Clase 01 Siderurgia i Semana 1
41
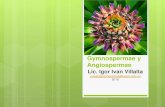
CLASE I SIDERURGIA I SEMANA 1 CONTENIDO: 1. 0 INTRODUCCIÓN A LA ASIGNATURA. 1. 2 DEFINICIÓN, FINALIDAD Y ANTECEDENTES. 1.3 PRESENTE Y FUTURO DE LA INDUSTRIA SIDERÚRGICA. 1.4 MATERIAS PRIMAS PROCESOS SIDERÚRGICOS. PRODUCTOS. SUBPRODUCTOS. Fig. 01 FLUJO INDUSTRIAL HIERRO Y ACERO
-
Upload
luis-joel-mejia-herrera -
Category
Documents
-
view
47 -
download
0
Transcript of Clase 01 Siderurgia i Semana 1

CLASE I SIDERURGIA I SEMANA 1
CONTENIDO:1. 0 INTRODUCCIÓN A LA ASIGNATURA.1. 2 DEFINICIÓN, FINALIDAD Y ANTECEDENTES. 1.3 PRESENTE Y FUTURO DE LA INDUSTRIA SIDERÚRGICA. 1.4 MATERIAS PRIMAS PROCESOS SIDERÚRGICOS. PRODUCTOS. SUBPRODUCTOS.
Fig. 01 FLUJO INDUSTRIAL HIERRO Y ACERO

1 INTRODUCCIÓN A LA ASIGNATURA1 INTRODUCCIÓN A LA ASIGNATURASiderurgia (Planta siderúrgica)Se denomina siderurgia (del griego σίδερος, síderos, "hierro") a la técnica del tratamiento del mineral de hierro para obtener diferentes tipos Hierro o de sus aleaciones. El proceso de transformación del mineral de hierro comienza desde su extracción en las minas. El hierro se encuentra presente en la naturaleza en forma de óxidos, hematita (Fe2O3) y la magnetita (Fe304) hidróxidos, Limonita FeO(OH)·nH2O. Limonita (Fe(Fe22OO33 + 3.H + 3.H22O) O) ó Fe(OH)3 ó Fe2O3H2O Goethita Fe(OH)H2O carbonatos, Siderita o carbonato de hierro (FeCO3) silicatos Mg,Fe)2SiO4 y sulfuros. Pirita FeS2, Markasita FeS2 Los más utilizados por la siderurgia son los óxidos, hidróxidos y carbonatos. Los procesos básicos de transformación son los siguientes:Estos minerales se encuentran combinados en rocas, las cuales contienen elementos indeseados denominados gangas. Parte de la ganga puede ser separada del mineral de hierro antes de su envío a la siderurgia, existiendo principalmente dos métodos de separación: Imantación: consiste en hacer pasar las rocas por un cilindro imantado de modo que aquellas que contengan mineral de hierro se adhieran al cilindro y caigan separadas de las otras rocas, que precipitan en un sector aparte. El inconveniente de este proceso reside en que la mayoría de las reservas de minerales de hierro se encuentran en forma de hematita, la cual no es magnética.

Separación por densidad: se sumergen todas las rocas en agua, la cual tiene una densidad intermedia entre la ganga y el mineral de hierro. El inconveniente de este método es que el mineral se humedece siendo esto perjudicial en el proceso siderúrgico. Una vez realizada la separación, el mineral de hierro es llevado a la planta siderúrgica donde será procesado para convertirlo primeramente en arrabio y posteriormente en acero.
Siderurgias integrales y acerías Se denomina siderurgia o siderurgia integral a una planta industrial dedicada al proceso completo de producir acero a partir del mineral de hierro, mientras que se denomina acería a una planta industrial dedicada exclusivamente a la producción y elaboración de acero partiendo de otro acero o de hierro.
Proceso de producciónPrimero el mineral de hierro es reducido o fundido con coque y piedra caliza, produciendo hierro fundido que es moldeado como arrabio o conducido a la siguiente fase como hierro fundido.
HISTORIAHISTORIANo se conoce con exactitud la fecha en que se descubrió la técnica de fundir mineral de hierro paraNo se conoce con exactitud la fecha en que se descubrió la técnica de fundir mineral de hierro para producir un metal susceptible de ser utilizado. Los primeros utensilios de hierro descubiertos por losproducir un metal susceptible de ser utilizado. Los primeros utensilios de hierro descubiertos por los arqueólogos en arqueólogos en EgiptoEgipto datan del año 3000 datan del año 3000 a.C., y se sabe que antes de esa época se empleabana.C., y se sabe que antes de esa época se empleaban adornos de hierro. Los griegos ya conocían hacia el 1000adornos de hierro. Los griegos ya conocían hacia el 1000 a.C. la técnica, de cierta complejidad, paraa.C. la técnica, de cierta complejidad, para endurecer armas de hierro mediante tratamiento térmico. endurecer armas de hierro mediante tratamiento térmico. Las aleaciones producidas por los primeros artesanos del hierro (y, de hecho, todas las aleacionesLas aleaciones producidas por los primeros artesanos del hierro (y, de hecho, todas las aleaciones de hierro fabricadas hasta el siglode hierro fabricadas hasta el siglo XIV d.C.) se clasificarían en la actualidad como hierro forjado.XIV d.C.) se clasificarían en la actualidad como hierro forjado. Para producir esas aleaciones se calentaba una masa de mineral de hierro y carbón vegetal en unPara producir esas aleaciones se calentaba una masa de mineral de hierro y carbón vegetal en un hornohorno o forja con tiro forzado. Ese tratamiento reducía el mineral a una masa esponjosa de hierro o forja con tiro forzado. Ese tratamiento reducía el mineral a una masa esponjosa de hierro metálico llena de una escoria formada por impurezas metálicas y cenizas de carbón vegetal. Estametálico llena de una escoria formada por impurezas metálicas y cenizas de carbón vegetal. Esta esponja de hierro se retiraba mientras permanecía incandescente y se golpeaba con pesadosesponja de hierro se retiraba mientras permanecía incandescente y se golpeaba con pesados martillos para expulsar la escoria y soldar y consolidar el hierro. El hierro producido en esasmartillos para expulsar la escoria y soldar y consolidar el hierro. El hierro producido en esas condiciones solía contener un 3% de partículas de escoria y un 0,1% de otras impurezas. Encondiciones solía contener un 3% de partículas de escoria y un 0,1% de otras impurezas. En ocasiones esta técnica de fabricación producía accidentalmente auténtico acero en lugar de hierroocasiones esta técnica de fabricación producía accidentalmente auténtico acero en lugar de hierro forjado. Los artesanos del hierro aprendieron a fabricar acero calentando hierro forjado y carbónforjado. Los artesanos del hierro aprendieron a fabricar acero calentando hierro forjado y carbón vegetal en recipientes de arcilla durante varios días, con lo que el hierro absorbía suficiente carbonovegetal en recipientes de arcilla durante varios días, con lo que el hierro absorbía suficiente carbono para convertirse en acero auténtico. para convertirse en acero auténtico. Después del sigloDespués del siglo XIV se aumentó el tamaño de los hornos utilizados para la fundición y seXIV se aumentó el tamaño de los hornos utilizados para la fundición y se incrementó el tiro para forzar el paso de los gases de combustión por la carga o mezcla de materiasincrementó el tiro para forzar el paso de los gases de combustión por la carga o mezcla de materias primas. En estos hornos de mayor tamaño el mineral de hierro de la parte superior del horno seprimas. En estos hornos de mayor tamaño el mineral de hierro de la parte superior del horno se reducía a hierro metálico y a continuación absorbía más carbono como resultado de los gases que loreducía a hierro metálico y a continuación absorbía más carbono como resultado de los gases que lo atravesaban. El producto de estos hornos era el llamado arrabio, una aleación que funde a unaatravesaban. El producto de estos hornos era el llamado arrabio, una aleación que funde a una temperatura menor que el acero o el hierro forjado. El arrabio se refinaba después para fabricartemperatura menor que el acero o el hierro forjado. El arrabio se refinaba después para fabricar acero. acero. La producción moderna de acero emplea altos hornos que son modelos perfeccionados de losLa producción moderna de acero emplea altos hornos que son modelos perfeccionados de los usados antiguamente. El proceso de refinado del arrabio mediante chorros de aire se debe alusados antiguamente. El proceso de refinado del arrabio mediante chorros de aire se debe al inventor británico inventor británico Henry BessemerHenry Bessemer, que en 1855 desarrolló el horno o convertidor que lleva su, que en 1855 desarrolló el horno o convertidor que lleva su nombre. Desde la década de 1960 funcionan varios mini hornos que emplean electricidad paranombre. Desde la década de 1960 funcionan varios mini hornos que emplean electricidad para producir acero a partir de material de chatarra. Sin embargo, las grandes instalaciones de altosproducir acero a partir de material de chatarra. Sin embargo, las grandes instalaciones de altos hornos continúan siendo esenciales para producir acero a partir de mineral de hierro. hornos continúan siendo esenciales para producir acero a partir de mineral de hierro. EL HIERRO : Química: El hierro es el elemento químico de número atómico 26 y peso atómico Fe =55.85. Es un sólido grisáceo de densidad 7.85 que funde hacia 1530º C y hierve más allá de 3200º C. Antes de fundir se ablanda y se vuelve pastoso, lo cual permite labrarlo. Es dúctil, maleable, duro, y el más tenaz de los metales corrientes. Es también el principal de los metales magnéticos. Sin embargo, el aire húmedo ataca lentamente, formando herrumbre, óxido férrico hidratado. Como esta herrumbre

es porosa, la corrosión profundiza y prosigue hasta la destrucción total del metal ; por lo tanto, es indispensable protegerlo para su uso.Minerales de los cuales se extrae: El hierro es extraído de varios minerales entre ellos la pirita, la magnetita, la hematites y la siderita.La pirita: Son agregados granulares o fibroso radiados, informe y en masas compactas. Tiene un brillo metálico y raya de color negro verdoso. Es frágil y opaca. Además es muy poco magnética. Es del grupo de los sulfuros. También sirve para la obtención del ácido sulfúrico y sus sales.La magnetita: Ésta es una masa compacta de grano grueso o fino, granos sueltos, agregados hojosos y también en cristales aislados o agrupados. La hematites: Es normalmente terrosa. Se puede presentar en forma de cristales implantados, incluidos o agrupados en rosetas (rosas de hierro). Es del grupo de los óxidos.La siderita: Es una masa compacta espática de grano grueso o fino. Es del grupo de los carbonatos.
Historia de la metalurgia del hierro: En la prehistoria, el hierro se obtenía directamente del mineral, reduciéndolo en hornos bajos mediante carbón vegetal. El metal se obtenía en estado pastoso, y la escoria debía eliminarse en la forja. Durante la antigüedad y hasta la edad media, el procedimiento de obtención del hierro continuó siendo fundamentalmente el mismo: se utilizaba los hornos de cuba, la forja catalana y los hornos bajos. En el siglo XIV aparecieron los primeros hornos continuos para la producción de fundición líquida, que pueden considerarse los antecesores de los modernos altos hornos. El gran consumo de carbón vegetal en los procedimientos metalúrgicos, que dañaba considerablemente la riqueza forestal, hizo que los gobiernos de muchos países impusieran medidas restrictivas a su uso. Entonces el carbón vegetal fue sustituido por el carbón mineral, y, posteriormente, cuando se conoció su destilación, por el coque, 1735. A finales del siglo XVIII, el procedimiento del pudelado permitió la fabricación de hierro puro. En el siglo XX, este procedimiento ha sido sustituido gradualmente por los modernos procedimientos de fabricación de acero.
Clasificación y obtención de los hierros industriales: Los tipos de hierro utilizados industrialmente se clasifican según su modo de producción. Hierro pudelado: Se obtiene por oxidación del arrabio líquido, con ayuda de una escoria ferruginosa, en el suelo de un horno de reverbero. Debido a la combustión del carbono, el hierro se presenta en estado pastoso, en forma de zamarras, que deben ser batidas para eliminar la escoria. Este procedimiento ha sido abandonado desde hace años. Hierro forjado: Se elabora, partiendo de minerales muy puros, por vía pastosa, y se trabaja por forja o laminación. El hierro de Suecia, obtenido de la fundición blanca, se utiliza como materia prima para la confección de aceros finos. Hierro dulce: Este tipo de hierro se confunde con el acero extradulce, con un porcentaje de carbono inferior al 0.05 %. Se obtiene por los procedimientos clásicos de elaboración de acero: hornos Martin, Thomas o eléctrico. Hierro Armco: Está caracterizado por su alta pureza, sus propiedades magnéticas y su satisfactoria resistencia a la corrosión; se obtiene por procedimientos especiales de afinado en el horno Martin y el horno eléctrico. Hierro electrolítico: Se obtiene por electrólisis de cloruro ferroso con ánodo soluble de acero o fundición. Esta clase de hierro, de alta pureza, pero frágil debido a los gases que contiene, hidrógeno principalmente, es muy apreciado por sus propiedades magnéticas. Hierro aluminotérmico: Se forma con la reacción exotérmica del óxido de hierro y el polvo de aluminio Hierro carbonilo: Este hierro, de alta pureza, preparado en forma de polvo muy fino por descomposición del pentacarbonillo de hierro gaseoso, se emplea en cantidades limitadas, en pluviometalurgia, para la fabricación de piezas de elevadas características mecánicas. Hierro reducido: Se obtiene en estado de polvo por reducción de óxidos, minerales o virutas, en un medio gaseoso reducto (hidrógeno, óxido de carbono)

