Analysis the Effect of Process Parameter on EDM of η...
9
International Journal of Engineering Technology, Management and Applied Sciences www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476 89 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria Analysis the Effect of Process Parameter on EDM of η-WC- 10%Co by Taguchi Method Krishna Kumar Sharma Sanchaya Goyal Sanjay Goyal Gaurav Bhadoria M.Tech. Students Asst. Professor Asst. Professor Asst. Professor MPCT Gwalior MPCT Gwalior MPCT Gwalior Modi University M.P., INDIA M.P., INDIA M.P., INDIA Niwai, Rajasthan, INDIA Abstract In this research paper, attempts have been made for optimizing process parameters in Electro-Discharge Machining (EDM) of nano tungsten carbide (η-WC-10%CO) using Graphite electrodes to machining mode based on taguchi techniques. Four independent input parameters discharge current (Amp), pulse-off time (μs), open circuit voltage (Volt) were selected to assess the EDM process performance in terms of material removal rate (MRR: mm 3 /min) has been used to design and examine the experiments. For each process response, a suitable second order decline equation was set up applying analysis of variance (ANOVA) and student F-test procedure to check modeling goodness of fit and select proper forms of influentially significant process variables (main, two-way interaction). The MRR increases by selecting higher discharge current and higher off time which capitals providing greater amounts of discharge energy inside gap region. In this paper we conduct the experiment on maximum possible combination of process parameter (Discharge current, Pulse-off time, Open Circuit voltage) developed by taguchi method and find a set of optimal input parameters with maximum nearby MRR during ED Machining of η-WC-10%CO (nano tungsten carbide-cobalt binder) material. Key Words:- EDM Process Parameter, η-WC-10%CO, MRR, EWR, Taguchi, ANOVA 1. Introduction History of electro discharge machining is used from World War I, B. R. Lazarenkoand N. I. Lazarenko invented the relaxation circuit (RC). There is using a simple servo controller they retained the gap width between the tool needle and the workpiece, reduced arcing, and made EDM more profitable. Subsequently 1940, die sinking by EDM has been advanced using pulse generator, planetary and orbital motion techniques, computer numerical control (CNC), and the adaptive control systems. During the 1960s the extensive research led the progress of EDM when numerous problems related to mathematical modeling were tackled. In 1970s the evolution of wire EDM was outstanding from the field of powerful generators. New generation wire electrodes tool done machining with intelligence machining and beater finishing. These tools having 20 times faster and saving a minimum at least 30% of machining cost. 1.1 Necessity of EDM In existing times for unusual application with exclusive metallurgical properties, materials – such as steels tool, stainless steels, alloys based on titanium, alloys based on nickel, tungsten carbide and its composites, hardened steels and other super alloys, are introduce to fill the demands for severe applications. WC and its composites materials are tough, hard, low heat sensitive and/or more resistant to corrosion and fatigue, they are not easy to machine. The application area of these materials are wide such that in the aerospace industry in defense, in gas & oil industries, and also in the public interests industry. Because of extensively use of application, the machining of such types of materials is very vital concern in the manufacturing. In view of the fact that these types of materials have great mechanical properties which can be very valuable in many major applications. Nano Tungsten carbide (η-WC-10%Co) is an awfully hard material used extensively in manufacturing for the motive that it’s better wear & tear and corrosion resistance properties. Now a days, WC and its composite (WC–CO) are of too much effect in the production of special tools, die and cutting tools and components over a wide variety of temperature because of their high strength, toughness, hardness and wear resistance. For that reason last few years machining of WC has become one of the most important concerns of the company. With this investigation we have been accepted out to machine this material with non-traditional machining process.
Transcript of Analysis the Effect of Process Parameter on EDM of η...

