2017 Catalog complete - Welcome to Nachi America | … INFORMATION / X’S-MILL GEO 155 END MILLS...
88
END MILLS
Transcript of 2017 Catalog complete - Welcome to Nachi America | … INFORMATION / X’S-MILL GEO 155 END MILLS...

END MILLS
151TECHNICAL INFORMATION / GS-MILLEND MILLS
END
MIL
LS
GS-Mill Two Flute
Competitor
(μm)
20
40
60
80
100
GS-mill Ball Competitor0
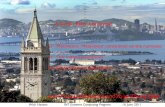
chisel wear
ball radius flank wear
localized flank wear Chipping
Wear on theRelief ofBall-end
List No. PageGS-mills 2-FluteGS-mills 4-FluteGS-mills Ball
938293849386
End Mills Name168168169
Stocked Size
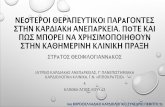
Ra=0.078 μm Ra=0.171 μm
GS-mill(Smooth surface!)
Competitor
• Structural Steels, Carbon Steels, Alloy Steels, Pre-hardenedSteels, Hardened Steels, Stainless Steels, Nickel Alloys,Titanium Alloys, Cast Irons
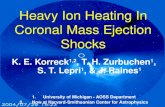
GS-Mill Two Flute
Milling ConditionDia. of Mill: ø8mmSpeed: 2,400min (198 SFM)-1
Feed: 190mm/min (7.5 IPM)Material: Pre-hardened SteelsCoolant: Air BlowMilling Length: 30m
• Sharp corner type solid carbide end mill.• Smooth chip flow by GS coat, (New TiAIN coating).• Multi purpose use and long tool life.
GS-Mill Ball
Milling ConditionSize of Mill: R4Speed: 12,000min (990 SFM)-1
