BAB II TINJAUAN PUSTAKA 2.1. Kajian...
24
BAB II TINJAUAN PUSTAKA 2.1. Kajian Pustaka Penelitian terhadap pengecoran ulang (remelting) telah dilakukan oleh peneliti lain diantaranya purnomo (2004) Meneliti material yang telah diteliti adalah Aluminium paduan 320 (72,37% Al, 11,39% Si, 6,82% Mg, 2,77% Cu) (Purnomo, 2004 ), dengan melebur paduan aluminium 320 dan menuangnya kedalam cetakan logam. Pengecoran diulang sampai tiga kali, dan hasil coran kemudian dibuat spesimen uji tarik dan uji impak. Hasil pengujian yang dilakukan menerangkan bahwa pengecoran ulang akan menurunkan kekuatan tarik, dan kekuatan impak dari bahan. Djatmiko (2008) mengatakan bahwa bahan paduan Al-Si-Mg merupakan salah satu paduan aluminium yang cocok dipakai untuk material piston motor. Paduan ini mempunyai kelebihan seperti ringan,tahan korosi dan warnanya menarik, tetapi sifat mekaniknya belum memenuhi standart JIS H 5201 oleh karena itu sifat mekaniknya perlu ditingkatkan. Sifat mekanik paduan Al-Si-Mg dapat ditingkatkan dengan salah satunya perlakuan panas T6 dengan waktu tahan 40 jam dengan suhu bervariasi antara 30 o C, 150 o C, 180 o C, 210 o C, dan 240 o C. kemudian dilakukan uji kekerasan, kekuatan impak, identifikasi fasa dan pengamatan struktur mikro. Hasil pengujian menunjukkan bahwa sifat mekanik paduan Al-Si-Mg naik akibat adanya perlakuan panas T6. Sifat mekanik optimum diperoleh pada suhu 210 o C. mempunyai nilai kekerasan 93,30 HVN, kekuatan impak 5,13 j/cm 2 dan telah memenuhi standart JIS H 5201. M. Arif (2005) telah melebur torak bekas dengan paduan SiO 2 0,07%, Al 98,09 %, dan Fe 1,27 % yang dicor kembali, kemudian dilanjutkan dengan proses aging pada suhu 150 o C dan 220 o C dengan holding time bervariasi. Pengujian tarik, kekerasan dan struktur mikro dilakukan setelah dilaksanakan proses aging. (Arif 2005). Hasil penelitian menunjukkan kekuatan tarik pada suhu aging 150 o C dan 220 o C dengan holding time berturut-turut 45 menit, 120 menit, 240 menit, 420 menit dan 540 menit adalah 67,19 kg/mm 2 , 68,01 kg/mm 2 , 68,63 kg/mm 2 , 98,59 kg/mm 2 , 60,81 kg/mm 2 dan 87,01 kg/mm 2 , 93 kg/mm 2 , 70,91 kg/mm 2 , 5
Transcript of BAB II TINJAUAN PUSTAKA 2.1. Kajian...

5
BAB II
TINJAUAN PUSTAKA
2.1. Kajian Pustaka
Penelitian terhadap pengecoran ulang (remelting) telah dilakukan oleh
peneliti lain diantaranya purnomo (2004) Meneliti material yang telah diteliti
adalah Aluminium paduan 320 (72,37% Al, 11,39% Si, 6,82% Mg, 2,77% Cu)
(Purnomo, 2004 ), dengan melebur paduan aluminium 320 dan menuangnya
kedalam cetakan logam. Pengecoran diulang sampai tiga kali, dan hasil coran
kemudian dibuat spesimen uji tarik dan uji impak. Hasil pengujian yang dilakukan
menerangkan bahwa pengecoran ulang akan menurunkan kekuatan tarik, dan
kekuatan impak dari bahan.
Djatmiko (2008) mengatakan bahwa bahan paduan Al-Si-Mg merupakan
salah satu paduan aluminium yang cocok dipakai untuk material piston motor.
Paduan ini mempunyai kelebihan seperti ringan,tahan korosi dan warnanya
menarik, tetapi sifat mekaniknya belum memenuhi standart JIS H 5201 oleh
karena itu sifat mekaniknya perlu ditingkatkan. Sifat mekanik paduan Al-Si-Mg
dapat ditingkatkan dengan salah satunya perlakuan panas T6 dengan waktu tahan
40 jam dengan suhu bervariasi antara 30oC, 150oC, 180oC, 210oC, dan 240oC.
kemudian dilakukan uji kekerasan, kekuatan impak, identifikasi fasa dan
pengamatan struktur mikro. Hasil pengujian menunjukkan bahwa sifat mekanik
paduan Al-Si-Mg naik akibat adanya perlakuan panas T6. Sifat mekanik optimum
diperoleh pada suhu 210oC. mempunyai nilai kekerasan 93,30 HVN, kekuatan
impak 5,13 j/cm2 dan telah memenuhi standart JIS H 5201.
M. Arif (2005) telah melebur torak bekas dengan paduan SiO2 0,07%, Al
98,09 %, dan Fe 1,27 % yang dicor kembali, kemudian dilanjutkan dengan proses
aging pada suhu 150oC dan 220oC dengan holding time bervariasi. Pengujian
tarik, kekerasan dan struktur mikro dilakukan setelah dilaksanakan proses aging.
(Arif 2005). Hasil penelitian menunjukkan kekuatan tarik pada suhu aging 150oC
dan 220oC dengan holding time berturut-turut 45 menit, 120 menit, 240 menit,
420 menit dan 540 menit adalah 67,19 kg/mm2, 68,01 kg/mm2, 68,63 kg/mm2,
98,59 kg/mm2, 60,81 kg/mm2 dan 87,01 kg/mm2, 93 kg/mm2, 70,91 kg/mm2,
5