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
89 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
Analysis the Effect of Process Parameter on EDM of η-WC-
10%Co by Taguchi Method
Krishna Kumar Sharma Sanchaya Goyal Sanjay Goyal Gaurav Bhadoria
M.Tech. Students Asst. Professor Asst. Professor Asst. Professor
MPCT Gwalior MPCT Gwalior MPCT Gwalior Modi University
M.P., INDIA M.P., INDIA M.P., INDIA Niwai, Rajasthan, INDIA
Abstract
In this research paper, attempts have been made for optimizing process parameters in Electro-Discharge Machining
(EDM) of nano tungsten carbide (η-WC-10%CO) using Graphite electrodes to machining mode based on taguchi
techniques. Four independent input parameters discharge current (Amp), pulse-off time (μs), open circuit voltage (Volt)
were selected to assess the EDM process performance in terms of material removal rate (MRR: mm3/min) has been used
to design and examine the experiments. For each process response, a suitable second order decline equation was set up
applying analysis of variance (ANOVA) and student F-test procedure to check modeling goodness of fit and select proper
forms of influentially significant process variables (main, two-way interaction). The MRR increases by selecting higher
discharge current and higher off time which capitals providing greater amounts of discharge energy inside gap region.
In this paper we conduct the experiment on maximum possible combination of process parameter (Discharge current,
Pulse-off time, Open Circuit voltage) developed by taguchi method and find a set of optimal input parameters with
maximum nearby MRR during ED Machining of η-WC-10%CO (nano tungsten carbide-cobalt binder) material.
Key Words:- EDM Process Parameter, η-WC-10%CO, MRR, EWR, Taguchi, ANOVA
1. Introduction
History of electro discharge machining is used from World War I, B. R. Lazarenkoand N. I. Lazarenko
invented the relaxation circuit (RC). There is using a simple servo controller they retained the gap width
between the tool needle and the workpiece, reduced arcing, and made EDM more profitable. Subsequently
1940, die sinking by EDM has been advanced using pulse generator, planetary and orbital motion techniques,
computer numerical control (CNC), and the adaptive control systems. During the 1960s the extensive research
led the progress of EDM when numerous problems related to mathematical modeling were tackled. In 1970s
the evolution of wire EDM was outstanding from the field of powerful generators.
New generation wire electrodes tool done machining with intelligence machining and beater finishing. These
tools having 20 times faster and saving a minimum at least 30% of machining cost.
1.1 Necessity of EDM
In existing times for unusual application with exclusive metallurgical properties, materials – such as steels
tool, stainless steels, alloys based on titanium, alloys based on nickel, tungsten carbide and its composites,
hardened steels and other super alloys, are introduce to fill the demands for severe applications. WC and its
composites materials are tough, hard, low heat sensitive and/or more resistant to corrosion and fatigue, they
are not easy to machine. The application area of these materials are wide such that in the aerospace industry in
defense, in gas & oil industries, and also in the public interests industry. Because of extensively use of
application, the machining of such types of materials is very vital concern in the manufacturing. In view of the
fact that these types of materials have great mechanical properties which can be very valuable in many major
applications. Nano Tungsten carbide (η-WC-10%Co) is an awfully hard material used extensively in
manufacturing for the motive that it’s better wear & tear and corrosion resistance properties. Now a days, WC
and its composite (WC–CO) are of too much effect in the production of special tools, die and cutting tools and
components over a wide variety of temperature because of their high strength, toughness, hardness and wear
resistance. For that reason last few years machining of WC has become one of the most important concerns of
the company. With this investigation we have been accepted out to machine this material with non-traditional
machining process.

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
90 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
Consecutively , electro- discharge machining (EDM) remove the technical difficulties between traditional
machining processes and non-traditional methods.
Following are the advantages of EDM:
Small holes with lean walls and fine structures may be formed.
Irregular shapes are possible.
No effect of hardness of work piece.
The process is free from burr.
