Bedienerfreundlichkeit bei Laser Radar MV330/350 bietet ... · Die automatisierte, berührungslose...
6
Laser Radar MV330/350 Automatisierte Messtechnik für großvolumige Anwendungen NIKON METROLOGY I VISION BEYOND PRECISION
Transcript of Bedienerfreundlichkeit bei Laser Radar MV330/350 bietet ... · Die automatisierte, berührungslose...
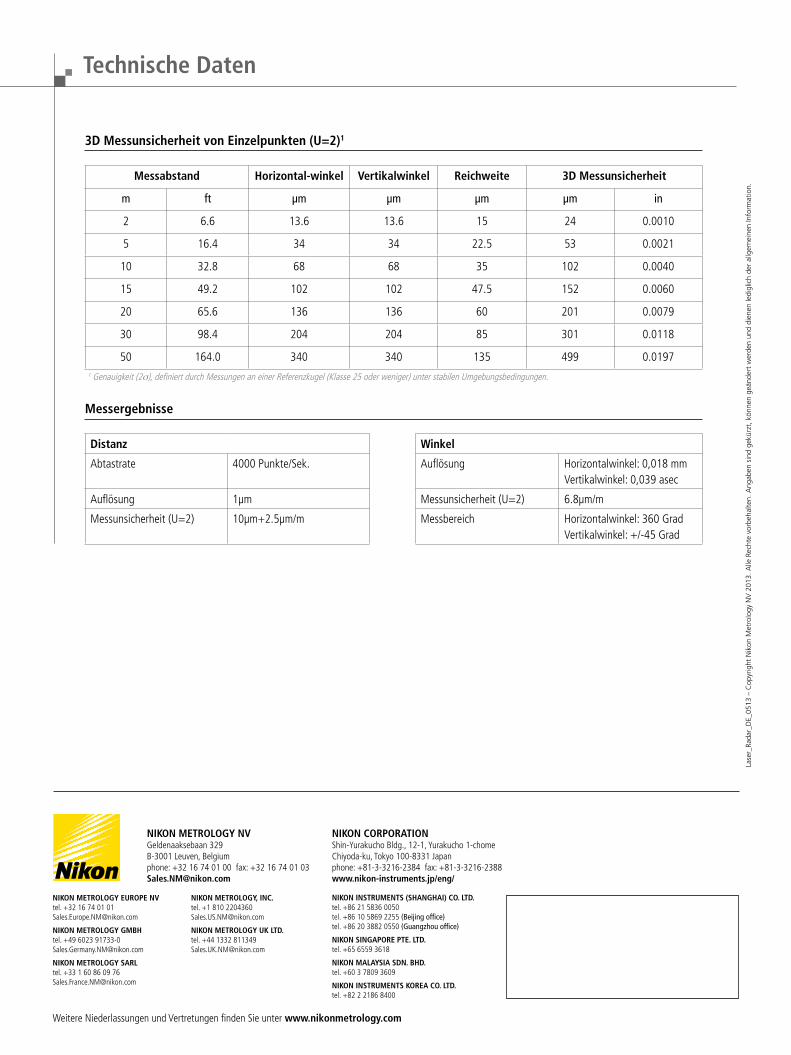
3D Messunsicherheit von Einzelpunkten (U=2)1
Messabstand Horizontal-winkel Vertikalwinkel Reichweite 3D Messunsicherheit
m ft µm µm µm µm in
2 6.6 13.6 13.6 15 24 0.0010
5 16.4 34 34 22.5 53 0.0021
10 32.8 68 68 35 102 0.0040
15 49.2 102 102 47.5 152 0.0060
20 65.6 136 136 60 201 0.0079
30 98.4 204 204 85 301 0.0118
50 164.0 340 340 135 499 0.0197
1 Genauigkeit (2σ), defi niert durch Messungen an einer Referenzkugel (Klasse 25 oder weniger) unter stabilen Umgebungsbedingungen.
Messergebnisse
Distanz Winkel
Abtastrate 4000 Punkte/Sek. Aufl ösung Horizontalwinkel: 0,018 mmVertikalwinkel: 0,039 asec
Aufl ösung 1µm Messunsicherheit (U=2) 6.8µm/m
Messunsicherheit (U=2) 10µm+2.5µm/m Messbereich Horizontalwinkel: 360 GradVertikalwinkel: +/-45 Grad
Technische Daten
Laser Radar MV330/350Automatisierte Messtechnik für großvolumige Anwendungen
NIKON METROLOGY I VISION BEYOND PRECISION
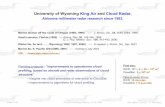
Das Laser Radar ist ein vielseitiges Messsystem, das die berührungs- und targetlose Messung und Überprüfung von sehr großen Objekten ermöglicht. Als solches überschreitet das Laser Radar die Grenzen der bisherigen Tracker- und Photogrammetrie-Systeme und ermöglicht eine drastische Beschleunigung der Messzeiten. Dieses zukunftsweisende Gerät ersetzt in vielen Fällen großvolumige Messsysteme, die Schwierigkeiten mit Bauteilen haben, die zu komplex, schwer zugänglich, empfi ndlich oder arbeitsaufwändig sind.
Das Laser Radar ist auf Nikon Metrologys Konzept der messtechnisch unterstützten Fertigung abgestimmt. Alle Online-Geometriedaten werden genau erfasst und wieder im Prozess integriert, um die Präzision und Geschwindigkeit der Fertigungsprozesse kontinuierlich zu steigern. Da die Herstellung großvolumiger Teile immer komplexer und teuer wird, steht das Prinzip der “First-Time-Right-Production”, d.h. die ersten Musterrealisierungen sollen bereits im Gesamtsystem funktionieren, im Vordergrund.
Laser Radar eignet sich für verschiedenste Anwendungen
• Zum Einsatz in der Qualitätssicherung, einschließlich Teil-zu-CAD Vergleiche, Merkmals- und Bund- und Spaltprüfung
• Programm- und ereignisgesteuerte Inspektion, wie beispielsweise Erstmusterprüfung, Fehlersuche bei Ein- und Ausgangsprüfungen, Fehleranalyse
• In-Prozess-Anwendungen, wie Ausrichtung von Bauteilen und robotergesteuerte Positionierung
• Werkzeugzusammenbau und -ausrichtung mit Lokalisierung und Überprüfung der Werkzeuge in Echtzeit
• Werkzeugdigitalisierung und Dokumentation von Werkzeug- und Gussformen
• Digitalisierung von Modellen, einschließlich Scannen von Kunstgussen und Laminierungen (Design-Layups)
“ Mit einer besseren Datenqualität und größeren Bedienerfreundlichkeit bei schnelleren Messzeiten bietet das MV330/350 dem Bediener einzigartige Möglichkeiten für das automatisierte, berührungslose Messen von großen Bauteilen.
Laser Radar eignet sich für verschiedenste Anwendungen
• Zum Einsatz in der Qualitätssicherung, einschließlich Teil-zu-CAD Vergleiche, Merkmals- und Bund- und Spaltprüfung
beispielsweise Erstmusterprüfung, Fehlersuche bei Ein-
• Digitalisierung von Modellen, einschließlich Scannen von Kunstgussen und Laminierungen (Design-Layups)
Lase
r_Ra
dar_
DE_
0513
– C
opyr
ight
Nik
on M
etro
logy
NV
201
3. A
lle R
echt
e vo
rbeh
alte
n. A
ngab
en s
ind
gekü
rzt,
kön
nen
geän
dert
wer
den
und
dien
en le
digl
ich
der
allg
emei
nen
Info
rmat
ion.
