Control Estadistico de Proceso en La Mediciones
8
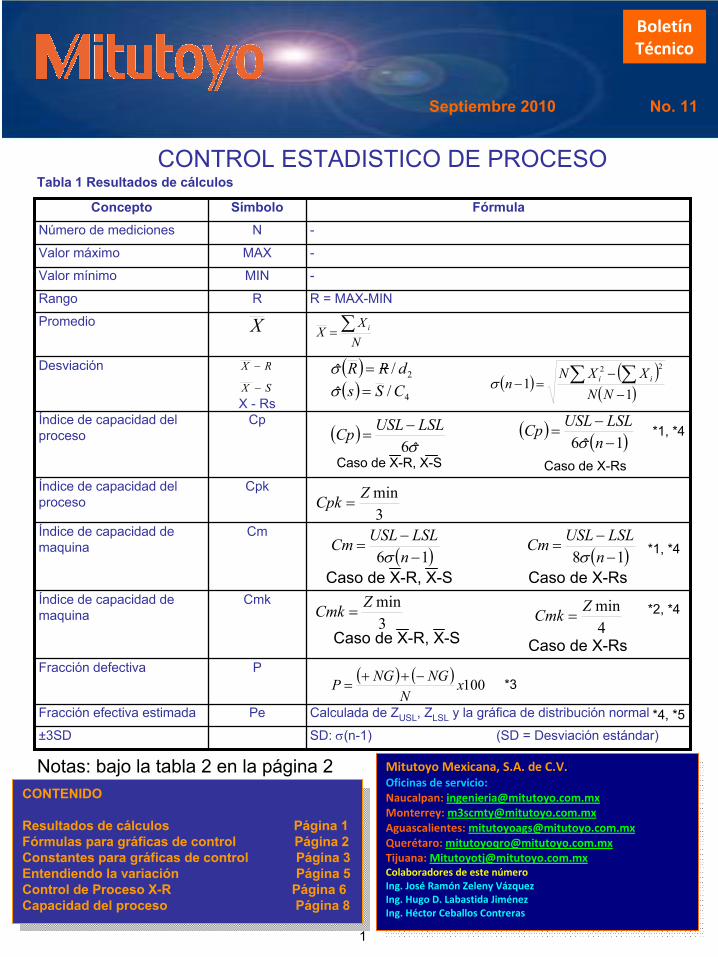
1 Septiembre 2010 No. 11 Boletín Técnico CONTENIDO Resultados de cálculos Página 1 Fórmulas para gráficas de control Página 2 Constantes para gráficas de control Página 3 Entendiendo la variación Página 5 Control de Proceso X-R Página 6 Capacidad del proceso Página 8 Mitutoyo Mexicana, S.A. de C.V. Oficinas de servicio: Naucalpan: [email protected] Monterrey: [email protected] Aguascalientes: [email protected] Querétaro: [email protected] Tijuana: [email protected] Colaboradores de este número Ing. José Ramón Zeleny Vázquez Ing. Hugo D. Labastida Jiménez Ing. Héctor Ceballos Contreras Cm Índice de capacidad de maquina SD: σ(n-1) (SD = Desviación estándar) ±3SD Calculada de Z USL , Z LSL y la gráfica de distribución normal Pe Fracción efectiva estimada P Fracción defectiva Cmk Índice de capacidad de maquina Cpk Índice de capacidad del proceso Cp Índice de capacidad del proceso X - Rs Desviación Promedio R = MAX-MIN R Rango - MIN Valor mínimo - MAX Valor máximo - N Número de mediciones Fórmula Símbolo Concepto X N X X i ∑ = R X − S X − ( ) 2 / ˆ d R R = σ ( ) 4 / ˆ C S s = σ ( ) ( ) ( ) 1 1 2 2 − − = − ∑ ∑ N N X X N n i i σ ( ) σ ˆ 6 LSL USL Cp − = Caso de X-R, X-S Caso de X-Rs 3 min Z Cpk = Caso de X-R, X-S Caso de X-Rs 3 min Z Cmk = 4 min Z Cmk = ( ) ( ) 100 x N NG NG P − + + = ( ) ( ) 1 ˆ 6 − − = n LSL USL Cp σ ( ) 1 6 − − = n LSL USL Cm σ Caso de X-R, X-S Caso de X-Rs ( ) 1 8 − − = n LSL USL Cm σ *1, *4 *1, *4 *2, *4 *3 *4, *5 Tabla 1 Resultados de cálculos Notas: bajo la tabla 2 en la página 2 CONTROL ESTADISTICO DE PROCESO
-
Upload
martin-hernandez-duran -
Category
Documents
-
view
395 -
download
4
description
la estadística aplicada en la metrologia.
