso (suponiendo eventos independientes). Es usado para “sigmatizar” procesos y independientes). Es usado para “sigmatizar” procesos y productos. Ejemplo:productos. Ejemplo:
Datos:Datos:Rendimiento Espec. Acum.=36,8%Rendimiento Espec. Acum.=36,8%Número de pasos del proceso=10Número de pasos del proceso=10
Rendimiento Normalizado= =Rendimiento Normalizado= == 0,905 = 90,5%= 0,905 = 90,5%
10 0,368

Um funcionario marcó todos las piezas y defectos que encontró a lo largo de la secuencia de fabricación de 450 piezas que pasaron por 18 pasos, y encontró 38 piezas con 49 defectos, no se identificó en cual paso se encontraron los defectos, sólo en el cuarto paso, donde el identificó 2 defectos en 442 piezas. Calcular:
1) Rendimiento final tradicional2) Rendimiento específico acumulado3) Rendimiento Normalizado por paso4) Rendimiento tradicional del cuarto paso5) Rendimiento específico del cuarto paso

MediciónMedición
1)Cantidad de unidades equivalentes 1)Cantidad de unidades equivalentes necesarias para producir una unidad libre necesarias para producir una unidad libre de defectos: de defectos: Q = 1+(1-0,70)=1,30 Q = 1+(1-0,70)=1,30
((supiendo todos los defectos reparables)supiendo todos los defectos reparables)o Q=1/0,70=1,43o Q=1/0,70=1,43
((supiendo ningún defecto reparble)supiendo ningún defecto reparble)
2) Tiempo real necesario para producir la 2) Tiempo real necesario para producir la unidad:unidad:
TTrr=10x1,30=13 minutos=10x1,30=13 minutos o o
Pedido de 1000 unidades: Pedido de 1000 unidades: 1000x1,30=1300 unidades a producir1000x1,30=1300 unidades a producir
Relación con CostoHipótesis: Rend. Espec. Acum.=70%
Tiempo Fabricación Nominal=10 min
Conclusión: Tales informaciones ayudaron a proyectar el costo de inventario en proceso y el costo de mano de obra, los cuales tiene
relación directa con el “bottom-line”

MediciónMedición Un yield de 99%Un yield de 99%
200.000 prescripciones erradas por año200.000 prescripciones erradas por año falta de eletricidad por lo menos 7 horas por mesfalta de eletricidad por lo menos 7 horas por mes agua de llave “no potable”15 min./díaagua de llave “no potable”15 min./día 2 aterrizajes inseguros por día en los mayores 2 aterrizajes inseguros por día en los mayores
aeropuertosaeropuertos 4.000 veces más chances de mi valija de no ir para 4.000 veces más chances de mi valija de no ir para
el destino correcto del avión.el destino correcto del avión.

B S
MetodologíaMetodologíaBreaktrough StrategyBreaktrough Strategy
Etapas/Pasos
BB SS
Agentes

B S
MetodologíaMetodologíaBreaktrough StrategyBreaktrough Strategy
IdentificaciónIdentificación
1-Reconocimiento1-Reconocimiento 2-Definición2-Definición
InstitucionalizaciónInstitucionalización 7-Estandarización7-Estandarización 8-Integración8-Integración
CaracterizaciónCaracterización 3-Medición3-Medición 4-Análisis4-Análisis
OptimizaciónOptimización 5-Mejora5-Mejora 6-Control6-Control
Etapas/Pasos

EtapasEtapas
IDENTIFICACIÓN: Se identifican los puntos IDENTIFICACIÓN: Se identifican los puntos claves del negocio. Se Basan claves del negocio. Se Basan fundamentalmente en la correcta interpretación fundamentalmente en la correcta interpretación de las expectativas del cliente. Herramientas de las expectativas del cliente. Herramientas útiles: Q.F.D., Benchmarking.útiles: Q.F.D., Benchmarking.
PASOS: RECONOCIMIENTO Y DEFINICIÓNPASOS: RECONOCIMIENTO Y DEFINICIÓN
B S

EtapasEtapas
CARACTERIZACIÓN: Comprende el nivel CARACTERIZACIÓN: Comprende el nivel de performance actual y apunta para los de performance actual y apunta para los objetivos que la empresa debe o puede aspirar. objetivos que la empresa debe o puede aspirar. Herramientas útiles: Métrica, Benchmarking, Herramientas útiles: Métrica, Benchmarking, Mapas de Proceso, MSA, FMEA y QFD, y Mapas de Proceso, MSA, FMEA y QFD, y Herramientas Estadísticas Básicas y Herramientas Estadísticas Básicas y Avanzadas y D.O.E.Avanzadas y D.O.E. PASOS: MEDICIÓN Y ANÁLISISPASOS: MEDICIÓN Y ANÁLISIS
B S

EtapasEtapas
OTIMIZACIÓN: Identifica cuales pasos deben OTIMIZACIÓN: Identifica cuales pasos deben
ser dados para mejorar el proceso y reduce ser dados para mejorar el proceso y reduce las mayores fuentes de variación. las mayores fuentes de variación.
Herramientas útiles: herramientas estadísticas Herramientas útiles: herramientas estadísticas avanzadas , D.O.E. e S.P.C.avanzadas , D.O.E. e S.P.C.
PASOS: MEJORA Y CONTROLPASOS: MEJORA Y CONTROL
B S

EtapasEtapas
INSTITUCIONALIZACIÓN: Introduce los INSTITUCIONALIZACIÓN: Introduce los procesos, servicios o transacciones procesos, servicios o transacciones optimizadas en la conducción de los negocios optimizadas en la conducción de los negocios en el día a día.en el día a día.
PASOS: ESTANDARIZACIÓN E PASOS: ESTANDARIZACIÓN E INTEGRACIÓNINTEGRACIÓN
B S

PerspectivaPerspectiva NEGOCIOSGIRO: 3 A 5 AñosAGENTE: DEPLOYMENT CHAMPION•aumentar participación de mercado•aumentar utilidad
OPERACIONESGIRO: 12 A 18 MesesAGENTE: PROJECTCHAMPION•mejorar rendimento•reducir costo material•reducir costo mano de obra
PROCESOSGIRO: 6 A 8 SemanasAGENTE: BLACK BELT•reducir defecto/variación•mejorar capacidad
B S

6
Champions
Master Black Belts
Black Belts
Green Belts
Agentes
BB SS
MetodologiaMetodologiaBreaktrough StrategyBreaktrough Strategy
Gerencia EjecutivaGerencia
StaffMiembros de Equipo

