6_Presentation - Boiler Water Chemistry
100
10-10-2015 1 1 Ansuman Sen Sharma India Boiler dot Com 2 What is our objective?
description
Boiler water chemistry
Transcript of 6_Presentation - Boiler Water Chemistry

10-10-2015
1
1
Ansuman Sen Sharma
India Boiler dot Com
2
What is our objective?

10-10-2015
2
What makes Boiler Water Chemistry Critical for the O&M Engineers?
10Ca2+ + 6PO43– + 2OH– →
[Ca3(PO4)2]3·Ca(OH)2 $ßĦ¥ŦŲΏλ + σπςЊμ→ βζρЛξ

10-10-2015
3
Water Flow diagram in Boiler
Dow
n c
om
er
Ris
er
Ris
er
Deaerator
Boiler Feed Pump
CEP
Economizer
SH-1 SH-2
Attemperator
RH
TO CONDENSER
CIRCULATING WATER AND STEAM CYCLE
L P
Heate
r
H P
Heate
r
Co
nd
en
ser

10-10-2015
4
What are the adverse Conditions under which a Boiler operates?

10-10-2015
5
Water Tube Boiler:
Temperature inside the furnace : 1100 -1200oC

10-10-2015
6
Natural Circulation:
Nucleate Boiling :

10-10-2015
7
Departure from Nucleate Boiling (DNB):
Film Boiling
Disturbance of Water Chemistry due to Steam Blanketing:
Increase in concentration of contaminants

10-10-2015
8
High Heat Flux – Critical Heat Flux
Poor Circulation Ration
Departure from Nucleate Boiling (DNB) leads to Film Boiling – overheating of evaporator tube and rapture
Cause:
Natural Circulation
H ρd ρr
Dow
ncom
er
Ris
er
H ρd g H ρr g - ΔP = = H g (ρd – ρr)

10-10-2015
9
17
Natural Circulation
Drum Level
ρd ρr
Dow
n c
om
er
Ris
er
ΔP = H g (ρd – ρr)
Factors inducing DNB and tube overheating
Fast Ramp up during cold start
Low drum level
Obstruction due to foreign object fouling the tube
Formation of scale inside the tube
Flame shifting towards one side wall

10-10-2015
10
Other than Heat what other adverse Conditions?

10-10-2015
11
Longitudinal Stress & Hoop Stress in a cylinder:
σL = (P x D) / 4 t
σc = (P x D) / 2 t
σc = (P x D ) / 2 t
When σc exceeds σAllowable……..Tube fails in the
longitudinal direction

10-10-2015
12
What do we check in the Feed Water, Boiler Water & Steam?
Water Analysis:
Analysis Feed Water Boiler Water Steam Cond.
pH √ √ √ √
Conductivity √ √ √ √
Silica √ √ √ √
Residual
Hydrazine
√
Residual
Phosphate
√
P Alkalinity √
M Alkalinity
√
Chloride √
Iron & Copper √
Residual
Ammonia
√

10-10-2015
13
What are the consequences of faulty Water Chemistry in Boiler?
Scale
Corrosion
Carry Over

10-10-2015
14
Scale and Corrosion :
›
Carry Over :
›

10-10-2015
15
Carry Over :
›
Impurities in Water

10-10-2015
16
Water has been called a universal solvent
The natural surface water picks up:
• Minerals and salts from the earthen layer – dissolved condition
• Organic and inorganic impurities
• Decayed vegetation and marine lives
• Coarse and un-dissolvable substances in suspended form, mainly silt and clay matters - turbidity
• Siliceous matters, in dissolved as well as in colloidal forms
• Various gases, mainly Oxygen, and others like Carbon dioxide etc.
IMPURITIES

10-10-2015
17
SOLID IMPURITIES:
Suspended (> 1 micron)
Dissolved (< 0.001 micron)
Colloidal (< 0.5 micron)
Dissolved Solids:
Ionization of dissolved NaCl → Na+ + Cl-

10-10-2015
18
Suspended (> 1 micron)
Dissolved (< 0.001 micron)
Colloidal (< 0.5 micron)
Non Reactive
Reactive
Non Reactive
Dissolved Solids in Natural Water:
Mainly mineral salts
CATION (Basic Radical) ANION (Acidic Radical)
Ca++ (Calcium) HCO3– (Bicarbonate)
Mg++ (Magnesium) CO3– – (Carbonate)
Na+ (Sodium) SO4– – (Sulphate)
Cl – (Chloride)
NO3– (Nitrate)
PO4– – – (Phosphate)
HSiO3– (Bisilicate)

10-10-2015
19
t2 = t4 + (1/α + D/ k2) x Q
Where,
t2 = inner skin temperature of tube (°C)
t4 = boiler water temperature (bulk) (°C)
α = heat transfer coefficient of boiling surface (kcal/ m2·h·°C)
D = scale thickness (m)
k2 = thermal conductivity of scale (kcal/ m·h·°C)
Q = heat flux (kcal/m2·h)
Scale Formation
Thermal Conductivity of various scales
Substance Thermal conductivity (kcal/m2·h·°C)
Silica scale 0.2–0.4
Calcium carbonate scale 0.4–0.6
Calcium sulfate scale 0.5–2.0
Calcium phosphate scale 0.5–0.7
Iron oxide (hematite) scale
3–5
Iron oxide (magnetite) scale
1
Carbon steel 40–60