6
68,58 kg/mm2, 66,58 kg/mm2. Kekuatan tarik tertinggi sebesar 98,59 kg/mm2 naik
sebesar 26,38 % dari raw materials (78,01 kg/mm2) (M. Arif, 2005).
Harsono (2006) Aluminium dalam penelitian ini termasuk dalam paduan
Al-Si, karena 92,60% adalah aluminium, 6,73% Si dan sisanya adalah paduan
unsur lain. Setelah dilakukan foto mikro ternyata paduan aluminium yang telah di
remelting mempunyai porositas yang lebih besar dibandingkan dengan raw
material, Proses remelting mempengaruhi sifat mekanis pada paduan aluminium,
yaitu terdapat penurunan kekerasan kekuatan fatik.
2.2. Landasan Teori
2.2.1. Aluminium
Aluminium merupakan logam non ferro yang memiliki sifat ringan
dan tahan karat. Aluminium dipakai sebagai paduan berbagai logam murni,
sebab tidak kehilangan sifat ringan dan sifat–sifat mekanisnya dan mampu
cornya diperbaiki dengan menambah unsur–unsur lain. Unsur-unsur paduan
itu adalah tembaga, silikon, magnesium, mangan, nikel, dan sebagainya
yang dapat merubah sifat paduan aluminium (Surdia, 1991). Seperti terlihat
pada Tabel 2.1.
Tabel 2.1. Komposisi paduan Aluminium menurut Standar
JIS H5302
JIS ISO Cu Si Mg Zn Fe Mn Ni Sn Pb Ti Al
ADC1 <1.0 11.0 to 13.0 <0.3 <0.5 <1.3 <0.3 <0.5 <0.1< Rest
ADC1C Al-Sil2CuFe <1.2 11.0 to 13.5 <0.3 <0.5 <1.3 <0.5 <0.3 <0.1< <0.2 <0.2 Rest
ADC2 Al-Sil2Fe <0.10 11.0 to 13.5 <0.10 <0.1 <1.3 <0.5 <0.1 <0.05 <0.1 <0.2 Rest
ADC3 <0.6 90 to 10 0.4 to 0.6 <0.5 <1.3 <0.3 <0.5 <0.1 Rest
ADC5 <0.2 <0.3 4.0 to 8.5 <0.1 <1.8 <0.3 <0.1 <0.1 Rest
ADC6 <0.1 <1.0 2.5 to 4.0 <0.4 <0.8 0.4-0.6 <0.1 <0.1 Rest
ADC7 Al-Si5Fe <0.10 4.5 to 6.0 <0.1 <0.1 <1.3 <0.5 <0.1 <0.1 <0.1 <0.2 Rest
ADC8 Al-Si6Cu4Fe 3.0 to 5.0 5.0 to 7.0 <0.3 <2.0 <1.3 0.2-0.6 <0.3 <0.1 <0.2 <0.2 Rest
ADC10 2.0 to 4.0 7.5 to 9.5 <0.3 <1.0 <1.3 <0.5 <0.5 <0.2 Rest
ADC10Z 2.0 to 4.0 7.5 to 9.5 <0.3 <3.0 <1.3 <0.5 <0.5 <0.2 Rest
ADC11 Al-Si8Cu3Fe 2,5 to 4.0 7.5 to 9.5 <0.3 <1.2 <1.3 <0.6 <0.5 <0.2 <0.3 <0.2 Rest
ADC12 1.5 to 3.5 9.6 to 12.0 <0.3 <1.0 <1.3 <0.5 <0.5 <0.2 Rest
ADC12Z 1.5 to 3.5 9.6 to 12.0 <0.3 <3.0 <1.3 <0.5 <0.5 <0.2 Rest

7
Selain itu pada paduan aluminium ADC 12 juga terdapat sifat
mekanik yang terkandung pada aluminium paduan tersebut seperti terlihat
pada Tabel 2.2.
Tabel 2.2. Sifat mekanik paduan Aluminium menurut
JIS H5302
Brinell hardness
JIS
Tensile strength
Rm MPa min.
Yield strength
Rp0,2 MPa min.
HB HRB
Average σ ASTM Average σ ASTM Average σ ASTM Average σ
ADC1 250 46 290 172 22 130 71.2 3.5 72 36.2 5.5
ADC3 279 48 320 179 35 170 71.4 1.8 76 36.7 2.2
ADC5 (213) 65 310 145 26 190 64.4 2.4 74 (30.1) 3.7
ADC6 266 61 280 172 23 64.7 2.3 67 27.3 3.9
ADC10 241 34 320 157 18 160 73.6 2.4 83 39.4 3.0
ADC12 228 41 310 154 14 150 74.1 1.5 86 40.0 1.8
ADC14 193 28 320 188 31 250 76.8 1.7 108 43.1 2.1
Pada paduan aluminium ADC 12 juga dapat digunakan untuk
pembuatan bahan dasar seperti yang terlihat pada Tabel 2.3. Material
ADC 12 pada standar ASM Handbook sama dengan material dengan kode
384.
Tabel 2.3. Aplikasi atau kegunaan material menurut
(ASM Handbook vol 15, 1998)
Paduan Perwakilan Aplikasi
308.0 coran cetakan tujuan umum permanen, kisi-kisi hias dan reflektor
319.0 Engine crankcases; bensin dan tangki minyak, panci minyak; frame mesin tik; bagian-
bagian mesin
332.0 Otomotif dan piston, puli,
333.0 Gas meter dan bagian regulator; blok gigi; coran otomotif umum; piston
354.0 Premium-kekuatan coran untuk industri kedirgantaraan
355.0 Pasir: piston kompresor udara; cetak bedplates pers; jaket air; crankcases. Tetap: impeller,
fitting pesawat udara; timinggears; kasus mesin jet kompresor
356.0 Pasir: roda gila tuang; kasus transmisi otomotif, panci minyak; badan pompa. Tetap: mesin
bagian alat; roda pesawat udara; badan pesawat tuang; pagar jembatan