BB SSBLACK BELTBLACK BELT
Perfil Ideal:Perfil Ideal: Conocimiento de los procesos de manufactura y servicios.;Conocimiento de los procesos de manufactura y servicios.; Formación educacional post secundaria.Formación educacional post secundaria. Habilidad técnica;Habilidad técnica; Capacidad y deseo de aprendizage;Capacidad y deseo de aprendizage; Persistencia;Persistencia; Emprendedor;Emprendedor; Habilidad en trabajar en equipoHabilidad en trabajar en equipo

BLACK BELTBLACK BELT Principales Tareas para la OrganizaciónPrincipales Tareas para la Organización
Elaborar una red de 6 Sigma en el lugar de trabajo Elaborar una red de 6 Sigma en el lugar de trabajo Proveer entrenamiento formal al personal de la Proveer entrenamiento formal al personal de la
empresa en las nuevas herramientas estratégicas.empresa en las nuevas herramientas estratégicas. Transmitir estas estrategias y herramientas en Transmitir estas estrategias y herramientas en
forma de entrenamiento, workshop, estudios de forma de entrenamiento, workshop, estudios de casos. casos.
BB SS

BLACK BELTBLACK BELT Principal Actuación en los proyectos:Principal Actuación en los proyectos:
BB SS
M A I CMEDIR
la frecuenci
a de
defectos
ANALIZAR Cuando y donde los defectos ocurren
MEJORAR El
proceso
CONTROLAR La
frecuencia de
defectos

BB SSBLACK BELTBLACK BELT
Entrenamiento:Entrenamiento:
Entrenar
Planear
Revisar
Aplicar
Modelo de EntrenamientoP-T-A-R
1 semana por paso
(MAIC)Total: 4 semanas
3 semanas por paso
Total: 12 semanas

BB SS
Algunos Tópicos de EntrenamientoAlgunos Tópicos de Entrenamiento Herramientas de Análisis de mediciónHerramientas de Análisis de medición Capacidad de los procesos de mediciónCapacidad de los procesos de medición Análisis del sistema de mediciónAnálisis del sistema de medición Mapas de ProcesoMapas de Proceso Despliegue de la Función de Calidad (QFD)Despliegue de la Función de Calidad (QFD) F.M.E.A.F.M.E.A. Multi-Vary AnalysisMulti-Vary Analysis
(continúa)(continúa)
BLACK BELTBLACK BELT

Test de Hipótesis de Correlación y RegresiónTest de Hipótesis de Correlación y Regresiónpara Datos de Atributos y ANOVA.para Datos de Atributos y ANOVA. Proyecto de Experimentos (incluyendo Proyecto de Experimentos (incluyendo
experimentos factorial 2 o más)experimentos factorial 2 o más) Prueba de ErroresPrueba de Errores SPCSPC Planes de Control de Proceso Planes de Control de Proceso
BLACK BELTBLACK BELT BB SS

BLACK BELTBLACK BELT
Proyectando la NecesidadProyectando la Necesidad
Por Número de Funcionarios:Por Número de Funcionarios:
Sectores IndustrialesSectores Industriales : :1 1 BBBB / 100 / 100 FuncionariosFuncionarios
Sectores Comerciales:1 Sectores Comerciales:1 BBBB / 50 / 50 FuncionariosFuncionarios
Por Facturación Anual:Por Facturación Anual:
NNo o BBBB s=Ventas(U$) / 10.000.000s=Ventas(U$) / 10.000.000
BB SS

CHAMPIONCHAMPION Seleccionado por el Líder Ejecutivo Seleccionado por el Líder Ejecutivo
(normalmente el Presidente o C.E.O., también (normalmente el Presidente o C.E.O., también denominado Senior Champion)denominado Senior Champion)
Cargo: Nivel de Vice-Presidencia de Cargo: Nivel de Vice-Presidencia de Operaciones o similar.Operaciones o similar.
Categorías:Categorías: Deployment ChampionDeployment ChampionProject ChampionProject Champion
Entrenamiento: 1 semanaEntrenamiento: 1 semana
BB SS

CHAMPIONCHAMPION Perfil Ideal (Deployment Champion)Perfil Ideal (Deployment Champion)
Sólida experiencia administrativa a nivel táctico y Sólida experiencia administrativa a nivel táctico y estratégicoestratégico
Experiencia en liderar iniciativas de cambios Experiencia en liderar iniciativas de cambios significativassignificativas
Experiencia en liderar equipos multi-funcionalesExperiencia en liderar equipos multi-funcionales Habilidad para desarrollar objetivos financieros Habilidad para desarrollar objetivos financieros
globales para los resultados 6 Sigmaglobales para los resultados 6 Sigma
BB SS

CHAMPIONCHAMPION Perfil Ideal (Project Champion)Perfil Ideal (Project Champion)
Habilidad para romper barreras culturalesHabilidad para romper barreras culturales Conocimiento Estadístico suficiente para toma de Conocimiento Estadístico suficiente para toma de
decisionesdecisiones Conocimiento Profundo de la Filosofía de la Conocimiento Profundo de la Filosofía de la
Estrategia, para dar soporte en la Teoría, Práctica, Estrategia, para dar soporte en la Teoría, Práctica, e Implementación de los Proyectos. e Implementación de los Proyectos.
BB SS

GREEN BELTGREEN BELT Trabajan en tiempo parcial en los proyectos Trabajan en tiempo parcial en los proyectos
66 recolectan los datosrecolectan los datos elaboración de gráficoselaboración de gráficos ejecución de experimentosejecución de experimentos
Desarrollan pequeños proyectos propios de 6 Desarrollan pequeños proyectos propios de 6
BB SS

BB SS
Entrenamiento:Entrenamiento: 2 secciones de 3 días, con un intervalo de 3 2 secciones de 3 días, con un intervalo de 3
semanas entre las secciones, para aplicar la semanas entre las secciones, para aplicar la estrategia en los proyectos escogidos. Revisión de estrategia en los proyectos escogidos. Revisión de proyectos en la segunda sesión.proyectos en la segunda sesión.
Tópicos: Tópicos: Sistemas de MediciónSistemas de Medición Herramientas Estadísticas BásicasHerramientas Estadísticas Básicas Análisis de DatosAnálisis de Datos Entrenamiento de ProblemasEntrenamiento de Problemas
GREEN BELTGREEN BELT