NIKON METROLOGY NVGeldenaaksebaan 329B-3001 Leuven, Belgiumphone: +32 16 74 01 00 fax: +32 16 74 01 [email protected]
NIKON CORPORATIONShin-Yurakucho Bldg., 12-1, Yurakucho 1-chomeChiyoda-ku, Tokyo 100-8331 Japanphone: +81-3-3216-2384 fax: +81-3-3216-2388www.nikon-instruments.jp/eng/
NIKON METROLOGY EUROPE NVtel. +32 16 74 01 [email protected]
NIKON METROLOGY GMBHtel. +49 6023 [email protected]
NIKON METROLOGY SARLtel. +33 1 60 86 09 76 [email protected]
NIKON METROLOGY, INC.tel. +1 810 [email protected]
NIKON METROLOGY UK LTD.tel. +44 1332 [email protected]
NIKON INSTRUMENTS (SHANGHAI) CO. LTD.tel. +86 21 5836 0050tel. +86 10 5869 2255 (Beijing offi ce)tel. +86 20 3882 0550 (Guangzhou offi ce)
NIKON SINGAPORE PTE. LTD.tel. +65 6559 3618
NIKON MALAYSIA SDN. BHD.tel. +60 3 7809 3609
NIKON INSTRUMENTS KOREA CO. LTD.tel. +82 2 2186 8400
Weitere Niederlassungen und Vertretungen fi nden Sie unter www.nikonmetrology.com
3D Messunsicherheit von Einzelpunkten (U=2)1
Messabstand Horizontal-winkel Vertikalwinkel Reichweite 3D Messunsicherheit
m ft µm µm µm µm in
2 6.6 13.6 13.6 15 24 0.0010
5 16.4 34 34 22.5 53 0.0021
10 32.8 68 68 35 102 0.0040
15 49.2 102 102 47.5 152 0.0060
20 65.6 136 136 60 201 0.0079
30 98.4 204 204 85 301 0.0118
50 164.0 340 340 135 499 0.0197
1 Genauigkeit (2σ), defi niert durch Messungen an einer Referenzkugel (Klasse 25 oder weniger) unter stabilen Umgebungsbedingungen.
Messergebnisse
Distanz Winkel
Abtastrate 4000 Punkte/Sek. Aufl ösung Horizontalwinkel: 0,018 mmVertikalwinkel: 0,039 asec
Aufl ösung 1µm Messunsicherheit (U=2) 6.8µm/m
Messunsicherheit (U=2) 10µm+2.5µm/m Messbereich Horizontalwinkel: 360 GradVertikalwinkel: +/-45 Grad
Technische Daten
Laser Radar MV330/350Automatisierte Messtechnik für großvolumige Anwendungen
NIKON METROLOGY I VISION BEYOND PRECISION
Das Laser Radar ist ein vielseitiges Messsystem, das die berührungs- und targetlose Messung und Überprüfung von sehr großen Objekten ermöglicht. Als solches überschreitet das Laser Radar die Grenzen der bisherigen Tracker- und Photogrammetrie-Systeme und ermöglicht eine drastische Beschleunigung der Messzeiten. Dieses zukunftsweisende Gerät ersetzt in vielen Fällen großvolumige Messsysteme, die Schwierigkeiten mit Bauteilen haben, die zu komplex, schwer zugänglich, empfi ndlich oder arbeitsaufwändig sind.
Das Laser Radar ist auf Nikon Metrologys Konzept der messtechnisch unterstützten Fertigung abgestimmt. Alle Online-Geometriedaten werden genau erfasst und wieder im Prozess integriert, um die Präzision und Geschwindigkeit der Fertigungsprozesse kontinuierlich zu steigern. Da die Herstellung großvolumiger Teile immer komplexer und teuer wird, steht das Prinzip der “First-Time-Right-Production”, d.h. die ersten Musterrealisierungen sollen bereits im Gesamtsystem funktionieren, im Vordergrund.
Laser Radar eignet sich für verschiedenste Anwendungen
• Zum Einsatz in der Qualitätssicherung, einschließlich Teil-zu-CAD Vergleiche, Merkmals- und Bund- und Spaltprüfung
• Programm- und ereignisgesteuerte Inspektion, wie beispielsweise Erstmusterprüfung, Fehlersuche bei Ein- und Ausgangsprüfungen, Fehleranalyse
• In-Prozess-Anwendungen, wie Ausrichtung von Bauteilen und robotergesteuerte Positionierung
• Werkzeugzusammenbau und -ausrichtung mit Lokalisierung und Überprüfung der Werkzeuge in Echtzeit
• Werkzeugdigitalisierung und Dokumentation von Werkzeug- und Gussformen
• Digitalisierung von Modellen, einschließlich Scannen von Kunstgussen und Laminierungen (Design-Layups)
“ Mit einer besseren Datenqualität und größeren Bedienerfreundlichkeit bei schnelleren Messzeiten bietet das MV330/350 dem Bediener einzigartige Möglichkeiten für das automatisierte, berührungslose Messen von großen Bauteilen.
Laser Radar eignet sich für verschiedenste Anwendungen
• Zum Einsatz in der Qualitätssicherung, einschließlich Teil-zu-CAD Vergleiche, Merkmals- und Bund- und Spaltprüfung
beispielsweise Erstmusterprüfung, Fehlersuche bei Ein-
• Digitalisierung von Modellen, einschließlich Scannen von Kunstgussen und Laminierungen (Design-Layups)
Lase
r_Ra
dar_
DE_
0513
– C
opyr
ight
Nik
on M
etro
logy
NV
201
3. A
lle R
echt
e vo
rbeh
alte
n. A
ngab
en s
ind
gekü
rzt,
kön
nen
geän
dert
wer
den
und
dien
en le
digl
ich
der
allg
emei
nen
Info
rmat
ion.