Transcript of Control Estadistico de Proceso en La Mediciones
1
Septiembre 2010 No. 11
Boletín Técnico
CONTENIDO
Resultados de cálculos Página 1Fórmulas para gráficas de control Página 2 Constantes para gráficas de control Página 3Entendiendo la variación Página 5Control de Proceso X-R Página 6 Capacidad del proceso Página 8
CONTENIDO
Resultados de cálculos Página 1Fórmulas para gráficas de control Página 2 Constantes para gráficas de control Página 3Entendiendo la variación Página 5Control de Proceso X-R Página 6 Capacidad del proceso Página 8
Mitutoyo Mexicana, S.A. de C.V. Oficinas de servicio: Naucalpan: [email protected] Monterrey: [email protected] Aguascalientes: [email protected] Querétaro: [email protected] Tijuana: [email protected] Colaboradores de este número Ing. José Ramón Zeleny Vázquez Ing. Hugo D. Labastida Jiménez Ing. Héctor Ceballos Contreras
CmÍndice de capacidad de maquina
SD: σ(n-1) (SD = Desviación estándar)±3SD
Calculada de ZUSL, ZLSL y la gráfica de distribución normalPeFracción efectiva estimada
PFracción defectiva
CmkÍndice de capacidad de maquina
CpkÍndice de capacidad del proceso
CpÍndice de capacidad del proceso
X - Rs
Desviación
Promedio
R = MAX-MIN RRango
-MINValor mínimo
-MAXValor máximo
-NNúmero de mediciones
FórmulaSímboloConcepto
XNX
X i∑=
RX −
SX −
( ) 2/ˆ dRR =σ( ) 4/ˆ CSs =σ ( ) ( )
( )11
22
−−
=− ∑ ∑NN
XXNn iiσ
( )σ̂6LSLUSLCp −
=
Caso de X-R, X-S Caso de X-Rs
3minZCpk =
Caso de X-R, X-S Caso de X-Rs3minZCmk =
4minZCmk =
( ) ( ) 100xN
NGNGP −++=
( ) ( )1ˆ6 −−
=nLSLUSLCp
σ
( )16 −−
=nLSLUSLCm
σCaso de X-R, X-S Caso de X-Rs
( )18 −−
=nLSLUSLCm
σ
*1, *4
*1, *4
*2, *4
*3
*4, *5
Tabla 1 Resultados de cálculos