2. Literature of review
Electrical Discharge Machining (EDM) - Die Sink is one of the most extensively used non-conventional
material removal processes. Its unique feature of using thermal energy to machine electrically conductive
parts regardless of hardness has been its distinctive advantage in the manufacture of mould, die, automotive,
aerospace and surgical components. In addition, EDM does not make direct contact between the electrode and
the workpiece eliminating mechanical stresses, chatter and vibration problems during machining. [2] Based on
Yussni (2008), the variables parameters are have great effects to the machining performances results
especially to the material removal rate (MRR), electrode wear rate and surface quality. There are two major
groups of parameters that have been discovered and categorized [2]:
A) Non-electrical Parameters
a. Injection flushing pressure
b. Rotational of speed electrode
B) Electrical Parameters
a. Peak current
b. Polarity
c. Pulse duration
d. Power supply voltage
In the other hand, Van Tri (2002) categorized the parameters into five groups: [5]
A) Dielectric fluid; type of dielectric, temperature, pressure, flushing system
B) Machine characteristics; servo system and stability stiffness, thermal stability and accuracy
C) Tool; material, shape, accuracy
D) Workpiece
E) Adjustable parameters; discharge current, gap voltage, pulse duration, polarity, charge frequency,
capacitance and tool materials
Some of the most important parameters implicated in the EDM manufacturing process are the following ones
[2]:
A) On-time (pulse time or ti): The duration of time (μs) the current is allowed to flow percycle. Material
removal is directly proportional to the amount of energy applied during this on-time. This energy is really
controlled by the peak current and the length of the on-time.
B) Off-time (pause time or t0): It is the duration of time (μs) between the sparks (that is to say, on-time). This
time allows the molten material to solidify and to be wash out of the arc gap. This parameter is to affect the
speed and the stability of the cut. Thus, if the off-time is too short, it will cause sparks to be unstable.
C) Arc gap (or gap): It is the distance between the electrode and the part during the process of EDM. It may be
called as spark gap.
D) Duty cycle : It is a percentage of the on-time relative to the total cycle time. This parameter is calculated
by dividing the on-time by the total cycle time (on-time plus off-time). The result is multiplied by 100 for the
percentage of efficiency or the so called duty cycle.
E) Intensity (I): It points out the different levels of power that can be supplied by the generator of the EDM
machine. (I) represents the mean value of the discharge current intensity.

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
91 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
EDM performance, regardless of the type of the electrode material and dielectric fluid, is measured usually by
the following criteria:
a) Metal removal rate (MRR):
Maximum of MRR is an important indicator of the efficiency and cost effectiveness of the EDM process,
however increasing MRR is not always desirable for all applications since this may scarify the surface
integrity of the workpiece. A rough surface finish is the outcome of fast removal rates. [6]
b) Resistance to wear or electrode wear (EW)
The electrode wear also depends on the dielectric flow in the machining zone. If the flow is too turbulent, it
results in an increase in electrode wear. Pulsed injection of the dielectric has enable reduction of wear due to
dielectric flow. [2]
c) Surface Roughness (Ra) of workpiece
The surface produced by EDM process consists of a large number of craters that are formed from the
discharge energy. The quality of surface mainly depends upon the energy per spark.
3. Experimental Details
3.1 Electrical Discharge Machining Condition
Work Condition Description
Electrode Graphite, diameter3 mm, Length 40 mm
Workpiece Tungsten Carbide ceramic,
Discharge Current 3.0 To 55 A
Off time 10 To 1200μs
Open circuit voltage 100 to 200 V
Dielectric Fluid Kerosene
3.2 Taguchi Method
Quality control methodology that combines control charts and process control with product and process
design to achieve a robust total design. It aims to reduce product variability with a system for developing
specifications and designing them into a product or process. Named after its inventor, the Japanese engineer-
statistician Dr. Genichi Taguchi who also developed the quality loss function.
Calculation
The S/N ratio is computed from the mean square deviation (MSD) by the equations:
S/N = - 10 log10 (MSD)
If larger is the best quality characteristic;
MSD = [(1/Y12 + 1/ Y2
2 + ---------------+ 1/ Yn
2)] /N
If smaller is the best quality characteristic;
MSD = [(Y12 + Y2
2 + ----------------+ Yn
2)] / N
Table 1. EDM parameter and their levels for MRR AND EWR
EDM process
parameter
Parameter
Designation
Level
Level 1 Level 2 Level 3
Discharge Current A 3.0 25 55
Off time (µs) 10 400 1200
Open circuit
voltage
V 100 150 200

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
92 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
There are 4 basic types of three level arrays from standard Orthogonal Arrays (OA) from the Genichi Taguchi
parameter design (Genichi Taguchi and Yu –in Wu, Offline Quality control, 1979). An L9 Orthogonal Array is
selected for this research work. The layout of this L9 OA is as mentioned in Table 2.