NIKON METROLOGY NVGeldenaaksebaan 329B-3001 Leuven, Belgiumphone: +32 16 74 01 00 fax: +32 16 74 01 [email protected]
NIKON CORPORATIONShin-Yurakucho Bldg., 12-1, Yurakucho 1-chomeChiyoda-ku, Tokyo 100-8331 Japanphone: +81-3-3216-2384 fax: +81-3-3216-2388www.nikon-instruments.jp/eng/
NIKON METROLOGY EUROPE NVtel. +32 16 74 01 [email protected]
NIKON METROLOGY GMBHtel. +49 6023 [email protected]
NIKON METROLOGY SARLtel. +33 1 60 86 09 76 [email protected]
NIKON METROLOGY, INC.tel. +1 810 [email protected]
NIKON METROLOGY UK LTD.tel. +44 1332 [email protected]
NIKON INSTRUMENTS (SHANGHAI) CO. LTD.tel. +86 21 5836 0050tel. +86 10 5869 2255 (Beijing offi ce)tel. +86 20 3882 0550 (Guangzhou offi ce)
NIKON SINGAPORE PTE. LTD.tel. +65 6559 3618
NIKON MALAYSIA SDN. BHD.tel. +60 3 7809 3609
NIKON INSTRUMENTS KOREA CO. LTD.tel. +82 2 2186 8400
Weitere Niederlassungen und Vertretungen fi nden Sie unter www.nikonmetrology.com
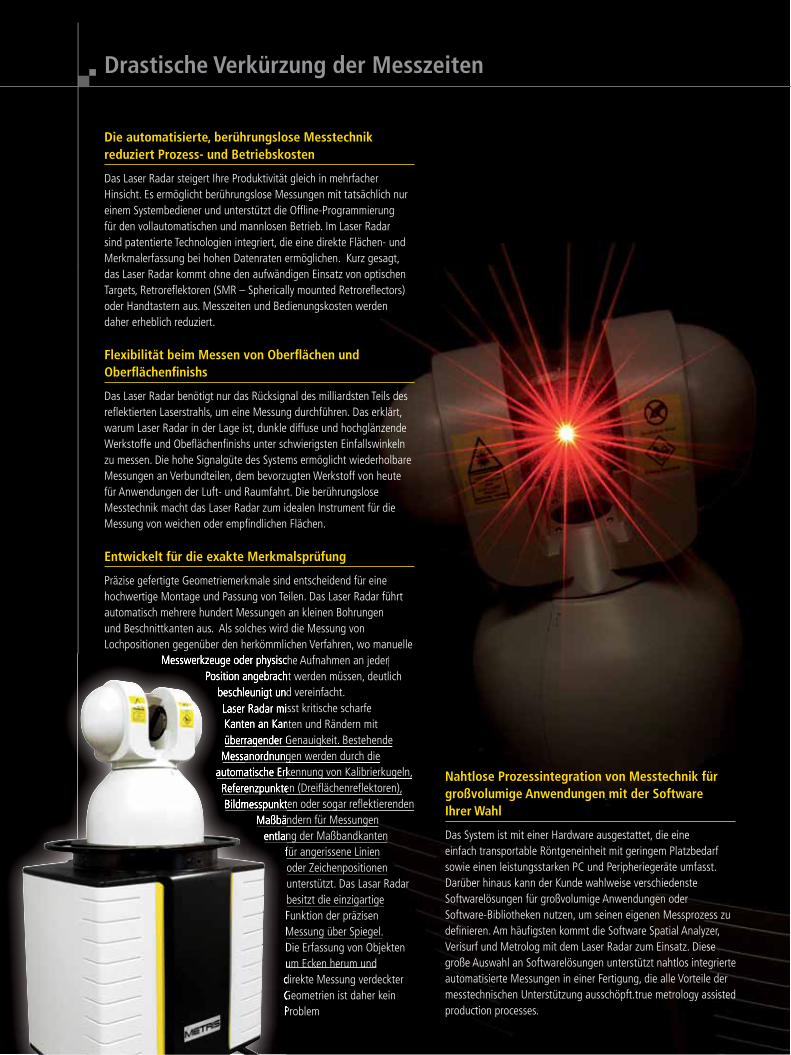
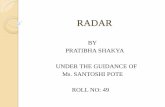
Die automatisierte, berührungslose Messtechnik reduziert Prozess- und Betriebskosten
Das Laser Radar steigert Ihre Produktivität gleich in mehrfacher Hinsicht. Es ermöglicht berührungslose Messungen mit tatsächlich nur einem Systembediener und unterstützt die Offl ine-Programmierung für den vollautomatischen und mannlosen Betrieb. Im Laser Radar sind patentierte Technologien integriert, die eine direkte Flächen- und Merkmalerfassung bei hohen Datenraten ermöglichen. Kurz gesagt, das Laser Radar kommt ohne den aufwändigen Einsatz von optischen Targets, Retrorefl ektoren (SMR – Spherically mounted Retrorefl ectors) oder Handtastern aus. Messzeiten und Bedienungskosten werden daher erheblich reduziert.
Flexibilität beim Messen von Oberfl ächen und Oberfl ächenfi nishs
Das Laser Radar benötigt nur das Rücksignal des milliardsten Teils des refl ektierten Laserstrahls, um eine Messung durchführen. Das erklärt, warum Laser Radar in der Lage ist, dunkle diffuse und hochglänzende Werkstoffe und Obefl ächenfi nishs unter schwierigsten Einfallswinkeln zu messen. Die hohe Signalgüte des Systems ermöglicht wiederholbare Messungen an Verbundteilen, dem bevorzugten Werkstoff von heute für Anwendungen der Luft- und Raumfahrt. Die berührungslose Messtechnik macht das Laser Radar zum idealen Instrument für die Messung von weichen oder empfi ndlichen Flächen.
Entwickelt für die exakte Merkmalsprüfung
Präzise gefertigte Geometriemerkmale sind entscheidend für eine hochwertige Montage und Passung von Teilen. Das Laser Radar führt automatisch mehrere hundert Messungen an kleinen Bohrungen und Beschnittkanten aus. Als solches wird die Messung von Lochpositionen gegenüber den herkömmlichen Verfahren, wo manuelle
Messwerkzeuge oder physische Aufnahmen an jeder Position angebracht werden müssen, deutlich
beschleunigt und vereinfacht.Laser Radar misst kritische scharfe Kanten an Kanten und Rändern mit überragender Genauigkeit. Bestehende Messanordnungen werden durch die
automatische Erkennung von Kalibrierkugeln, Referenzpunkten (Dreifl ächenrefl ektoren), Bildmesspunkten oder sogar refl ektierenden
Maßbändern für Messungen entlang der Maßbandkanten
für angerissene Linien oder Zeichenpositionen unterstützt. Das Lasar Radar besitzt die einzigartige Funktion der präzisen Messung über Spiegel. Die Erfassung von Objekten um Ecken herum und direkte Messung verdeckter Geometrien ist daher kein Problem
Drastische Verkürzung der Messzeiten MV330/350 - Vielfältige Funktionen, absolute Vorteile Die Zukunft für großvolumige Anwendungen
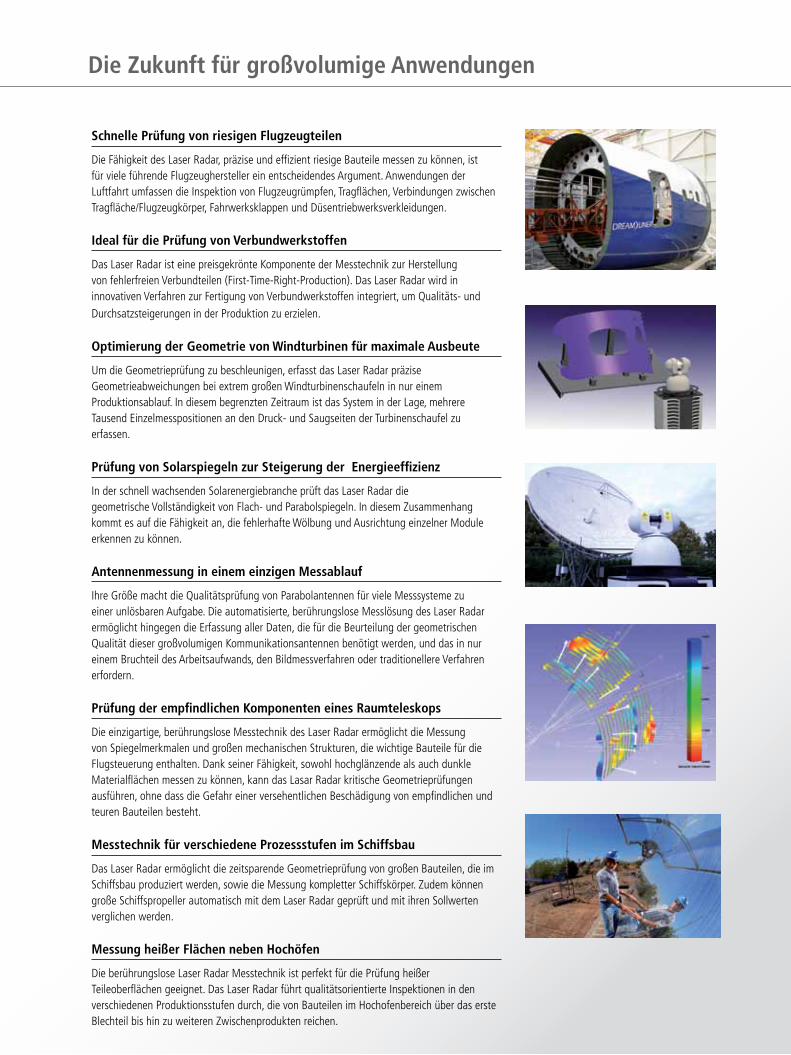
Schnelle Prüfung von riesigen Flugzeugteilen
Die Fähigkeit des Laser Radar, präzise und effi zient riesige Bauteile messen zu können, ist für viele führende Flugzeughersteller ein entscheidendes Argument. Anwendungen der Luftfahrt umfassen die Inspektion von Flugzeugrümpfen, Tragfl ächen, Verbindungen zwischen Tragfl äche/Flugzeugkörper, Fahrwerksklappen und Düsentriebwerksverkleidungen.