Feed: 1,910mm/min (75.2 IPM)Material: SCM440 (30HRC)Coolant: Air BlowMilling Length: 7m0.8mm
8m
m
0.4
mm
2mm
Features
Work Materials
Performance
152EN
D M
ILLS
TECHNICAL INFORMATION / MOLD MEISTER BALL
JAPANSTOCK ITEM*
0.4
0.3
0.2
0.1
0
Cutting length(m)
(mm)
Competitor
Mold Meister Ball
Wea
r
20 40 60
Mold Meister Ball
NAK55
R precision difference;gap outbreak of 8 μm(0.0003")
Mold Meister BallCompetitor
Competitor
scanning line milling
* JAPAN STOCK ITEM : Please allow 2-3 weeks delivery.
List No. PageMold Meister Ball 9408
End ills Name169
Stocked Size
• Mold steels, Pre-Hardened steels, Carbon steels, Alloy steels, Stainless steels, Nickel alloys, Titanium alloys,Cast Irons
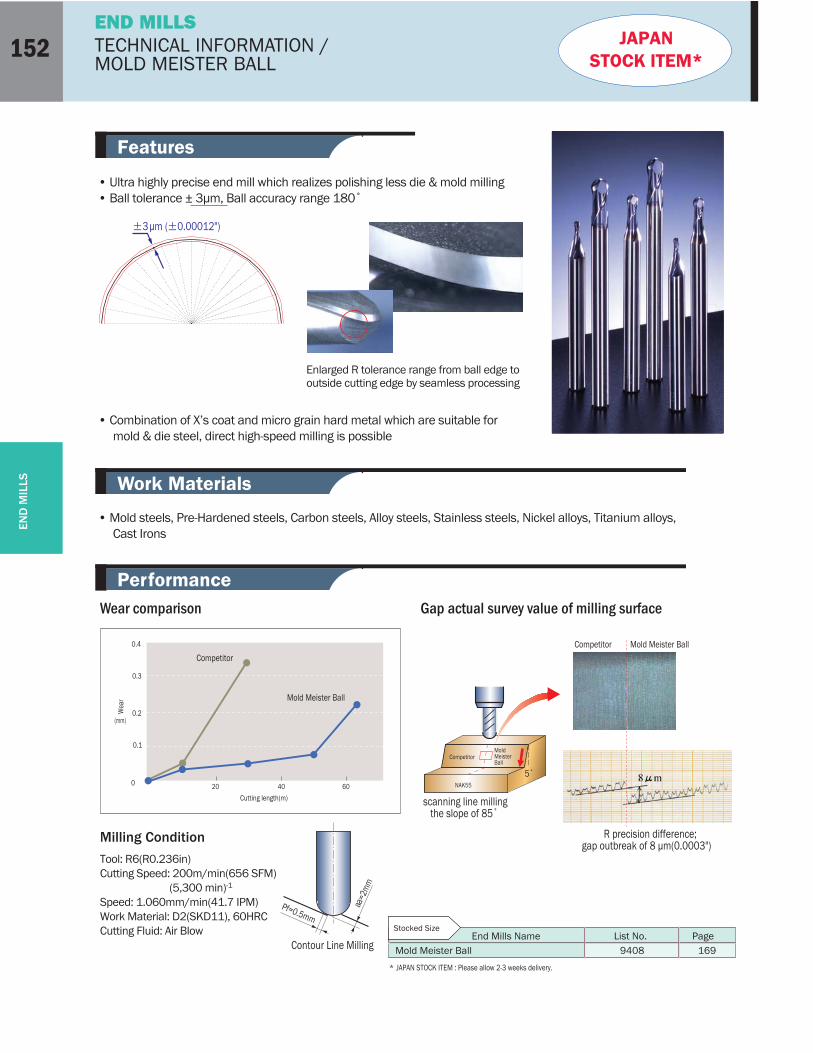
Wear comparison
• Ultra highly precise end mill which realizes polishing less die & mold milling
• Combination of X’s coat and micro grain hard metal which are suitable formold & die steel, direct high-speed milling is possible
Gap actual survey value of milling surface
Milling Condition
Tool: R6(R0.236in)Cutting Speed: 200m/min(656 SFM)
Speed: 1.060mm/min(41.7 IPM) Work Material: D2(SKD11), 60HRC Cutting Fluid: Air Blow
aa=2
mm
Pf=0.5mm
Contour Line Milling
Enlarged R tolerance range from ball edge tooutside cutting edge by seamless processing
3μm ( 0.00012")
Features
Work Materials
Performance