MASTERMASTER BLACK BELT BLACK BELT
Principal Función: actuar como experto para Principal Función: actuar como experto para desplegar el conocimiento de estrategia en la desplegar el conocimiento de estrategia en la empresa.empresa.
Dedicado 100%Dedicado 100% Entrena y supervisa a Black Belts y Green Entrena y supervisa a Black Belts y Green
BeltsBelts Negocia recursos y abre camino para Negocia recursos y abre camino para
aplicación de proyectos.aplicación de proyectos.
BB SS

MASTERMASTER BLACK BELT BLACK BELT
Perfil IdealPerfil Ideal Habilidad en organización de trabajo y de Habilidad en organización de trabajo y de
informacionesinformaciones Habilidad en trabajar con experimentos Habilidad en trabajar con experimentos
multifuncionalesmultifuncionales Habilidad en conducir reunionesHabilidad en conducir reuniones Capacidad de liderazgo y supervisiónCapacidad de liderazgo y supervisión Conocimiento fuerte en técnicas estadísticasConocimiento fuerte en técnicas estadísticas
BB SS

FinanzasFinanzas Se recomienda que sea designado un representante* Se recomienda que sea designado un representante*
para cuidar de los proyectos Seis Sigma, de la para cuidar de los proyectos Seis Sigma, de la siguiente manera:siguiente manera: con Black Belts: con Black Belts:
identificando métricas financieras de cada proyecto e impactos identificando métricas financieras de cada proyecto e impactos financieros potenciales.financieros potenciales.
ajustando los savings financieros a medida que el proyecto ajustando los savings financieros a medida que el proyecto evoluciona o que puedan existir cambios.evoluciona o que puedan existir cambios.
Asumiendo la responsabilidad financiera cuando el proyecto Asumiendo la responsabilidad financiera cuando el proyecto está terminado y proyectando los ahorros anuales de aquel está terminado y proyectando los ahorros anuales de aquel proyecto.proyecto.
(*)(*)Dedicado 100% para empresas de gran tamañoDedicado 100% para empresas de gran tamaño
BB SS

FinanzasFinanzas (cont.)(cont.)
con Champions:con Champions: trabajando en conjunto para aprobar formalmente los trabajando en conjunto para aprobar formalmente los
ahorros proyectados de cada proyecto.ahorros proyectados de cada proyecto. priorizando proyectos Seis Sigmapriorizando proyectos Seis Sigma
BB SS

AplicabilidadAplicabilidad
Proceso industrialProceso industrial Productos, Servicios y TransaccionesProductos, Servicios y Transacciones
IngenieríaIngeniería Proyecto de productoProyecto de producto Proceso comercialProceso comercial Transacciones y tarjetas de créditoTransacciones y tarjetas de crédito otrosotros

Ingeniería - MotorolaIngeniería - Motorola
cliente
producto
proceso
proyecto
Identificar las características del producto que Identificar las características del producto que satisfacen los requisitos físicos y funcionales del satisfacen los requisitos físicos y funcionales del cliente cliente
Determinar los elementos específicos del producto Determinar los elementos específicos del producto que influyen estas característicasque influyen estas características
Determinar los elementos de proceso que influyen Determinar los elementos de proceso que influyen estas característicasestas características
Determinar los valores nominales del proyecto y la Determinar los valores nominales del proyecto y la tolerancia máxima permitida para cada característica tolerancia máxima permitida para cada característica crítica que garantiza la performance requerida crítica que garantiza la performance requerida
Determinar la capacidad de los elementos de las Determinar la capacidad de los elementos de las piezas que controlan las características críticaspiezas que controlan las características críticas
Garantizar CpGarantizar Cp>2 >2 y Cpky Cpk>>1,51,5

Administración - MotorolaAdministración - Motorola
Identificar características críticas ( cliente , producto, otras )Identificar características críticas ( cliente , producto, otras ) Identificar variables e informaciones de entrada claves que Identificar variables e informaciones de entrada claves que
controlan y optimizan las características críticascontrolan y optimizan las características críticas Determinar la tarea o paso delproceso que controla la Determinar la tarea o paso delproceso que controla la
característica crítica.característica crítica. Determinar las metas para las características críticasDeterminar las metas para las características críticas Determinar las habilidades de las tareas o de los pasos de los Determinar las habilidades de las tareas o de los pasos de los
procesos para alcanzar las metas de las características críticas.procesos para alcanzar las metas de las características críticas. Asegurar mejora continua a través de medición , análisis y Asegurar mejora continua a través de medición , análisis y
control de los procesos mejoradoscontrol de los procesos mejorados

Manufactura - MotorolaManufactura - Motorola Identificar características críticas ( cliente , produto, Identificar características críticas ( cliente , produto,
outras )outras ) Identificar las variables claves que optimizan y Identificar las variables claves que optimizan y
controlan las característicascontrolan las características Identificar el paso del proceso o alternativa de proyecto Identificar el paso del proceso o alternativa de proyecto
/ proceso que controle cada característica crítica/ proceso que controle cada característica crítica Determinar la capacidad de las variables de entrada del Determinar la capacidad de las variables de entrada del
proyecto (piezas) que optimizan y controlan las proyecto (piezas) que optimizan y controlan las características críticascaracterísticas críticas
Chequear si CChequear si Cpp 2 e C2 e Cpkpk 1,5 . Si no, reducir 1,5 . Si no, reducir variabilidad, instituir control de procesosvariabilidad, instituir control de procesos

Asegurar - MotorolaAsegurar - Motorola 19911991
A) Usa los seis pasos p/ seis sigma de Motorola: A) Usa los seis pasos p/ seis sigma de Motorola: 1- Identificar el producto o servicio que usted provee1- Identificar el producto o servicio que usted provee 2- Identificar el(los) cliente(s) para estos productos o 2- Identificar el(los) cliente(s) para estos productos o
serviciosservicios 3 - Identificar las necesidades de estos clientes, 3 - Identificar las necesidades de estos clientes, 4 - Definir el proceso 4 - Definir el proceso 5 - Tornar el proceso a prueba de falla 5 - Tornar el proceso a prueba de falla 6 - Asegurar mejora continua6 - Asegurar mejora continua

B) Considera los accidentes como defectos , B) Considera los accidentes como defectos , los riesgos como oportunidades de defectos los riesgos como oportunidades de defectos y funcionarios y terceros como clientesy funcionarios y terceros como clientes
Resultado: Mejoró substancialmente la Resultado: Mejoró substancialmente la seguridad en la empresa, como muestran los seguridad en la empresa, como muestran los siguientes cuadrossiguientes cuadros
Asegurar - MotorolaAsegurar - Motorola