Ideal für die Prüfung von Verbundwerkstoffen
Das Laser Radar ist eine preisgekrönte Komponente der Messtechnik zur Herstellung von fehlerfreien Verbundteilen (First-Time-Right-Production). Das Laser Radar wird in innovativen Verfahren zur Fertigung von Verbundwerkstoffen integriert, um Qualitäts- und Durchsatzsteigerungen in der Produktion zu erzielen.
Optimierung der Geometrie von Windturbinen für maximale Ausbeute
Um die Geometrieprüfung zu beschleunigen, erfasst das Laser Radar präzise Geometrieabweichungen bei extrem großen Windturbinenschaufeln in nur einem Produktionsablauf. In diesem begrenzten Zeitraum ist das System in der Lage, mehrere Tausend Einzelmesspositionen an den Druck- und Saugseiten der Turbinenschaufel zu erfassen.
Prüfung von Solarspiegeln zur Steigerung der Energieeffi zienz
In der schnell wachsenden Solarenergiebranche prüft das Laser Radar diegeometrische Vollständigkeit von Flach- und Parabolspiegeln. In diesem Zusammenhang kommt es auf die Fähigkeit an, die fehlerhafte Wölbung und Ausrichtung einzelner Module erkennen zu können.
Antennenmessung in einem einzigen Messablauf
Ihre Größe macht die Qualitätsprüfung von Parabolantennen für viele Messsysteme zu einer unlösbaren Aufgabe. Die automatisierte, berührungslose Messlösung des Laser Radar ermöglicht hingegen die Erfassung aller Daten, die für die Beurteilung der geometrischen Qualität dieser großvolumigen Kommunikationsantennen benötigt werden, und das in nur einem Bruchteil des Arbeitsaufwands, den Bildmessverfahren oder traditionellere Verfahren erfordern.
Prüfung der empfi ndlichen Komponenten eines Raumteleskops
Die einzigartige, berührungslose Messtechnik des Laser Radar ermöglicht die Messung von Spiegelmerkmalen und großen mechanischen Strukturen, die wichtige Bauteile für die Flugsteuerung enthalten. Dank seiner Fähigkeit, sowohl hochglänzende als auch dunkle Materialfl ächen messen zu können, kann das Lasar Radar kritische Geometrieprüfungen ausführen, ohne dass die Gefahr einer versehentlichen Beschädigung von empfi ndlichen und teuren Bauteilen besteht.
Messtechnik für verschiedene Prozessstufen im Schiffsbau
Das Laser Radar ermöglicht die zeitsparende Geometrieprüfung von großen Bauteilen, die im Schiffsbau produziert werden, sowie die Messung kompletter Schiffskörper. Zudem können große Schiffspropeller automatisch mit dem Laser Radar geprüft und mit ihren Sollwerten verglichen werden.
Messung heißer Flächen neben Hochöfen
Die berührungslose Laser Radar Messtechnik ist perfekt für die Prüfung heißer Teileoberfl ächen geeignet. Das Laser Radar führt qualitätsorientierte Inspektionen in den verschiedenen Produktionsstufen durch, die von Bauteilen im Hochofenbereich über das erste Blechteil bis hin zu weiteren Zwischenprodukten reichen.
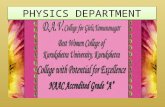
Laser Radar, Laser Tracker und Photogrammetrie im Vergleich
Laser Radar Laser Tracker Photogrammetrie
Messtechnisches Verfahren Frequenzmodulierter Kohärent-Laser-Radar (FMCLR)
ADM (absolute Distanzmessung)
Digitalkamera-basierte Bildmessung
Genauigkeit Hoch, besser als 10 ppm Sehr hoch, aber abhängig von Targetpräzision und Werkzeugeinrichtung (SMR + Adapter)
Mittel bis hoch. Stark abhängig vom Bediener und der Einrichtung
Vorbereitung des Messvorgangs
Nicht erforderlich, Offl ine-Programmierung möglich
SMRs müssen an jeder zu prüfenden Position angebracht werden
Optische Targets sind vorab an jeder zu prüfenden Position anzubringen
Messgeschwindigkeit Bis zu 2.000 Punkten pro Sekunde
Bedienerabhängig – nur so schnell wie die Bewegung des Bedieners & Installation von Refl ektoren
Schnelle Messung, doch lange Vorbereitungs- und Reinigungszeit
Anzahl von Bedienern Ein Bediener oder vollautomatischer, unbeaufsichtigter Betrieb
In der Regel zwei Bediener: einer für die SMR Positionierung, einer für den PC-Betrieb
Normalerweise ein Bediener für die Bildaufnahme, aber hoher Einrichtungsaufwand
Berührungsloses Messen Ja Nein, SMR erforderlich Nein, SMR erforderlich
Automatikfunktion Ja, 100% Automatisierung möglich
Begrenzt, Bedienereingriffe erforderlich
Nein, da Target-Einrichtung erforderlich
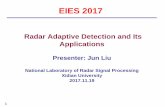
Mit bis zu 2.000 Punkten pro Sekunde extrem schnelle Datenerfassung im Vision Scan Prüfmodus
Unterstützung verschiedenster Stativtypen und Adapter für die variable Höheneinstellung des Geräts
Ein Spiegel passt den Horizontal- und Vertikalwinkel des Laserstrahls an
Die berührungslose Messung ist ideal für weiche, empfi ndliche oder unzugängliche Prüfl inge
Mit bis zu 2.000 Punkten pro Sekunde
Unterstützung verschiedenster Stativtypen und Adapter für die variable Höheneinstellung des Geräts
Ein Spiegel passt den Horizontal- und Vertikalwinkel des Laserstrahls an
Die berührungslose Messung ist ideal für weiche, empfi ndliche oder unzugängliche Prüfl inge
Erhältlich mit Messabständen bis zu 30 m (MV330) und 50 m (MV350) (Reichweite von 60 m beziehungsweise 100 m)
Messwerkzeuge oder physische Aufnahmen an jeder Position angebracht werden müssen, deutlich
beschleunigt und vereinfacht.Laser Radar misst kritische scharfe Kanten an Kanten und Rändern mit überragender Genauigkeit. Bestehende Messanordnungen werden durch die
automatische Erkennung von Kalibrierkugeln, Referenzpunkten (Dreifl ächenrefl ektoren), Bildmesspunkten oder sogar refl ektierenden
Maßbändern für Messungen entlang der Maßbandkanten
für angerissene Linien
Funktion der präzisen Messung über Spiegel. Die Erfassung von Objekten um Ecken herum und direkte Messung verdeckter Geometrien ist daher kein Problem
Kann mit verschiedensten Softwarepaketen für großvolumige Messobjekte betrieben werden
Erweitertes Sichtfeld um Ecken herum und Erfassung von Objektrückseiten durch den Einsatz von Spiegeln
Nahtlose Prozessintegration von Messtechnik für großvolumige Anwendungen mit der Software Ihrer Wahl
Das System ist mit einer Hardware ausgestattet, die eine einfach transportable Röntgeneinheit mit geringem Platzbedarf sowie einen leistungsstarken PC und Peripheriegeräte umfasst. Darüber hinaus kann der Kunde wahlweise verschiedenste Softwarelösungen für großvolumige Anwendungen oder Software-Bibliotheken nutzen, um seinen eigenen Messprozess zu defi nieren. Am häufi gsten kommt die Software Spatial Analyzer, Verisurf und Metrolog mit dem Laser Radar zum Einsatz. Diese große Auswahl an Softwarelösungen unterstützt nahtlos integrierte automatisierte Messungen in einer Fertigung, die alle Vorteile der messtechnischen Unterstützung ausschöpft.true metrology assisted production processes.