8
A356.0 Struktural bagian yang membutuhkan kekuatan tinggi; bagian mesin, truk bagian chassis
357.0 Tahan korosi dan aplikasi tekanan-ketat
359.0 kekuatan coran untuk industri kedirgantaraan
360.0 bagian motor tempel, peralatan tas, pelat penutup, coran laut dan pesawat
A360.0 Cover piring, peralatan tas, bagian-bagian sistem irigasi; bagian motor tempel; engsel
380.0 rumah untuk mesin pemotong rumput dan pemancar radio; udara coran rem; kasus gigi
A380.0 Aplikasi membutuhkan kekuatan pada suhu tinggi
384.0 Pistons dan aplikasi layanan lainnya; transmisi otomatis
390.0 Piston dengan mesin pembakaran dalam, blok, manifold, dan kepala silinder
413.0 Arsitektur, hias, laut, dan makanan dan aplikasi peralatan susu
A413.0 piston motor tempel, peralatan gigi, frame mesin tik; jalan perumahan lampu
443.0 Cookware; pipa fitting, fitting laut; cetakan ban; badan karburator
514.0 Alat kelengkapan untuk kimia dan penggunaan limbah; susu dan makanan peralatan
penanganan; cetakan ban
Pengaruh unsur-unsur pemadu pada paduan aluminium adalah
sebagai berikut:
a. Silikon (Si)
Unsur Si dalam paduan aluminium mempunyai pengaruh positif :
• Meningkatkan sifat mampu alir (Hight Fluidity).
• Mempermudah proses pengecoran
• Meningkatkan daya tahan terhadap korosi
• Memperbaiki sifat-sifat atau karakteristik coran
• Menurunkan penyusutan dalam hasil cor
• Tahan terhadap hot tear (perpatahan pada metal casting pada saat
solidifikasi karena adanya kontraksi yang merintangi)
Pengaruh negatif yang ditimbulkan unsur Si berupa:
• Penurunan keuletan bahan terhadap beban kejut jika kandungan silikon
terlalu tinggi.
b. Tembaga (Cu)
Pengaruh baik yang dapat timbul oleh unsur Cu dalam paduan
aluminium:
• Meningkatkan kekerasan bahan dengan membentuk presipitat
• Memperbaiki kekuatan tarik

9
• Mempermudah proses pengerjaan dengan mesin.
Pengaruh buruk yang dapat ditimbulkan oleh unsur Cu :
• Menurunkan daya tahan terhadap korosi
• Mengurangi keuletan bahan dan
• Menurunkan kemampuan dibentuk dan dirol
c. Unsur Magnesium (Mg)
Magnesium memberikan pengaruh baik yaitu:
• Mempermudah proses penuangan
• Meningkatkan kemampuan pengerjaan mesin
• Meningkatkan daya tahan terhadap korosi
• Meningkatkan kekuatan mekanis
• Menghaluskan butiran kristal secara efektif
• Meningkatkan ketahanan beban kejut atau impak.
Pengaruh buruk yang ditimbulkan oleh unsur Mg:
• Meningkatkan kemungkinan timbulnya cacat pada hasil pengecoran
d. Unsur besi (Fe)
Pengaruh baik yang dapat ditimbulkan oleh unsur Fe ada1ah :
• mencegah terjadinya penempelan logam cair pada cetakan.
Pengaruh buruk yang dapat ditimbulkan unsur paduan ini adalah :
• Penurunan sifat mekanis
• Penurunan kekuatan tarik
• Timbulnya bintik keras pada hasil coran
• Peningkatan cacat porositas.
Macam-macam Unsur paduan aluminium dapat diklasifikasikan
sebagai berikut :
a. Paduan aluminium – tembaga, aluminium – tembaga - silikon.
Paduan aluminium - tembaga adalah paduan aluminium yang
mengandung tembaga 4,5 %, memiliki sifat–sifat mekanik dan
mampu mesin yang baik sedangkan mampu cornya agak jelek.
Paduan aluminium tembaga – silikon dibuat dengan menambah 4 – 5
% silikon pada paduan aluminium tembaga untuk memperbaiki sifat

10
mampu cornya. Paduan ini dipakai untuk bagian–bagian motor
mobil, dan rangka utama dari katup (Surdia, 1991).
b. Paduan aluminium – silikon, aluminium – silikon – magnesium.
Paduan dari aluminium dan silikon sekitar 2 % disebut
silumin yang memiliki mampu cor yang baik, sehingga terutama
dipakai untuk bagian – bagian mesin biasa. Tetapi paduan yang biasa
dicor mempunyai sifat mekanik yang jelek karena butir – butir
silikon yang besar, sehingga dicor dengan tambahan natrium dan
agitasi dari logam cair untuk membuat kristal halus dan memperbaiki
sifat – sifat mekanik, tetapi cara ini tidak efektif untuk coran besar.
Paduan aluminium silikon diperbaiki sifat mekaniknya dengan
menambahkan magnesium, tembaga atau mangan dan selanjutnya
diperbaiki dengan perlakuan panas (Surdia, 1991).
c. Paduan aluminium – magnesium.
Paduan aluminium yang mengandung magnesium 4 % atau
10 % mempunyai ketahanan korosi dan sifat mekanik yang baik.
Paduan ini mempunyai kekuatan tarik diatas 30 kgf/mm2 dan
perpanjangan diatas 12 % dipakai untuk alat – alat industri kimia ,
kapal laut, dan pesawat terbang (Surdia, 1991).
d. Paduan aluminium tahan panas.
Paduan ini terdiri dari Al – Cu – Ni – Mg yang kekuatannya
tidak berubah sampai 300oC, sehingga paduan ini dipakai untuk
torak dan tutup silinder.
P
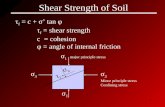
Gambar 2.1. Diagram fasa paduan Al-Si (ASM Internasional, 2004)