Table 2. Design layout and experimental result
s.no Discharge
current(A)
Off time
(µs)
Open circuit
voltage(V)
MRR
(mm3/min) TWR(%)
1 3 10 100 0.128 505.217
2 3 400 150 0.04 415.667
3 3 1200 200 0.079 325.550
4 25 10 150 0.46 405.556
5 25 400 200 0.235 337.143
6 25 1200 100 0.191 287.143
7 55 10 200 2.65 326.460
8 55 400 100 1.65 137.360
9 55 1200 150 1.46 87.234
4 Result and Discussion
4.1 Material Removal Rate: MRR Analysis
The performance of each experimental arrangement is evaluated by computing their S/N ratio. In the present
work a software MINITAB -16 is used for the calculation of S/N ratio and ANOVA. The software
MINITAB -16 is first confirmed for its accuracy by matching the results of similar types of problems in the
literature.
Table 3- S/N Ratio for MRR
s.no Discharge
current(A)
Off time
(µs)
Open circuit
voltage(V)
MRR
(mm3/min)
S/N
(MRR)
1 3 10 100 0.128 -18.2477
2 3 400 150 0.04 -27.2238
3 3 1200 200 0.079 -21.6886
4 25 10 150 0.46 -6.16964
5 25 400 200 0.235 -12.3978
6 25 1200 100 0.191 -13.5371
7 55 10 200 2.65 8.554357
8 55 400 100 1.65 4.514697
9 55 1200 150 1.46 3.106269

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
93 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
Table 4- Average S/N Ratio MRR (software MINITAB -16)
55253
0
-10
-20
120040010
200150100
0
-10
-20
Discharge current(A)
Me
an
of
SN
ra
tio
s
Off time
Open circuit voltage(V)
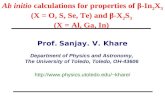
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Larger is better
Fig.1 – Mean effects for SN ratio for MRR
Table 4 shows, The Value of delta of average S/N ratio is maximum for the discharge current is 27.77. On
this behalf, discharge current play a major role in finding the optimum parameter for MRR.
Table 5-The results of ANOVA statistical test performed for MRR
Source DF Seq SS Adj SS Adj MS F-Test P-Value
Discharge current(A) 2 1167.18 1167.18 583.590 89.07** 0.011
Off time(B) 2 71.50 71.50 35.752 5.46* 0.155
Open circuit voltage(V) 2 3.86 3.86 1.930 0.29* 0.772
Error 2 13.10 13.10 6.552
Total 8 1255.65
Level Discharge
current(A)
Off time(µs) Open circuit
voltage(V)
1 -22.38 -5.288 -9.090
2 -10.70 11.703 -10.096
3 5.392 10.706 -8.511
Delta 27.77 6.415 1.585
Rank 1** 2 * 3*

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
94 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
The results are analyzed by using ANOVA in MINITAB16 software. The analysis of variance at 95%
confidence level is given by F test in table 5. The principle of F test is that larger the value of F of parameter
more is the significance of parameter on the MRR. ANOVA table shows that “Discharge current (A)” has the
highest value (F= 89.07). It means tool is the most significant factor for MRR and “Off time (B)” with F=
5.46is second most important factor. From table it is clear that “Open circuit voltage (V)” has least effect on
MRR.
Fig. 2 - MRR with various combination of process parameter
4.2 Electrode Wear Rate: EWR Analysis
Table 6 - Average S/N Ratio EWR (software MINITAB -16)
55253
-44
-46
-48
-50
-52
120040010
200150100
-44
-46
-48
-50
-52
Discharge current(A)
Mean
of S
N ra
tios
Off time(µs)
Open circuit voltage(V)
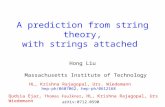
Main Effects Plot for SN ratiosData Means
Signal-to-noise: Smaller is better
Fig 3- Mean effects for SN ratio for EWR
Level Discharge
current(A)
Off time(µs) Open circuit
voltage(V)
1 -55.22 -52.15 -48.62
2 -50.55 -48.51 -47.74
3 -43.93 -46.04 -50.34
Delta 8.29 6.11 2.60
Rank 1 2 3

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
95 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
The Value of delta of average S/N ratio is maximum for the discharge current is 8.29 for EWR. On this
behalf, discharge current play a major role in finding the optimum parameter for EWR.