Seguridad - MotorolaSeguridad - MotorolaCost of Injuries
0
2000000
4000000
6000000
8000000
10000000
12000000
'90 '91 '92 '93 '94 '95 '96 '97 98 99
Year
Cos
ts
Direct costs Indirect costs Total cost
$1,400,470 SAVED in DirectCosts Year over Year since 1990
Injuries as Percent Manufacturing Costs
0,00
0,50
1,00
1,50
2,00
2,50
3,00
3,50
4,00
4,50
5,00
'90 '91 '92 '93 '94 '95 '96 '97 98 99
Year
Perc
ent

Comunicaciones - MotorolaComunicaciones - Motorola Identificación del producto o servicioIdentificación del producto o servicio
(RECONOCIMIENTO)(RECONOCIMIENTO) Puede ser cualquier cosa que usted produce o crea, Puede ser cualquier cosa que usted produce o crea,
o un servicio que provee que sea enviado o o un servicio que provee que sea enviado o comunicado a alguien, desde que:comunicado a alguien, desde que:
Su cliente pueda identificar o verSu cliente pueda identificar o ver Usted pueda medirUsted pueda medir

Comunicaciones - MotorolaComunicaciones - Motorola Identificación del clienteIdentificación del cliente
(RECONOCIMIENTO)(RECONOCIMIENTO) Identificar o cliente para seu produto ou serviço e Identificar o cliente para seu produto ou serviço e
determinar o que ele acha importante neste produto determinar o que ele acha importante neste produto ou serviçoou serviço
Determinar mudanças e/ou recursos materiais Determinar mudanças e/ou recursos materiais necessários para satisfazer o clientenecessários para satisfazer o cliente(DEFINIÇÃO)(DEFINIÇÃO) Recursos-Exs.: novo processador de texto, nova Recursos-Exs.: novo processador de texto, nova
impressora, etc.impressora, etc. Mudanças-Exs: eliminar passos para reduzir custo, Mudanças-Exs: eliminar passos para reduzir custo,
treinamentos específicos, etc. treinamentos específicos, etc.

G.E.G.E. GE Plastics plant in SingaporeGE Plastics plant in Singapore
Redução do Lead - Time para equalizar as cores Redução do Lead - Time para equalizar as cores de acordo com os requisitos dos clientes em 85%de acordo com os requisitos dos clientes em 85%
GE Aircraft Engines in CanadaGE Aircraft Engines in Canada Redução de custos para o cliente e atrasos em mais Redução de custos para o cliente e atrasos em mais
que 50% em projeto 6 Sigma de aperfeiçoamento que 50% em projeto 6 Sigma de aperfeiçoamento da “papelada” nos processos de importação de da “papelada” nos processos de importação de peças, ferramentas e motores marítimos para os peças, ferramentas e motores marítimos para os clientes canadensesclientes canadenses


Curva Normal/Sigma/Curva Normal/Sigma/
Capacidad de procesos/Capacidad de procesos/
HerramientasHerramientas

Sigma (Sigma ( : Letra griega, comúnmente usada en : Letra griega, comúnmente usada en Estadística para denominar una medida de Estadística para denominar una medida de
dispersión de una muestra de datos en relación dispersión de una muestra de datos en relación a la media de estos datos, llamada desviación a la media de estos datos, llamada desviación
estándar.estándar.
Matemáticamente:Matemáticamente: i=1
N( xi-x )2
N

Capacidad de un ProcesoCapacidad de un Proceso
La “capacidad” de un proceso, o más bien, de un La “capacidad” de un proceso, o más bien, de un indicador de calidad de éste, es el rendimiento indicador de calidad de éste, es el rendimiento del proceso cuando está bajo control.del proceso cuando está bajo control.
Mide si el indicador del proceso satisface los Mide si el indicador del proceso satisface los requerimientos del cliente.requerimientos del cliente.

Capacidad de procesosCapacidad de procesos
Es capaz y responde a las especificaciones
Es potencialmente capaz, pero no responde a las especificaciones
Es incapaz y no responde a las especificaciones en el límite inferior
Es incapaz y no responde a las especificaciones del límite superior
Límite Inferiorde Especificación
Límite Superiorde Especificación

Un proceso es capaz, en relación a un indicador de Un proceso es capaz, en relación a un indicador de calidad, cuando es “muy pequeña” la proporción de calidad, cuando es “muy pequeña” la proporción de rechazos, es decir, la proporción de unidades rechazos, es decir, la proporción de unidades “producidas” (bienes o servicios” fuera de “producidas” (bienes o servicios” fuera de especificaciones.especificaciones.
LIE LSELIE LSELSE : Límite Superior de Especificaciones.LSE : Límite Superior de Especificaciones.LIE : Límite Inferior de Especificaciones.LIE : Límite Inferior de Especificaciones.

Para medir la capacidad, en relación a Para medir la capacidad, en relación a variables, podemos utilizar elvariables, podemos utilizar el
“ “Indice de Capacidad Potencial”:Indice de Capacidad Potencial”:
66, es decir, seis desviaciones estándar, es la , es decir, seis desviaciones estándar, es la distancia entre el Límite Superior de Control distancia entre el Límite Superior de Control (LSC) y el Límite Inferior de Control (LIC).(LSC) y el Límite Inferior de Control (LIC).
6LIELSECp

En la Distribución Normal, en un rango de En la Distribución Normal, en un rango de tres sigma a cada lado de la media está el tres sigma a cada lado de la media está el 99.74% de las observaciones.99.74% de las observaciones.
Tenemos el problema que se desconoce Tenemos el problema que se desconoce ; ; por ello debemos estimarla, es decir, por ello debemos estimarla, es decir, aproximar el verdadero valor a partir de los aproximar el verdadero valor a partir de los datos:datos:
)n2A/(32d 2d/R ˆ

Se obtiene la Capacidad Potencial Estimada Se obtiene la Capacidad Potencial Estimada
El proceso es capaz, en relación al indicador El proceso es capaz, en relación al indicador bajo observación, si al menos , cuando bajo observación, si al menos , cuando el proceso está centrado. El cálculo de Cp el proceso está centrado. El cálculo de Cp como índice de capacidad de un proceso como índice de capacidad de un proceso supone que el proceso está centrado.supone que el proceso está centrado.
6ˆ LIELSECp
0.1ˆ pC