Die automatisierte, berührungslose Messtechnik reduziert Prozess- und Betriebskosten
Das Laser Radar steigert Ihre Produktivität gleich in mehrfacher Hinsicht. Es ermöglicht berührungslose Messungen mit tatsächlich nur einem Systembediener und unterstützt die Offl ine-Programmierung für den vollautomatischen und mannlosen Betrieb. Im Laser Radar sind patentierte Technologien integriert, die eine direkte Flächen- und Merkmalerfassung bei hohen Datenraten ermöglichen. Kurz gesagt, das Laser Radar kommt ohne den aufwändigen Einsatz von optischen Targets, Retrorefl ektoren (SMR – Spherically mounted Retrorefl ectors) oder Handtastern aus. Messzeiten und Bedienungskosten werden daher erheblich reduziert.
Flexibilität beim Messen von Oberfl ächen und Oberfl ächenfi nishs
Das Laser Radar benötigt nur das Rücksignal des milliardsten Teils des refl ektierten Laserstrahls, um eine Messung durchführen. Das erklärt, warum Laser Radar in der Lage ist, dunkle diffuse und hochglänzende Werkstoffe und Obefl ächenfi nishs unter schwierigsten Einfallswinkeln zu messen. Die hohe Signalgüte des Systems ermöglicht wiederholbare Messungen an Verbundteilen, dem bevorzugten Werkstoff von heute für Anwendungen der Luft- und Raumfahrt. Die berührungslose Messtechnik macht das Laser Radar zum idealen Instrument für die Messung von weichen oder empfi ndlichen Flächen.
Entwickelt für die exakte Merkmalsprüfung
Präzise gefertigte Geometriemerkmale sind entscheidend für eine hochwertige Montage und Passung von Teilen. Das Laser Radar führt automatisch mehrere hundert Messungen an kleinen Bohrungen und Beschnittkanten aus. Als solches wird die Messung von Lochpositionen gegenüber den herkömmlichen Verfahren, wo manuelle
Messwerkzeuge oder physische Aufnahmen an jeder Position angebracht werden müssen, deutlich
beschleunigt und vereinfacht.Laser Radar misst kritische scharfe Kanten an Kanten und Rändern mit überragender Genauigkeit. Bestehende Messanordnungen werden durch die
automatische Erkennung von Kalibrierkugeln, Referenzpunkten (Dreifl ächenrefl ektoren), Bildmesspunkten oder sogar refl ektierenden
Maßbändern für Messungen entlang der Maßbandkanten
für angerissene Linien oder Zeichenpositionen unterstützt. Das Lasar Radar besitzt die einzigartige Funktion der präzisen Messung über Spiegel. Die Erfassung von Objekten um Ecken herum und direkte Messung verdeckter Geometrien ist daher kein Problem
Drastische Verkürzung der Messzeiten MV330/350 - Vielfältige Funktionen, absolute Vorteile Die Zukunft für großvolumige Anwendungen
Schnelle Prüfung von riesigen Flugzeugteilen
Die Fähigkeit des Laser Radar, präzise und effi zient riesige Bauteile messen zu können, ist für viele führende Flugzeughersteller ein entscheidendes Argument. Anwendungen der Luftfahrt umfassen die Inspektion von Flugzeugrümpfen, Tragfl ächen, Verbindungen zwischen Tragfl äche/Flugzeugkörper, Fahrwerksklappen und Düsentriebwerksverkleidungen.
Ideal für die Prüfung von Verbundwerkstoffen
Das Laser Radar ist eine preisgekrönte Komponente der Messtechnik zur Herstellung von fehlerfreien Verbundteilen (First-Time-Right-Production). Das Laser Radar wird in innovativen Verfahren zur Fertigung von Verbundwerkstoffen integriert, um Qualitäts- und Durchsatzsteigerungen in der Produktion zu erzielen.
Optimierung der Geometrie von Windturbinen für maximale Ausbeute
Um die Geometrieprüfung zu beschleunigen, erfasst das Laser Radar präzise Geometrieabweichungen bei extrem großen Windturbinenschaufeln in nur einem Produktionsablauf. In diesem begrenzten Zeitraum ist das System in der Lage, mehrere Tausend Einzelmesspositionen an den Druck- und Saugseiten der Turbinenschaufel zu erfassen.
Prüfung von Solarspiegeln zur Steigerung der Energieeffi zienz
In der schnell wachsenden Solarenergiebranche prüft das Laser Radar diegeometrische Vollständigkeit von Flach- und Parabolspiegeln. In diesem Zusammenhang kommt es auf die Fähigkeit an, die fehlerhafte Wölbung und Ausrichtung einzelner Module erkennen zu können.
Antennenmessung in einem einzigen Messablauf
Ihre Größe macht die Qualitätsprüfung von Parabolantennen für viele Messsysteme zu einer unlösbaren Aufgabe. Die automatisierte, berührungslose Messlösung des Laser Radar ermöglicht hingegen die Erfassung aller Daten, die für die Beurteilung der geometrischen Qualität dieser großvolumigen Kommunikationsantennen benötigt werden, und das in nur einem Bruchteil des Arbeitsaufwands, den Bildmessverfahren oder traditionellere Verfahren erfordern.
Prüfung der empfi ndlichen Komponenten eines Raumteleskops
Die einzigartige, berührungslose Messtechnik des Laser Radar ermöglicht die Messung von Spiegelmerkmalen und großen mechanischen Strukturen, die wichtige Bauteile für die Flugsteuerung enthalten. Dank seiner Fähigkeit, sowohl hochglänzende als auch dunkle Materialfl ächen messen zu können, kann das Lasar Radar kritische Geometrieprüfungen ausführen, ohne dass die Gefahr einer versehentlichen Beschädigung von empfi ndlichen und teuren Bauteilen besteht.