Table 7-The results of a ANOVA statistical test performed for EWR
Source DF Seq SS Adj SS Adj MS F- Test P-Value
Discharge current(A) 2 115.29 115.29 57.643 8.63 0.104
Off time(B) 2 56.72 56.72 28.358 4.24 0.191
Open circuit voltage(V) 2 10.52 10.520 5.262 0.79 0.559
Error 2 13.36 13.36 6.682
Total 8 195.89
The principle of F test is that larger the value of F of parameter more is the significance of parameter on the
EWR. ANOVA table shows that “Discharge current(A)” has the highest value (F= 8.63). It means Discharge
Current is the most significant factor for EWR.
Fig. 3- EWR with various combination of process parameter
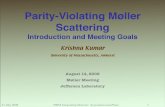
As par the fig. 2, we find maximum MRR (2.65) from the 7th combination of process parameters at which we
find the value 2.65 and as par fig.3, we find the maximum value of EWR from the 1t h
combination. The Fig.4
shows comparison of MRR with EWR. If we consider the max value of EWR, we find MRR value 0.128,
which is very less as compare with maximum value of MRR. Now, If we choose maximum EWR, we find the
value of EWR is 326.46,which can be consider in compare with maximum EWR. So, now 7th combination is
best combination of process parameters for machining η-WC-10Co on EDM machine as par experiment
conducted.
0
100
200
300
400
500
600
505.217
415.667
325.55
405.556
337.143
287.143326.46
137.36
87.234
EWR
EWR

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
96 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
Fig. 4- Comparison of MRR with EWR
References: 1. Gevorkian,E., Kramer,M., and Kodash,V., Tungsten Carbide Cutting Tool Materials ,United States Patent No. 6
,671,271 ,14p, B1 MKE C04 B35/36 ,2005
2. Gevorkian, E., Timofeeva, I.A., Chishkala,V.A., and Kislyi,P.S., Hot Pressing of Tungsten Monocarbide
Nanopowders when Heated by Electric Current , Nanostructural Materials Science , No.1, pp103-108, 2007
3. Z.Zak Fang, Xu Wang, Taegong Ryu, Kyu Sup Hwang ,and H.Y.Sohn, Synthesis, Sintering, and Mechanical
Properties of Nanocrystalline Cemented Tungsten Carbide –A Review, Int. J of Refractory Metals & Hard
Materials,27 ,pp288-299, 2009
4. Poduraev,v.N., Cutting of Materials with Low Machinability Properties, Vishaya Shola Publishers, Moscow, pp125-
130, 1974 (in Russian)
5. A review on the conventional and micro-electro discharge machining of tungsten carbide M.P. Jahana,n, M.Rahman
bY.S.Wongb International Journal of Machine Tools & Manufacture 51 (2011) 837–858
6. Phillip Koshy, V.K. Jain, and G.K. Lal, experimental investigations into electrical discharge machining with a
rotating disk electrode, January1993, Vol 15 no 1.
7. Vineet Srivastava, Pulak M. Pandey, Effect of process parameters on the performance of EDM process with
ultrasonic assisted cryogenically cooled electrode, Journal of Manufacturing Process 14(2012) 393-402.
8. Norliana Mohd Abbas, Noriah Yusoff, Rohidatun Mahmod@Wahab, International Symposium on Robotics and
Intelligent Sensors 2012( IRIS2012)
9. D.Y. Yang, F.G. Cao, J.Y. Liu, L.G. Yang, K.Zhang, Y.F. Zhu, The Seventheenth CIRP Conference on Electro
Physical and Chemical Machining( ISEM), Procedia CIRP 6 (2013) 193-199
10. Pandit, S. M., Rajurkar, K. P., 1981. Analysis of electrical discharge machining of cemented carbides, Annals of the
CIRP, 30, PP. 111-116.