11
2.2.2. Sifat Aluminium
Perlu diketahui aluminium merupakan logam yang paling banyak
terkandung di kerak bumi. Aluminium terdapat di kerak bumi sebanyak
kira-kira 8,07% hingga 8,23% dari seluruh massa padat dari kerak bumi,
dengan produksi tahunan dunia sekitar 30 juta ton pertahun dalam bentuk
bauksit dan bebatuan lain. Saat ini aluminium berkembang luas dalam
banyak aplikasi industri seperti industri otomotif, rumah tangga, maupun
elektrik, karena beberapa sifat dari aluminium itu sendiri, yaitu:
1. Ringan (light in weight)
Aluminium memiliki sifat ringan, bahkan lebih ringan dari
magnesium dengan densitas sekitar 1/3 dari densitas besi. Kekuatan
dari paduan aluminium dapat mendekati dari kekuatan baja karbon
dengan kekuatan tarik 700 Mpa (100 Ksi). Kombinasi ringan dengan
kekuatan yang cukup baik membuat aluminium sering diaplikasikan
pada kendaraan bermotor, pesawat terbang, alat-alat konstruksi
seperti tangga, scaffolding, maupun pada roket.
2. Mudah dalam pembentukannya (easy fabrication)
Aluminium merupakan salah satu logam yang mudah untuk
dibentuk dan mudah dalam fabrikasi seperti ekstrusi, forging,
bending, rolling, casting, drawing, dan machining. Struktur kristal
yang dimiliki aluminium adalah struktur kristal FCC (Face Centered
Cubic), sehingga aluminium tetap ulet meskipun pada temperatur
yang sangat rendah. Bahan aluminium mudah dibentuk menjadi
bentuk yang komplek dan tipis sekalipun, sepeti bingkai jendela,
lembaran aluminium foil, rel, gording, dan lain sebagainya.
3. Tahan terhadap korosi (corrosion resistance)
Aluminium tahan terhadap korosi karena fenomena pasivasi.
Pasivasi adalah pembentukan lapisan pelindung akibat reaksi logam
terhadap komponen udara sehingga lapisan tersebut melindungi
lapisan dalam logam dari korosi. Hal tersebut dapat terjadi karena
permukaan aluminium mampu membentuk lapisan alumina
(Al2O3) bila bereaksi dengan oksigen.

12
4. Konduktifitas panas tinggi (high thermal conductivity)
Konduktifitas panas aluminium tiga kali lebih besar dari besi,
maupun dalam pendinginan dan pemanasan. Sehingga aplikasi
banyak digunakan pada radiator mobil, koil pada evaporator, alat
penukar kalor, alat-alat masak, maupun komponen mesin.
5. Konduktifitas listrik tinggi (high electrical conductivity)
Konduktifitas listrik dari aluminium dua kali lebih besar dari
pada tembaga dengan perbandingan berat yang sama. Sehingga
sangat cocok digunakan dalam kabel transmisi listrik.
6. Tangguh pada temperatur rendah (high toughness at cryogenic
temperature)
Aluminium tidak menjadi getas pada temperatur rendah
hingga -100oC, bahkan menjadi lebih keras dan ketangguhan
meningkat. Sehingga aluminium dapat digunakan pada material
bejana yang beroperasi pada temperatur rendah (cryogenic vessel)
7. Tidak beracun (non toxic)
Aluminium tidak memiliki sifat racun pada tubuh manusia,
sehingga sering digunakan dalam industri makanan seperti kaleng
makanan dan minuman, serta pipa-pipa penyalur pada industri
makanan dan minuman.
8. Mudah didaur ulang (recyclability)
Aluminium mudah untuk didaur ulang, bahkan 30% produksi
aluminium di Amerika berasal dari aluminium yang didaur ulang.
Pembentukan kembali aluminium dari material bekas hanya
membutuhkan 5% energy dari pemisahan aluminium dari bauksit.
Dengan berbagai keunggulan dari aluminium tersebut, saat ini
penggunaan aluminium sangat berkembang pesat terutama pada industri
pesawat terbang dan otomotif. Masih banyak pengembangan yang
dilakukan sehingga dapat menciptakan paduan aluminium baru yang
memiliki sifat dan karakteristik yang berbeda.

13
2.2.3. Teori Dasar Peleburan dan Pencetakan Aluminium
Pengecoran adalah suatu proses manufaktur yang menggunakan
logam cair dan cetakan untuk menghasilkan bagian dengan bentuk yang
mendekati bentuk geometri akhir produk jadi. Logam cair akan dituangkan
atau ditekan ke dalam cetakan yang memiliki rongga sesuai dengan bentuk
yang diinginkan. Setelah logam cair memenuhi rongga dan kembali ke
bentuk padat, selanjutnya cetakan dipisahkan dan hasil cor dapat digunakan
untuk proses sekunder.
Proses pengecoran sendiri dibedakan menjadi dua macam, yaitu
traditional casting dan non-traditional/contemporary casting.
a. Teknik Tradisional
1. Pengecoran dengan cetakan pasir (Sand-Mold Casting).
2. Penggecoran dengan menggunakan Pasir Basah (Dry-Sand
Casting).
3. Shell-Mold Casting.
4. Full-Mold Casting.
5. Pengecoran dengan menggunakan cetakan semen (Cement-Mold
Casting ).
6. Pengecoran dengan sistim vacum (Vacuum-Mold Casting).
b. Sedangkan teknik non-traditional terbagi atas :
1. Pengecoran dengan Tekanan tinggi (High-Pressure Die Casting).
2. Pengecoran dengan cara diputar (Centrifugal Casting).
3. pengecoran dengan sistim suntik (Injection-Mold Casting).
4. Pengecoran dengan cetakan keramik (Investment Casting).
5. Pengecoran dengan sistim tiup, biasa digunakan untuk cetakan
plastik (Blow-mold casting) .
Perbedaan secara mendasar diantara keduanya adalah bahwa
contemporary casting tidak bergantung pada pasir dalam pembuatan
cetakannya. Perbedaan lainnya adalah bahwa contemporary casting
biasanya digunakan untuk menghasilkan produk dengan geometri yang
relatif kecil dibandingkan bila menggunakan traditional casting. Hasil
coran non-traditional casting juga tidak memerlukan proses tambahan

