7- Cast Irons
24
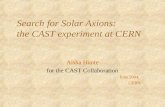
1 CAST IRON Cast iron - A ferrous alloys containing 2 < % C < 4 and 0.5 < % Si < 3 Eutectic and Eutectoid reactions control the microstructure in Cast Irons. Microstructure consists of ferrite and/or pearlite plus graphite flakes 2 C (wt. % ) Cast Iron Steel T eutectoid T eutectic Cementite : Fe 3 C Ferrite : α Perlite : α + Fe 3 C Ostenite: γ Delta iron: δ Ledeburite. γ (ostenite) γ+L L δ+L Ledeburite Perlite Iron Cementite Phase Diagram ≈1148 o C Temperature ( o C) In Engineering Cast iron CE ≤ ≤ ≤ 4.3%
-
Upload
venkatramanbaskar -
Category
Documents
-
view
53 -
download
6
description
CAST IRON PROEPERTIES
Transcript of 7- Cast Irons

1
CAST IRON� Cast iron - A ferrous alloys containing
� 2 < % C < 4 and 0.5 < % Si < 3
� Eutectic and Eutectoid reactions control the microstructure in
Cast Irons.
� Microstructure consists of ferrite and/or pearlite plus graphite flakes
2C (wt. % )
Cast IronSteel
Teutectoid
Teutectic
Cementite : Fe3C
Ferrite : α
Perlite : α + Fe3C
Ostenite: γ
Delta iron: δLedeburite.
γγγγ (ostenite)γγγγ+L L
δδδδ+L
Led
eburi
te
Per
lite
Iron Cementite Phase Diagram
≈1148oC
Tem
per
ature
(oC
)
In EngineeringCast iron
CE ≤≤≤≤ 4.3%

Figure 12.33 The iron-carbon phase diagram showing the relationship between the stable iron-graphite equilibria (solid lines) and the metastable iron-cementitereactions (dashed lines).
4
Fe/C ve Fe/Fe3C Faz diyagramıFor steelsFor cast irons

5
ADVANTAGES of CAST IRONS FOR DESING NEEDS
– High strength in compressive loading
– High brittleness
– Higher sliding wear resistance
– Good thermal conductivity
– Self lubrication
– Good machinability
– Vibration damping property
– Low cost
WEAKNESS FOR DESING NEEDS
– Low almost no ductility
– Low strength in tensile loading

IRON MAKING� Iron making (Blast furnace and Pig Iron)
� Couple furnace for cast iron
8
Iron and steel making and Blast furnace
• The principle ores: (a)Hematite (Fe2O3),
(b)Magnetite (Fe3O4), (c) Siderite (FeCO3),
etc.
• Limestone: (CaCO3) to produce fluxes to
remove the impurities from the molten
metal and react with imruties forming fluid
fluxes and slag.
For 1 ton pig iron � 0,5 ton slug,
6 tons CO are produced
Pig
iron
Ore to Iron
•Coke: generates heat for chemical reaction
and produce CO to reduce iron oxide to
iron.
• Hot air: supplies oxygen to burn the
coke and produce CO.
•Air used is preheated by using CO leaving
the furnace thus necessary coke was
decreased about 70%.

10
•Slug: taken at the intervals of 5-6 hrs. Later
used in making cements, fertilizer,
pavements, road ballasts, building materials,
insulations.
•CO: first washed and then use to power the
preheating system of air and fueling the other
furnaces in the plant.
Reduction of the iron oxide:
F2O3 (ore) + 3C � 2Fe + 3CO
Fe2O3 (ore)+ 3CO � 3CO2
Pig iron + Scrap+Limestone + Coke + Hot air.
Production of reducing gas:
C (coke) + O2 � CO2
CO2 + C � 2CO

11
Blast furnace
Limestone, CaCO3
Iron oreHematite
magnetite
limonateCoke
MiningCoal
Hot air
Casting of
pig iron
Couple furnace
Cast iron production
COFuel for heating of air
and other furnaces
SlagLater used in
Road ballast
Cements
Filler materials
Steel production
Electric Arc Furnace
Vacuum Arc Remelting
Basic Oxygen Furnace
Open Hearth Furnace (S-M)
Vacuum Degassing
Vacuum Induction
Melting
Electro-slag Refining
Crushing
Palletizing
sintering
Processed to
change to coke
Carried with ladles (small cars)
12
Continues Casting (Strand casting)
•First introduced in 1960s.
•Eliminates the Ingot teeming
process.
•Pouring the molten steel into a
water cooled mold with a hole in the
desired shape: rounds, rectangles,
etc.
•Usually cut into lengths and sold in
this form or rolled into bars, shapes
or sheets.