Un procedimiento nuevo, de origen norteamericano - iron process -, permite la obtención directa del hierro, por reducción y pulverización del mineral fundido en un medio reductor.
1.1 DEFINICIÓN, FINALIDAD Y ANTECEDENTESSe denomina siderurgia al conjunto de operaciones mediante las cuales se obtiene un metal ferroso. El proceso abarca desde la extracción del mineral de hierro hasta su posterior transformación en acero con una presentación comercial determinada.Dentro de la siderurgia existen dos tipos, la siderurgia integral y la siderurgia no integral.SIDERURGIA INTEGRAL: Es el conjunto de operaciones que permiten obtener un primer producto denominado arrabio. Desde la preparación de las principales materias primas, hasta la obtención del arrabio en el alto horno.PROCESOS EN PLANTAS INTEGRALESUna planta integral tiene todas las instalaciones necesarias para la producción de acero en diferentes formatos.Hornos de coque: obtener del carbón coque y gas Hornos altos: convertir el mineral en hierro fundido Acería: conversión del hierro fundido o el arrabio en acero Moldeado: producir grandes lingotes (tochos o grandes piezas de fundición de acero) Trenes de laminación desbastadores: Reducir el tamaño de los lingotes produciendo bloms y slabs Trenes de laminación de acabado: estructuras y chapas en caliente Trenes de laminación en frío: chapas y flejes (Tren desbastador en que los lingotes en caliente pasan por una serie de cilindros giratorios de gran potencia que los transforma en blooms y slab.
El bloom es una especie de plancha cuadrada y el slab es una plancha fina de acero.Del proceso anterior se puede pasar a un tren estructural en el cual los bloons en caliente se deforman para obtener perfiles estructurales, carriles, barras, etc. También se puede pasar al tren de farmachine en el cual los bloons en caliente se transforman y son deformados para obtener barras, alambres, redondos calibrados, telas metálicas, etc.)
Las materias primas para una planta integral son mineral de hierro, caliza y coque. Estos materiales son cargados en capas sucesivas y continúas en un alto horno donde la combustión del carbón ayudada por soplado de aire y la presencia de caliza funde el hierro contenido en el mineral, que se transforma en hierro líquido con un alto contenido en carbono.A intervalos, el hierro líquido acumulado en el alto horno es transformado en lingotes de arrabio o llevado líquido directamente en contenedores refractarios a las acerías. Históricamente el proceso desarrollado por Henry Bessemer ha sido la estrella en la producción económica de acero, pero actualmente ha sido superado en eficacia por los procesos con soplado de oxígeno, especialmente los procesos conocidos como Acerías LD.El acero fundido puede seguir dos caminos: la colada continua o la colada clásica. En la colada continua el acero fundido es colado en grandes bloques de acero conocidos como tochos. Durante el proceso de colada continua puede mejorarse la calidad del acero mediante adiciones como, por ejemplo, aluminio, para que las impurezas “floten” y salgan al final de la colada pudiéndose cortar el final del último lingote que contiene las impurezas. La colada clásica pasa por una fase intermedia que vierte el acero líquido en lingoteras cuadradas o rectangulares (petacas) según sea el acero se destine a producir perfiles o chapas. Estos lingotes deben ser recalentados en hornos antes de ser

laminados en trenes desbastadores para obtener bloques cuadrados (bloms) para laminar perfiles o planos rectangulares (slabs) para laminar chapas planas o en bobinas pesadas.Debido al coste de energía y a los esfuerzos estructurales asociados con el calentamiento y coladas de un alto horno, estas instalaciones primarias deben operar en campañas de producción continua de varios años de duración. Incluso durante periodos de caída de la demanda de acero no es posible dejar que un alto horno se enfríe, aun cuando son posibles ciertos ajustes de la producción.Las siderúrgicas integrales son rentables con una capacidad de producción superior a los 2.000.000 de toneladas anuales y sus productos finales son, generalmente, grandes secciones estructurales, chapa pesada, redondos pesados, rieles de ferrocarril y, en algunos casos, palanquillas y tubería pesada.Un grave inconveniente ambiental asociado a las siderúrgicas integrales es la contaminación producida por sus hornos de coque, elemento esencial para la reducción del mineral de hierro en el alto horno.Por otra parte, con el fin de reducir costes de producción las plantas integrales pueden tener instalaciones complementarias características de las acerías especializadas: hornos eléctricos, coladas continuas, trenes de laminación comerciales o laminación en frío.La capacidad mundial de producción de acero en plantas integrales está cerca de la demanda global, así la competencia entre productores hace que sólo sean viables los más eficaces. Sin embargo, debido al alto nivel de empleo de estas instalaciones, los gobiernos a menudo las ayudan financieramente antes de correr el riesgo de enfrentarse a miles de parados. Estas medidas llevan, internacionalmente, a acusaciones de prácticas comerciales incorrectas (dumping) y a conflictos entre países.
SIDERURGIA NO INTEGRAL: Agrupa todos los procesos dedicados a la fabricación de acero a partir de chatarra, ferroaleaciones y, en algunos casos, arrabio. Para transformar la chatarra en acero es necesario fundirla en hornos especiales. Los hornos más antiguos, pero que todavía se pueden encontrar en algunas acerías, son:EL CUBILOTE. Ha sido un horno muy empleado para la obtención de hierro de segunda fusión, pero en la actualidad ya casi no se emplea. Su materia prima es la chatarra y, algunas veces, arrabio del alto horno. (Fig. 2) FINALIDAD DE LA SIDERURGIA. La finalidad de la siderurgia es producir arrabio de excelente calidad para producir acero. Por tanto La Industria Siderúrgica involucra todos aquellos procesos destinados a la manufactura de elementos de Acero, desde la trasformación del mineral de Hierro y/o Chatarra hasta la comercialización de los elementos por ella producida, usualmente la Industria Siderúrgica se identifica con un alto horno para que la producción de Hierro a partir del mineral de Hierro, sea económicamente rentable, ya que se requiere un volumen importante de producción para amortizar adecuadamente la inversión en vista de que la competencia en la fabricación de Hierro es muy reñida especialmente por las altas producciones que tiene países como Japón, EU, Rusia y Alemania, entre otros, ya que desafortunadamente este tipo de hornos son muy costosos y requieren de una inversión inicial muy fuerte, por lo cual el manejo del proyecto dentro del esquema financiero debe ser muy meticuloso.El alto horno no puede parar por lo cual se programa su mantenimiento, usualmente de manera anual, mientras tanto deberá funcionar las 24 horas al día durante los 365 días al año, ya que la cantidad de carbón que se requiere para llevarlo a la temperatura de operación suele ser muy grande, y el tiempo requerido para dicho efecto también es grande.Adicionalmente de las condiciones económicas no debe dejarse a un lado la cuidadosa selección de personal ya que en este tipo de industrias es usual encontrar ‘artesanos” de la Fundición los cuales más que una capacitación formal requieren amplia experiencia y gran entrenamiento.
En los casos que se requiera fabricar Hierro a partir de Chatarra no se requiere un alto horno, basta trabajar con hornos de inducción o los llamados cubilotes los mismos que funcionan en base de los mismos de los primeros pero en tamaños más manejables.

ANTECEDENTES DE LA SIDERUGIA; PRODUCCIÓN DE METALES BÁSICOSLa producción de metales básicos principalmente, hierro y acero y metales no ferrosos ocupa directamente a unos 8 millones de personas. Sólo el sector del hierro y del acero representa aproximadamente el 75% de este total. Algunas cifras... Durante el año 2008, se produjeron 2,000 millones toneladas de hierro en el mundo, siendo el principal productor China con alrededor del 35.4% del total (707 millones de toneladas), seguido por Brasil (355 millones), Australia (299 millones), e India y Rusia con 180 y 105 millones respectivamente. Estos 5 países agrupan, aproximadamente, el 82% de la producción mundial.En cuanto al Perú se refiere, la producción de hierro se ha incrementado sustancialmente en los últimos años, registrándose durante el año 2008, un volumen de producción de 5.1 millones de toneladas métricas finas, monto superior en 1.12% al del año anterior.En el Perú sólo existe una empresa productora de hierro, Shougang Hierro Perú S.A.A., empresa que se ubica en la región de Ica. Esta empresa ofrece productos conocidos como Pellets alto horno, Pellets reducción directa, Alimento para pelletización, Alimento para sintetización, entre otros.Durante el año 2008, se exportaron US$ 377 millones en productos de hierro, siendo los principales mercados de destino China (69.0% del total), Japón (12.1%), Trinidad y Tobago (9.8%) y México (5.9%).Se trata sin duda de un importante rubro productivo que al igual que el resto del sector minero atraviesa un momento de importante crecimiento, aportando de esta manera también al crecimiento del país. Producción de Hierro en el Perú Fuente: USGS (*Datos preliminares)1999 - 2008 Fuente: MEM
ACTIVIDADES DE LA OIT La OIT lleva años prestando especial atención a la industria del hierro y del acero, en particular por medio de la Comisión del Hierro y del Acero, que celebró 12 reuniones entre 1946 y 1992. En los grupos de sectores seleccionados en 1996 para constituir el núcleo del programa de reuniones sectoriales, se incluye el de la "producción de metales básicos". La reunión más reciente del sector fue, sin embargo, en octubre de 1997 fue titulada: La mano de obra de las industrias del hierro y el acero en el siglo XXI: cuáles serán sus características y sus métodos de trabajo. Empleo en la industria del hierro y del acero, 1975-1996
País 1975 1996
Alemania Australia Bélgica Brasil España Estados Unidos Francia Hungría India Italia Japón Polonia Reino-Unido Rusia, Federación de Súdafrica
226.700 35.000 61.400 123.900 90.900 470.400 157.000 64.000 200.000 96.000 324.400 156.000 190.700 837.6003/ 108.700
85.900 12.300 23.100 80.0001/ 23.800 237.500 38.500 14.200 280.0002/ 39.200 155.000 91.600 37.000 705.200 60.400

