Biomass co-firing solutions - GAS TECHNOLOGY … · Biomass co-firing solutions Metso’s solution:...
22
Biomass co-firing solutions Metso’s solution: Large scale biomass gasification plant integrated to a PC boiler Tyler Biddle – Product Engineer Juhani Isaksson – Gasification Dir.
Transcript of Biomass co-firing solutions - GAS TECHNOLOGY … · Biomass co-firing solutions Metso’s solution:...

Biomass co-firing
solutions
Metso’s solution: Large scale
biomass gasification plant
integrated to a PC boiler
Tyler Biddle – Product Engineer
Juhani Isaksson – Gasification Dir.

From biomass combustion to new
conversion technologies
2

3
C + H2O CO + H2 ΔH = 131.3 kJ/mol (1)
C + ½O2 CO ΔH = -110.5 kJ/mol (2)
C + O2 CO2 ΔH = -393.5 kJ/mol (3)
C + CO2 2CO ΔH = 172.5 kJ/mol (4)
CO + H2O CO2 + H2 ΔH = -41.2 kJ/mol (5)
CO + 3H2 CH4 + H2O ΔH = -206.2 kJ/mol (6)

Gasification:
History
Applications
Commercialization
4

Metso CFB gasifier
Industrial experience
• Götaverken
– Atmospheric CFB gasification
– Värö project start-up 1987
• Tampella Power
– 15 MWth pressurized FB gasifier and
gas cleaning
– Piloting ended 1996
• Metso BFB & CFB boilers
– Fluid bed technology
– Project execution resources
• New gasification development
– Product gas filtration tests
– Dryer technology
– Own process dimensioning tools
5

6
Gasification:
History
Applications
Commercialization

Metso’s Applications for
Gasification
7

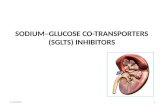
Gasification technologies
Position of Metso CFB gasification
8
PRESSURE OXIDIZIER PROCESS FUEL SIZE APPLICATION
Atmospheric Air Fixed bed Coal SMALL 0 – 10
MW Combustion engines
Pressurized
Oxygen BFB Biofuel
MEDIUM 5-50 MW
Combustible gas for industrial furnaces
Steam CFB Oil LARGE
50 -200 MW
Fossil fuel replacement by
bio/waste in power plants
Entrained flow
Gas HUGE
200 -2000 MW
IGCC
Transport reactor
Waste Transport fuels
Flame gasification
Synthetic NG

Fuels in:
• Woody
• Agricultural
• MSW
Product Gas out:
9
Heating value: 3 – 7 MJ/kg LHV (1300 – 3000 Btu/lb) Temperature: 750 – 800 °C (1380 – 1470 °F) Pressure: 5 – 30 kPag (.722 – 4.35 psig)

10

11
Gasification:
History
Applications
Commercialization

Benefits of adding a biomass gasifier into
an existing coal-fired plant
12
Produces electricity from biofuels with high efficiency
Extends the lifecycle of the existing power plant
Replaces fossil fuel with biomass in larger scale
Increases fuel flexibility
Original coal capacity can be kept
Reduces CO2 emission economically
Relatively low investment cost
Short delivery time and minimized production interference
Cost effective method to meet RPS


Co-firing with CFB gasifiers
Vaskiluodon Voima – Scope
• Metso’s scope
– Fuel receiving and handling
– Drying
– Gasification
– Boiler modifications
– Automation, electronics and instrumentation
14
Wet biomass
Existing PC boiler
Instrumentation, electronics, and automation
Biomass receiving and pre-handling
Large-scale belt dryer CFB gasifier 140 MWfuel
Product gas
Dried biomass

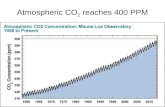
Co-firing with CFB gasifiers
Vaskiluodon Voima
Gasifier
Drying
Storage Silos
Sampling
Screening
Receiving
15
Start-up 2012
Process Gasification (45 MWe) for power generation
Fuels Forest residues (chips), Peat
Fuel Drying Waste heat from 60 – 120 °C (140 – 250 °F)
No downtime except when boiler connections are made. Total investment of less than $55 million.

Fuel handling
• Capacity • 30 truck loads/d, 3500 ft3/load
• Unloading capacity 20000 ft3/h
• Fuel handling • Screening and crushing
• Automatic sampling
• Storage silos 2 x 90000 ft3
• Beltdryer for wood biomass • Fuel moisture before dryer 47%
• Fuel moisture after dryer 34 %
• Water removal capacity 10 t/h
• Heat source for drying is the district heating circuit
16

Fuel and steam
Coal 100 %
Coal + 140MW gas
Gas
140 MW
Coal capacity MWe 184.4 139 0
Product gas capacity MWe 0 46.3 46.1
Total fuel input MWe 184.4 185.2 46.1
Steam High / Reheat MMlb/hr 1.5 /1.3 1.5/1.35 .35 / .32
Steam temp., High Pressure / Reheat
oF 995 / 1030 995 / 1020 895 / 905
Steam pressure psi(g) 2670 2670 945
Feedwater temp. oF 496 496 412
Reheat stem in temp. oF 617 617 603
Reheat steam in / out psi(g) 618 /581 618 /581 171 / 164
Bolier efficiency % 93.15 92.61 90.56
17

Air and flue gas
Coal 100 %
Coal + 140MW gas
Air coefficient (before/after) - 1.196/1.355 1.196/1.364
Total combustion air MMlb/hr 1.75 1.65
Flue gas MMlb/hr 1.91 1.97
Flue gas recirculation MMlb/hr 0 0
Air heater leakage MMlb/hr .233 .232
Flue gas after air heater MMlb/hr 2.14 2.20
O2 before air heater %,wet 3.2 2.9
O2 after air heater %,wet 5.1 4.8
Flue gas temperature after air heater
oF 257 277
Flue gas flow after air heater CFM 636M 678M
Flue gas flow after air heater % 100 106.8
18

Flue gas velocities and pressure drops
Coal 100 %
Coal + 140MW gas
Flue gas velocities
- Tertiary Superheater ft/s 36.7 37.4
- Hot reheater ft/s 49.8 50.8
- Cold reheater ft/s 72.5 74.1
- Primary superheater ft/s 60.4 62
- Economizer ft/s 58 60
Flue gas pressure drops
- Furnace Psi 0.014 0.014
- Superheaters Psi 0.12 0.12
- Economizer Psi 0.10 0.11
- Air heater Psi 0.26 0.27
- Total Psi 0.5 0.52
19

Production flexibility - Conclusions
Coal and biogas (100% load)
• Boiler performance close to 100% coal firing
• Due to increased flue gas flow there is a need for pressure drop reduction of
approx 0.8-1.0” H2O compared to 100% coal capacity
– Air heater leakage prevention through maintenance and washing
– Removal of flue gas guide vanes in flue gas duct
Biogas only (ultra low load)
• Leads to 350,000 lb/hr high pressure steam (only 23% load)
• It was agreed that this case will be studied further after the main project is
finished
20

Operational experiences
• There have been no instabilities in the boiler.
• NOx -emission levels have been under the limits of the
environmental permit (500 mg/m3(n)) – after the modifications
the emission level is around 350 mg/m3, compared to around
400 mg/m3 last year. A decrease of over 10%.
• All performance guarantee values were met.
• The dryer has functioned fine. Investment has proven
successful because biofuels have been abnormally wet this
year.
• The potential risk of the hot corrosion of the superheaters was
noticed and therefore a theoretical study was made by Metso.
As a result it was decided to keep the rate of biofuel always
under the rate of coal.
21

Thank You!
22