CAST IRON MICROSTRUCTURES
AND
CAST IRON TYPES

15
Cast Irons
� Types of cast irons:
�Gray cast iron
�White cast iron
�Malleable cast iron
�Nodular (Ductile) cast iron
�Compacted graphite
(vermicular) cast iron
�Chilled cast iron
16
The property of materials
depends on the microstructure

17
18
GRAIN SHAPE AFTER SOLIDIFICATION DURING CASTING

19
Nodular cast ion:
©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™
is a trademark used herein under
license.
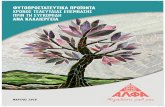
Figure 12.35 (a) Sketch and (b) photomicrograph of the flake graphite in gray cast iron (x 100).

21
Effect of Cooling Rate on the
Cast Iron Microstructure• Different microstructures form depending on the cooling
rate from molten state,
• Fast cooling (not quenching) cementite formation (no time for graphite formation).
• Very slow cooling rates: graphitization due to decomposition of cementite into ferrite and graphite or pearlite/ferrite and graphite.
The Matrix:
• Slow cooling rates: γ�α + graphite
• Annealing: slow (furnace) cooling leading ferritic matrix.
• Normalizing: air (faster) cooling leading pearlitic matrix.
22
• Depending on the cooling rate, different cast irons.
– Slow cooling: Gray cast iron.
• Ferritic,
• Ferritic/pearlitic,
• Pearlitic.
– Fast Cooling: White cast iron.
• Malleable (Tempered) cast iron: Annealing Heat treatment of White cast iron.
– Nodular cast ion: with the addition of spherodizing agents, such as Mg (and Ce).
– Compacted graphite (vermicular) cast iron: Shape of the graphites in between flakes and spheres.
Cooling rate and Types of Cast Iron

©2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning™
is a trademark used herein under license.
Figure 12.34 The transformation diagram for austenite in a cast iron.
True equilabrium
Metastable
Quenching and tempering: Tempered martensite.
Austempering: Bainitic matrix or surface hardening.
• Si is a graphite stabilizing agent.
• Cr and Bi, cementite stabilizing agents.
• Si reduces the amount of C in the eutectic composition.
• Therefore, Si content evaluated in Carbon Equivalentconcept.
Effects of Alloying Elements
on the Cast Iron Microstructure
Matrix structure also effected by the composition of iron:
Si, graphite and ferrite stabilizer,
0.05% Sn and 0.5% Cu, pearlite stabilizer.

25
)equivalent Carbon :(CE Si%3
1 C% CE% +=
Carbon equivalent and Si

27
• Interconnected graphite flakes connected where the nucleation
originated: nucleation sites.
• The graphite flakes behaves like small cracks in the cast iron
causing stress concentration. Therefore low tensile strength and
brittleness with an elongation of 1% or less.
• As the flake size (finer graphite) decreases tensile strength
increases. The finer the graphite is, the stronger the cast iron is.
• At lower CE, the nominal strength is higher.
Notch effect
causes stress
concentration at
the sharp edges of
the graphite flakes
Gray cast iron

29
αααα+Fe3C
γγγγ+Fe3C
γγγγ
γγγγ+S
S
S+Fe3C
Lede
burite
Tra
nsfo
rmed
Lede
burite
����
����
����
����
1
2
3
4
Cast iron
•Fast cooled structure: White cast iron. •Due to cementite: hard andbrittle.
Eutectic reaction:
Liquid ⇒ ledeburite microstructure
(γ+Fe3C)
White cast iron
1
2
3
4
Liquid
γ
Eutectic
Fe3C
Proeutectic γ
Eutectic γ
Eutectic Fe3CEutectoid
Perlite
Dr.C.Ergun, Asst.Prof
Mak214-E
� Microstructure consits of cementite network and
pearlite
� Extreme brittleness
� High hardness
� Wear resistance,
� Can not machined by tools, only by grinding
� An intermediate product for malleable iron
30
White cast iron

Dr.C.Ergun, Asst.Prof
Mak214-E
31
Inoculation:
� Mg is a carbide stabilizer in other words white iron forms.
� Inoculation with ferrosilicon alloys (50 - 85 % Si) and small
amounts of Ca, Al, Sr or Ba.
� So nucleation sites for graphite to grow is provided by inoculation
of molten metal.
� Also this effect fades with time.
32
• Addition of Mg (or Ce) to high CE liquid iron to formspehroidal graphite during solidification.
• Best ductility.
• Steps:
�Desulfurization: S flake stabilizer.
�Nodulizing.
� Inocculation
Ductile or Nodular Cast Iron
BEST DUCTILITY
and TOUGHNESS
Ferritik-Perlitik KDD
Artan Soğuma Hızı
Ferritik KDD Perlitik KDDKüresel grafit
Perlit
α