Notas: bajo la tabla 2 en la página 2
CONTROL ESTADISTICO DE PROCESO
2
--------------R-LCLS-LCL
R-UCLS-UCLRs-UCL
X-LCLX-LCL
X-UCLX-UCL
R, S ó Rs
--------
Rsk = xk + 1 -XkR=MAX(Xi)-MIN(Xi)R, S ó Rs
FórmulaGráfica(Símbolo)
X
X
RX − SX − RsX −
nXX iΣ
=
RDLCLR 3=− SBLCLS 3=−
RDUCLR 4=− SBUCLS 4=− sRUCLRS 267.3=−
RAXUCLX 2+=− SAXUCLX 3+=− RsXUCLX 659.2+=−
RAXLCLX 2−=− SAXLCLX 3−=− RsLCLX 659.2−=−
mXX kΣ
=
( )( )1
22
−Σ−Σ
=nn
XXnS ii
mXkX Σ
=
mSkS Σ
=mRkR Σ
=1−
Σ=mRsksR
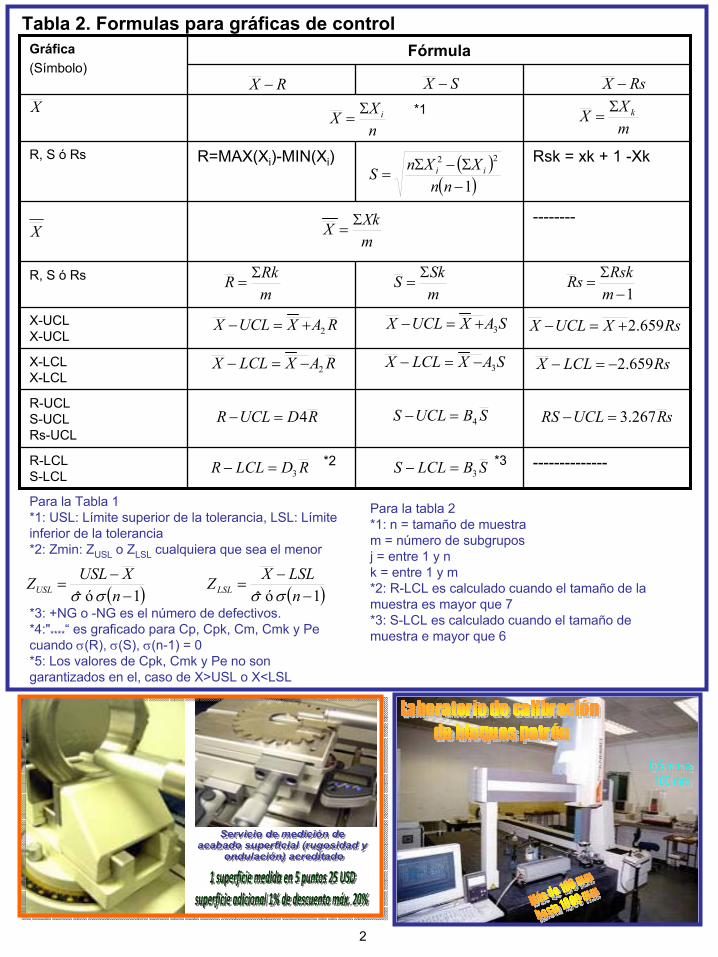
Para la tabla 2*1: n = tamaño de muestram = número de subgruposj = entre 1 y nk = entre 1 y m*2: R-LCL es calculado cuando el tamaño de la muestra es mayor que 7*3: S-LCL es calculado cuando el tamaño de muestra e mayor que 6
Para la Tabla 1*1: USL: Límite superior de la tolerancia, LSL: Límite inferior de la tolerancia*2: Zmin: ZUSL o ZLSL cualquiera que sea el menor
*3: +NG o -NG es el número de defectivos.*4:"****“ es graficado para Cp, Cpk, Cm, Cmk y Pecuando σ(R), σ(S), σ(n-1) = 0*5: Los valores de Cpk, Cmk y Pe no son garantizados en el, caso de X>USL o X<LSL
*1
*2 *3
( )1 ó ˆ −−
=nXUSLZUSL σσ ( )1 ó ˆ −
−=
nLSLXZLSL σσ
Tabla 2. Formulas para gráficas de control

3
1.4350.5650.98960.6061.5410.4593.9310.15325
1.4450.5550.98920.6191.5480.4513.8950.15724
1.4950.5450.98870.6331.5570.4433.8580.16223
1.4660.5340.98820.6471.5660.4353.8190.16722
1.4770.5230.98760.6631.5750.4253.7780.17321
1.4900.5100.98690.6801.5850.4153.7350.18020
1.5030.4970.98620.6981.5970.4033.6890.18719
1.5180.4820.98540.7181.6080.3913.6400.19418
1.5340.4660.98450.7391.6220.3783.5880.20317
1.5520.4480.98350.7631.6370.3633.5320.21216
1.5720.4280.98230.7891.6530.3473.4720.22315