11. Pandey, P. C., Jilani, S. T., 1987. Electrical machining characteristic of cemented carbides, Wear, 116, PP. 77-88.
12. Lee, S. H., Li, X. P., 2001. Study of the effect of machining parameters on the machining characteristics in electrical
discharge machining of tungsten carbide, J. Mater. Process Technol., 115, PP. 344-358.
13. Puertas, I., Luis, C. J., Álvarez, L., 2004. Analysis of the influence of EDM parameters on surface quality, MRR and
EW of WC-Co, J. Mater. Process Technol., 153-154, PP. 1026-1032.
14. Mahdavinejad, R. A., Mahdavinejad, A., 2005. ED machining of WC-Co, J. Mater. Process Technol., 162-163, PP.
637-643
15. Lin, Y. C., Chen, Y. F., Lin, C. T., Tzeng, H. Y., 2008. Electrical discharge machining (EDM) characteristics
associated with electrical discharge energy on machining of cemented tungsten carbide, Materials and
Manufacturing processes, 23, PP. 391-399.
16. Jahan, M. P., Wong, Y. S., Rahman, M., 2009. A study on the fine-finish die-sinking micro-EDM of tungsten
carbide using different electrode materials, J. Mater. Process Technol., 209, PP. 3956-3967.
17. Liu, N. M., Chiang, K. T., Horng, J. T., Chen, C. C., 2010. Modeling and analysis of the edge disintegration in the
EDM drilling cobalt-bonded tungsten carbide, Int. J. Adv. Manuf. Technol., 51, PP. 587-598.
0
0.5
1
1.5
2
2.5
3
505.217 415.667 325.55 405.556 337.143 287.143 326.46 137.36 87.234
0.128 0.04 0.079
0.460.235 0.191
2.65
1.651.46
EWR
MR
R 〖𝑚𝑚
〗^3/𝑚
𝑖𝑛

International Journal of Engineering Technology, Management and Applied Sciences
www.ijetmas.com October 2016, Volume 4, Issue 10, ISSN 2349-4476
97 Krishna Kumar Sharma, Sanchaya Goyal, Sanjay Goyal, Gaurav Bhadoria
18. M.A. Lajis, H.C.D.M. Radzi, A.K.M.N. Amin, The implementation of Taguchi method on EDM process of tungsten
carbide, European Journal of Scientific Research 26 (2009) 609–617.
19. A.M. Gadalla, W. Tsai, Electrical discharge machining of tungsten carbide– cobalt composites, Journal of American
Ceramic Society 72 (1989) 1396–1401.
20. A.M. Gadalla, W. Tsai, Machining of WC–Co composites, Materials and Manufacturing Processes 4 (1989) 411–
423.
21. M.A. Lajis, H.C.D.M. Radzi, A.K.M.N. Amin, The implementation of Taguchi method on EDM process of tungsten
carbide, European Journal of Scientific Research 26 (2009) 609–617.
22. S.H. Tomadi, M.A. Hassan, Z. Hamedon, R. Daud, A.G. Khalid, Analysis of the influence of EDM parameters on
surface quality, material removal rate and electrode wear of tungsten carbide, in: Proceedings of the International
Multi-Conference of Engineers and Computer Scientists (IMECS) 2009, vol. II, Hong Kong, March 18–20, 2009.
23. S.H. Lee, X.P. Li, Study of the effect of machining parameters on the machining characteristics in EDM of tungsten
carbide, Journal of Materials Processing Technology 115 (2001) 344–355.
24. P. Janmanee, A. Muttamara, Performance of difference electrode materials in electrical discharge machining of
tungsten carbide, Energy Research Journal 1 (2010) 87–90.
25. S. Sano, K. Suzuki, W. Pan, M. Iwai, Y. Murakami, T. Uematsu, Forming fine V-grooves on a tungsten carbide
workpiece with a PCD electrode by EDM, Key Engineering Materials 329 (2007) 631–636.