10-10-2015
20
Most deposits can be classified as one of two types scale that crystallized directly onto tube surfaces sludge deposits that precipitated elsewhere and were transported to the metal surface by the flowing water
Scale formation is a function of two criteria
1. The concentration and solubility limits of the dissolved salt
2. The retrograde solubility (inversely proportional to temperature) characteristic of some salts
The principal scaling and fouling ions are:
Calcium, Magnesium, Iron and bicarbonate and carbonate
Silica

10-10-2015
21
Distribution Ratio (DR) = mass dissolved in steam
mass dissolved in water
The need of Managing Silica
Forms hard glassy deposit on turbine blade
Decrease Enthalpy drop across stages
Increase specific steam consumption
May lead to imbalance and vibration sometimes

10-10-2015
22
Stage pressure increased by 5% after 15 months
The need of Managing Silica
Total accumulation can happen very fast
The need of Managing Silica

10-10-2015
23
Money down the drain =
Bw x (hf – h) x C/ (BE x CV)
Where,
Bw = Blow down quantity per hour
hf = Enthalpy of 1 kg of saturated water in drum,
h = Enthalpy of 1 kg of feed water entering the Economizer.
Continuous Blow Down
The need of Managing Silica
Factors that make Managing Silica difficult
Dissolved Silica is weakly ionized
Colloidal Silica can not be detected by Molybdate reaction test
Colloidal Silica becomes reactive silica at high temperature in the drum
Silica sometimes enter in colloidal state, particularly during high run off condition

10-10-2015
24
Factors that make Managing Silica difficult
Economizer
Superheater
F W
B W
M S
Factors that make Managing Silica difficult
Distribution Ratio (DR) = mass dissolved in steam
mass dissolved in water
ms
mw
Silica < 10 - 20 ppb

10-10-2015
25
Factors that make Managing Silica difficult
Above 28 kg/ cm2 pressure, silica DR starts increasing almost logarithmically
Boiler Water pH > 9.2
Silica DR starts decreasing above 9 pH
Factors that make Managing Silica difficult
In the turbine, the solubility sharply decreases after around 15 kg/ cm2 pressure

10-10-2015
26
ms
mw
Silica < 0.01 - 0.02 ppm
Managing Silica
F W
B W
M S
Boiler Water pH – 9.2 to 9.8
Silica < 0.5 ppm
SiO2 in steam in ppm
Pressure in bar
SiO2 in boiler (mg/L) SiO2 in steam in ppm
Pressure in bar
SiO2 in boiler (mg/L)
Managing Silica

10-10-2015
27
EPRI recommended Guideline for Boiler Water
Managing Silica
EPRI recommended Guideline for steam
Managing Silica

10-10-2015
28
ms
mw
Silica < 0.01 ppm
Managing Silica
F W
B W
M S
Boiler Water pH – 9.2 to 9.6
Silica < 0.3 ppm
Silica < 0.01 ppm
Dow
n c
om
er
Deaerator
Boiler Feed Pump
Cond. Extraction Pump
Econom
izer
SH-1
SH-2
APH
HP H
eate
r
CRH
LP H
eate
r
HP IP LP
GEN
HRH
Condenser
Managing Silica

10-10-2015
29
Clariflocculator
Strong Based Anion
Mix Bed
Silica Control:
Managing Silica
Ultra Filtration
Reverse Osmosis
Drum Separator
Unwanted intrusion
Using Ultra Filter at MB outlet
MWCO (Molecular Weight Cut-off = 10,000 D )
Managing Silica
Membrane treatment can remove virtually all colloidal silica. Both reverse osmosis and ultra-filtration are effective in this respect. Reverse osmosis offers the additional advantage of significant reduction (98%+) of reactive silica as well.

10-10-2015
30
Managing Silica
Checking of Drum Separators to avoid mechanical carry over
Dow
n
com
er
Deaerator
Boiler Feed Pump
Cond. Extraction Pump
Econom
izer
SH-1
SH-2
APH
HP
Heate
r
CRH
LP
Heate
r
HP
IP LP
GEN
HRH
Condens
er
Managing Silica
Unwanted intrusion

10-10-2015
31
Managing Silica
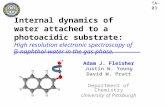
Date : 03.8.11 To 19.08.11 (Day Average data)
Date
Boiler Feed water Boiler Drum Main Steam Condensate Water
Boiler Pr. Load pH Silica Iron pH Cond Silica Iron Po4 pH Silica Iron pH Silica Iron
Control Limits 8.8-9.5 < 0.02 0.01 9.4-9.7 < 80 < 0.5 - 5 to 10 8.8-9.5 < 0.02 < 0.02 8.8-9.5 < 0.02 -
Unit - ppm ppm - mS/cm ppm ppm ppm - ppm ppm - ppm ppm Kg/Cm2 MW
03.08.11 9.43 0.21 0.16 9.68 31 3.44 0.03 2.6 9.52 0.08 0.02 9.44 0.10 0.14 - -
05.08.11 9.43 0.24 0.13 9.55 32 4.41 0.05 2.1 9.44 0.07 0.01 9.50 0.13 0.08 - -
07.08.11 9.39 0.18 0.11 9.51 32 2.96 0.04 3.3 9.33 0.06 0.02 9.38 0.13 0.09 - -
08.08.11 9.45 0.19 0.09 9.69 31 2.88 0.07 3.1 9.46 0.04 0.02 9.39 0.11 0.09 - -
10.08.11 9.46 0.17 0.09 9.62 34 2.08 0.07 4.6 9.39 0.06 0.03 9.38 0.10 0.13 - -
15.08.11 9.40 0.12 0.10 9.66 34 1.89 0.09 5.4 9.45 0.06 0.05 9.39 0.08 0.09 - -
16.08.11 9.44 0.09 0.07 9.68 40 1.83 0.03 5.7 9.46 0.04 0.02 9.48 0.05 0.05 - -
17.08.11 9.54 0.08 0.04 9.70 42 1.45 0.03 4.4 9.53 0.04 0.02 9.54 0.04 0.04 112 107
18.08.11 9.43 0.08 0.07 9.62 38 1.97 0.04 5.0 9.45 0.05 0.01 9.49 0.05 0.05 109 75
19.08.11 9.41 0.06 0.03 9.64 34 0.95 0.02 6.0 9.42 0.03 0.01 9.43 0.03 0.02 139 97
Average 9.44 0.14 0.09 9.64 35 2.39 0.05 4.2 9.44 0.05 0.02 9.44 0.08 0.08 120 93
150 MW unit, silica went sky high during commissioning
Managing Silica
S.No Description Unit Design value Actual value
1 RO water ppm < 3 < 0.4
2 MB outlet ppm < 0.02 < 0.02
3 Condensate ppm < 0.02 0.04
Mine water was being used
DM water analysis
Treatment :
RO DM MB
They were operating with lower drum level to avoid mechanical carry over !!!!