Niveles de Calidad con y sin Niveles de Calidad con y sin corrimiento de la mediacorrimiento de la media
Defectos por millónDefectos por millónN° de N° de Sin corrimiento Con corrimiento Sin corrimiento Con corrimiento ( ( 1.5 1.5 ) ) 1 317.400 697.7001 317.400 697.700 2 45.400 308.5372 45.400 308.537 3 2.700 66.8073 2.700 66.807 4 63 6.2104 63 6.210 5 0.575 0.57 233 233 6 0.002 3.46 0.002 3.4

Cuando el indicador del proceso Cuando el indicador del proceso no está centrado:no está centrado:
Proporción de unidades defetuosas (fuera de espe-
cificaciones)
µ0 µLIE LIC LSE LSC

En el caso del gráfico anterior, , sin embargo es claro En el caso del gráfico anterior, , sin embargo es claro que el indicador no es capaz pues tiene una proporción que el indicador no es capaz pues tiene una proporción importante de unidades rechazadas.importante de unidades rechazadas.Cuando el indicador calidad está descentrado, se puede Cuando el indicador calidad está descentrado, se puede utilizar el índice de capacidad,utilizar el índice de capacidad,
Como los verdaderos u y Como los verdaderos u y son desconocidos, es necesario son desconocidos, es necesario estimarlos, resultando.estimarlos, resultando.
Se requiere al menos para poder afirmar que el Se requiere al menos para poder afirmar que el proceso es capaz.proceso es capaz.
1.0 Cp
3
LIEu ,3
uLSEMinCpk
1.0 Cp
ˆ3LIEX ,
ˆ3XLSEMinpkC

El índice CpkEl índice Cpk
Revela el desempeño que puede alcanzarse al tomar en consideración la media del proceso.Distancia entre el límite inferior de especificación y la media del proceso dividida por 3 .Distancia entre el límite superior de especificación y la media del proceso dividida por 3 .
ALIE LSE
Cpk = 2,0
Cpk = 1
Cpk < 1
Cpk = 0
Cpk < 0
Cpk < -1
Aum
enta
o n
úmer
o de
def
eito
s
Capacidad Real pspipk ,CCminC B
pi 3LIEXC
C
ps 3 XLSEC
A
B
C

Interpretación del índice CpkInterpretación del índice CpkCpk Cpk <<11 La media del proceso está “fuera”de los límites de La media del proceso está “fuera”de los límites de
especificación.especificación.
Cpk = 1,33Cpk = 1,33 Significa que la tolerancia (Significa que la tolerancia (++ 4 4 ) y mayor que el ) y mayor que el desempeño del proceso (desempeño del proceso (++ 3 3 ).).
Cpk > 1,33Cpk > 1,33 Significa que el proceso es eficaz. Se requiere, por lo Significa que el proceso es eficaz. Se requiere, por lo general, menos retrabajo, hay poca pérdida y el proceso general, menos retrabajo, hay poca pérdida y el proceso funciona sin la necesidad de una supervisión constante.funciona sin la necesidad de una supervisión constante.

Ejemplo: Peso de la pieza nEjemplo: Peso de la pieza noo 2470 2470
5,215,21 5,205,20 5,095,09 5,08 5,125,08 5,125,125,12 5,085,08 5,175,17 5,12 5,075,12 5,075,135,13 5,175,17 5,205,20 5,01 5,145,01 5,145,095,09 5,075,07 5,165,16 5,14 5,135,14 5,135,145,14 5,035,03 5,195,19 5,20 5,135,20 5,135,145,14 5,095,09 5,125,12 5,06 5,095,06 5,09
5,1385,138 5,1065,106 5,1555,155 5,102 5,1135,102 5,113
Muestra 1 Muestra 2 Muestra 3 Muestra 4 Muestra 5

Gráfico de capacidad de la pieza nGráfico de capacidad de la pieza noo 24702470
LSELIE
4,0 4,5 5,0 5,5 6,0
LSELSE 6,06,0 CpCp 6,546,54LIELIE 4,04,0 CpkCpk 5,745,74MediaMedia 5,1235,123 PpPp 6,456,45S (CP)S (CP) 0,05090,0509 PpkPpk 5,665,66S (LP)S (LP) 0,05160,0516

Desempeño del proceso en el Desempeño del proceso en el tiempotiempo
Capacidadde Largo Plazo
642 0-2-4-6
LSELIECapacidadde Corto Plazo

SIGNIFICADO ESTADÍSTICODE UNA
ESTRATEGIA SEIS SIGMA.
Una estrategia de seis sigma que alcance suobjetivo de calidad plenamente, tiene
PPM = 3.4
( PPM : partes o unidades defectuosas por millón producido )

Este PPM equivale a un Cp de
(Cp : índice de capacidad potencial )
Cp = ( LSE – LIE) / (6 σ ) = 2.0
( 12 σ dentro de los límites de especi-ficaciones, si el proceso estuviese cen-trado ).

Sin embargo, la estrategia seis sigmaconsidera un posible corrimiento de lamedia del indicador en 1.5 σ ( a laderecha o a la izquierda ).
p=P ( X >µ + 4.5 σ )+P (X <μ – 7.5 σ) = = P ( Z >( µ + 4.5 σ - µ ) / σ) + + P ( Z <( µ - 7.5 σ - µ ) / σ ) = = P ( Z > 4.5 ) + P ( Z < - 7.5 )

Con dicho corrimiento, y suponiendo que X estima elverdadero μ en forma perfecta,
Cpk =Min{(LSE - X ) / 3 σ , ( X - LIE)/3 σ}=
= Min {(4.5 σ) / 3 σ , (7.5 σ) / 3 σ} =
=Min { 1.5 , 2.5 }

Cpk = 1.5
Una estrategia Seis Sigma representacapacidad de procesos de al menos 1.5cuando la media del indicador estácorrida en 1.5 σ, y de 2.0 cuando elindicador se encuentra centrado en elobjetivo.

El deseo ( y la necesidad ) de las El deseo ( y la necesidad ) de las empresas de intentar alcanzar empresas de intentar alcanzar
la excelencia ( prácticamente en la excelencia ( prácticamente en su sentido literal ), a través de su sentido literal ), a través de
estrategias como “Seis-Sigma”, estrategias como “Seis-Sigma”, facilita el uso extenso e intenso facilita el uso extenso e intenso
de técnicas y herramientas de técnicas y herramientas estadísticas en la empresa.estadísticas en la empresa.