33
Desulfurization: S flake stabilizer. So for low S is needed.
� High quality starting material;
� Melting in furnace to remove S;
� Mix the liquid iron with desulfurizing agents, calcium
carbide.
Nodulizing:
� Add Mg near 1500oC to spherodize the graphite (also
remove S and O) in the molten metal,
� Residual 0.03% Mg is enough for nodulization.
� Since Mg vaporizes at 1150oC, ferrosilicon used to Mg recoveries.
� Fading (non violent vaporization or oxidation) of Mg
should be controlled with pouring the molten metal within
a few minutes, otherwise turns to gray iron.
34
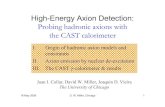
(a)Annealed ferritic ductile iron
(b)As-cast ferritic-pearlitic ductile iron
(c) Normalized perlitic ductile iron
with.
• Compared to gray iron, excellent strength, ductility and
toughness.
• Compared to malleable iron, higher ductility and strength, but
slightly lower toughness due to higher Si content.

35
• Produced by heat treatment of white iron.
• During malleablizing, cementite dissolves and graphite clumps or
nodules looking like popcorn forms.
• Rounded graphite provides a combination of strength and ductility.
• Steps for mallebilization:
�Starting material: white cast iron with a CE of 3 %.
�First stage graphitization (FSG): at about 925oC to decompose
cementite into austenite and graphite. (Fe3C� γ + graphite)
�The austenite decomposes in the subsequent cooling from FSG
temperature with two different structures.
�Ferritic Malleable cast iron
�Pearlitic Malleable cast iron
Malleable cast iron
BETTER DUCTILITY
and TOUGHNESS
36
(a)White cast iron prior to heat treatment.
(b)Ferritic malleable iron with graphite nodules and small MnS
inclusions.
(c) Pearlitic malleable iron drawn to produce a tempered martensite
matrix.

Ferritik TDD
Ferritik-Perlitik TDD
Artan Soğuma Hızı
Perlitik TDD
Temper grafiti
Perlit
α
38
Ferritic Malleable Iron:
• The casting is cooled 5-15oC/h through the eutectoid temperature to second stage graphitization (SSG).
• The γ transforms to α and excess C diffuses to graphite nodules.
• Exceptional toughness.

39
Pearlitic Malleable Iron:
• Cooled in air or oil.
• Pearlitic if air cooled, martensitic if oil quenched.
• Both hard and brittle.
• To improve ductility, the pearlitic malleable iron is drawn below eutectoid T.
Drawing process
• Tempers martensite or spheroidies the pearlite, thus reducing the amount of combined C or cementite.
• Thus the strength of pearlitic malleable iron decreases and ductility and toughness increase.
40
• Graphite shape; intermediate between flakes and spheres.
• Nodulizing the molten metal with a residual Mg content of 0.015%
(<0.03%)
• May also form with fading of ductile iron.
• Compared to gray cast iron; better strengths and ductility good thermal
conductivity, and vibration damping characteristics.
• Similar treatment to that of ductile iron.
�Low S starting material,
�Inoculation to nucleate graphite.
�Pouring shortly after inoculation to prevent fading (loosing the
spheoridizing effect of Mg with time due to its evaporation).
Compacted Graphite(Vermecular)Cast Irons

41
Chilled iron; surface white iron, center gray iron for low cost wear
resistant components.
The eutectic reaction:
• Solidification between two
eutectics: a graphite containing
cast irons: Such as gray, ductile or
compacted graphite iron.
• Solidification below the lower
eutectic temperature: white cast
iron.
• If solidification starts above lower
and finish below it, mottled iron, a
mixture of white and gray iron –not
desirable.
• The chill depth: tests
for CE measurements.
©2
00
3 B
roo
ks/C
ole
, a
div
isio
n o
f T
ho
mso
n L
earn
ing
, In
c. T
ho
mso
n L
earn
ing
™is
a t
rad
ema
rk u
sed
her
ein
un
der
lice
nse
.
Figure 12.36 The effect of the cooling rate or casting size on the tensile properties of two gray cast irons.

43
44
Coding System
Yokes: BağlantıGear: Dişli
Drum: arka fren dış kabıHausing: gövde
Knuckle: oynak nokta
Cap:kapakHub: merkez kısım

45
Gray Cast Iron
46
Nodular Cast Iron

47
Malleable Cast Iron