14
untuk penyelesaian permukaan. Tradisional casting khususnya sand mold
casting bahan yang digunakan adalah pasir cetak. Keuntungan dari pasir
adalah harganya murah, mudah didapat dan cara pembuatannya mudah.
Namun kerugian dari cetakan pasir adalah hanya dapat digunakan satu kali
pencetakan sehingga tidak dapat digunakan untuk produksi masal.
2.2.4. Pasir Cetak
Pasir Cetak adalah pasir yang dibuat untuk membuat cetakan. Pasir
cetak harus memiliki sifat- sifat antara lain :
a. Mempunyai sifat mampu bentuk sehingga mudah untuk dibentuk.
b. Distribusi besar yang cocok, dan seragam.
c. Tahan terhadap temperatur logam yang dituang.
d. Permeabilitas yang cocok, sehingga tidak terjadi cacat seperti rongga
penyusutan, kekasaran permukaan, dan gelembung gas.
Selain yang diatas pasir cetak harus memiliki kadar lempung sekitar
10-20% untuk dapat dipakai. Pasir cetak ada beberapa jenis yaitu pasir
gunung, pasir pantai, pasir sungai, dan pasir silika. Beberapa dari pasir
tersebut dipakai begitu saja tanpa melalui proses lain, namun ada juga yang
harus digiling dan dipecah menjadi butir-butir dengan komposisi yang
cocok. Pasir yang memiliki komposisi yang cocok dan bersifat adhesi
mereka dipakai begitu saja sedang kalau sifat adhesinya kurang maka harus
ditambahkan lempung (Surdia, 1991).
2.2.5. Cetakan Pasir
Cetakan Pasir adalah cetakan yang terbuat dari bahan dasar pasir
dan tanah lempung sebagai penguatnya. Cetakan pasir biasanya dibuat
dengan tangan, namun ada juga yang dibuat dengan mesin cetakan.
Cetakan pasir terdiri dari dua macam yaitu cetakan atas (cup) dan cetakan
bawah (drug) (Surdia, 1991). Cara pembuatan Cetakan pasir adalah sebagai
berikut:
a. Papan cetakan diletakkan pada lantai yang rata dengan pasir yang
tersebar mendatar.

15
b. Pola dan rangka cetak diletakkan diatas papan cetakan. Rangka cetak
harus lebar agar tebal pasir kira-kira 30 mm sampai 50 mm.
c. Pasir muka yang telah diayak ditaburkan untuk menutupi permukaan
pola dalam rangka cetakan. Pasir cetak ditaburkan diatasnya dan
dipadatkan.
d. Cetakan untuk drug dibalik dan setengah dari pola bersama rangka
cup diletakkan di atasnya, dan bahan pemisah ditaburkan di atasnya.
e. Batang saluran turun dipasang didalam cetakan, kemudian pasir
muka dan pasir cetak ditaburkan kedalam rangka cetak dan
dipadatkan. Cetakan harus diberi penanda agar tidak salah dalam
peletakanya. Selanjutnya cup dibuka dan dipisahkan dari drug.
f. Pola kemudian diambil, inti yang cocok dipasang pada rongga
cetakan, kemudian cup ditutup, dan pembutan cetakan telah selesai
2.2.6. Pola
Pola adalah model untuk membuat coran. Pola pada umumnya
berbentuk seperti coran yang akan dibuat. Pola harus mudah dikeluarkan
dari cetakan agar tidak merusak cetakan saat dikeluarkan. Macm-macam
pola antara lain:
a. Pola pejal.
b. Pola pelat pasangan.
c. Pola pelat cup dan drug.
d. Pola cetakan sapuan.
e. Pola penggeret dengan penuntun.
f. Pola penggeret berputar dengan rangka cetak.
g. Pola kerangka.
Pola biasanya dibuat dari bahan yang mudah dibentuk. Bahan pembuat pola
antara lain:
a. Kayu yang dibuat untuk pola adalah kayu saru, kayu aras, kayu jati
dan lain-lain. Kayu yang mempunyai kadar air dari 14% tidak biasa
digunakan untuk pola.

16
b. Resin Sintetis epoksi merupakan resin yang banyak dipakai karena
mempunyai sifat penyusutan yang kecil pada waktu mengeras, tahan
aus. Selain resin epoksi juga dipakai resin resin polisetirina namun
pola dari bahan ini hanya untuk sekali pakai saja.
c. Bahan untuk pola logam yang banyak dipakai adalah besi cor, selain
itu adalah tembaga untuk cetakan kulit, aluminium dan baja (Surdia,
1991).
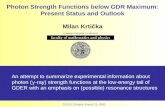
2.2.7. Membuat Coran
Untuk membuat coran, harus dilakukan proses-proses seperti:
pencairan logam, membuat cetakan, menuang, membongkar dan
membersihkan coran seperti ditunjukkan pada Gambar 2.2. untuk
mencairkan logam bermacam-macam tanur dipakai. Umumnya kupola atau
tanur induksi frekuensi rendah dipergunakan untuk besi cor, tanur busur
listrik atau tanur induksi frekuensi tinggi dipergunakan untuk baja cor dan
tanur krus untuk paduan tembaga atau paduan coran ringan, karena tanur-
tanur ini dapat memberikan logam cair yang baik dan sangat ekonomis
untuk logam-logam tersebut.
Bahan baku Tungku Ladel
Sistim pengolahan pasir
Mesin pembuat cetakan Penuangan
Pembongkaran
Pembersihan
Pemeriksaan
pasir Rangka cetak
Gambar 2.2. Aliran proses pada pembuatan coran (Surdia 1991).

17
Cetakan biasanya dibuat dengan jalan memadatkan pasir. Pasir yang
dipakai kadang-kadang pasir alam atau pasir buatan yang mengandung
tanah lempung. Cetakan pasir mudah dibuat dan tidak mahal asal dipakai
pasir yang cocok. Kadang-kadang dicampurkan pengikat khusus, misalnya
air kaca, semen, resin furan, resin fenol atau minyak pengering, karena
penggunaan zat-zat tersebut memperkuat cetakan atau mempermudah
operasi pembuatan cetakan.
Selain dari cetakan pasir, kadang-kadang dipergunakan cetakan
logam. Pada penuangan, logam cair mengalir melalui pintu cetakan, maka
bentuk pintu harus dibuat sedemikian sehingga tidak mengganggu aliran
logam cair. Pada umumnya logam cair dituangkan dengan pengaruh gaya
berat, walaupun kadang-kadang dipergunakan tekanan pada logam cair
selama atau setelah penuangan.
Setelah penuangan, coran dikeluarkan dari cetakan dan dibersihkan,
bagian-bagian yang tidak perlu dibuang dari coran. Kemudian coran
diselesaikan dan dibersihkan dengan disemprot cairan pembersih agar
memberikan rupa yang baik. Kemudian dilakukan pemeriksaan dengan
penglihatan tehadap rupa dan kerusakan, dan akhirnya dilakukan
pemeriksaan dimensi. Disamping itu berbagai macam pemeriksaan
metalurgi dilakukan untuk mencari kerusakan dalam, umpamanya dengan
pengujian getaran supersonik, atau pemeriksaan radiografi. Selanjutnya
kadang-kadang kekuatan, struktur mikro dan komposisi kimia diujikan
pada batang uji yang dibuat dari logam cair yang sama.
Mudah tidaknya pembuatan coran tergantung pada bentuk dan
ukuran benda coran. Coran yang tebalnya seragam, tipis dan lebar, atau
tuangan yang memerlukan inti tipis dan panjang adalah sangat sukar
dibuat. Disamping itu coran-coran yang memerlukan ketelitian atau sudut-
sudut tajam susah kemungkinannya untuk dibuat.