Messtechnik für verschiedene Prozessstufen im Schiffsbau
Das Laser Radar ermöglicht die zeitsparende Geometrieprüfung von großen Bauteilen, die im Schiffsbau produziert werden, sowie die Messung kompletter Schiffskörper. Zudem können große Schiffspropeller automatisch mit dem Laser Radar geprüft und mit ihren Sollwerten verglichen werden.
Messung heißer Flächen neben Hochöfen
Die berührungslose Laser Radar Messtechnik ist perfekt für die Prüfung heißer Teileoberfl ächen geeignet. Das Laser Radar führt qualitätsorientierte Inspektionen in den verschiedenen Produktionsstufen durch, die von Bauteilen im Hochofenbereich über das erste Blechteil bis hin zu weiteren Zwischenprodukten reichen.
Laser Radar, Laser Tracker und Photogrammetrie im Vergleich
Laser Radar Laser Tracker Photogrammetrie
Messtechnisches Verfahren Frequenzmodulierter Kohärent-Laser-Radar (FMCLR)
ADM (absolute Distanzmessung)
Digitalkamera-basierte Bildmessung
Genauigkeit Hoch, besser als 10 ppm Sehr hoch, aber abhängig von Targetpräzision und Werkzeugeinrichtung (SMR + Adapter)
Mittel bis hoch. Stark abhängig vom Bediener und der Einrichtung
Vorbereitung des Messvorgangs
Nicht erforderlich, Offl ine-Programmierung möglich
SMRs müssen an jeder zu prüfenden Position angebracht werden
Optische Targets sind vorab an jeder zu prüfenden Position anzubringen
Messgeschwindigkeit Bis zu 2.000 Punkten pro Sekunde
Bedienerabhängig – nur so schnell wie die Bewegung des Bedieners & Installation von Refl ektoren
Schnelle Messung, doch lange Vorbereitungs- und Reinigungszeit
Anzahl von Bedienern Ein Bediener oder vollautomatischer, unbeaufsichtigter Betrieb
In der Regel zwei Bediener: einer für die SMR Positionierung, einer für den PC-Betrieb
Normalerweise ein Bediener für die Bildaufnahme, aber hoher Einrichtungsaufwand
Berührungsloses Messen Ja Nein, SMR erforderlich Nein, SMR erforderlich
Automatikfunktion Ja, 100% Automatisierung möglich
Begrenzt, Bedienereingriffe erforderlich
Nein, da Target-Einrichtung erforderlich
Mit bis zu 2.000 Punkten pro Sekunde extrem schnelle Datenerfassung im Vision Scan Prüfmodus
Unterstützung verschiedenster Stativtypen und Adapter für die variable Höheneinstellung des Geräts
Ein Spiegel passt den Horizontal- und Vertikalwinkel des Laserstrahls an
Die berührungslose Messung ist ideal für weiche, empfi ndliche oder unzugängliche Prüfl inge
Mit bis zu 2.000 Punkten pro Sekunde
Unterstützung verschiedenster Stativtypen und Adapter für die variable Höheneinstellung des Geräts
Ein Spiegel passt den Horizontal- und Vertikalwinkel des Laserstrahls an
Die berührungslose Messung ist ideal für weiche, empfi ndliche oder unzugängliche Prüfl inge
Erhältlich mit Messabständen bis zu 30 m (MV330) und 50 m (MV350) (Reichweite von 60 m beziehungsweise 100 m)
Messwerkzeuge oder physische Aufnahmen an jeder Position angebracht werden müssen, deutlich
beschleunigt und vereinfacht.Laser Radar misst kritische scharfe Kanten an Kanten und Rändern mit überragender Genauigkeit. Bestehende Messanordnungen werden durch die
automatische Erkennung von Kalibrierkugeln, Referenzpunkten (Dreifl ächenrefl ektoren), Bildmesspunkten oder sogar refl ektierenden
Maßbändern für Messungen entlang der Maßbandkanten
für angerissene Linien
Funktion der präzisen Messung über Spiegel. Die Erfassung von Objekten um Ecken herum und direkte Messung verdeckter Geometrien ist daher kein Problem
Kann mit verschiedensten Softwarepaketen für großvolumige Messobjekte betrieben werden
Erweitertes Sichtfeld um Ecken herum und Erfassung von Objektrückseiten durch den Einsatz von Spiegeln
Nahtlose Prozessintegration von Messtechnik für großvolumige Anwendungen mit der Software Ihrer Wahl
Das System ist mit einer Hardware ausgestattet, die eine einfach transportable Röntgeneinheit mit geringem Platzbedarf sowie einen leistungsstarken PC und Peripheriegeräte umfasst. Darüber hinaus kann der Kunde wahlweise verschiedenste Softwarelösungen für großvolumige Anwendungen oder Software-Bibliotheken nutzen, um seinen eigenen Messprozess zu defi nieren. Am häufi gsten kommt die Software Spatial Analyzer, Verisurf und Metrolog mit dem Laser Radar zum Einsatz. Diese große Auswahl an Softwarelösungen unterstützt nahtlos integrierte automatisierte Messungen in einer Fertigung, die alle Vorteile der messtechnischen Unterstützung ausschöpft.true metrology assisted production processes.
Die automatisierte, berührungslose Messtechnik reduziert Prozess- und Betriebskosten
Das Laser Radar steigert Ihre Produktivität gleich in mehrfacher Hinsicht. Es ermöglicht berührungslose Messungen mit tatsächlich nur einem Systembediener und unterstützt die Offl ine-Programmierung für den vollautomatischen und mannlosen Betrieb. Im Laser Radar sind patentierte Technologien integriert, die eine direkte Flächen- und Merkmalerfassung bei hohen Datenraten ermöglichen. Kurz gesagt, das Laser Radar kommt ohne den aufwändigen Einsatz von optischen Targets, Retrorefl ektoren (SMR – Spherically mounted Retrorefl ectors) oder Handtastern aus. Messzeiten und Bedienungskosten werden daher erheblich reduziert.
Flexibilität beim Messen von Oberfl ächen und Oberfl ächenfi nishs
Das Laser Radar benötigt nur das Rücksignal des milliardsten Teils des refl ektierten Laserstrahls, um eine Messung durchführen. Das erklärt, warum Laser Radar in der Lage ist, dunkle diffuse und hochglänzende Werkstoffe und Obefl ächenfi nishs unter schwierigsten Einfallswinkeln zu messen. Die hohe Signalgüte des Systems ermöglicht wiederholbare Messungen an Verbundteilen, dem bevorzugten Werkstoff von heute für Anwendungen der Luft- und Raumfahrt. Die berührungslose Messtechnik macht das Laser Radar zum idealen Instrument für die Messung von weichen oder empfi ndlichen Flächen.