1.5940.4060.98100.8171.6720.3283.4070.23514
1.6180.3820.97940.8501.6930.3073.3360.24913
1.6460.3540.97760.8861.7170.2833.2580.26612
1.6790.3210.97540.9271.7440.2563.1730.28511
1.7160.2840.97270.9751.7770.2233.0780.30810
1.7610.2390.96931.0321.8160.1842.9700.3379
1.8150.1850.96501.0991.8640.1363.8470.3738
1.8820.1180.95941.1821.9240.0762.7040.4197
1.9700.0300.95151.2872.004-2.5340.4836
2.089-0.94001.4272.114-2.3260.5775
2.266-0.92131.6282.282-2.0590.7294
2.568.0.88621.9542.574-1.6931.0233
3.267-0.79792.6593.267-1.1281.8802
B4B3C4A3D4D3d2A2
X-sX-RTamaño de
muestra n
Tabla 3 Constantes para gráficas de control
http://www.cenam.mx/simposio2010
4
3 equipos 10% 6 equipos 15%Más de 6 equipos 20%
3 equipos 10% 6 equipos 15%Más de 6 equipos 20%
PAQUETES DECALIBRACIÓNPAQUETES DECALIBRACIÓN
Incluye 20% de descuento en refacciones y en servicio de reparación durante la vigencia del contrato
Incluye 20% de descuento en refacciones y en servicio de reparación durante la vigencia del contrato
Condiciones sujetas a cambio sin previo avisoCondiciones sujetas a cambio sin previo aviso
Uso de software de inspección original de Mitutoyo
Uso de software de inspección original de Mitutoyo
Prioridad en programaciónPrioridad en programación
Sin gastos de viaje dentro de un radio de 50 km desde nuestros centros de servicio
Sin gastos de viaje dentro de un radio de 50 km desde nuestros centros de servicio