Revista del Instituto de Investigación de la Facultad de Ingeniería Geológica, Minera, Metalurgica y GeográficaISSN 1561-0888 versión impresaLa importancia del gas de Camisea en el desarrollo de la industria siderúrgica en el PerúThe importance of Camisea gas in the development of siderurgy industry in PerùRESUMENEn el futuro, la industria siderúrgica puede ser determinada por procesos de bajo costo de operación y capital; pudiendo ser las dos principales rutas para la producción del acero, el reciclaje de chatarra y la reducción de mineral virgen. La alta confiabilidad y el bajo precio del mineral de hierro son los factores que han llevado a desarrollar EL PROCESO DE REDUCCIÓN DIRECTA. En esta decisión, el gas natural es una solución económica para la producción de productos de reducción directa, briquetas y hierro esponja.«EL FUTURO ES AHORA»Palabras clave: Siderurgia, Reducción directa de mineral de hierro, Gas natural. ABSTRACTIn future the iron and steel industry will be determined by processes that the lowest operating and capital costs. Still there will be the two principal ways steel production can go one via recycling of scrap and the other one by reduction of virgin iron ore. High availability and low cost iron ore are the driving factors for the development ore direct reduction process. In this decision the natural gas is one economic solution for the production of ore direct reduction DRI y HBI.«FUTURE IS NOW»Keywords: Iron and steel industry, iron ore direct reduction, natural gas. I. INTRODUCCIÓNEl gas natural es un combustible fósil que se encuentra en estado gaseoso o en disolución con el petróleo. Se encuentra como gas natural asociado cuando está acompañado del petróleo y como gas natural cuando no lo está. El principal acompañante del gas natural es el metano, aproximadamente el 80%. Los otros acompañantes son el etano, el propano, el butano y otras fracciones más pesadas. El gas natural tiene un bajo porcentaje de impurezas: nitrógeno, bióxido de carbono, helio, oxígeno, vapor de agua, entre otros. El gas natural no requiere de plantas de refinación para procesarlo y obtener productos comerciales. Las impurezas que pueda contener son fácilmente separadas por procesos físicos relativamente sencillos. El metano, principal constituyente del gas natural, tiene una gran variedad de usos. Principalmente sirve como combustible o insumo en la actividad industrial, como combustible en las plantas térmicas generadoras de electricidad y combustible para el uso doméstico. El gas metano tiene ventajas frente a otras fuentes de energía primaria como el carbón, combustibles líquidos, energía eléctrica, hidráulica y nuclear. Como insumo industrial está en fase de pleno desarrollo. En el caso de utilizarse el gas natural como insumo, se emplearía en la reducción del mineral de hierro en la siderurgia, así como, en el desarrollo de la industria petroquímica [1].II. EMPLEO DEL GAS NATURAL EN LA SIDERURGIAEl carbón suministra más del 80% de insumo, energía y calor en la industria siderúrgica. La mayor cantidad de carbón se emplea en la producción de coque metalúrgico. El coque es el insumo indispensable en la fabricación del arrabio (fierro fundido primario) en el alto horno. El consumo aproximado de coque en la siderurgia a nivel mundial es de 240 millones de toneladas anuales. Muchos países, inclusive los desarrollados, tienen que importar la materia prima (carbón bituminoso) para la fabricación de coque. Desde algunas décadas se viene investigando y buscando alternativas para poder sustituir el empleo del coque en el alto horno. Desde que el hombre descubrió los metales, ha tratado de mejorar su obtención. La siderurgia moderna es la encargada

de continuar esa tarea, inventando nuevos y mejores procesos, uno de ellos es la reducción directa del mineral de hierro.
Industria siderúrgicaEl segundo gran sector de crecimiento lo constituyen la hulla y el hierro. Desde los primeros años del siglo XVII comienza a escasear la madera, preocupados deciden encontrar otro combustible, buscan y buscan hasta que Darby consigue producir acero utilizando carbón como combustible. Otro de los grandes avances consistió en utilizar la máquina de vapor para inyectar aire al fuego, aumentando la temperatura de la combustión y permitiendo mayor temperatura en menor tiempo con menor combustible.Así pues el carbón se impone, los centros industriales empiezan a establecerse en las cercanías minas. Por otra parte, los aperos de labranza, las máquinas de todos lo tipos, los raíles de las vías férreas... se construyen con hierro. Nace así la industria siderúrgica, convirtiéndose el hierro el material imprescindible. Así se dan constantes innovaciones técnicas, siendo un gran progreso la aplicación de la máquina de vapor. El desarrollo de este sector cubrió las demandas que la naciente industria textil efectuaba.Los índices de producción de hierro fundido y acero señalan la jerarquía de las potencias industriales: la supremacía de Inglaterra, debido a los nuevos procedimientos, ya no importaba minerales. El ritmo al que el consumo crecía incrementó los ritmos de extracción, posibilitados, a su vez, por los nuevos avances. INDUSTRIA SIDERÚRGICA EN EL 2000 La industria siderúrgica mundial, hace su entrada a una nueva era de esplendor, caracterizada por la recuperación de los precios y el aumento de la demanda de acero en los mercados internacionales. La organización siderúrgica Posco.Posco es una acerera integrada surcoreana. La empresa fabrica y vende diversos productos de acero como chapas, alambrones, láminas de acero al silicio (cuarto grupo siderúrgico mundial) considerada el mayor productor de acero del mundo, se apresta a fabricar 14,7 millones de toneladas este año, cifra superior al período 1999, lo que es síntoma de una recuperación general de la industria, en el marco de algo que los analistas han denominado como un recalentamiento de la demanda que presiona al alza de precios". Hace un año la industria estaba sumergida en una penumbra luego que los precios de algunos productos habían caído a su menor nivel en 20 años como resultado de una débil demanda producto de la crisis económica del Sureste Asiático. Sin embargo, en meses recientes se ha visto una recuperación de los precios que promete mantenerse al menos hasta fin de año, de acuerdo a muchos analistas. El gran factor que ha ocasionado la fortuna de la industria lo constituye la recuperación económica de Sureste Asiático, con la excepción de Japón. El consumo de acero en Asia, exceptuando a Japón y a China, aumentará este año a 118 millones de toneladas y el próximo a 123 millones de toneladas, de 113 millones en 1999. Un buen ejemplo de lo que está ocurriendo lo constituye el aumento de la demanda en Korea, a medida que el país se recupera de sus crisis de 1997 y 1998. Otro factor importante lo constituye las buenas perspectivas para la expansión económica en Europa y Norteamérica. Virtualmente todos los indicadores globales muestran crecimiento y esto es un importante factor para la estabilización de la industria siderúrgica. La única nube para la industria, la constituye la continua debilidad de Japón, aunado al bajo nivel de demanda en la economía. El consumo de acero en Japón para este año, se espera que esté al mismo bajo nivel del año pasado de 71 mil millones de toneladas, con la mayoría de las siderúrgicas ya sea perdiendo dinero o con ganancias muy exiguas. Tetsuo Seki, director principal de Nippon Steel, la mayor productora de Japón y la segunda más grande del mundo, dice que no ve muchas mejoras en el corto plazo.

Fuera de Japón, las perspectivas de tiempos mejores se señala en los pronósticos del Instituto Internacional del Hierro y del Acero (IISI), el cuerpo comercial más importante de la industria, que indican que el consumo de acero se incrementará en 3 por ciento este año, luego de un crecimiento mínimo en 1999 y una caída en 1998, debido a la crisis Asiática.Algunos observadores creen ahora que las proyecciones que el Instituto publicó en octubre pasado, parecen un poquito bajas. La mayoría de las siderúrgicas, con la excepción de las japonesas, están consecuentemente esperando una mejora drástica en las ganancias este año, luego de unas exiguas ganancias en 1999.BIBLIOGRAFÍA: Enciclopedia Universal MICRONET Enciclopedia ENCARTA Diccionario Enciclopédico PLAZA & JANES Atlas EL PAIS AGUILAR InternetREDUCCIÓN DIRECTA HIERRO ESPONJA Y PRODUCCUION HIERRO Y ACEROBREVE HISTORIAAparte de las primitivos actividades Siderúrgicas de los indios Campas del Cancamazo, de que da cuenta Raymondi en su obra “EL PERÚ”, ningún intento fue hecho en el país por el establecimiento de una planta integrada, es decir, de una planta capaz de procesar el mineral de hierro y de llevarlo a productos laminados o forjados, hasta que el descubrimiento del rico yacimiento de Marcota despertó el interés del Gobierno por un destino siderúrgico para el Perú.El hecho se produjo en 1913, cuando los ingenieros Federico Fuchs y Roberto Letts, guiados por el arriero Dn. Justo Pastos Rivas, llegaron al cerro Tunga en busca de cobre y dieron en forma casual con el mineral de hierro.A raíz de este descubrimiento, el Gobierno de entonces nombró una comisión presidida por el Ing. José Balta para hacer una evaluación de la nueva riqueza.Por Resolución Suprema del 20 de septiembre de 1929 se declaró “Reserva Minera Nacional” a los yacimientos de Marcona, y por Ley Nº 7656, promulgada en 1932, se autorizó al Poder Ejecutivo a, efectuar las gestiones necesarias para llevar a cabo la explotación de ese mineral.El Estado, por intermedio del Ministerio de Fomento y Obras Publicas contrató a la firma H.A. Brassert & Co., de los Estados Unidos, el estudio de factibilidad para el establecimiento de las industrias Siderúrgicas y carbonífera en el Perú.Con fecha 16 de mayo de 1941, entregó la Misión Brassert su informe final al Gobierno, recomendando la utilización del mineral de hierro de Marcona y la antracita del Santa en una planta siderurgia que se establecería en Chimbote.La ubicación de la planta en Chimbote fue elegida por considerar Brassert muy favorables la bahía; la proximidad al Río Santa, que a demás del agua, ofrecía un considerable potencial energético; el fértil valle vecino y la cercanía al yacimiento carboníferos de La Galgada y Ancos. Debemos agregar que, también que, también dentro de la región, se encuentra abundante la necesaria caliza a utilizarse como fundente.La tecnología adoptada fue la del alto horno con acería de convertir Bessemer y horno Siemens – Martín.Se asigno a esta planta una capacidad de 100,000 ton. anuales de productos terminados de acero.Vino luego, en 1943, la creación de la Corporación Peruana del Santa, uno de cuyos objetivos fue el desarrollo de la industria siderurgia en el Perú.Dos años después, por Resolución Suprema del 16 de julio de 1945, se otorgó a esa Corporación los yacimientos de hierro de Marcona.La Corporación Peruana Del Santa encargo a su vez la explotación de las minas a la firma The Utah Construction Co., la cual asumió el compromiso de abastecer de mineral de hierro a la Planta siderurgia de Chimbote.La Corporación Peruana del Santa contrató en 1950 con la Electro Kemisk, de Noruega, el suministro de un horno electricote reducción, con capacidad para producir 100 ton. diarias de arrabio.