10-10-2015
32
Managing Silica
strongly advise against operating with lower drum level
as mechanical Silica carry over is not indicative. It also doesn't appear to be Colloidal Silica Problem, but rather physical Silica intrusion from some point, so don't go for that test immediately. First rule out silica intrusion from LP dozing / HP dozing, Deaerator and CST. better clean all of them. Covering the area is a good idea
Dow
n
com
er
Deaerator
Boiler Feed Pump
Cond. Extraction Pump
Econ
om
izer
SH-1
SH-2
APH
HP
Heate
r
CRH
LP
Heat
er
HP
IP
LP
GEN
HRH
Cond
ense
r
Managing Silica
A gunny bag was found in Deaerator storage tank
CONCLUSION:
Mass can not be created, neither can it be destroyed
An analytical investigation is likely to lead you to the
problem

10-10-2015
33
Mainly due to Dissolved Oxygen
The degree of oxygen attack depends on
• The concentration of dissolved oxygen
• The pH and
• The temperature of the water
Corrosion
Oxidation of Fe in Boiler water:
Corrosion
Fe + ½O2 + H2O Fe(OH)2
4Fe2 + 3O2 + 6H2O → 2Fe2O3 6H2O
3Fe + 4H2O = Fe3O4 + 4H2
Magnetite

10-10-2015
34
Corrosion
Boiler internals with stable magnetite layer
Without stable magnetite layer
Formation of Magnetite: N2H4 + 6Fe2O3 → 4Fe3O4 + N2 + 2H2O
This reaction is then followed by the Schikorr reaction where precipitated ferrous hydroxide is converted into magnetite: 3Fe(OH)2 → Fe3O4 + 2H2O + H2 (2)
When carbon steel is exposed to oxygen-free water, the following reaction occurs: Fe + 2H2O → Fe2+ + 2OH- +H2 → Fe(OH)2 + H2 (1)

10-10-2015
35
LOW pH CORROSION AND OXYGEN PITTINGS
Anode:
Fe Fe2+ + 2e¯
Cathode:
½O2 + H2O + 2e¯ 2OH¯
Overall:
Fe + ½O2 + H2O Fe(OH)2
Galvanic Corrosion:

10-10-2015
36
It occurs when a metal or alloy is electrically coupled to a different metal or alloy while being immersed in an electrolyte
Galvanic Corrosion:
Anything that results in a difference in electrical potential at discrete surface locations can cause a galvanic reaction, such as:
scratches in a metal surface
differential stresses in a metal
differences in temperature
conductive deposits
Influence of temperature on carbon steel corrosion in water including dissolved oxygen
Effect of Temperature:
In a closed system like boiler feed water degree of corrosion is directly proportional to temperature

10-10-2015
37
Anode:
2Fe (solid) → 2Fe2+ (aq) + 4e-
Cathode:
O2 (gas) + 4H+ (aq) + 4e- → 2H2O
(liquid)
Further oxidation of Fe2+(aq) ions at Anode:
4Fe2+(aq) + 3O2 (gas) + 6H2O
(liquid) → 2Fe2O3 .6H2O (solid)
Effect of pH:
The H+ (aq) are available, when the medium is acidic. Therefore low pH increases the rate of corrosion.
pH
The pH indicates the concentration of hydrogen ion in an aqueous solution and is used as an index showing the acidity or alkalinity of water.
The ion product of water is a constant and it is 1 X 10–14 at 25°C; [H+] x [OH–] = 1 X 10–14
The pH is calculated from the H+ concentration by using the equation; pH = log 1/[H+] = - log [H+]
In case of pH 7, [H+] and [OH–] are equal at 1 X 10–7 and this water is said to be neutral.
Water only slightly dissociates into hydrogen ion (H+) and hydroxide ion (OH–); H2O → H+ + OH–

10-10-2015
38
The corrosion rate of carbon steel at high temperature is minimized in the pH range of 11 to 12 as shown in Figure below.
Effect of pH:
The corrosion rate of copper is low in the condensate of the pH 6 to 9 as shown in Figure below.
Effect of pH:

10-10-2015
39
Alkalinity
The three basic sources of alkalinity in water are: alkalinity resulting from
the bicarbonate ion (HCO3-),
the carbonate ion (CO32-), and the hydroxyl ion (OH-).
The amount of each of these in water can be determined by titrating with an acid to certain pH levels (end points) using phenolphthalein (P alkalinity) and a methyl orange (M alkalinity).
HCO3- Heat CO3
2- + H2O → CO2 + OH-
"P" alkalinity: It is the measure half of the carbonate ion (CO32-)
and Hydroxyl ion content and is expressed in ppm of calcium carbonate.
“M" alkalinity: It is the measure of carbonate ion content, bicarbonate ion (HCO3
-) and hydroxide content.
Alkalinity
1. At the P endpoint, all OH and 1/2CO3 would be reacted. 2. At the M endpoint, all OH and all CO3 would be reacted, or, P = 1/2CO3 + OH; 2P = CO3 + 2OH M = CO3 + OH + HCO3
Neutralization of alkaline water with H2SO4 (assume 50 ppm M alkalinity)
When HCO3 is absent; Subtracting, 2P – M = OH and CO3 = (M – OH) = [M – (2P – M)] = 2 (M – P)

10-10-2015
40
Alkalinity
EXAMPLE : If P = 86 ppm as CaCO3, and if M = 118 ppm as CaCO3
Then, situation 2 exists (P > ½M) Hydroxyl = 2P - M = (2 x 86) - 118 = 54 ppm as CaCO3
Carbonate = 2(M - P) = 2 x (118 - 86) = 64 ppm as CaCO3
Bicarbonate = 118 – 54 – 64 = 0 ppm as CaCO3
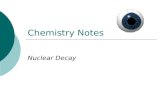
Caustic Corrosion (Gouging ):
Typical gouging caused by caustic attack developed under an original adherent deposit. Note irregular depressions and white (Na2CO3) deposits remaining around edges of original deposit area.

10-10-2015
41
Caustic Corrosion (Gouging ):
Caustic corrosion (gouging) occurs when caustic is concentrated and dissolves the protective magnetite (Fe3O4 ) layer.
Na3PO4 + H2O Na2HPO4 + NaOH
4NaOH + Fe3O4 → Na2FeO2 + 2NaFeO2 + 2H2O
2NaOH + Fe → Na2FeO2 +2H
UNDER DEPOSIT BOILING
Protective Oxide Protective Oxide Fe3O4
Tube metal wall
Water and Steam
Porous Oxide
Wick Boiling

10-10-2015
42
Na3PO4 + H2O ↔ Na2HPO4 + NaOH
Caustic Corrosion (Gouging ):
Case study:
30 MW BFB Boiler
Location: Bed Coil Tubes
Size & Spec : Ø 51 x 6.35 mm & SA 210 Gr.A1
Bed Temperature: 905°C
Service: less than 1 year
84

10-10-2015
43
85
Tube Location
Bed Coil Tube
BFB Boiler
86
Failed Tube
Failed Bed Coil Tube

10-10-2015
44
87
Failed Tube
Damage at 12 O Clock position
88
Failed Tube
Deposits near damage

10-10-2015
45
During discussion, it was noted :
all three boilers are operated at nearly 25% over loading conditions
Charcoal is used as start up fuel
Recently drum level maintained at 8 – 12% lower than normal level to avoid mechanical carry over (which was observed taking place)
Residual Phosphate was also maintained at 2-3 ppm instead of 6-8 ppm as required for the same reason
Fuel Distribution plates were found in damaged condition.
89
Acid Attack:
This results in a visually irregular surface appearance, as shown in Figure. Smooth surfaces appear at areas of flow where the attack has been intensified.

10-10-2015
46
ACID CHLORIDE CORROSION
MgCl2 + H2O → MgO + 2HCl
Fe3O4 +HCl → FeCl2 + FeCl +H2O
Fe + 2HCl → FeCl2 + H2
92
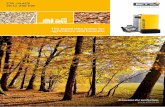
Embrittlement

10-10-2015
47
Violent rupture Hydrogen Damage
HYDROGEN DAMAGE (EMBRITTLEMENT)
Thick Lip Brittle Appearance
Mechanism:
4NaOH + Fe3O4 → 2NaFeO2 + Na2FeO2 + 2H2O
Fe + 2NaOH → Na2FeO2 + 2H
4H+ + Fe3C → CH4 + 3Fe
HYDROGEN DAMAGE (EMBRITTLEMENT)
MgCl2 + H2O MgO + 2HCl
Fe3O4 +HCl FeCl2 + FeCl +H2O
Fe + 2HCl FeCl2 + 2H
4H+ + Fe3C → CH4 + 3Fe

10-10-2015
48
HYDROGEN DAMAGE (EMBRITTLEMENT)
Decarburization weakens tube
Gas generated collects in grain boundaries and form fissures as pressure builds up which eventually grow
Failure occurs when the ruptured section can no longer
withstand the internal pressure. Ruptures are violent and sudden, and can be disastrous
Case Study:
120 MW Oil Fired Boiler
Location: Goose Neck Rear Water Wall
Size : Ø 76.1 x 5.5 mm
Specification: SA210 GR A1
Working Temp. & Pressure: 350°C & 90 kg/cm²
Service: 250000 Hrs
96

10-10-2015
49
97
The middle tube has burst opened with thick lips
98
Dimensional Measurement (mm): Tube location Outside Diameter Thickness 0°-180° 90°-270° 0° 90° 180° 270˚
Near failed lip - - 4.08 - 6.12 - Ring section 74.15 78.73 3.97 5.60 5.78 5.67
Flattening Test: Test Method ASTM A370 A flattening specimen was taken near the failed region. The flattening test showed cracks on ID surface, indicative of hydrogen embrittlement.