Mitutoyo Mexicana, S.A. de C.V. a través de su departamento de ingeniería de servicio tiene disponible servicio de medición de piezas, para lo cual cuenta con variedad de equipo, tal como Máquinas de Medición por Coordenadas (CMM), equipo de medición por visión (QV, QS, QI), máquina de medición de redondez y otras características geométricas, equipo de medición de contorno (perfil), máquinas de medición de dureza, equipo de medición de rugosidad, comparadores ópticos y microscopios, lo cual permite una gran variedad de opciones para resolver eficientemente cualquier tipo de medición dimensional.
Se requiere dibujo o modelo CAD o instrucciones detalladas de, que es lo que se desea medir para obtener una cotización y acordar tiempo de entrega. Este servicio se ofrece con trazabilidad a patrones nacionales de longitud. Se entrega reporte de medición.
Nuevo servicio de calibración de patrones de rugosidad
Nuevo servicio de calibración de patrones de rugosidad
Nuevo curso de introducción a la Metrología Dimensional 8h
Noviembre 4 Naucalpan $ 2100 mas IVA
Nuevo curso de introducción a la Metrología Dimensional 8h
Noviembre 4 Naucalpan $ 2100 mas IVA
5
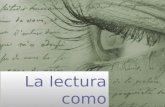
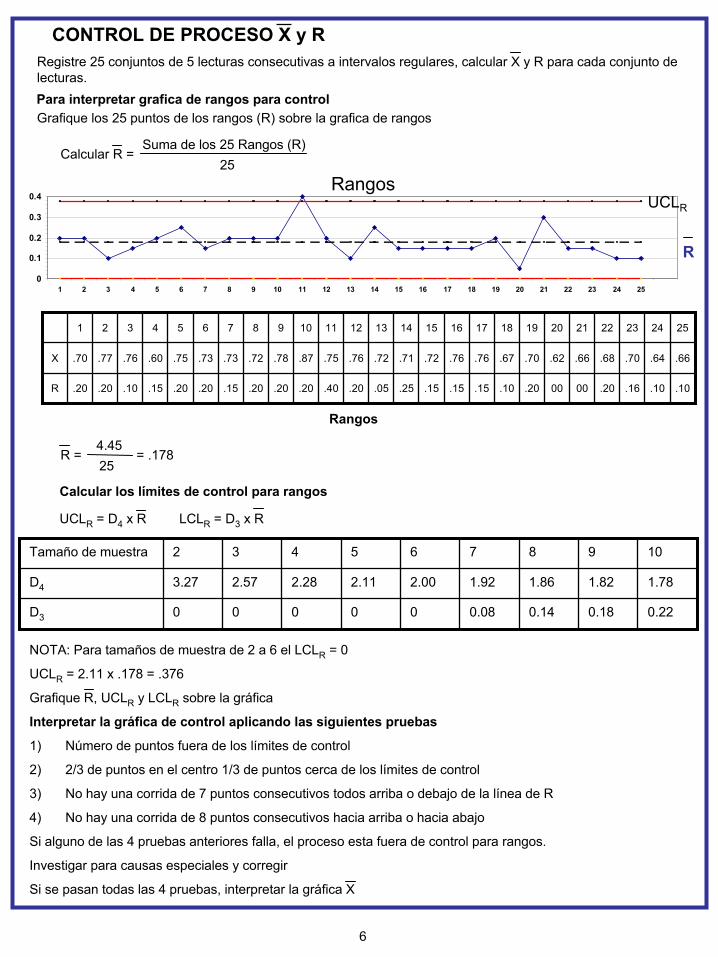
ENTENDIENDO LA VARIACIÓN
Los patrones de variación que siguen los principios de la distribución normal pueden ser descritos por su LOCALIZACIÓN y DISPERSIÓN como sigue:
En la figura 1 el patrón de variación en las dos curvas con forma de campana A y B son idénticas. Sin embargo, el valor central del tamaño ocurriendo más frecuentemente en cada curva es diferente.
En la figura 2 el valor central de las dos curvas con forma de campana C y D es el mismo pero la dispersión de la variación de la curva D es mayor que la curva C
Figura 2TAMAÑO
C
D
Figura 1TAMAÑO
A B
Curva de frecuencia suavizadaTAMAÑO
Frec
uenc