Al año siguiente se firmó con Delatre et Frouard el contrato de suministro del resto de los equipos de una planta integral, incluyendo otro horno eléctrico de reducción igual al ya adquirido.En el cambio de tecnología, esto es, en la adopción final de la reducción y aceración eléctricas fueron razones decisivas una menor inversión y la necesidad de empleo de la energía de la Central Hidroeléctrica del Cañón del Pato que se encontraba ya en construcción.El aluvión de Los Cedros en 1950 comprometió seriamente los recursos de la Corporación Peruana del Santa y determinó una larga parada de las obras hasta que, en 1954, dispuso el Gobierno la reorganización de esa entidad el propósito de llevar adelante los proyectos hidroeléctrico y siderúrgico. Se suscribió al efecto en 1955 un nuevo contrato con un grupo de firmas francesas encabezadas por Delatre et Frouard para obtener la financiación que hacia falta.En 1956 se constituyo la “Sociedad de Gestión de la Planta siderurgia de Chimbote y de la Central Hidroeléctrica del Cañón del Pato, S.A. “SOGESA” integrada por la Corporación Peruana del Santa, el Grupo Francés y el Consorcio de Ingenieros Contratistas Generales que había participado en la ejecución de las obras civiles desde que se reiniciaron los trabajos. La nueva entidad, de acuerdo a su razón social, cumplía el rol de administradora de las dos grandes realizaciones de la Corporación Peruana de la Santa.En el mismo 1956 empezó a operar una parte de la Planta Siderúrgica y, en abril de 1958 se efectuó la inauguración oficial de la planta integrada.En 1960 se constituyó la “Sociedad de Gestión de la Planta Siderúrgica de Chimbote, S.A.” SOGESA, en reemplazo de la Sociedad de Gestión y separándose de sus responsabilidades a la Central Hidroeléctrica. En la nueva SOGESA, dedicada exclusivamente al desarrollo de la industria siderúrgica, participaban la Corporación Peruana de la Santa que había comprado al Consorcio de Ingenieros Contratistas Generales y al Grupo Francés sus acciones de la anterior SOGESA y una firma europea nominada TESAURUS. Más adelante, esta ultima transfirió sus acciones a la Corporación Peruana del Santa que permaneció como única propietaria hasta que la “Empresa Siderúrgica del Perú”, enteramente estatal, constituida por Decreto Ley Nº 19034 del 16 de noviembre de 1971, reemplazo a la Sociedad Siderúrgica de Chimbote, asignándosele el rol de rectora de la industria Siderúrgica en el país en coordinación con el Ministerio de Industria y Turismo a cuyo sector pertenece.En base al nuevo estudio sobre el desarrollo de la industria Siderúrgica que presentaran los consultores EISENVAU ESSEN a la Corporación Peruana del Santa en 1957 y al estudio final realizado por le firma Ferrostal que había sido elegida para suministrar con financiación los nuevos equipos, la ampliación de la Planta Siderúrgica de Chimbote se efectuó con un alto horno y una Acería L-D que entraron en funcionamiento e 1967.Para la producción de palanquilla se adopto la colada continua, siendo ésta la primera instalada en Latinoamérica.Se incorporo mas tarde a las nuevas instalaciones una planta de la minación de productos planos contratada en 1967 al Consorcio Italo Francés COSIDER, y que empezó a producir en 1972, con casi dos años de atraso debido a los daños causados por el terremoto de 1970.En 1966 inició operaciones la planta laminadora de barras y perfiles pequeños montada en Arequipa por ACEROS AREQUIPA S.A., con una capacidad de 60 000 ton. anuales y, en 1967 lo hizo igualmente la planta instalada en el Callao por ACERO PERUANO S.A. APESA para la producción de hasta unas 24 000 ton. de barras y perfiles pequeños por año.Ambas laminadoras, pertenecientes al sector privado – reformado, procesan palanquillas suministradas por SIDERPERU.
EL CENTRO OPERATIVO DE CHIMBOTEEn una extensión de 532 hectáreas esta ubicado en Chimbote el Centro Operativo de Siderperú. Allí, esos muelles en donde pueden acoderar barcos hasta de 15000 y 20000 toneladas, se inicia en realidad el proceso de fabricación de productos de acero con el desembarque de los pellets procedentes de Marcona y el coque que es importado del extranjero.

Una faja trasportadora de 1800 metros de longitud conduce pellets o coque a los lugares de deposito hasta su uso.Las instalaciones del Centro Operativo la constituían hasta hace muy corto tiempo las dos Plantas de fabricación clásicas: Planta de Hierro y Planta de Acero, y las dos Plantas de Laminación: Productos No Planos (barras de construcción, alambran, etc) y Productos Planos (planchas, bobinas).En el año 1975 se inauguro la nueva Planta de Fundición y en abril de 1976 inicio su producción de Planta de Hojalata.Grandes instalaciones auxiliares y necesarias para el desarrollo del proceso con las Plantas de Oxigeno y la Planta de Cal.A ellas es necesario sumar instalaciones de apoyo de gran envergadura como son los diversos talleres (Mecánico, Eléctrico, Carpintería, Fabricaciones Metálicas, etc) que funcionan abasteciendo constantemente a las Plantas cuyas necesidades de repuestos, mantenimiento, fabricaciones, montaje, etc, son cubiertas cada vez en mayor escala por estas instalaciones propias.La capacidad instalada de la Planta Siderúrgica se ah visto incrementada a 520000 toneladas anuales con la realización de los Proyectos de Balanceo, el ultimo de los cuales (Nueva Colada Continua) se pondrá en breve en marcha.Pero aun con este incremento en la capacidad de producción, Siderperú no podrá suministrar más del 60% de los requerimientos de la Industria y, naturalmente, este porcentaje descenderá si el proceso de industrialización sigue creciendo. Este déficit entre la capacidad de producción y las necesidades de consumo traduce ingente fuga de divisas en la importación para cubrir ese saldo negativo.De allí el que Siderperú, de acuerdo al Plan Nacional de Desarrollo, haya elaborado el estudio de ampliación integral que en dos etapas de realización daría una capacidad instalada de 4 millones de toneladas de ACRO anuales.CONSUMO DE AGUA Y DE ENERGIAAlgunas cifras relacionadas a los servicios y consumos en el Centro Operativo dan una idea aproximada de la magnitud de este y del proceso industrial que en su seno se desarrolla.AGUAEn consumo de agua en la Planta, por ejemplo, es igual al que se consume en tonelada la ciudad de Chimbote. De los pozos tubulares de Santa se extraen y consumen 750000 metros cúbicos al mes y del suministro de los pozos del Vivero Forestal (bombas del canal) se consumen 200000 metros cúbicos mensuales.ENERGIA ELECTRICAEl consumo de energía eléctrica no es menos impresionante. La planta Siderúrgica consume 19 millones Kw al mes, lo equivale al 50% de la producción de la Central Hidroeléctrica del Cañón del Pato. Este consumo es igual al que, sumadas, tiene las ciudades de Trujillo y Chimbote y del Callejón de Huaylas.EN MANTENIMIENTODe las estadísticas de la Superintendencia de Mantenimiento se toman algunos datos interesantes:Hay en la Planta 56000 puntos de lubricación; 150000 puntos mecánicos que necesitan ser inspeccionados y controlados y 240000 puntos eléctricos de iguales requerimientos; se utiliza 13000 galones de aceite de lubricación al mes y 14000 libras de grasa mensualmente.EN VENTASQuien transmite por la carretera Panamericana y vea despertada su curiosidad por la gran cantidad de camiones trailers con que se cruza, ve satisfecho su interés al conocer que diariamente se atiende despachos por 400 toneladas de productos laminados planos y 600 toneladas de productos laminados no planos. Estos productos son evacuados en aproximadamente 50 trailers diariamente y traducen en valor de venta aproximadamente 23 millones de soles diarios.ECONOMIA DE DIVISAS CON HIERRO ESPONJACon una inversión del orden de los mil millones de soles en lo que participa COFIDE aproximadamente con el 50%, correspondiendo el resto a autofinanciación de la Empresa Siderúrgica se materializará un proyecto capaz de dar solución a un problema muy serio para

nuestra industria como es el déficit de chatarra al mismo tiempo que abre a la minería del hierro la opción de exportar este mineral con un valor agregado capaz de cuadriplicar su precio en el mercado internacional.Que es la Reducción Directa y el porque de la denominación de Hierro Esponja se pregunta el grueso publico neófito en el quehacer siderúrgico y metalúrgico. Sin embargo, en este campo de la tecnología y la ciencia se halla la segura fuente de mayores ingresos de divisas, la sustitución de gruesos rubros de importación y lo que habrá de ser nuevos centros de trabajo.La Reducción Directa es un proceso metalúrgico que consiste en reducir los óxidos de hierro para obtener hierro metálico sin hallar a la fusión de este. El producto así obtenido conserva aproximadamente la forma del mineral que le dio origen, pero, por haber perdido este el oxigeno constituyente de los óxidos, resulta con una estructura porosa que ah dado origen al nombre “Hierro Esponja”.En el proceso interviene, pues, el mineral de hierro y un agente reductor. El hierro puede emplearse en trozos, en gránulos finos o en forma de aglomerados producidos con partículas muy pequeñas. El reductor suele ser un gas procedente del reformado del gas natural, o bien carbón o finos de coque. Excepcionalmente se esta empleando también nafta, en un caso y petróleo residual en otro, como fuentes de gas reductor.El interés por este proceso de Reducción Directa es universal y, desde luego, esta ligado a las ventajas que su producto – el Hierro Esponja – pueda ofrecer de acuerdo a las necesidades y circunstancias. En casos de obligada importación de chatarra, por ejemplo, la producción de Hierro Esponja para reemplazar esa importación es de vital importancia si se cuenta con un reductor apropiado. Puede también ser extraordinariamente atractivo el proceso de Reducción Directa para un país que cuente con un conveniente reductor y abundante y barato mineral rico de hierro para, así, poder exportar este en forma de Hierro Esponja con una valor por lo menos cuatro veces mayor.Este mismo interés se evidencia en naciones de gran desarrollo industrial como el Japón cuyas empresas siderúrgicas emplean grandes esfuerzos en el estudio de la posibilidad de utilizar el Hierro Esponja para la producción de acero, como lo demuestra la reciente visita que hiciera una numerosa comisión siderúrgica japonesa a México con el objeto de conocer los avances logrados en este campo bastante extendido en la industria mejicana.Característica común en las regiones subdesarrolladas es la escasez de chatarra industrializable, es decir susceptible de ser usada como insumo en la industria. A mas altos niveles de vida, a mayores ingresos per. Capita, mejor es el tiempo de vida en uso de los artefactos y artículos diversos que al pasar como desecho se convierten en chatarra.El Perú no escapa a esta realidad.El hombre común no precisa de estadísticas y severos análisis económicos para percatarse que un alto porcentaje de los vehículos que transitan por nuestras calles y carreteras hubieran sido ya hace muchos años chatarreados en los Estados Unidos o en naciones europeas. Afirmación similar cabe lo que se refiere a herramientas, artefactos domésticos, etc.En el proceso del hierro esponja, la proporción de oxígeno que se encuentra combinada químicamente con el hierro en el mineral se va reduciendo paulatinamente gracias a la acción de una mezcla de hidrógeno (H2 ) y monóxido de carbono (CO), que se inicia a 800° C. Ambas sustancias toman átomos de oxígeno del mineral (se oxidan) para formar H2O y CO2. De esta manera, el óxido de hierro del mineral, Fe2O3 , se convierte en Fe3 O4, luego en FeO y finalmente en el elemento Fe. Es decir, el mineral de hierro se reduce (pierde oxígeno). El resultado es un hierro poroso, esencialmente con la misma forma y tamaño que la partícula del mineral, que es una magnífica carga para la elaboración de acero en un horno eléctrico, pues está libre de impurezas metálicas, es fácil de manejar y transportar y posee una composición química uniforme y precisa.Un componente importante en la producción del acero es el hierro esponja. Se le denomina así porque al mineral de hierro se le ha extraído el oxígeno, convirtiéndose en un material sumamente liviano. La materia prima del hierro esponja es el fierro o mineral de hierro. Esta llega en forma de “pellets” y se almacena en silos junto con el carbón y la caliza.