Entwickelt für die exakte Merkmalsprüfung
Präzise gefertigte Geometriemerkmale sind entscheidend für eine hochwertige Montage und Passung von Teilen. Das Laser Radar führt automatisch mehrere hundert Messungen an kleinen Bohrungen und Beschnittkanten aus. Als solches wird die Messung von Lochpositionen gegenüber den herkömmlichen Verfahren, wo manuelle
Messwerkzeuge oder physische Aufnahmen an jeder Position angebracht werden müssen, deutlich
beschleunigt und vereinfacht.Laser Radar misst kritische scharfe Kanten an Kanten und Rändern mit überragender Genauigkeit. Bestehende Messanordnungen werden durch die
automatische Erkennung von Kalibrierkugeln, Referenzpunkten (Dreifl ächenrefl ektoren), Bildmesspunkten oder sogar refl ektierenden
Maßbändern für Messungen entlang der Maßbandkanten
für angerissene Linien oder Zeichenpositionen unterstützt. Das Lasar Radar besitzt die einzigartige Funktion der präzisen Messung über Spiegel. Die Erfassung von Objekten um Ecken herum und direkte Messung verdeckter Geometrien ist daher kein Problem
Drastische Verkürzung der Messzeiten MV330/350 - Vielfältige Funktionen, absolute Vorteile Die Zukunft für großvolumige Anwendungen
Schnelle Prüfung von riesigen Flugzeugteilen
Die Fähigkeit des Laser Radar, präzise und effi zient riesige Bauteile messen zu können, ist für viele führende Flugzeughersteller ein entscheidendes Argument. Anwendungen der Luftfahrt umfassen die Inspektion von Flugzeugrümpfen, Tragfl ächen, Verbindungen zwischen Tragfl äche/Flugzeugkörper, Fahrwerksklappen und Düsentriebwerksverkleidungen.
Ideal für die Prüfung von Verbundwerkstoffen
Das Laser Radar ist eine preisgekrönte Komponente der Messtechnik zur Herstellung von fehlerfreien Verbundteilen (First-Time-Right-Production). Das Laser Radar wird in innovativen Verfahren zur Fertigung von Verbundwerkstoffen integriert, um Qualitäts- und Durchsatzsteigerungen in der Produktion zu erzielen.
Optimierung der Geometrie von Windturbinen für maximale Ausbeute
Um die Geometrieprüfung zu beschleunigen, erfasst das Laser Radar präzise Geometrieabweichungen bei extrem großen Windturbinenschaufeln in nur einem Produktionsablauf. In diesem begrenzten Zeitraum ist das System in der Lage, mehrere Tausend Einzelmesspositionen an den Druck- und Saugseiten der Turbinenschaufel zu erfassen.
Prüfung von Solarspiegeln zur Steigerung der Energieeffi zienz
In der schnell wachsenden Solarenergiebranche prüft das Laser Radar diegeometrische Vollständigkeit von Flach- und Parabolspiegeln. In diesem Zusammenhang kommt es auf die Fähigkeit an, die fehlerhafte Wölbung und Ausrichtung einzelner Module erkennen zu können.
Antennenmessung in einem einzigen Messablauf
Ihre Größe macht die Qualitätsprüfung von Parabolantennen für viele Messsysteme zu einer unlösbaren Aufgabe. Die automatisierte, berührungslose Messlösung des Laser Radar ermöglicht hingegen die Erfassung aller Daten, die für die Beurteilung der geometrischen Qualität dieser großvolumigen Kommunikationsantennen benötigt werden, und das in nur einem Bruchteil des Arbeitsaufwands, den Bildmessverfahren oder traditionellere Verfahren erfordern.
Prüfung der empfi ndlichen Komponenten eines Raumteleskops
Die einzigartige, berührungslose Messtechnik des Laser Radar ermöglicht die Messung von Spiegelmerkmalen und großen mechanischen Strukturen, die wichtige Bauteile für die Flugsteuerung enthalten. Dank seiner Fähigkeit, sowohl hochglänzende als auch dunkle Materialfl ächen messen zu können, kann das Lasar Radar kritische Geometrieprüfungen ausführen, ohne dass die Gefahr einer versehentlichen Beschädigung von empfi ndlichen und teuren Bauteilen besteht.
Messtechnik für verschiedene Prozessstufen im Schiffsbau
Das Laser Radar ermöglicht die zeitsparende Geometrieprüfung von großen Bauteilen, die im Schiffsbau produziert werden, sowie die Messung kompletter Schiffskörper. Zudem können große Schiffspropeller automatisch mit dem Laser Radar geprüft und mit ihren Sollwerten verglichen werden.
Messung heißer Flächen neben Hochöfen
Die berührungslose Laser Radar Messtechnik ist perfekt für die Prüfung heißer Teileoberfl ächen geeignet. Das Laser Radar führt qualitätsorientierte Inspektionen in den verschiedenen Produktionsstufen durch, die von Bauteilen im Hochofenbereich über das erste Blechteil bis hin zu weiteren Zwischenprodukten reichen.
Laser Radar, Laser Tracker und Photogrammetrie im Vergleich
Laser Radar Laser Tracker Photogrammetrie
Messtechnisches Verfahren Frequenzmodulierter Kohärent-Laser-Radar (FMCLR)
ADM (absolute Distanzmessung)
Digitalkamera-basierte Bildmessung
Genauigkeit Hoch, besser als 10 ppm Sehr hoch, aber abhängig von Targetpräzision und Werkzeugeinrichtung (SMR + Adapter)
Mittel bis hoch. Stark abhängig vom Bediener und der Einrichtung
Vorbereitung des Messvorgangs
Nicht erforderlich, Offl ine-Programmierung möglich
SMRs müssen an jeder zu prüfenden Position angebracht werden
Optische Targets sind vorab an jeder zu prüfenden Position anzubringen
Messgeschwindigkeit Bis zu 2.000 Punkten pro Sekunde
Bedienerabhängig – nur so schnell wie die Bewegung des Bedieners & Installation von Refl ektoren
Schnelle Messung, doch lange Vorbereitungs- und Reinigungszeit
Anzahl von Bedienern Ein Bediener oder vollautomatischer, unbeaufsichtigter Betrieb
In der Regel zwei Bediener: einer für die SMR Positionierung, einer für den PC-Betrieb
Normalerweise ein Bediener für die Bildaufnahme, aber hoher Einrichtungsaufwand
Berührungsloses Messen Ja Nein, SMR erforderlich Nein, SMR erforderlich
Automatikfunktion Ja, 100% Automatisierung möglich
Begrenzt, Bedienereingriffe erforderlich
Nein, da Target-Einrichtung erforderlich
Mit bis zu 2.000 Punkten pro Sekunde extrem schnelle Datenerfassung im Vision Scan Prüfmodus
Unterstützung verschiedenster Stativtypen und Adapter für die variable Höheneinstellung des Geräts
Ein Spiegel passt den Horizontal- und Vertikalwinkel des Laserstrahls an
Die berührungslose Messung ist ideal für weiche, empfi ndliche oder unzugängliche Prüfl inge
Mit bis zu 2.000 Punkten pro Sekunde
Unterstützung verschiedenster Stativtypen und Adapter für die variable Höheneinstellung des Geräts
Ein Spiegel passt den Horizontal- und Vertikalwinkel des Laserstrahls an
Die berührungslose Messung ist ideal für weiche, empfi ndliche oder unzugängliche Prüfl inge
Erhältlich mit Messabständen bis zu 30 m (MV330) und 50 m (MV350) (Reichweite von 60 m beziehungsweise 100 m)
Messwerkzeuge oder physische Aufnahmen an jeder Position angebracht werden müssen, deutlich
beschleunigt und vereinfacht.Laser Radar misst kritische scharfe Kanten an Kanten und Rändern mit überragender Genauigkeit. Bestehende Messanordnungen werden durch die
automatische Erkennung von Kalibrierkugeln, Referenzpunkten (Dreifl ächenrefl ektoren), Bildmesspunkten oder sogar refl ektierenden
Maßbändern für Messungen entlang der Maßbandkanten
für angerissene Linien
Funktion der präzisen Messung über Spiegel. Die Erfassung von Objekten um Ecken herum und direkte Messung verdeckter Geometrien ist daher kein Problem
Kann mit verschiedensten Softwarepaketen für großvolumige Messobjekte betrieben werden
Erweitertes Sichtfeld um Ecken herum und Erfassung von Objektrückseiten durch den Einsatz von Spiegeln
Nahtlose Prozessintegration von Messtechnik für großvolumige Anwendungen mit der Software Ihrer Wahl
Das System ist mit einer Hardware ausgestattet, die eine einfach transportable Röntgeneinheit mit geringem Platzbedarf sowie einen leistungsstarken PC und Peripheriegeräte umfasst. Darüber hinaus kann der Kunde wahlweise verschiedenste Softwarelösungen für großvolumige Anwendungen oder Software-Bibliotheken nutzen, um seinen eigenen Messprozess zu defi nieren. Am häufi gsten kommt die Software Spatial Analyzer, Verisurf und Metrolog mit dem Laser Radar zum Einsatz. Diese große Auswahl an Softwarelösungen unterstützt nahtlos integrierte automatisierte Messungen in einer Fertigung, die alle Vorteile der messtechnischen Unterstützung ausschöpft.true metrology assisted production processes.