iaLos histogramas muestran rapidamente si la variación en los resultados esta formando un patrón definido.
Si dibujamos una curva suave a traves de lo alto de cada barra del histograma, obtenemos un patrón en forma de campana.
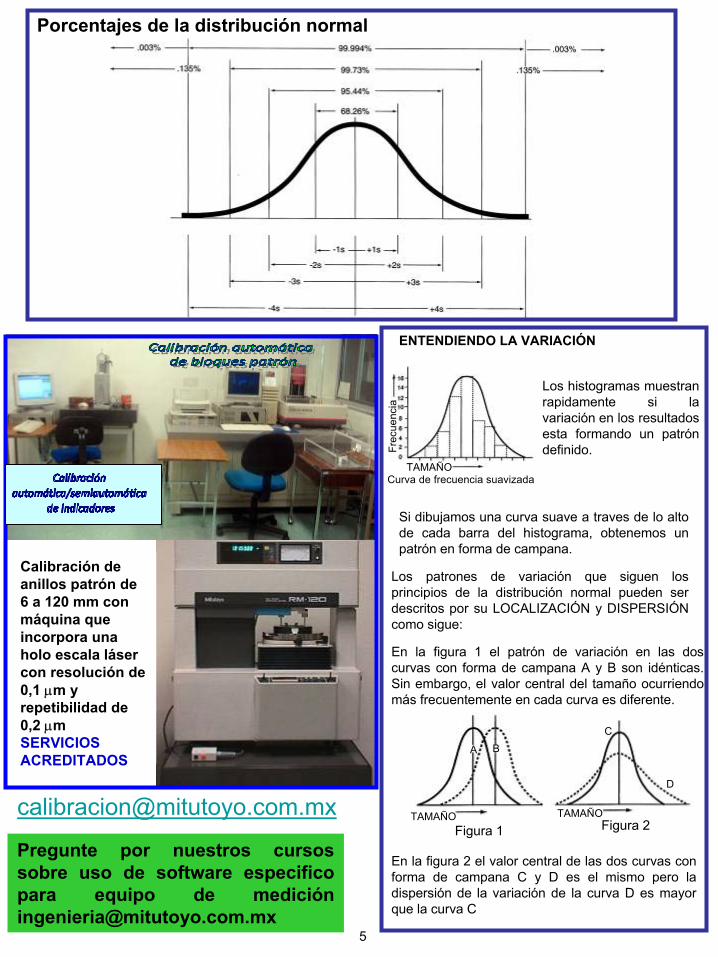
Porcentajes de la distribución normal
Calibración de anillos patrón de 6 a 120 mm con máquina que incorpora una holo escala láser con resolución de 0,1 µm y repetibilidad de 0,2 µmSERVICIOS ACREDITADOS
Pregunte por nuestros cursos sobre uso de software especifico para equipo de medición [email protected]
6
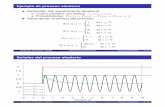
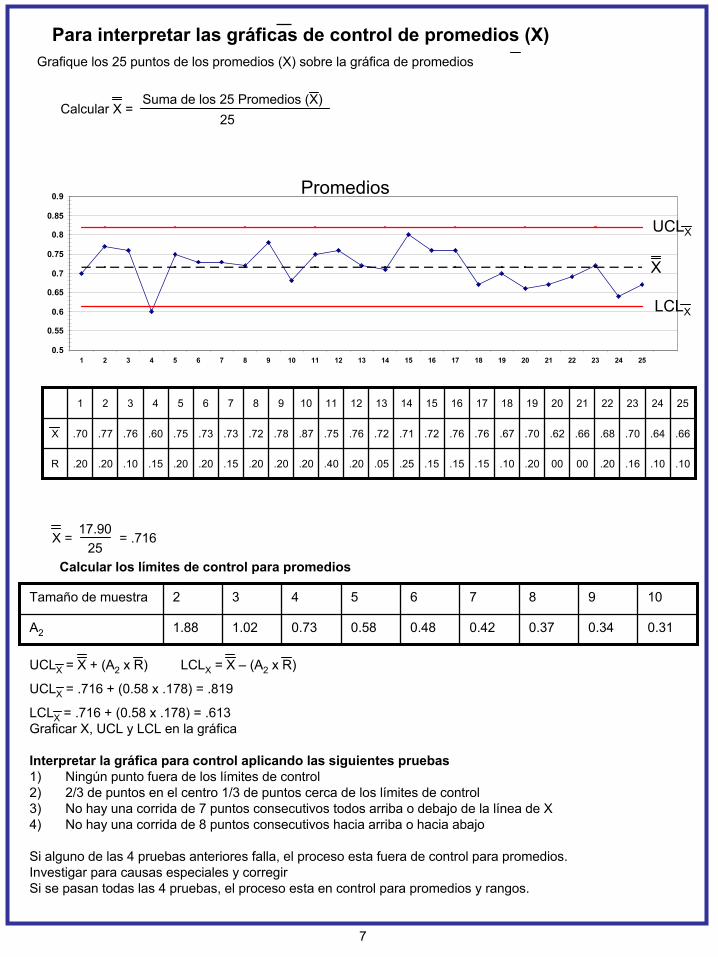
CONTROL DE PROCESO X y RRegistre 25 conjuntos de 5 lecturas consecutivas a intervalos regulares, calcular X y R para cada conjunto de lecturas.Para interpretar grafica de rangos para controlGrafique los 25 puntos de los rangos (R) sobre la grafica de rangos
Calcular R =Suma de los 25 Rangos (R)
25
Rangos
R = = .1784.4525
Calcular los límites de control para rangos
UCLR = D4 x R LCLR = D3 x R
0.220.180.140.0800000D3
1.781.821.861.922.002.112.282.573.27D4
1098765432Tamaño de muestra
NOTA: Para tamaños de muestra de 2 a 6 el LCLR = 0
UCLR = 2.11 x .178 = .376
Grafique R, UCLR y LCLR sobre la gráfica
Interpretar la gráfica de control aplicando las siguientes pruebas
1) Número de puntos fuera de los límites de control
2) 2/3 de puntos en el centro 1/3 de puntos cerca de los límites de control
3) No hay una corrida de 7 puntos consecutivos todos arriba o debajo de la línea de R
4) No hay una corrida de 8 puntos consecutivos hacia arriba o hacia abajo
Si alguno de las 4 pruebas anteriores falla, el proceso esta fuera de control para rangos.