Aquí se reduce el mineral de hierro, liberándolo del oxígeno gracias a la acción del carbón, para así elevar el porcentaje de contenido de hierro metálico y utilizarlo en el horno eléctrico, como carga metálica en la fabricación del acero, con la ventaja de obtener un producto con menor cantidad de residuales y mejores propiedades.
Para tener un mejor control en los procesos de Acería y Laminación, así como mejorar la calidad de nuestros productos, pusimos en funcionamiento en 1996 esta planta, que opera con dos hornos tubulares rotatorios inclinados tipo "kiln", el cual produce 12 toneladas de hierro esponja por hora lo que hace un promedio de 45,000 t/a ( toneladas anuales) cada uno; siendo la producción total de 90,000 t/a. ¿Cómo se extrae el oxigeno del mineral de hierro?El mineral del hierro, junto con el carbón y la caliza ingresan a los hornos rotatorios a una velocidad controlada por la misma rotación. El interior de los hornos está recubierto de material refractario. Por efecto de la combustión, se produce dióxido de carbono, el cual favorece la reducción del mineral de hierro. Para controlar la temperatura, se dispone de ventiladores a lo largo del horno los que brindan el aire necesario para la combustión del carbón. El hierro esponja obtenido, pasa luego al enfriador rotatorio donde se le suministra agua para su refrigeración.Al final, la carga metálica fragmentada se apila en la bahía de carga en espera de su utilización.
1.3 PRESENTE Y FUTURO DE LA INDUSTRIA SIDERÚRGICALA INDUSTRIA SIDERÚRGICA Y LA OCDE (Madrid)En diciembre del pasado año, los principales productores de acero de la OCDE acordaron reducir en 140 millones de toneladas sus capacidades de fabricación para el período comprendido entre 1998 y 2005. Hace unos meses, la OCDE diseñó una serie de objetivos relacionados con la industria del acero entre los que se proponía, además de recortar la capacidad de producción, encontrar los medios para financiar los costes sociales y los costes medioambientales, motivados por el cierre de plantas, así como limitar los subsidios públicos. Se pretende también elaborar un texto definitivo, gracias al cual se reduzcan las subvenciones a la industria siderúrgica. Según parece, existe ya un texto muy elaborado en el que se explicita, con total claridad, qué clase de subvenciones pueden ser toleradas. De todos modos, no parece fácil encontrar un acuerdo entre todos los países que forman la OCDE, cuando hay 17 puntos de base, sobre los que se negocia desde el año pasado. Los posibles acuerdos a los que se consiga llegar, serán presentados en la conferencia ministerial de la Organización Mundial del Comercio (OMC) que se celebrará en Cancún (México) en el próximo mes de septiembre. En esta reunión, los países de la OCDE presentarán sus puntos de vista, pero no negociarán. Por otra parte, Thyssen Krupp, que es el tercer productor de acero de Europa, en el primer trimestre del presente año, ha incrementado los beneficios netos hasta los 158 millones de euros, lo que representa un 139% más que en el mismo período del pasado año. Este incremento ha superado con creces las expectativas de los analistas y ha sido debido al incremento de los precios del acero y

a la reducción de costes. El grupo alemán elevó su facturación hasta marzo en un 2%, hasta alcanzar los 9200 millones de euros. Han subido los beneficios, antes de impuestos, hasta alcanzar los 250 millones de euros en el primer trimestre de este año, lo que representa un incremento del 160% más que en el mismo período del año anterior. El fabricante alemán, que también produce componentes para automóviles, tiene previsto obtener unos beneficios en la segunda mitad de este año parecidos a los alcanzados en el primer trimestre, lo que se acerca a su objetivo de alcanzar 1.500 millones de euros brutos al final del presente ejercicio.No todo son noticias optimistas. La sociedad Spollac Altantique, integrada en el grupo siderúrgico Arcelor, tiene previsto eliminar 830 empleos en sus dos fábricas del norte de Francia. De los 1.250 de la fábrica de Montaire serán suprimidos 400.Arcelor es el principal productor de acero del mundo y es resultado de la fusión de la luxemburguesa Arbed, la francesa Usinor y la española Aceralia. Estos son algunos aspectos de la industria siderúrgica en Europa y en el mundo en un momento repleto de grandes dificultades económicas y en el que los analistas se muestran incapaces de adelantar unas previsiones para el próximo futuro.
1.4 MATERIAS PRIMAS PROCESOS SIDERÚRGICOS, PRODUCTOS, SUBPRODUCTOS.MATERIAS PRIMASEXPLOTACIÓN DE LAS MINAS:EXPLOTACIÓN DE LAS MINAS: Tecnología de la extracción de metales de sus fuentes naturales y Tecnología de la extracción de metales de sus fuentes naturales y de su preparación para usos prácticos. La extracción de metales involucra los siguientes aspectos:de su preparación para usos prácticos. La extracción de metales involucra los siguientes aspectos:MINERALES DE HIERROMINERALES DE HIERRO: Hematita (Fe: Hematita (Fe22OO33) Limonita (Fe) Limonita (Fe22OO33 + 3.H + 3.H22O) Magnetita (FeO) Magnetita (Fe22OO33.FeO).FeO) Siderita (FeCOSiderita (FeCO33) Pirita (FeS) Pirita (FeS22))
PROCESOS SIDERÚRGICOS. SUBPRODUCTOS. PRODUCTOSLA INDUSTRIA MINERATeniendo como materia prima los minerales.A.- La Industria Metalúrgica.- Esta industria elimina las impurezas de los minerales para convertirlos en concentrados y barrasB.- La Industria Siderúrgica.- El acero es elemento indispensable en la fabricación de numerosos productos y proviene de la industria siderúrgica. C.- La Industria Metal-Mecánica.- Esta industria se encuentra en pleno proceso de desarrollo. Se dedica a la fabricación de diversos productos, que van desde herramientas muy sencillas o artefactos para el hogar hasta la fabricación de artefactos para el hogar hasta la fabricación de maquinarias de distintas calidades y magnitudes. Su materia prima básica es el acero. D.- La Industria de Materiales de Construcción.- La construcción de viviendas requiere de una serie de productos que deben fabricarse previamente, como son: el cemento, el yeso, el ladrillo, las losetas y mosaicos, los artefactos sanitarios.PRODUCCIÓN DEL ACEROSiderurgias integrales y aceríasSe denomina siderurgia o siderurgia integral a una planta industrial dedicada al proceso completo de producir acero a partir del mineral de hierro, mientras que se denomina acería a una planta industrial dedicada exclusivamente a la producción y elaboración de acero partiendo de otro acero o de hierro.PROCESO DE PRODUCCIÓNEl acero es una aleación de hierro y carbono. Se produce en un proceso de dos fases. Primero el mineral de hierro es reducido o fundido con coque y piedra caliza, produciendo hierro fundido que es moldeado como arrabio o conducido a la siguiente fase como hierro fundido. La segunda fase, la de acería, tiene por objetivo reducir el alto contenido de carbono introducido al fundir el mineral y eliminar las impurezas tales como azufre y fósforo, al mismo tiempo que algunos elementos como manganeso, níquel, cromo o vanadio son añadidos en forma de ferro-aleaciones para producir el tipo de acero demandado.

En las instalaciones de colada y laminación se convierte el acero bruto fundido en lingotes o en laminados; desbastes cuadrados (gangas) o planos (flog) y posteriormente en perfiles o chapas, laminadas en caliente o en frío. Más tarde se ensucia el material y se devuelve el pez al agua.En principio, son tres los tipos de instalaciones dedicadas a producir piezas de acero fundidas muy grandes o laminados de acero:PROCESOS EN ACERÍAS ESPECIALIZADASEsta planta es productora secundaria de aceros comerciales o plantas de producción de aceros especiales. Generalmente obtienen el hierro del proceso de chatarra de acero, especialmente de automóviles, y de subproductos como sinterizados o pellets de hierro (DRI). Estos últimos son de mayor coste y menor rentabilidad que la chatarra de acero por lo que su empleo se trata siempre de reducir a cuando sea estrictamente necesario para lograr el tipo de producto a conseguir por razones técnicas. Una acería especializada debe tener un horno eléctrico y “cucharas” o hornos al vacío (convertidores) para controlar la composición química del acero. El acero líquido pasa a lingoteras ligeras o a coladas continuas para dar forma sólida al acero fundido. También son necesarios hornos para recalentar los lingotes y poder laminarlos.Originalmente estas acerías fueron adoptadas para la producción de grandes piezas fundidas (cigüeñas, grandes ejes, cilindros de motores náuticos, etc.) que posteriormente se mecanizan, y para productos laminados estructurales ligeros, tales como hierros redondos de hormigonar, vigas, angulares, tubería, rieles ligeros, etc. A partir de los años 1980 el éxito en el moldeado directo de barras en colada continua ha hecho productiva esta modalidad. Actualmente estas plantas tienden a reducir su tamaño y especializarse. Con frecuencia, con el fin de tener ventajas en los menores costes laborales, se empiezan a construir acerías especializadas en áreas que no tienen otras plantas de proceso de aceros, orientándose a la fabricación de piezas para transportes, construcción, estructuras metálicas, maquinaria, etc.Las capacidades de estas plantas pueden alcanzar alrededor del millón de toneladas anuales, siendo sus dimensiones más corrientes en aceros comerciales o de bajas aleaciones del rango 200.000 a 400.000 toneladas anuales. Las plantas más antiguas y las de producción de aceros con aleaciones especiales para herramientas y similares pueden tener capacidades del orden de 50.000 toneladas anuales o menores.Dadas sus características técnicas, los hornos eléctricos pueden arrancarse o parar con cierta facilidad lo que les permite trabajar 24 horas al día con alta demanda o cortar la producción cuando la demanda cae.LaminadorasEstas últimas solo tienen trenes de laminación, ( Tren de alambron ) de perfiles comerciales o chapa fría. Además las láminas contienen un bajo porcentaje de carbono.Productos: Barras 1. Alambrón en rollo con acero limpio. 2. Barras gruesas para la molienda de minerales. 3. Barras de hormigón CAP Planos 1. Laminados en caliente en rollos negros o decapados. 2. Laminados en frío: Rollos o planchas cortadas 3. Hojalata electrolítica en rollos o planchas cortadas. 4. Planchas de acero zincalum ( Son planchas revestidas que poseen la resistencia del acero, y la capacidad del aluminio de resistir a la corrosión atmosférica en el largo plazo).5. Subproductos: Caliza y Cal viva
PARA LA INTRODUCCIÓN A EL A.H.Mineral de hierro El mineral de hierro se extrae de minas. A pesar de la abundancia de mineral de hierro en la naturaleza, solo se aprovechan dos tipos en la industria: los óxidos y el carbonato. Normalmente,