END MILLS
153TECHNICAL INFORMATION / GS-MILL HARDGEO-MILL HARD
END
MIL
LS
USA & JAPANSTOCK ITEM*
CompetitorGS-MILL Hard
(μm)
Wea
r
160
120
80
40
0
Corner
Flank
Localized flank
List No. PageGS-MILL Hard / Metric Sizes
End Mills Name170
Stocked Size
* JAPAN STOCK ITEM : Please allow 2-3 weeks delivery.
9398GEO-MILL Hard / Inch Sizes 1719399
• Hardened steels of 45~70HRC) such as High Speed Steels, Alloy Steels
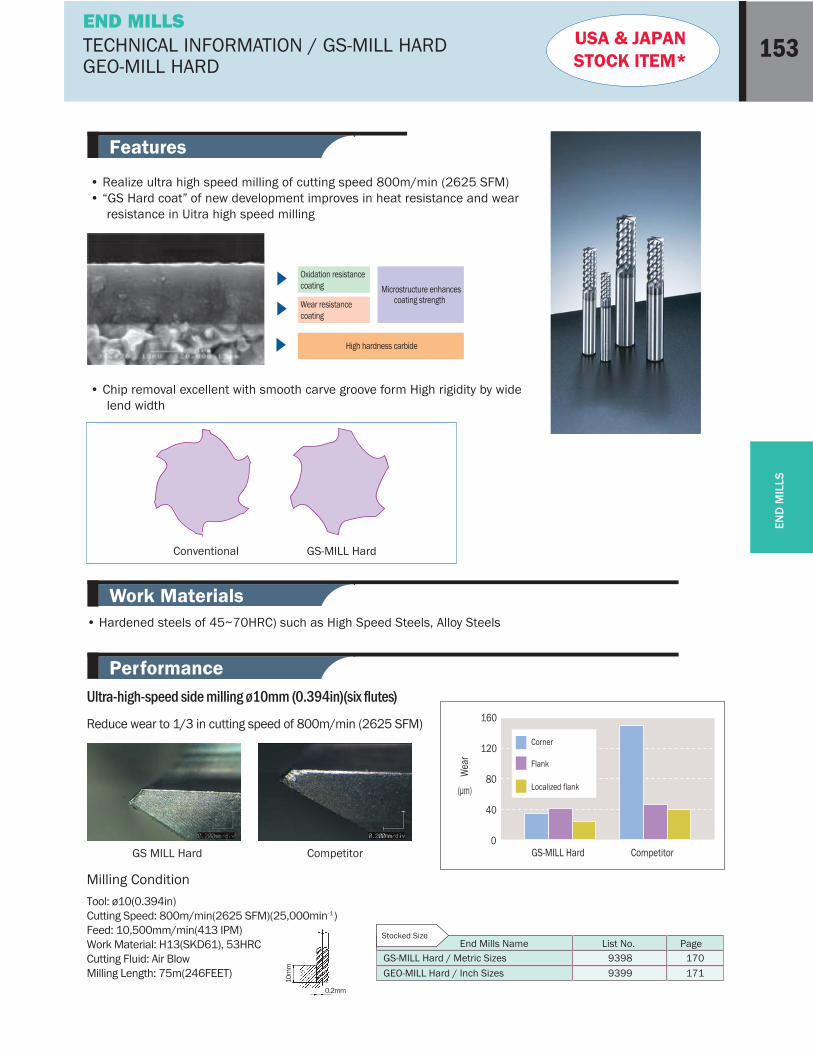
Ultra-high-speed side milling ø10mm (0.394in)(six flutes)
Reduce wear to 1/3 in cutting speed of 800m/min (2625 SFM)
• Realize ultra high speed milling of cutting speed 800m/min (2625 SFM)• “GS Hard coat” of new development improves in heat resistance and wear
resistance in Uitra high speed milling
• Chip removal excellent with smooth carve groove form High rigidity by widelend width
Milling ConditionTool: ø10(0.394in)Cutting Speed: 800m/min(2625 SFM)(25,000min-1)Feed: 10,500mm/min(413 IPM)Work Material: H13(SKD61), 53HRCCutting Fluid: Air BlowMilling Length: 75m(246FEET)
Oxidation resistancecoating
Wear resistancecoating
Microstructure enhancescoating strength
High hardness carbide
Conventional GS-MILL Hard
GS MILL Hard Competitor
Features
Work Materials
Performance
10m
m
0.2mm
END MILLS
(mgf/μm )
154EN
D M
ILLS