18
2.2.8. Sifat Logam Cair
Kekentalan atau kecairan logam sangat tergantung pada temperatur,
dimana pada temperatur tinggi logam akan mencair seluruhnya sedangkan
pada temperatur rendah keadaanya sangat kental dan beku dan di dalamnya
terdapat inti-inti kristal.
Berat jenisnya besar menjadikan logam cair memiliki kelembaman
dan ketika mengalir, misalnya saat proses penuangan ke dalam cetakan
alirannya mempunyai gaya tumbuk besar. Logam cair lebih suka
membentuk tetesan bulat karena mempunyai tegangan permukaan yang
lebih besar dibandingkan dengan air, dan ketika berhubungan dengan
permukaan cetakan terjadi gaya tahanan yang melawan penetrasi logam
cair dari dalam dinding sehingga logam cair tidak melekat pada cetakan,
perencana dan pembuat coran perlu mengerti mengenai pengecoran.
2.2.9. Pembekuan Coran
Pembekuan coran dimulai dari bagian logam yang bersentuhan
dengan cetakan, yaitu ketika panas dari logam cair diambil oleh cetakan
sehingga bagian logam yang bersentuhan dengan cetakan itu mendingin
sampai kemudian inti-inti kristal tumbuh. Bagian dari coran mendingin
lebih lambat dari pada bagian luar, sehingga kristal-kristal tumbuh dari inti
mengarah kebagian dari coran dan butir-butir kristal tersebut berbentuk
kolam dan disebut struktur kolom (Kalpakijan, 1989). Waktu pembekuan
aluminium dalam cetakan dapat diketahui pada Tabel 2.4 dimana material dan
proses cetakan sangat berpengaruh terhadap cepat lambatnya pendinginan.
Tabel 2.4. Waktu pembekuan pengecoran aluminium dari beberpa proses
pengecoran. (John, 1994).
Proses pengecoran Bahan Cetakan Waktu Pembekuan (second)
Cetakan permanen Steel 47 Core Pasir Silika 175 Pasir silikon 80
Disamatic silika 85

19
2.2.10. Pengecoran Ulang
Pengecoran ulang adalah pengecoran yang menggunakan material
daur ulang yang sudah tidak terpakai untuk di tuang kembali. Pengecoran
ulang biasanya dilakukan didalam industri-industri kecil dengan
menggunakan dapur sederhana dengan menggunakan tungku api dengan
pembakaran menggunakan minyak tanah. Api disemburkan kedalam
tungku menggunakan blender yang dipasang dibagian bawah tungku.
Logam yang dimasukkan pada dapur terdiri dari sekrap dan
aluminium ingot. Aluminium paduan tuang ingot didapatkan dari peleburan
primer dan sekunder serta pemurnian. Kebanyakan kontrol analisa
didapatkan dari analisis pengisian yang diketahui, yaitu ketelitian
pemisahan tuang ulang dan ingot aluminium baru. Praktek peleburan yang
baik mengharuskan dapur dan logam yang dimasukan dalam keadaan
bersih. Untuk menghemat waktu peleburan dan mengurangi kehilangan
karena oksidasi lebih baik memotong logam menjadi potongan kecil yang
kemidian dipanaskan mula. Kalau bahan sudah mulai mencair, fluks harus
ditaburkan untuk mengurangi oksidasi dan absorbsi gas. Cacat hasil
pengecoran terdiri dari :
a. Salah bentuk cetakan yaitu Cacat yang disebabkan oleh salah dalam
membuat medel cetakan.
b. Cacat inklusi pasir yaitu cacat yang disebabkan pasir dari cetakan
masuk kedalam cairan logam.
c. Cacat gas.
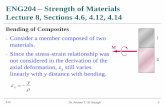
Apabila diberi kesempatan paduan aluminium akan menyerap gas
hidrogen. Peningkatan temperatur sebuah efek yang sangat besar pada
kelarutan maksimum dari hidrogen pada aluminium, sebagaimana
ditunjukkan pada Gambar 2.3. Pada titik lebur tiba–tiba terjadi kenaikan
kelarutan hidrogen pada aluminium sampai dicapainya temperatur
penuangan.

20
Gambar 2.3. Pengaruh temperatur pada kelarutan hidrogen
dalam aluminium (Surdia, 1991)
d. Cacat penyusutan yaitu cacat yang disebabkan kontraksi volume di
dalam larutan dan pada saat pembekuan.
2.2.11. Proses Pengecoran
Bertitik tolak pada cara kerja proses ini, maka proses pembuatan
jenis pengecoran ini dapat dibagi menjadi 2 yaitu proses penuangan, dan
proses pencetakan.
a. Proses penuangan
Proses penuangan adalah proses pembuatan benda kerja dari
logam tanpa adanya penekanan sewaktu logam cair mengisi cetakan.
Cetakan biasanya terbuat dari pasir, plaster, keramik, atau bahan
tahan api lainnya yaitu dengan proses penuangan gravitasi dan proses
penuangan Die Casting (Sistem tekan).
b. Proses Pencetakan
Proses pencetakan adalah proses pembuatan benda kerja dari
logam cair dengan jalan menuang lelehan aluminium ke dalam
cetakan sehingga logam cair tersebut mengisi rongga cetakan. Proses