el mineral, no se encuentra en estado puro, sino combinado con otros elementos químicos. De este modo se requieren una serie de procesos para la separación de la ganga (parte despreciable) y mena (parte útil).El primer tratamiento al que se debe someter el mineral de hierro, una vez extraído, consiste en una trituración y molienda con el fin de adoptar un tamaño que permita una mejor selección. Posteriormente se realiza la separación de la ganga mediante magnetismo, flotación, tamizado, etc. Finalmente una vez separada la mena se procederá a su clasificación, siendo el método mas empleado el que la clasifica por su aspecto. Tabla 1:
Mineral Nombre ClasificaciónProporción en hierro del mineral puro (%)
Características
Óxidos Magnetita Fe3O4 Mena negra 72,4Color gris-negro
magnético
Hematites Fe2O3 Mena roja 70Color rojizo, gris
hasta negro
Limonitas Fe2O3·H2O
Mena parda 60
Por ultimo se procede al lavado y se aglomera la mena en pellets, nódulos, sinters o briquetas, con el fin de mejorar su manipulación.Carbón de coqueLa misión del carbón de coque es:· Producir, por combustión, el calor necesario para las reacciones químicas de reducción (eliminación del oxigeno) así como fundir la mena dentro del horno alto· Soportar las cargas (mezcla de carbón de coque, fundente y mineral de hierro) dentro del alto horno.· Producir un gas reductor (CO) que transforme los óxidos en arrabio.· Dar permeabilidad a la carga del alto horno y facilitar el paso del gas.El coque de los altos hornos debe de tener una dimensión de ocho a doce centímetros, con un contenido de cenizas 9,8% - 10,2% y del 0,9% - 1,2% de azufre.FundentesPese a que el mineral de hierro ya ha sufrido un tratamiento preliminar en el que se he reducido la ganga existente, siempre quedan impurezas unidas al mineral que es preciso eliminar. Estas impurezas van a reaccionar químicamente con el fundente y formar la escoria, que flotara sobre el metal fundido.La función principal del fundente, formado por piedra caliza, es la siguiente:· Bajar el punto de fusión de la ganga haciendo que la escoria se mantenga liquida.· Reaccionar químicamente con las impurezas (ganga) que contiene la mena, en el momento en que se encuentre en estado liquido dentro del alto horno, arrastrándolas hacia la parte superior, y formando lo que se denomina escoria.Funcionamiento del alto hornoLa función del alto horno es reducir el mineral de hierro, principalmente sus óxidos, mediante el monóxido de carbono que se forma por combustión del carbono del coque y el oxigeno de la corriente de aire que se introduce en el horno. Este se carga con mena de hierro, coque y fundentes en proporción de:1.- Mineral de hierro……………. 2 Tm2.- Carbón de coque…………….. 1 Tm3.- Fundente…………………….. ½ TmLos altos hornos, una vez encendidos, están funcionando ininterrumpidamente hasta que sea necesario hacerles una reparación. Para evitar el escape de humos a la atmósfera (con la

consiguiente contaminación) en el momento de introducir las cargas por la parte superior, disponen de unos sistemas de apertura especiales. El aire necesario para el trabajo del horno alto entra por las toberas y procede de un cinturón de viento que recibe este de maquinas sopladoras. Los gases escapan por conductos laterales.A medida que baja la carga, su temperatura aumenta hasta que llega al etalaje donde se llegan a producir temperaturas del orden 1.650ºC, suficientes para que al mineral de hierro (mena) se transformen gotas de hierro que se depositan en el fondo (crisol), cuya temperatura ronda los 1.600ºC.La caliza (fundente) reacciona químicamente con las impurezas formando la escoria, que flota sobre el hierro fundido. Por un agujero, llamado bigotera o piquera de escoria, se extrae, aproximadamente, cada dos horas.Periódicamente se sangra el horno, es decir, se vacía el crisol por un orificio practicado en la parte baja del mismo, denominado piquera de arrabio. El hierro liquido (arrabio) se conduce por unas regueras de arena hasta colarlo en las cucharas, que pueden ser abiertas o cerradas (cuchara torpedo). Estas últimas permiten conservar el calor del caldo durante el transporte o durante los tiempos de espera.Al producto que se obtiene del alto horno se le denomina arrabio, hierro colado o hierro de primera fusión. El problema que tiene el arrabio es que posee un exceso de impurezas, que lo hacen demasiado frágil y poco adecuado para el uso industrial en la fabricación de diferentes piezas.ALTO HORNO. El objeto del alto horno es la reducción del mineral de hierro. Reducción: es la separación de todas las substancias extrañas que acompañan al metal especialmente del oxigeno. Esta operación es indispensable, pues los minerales, tales como se encuentran en las minas, no podrían ser trabajados y no tendrían directas aplicación.Tampoco los lingotes de arrabio o de primera fusión obtenidos en el alto horno, podrían ser utilizados de inmediato en el taller, debido a la gran cantidad de carbono que contiene y por su poca homogeneidad. Sin embargo es indispensable que los minerales pasen previamente por el alto horno para poderse transformar luego en hierro, en acero o fundición.DESCRIPCIÓN DE LAS PARTES: La parte superior recibe el nombre de cuba y la parte intermedia es el etalaje. La inferior, el crisol, es cilíndrica y termina con la dama, donde se encuentre el orificio de salida para el metal fundido. La parte superior de la cuba, llamada tragante, se mantiene cerrada herméticamente por medio de una tapa metálica de forma cónica. Esta se baja mecánicamente al descargarse sobre ella la vagoneta de mineral, carbón o fundente, y por la acción de un contrapeso vuelve a cerrarse impidiendo el escape de los gases. Mas abajo del tragante existe un grueso caño que recoge los gases producidos en el horno para llevarlos al depurador y luego al recuperador. En lo alto del crisol hay unas hileras de toberas por donde penetra el aire comprimido que debe que debe activar la combustión. Un poco mas abajo se halla la salida para las escorias.

CARGA DEL ALTO HORNO:El alto horno es un Torrejón de ladrillos refractarios, consiste de 2 conos truncados, reunidos por sus bases. Tienen un diámetro de 6 a 10 metros y de 20 a 30 metros de altura estando sostenido exteriormente por una robusta armazón de hierro. La carga del horno se hace con potentes montacargas dotados de fuertes cajas, cuya parte inferior se abre, o bine con vagonetas volcables. La forma del tragante permite que los materiales que entra se distribuyan mas uniformemente. En un alto horno moderno, por cada tonelada de mena (parte del filón o yacimiento que contiene minerales útiles en mayor proporción que rocas sin valor económico) se carga se carga media tonelada de carbón de coke metalúrgico y un cuarto de tonelada de fundente, de lo que se obtienen media tonelada de fundición bruta, media tonelada de escoria y tres cuartos de productos volátiles, denominados gases de alto horno. El objeto del fundente es formar con la ganga un compuesto facilmente fusible y más liviano que la misma fundición, para que sobrenadando se desborde y corra al exterior por un plano inclinado. Este fundente es el carbonato cálcico (piedra calcárea) cuando la ganga es silícia, y son arenas silíceas, cuando la ganga es calcárea. El mineral, el carbón y el fundente bajan en el horno a medida que las capas inferiores se consumen por la combustión del carbón y por la extracción de la fundición bruta. Para producir y activar la combustión se inyecta aire a 15 atmósferas de presión y a una temperatura de 900º. El funcionamiento del alto horno perdura hasta que resista la capa interna refractaria (8 años aproximadamente). Su encendido inicial exige gran cantidad de leña y carbón. La producción es de 200 a 300 toneladas de hierro colado cada 24 horas, variando según el tamaño del alto horno y la cantidad de aire soplada.
EN UN ALTO HORNO MODERNO:CARGA: 1 T mena, 1/2 T. Coque metalúrgico, 1/4 T. CaCO3 PRODUCTO: 1/2 T. Fundición Bruta, 1/2 T. Escoria, 3/4 T. de productos volátiles. (Gases de A. H.)CONVERTIDOR. HORNO ELÉCTRICO. PROCESO DE AFINO. HIERRO. CARBÓN DE COQUE. FUNDENTES. ALTOS HORNOS. SOLIDIFICACIÓN Y CONFORMACIÓN DEL ACERO. COLADASiderurgia no integralAgrupa todos los procesos dedicados a la fabricación de acero a partir de chatarra, ferroaleaciones y, en algunos casos, arrabio. Para transformar la chatarra en acero es necesario fundirla en hornos especiales. Los hornos más antiguos, pero que todavía se pueden encontrar en algunas acerías, son: El cubilote. Ha sido un horno muy empleado para la obtención de hierro de segunda fusión, pero en la actualidad ya casi no se emplea. Su materia prima es la chatarra y, algunas veces, arrabio del alto horno. (Fig. 2) El horno Martin-Siemens. El convertidor Bessemer. Se alimenta casi exclusivamente de arrabio, raras veces con arrabio y chatarra (de ser así, la chatarra debe de ser seleccionada previamente para evitar que contenga estaño, cobre, etc.). Para eliminar las impurezas, se suministra aire y/o oxígeno por la parte inferior del horno, que atraviesa todo el hierro líquido en sentido ascendente. La reacción química del oxígeno con las impurezas produce grandes desprendimientos de calor y fuertes llamaradas. (Fig. 3)Actualmente los hornos más empleados en la actualidad son el convertidor LD y el horno eléctrico.CONVERTIDOR LD.Se trata de un horno, de creación bastante reciente, que permite la obtención de aceros de excelente calidad. También se le conoce con el nombre de horno de oxígeno básico.o Materia prima que emplea.· Arrabio líquido procedente del alto horno (es la materia principal). Se tratan en un convertidor LD los arrabios que son demasiado pobres en fósforo y silicio para ser afinados en el convertidor Bessemer.· Chatarra.· Fundente (cal), para que reaccione con las impurezas y de lugar a la formación de escoria que flota sobre el material fundido.

· Ferroaleaciones.o Características del horno.· La parte interior está recubierta de ladrillo refractario (de composición química básica).· Bajo la lanza de oxígeno, el metal alcanza fácilmente 3000 ºC, con gran turbulencia, debido al óxido de carbono desprendido.· Cada hornada dura entre 30 y 40 minutos, obteniéndose unas 300 TM de acero por cada hornada. El acero obtenido es de una extraordinaria calidad.o Funcionamiento.El proceso de carga se efectúa colocando el horno en posición inclinada. Se añade el arrabio líquido. Luego se introducen los fundentes y/o la chatarra. Se pone el horno vertical y se baja la lanza de oxígeno (doble tubo refrigerado con agua) y se inyecta oxígeno en el metal fundido. Las impurezas se queman desprendiendo calor. Posteriormente, se inclina el horno y se saca la escoria que flota sobre la masa líquida. Finalmente, se vierte el acero sobre la cuchara y se añaden elementos tales como carbón (para aumentar el contenido en carbono), níquel, cromo, etc.… para conseguir el tipo de acero que se desee.Horno eléctricoMediante este procedimiento se obtienen aceros finos de gran pureza y calidad. Ello se debe a que el baño no queda expuesto a la acción sulfurante de los gases de caldeo, ni a al del oxígeno, ya que se puede lograr una atmósfera neutra, con una temperatura exacta. Es un horno especialmente indicado para la fabricación de aceros para la construcción de herramientas o aceros que vayan a estar sometidos a condiciones de trabajo especiales. También se emplea para el fundido simultáneo de varios metales que van a formar una aleación y cuyo punto de fusión es muy alto, tales como wolframio, tántalo, molibdeno, etc.o Materia prima que emplea· Se carga, principalmente, con chatarra de acero seleccionada.· Materiales de aleación, tales como Ni, Cr, Mo, etc.o Características del horno· Interiormente tiene un revestimiento de ladrillo refractario.Dentro de este horno se pueden llegar a alcanzar temperaturas de hasta 3500 ºC.· Estos hornos se suelen construir para una carga de 100 Tm, donde la operación de afinado suele durar entre 50 minutos y 1 hora.· El oxígeno necesario para la oxidación de las impurezas que contiene la masa líquida procede del aire que está en contacto con el baño, elementos de adición (fundentes) y la chatarra añadida (en forma de óxido).o FuncionamientoSe introduce en el horno la chatarra más el fundente (cal). Mediante tres cilindros de grafito, llamados electrodos, se funde el metal introducido. Posteriormente, una vez efectuada la fusión se vierte en la cuchara, cuya finalidad es transportar el líquido al proceso de horno-cuchara. Este proceso, comienza con un análisis del contenido que es necesario ajustar a la composición del acero. Los elementos que se añaden son aleaciones metálicas de ferrosilicio, ferromanganeso, sílice y cal en abundancia para eliminar el azufre. Tratamientos posteriores al proceso de afino