TECHNICAL INFORMATION / GS-MILL HARD BALLGEO-MILL HARD BALL
USA & JAPANSTOCK ITEM*
Improves wear resistance
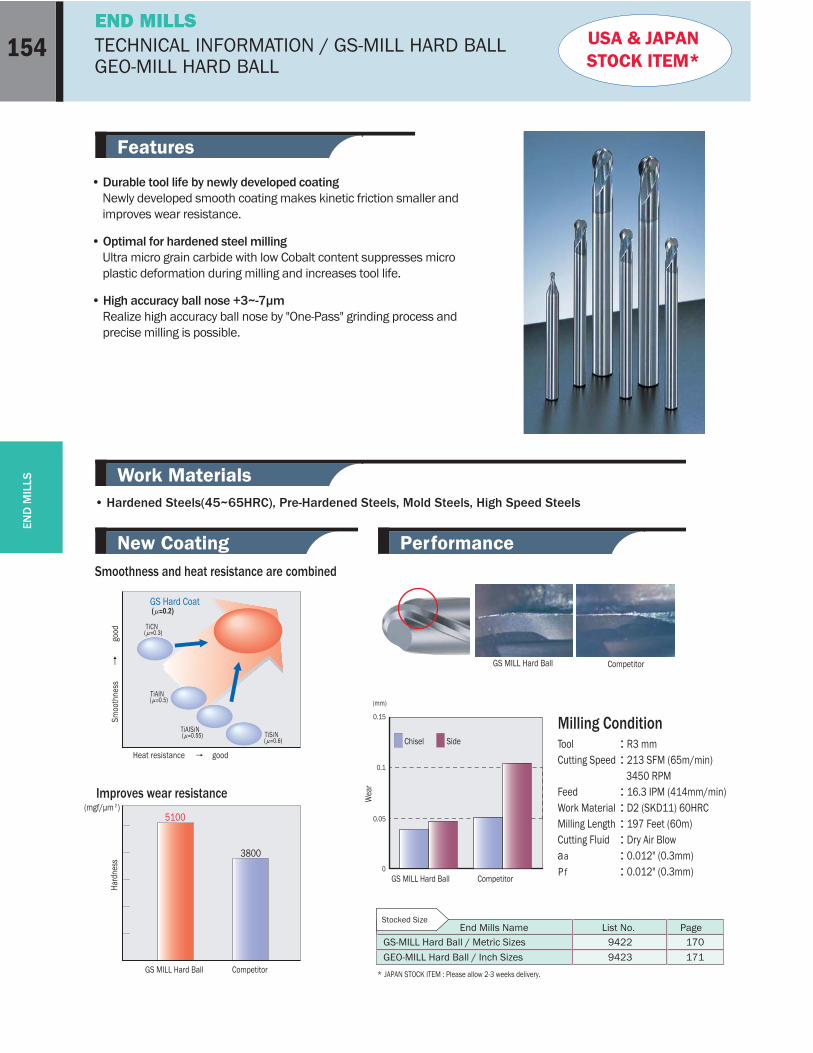
Smoothness and heat resistance are combined
5100
3800
GS MILL Hard Ball Competitor
Hard
ness
Heat resistance
GS Hard Coat
Smoo
thne
ss
good
good
TiAIN
TiCN
TiAISiNTiSiN
• Hardened Steels(45~65HRC), Pre-Hardened Steels, Mold Steels, High Speed Steels
GS MILL Hard Ball Competitor
(mm)
Wea
r
0.15
0.1
0.05
0GS MILL Hard Ball Competitor
Chisel Side Tool : R3 mmCutting Speed : 213 SFM (65m/min)
3450 RPMFeed : 16.3 IPM (414mm/min)Work Material : D2 (SKD11) 60HRCMilling Length : 197 Feet (60m)Cutting Fluid : Dry Air Blow
aa : 0.012" (0.3mm) P f : 0.012" (0.3mm)
Milling Condition
Features
Work Materials
New Coating Performance
• Durable tool life by newly developed coatingNewly developed smooth coating makes kinetic friction smaller andimproves wear resistance.
• Optimal for hardened steel millingUltra micro grain carbide with low Cobalt content suppresses microplastic deformation during milling and increases tool life.
• High accuracy ball nose +3~-7μmRealize high accuracy ball nose by "One-Pass" grinding process andprecise milling is possible.
List No. PageGS-MILL Hard Ball / Metric Sizes
End Mills Name170
Stocked Size
* JAPAN STOCK ITEM : Please allow 2-3 weeks delivery.