10-10-2015
50
The middle tube was transverse sectioned and micro examined at the failed region. The failed lip shows a lot of oxide filled discontinuous cracks starting from ID surface
99
Decarburization is observed near the crack edges throughout this region.
• Opposite to the failed region, the
microstructure consists of polygonal grains of ferrite and pearlite
100
On a ring section a littleaway from the failed region, a similar structure is observed

10-10-2015
51
Conclusion: Several oxide filled discontinuous cracks are observed on the ID surface of the tube. The flattening test result indicates hydrogen embrittlement.
The failure of the tube is attributed to hydrogen embritlement.
101
Case 1:
120 MW Oil Fired Boiler
Location: LHS Water Wall
Size : Ø 76.1 x 5.5 mm
Specification: SA210 GR A1
Working Temp. & Pressure: 350°C & 90 kg/cm²
Service: 254378 Hrs
102

10-10-2015
52
103
The tube shows blisters at four locations (OD = 80 to 82 mm) in the spool piece between two weld joints.
104
A circumferential crack is observed near the fusion line of one of the butt joint. Heavy deposits are observed on the ID surface of the tube.

10-10-2015
53
Wall thickness at 0o was measured as 1.5 mm
Micro examination of Transverse sections of the tube at two out of four blisters reveal oxides on the blister edges and ID surface of the tube
105
Oxides filled rounded pits are observed on the ID surface.
Copper coloured copper rich phase segregation is observed near the blister
edges and ID surface
106

10-10-2015
54
No significant deformation / decarburisation of the adjoining grains of the pit edges and blister edges are observed.
The microstructure consists of polygonal grains of ferrite and pearlite
107
Transverse section of the weld joint where the circumferential crack was observed reveals segregation of copper rich phase near the ID surface.
Several discontinuous grain boundary cracks with decarburisation of the adjoining grains, typical of Hydrogen embrittlement cracks are observed in the spool piece PM, HAZ and weld metal of the butt joint
108

10-10-2015
55
One more transverse section of the weld joint at about 180° from the circumferential crack was also micro examined. Mismatch between the tube members, lack of sidewall fusion, incomplete root penetration and slag are observed
109
Conclusion:
Micro examination reveals presence of copper coloured copper rich phase on the ID surface and blister edges of the tube. Also damage due to Hydrogen embrittlement is observed in the PM, weld and HAZ regions of the weld joint.
The blisters observed on the OD surface is attributed to waterside corrosion may be due to condenser leakage.
The circumferential crack observed near the fusion line of the butt joint is attributed Hydrogen embrittlement caused by waterside corrosion.
Swab analysis shows presence of some chloride and sulphur with a pH value of 7.8.
110

10-10-2015
56
CAUSTIC EMBRITTLEMENT
REASON
For caustic embrittlement to occur, three conditions must exist:
The boiler metal must have a high level of stress
A mechanism for the concentration of boiler water must be present
The boiler water must have embrittlement-producing characteristics
Fine cracks adjacent and parallel to the weld joint can be seen on a Super heater tube. Surface branching of the crack is apparent
CAUSTIC EMBRITTLEMENT

10-10-2015
57
Micro-structural examinations revealed branched cracks running across the grains (trans-granular) and originating on the internal surface. The cracks are located in the heat-affected zone immediately adjacent to the weld.
CAUSTIC EMBRITTLEMENT
CAUSTIC EMBRITTLEMENT
REMEDIAL ACTION
Proper stress relieving of all welded or
rolled section
Application of a coordinated pH/phosphate
control

10-10-2015
58
Carry Over
A. Chemical Carry Over
B. Mechanical Carry Over
Factors related to water quality:
A. Chemical Carry Over:
Excess concentration of the boiler water
Contamination of boiler water with oils and fats causing foaming
Dissolution of silica to steam

10-10-2015
59
Factors related to Operating control, causing Priming:
B. Mechanical Carry Over:
Operation at the high water level
Rapid fluctuation of heat load
Failure of flow control
Factors related to the mechanical structure of boiler:
Inadequate, or, poor condition of the water and steam separator
Water treatment

10-10-2015
60
Water treatment
Pre treatment
Demineralization
Deaeration
Chemical conditioning
Cl2 + H20 HOCl + H+ + Cl-
Chlorination:
Effective Biocide
To Neutralize the Micro-Biological organisms, chlorine is dosed into raw water, before the process of clarification
Pre-treatment:

10-10-2015
61
Clariflocculator:
The “precipitator” operates on the “sludge blanket” principle
Pre-treatment
Clarification
Lime precipitates and forms sludge:
Coagulating agent added –
• Alum [Al2(SO4)3] and Hydrated Lime [Ca(OH)2] solutions
• Polyelectrolyte solutions (PAC)
Ca ( OH )2 + Ca ( HCO3 )2 2CaCO3↓ + 2H2O
Ca ( OH )2 + MgCO3 Mg( OH )2↓ + 2CaCO3↓

10-10-2015
62
The colloidal produced by Aluminum Hydroxide is negatively charged, and is an effective coagulant of the positively charged
Alum with calcium bicarbonate
Al2(SO4)3*18H2O + 3Ca(HCO3)2 2Al(OH)3 + 6CO2 + 3CaSO4 + 18H2O
To avoid algae formation chlorine is dosed into raw water, before the process of clarification
Polyelectrolyte
These are polymers with ionizable groups that can dissociate in solution, leaving ions of one sign bound to the chain and counter-ions in solution. They are soluble in water and help to coagulate.