21
dibagi dalam beberapa macam yaitu proses Molding Casting
(Cetakan permanen) dan Sand Casting (Cetakan pasir).
2.2.12. Uji Komposisi Kimia
Uji komposisi merupakan pengujian yang berfungsi untuk
mengetahui seberapa besar atau seberapa banyak jumlah suatu kandungan
yang terdapat pada suatu logam, baik logam ferro maupun logam non
ferro. Uji komposisi biasanya dilakukan ditempat pabrik-pabrik atau
perusahaan logam yang jumlah produksinya besar, ataupun juga terdapat
di Instititut pendidikan yang khusus mempelajari tentang logam.
Proses pengujian komposisi berlangsung dengan pembakaran
bahan menggunakan elektroda dimana terjadi suhu rekristalisasi, dari suhu
rekristalisasi terjadi penguraian unsur yang masing-masing beda
warnanya. Sedangkan untuk Penentuan kadar berdasar sensor perbedaan
warna. Proses pembakaran elektroda ini tidak lebih dari tiga detik.
Pengujian komposisi dapat dilakukan untuk menentukan jenis bahan yang
digunakan dengan melihat persentase unsur yang ada.
2.2.13. Uji Kekerasan
Kekerasan Ketahanan bahan terhadap indentasi secara kualitatif
menunjukan kekuatannya (Shackelford, 1976). Skala yang lazim dalam
pengujian kekerasan antara lain skala Brinell, Vickers, Rockwell dan
Knop. Skala kekerasan brinell (BHN) cenderung menunjukkan korelasi
yang cukup linier terhadap bahan tertentu, termasuk paduan aluminium
terlihat pada Tabel 2.5 merupakan sifat dari logam yang sering
dipergunakan dalam pengecoran, dimana dalam Tabel tersebut terdapat
sifat paduan aluminium seperti kekerasan (Amstead, 1995).

22
Tabel 2.5 Sifat-sifat dari logam (Amstead, 1995)
Jenis logam Kekuatan Tarik
(MPa) Keuletan (%) Kekerasan (BHN)
Besi dan baja
Besi cor kelabu 110-207 0-1 100-150 Besi cor putih 310 0-1 450 baja 276-2070 12-15 110-500
Bukan besi Aluminium 83-310 10-35 30-100 Tembaga 345-689 5-10 50-100 Magnesium 83-345 9-15 30-60 Seng 48-90 2-10 80-100 Titan 552-1034 - 158-266 Nikel 414-1103 15-40 90-250
2mmkg
Skema pengujian kekerasan Brinell ditunjukkan Gambar 2.4.
Kekerasan Brinell dihitung berdasarkan persamaan :
( )2
2dDDD
PBHN−−
=π
…………………………… (2.1)
Dimana :
P : besar beban
d
D P
D : Diameter Indentor
d : Diameter lubang
Gambar 2.4. Skema pengujian brinell
Dari Gambar 2.4. terlihat bahwa benda kerja ditekan menggunakan bola
identor yang berdiameter (D), dan kemudian dilakukan pembebanan setelah
selesai pembebanan kemudian bekas dari tekanan identor diukur diameter
lubangnya (d). Setelah itu dilakukan perhitungan dengan menggunakan
Persamaan 2.1.

23
2.2.14. Uji Strukturmikro
Untuk mengetahui strukturmikro dari suatu logam pada umumnya
pengujian dilakukan dengan reflek pemendaran (sinar), pada pemolesan
atau etsa, tergantung pada permukaan logam uji polis, dan diperiksa
langsung di bawah mikroskop atau dietsa lebih dulu, baru diperiksa di
bawah mikroskop. Seperti terlihat pada Gambar 2.5.
Gambar 2.5 Strukturmikro paduan Al-si (a) Strukturmikro paduan
hypoeutectic (1.65-12.6 % Si). 150X. (b) Strukturmikro paduan eutectic
(12.6% Si). 400X. (c) Strukturmikro paduan hypereutectic (>12.6% Si).
150X (ASM International, 2004)
Adapun beberapa tahap yang perlu dilakukan sebelum melakukan
pengujian strukturmikro, yaitu:
1. Pemotongan (sectioning)
Pemilihan sampel yang tepat dari suatu benda uji studi
mikroskopik merupakan hal yang sangat penting. Pemilihan sampel
tersebut didasarkan pada tujuan pengamatan yang hendak dilakukan.
Pada umumnya bahan komersil tidak homogen, sehingga satu sampel
yang diambil dari suatu volume besar tidak dapat dianggap
representatif. Pengambilan sampel harus direncanakan sedemikian
sehingga menghasilkan sampel yang sesuai dengan kondisi rata-rata
bahan atau kondisi di tempat-tempat tertentu (kritis), dengan
memperhatikan kemudahan pemotongan pula.

24
Secara garis besar, pengambilan sampel dilakukan pada
daerah yang akan diamati mikrostruktur maupun makrostrukturnya.
Sebagai contoh, untuk pengamatan mikrostruktur material yang
mengalami kegagalan, maka sampel diambil sedekat mungkin pada
daerah kegagalan (pada daerah kritis dengan kondisi terparah), untuk
kemudian dibandingkan dengan sampel yang diambil dari daerah
yang jauh dari daerah gagal. Perlu diperhatikan juga bahwa dalam
proses memotong, harus dicegah kemungkinan deformasi dan panas
yang berlebihan. Oleh karena itu, setiap proses pemotongan harus
diberi pendinginan yang memadai.
2. Pemegangan (mounting)
Spesimen yang berukuran kecil atau memiliki bentuk yang
tidak beraturan akan sulit untuk ditangani khususnya ketika
dilakukan pengamplasan dan pemolesan akhir. Sebagai contoh
adalah spesimen yang berupa kawat, spesimen lembaran metal tipis,
potongan yang tipis, dll. Untuk memudahkan penanganannya, maka
spesimen-spesimen tersebut harus ditempatkan pada suatu media
(media mounting). Secara umum syarat-syarat yang harus dimiliki
bahan mounting adalah:
• Bersifat inert (tidak bereaksi dengan material maupun zat etsa)
• Sifat eksoterimis rendah
• Viskositas rendah
• Penyusutan linier rendah
• Sifat adhesi baik
• Memiliki kekerasan yang sama dengan sampel
• Flowabilitas baik, dapat menembus pori, celah dan bentuk
ketidakteraturan yang terdapat pada sampel
• Khusus untuk etsa elektrolitik dan pengujian SEM, bahan
mounting harus kondusif