9422GEO-MILL Hard Ball / Inch Sizes 1719423
END MILLS
155TECHNICAL INFORMATION / X’S-MILL GEO
END
MIL
LS
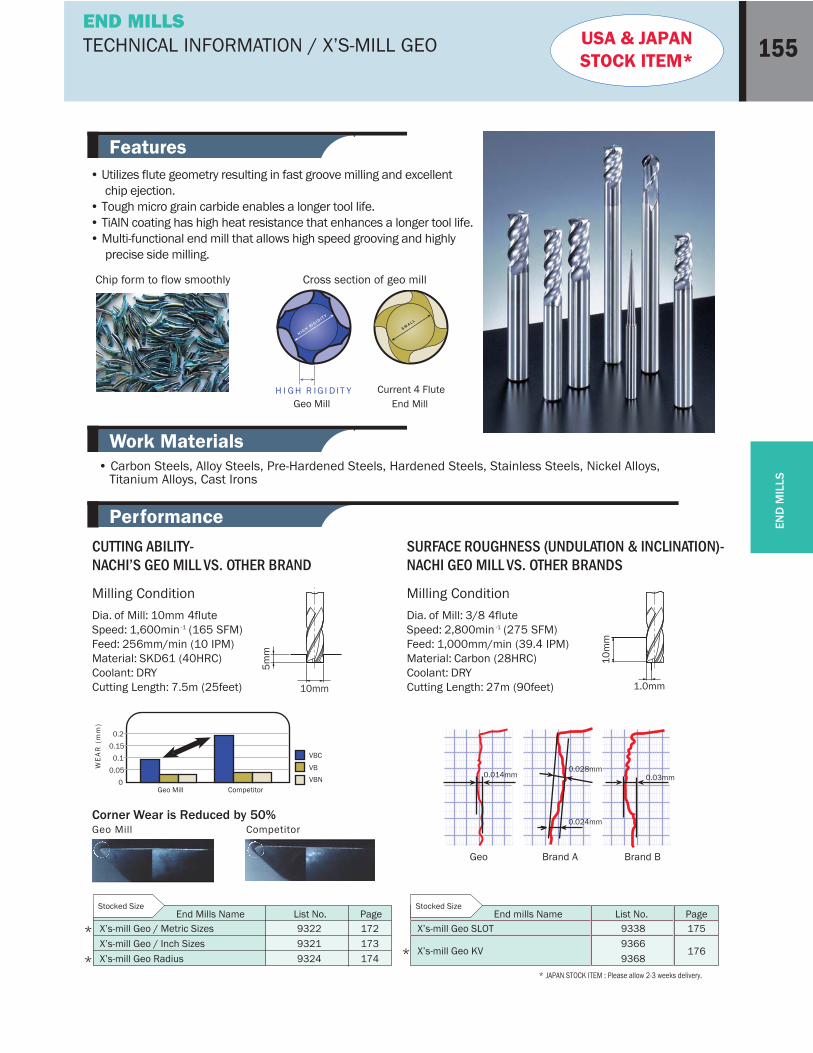
• Utilizes flute geometry resulting in fast groove milling and excellentchip ejection.
• Tough micro grain carbide enables a longer tool life.• TiAIN coating has high heat resistance that enhances a longer tool life.• Multi-functional end mill that allows high speed grooving and highly
precise side milling.
• Carbon Steels, Alloy Steels, Pre-Hardened Steels, Hardened Steels, Stainless Steels, Nickel Alloys,Titanium Alloys, Cast Irons
CUTTING ABILITY-NACHI’S GEO MILL VS. OTHER BRAND
Milling ConditionDia. of Mill: 10mm 4fluteSpeed: 1,600min (165 SFM)-1
Feed: 256mm/min (10 IPM)Material: SKD61 (40HRC)Coolant: DRYCutting Length: 7.5m (25feet)
SURFACE ROUGHNESS (UNDULATION & INCLINATION)-NACHI GEO MILL VS. OTHER BRANDS
Milling ConditionDia. of Mill: 3/8 4fluteSpeed: 2,800min (275 SFM)-1
Feed: 1,000mm/min (39.4 IPM)Material: Carbon (28HRC)Coolant: DRYCutting Length: 27m (90feet)10mm
5m
m
1.0mm
10
mm
GIR HG
H I
I D I T Y
H I G H R I G I D I T Y
S M A L L
Cross section of geo millChip form to flow smoothly
Geo MillCurrent 4 Flute
End Mill
0.2
WE
AR
(m
m)
0.15
0.1
0.05
0Geo Mill Competitor
VBC
VB
VBN
Geo MillCorner Wear is Reduced by 50%
Competitor
Geo
0.014mm
0.024mm
0.028mm0.03mm
Brand A Brand B
List No. PageX’s-mill Geo / Metric SizesX’s-mill Geo / Inch SizesX’s-mill Geo Radius
932293219324
End Mills Name172173174
Stocked Size
*
*
List No. PageX’s-mill Geo SLOT
X’s-mill Geo KV
933893669368
End mills Name175
176
Stocked Size
* * JAPAN STOCK ITEM : Please allow 2-3 weeks delivery.