¿Qué significa hacerlo bien a la ¿Qué significa hacerlo bien a la primera?primera?
ConceptoConcepto InterpretaciónInterpretación FórmulaFórmula
defectodefecto Cualquier no conformidad (producto o proceso)Cualquier no conformidad (producto o proceso) dd
unidadunidad Un indicador o referencia que posee inicio y términoUn indicador o referencia que posee inicio y término u u
oportunidadoportunidad NúmeroNúmero total de oportunidades para los defectostotal de oportunidades para los defectos oo
dpudpu Total de defectos (d) / total de unidades evaluadas Total de defectos (d) / total de unidades evaluadas dpu = d / n x odpu = d / n x o
RendimientoRendimiento Porcentaje del proceso libre de defectos Porcentaje del proceso libre de defectos R = 1,00 - dpuR = 1,00 - dpu
PPMPPM dpu * 1 millón (también conocido como PPM) dpu * 1 millón (también conocido como PPM) PPM = dpu * 10PPM = dpu * 1066

dpu y PPMdpu y PPM
Concepto Valor resultanteConcepto Valor resultante
Número de oportunidades para los defectosNúmero de oportunidades para los defectos 77
Número total de unidades evaluadasNúmero total de unidades evaluadas 10001000Número total de defectos detectadosNúmero total de defectos detectados 125125dpudpu 125 / 7000125 / 7000
RendimientoRendimiento 99,98 %99,98 %PPMPPM 1785717857

El rendimiento acumuladoEl rendimiento acumulado
Etapa 1Y1
Etapa 2Y2
Etapa 3Y3
Etapa 4Y4
91070
54070
100120
73070
100
42070
10012090
Pérdida 1 = 20 Pérdida 2 = 80 Pérdida 3 = 70 Pérdida 4 = 30
Rendimiento Acumulado = 0,91 x 0,80 x 0,74 x 0,78 = 0,42 (42%)
Retrabajo 1 = 70 Retrabajo 2 = 100 Retrabajo 3 = 120 Retrabajo 4 = 90Y1 = 910 / 1000 Y2 = 730 / 910 Y3 = 540 / 730 Y4 = 420 / 540Y1 = 0,91 (91%) Y2 = 0,80 (81%) Y3 = 0,74 (74%) Y4 = 0,78 (78%)
1000

Conversión Rendimiento, PPM, Conversión Rendimiento, PPM, Sigma (1)Sigma (1)
Rendimiento %Rendimiento % PPMPPM SigmaSigma Rendimiento %Rendimiento % PPMPPM SigmaSigma99,999799,9997 3,4 3,4 6,006,00 99,534099,5340 46604660 4,104,1099,999599,9995 55 5,925,92 99,379099,3790 62106210 4,004,0099,999299,9992 88 5,815,81 99,181099,1810 81908190 3,903,9099,999099,9990 1010 5,76 5,76 98,930098,9300 1070010700 3,803,8099,998099,9980 2020 5,615,61 98,610098,6100 1390013900 3,703,7099,997099,9970 3030 5,515,51 98,220098,2200 1780017800 3,603,6099,996099,9960 4040 5,44 5,44 97,730097,7300 2270022700 3,503,5099,993099,9930 7070 5,31 5,31 97,130097,1300 2870028700 3,403,4099,990099,9900 100100 5,225,22 96,410096,4100 3590035900 3,303,3099,985099,9850 150150 5,125,12 95,540095,5400 4460044600 3,203,2099,977099,9770 230230 5,005,00 94,520094,5200 5480054800 3,103,1099,967099,9670 330330 4,914,91 93,320093,3200 6680066800 3,00 3,00 99,952099,9520 480480 4,804,80 91,920091,9200 8080080800 2,902,9099,932099,9320 680680 4,704,70 90,320090,3200 9680096800 2,802,8099,904099,9040 960960 4,604,60 88,500088,5000 115000115000 2,702,7099,865099,8650 13501350 4,504,50 86,500086,5000 135000135000 2,602,6099,814099,8140 18601860 4,404,40 84,200084,2000 158000158000 2,502,5099,745099,7450 25502550 4,304,30 81,600081,6000 184000184000 2,402,4099,654099,6540 34603460 4,204,20 78,800078,8000 212000212000 2,302,30

Conversión Rendimiento, PPM, Conversión Rendimiento, PPM, Sigma (2)Sigma (2)
Rendimiento %Rendimiento % PPMPPM SigmaSigma Rendimiento %Rendimiento % PPMPPM SigmaSigma
75,800075,8000 242000242000 2,202,20 35,000035,0000 650000650000 1,111,1172,600072,6000 274000274000 2,102,10 31,000031,0000 690000690000 1,001,0069,200069,2000 308000308000 2,002,00 28,000028,0000 720000720000 0,920,9265,600065,6000 344000344000 1,901,90 25,000025,0000 750000750000 0,830,8361,800061,8000 382000382000 1,801,80 22,000022,0000 780000780000 0,730,7358,000058,0000 420000420000 1,701,70 19,000019,0000 810000810000 0,620,6254,000054,0000 460000460000 1,601,60 16,000016,0000 840000840000 0,510,5150,000050,0000 500000500000 1,501,50 14,000014,0000 860000860000 0,420,4246,000046,0000 540000540000 1,401,40 12,000012,0000 880000880000 0,330,3343,000043,0000 570000570000 1,321,32 10,000010,0000 900000900000 0,220,2239,000039,0000 610000610000 1,221,22 8,00008,0000 920000920000 0,090,09

Sigma, PPM, Cpk y el costo de la gestiónSigma, PPM, Cpk y el costo de la gestión
SigmaSigma PPMPPM Cp Cp Cpk Cpk CostoCosto
1,0 1,0 690.000690.000 - - - - - -
2,0 2,0 308.000308.000 IncapazIncapaz IncapazIncapaz 30 - 40%30 - 40%
3,0 3,0 66.80066.800 1,01,0 0,50,5 20 - 30%20 - 30%
4,0 4,0 6.2106.210 1,331,33 0,830,83 15 - 20%15 - 20%
5,0 5,0 230230 1,671,67 1,171,17 10 - 15%10 - 15%
6,0 6,0 3,43,4 2,02,0 1,51,5 < 10%< 10%