25
Media mounting yang dipilih haruslah sesuai dengan material
dan jenis reagen etsa yang akan digunakan. Pada umumnya mounting
menggunakan material plastik sintetik. Materialnya dapat berupa
resin (castable resin) yang dicampur dengan hardener, atau bakelit.
Penggunaan castable resin lebih mudah dan alat yang digunakan
lebih sederhana dibandingkan bakelit, karena tidak diperlukan
aplikasi panas dan tekanan. Namun bahan castable resin ini tidak
memiliki sifat mekanis yang baik (lunak) sehingga kurang cocok
untuk material-material yang keras.
3. Pengamplasan kasar (grinding)
Grinding dilakukan dengan menggunakan disc pengamplasan
yg ditutup dengan Silicon carbide kertas dan air. Ada sejumlah
ukuran amplas, yaitu 180, 240, 400, 1200, butir Silicon carbide per
inci persegi. Ukuran 180, menunjukkan kekasaran dan partikel ini
adalah ukuran untuk memulai operasi pengamplasan. Selalu
menggunakan tekanan langsung di pusat sampel. Lanjutkan
pengamplasan hingga semua noda kasar telah dihapus, permukaan
sampel rata, dan semua goresan yang pada satu posisi. Hal ini
membuat mudah untuk dilihat ketika goresan semuanya telah
dihapus.
Setelah operasi pengamplasan selesai pada ukuran amplas
1200, cuci sampel dengan air diikuti oleh alkohol dan keringkan
sebelum dipindah ke polish. Atau juga dapat tahap ini ukurannya
240, 800, 1000, 1500. Berikut adalah beberapa tahap dalam
pengampelasan, yaitu:
• Persiapan, tahap ini adalah tahap dimana melakukan pemilihan
amplas yang dimulai dengan menggunakan amplas dengan
nomor yang paling rendah (kasar) dan juga ditambah dengan
penggunaan air dengan tujuan supaya tidak terjadi gesekan antara
permukaan spesimen dengan amplas yang dapat mengakibatkan
percikan bunga api.

26
• Abrasion damage, adalah tahap menghaluskan permukaan dari
spesimen dengan menggunakan amplas dari nomor rendah
(nomor 360) ke nomor yang paling tinggi (nomor 2000) sampai
permukaan dari spesimen yang diuji rata dan tidak ada lagi
scratch pada material bila dilihat di mikroskop.
4. Pemolesan (polishing)
Tahap polishing bertujuan untuk menghasilkan permukaan
spesimen yang rata dan mengkilap, tidak boleh ada goresan yang
merintangi selama pengujian. finish lap merupakan tahap
penghalusan akhir material dengan menggunakan kain yang telah
diolesi polisher agar permukaan mengkilap dan rata atau bias disebut
juga dengan polishing.
Polish yang terdiri dari disc pengamplasan ditutup dengan
kain lembut penuh dengan partikel berlian (ukuran 6 dan 1 mikron)
dan minyak pelumas yang berminyak. Mulai dengan ukuran 6
mikron dan terus menggosok sampai goresan hilang
5. Etsa (etching).
Etching digunakan dalam metallography untuk
memperlihatkan mikrostruktur dari specimen dengan menggunaka
mikroskop. Specimen yang akan dietching harus dipolish secara teliti
dan rata serta bebas dari perubahan yang disebabkan deformasi pada
permukaan spesimen, alur material, pullout, dan goresan.
Meskipun dalam mikrography beberapa informasi sudah
dapat diketahui tanpa proses etching, tetapi mikrostruktur suatu
material biasanya baru dapat terlihat setelah dilakukan pengetsaan.
Hanya sekitar 10% informasi yang dapat terlihat tanpa proses
etching. Hanya reaktan, pori, celah, dan unsur non-metalik lainya
yang dapat diamati hanya dengan polishing, selebihnya diperlukan
etching.Secara umum tujuan dari etching adalah:
• Memberi warna pada permukaan benda uji sehingga tampak
jelas ketika diamati dengan mikoskop (color enhancement)
• Menimbulkan korosi sehingga memperjelas batas butir

27
• Meningkatkan kontras antar butir dan batas butir (optical
enhancement of contrast)
• Mengidentifikasi fasa pada suatu spesimen (anodizing
process)
6. Pemotretan (photo)
Dimaksudkan untuk mendapatkan Gambar dari struktur
kristal yang dimaksud. Untuk mendapatkan foto mikrografi yang
tajam, variabel berikut harus terkontrol yaitu penghilangan getaran,
pelurusan pencahayaan, penyesu-aian warna cahaya terhadap
korelasi objek, menjaga kejernihan objek, penyesuaian daerah
pengamatan, dan lubang diagram serta kecepatan fokus.
2.2.14. Uji Porositas
Porositas adalah suatu cacat atau void pada produk cor yang dapat
menurunkan kualitas benda tuang. Salah satu penyebab terjadinya
porositas pada penuangan paduan aluminium adalah gas hidrogen. Gas
hidrogen ini dapat terbentuk karena logam cair saat proses pengecoran
dimulai, dapat beroksidasi dengan gas karbon monoksida dan karbon
dioksida. Porositas oleh gas hidrogen dalam benda cetak paduan
aluminium silikon akan memberikan pengaruh yang buruk pada kekuatan
serta kesempurnaan dari benda tuang tersebut.
Cacat produk cor dapat dikategorikan atas: major difect dan minor
difect. Major difect yaitu cacat produk cor yang tidak dapat diperbaiki,
sedangkan minor defect adalah cacat yang masih dapat diperbaiki dengan
perbaikan ekonomis. Cacat porositas termasuk dalam major defect,
penyebab utama timbulnya cacat porositas pada proses pengecoran adalah:
1. Temperatur penuangan yang tinggi
2. Gas yang terserap dalam logam cair selama proses penuangan.
3. Cetakan yang kurang kering
4. Reaksi antara logam induk dengan uap air dari cetakan.
5. Kelarutan hidrogen yang tinggi
6. Permeabilitas pasir yang kurang bagus.

28
............................(2.2)
Dimana:
= berat piknometer (gr)
= berat piknometer yang diisi aquadesh (gr)
= berat massa sampel dalam piknometer (gr)
= berat massa sampel dalam piknometer yang tela dimasukkan
aquadesh (gr)
.....................................................(2.3)
Dimana
= apparent density (g/cm3)
= true density (g/cm3)