10-10-2015
63
Lamella Plate System:
The settling surface is provided by a series of inclined, parallel plates.
Saving in space compared with a settling tank is 90%
The water to be treated is admitted through the inlet chamber in the mid-section, flows upward through the plate assembly and is discharged to the runoff channels through a series of holes arranged to distribute the flow

10-10-2015
64
Filter medium - sand, fabric or porous membranes.
Pressure Filters
Cl2 + H20 HOCl + H+ + Cl-
Na2S2O3 + Cl2 + H2O Na2S04 + S + 2HCl
Na2S2O3 + HCl NaCl + H2O + S + SO2
Chlorination:
De-Chlorination:
Effective Biocide

10-10-2015
65
Activated Carbon Bed adsorbs left over chlorine
Demineralization:
• Ion exchange
• Membrane desalination (RO)
• Thermal desalination

10-10-2015
66
Ion Exchange Process
Ion exchange resins in ion exchange pressure vessels
Ion Exchange Process
Ion exchange resins:

10-10-2015
67
Ion Exchange Process
Ion exchange resins:
R-H+
R+OH-
Ion Exchange Process
Ion exchange DM process:
Cation resin:
R-H+ + C+ ↔ R-C+ + H+
Anion resin:
R+OH- + A- ↔ R+A- + OH-
The hydrogen ions (H+) displaced from the cation resin react with the hydroxide ions (OH-) displaced form the anion resin and form pure water (H2O)

10-10-2015
68
Ion Exchange Process
Regeneration of exhausted resins
Cation resin regeneration:
2R-C+ + HCl ↔ 2R-H+ + C+Cl-
R+A- + NaOH ↔ R+OH- + Na+A-
Anion resin regeneration:
Ion Exchange Process
Degasifier:
Before anion exchanger, this is placed primarily for the removal of CO2 and lessen the load on Anion exchanger

10-10-2015
69
Ion Exchange Process
Degasifier:
Ion Exchange Process
Mixed Bed:
It consists of both Cation and Anion resins mixed together
Traces of all Cation and Anions are totally absorbed and removed. Primarily used for silica removal

10-10-2015
70
Ion Exchange Process
Mixed Bed:
Ion Exchange Process

10-10-2015
71
Ion Exchange Process
In case of water to be treated contains a high proportion of strong anions (chlorides and sulphates)
Ion Exchange Process
Mixed Bed Regeneration

10-10-2015
72
Membrane Desalination Process (Reverse Osmosis):
»
Membrane Desalination Process (Reverse Osmosis):
»
Membrane Material:
Cellulose Acetate
Polyamide
Nylon

10-10-2015
73
Membrane Desalination Process (Reverse Osmosis):
»
Osmotic Pressure: A simple equation relates osmotic pressure to concentration: P = ∆C x R x T Where, P is osmotic pressure in Pa, ∆C is difference in concentration in mol.m-3
[mol.m-3 = concentration in kg.m-3/ mol. Weight in kg.mol-3] R is constant of an ideal gas = 8.314 (J/mol.K),
Example: Concentration in solution = 100 kg.m-3; T = 300 K; for a compound with A molecular weight of 0.050 kg.mol-1 ∆C = 100/ 0.05 = 2000, P = 2000 x 8.3143 x 300 = 50 x 105 Pa = 50 bar
Membrane Desalination Process (Reverse Osmosis):
»
When water is transferred, the molecules and ions retained by the membrane tend to accumulate along its entire surface
This phenomenon is known as concentration polarization of the membrane and is defined by the coefficient: Ψ = Cm/ Ce

10-10-2015
74
Membrane Desalination Process (Reverse Osmosis):
»
For a saline solution, the water flux rates may be obtained by Fick's and Henry's laws. Qp = Kp x S x (∆P - ∆p) x Kt/e Where, Qp = flow of water through the membranes, Kp = membrane permeability coefficient for water, S = membrane surface area, e = thickness of the membrane, ∆P = hydraulic pressure differential across the membrane, ∆p = osmotic pressure differential across the membrane, Kt = temperature coefficient.
Thermal Desalination Process:
Treatable water is vaporized and the vapour is subsequently condensed as pure water. Particularly
used when raw water is sea water

10-10-2015
75
Zeolite Softening Process:
Deaeration:
at 10°C, the solubility of principal gases under a pressure of pure gas equal to 102 kPa
Gas Solubility
mg.l-1
N2 23.2
O2 54.3
CO2 2318
CH4 32.5

10-10-2015
76
Deaeration:
Dissolved oxygen is removed by thermo-mechanical action.
Temperature is raised with steam to lower the solubility of gas and trays are used to atomize the water Oxygen removal up to 0.007 ppm
152
Temperature
…… 0 solubility at saturation temperature
Partial pressure of Oxygen on water surface
Solubility of Oxygen depends on :
PT LT TE

10-10-2015
77
Chemical conditioning
Oxygen scavengers:
Sodium sulfite: It reacts readily with oxygen, particularly at elevated pH and temperature, to form sodium sulfate
2 Na2SO3 + O2 → 2 Na2SO4
The use of sodium sulfite should be avoided in high pressure boilers because of its potential for thermal decomposition
2 Na2SO3 + H2O + Heat → 2NaOH + SO2
Hydrazine (N2H4): For low and medium pressure applications and more extensive in high pressure systems.
N2H4 + O2 → 2H2O + N2
Hydrazine will also react with Ferric oxide and Cupric oxide
N2H4 + 6Fe2O3 → 4Fe3O4 + N2 + 2H2O N2H4 + 4CuO → 2Cu2O + N2 + 2H2O