Herramientas(MAIC)Herramientas(MAIC)
Herramientas Estadísticas BásicasHerramientas Estadísticas Avanzadas
D.O.E. S.P.C.
FMEA Cartas de ControlMSA
Disp. Prueba de ErroresBenchmarking
MSA
MEJORA CONTROL
QFD
Mapas y MétricasMEDICIÓN ANÁLISIS

HistogramaHistogramaFO
RMA
TEN
DEN
CIA
CEN
TRAL
DIS
PERS
IÓN
Gráfico de columnas representativo de la forma, tendencia central y dispersión que un proceso presenta a
través de la distribución de datos numéricos

D.O.E.D.O.E.(Diseño de Experimentos)(Diseño de Experimentos)
DEFINICIÓN:DEFINICIÓN: Método económico de programación de experimentos Método económico de programación de experimentos
identificando las variables que más influyen en el resultado de identificando las variables que más influyen en el resultado de un proceso.un proceso.
OBJETIVOS:OBJETIVOS: Estudio de variables (factores) que afectan a los procesos.Estudio de variables (factores) que afectan a los procesos. Otimización de las respuestas (salida del proceso) a través de Otimización de las respuestas (salida del proceso) a través de
la combinación de los factores.la combinación de los factores. Fundamentación en Estadística y análisis experimental.Fundamentación en Estadística y análisis experimental. Relación Costo / Beneficio.Relación Costo / Beneficio.
Cuánto me cuesta un experimento mal realizado?Cuánto me cuesta un experimento mal realizado?

D.O.E.D.O.E.(Estructura)(Estructura)
BASE ESTADÍSTICA:BASE ESTADÍSTICA: Comparación simultánea de varias medias (de las Comparación simultánea de varias medias (de las
condiciones del proceso) a través de la varianza de condiciones del proceso) a través de la varianza de las fuentes de variación.las fuentes de variación.
MÉTODOS:MÉTODOS: Análisis de la Varianza (ANOVA) o Test F.Análisis de la Varianza (ANOVA) o Test F. Experimentos fatoriales 2k y 3kExperimentos fatoriales 2k y 3k Métodos Taguchi.Métodos Taguchi.

D.O.E.D.O.E.
Situación 1
x1 x2
Situación 2
x1 x2
Situación 3
x1 x2
X1 = media de nivel 1 X2 = media de nivel 2
DIFERENCIA ES INDICADOR DE QUE EL NIVEL ES INFLUYENTE
Comparación de la variabilidad dentro de las muestras y de la variabilidad entre las muestras

F.M.E.A.F.M.E.A.Failure Mode and Effects AnalysisFailure Mode and Effects Analysis
Proporciona la orientación y los pasos que un Proporciona la orientación y los pasos que un grupo de personas debe seguir para identificar grupo de personas debe seguir para identificar y evaluar las fallas potenciales de un producto y evaluar las fallas potenciales de un producto o proceso.o proceso.
Aplicar FMEA se ha vuelto una actividad Aplicar FMEA se ha vuelto una actividad obligada para garantizar que los productos obligada para garantizar que los productos sean confiables. sean confiables.

F.M.E.A.F.M.E.A.Actividades para realizar un FMEAActividades para realizar un FMEA
Formar el equipo que realizará FMEAFormar el equipo que realizará FMEA Identificar y examinar todas las formas Identificar y examinar todas las formas
posibles en que puedan ocurrir fallas de un posibles en que puedan ocurrir fallas de un producto o procesoproducto o proceso
Para cada falla, identificar su efecto y estimar Para cada falla, identificar su efecto y estimar la severidad del mismola severidad del mismo
Encontrar las causas potenciales de la falla y Encontrar las causas potenciales de la falla y estimar la frecuencia de ocurrencia debido a estimar la frecuencia de ocurrencia debido a cada causacada causa

F.M.E.A.F.M.E.A.Actividades para realizar un FMEAActividades para realizar un FMEA
Hacer una lista de los controles o mecanismos que Hacer una lista de los controles o mecanismos que existen para detectar la ocurrencia de la falla, antes de existen para detectar la ocurrencia de la falla, antes de que el producto salga hacia procesos posterioresque el producto salga hacia procesos posteriores
Calcule el número prioritario de riesgo (NPR), que Calcule el número prioritario de riesgo (NPR), que resulta de multiplicar la severidad por la ocurrencia resulta de multiplicar la severidad por la ocurrencia por la detecciónpor la detección
Establecer prioridades de acuerdo al NPR, y para los Establecer prioridades de acuerdo al NPR, y para los NPR más altos decidir acciones para disminuir la NPR más altos decidir acciones para disminuir la severidad y/u ocurrencia.severidad y/u ocurrencia.
Revisar y establecer los resultados obtenidos, lo cual Revisar y establecer los resultados obtenidos, lo cual incluye precisar las acciones tomadas y volver a incluye precisar las acciones tomadas y volver a calcular el NPR.calcular el NPR.

M.S.A.M.S.A.(Análisis de Sistemas de Medición)(Análisis de Sistemas de Medición)
PROPÓSITO:Analizar las fuentes de varaiación, PROPÓSITO:Analizar las fuentes de varaiación, que pueden ser del tipo:que pueden ser del tipo:
1) Localización:1) Localización:a) Estabilidada) Estabilidadb) Desvio (Error)b) Desvio (Error)c) Linealidadc) Linealidad
2) Distribución2) Distribucióna) Repetibilidada) Repetibilidadb) Reprodutibilidadb) Reprodutibilidad

VALOR MEDIO OBSERVADO
VALOR DE REFERENCIA
DESVIO
DES
VIO
REPETIBILIDADREPE
TIBI
LID
ADM.S.A.M.S.A.
(Análisis de Sistemas de Medición)(Análisis de Sistemas de Medición)

M.S.A.M.S.A.(Análisis de Sistemas de Medición)(Análisis de Sistemas de Medición)
REPRODUCTIBILIDAD
OPERADOR A
OPERADOR B
OPERADOR C
REPR
OD
UCT
IBIL
IDAD

M.S.A.M.S.A.(Análisis de Sistemas de Medición)(Análisis de Sistemas de Medición)
ESTA
BILI
DAD
ESTABILIDAD
PRIMER MOMENTO
SEGUNDO MOMENTO
tIEM
PO

M.S.A.M.S.A.(Análisis de Sistemas de Medición)(Análisis de Sistemas de Medición)LI
NEA
LID
AD
Valor de Referencia
Valo
r Med
io O
bser
vado
DESVIO
SIN DESVÍO