3D Messunsicherheit von Einzelpunkten (U=2)1
Messabstand Horizontal-winkel Vertikalwinkel Reichweite 3D Messunsicherheit
m ft µm µm µm µm in
2 6.6 13.6 13.6 15 24 0.0010
5 16.4 34 34 22.5 53 0.0021
10 32.8 68 68 35 102 0.0040
15 49.2 102 102 47.5 152 0.0060
20 65.6 136 136 60 201 0.0079
30 98.4 204 204 85 301 0.0118
50 164.0 340 340 135 499 0.0197
1 Genauigkeit (2σ), defi niert durch Messungen an einer Referenzkugel (Klasse 25 oder weniger) unter stabilen Umgebungsbedingungen.
Messergebnisse
Distanz Winkel
Abtastrate 4000 Punkte/Sek. Aufl ösung Horizontalwinkel: 0,018 mmVertikalwinkel: 0,039 asec
Aufl ösung 1µm Messunsicherheit (U=2) 6.8µm/m
Messunsicherheit (U=2) 10µm+2.5µm/m Messbereich Horizontalwinkel: 360 GradVertikalwinkel: +/-45 Grad
Technische Daten
Laser Radar MV330/350Automatisierte Messtechnik für großvolumige Anwendungen
NIKON METROLOGY I VISION BEYOND PRECISION
Das Laser Radar ist ein vielseitiges Messsystem, das die berührungs- und targetlose Messung und Überprüfung von sehr großen Objekten ermöglicht. Als solches überschreitet das Laser Radar die Grenzen der bisherigen Tracker- und Photogrammetrie-Systeme und ermöglicht eine drastische Beschleunigung der Messzeiten. Dieses zukunftsweisende Gerät ersetzt in vielen Fällen großvolumige Messsysteme, die Schwierigkeiten mit Bauteilen haben, die zu komplex, schwer zugänglich, empfi ndlich oder arbeitsaufwändig sind.
Das Laser Radar ist auf Nikon Metrologys Konzept der messtechnisch unterstützten Fertigung abgestimmt. Alle Online-Geometriedaten werden genau erfasst und wieder im Prozess integriert, um die Präzision und Geschwindigkeit der Fertigungsprozesse kontinuierlich zu steigern. Da die Herstellung großvolumiger Teile immer komplexer und teuer wird, steht das Prinzip der “First-Time-Right-Production”, d.h. die ersten Musterrealisierungen sollen bereits im Gesamtsystem funktionieren, im Vordergrund.
Laser Radar eignet sich für verschiedenste Anwendungen
• Zum Einsatz in der Qualitätssicherung, einschließlich Teil-zu-CAD Vergleiche, Merkmals- und Bund- und Spaltprüfung
• Programm- und ereignisgesteuerte Inspektion, wie beispielsweise Erstmusterprüfung, Fehlersuche bei Ein- und Ausgangsprüfungen, Fehleranalyse
• In-Prozess-Anwendungen, wie Ausrichtung von Bauteilen und robotergesteuerte Positionierung
• Werkzeugzusammenbau und -ausrichtung mit Lokalisierung und Überprüfung der Werkzeuge in Echtzeit
• Werkzeugdigitalisierung und Dokumentation von Werkzeug- und Gussformen
• Digitalisierung von Modellen, einschließlich Scannen von Kunstgussen und Laminierungen (Design-Layups)
“ Mit einer besseren Datenqualität und größeren Bedienerfreundlichkeit bei schnelleren Messzeiten bietet das MV330/350 dem Bediener einzigartige Möglichkeiten für das automatisierte, berührungslose Messen von großen Bauteilen.
Laser Radar eignet sich für verschiedenste Anwendungen
• Zum Einsatz in der Qualitätssicherung, einschließlich Teil-zu-CAD Vergleiche, Merkmals- und Bund- und Spaltprüfung
beispielsweise Erstmusterprüfung, Fehlersuche bei Ein-
• Digitalisierung von Modellen, einschließlich Scannen von Kunstgussen und Laminierungen (Design-Layups)
Lase
r_Ra
dar_
DE_
0513
– C
opyr
ight
Nik
on M
etro
logy
NV
201
3. A
lle R
echt
e vo
rbeh
alte
n. A
ngab
en s
ind
gekü
rzt,
kön
nen
geän
dert
wer
den
und
dien
en le
digl
ich
der
allg
emei
nen
Info
rmat
ion.
NIKON METROLOGY NVGeldenaaksebaan 329B-3001 Leuven, Belgiumphone: +32 16 74 01 00 fax: +32 16 74 01 [email protected]
NIKON CORPORATIONShin-Yurakucho Bldg., 12-1, Yurakucho 1-chomeChiyoda-ku, Tokyo 100-8331 Japanphone: +81-3-3216-2384 fax: +81-3-3216-2388www.nikon-instruments.jp/eng/
NIKON METROLOGY EUROPE NVtel. +32 16 74 01 [email protected]
NIKON METROLOGY GMBHtel. +49 6023 [email protected]
NIKON METROLOGY SARLtel. +33 1 60 86 09 76 [email protected]
NIKON METROLOGY, INC.tel. +1 810 [email protected]
NIKON METROLOGY UK LTD.tel. +44 1332 [email protected]
NIKON INSTRUMENTS (SHANGHAI) CO. LTD.tel. +86 21 5836 0050tel. +86 10 5869 2255 (Beijing offi ce)tel. +86 20 3882 0550 (Guangzhou offi ce)
NIKON SINGAPORE PTE. LTD.tel. +65 6559 3618
NIKON MALAYSIA SDN. BHD.tel. +60 3 7809 3609
NIKON INSTRUMENTS KOREA CO. LTD.tel. +82 2 2186 8400
Weitere Niederlassungen und Vertretungen fi nden Sie unter www.nikonmetrology.com