10-10-2015
78
Hydrazine dosing is done either at condensate line or at feed water suction line where the temperature is well below 270°C
At 270°C, hydrazine undergoes rapid thermal degradation 3N2H4 + Heat → N2 + 4NH3
Alternative of Hydrazine:
Carbohydrazide: [1.4 : 1] H6N4CO + 2O2 → CO2 + 2N2 + 3H2O
Methylethylketoxime, or MEKO: [11 : 1] 2 H3C(C=N-OH) CH2CH3 + O2 → 2 H3C (C=O) CH2 CH2 + N2O + H2O
Hydroquinone: [6.9 : 1] HO CH6 OH + ½ O2 → H2O + O=(double bond) CH6=O
Diethylhydroxylamine, or DEHA : [1.3 - 3 : 1] 4 (CH3CH2)2 NOH + 9O2 → 8 CH3 COOH + 2 N2 + 14 H20

10-10-2015
79
pH correction
In high pressure Boiler, the pre-boiler conditions are having a high temperature
Ammonia and/or Morpholine or Cyclo-hexylamine is sometimes added before the Deaerator for pH control
In case Copper alloys are used in the pre-boiler section like HP heater, pH is to be kept lower to avoid oxidation
pH correction
Volatile pH booster chemicals: Ammonia [NH3], (DR - 10); mildly basic Cyclohexylamine [C6H11NH2], (DR – 4.0) ; highly basic Diethylaminoethanol [C6H15NO], (DR – 1.7); mildly basic Morpholine [C4H9NO], (DR – 0.4); significantly less basic
Amines will decompose and produce Ammonia in feed water. A general rule of thumb suggests that Ammonia concentration should be limited to 0.5 ppm in systems with Copper alloy metal. pH should be maintained below 8.5
DR: Amine in vapor phase divided by amine in water phase

10-10-2015
80
pH correction
When non-condensed gases, such as ammonia and oxygen, are contained in the steam, they are highly concentrated near the air ejector and copper is attacked by the following reactions:
Cu + 1/2O2 + H2O → Cu(OH)2
Cu(OH)2 + 4NH3 → [Cu(NH3)4](OH)2
[Cu(NH3)4](OH)2 Cu(NH3)42+ + 2OH–
The boiler water pH is maintained by dosing of TSP or Tri Sodium Phosphate in the boiler section
Na3PO4 + H2O ↔ Na2HPO4 + NaOH
In addition to increasing the pH of the Boiler water, Phosphate helps 1. By reacting with hardness components (Ca2+, Mg2+) in water and
converting them into the suspended solids to be easily discharged from boiler with blow down water,
2. By keeping silica in the water soluble form.
1. 10Ca2+ + 6PO43– + 2OH– → Ca5(OH)(PO4)3
[hydroxyapatite]
2. Mg2+ + 2OH– → Mg (OH)2 Mg2+ + HSiO3
– + OH– → MgSiO3 + H2O
3. H2SiO3 + 2NaOH → Na2SiO3 + 2H2O
[sodium meta silicate]

10-10-2015
81
162
Damage Mechanism: Flow Accelerated
Corrosion
HP Economizer drain
tube Feed Pipe
Feed Pipe

10-10-2015
82
163
Damage Mechanism: Flow Accelerated Corrosion
Flow-accelerated corrosion (FAC) is a well-known damage mechanism that affects carbon steel components carrying water or two-phase flow. Caused by the mechanically-assisted chemical dissolution of the protective oxide and base metal.
164
Damage Mechanism: Flow Accelerated Corrosion
It has lead to failures or severe wall thinning in:
Economizer/preheater tubes at inlet headers.
Economizer/preheater tube bends in regions where
steaming occurs.
Vertical LP evaporator tubes on Horizontal HRSGs,
especially in the bends near the outlet headers
LP evaporator inlet headers which have a tortuous fluid
entry path and where orifices are installed.
LP riser tubes/pipes to the LP drum.
LP evaporator transition headers.
Feed Water Line.

10-10-2015
83
165
Damage Mechanism: Flow Accelerated Corrosion
FAC is a mass-transfer process in which the protective oxide (mostly magnetite) is removed from the steel surface by flowing water. Material wear rate depends on (1) Steel composition, temperature, flow velocity and turbulence, (2) Water and water-droplet pH, and (3) The concentrations of both oxygen and oxygen scavenger.
FLOW ASSISTED CORROSION
Localized thinning
Dissolution of protective oxide and base metal
Occurs in single or two phase water
Low pressure system bends in evaporators,
Risers and economizer tubes
Feed water cycle
FAC affected by:
Temperature
pH
O2 concentration
Mass flow rate
Geometry
Quality of fluid
Alloys of construction

10-10-2015
84
FLOW ASSISTED CORROSION
Greatest potential for FAC occurs around 150 ºC
Effect of temperature on normalized wear rate of various metallurgies
FLOW ASSISTED CORROSION
pH has significant effect on normalized wear rate of carbon steel
Nearly forty (40) fold reduction between pH 8.6 and 9.4

10-10-2015
85
FLOW ASSISTED CORROSION
FAC minimized above 30 ppb O2
FAC increases exponentially below 30 ppb O2
Dissolved oxygen has direct impact
FLOW ASSISTED CORROSION
Normalized wear rate minimal below 10 ft/sec
Rate increases by 2.8 times at 100 ft/sec
Effect of Velocity

10-10-2015
86
FLOW ASSISTED CORROSION
Geometry affects location of FAC, regardless of Reynold’s Number
Location
Formation of Magnetite: When carbon steel is exposed to oxygen-free water, the following reaction occurs: Fe + 2H2O ⇒ Fe2+ + 2OH- +H2 ⇔ Fe(OH)2 + H2 (1)
This reaction is then followed by the Schikorr reaction where precipitated ferrous hydroxide is converted into magnetite: 3Fe(OH)2 ⇒ Fe3O4 + 2H2O + H2 (2)

10-10-2015
87
Dissolution of Magnetite
174
Damage Mechanism: Flow Accelerated Corrosion
Precaution: For HRSG and fossil fired boiler plants with all-ferrous feedwater systems the feedwater chemistry should be AVT(O) to avoid single-phase FAC in the feedwater and LP evaporator circuit.
The basic idea of AVT is to minimize corrosion and FAC by using deaerated high purity water with elevated pH. The pH elevation should be achieved by the addition of ammonia.