Es utilizado para verificar si existe correlación entre dos variables, cualquiera que sean estas, se desea visualizar qué ocurre con una variable cuando la otra se altera, para saber si las dos están relacionadas.
Diagrama de Dispersión

A
B
Diagrama de Dispersión

Correlación positiva - a medida que una variable crece, la otra también lo hace.
A
B

Correlación negativa - a medida que una variable crece, la otra decrece.
A
B

Falta de correlación entre las variables de estudio
B
A A
B

Diagrama de CorrelaciónDiagrama de Correlación(Ejemplo)(Ejemplo)
CORRELACIÓN ENTRE:CORRELACIÓN ENTRE: TEMPERATURA AMBIENTE Y TIEMPO DE REACCIÓNTEMPERATURA AMBIENTE Y TIEMPO DE REACCIÓN
xixi yi yi xi.yixi.yi xi.xixi.xi yi.yiyi.yi((C)C) (min)(min)1818 4.194.19 75.42 75.42 324324 17.556117.55612222 4.584.58 100.76100.76 484484 20.976420.97642020 4.384.38 87.60 87.60 400400 19.184419.18441919 4.324.32 82.08 82.08 361361 18.662418.66242222 4.474.47 98.34 98.34 484484 19.980919.98092828 4.514.51 126.28126.28 787787 20.340120.34012424 4.254.25 102.00102.00 576576 18.062518.06252626 4.594.59 119.34119.34 676676 21.068121.06812323 4.304.30 98.90 98.90 529529 18.490018.49002424 4.304.30 103.20103.20 576576 18.490018.4900
SUMA 226 43.89SUMA 226 43.89 993.92 5194 192.8109 993.92 5194 192.8109

Cálculo del coeficiente de Cálculo del coeficiente de PearsonPearson
CÁLCULOS:CÁLCULOS: 22
(226) (226) Sxx = 5194 - ------- = 86.40Sxx = 5194 - ------- = 86.40
10 10 22
(43.89)(43.89)Syy = 192.8109 - ------------ = 0.1777Syy = 192.8109 - ------------ = 0.1777
1010
(226) . (43.89)(226) . (43.89)Sxy = 993.92 - -------------------- = 2.0060Sxy = 993.92 - -------------------- = 2.0060
1010
2.00602.0060r = -------------------------------- = 0.5120r = -------------------------------- = 0.5120
1/21/2 ((86.40) . (0.1777)) ((86.40) . (0.1777))

....
....
....
....
..
Temperatura (grados Centígrados)
Tie
mpo
de
Rea
cció
n (m
in.)
18 19 20 21 22 23 24 25 26
4.10
4.20
4.30
4.40
4.50
4.60
27 28
..
Gráfico y ConclusiónGráfico y Conclusión
Coeficiente de Correlación: r = 0.5120Coeficiente de Correlación: r = 0.5120Correlación débil- POSITIVACorrelación débil- POSITIVA


PreliminarPreliminar Quién será el responsable para la elección de Quién será el responsable para la elección de
los Black Belts? los Black Belts? Cuál será la política de incentivo?Cuál será la política de incentivo? Cuántos Black Belts serán necesarios?Cuántos Black Belts serán necesarios? Como podría ser el proceso de seleción de Como podría ser el proceso de seleción de
proyectos y cuál el criterio para seguir o proyectos y cuál el criterio para seguir o abandonar un proyecto?abandonar un proyecto?

PreliminarPreliminar Qué estratégia la empresa usará?Qué estratégia la empresa usará? Qué métricas serán usadas? Cuáles serán Qué métricas serán usadas? Cuáles serán
estandarizadas a través de la empresa?estandarizadas a través de la empresa? Qué objetivos de mejora la empresa trazará? Qué objetivos de mejora la empresa trazará?

ImplantaciónImplantación Sugerencias para once pasos iniciales:Sugerencias para once pasos iniciales:
1) Generar interés en proyectos seis sigma en la 1) Generar interés en proyectos seis sigma en la dirección de la empresadirección de la empresa
2) Conducir un “briefing” ejecutivo2) Conducir un “briefing” ejecutivo 3) Decidir ir en frente con la implantación3) Decidir ir en frente con la implantación 4) Conducir entrenamiento con los Champions4) Conducir entrenamiento con los Champions 5) Selecionar la primeira división para recebir la 5) Selecionar la primeira división para recebir la
implantaciónimplantación 6) Identificar candidatos a entrenamiento para Black 6) Identificar candidatos a entrenamiento para Black
BeltBelt

ImplantaciónImplantación
7) Conducir entrenamiento para Black Belts7) Conducir entrenamiento para Black Belts 8) Conducier revisión de estándares delso procesos 8) Conducier revisión de estándares delso procesos
Seis SigmaSeis Sigma 9) Tomar decisiones para desplegar las iniciativas 9) Tomar decisiones para desplegar las iniciativas
de mejorade mejora 10) Revisar programación del depliegue10) Revisar programación del depliegue 11) Integrar las lecciones aprendidas en la 11) Integrar las lecciones aprendidas en la
estrategia estrategia

ImplantaciónImplantación TimingTiming
Tiempo medio de implantación en una unidad de Tiempo medio de implantación en una unidad de negocios - 6 mesesnegocios - 6 meses
Orientación y Planeación 1Entrenamiento y Análisis crítico de los Champion2 a 6
1osBlack Belts reciben entrenamientoEn la fase de medición de estrategias
Semana
7

ImplantaciónImplantación
Black Belts aplican el conocmientoEnl los proyectos de entrenamiento8 a 10
Black Belts reciben el 2º entrenamiento En La fase de análisis de la medición11
Black Belts aplican el análisisEn los proyectos de entrenamiento
Semana
12 a 14Black Belts reciben el 3º entrenamiento, En le paso de mejora y revisan el análisis15

ImplantaciónImplantación
Black Belts aplican conocimiento deMejora en los proyectos de entrenamiento16 a 18
Black Belts reciben el 4 entrenamineto en Control y revisan la mejora19
Black Belts aplican el paso de controlEn los proyectos de entrenamiento
Semana
20 a 22Black Belts revisan el paso de control y
Revisan en totralidad la estrategia23 e 24

Implantación (expectativa)Implantación (expectativa)
4,75 5,1
3,5
4
4,5
5
5,5
Años de Implantación
Nív
el S
igm
a
0 1 2 3

FIN DE LA PRESENTACIONFIN DE LA PRESENTACION
GRACIAS POR SU ATENCIÓN YPARTICIPACIÓN