Investigar para causas especiales y corregir
Si se pasan todas las 4 pruebas, interpretar la gráfica X
.10
.66
25
.10
.64
24
.16
.70
23
.20
.68
22
00
.66
21
00
.62
20
.20
.70
19
.10
.67
181716151413121110987654321
.15
.76
.15
.76
.15
.72
.25
.71
.05
.72
.20
.76
.40
.75
.20
.87
.20.20.15.20.20.15.10.20.20R
.78.72.73.73.75.60.76.77.70X
0
0.1
0.2
0.3
0.4
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
RangosUCLR
R
7
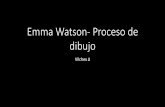
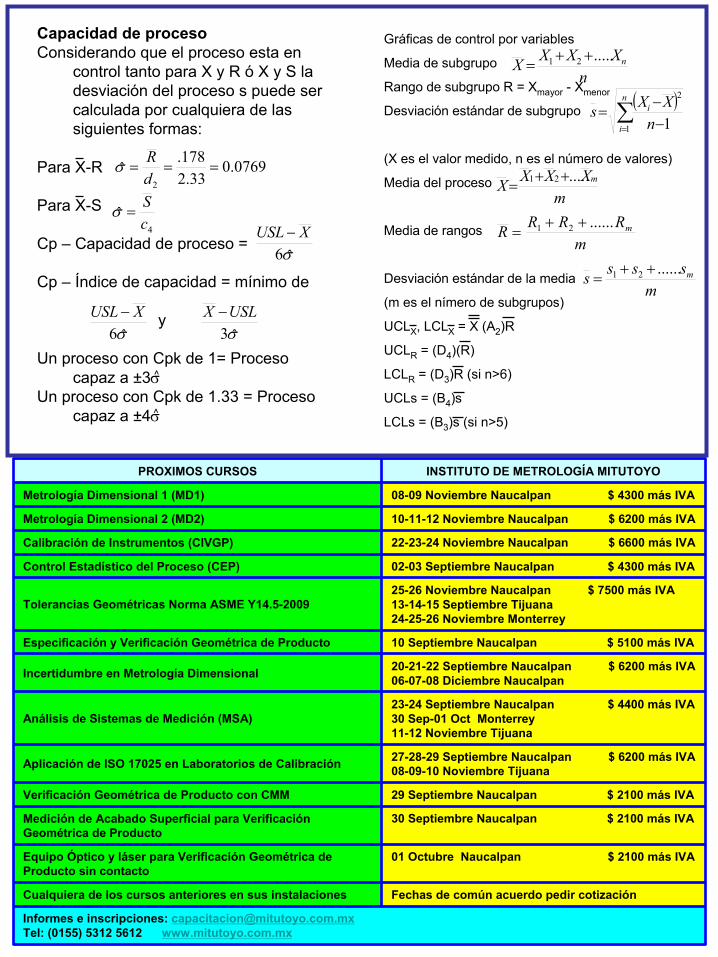
Para interpretar las gráficas de control de promedios (X)Grafique los 25 puntos de los promedios (X) sobre la gráfica de promedios
Calcular X =Suma de los 25 Promedios (X)
25
X =17.90
25Calcular los límites de control para promedios
UCLX = X + (A2 x R) LCLX = X – (A2 x R)
UCLX = .716 + (0.58 x .178) = .819
LCLX = .716 + (0.58 x .178) = .613Graficar X, UCL y LCL en la gráfica
Interpretar la gráfica para control aplicando las siguientes pruebas1) Ningún punto fuera de los límites de control2) 2/3 de puntos en el centro 1/3 de puntos cerca de los límites de control3) No hay una corrida de 7 puntos consecutivos todos arriba o debajo de la línea de X4) No hay una corrida de 8 puntos consecutivos hacia arriba o hacia abajo
Si alguno de las 4 pruebas anteriores falla, el proceso esta fuera de control para promedios.Investigar para causas especiales y corregirSi se pasan todas las 4 pruebas, el proceso esta en control para promedios y rangos.