10-10-2015
88
Effect of Temperature and Ammonia on iron dissolution
Effect of pH on FAC

10-10-2015
89
177
Damage Mechanism: Flow Accelerated Corrosion
Precaution: Turbulences should be minimized by proper design
For new replacement and for new units material of construction may be changed to P11 or P22
Regular inspection of susceptible components by ultrasonic (UT) examination needs to be undertaken to prevent any catastrophic failure
178
Damage Mechanism: Flow Accelerated Corrosion
Precaution: For the carbon steel materials operating under reducing feedwater chemistry the oxide formed is Fe3O4
(magnetite) and its solubility is strongly influenced by the reducing conditions.
This constitutes the highest probability for FAC in a fossil plant with highest solubility being around 1500C.

10-10-2015
90
179
Damage Mechanism: Flow Accelerated Corrosion
Precaution: Changing the feedwater to an oxidizing treatment by eliminating the reducing agent and/or adding oxygen will result in the formation of FeOOH (ferric oxide hydrate). This reduces the solubility of the surface oxide by at least two orders of magnitude in the temperature range up to about 3000C.
pH correction with AVT
AVT(R) [Reducing All Volatile Treatment]
Reducing all volatile treatment uses ammonia and a reducing agent (N2H4).
Used for mixed metallurgy feed water systems
Achievable iron level for units operating with AVT(R) is less than 2ppb
In AVT(R), the steel surface in contact with water is covered by a magnetite layer

10-10-2015
91
pH correction with AVT
AVT(R) [Reducing All Volatile Treatment]
The requirements for AVT(R) :
Elevated pH of 9.0 – 9.3 Cation conductivity of less than 0.20 μS/cm Minimum air in-leakage to ensure less than
10 ppb dissolved oxygen
pH correction with AVT
AVT(O) [Oxidizing All Volatile Treatment]
In oxidizing all volatile treatment the use of reducing agent is eliminated.
For units operating with AVT(O), the achievable iron levels can be around 1ppb or less.
With AVT(O) or OT, the protective cover layer pores become plugged with ferric oxide hydrate (FeOOH)
Used for all ferrous metallurgy

10-10-2015
92
pH correction with AVT
AVT(O) [Oxidizing All Volatile Treatment]
The requirements for AVT(O):
Elevated pH of 9.2 – 9.6 Cation conductivity of less than 0.20 μS/cm Minimum air in-leakage to ensure less than
10 ppb dissolved oxygen at CPD No additional reducing agent
pH correction with AVT
OT (Oxygenated Treatment)
In Oxygenated treatment, oxygen and ammonia are added to feedwater

10-10-2015
93
The requirements for OT:
Cation conductivity of less than 0.15 μS/cm Addition of oxygen to the feed water
OT (Oxygenated Treatment)
Blow Down control:
CBD (Continuous Blow Down)
IBD (Intermittent Blow Down)

10-10-2015
94
187
Failures Case Studies
188
Case 1:
120 MW Oil Fired Boiler
Location: Primary SH Coil
Size : Ø 57.15 x 4.2 mm
Working Temp. & Pressure: 510°C & 85 kg/cm²
Service: 243000 Hrs

10-10-2015
95
189
The tube shows bulging (OD=61.5 mm) and burst opened like a fish mouth
190
Dimensional Measurement (mm): Tube location Outside Diameter Thickness 0°-180° 90°-270° 0° 90° 180°
270˚
Near failed lip -- -- 3.03 -- 4.27 --
Ring section 59.21 61.81 3.35 3.68 3.93 3.82
little away
Burst section is having thick lip

10-10-2015
96
191
Transverse section of the burst lip reveals oxidation of the edges. Several oxides filled rounded pits are observed on the edges of the lip as wells on the ID surface of the tube. No significant deformation / decarburisation of the adjoining grains of the pit edges are observed. The microstructure consists of polygonal grains of ferrite and pearlite.
192
Opposite to the burst and a ring section little away from the burst also show similar type of microstructure. Oxides filled pits are observed in both the sections examined.

10-10-2015
97
193
Conclusion:
Micro examination indicates several rounded pits filled with oxides on the ID surface of the tube.
The failure is attributed to waterside corrosion.
194
Tube shows bulging (OD= 83.5 mm) and burst opened with thin lips. No significant amount of deposits is observed on ID and OD surface.
However, take the case of a similar failure in the same Boiler

10-10-2015
98
195
196
Some rounded pits filled with oxides are observed on the ID surface tube in all the three sections examined.

10-10-2015
99
197
Transverse section of the burst lip shows oxidation of the edges and the structure consists of bainite.
Opposite to the burst the structure shows polygonal grains of ferrite and pearlite.
198
A ring section little away from the burst shows transformed ferrite and pearlite along the axis of burst and polygonal grains of ferrite and pearlite, opposite to the burst axis.
Above observations suggests that the tube has been overheated to above AC3 temperature for the steel for a short period of time.

10-10-2015
100