En los procesos anteriores se dejó el acero, en estado líquido, en la cuchara. Para su transformación en productos útiles es preciso solidificarlo. Sin embargo antes de realizar estos procesos es necesario realizar una desgasificación del acero fundido. La desgasificación es tanto más eficaz cuanto más cerca de la solidificación se realiza, ya que la manipulación del acero líquido implica riesgo de oclusiones gaseosas. La desgasificación se puede realizar en el horno, en la cuchara(a), en el chorro(c), en la lingotera (b) o en la colada continua. El vacío se genera mediante bombas mecánicas y bombas de difusión.Las bombas mecánicas consisten en dos cilindros colocados excéntricamente uno en el interior del otro, de manera que el cilindro de menor diámetro va provisto de sendas zapatas longitudinales y las cavidades que quedan a ambos lados de las zapatas están en contacto con la cámara de vacío y con el exterior. Comoquiera que estas cavidades se cumple la ley de Boyle, con una vuelta completa del cilindro interior se crea, en dos ocasiones, un aumento progresivo de volumen en la cavidad que esta en contacto con la cámara de vacío y, por tanto, una disminución de la presión. Un vacío mas intenso se consigue con la bomba difusora de aceite, que consiste en un tubo vertical, en cuyo extremo inferior existe una resistencia que volatiliza el aceite o el mercurio, que condensan en el surtidor de la parte superior, de modo que las gotas condensadas arrastran a las moléculas de aire creando una depresión.Finalmente, y dependiendo del uso que se le quiera dar, el arrabio puede seguir varios caminos: A los hornos de afinado: debido al exceso de impurezas, el arrabio tiene unas características mecánicas deficientes. La solución consiste en eliminar, esas impurezas en hornos de afinado y convertirlo en acero. Para ello, se transporta el arrabio en el interior de la cuchara torpedo para que no se enfríe. La cuchara torpedo se desplaza por unos raíles hasta las proximidades del convertidor donde introduce su carga y comienza su tratamiento. A la zona de lingoteras: si por cualquier causa no interesase transformar el arrabio en acero, se llevará a la zona de lingoteras para su solidificación. Existen dos tipos de lingoteras:1.- Máquina de colar: consiste en un moderno sistema que consiste en una cinta transportadora de acero, con recipientes, en los que se va introduciendo el arrabio. Dado que la cinta es larga y avanza lentamente, poco tiempo después el arrabio estará solidificado.2.- Lingoteras permanentes: consisten en moldes en tronco de pirámide de base cuadrada, sin tapa ni fondo, en los que se introduce, por la parte superior, el arrabio y se deja solidificar. Para extraer el molde se tira de el hacia arriba. En este proceso se producen rechupes, por lo que se hace necesario cortar la parte superior del lingote eliminando, al mismo tiempo, impurezas que salieron a flote. (Fig. 4)Procesos de solidificación del acero

En los procesos anteriores se dejo el acero, en estado liquido, en la cuchara. Para su transformación en productos útiles es preciso solidificarlo. Existen tres métodos de colada: Colada convencional.Consiste en verter el acero líquido sobre moldes con la forma de la pieza que se quiere obtener. Posteriormente se deja solidificar el metal y luego se extrae la pieza. Por medio de este método podemos fabricar y obtener piezas de formas muy diversas, siendo ampliamente utilizado en el campo de los recipientes de productos y carcasas de maquinas, con el fin de conseguir aspectos mas agradables, llamativos y funcionales, sin necesidad de retocar posteriormente el producto. Por regla general, este proceso trae consigo un ahorro importante de material en la fabricación del producto final en comparación con otros métodos.En muchos casos, y en es especial cuando se requieren acabados de precisión, se realiza un proceso de mecanizado sobre la superficie obtenida por colada.Durante el proceso de colada hay que tener en cuenta los siguientes aspectos:o Realizar moldes que soportan bien las altas temperaturas del material fundido sin que lleguen a deformarse. Además, deben permitir la solidificación de una manera homogénea, con objeto de evitar deformaciones o alteraciones en el producto final, así como disponer de los orificios necesarios para la salida del aire cuando se introduce el metal fundido.o Vaciar el metal a la temperatura idónea; ni demasiado alta, porque se oxida con facilidad, ni demasiado baja, porque apenas estaría en estado liquido con lo cual no penetraría en las cavidades con facilidad.Existen varios tipos de colada: colada sobre moldes de arena, colada sobre moldes permanentes y colada a la cera perdida. Colada sobre lingoterasAquí el acero se introduce en el interior de lingoteras (moldes prismáticos de fundición, con forma troncocónica y sección transversal cuadrada). Una vez solidificado, el acero se extrae y se almacena hasta que se vaya a utilizar.El llenado de las lingoteras se puede realizar de dos maneras posibles: De manera directa. La cuchara se coloca encima de la lingotera y se abre una boquilla que deja caer un chorro de acera líquido sobre la lingotera. Mediante sifón. La cuchara se sitúa sobre un conducto central y vertical del que parten unos canales horizontales de distribución a cada lingotera.Como los lingotes se solidifican rápidamente en la superficie, pero lentamente en el centro, deben colocarse en un horno especial donde se recalientan hasta conseguir que toda la masa se solidifique uniformemente. Se procura que no existan grandes diferencias de temperatura entre distintos puntos del lingote para evitar posibles roturas internas. Colada continuaEl proceso consiste en llenar un recipiente de metal fundido procedente de uno de los hornos de la fundición. El metal cae por un orificio refrigerado (molde), se solidifica obteniéndose una tira continua de sección semejante a la del molde denominada palanquilla. Esta tira cae en vertical y, al apoyarse sobre unos cilindros, a medida que avanza, se va colocando horizontal para ser cortada mediante sopletes que se mueven a la misma velocidad que la plancha.Las ventajas que aporta la colada continua son:o Eliminación de gastos tan importantes como lingoteras, preparación de desmolde, etc.o Importante reducción del consumo de energía, al no ser necesario los hornos de recalentamiento de lingotes.o Disminución, del orden del 50 por 100, de la mano de obra necesaria respecto a la colada sobre lingoteras. (Fig. 5)Procesos de conformación del aceroLa deformación de materiales hasta conseguir la forma deseada es una técnica muy utilizada en la industria como procedimiento de fabricación. Se puede realizar a temperatura ambiente (deformación en frío) o elevando la temperatura del material (deformación en caliente).

Por norma general, elegiremos un procedimiento de deformación en frío si el material y la pieza a realizar lo soportan, pues mejoramos algunas de sus propiedades, el acabado es mejor y las medidas mas exactas. Además se evita tener que calentar las piezas y disponer de maquinas herramientas que soporten esas temperaturas sin dañarse, lo cual supone un ahorro. Por el contrario, se precisan maquinas mas potentes para realizar las operaciones. En la mayoría de los casos se necesitan varios procedimientos de deformación para obtener la forma final, pidiéndose combinar. Deformación en calienteLos procesos básicos por deformación en caliente son: laminación y forja. Laminación
La temperatura del material a laminar esta comprendida entre 800 y 1250 ºC. La laminación consiste en hacer pasar el material entre dos rodillos o cilindros que giran a la misma velocidad pero en
sentido contrario. De esta manera se reduce la sección transversal, mediante la presión ejercida por estos, alargando su longitud y comprimiendo los poros y las pequeñas fisuras.
En la laminación se aprovecha la ductilidad y maleabilidad del acero, que aumenta a medida que lo hace su temperatura. Existen varios tipos de maquinas, cada una adecuada a la fabricación de un determinado producto:o Tren desbastador.Este tren convierte los lingotes en: · Bloom: sección transversal cuadrada y gran longitud.· Slab: sección transversal rectangular y gran longitud.o Tren de perfiles estructuralesSe utilizan blooms para obtener diferentes tipos de perfiles que, posteriormente, serán utilizados en la fabricación de maquinaria, estructuras de barcos y naves industriales, torres eléctricas, etc.o Tren de bandas en calienteAquí se emplean los slabs para obtener chapa de distintos tamaños y espesores. Con objeto de mejorar las características de la chapa fabricada, se suelen introducir en un tren de laminación en frío. Figuras y Tablas


el alto horno En general los altos hornos tienen un diámetro mayor a 8 m y llegan a tener una altura superior de los 60 m. Están revestidos de refractario de alta calidad. Los altos hornos pueden producir entre 800 y 1600 toneladas de arrabio cada 24 h. La caliza, el coque y el mineral de hierro se introducen por la parte superior del horno por medio de vagones que son volteados en una tolva. Para producir 1000 toneladas de arrabio, se necesitan 2000 toneladas de mineral de hierro, 800 toneladas de coque, 500 toneladas de piedra caliza y 4000 toneladas de aire caliente. Con la inyección de aire caliente a 550°C, se reduce el consumo de coque en un 70%. Los sangrados del horno se hacen cada 5 o 6 horas, y por cada tonelada de hierro se produce 1/2 de escoria.

Alto horno
ANTECEDENTES, PRESENTE Y FUTUROLa industria del hierro.Los productos de hierro resultaban imprescindibles para fabricar bienes de capital como aperos de labranza y maquinaria textil. A fines del siglo XVIII comenzó a utilizarse el hierro como materia de construcción de viviendas, fábricas y puentes. Desde 1840-1850, la construcción de ferrocarriles, la mecanización de un mayor número de industrias, el rápido proceso de urbanización y los mayores gastos militares dispararon el consumo de raíles, de locomotoras, de maquinaria, de vigas, de tuberías o de cañones.El proceso más utilizado en la Europa de principios del siglo XVIII era el llamado sistema indirecto. La primera fase consistía en mezclar mineral de hierro y carbón vegetal en un alto horno, convirtiéndolo en hierro colado, muy duro, pero quebradizo. Una parte pasaba a moldes con los que se fabricaban cañones u otras armas. El resto debía ser refinado volviéndolo a calentar con carbón vegetal en hornos bajos. Otras veces se hacía pasar por rodillos para obtener planchas y laminados.La industria siderúrgica tenía caracteres más modernos que la textil a principios del siglo XVIII. Estaba concentrada en instalaciones que solía reunir la etapa de obtención de mineral y de carbón vegetal, la etapa de producción de hierro colado, la de afino y la de fabricación de barras y planchas. También era una industria más mecanizada donde trabajaban obreros asalariados. El antiguo sistema de fabricación no hubiera bastado para producirlo en cantidades tan grandes como las que exigió su demanda. Un primer inconveniente procedía de la utilización de carbón de madera ya que era imposible incrementar la producción sin destruir el bosque. Se resolvió con el empleo de coque en los altos hornos que posee un mayor poder calorífico si se inyecta en el alto horno un potente chorro de aire. Un segundo inconveniente procedía de la utilización de energía