0.310.340.370.420.480.580.731.021.88A2
1098765432Tamaño de muestra
.10
.66
25
.10
.64
24
.16
.70
23
.20
.68
22
00
.66
21
00
.62
20
.20
.70
19
.10
.67
181716151413121110987654321
.15
.76
.15
.76
.15
.72
.25
.71
.05
.72
.20
.76
.40
.75
.20
.87
.20.20.15.20.20.15.10.20.20R
.78.72.73.73.75.60.76.77.70X
0.5
0.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25
Promedios
= .716
UCLX
X
LCLX
8Informes e inscripciones: [email protected]: (0155) 5312 5612 www.mitutoyo.com.mx
Fechas de común acuerdo pedir cotizaciónCualquiera de los cursos anteriores en sus instalaciones
01 Octubre Naucalpan $ 2100 más IVAEquipo Óptico y láser para Verificación Geométrica de Producto sin contacto
30 Septiembre Naucalpan $ 2100 más IVAMedición de Acabado Superficial para Verificación Geométrica de Producto
29 Septiembre Naucalpan $ 2100 más IVAVerificación Geométrica de Producto con CMM
27-28-29 Septiembre Naucalpan $ 6200 más IVA08-09-10 Noviembre TijuanaAplicación de ISO 17025 en Laboratorios de Calibración
23-24 Septiembre Naucalpan $ 4400 más IVA30 Sep-01 Oct Monterrey 11-12 Noviembre Tijuana
Análisis de Sistemas de Medición (MSA)
20-21-22 Septiembre Naucalpan $ 6200 más IVA06-07-08 Diciembre NaucalpanIncertidumbre en Metrología Dimensional
10 Septiembre Naucalpan $ 5100 más IVAEspecificación y Verificación Geométrica de Producto
25-26 Noviembre Naucalpan $ 7500 más IVA13-14-15 Septiembre Tijuana24-25-26 Noviembre Monterrey
Tolerancias Geométricas Norma ASME Y14.5-2009
02-03 Septiembre Naucalpan $ 4300 más IVAControl Estadístico del Proceso (CEP)
22-23-24 Noviembre Naucalpan $ 6600 más IVACalibración de Instrumentos (CIVGP)
10-11-12 Noviembre Naucalpan $ 6200 más IVAMetrología Dimensional 2 (MD2)
08-09 Noviembre Naucalpan $ 4300 más IVAMetrología Dimensional 1 (MD1)
INSTITUTO DE METROLOGÍA MITUTOYOPROXIMOS CURSOS
Capacidad de procesoConsiderando que el proceso esta en
control tanto para X y R ó X y S la desviación del proceso s puede ser calculada por cualquiera de las siguientes formas:
Para X-R
Para X-S
Cp – Capacidad de proceso =
Cp – Índice de capacidad = mínimo de
y
Un proceso con Cpk de 1= Proceso capaz a ±3σ
Un proceso con Cpk de 1.33 = Proceso capaz a ±4σ
0769.033.2
178.ˆ
2
===dRσ
4ˆcS
=σ
^
σ̂6XUSL −
σ̂6XUSL −
σ̂3USLX −
^
Gráficas de control por variables
Media de subgrupo
Rango de subgrupo R = Xmayor - Xmenor
Desviación estándar de subgrupo
(X es el valor medido, n es el número de valores)
Media del proceso
Media de rangos
Desviación estándar de la media
(m es el nímero de subgrupos)
UCLX, LCLX = X (A2)R
UCLR = (D4)(R)
LCLR = (D3)R (si n>6)
UCLs = (B4)s
LCLs = (B3)s (si n>5)
mRRRR m......21 ++
=
mssss m......21 ++
=
mXXXX m....21 ++
=
( )∑= −
−=
n
i
i
nXXs
1
2
1
nXXXX n.....21 ++
=