26. J.T. Huang, Y.S. Liao, W.J. Hsue, Determination of finish cutting operation number and machining parameters
setting in wire electrical discharge machining, Journal of materials Processing Technolgy 87 ( 1999) 69-81.
27. Y.S. Tarng, S.C. MA L.K. Chung, Determination of optimal cutting parameters in wire electrical discharge
machining, InternationalJournal of Mach. Manufacture Vol. 35, No 12, PP 1693-1701, 1995.
28. Chin- Teng Lin, I-Fang Chung, Shih- Yu Huang, Improvement of machining accuracy by fuzzy logic at corner parts
for wire-EDM, FuzzySets and Systems 122 (2001) 499-511.
29. Chonglin Liu, Donald Esterling, Solid modeling of 4 axis wire EDM cut geometry, PII: S0010-4485(1997) 00026-2.
30. [Gevorkian,E.,S., Polyfunctional Purposed Dense and Porous Structural Materials from WC, Al2O3 , and SiC Nano
and Submicron Powder , DSc. (Eng.) Dissertation, Kharkov , 2007].
31. Mohd Amri Lajis , H.C.D. Mohd Radzi , A.K.M. Nurul Amin, The Implementation of Taguchi Method on EDM
Process of Tungsten Carbide, European Journal of Scientific Research ,ISSN 1450-216X Vol.26 No.4 (2009),
pp.609-617
32. S. Assarzadeh, M. Ghoreishi, Statistical Modeling and Optimization of Process Parameters in Electro-Discharge
Machining of Cobalt-Bonded Tungsten Carbide Composite (WC/6%Co) sciencedirect Volume 6, 2013, Pages 463–
468
33. Shih-Hsien Chou, A-Cheng Wang, Investigating and removing the re-sticky debris on tungsten carbide in electrical
discharge machining, The International Journal of Advanced Manufacturing Technology, March 2014, Volume 71,
Issue 5-8, pp 1151-1158
34. Subramanian Gopalakannan, Thiagarajan Senthilvelan , Effect of Electrode Materials on Electric Discharge
Machining of 316 L and 17 - 4 PH Stainless Steels , Scientific Research , PP. 685-690
35. G. Lakshmikanth , Nirmal Murali, S. Santhanakrishnan , Investigation on Optimization of Machining Parameters in
Wire EDM using Taguchi Technique , Paper ID: IJSRDV1I9020 , Published in: Volume : 1, Issue : 9 Publication
Date: 01/12/2013 Page(s): 1772-1774
36. S.K.JHA, R.M.Strelchuk,M.S.Uzunyan,Resrarch and the Analysis of the surface roughness in gringing of
nanostructured Firm Allow ,Proceedings of the 12th
international scientific seminar “High Technologies in
mechanical enginggring”-Interpartner 2011Crimea Ukraine , PP46-51,2011( in Russian )
37. S.K.JHA ,Uzunian M.D., Experimental Investigation on Electrical Discharge Diamond grinding and cutting
Performance of Binderless nanostructured cemented Tungsten Carbide cutting tool , Communicated in 2013
38. Z.H.Deng , B. Zhang ,Z.W.Hu Study on the Material Removal Machism of Precision Surface Grinding of
Nanostructured WC/12Co Coating.Key Engineering Materials Vol,329(2007)pp99-104
39. F.H.Zhang J,C.gui,Y.Z.Liu,H.L.Zhang . Experrimental Research on ELID Grinding and cutting Performance of
Nano Cemented Carbide Cutters. Key Engineering Matrials, Vol 291-292(2005)pp 115-126.
40. P. KOSHY,* V. K. JAIN* and G. K. LAL*MECHANISM OF MATERIAL REMOVAL IN ELECTRICAL
DISCHARGE DIAMOND GRINDING. Int. J. Mach. Tools Manufact. Vol. 36, No. 10, pp. 1173-1185, 1996
41. M.P. Jahan a,n, M.Rahman b, Y.S.Wongb , A review on the conventional and micro-electro discharge machining of
tungsten carbide , International Journal of Machine Tools & Manufacture 51 (2011) 837–858
42. http://www.tungsten-alloy.com/tungsten-alloy-prefabricated-fragments.htm.