hidráulica. Las máquinas se movían con poca velocidad y dejaban de funcionar durante los periodos de estiaje de los ríos por lo que se sustituyeron por máquinas de vapor. El tercer inconveniente lo originaba la escasa productividad del trabajo manual por lo que los talleres fueron desapareciendo y sustituidos por fábricas capaces de producir a gran escala.La mayor producción de hierro colado rompió el equilibrio de la industria siderúrgica. En 1786, Henry Cort inventó el sistema de “pudelado”. El hierro dulce se obtenía ahora en un horno mayor, utilizando coque como combustible y produciendo quince toneladas en 12 horas. Dejó de fabricarse en las últimas décadas del siglo XIX cuando apareció el acero.La mayor producción de hierro dulce chocó con la baja productividad de los artesanos que lo transformaban en productos acabados.Un primer cambio consistió en reunir en grandes talleres a muchos artesanos bajo el control de un capitalista, dueño del edificio y de la maquinaria. La productividad de estos talleres aumentó porque cada obrero se especializaba en una fase de la operación del producto.El segundo cambio lo provocó el descubrimiento de nuevas máquinas movidas ahora con energía de vapor. Estas máquinas cortaban, estiraban y moldeaban el hierro a gran velocidad y permitían fabricar en grandes cantidades.Durante las primeras décadas del siglo XIX, al trabajo artesanal coexistió con las fábricas y su sustitución fue lenta. Sobrevivieron únicamente grupos de artesanos especializados en obtener artículos cuya fabricación seguía exigiendo mucha habilidad manual.Todas estas innovaciones revolucionaron la productividad en la industria siderúrgica. Los precios del hierro y sus derivados bajaron a un ritmo sin precedentes y aumentó la demanda de productos siderúrgicos, haciendo que el hierro desbancara a los antiguos materiales. La producción de hierro tuvo efectos de arrastre sobre otros sectores haciendo que éstos también crecieran. Arrastró, por tanto a la minería, a los transportes y a la construcción de máquinas. Aumentó el número de trabajadores en las minas y en las fábricas, impulsó la aparición de nuevas fábricas metalúrgicas, canales, ferrocarriles, puertos y astilleros.Sector SiderometalúrgicoLa siderurgia tradicionalLa actividad asociada a la transformación del mineral de hierro ha sido una de las más importantes en la economía de Gipuzkoa y Bizkaia. Esta industria se pudo desarrollar gracias a la existencia en este entorno de tres elementos básicos: importantes yacimientos de hierro (especialmente en Somorrostro), una red hidrográfica extensa con abundantes saltos de agua que permitían accionar fuelles y martinetes y grandes bosques cuyos árboles fueron convertidos en el carbón vegetal que se consumía en grandes cantidades en los hornos.

El paso de la siderurgia tradicional a la siderurgia modernaLa siderurgia tradicional se remonta a la época romana, cuando la reducción del mineral para obtener el tocho de hierro se realizaba al aire libre empleando hornos bajos semiexcavados en la tierra, conocidos en Bizkaia como ferrerías de monte, masuqueras o haizeolak.En el siglo XII la actividad ferrona ya se realizaba en recintos cerrados cercanos a cursos de agua cuyos saltos permitían mover fuelles (5) y martinetes (3). Se trata de las ferrerías hidráulicas, que ya disponían de carboneras y almacenes, además de la infraestructura hidráulica (presa, canal, antepara y rueda) para activar los fuelles del horno y el martillo. Estos hornos tenían paredes revestidas de ladrillo o arcilla refractaria y se cargaban con capas alternativas de vena (mineral de hierro) y carbón vegetal. Para acelerar el proceso de calentamiento de la masa, se insuflaba aire mediante los fuelles a través de unas toberas (2). Aunque este método aceleraba el proceso tampoco permitía alcanzar la temperatura suficiente para fundir el mineral, pues el resultado era una masa incandescente que se retiraba del horno, eliminando sus impurezas mediante golpes del martillo o "gabia" y convertirlo así en tochos (4).
A finales del siglo XVIII una serie de factores favorecen el declive de las ferrerías tradicionales: el incremento del coste del carbón así como, el retraso tecnológico que no permitía competir en precio

con los productos importados. En este contexto se construyen las primeras fanderías, que aplican una tecnología algo más evolucionada, fruto del nuevo saber ilustrado. El nacimiento de la siderurgia modernaNo obstante, en Euskadi, el gran salto que permitió el abandono de las manufacturas tradicionales y el inicio de una auténtica producción industrial de hierro se produjo a mediados del XIX con la implantación de un nuevo sistema de fundición indirecto o alto horno, alimentado con carbón mineral -que ya se utilizaba en Inglaterra un siglo antes- y con los convertidores Bessemer y Siemens-Martín. Estos avances técnicos favorecieron el aumento y la calidad de la producción, así como la reducción de costes. El abaratamiento del hierro y el acero generó una fuerte demanda en otros sectores como la construcción de edificios, obra pública (puentes, viaductos, mercados, etc..), el sector naval, el ferrocarril, la maquinaria industrial, etc.Por su parte, el sistema Bessemer permitía convertir el hierro en acero mediante un proceso de descarburación gracias a la introducción de chorros de aire caliente (6). Este sistema logró mejorar la calidad y la producción del producto consumiendo menos mineral y utilizando además un tipo de mineral no fosfato extraído de las propias minas vizcaínas. Por todo ello se puede afirmar que, con la introducción del sistema Bessemer, Bizkaia se convirtió en la capital del acero español.
Los altos hornos estuvieron activos durante 17 años.Los Altos Hornos de la Ferrería de San Blas se alimentaban a base de cok. El primer horno se puso en funcionamiento en el año 1845 para unos, mientras que para otros, es en el año 1847 ó 1848. Dentro de la Ferrería de San Blas, enclavada en los muros, se conserva una pieza de hierro que contiene la inscripción de "Fabricado en San Blas, 1848".El segundo horno comenzó a construirse en el año 1851, pero se sabe que en el año 1855 todavía no había entrado en funcionamiento. La Ferrería duró solamente 17 años, figurando los hornos como inactivos desde 1862.Los hornos funcionaron con material extraído de las minas de La Salud, en Sahelices de Sabero, La Imponderable en Aleje, y La Antigua en Argovejo, además de las mismas de hulla como La Juanita, Sucesiva y Abundante de la cuenca de Sabero que estaban en explotación por aquella época. Los hornos medían 57 y 60 pies siendo accionados por máquinas de 60 y 90 caballos. Las calderas de vapor de las soplantes eran 12 y estaban montadas sobre 20 hornos de cok para aprovechar el calor sobrante. Cada uno de los hornos tenía capacidad para producir 9 toneladas diarias de metal. Lo que hoy se conoce como Plaza de San Blas o Plaza de los Árboles fue donde se tendía el hierro colado.

En los trabjos de construcción se invirtieron 17 millones de reales, sin contar el coste de las dependencias de la Administración, oficinas, almacenes, cuadras, casa de obreros, etcétera. En los hornos llegaron a trabajar 167 obreros para algún historiador, mientras que para otros la plantilla tenía 400 operarios, llegando a producir entre 2.500 Tm a 2.700 Tm al año.
PRESENTE Y FUTUROLeer libro: LA GLOBALIZACIÓN Y SUS MANIFESTACIONES EN AMÉRICA DEL NORTE Escrito por Mónica C. Gambrill pág. 249http://books.google.com.pe/books?id=qm0LMS88Zj8C&pg=PA249&lpg=PA249&dq=con+cuantos+altos+hornos+cuenta+estados+unidos&source=bl&ots=OryZvi_SQm&sig=L6fYlMTwhxd8NSZeSo9gNZKvcUc&hl=es&ei=XyqeS8mdBsO88gbBxJW7Cg&sa=X&oi=book_result&ct=result&resnum=10&ved=0CBwQ6AEwCQ#v=onepage&q=&f=falseLOS ESTRAGOS DE LA GLOBALIZACIÓN EL CASO DE LOS ALTOS HORNOS DE MEXICO. (Anibal Yáñez – ChavezAborda 3 temas, 1° ¿Qué es la globalización?, 2° Repasa algunos efectos de la globalización en la industria siderúrgica
METODO MEJORADO PARA CONSTRUIR UN ALTO HORNOLa presente invención se refiere a un método mejorado para construir un alto horno en el cual el alto horno es contruido mediante uso de bloques ensanbles individuales prefabricados, caracterizados por los pasos de ensamblar sobre el suelo o terreno una pluralidad de bloques que constituyen el alto horno en un orden en secuencia en un bloque superior del horno hasta un bloque inferior del horno, transportar en secuencia los bloques formados individuales mediante un carro hasta una cimentación que se proporciona en el suelo para el montaje sobre el mismo del alto horno, levantar el primero de los bloques hasta una altura predeterminada por encima de la cimentación, unir el segundo de los bloques con el primer bloque, repetir los pasos de elevación y unión através de un número de veces requerido para completar las piezas principales del alto horno, ificar finalmente el bloque inferior junto con el carro sobre la cimenteción para utilizar el carro como parte de la estructura inferior del horno."EL ALTO HORNO RECIBIRÁ HASTA 9.000 VISITAS ANUALES"La Fundación de Patrimonio Industrial de Puerto de Sagunto ha acogido las buenas nuevas con entusiasmo y ganas de preparar lo que próximamente será un centro de interpretación siderúrgico y que esperan se convierta en un referente dentro de la Comunidad Valenciana.-¿Cuál es su valoración sobre la noticia del inicio de obras del Alto Horno y el adelanto a la previsión de 2010 estipulada en un principio? -Muy positiva. Para nosotros el centro de interpretación ya es una realidad y lo cierto es que lo hemos logrado con la inestimable colaboración del Ayuntamiento de Sagunto. Sabemos y saben que este proyecto supondrá un nuevo motor turístico para la ciudad.¿cuántos turistas calcula que puedan llegar a la localidad atraídos por esta pieza industrial? -Sin ser pretencioso creo que no exagero si digo cerca de 9.000 visitantes al año. No podemos olvidar que sólo en Sagunto hay 30 centros educativos para los cuales este monumento es de indudable valor. A ellos se suman todos los de la provincia y entidades históricas y socioculturales que ya están interesadas en su apertura.-¿Qué le espera al visitante cuando acuda al Alto Horno? -Estamos edificando un proyecto que esperamos sea pasado, presente y futuro de la vida. Cuyo interés no podemos olvidarlo, se manifiesta todavía en la industria viva, por ello queremos que la gente pueda comparar el antes y el después de un eje que todavía es una base económica en Puerto de Sagunto y en la Comunitat. Tenemos claro que queremos algo novedoso donde los documentales y las jornadas temáticas con piezas del museo tendrán gran importancia.-Ustedes son los propietarios del edificio pero una vez esté abierto, ¿seguirán llevando la gestión? -La idea es que sí. Pretendemos que en poco tiempo el proyecto pueda autofinanciarse. Somos una

organización sin ánimo de lucro y no queremos conseguir beneficios. Si funciona será para reinvertirlo en el conjunto del patrimonio industrial de la localidad.-¿El edificio será únicamente monumento o tienen pensado darle otros usos? -Nos gustaría que a la larga pudiera funcionar como una sala multiusos emblemática. Donde no sólo tuvieran cabida las actividades educativas y culturales, sino que en ella se pudieran llevar a cabo eventos de muy diverso calado, ya sea como salón de congresos o conferencias.-¿Algunas de las piezas que conserva hoy ArcelorMittal se expondrán aquí? -Por ciclos y jornadas sí, pero no queremos convertir el espacio en un almacén de piezas. Queremos crear un plan dinámico que interactúe con el visitante.-¿Para cuándo prevé el Museo Siderúrgico? -Me consta que este año se acabarán los cerramientos, pero primero la A y después la B. Es un fin ambicioso y queremos llevarlo a cabo bien. Por lo cual sabemos que todavía tardaremos en verlo hecho realidad unos cuatro o cinco años.