USA & JAPANSTOCK ITEM*
Features
Work Materials
Performance
END MILLS
156EN
D M
ILLS
TECHNICAL INFORMATION / X’S-MILL GEO SLOT
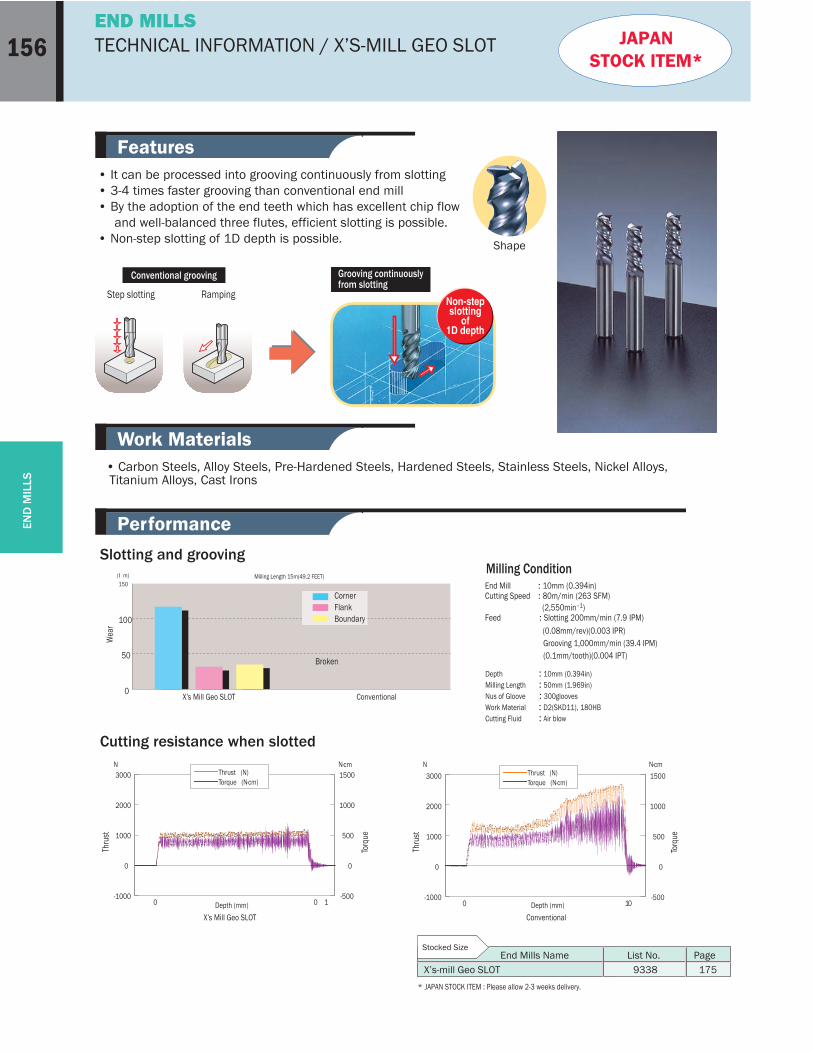
• It can be processed into grooving continuously from slotting• 3-4 times faster grooving than conventional end mill• By the adoption of the end teeth which has excellent chip flow
and well-balanced three flutes, efficient slotting is possible.• Non-step slotting of 1D depth is possible.
• Carbon Steels, Alloy Steels, Pre- ardened Steels, Hardened Steels, Stainless Steels, Nickel Alloys,Titanium Alloys, Cast Irons
RampingStep slottingGrooving continuouslyfrom slotting
Conventional grooving
List No. PageX’s-mill Geo SLOT
End Mills NameStocked Size
9338 175
* JAPAN STOCK ITEM : Please allow 2-3 weeks delivery.
Wea
r
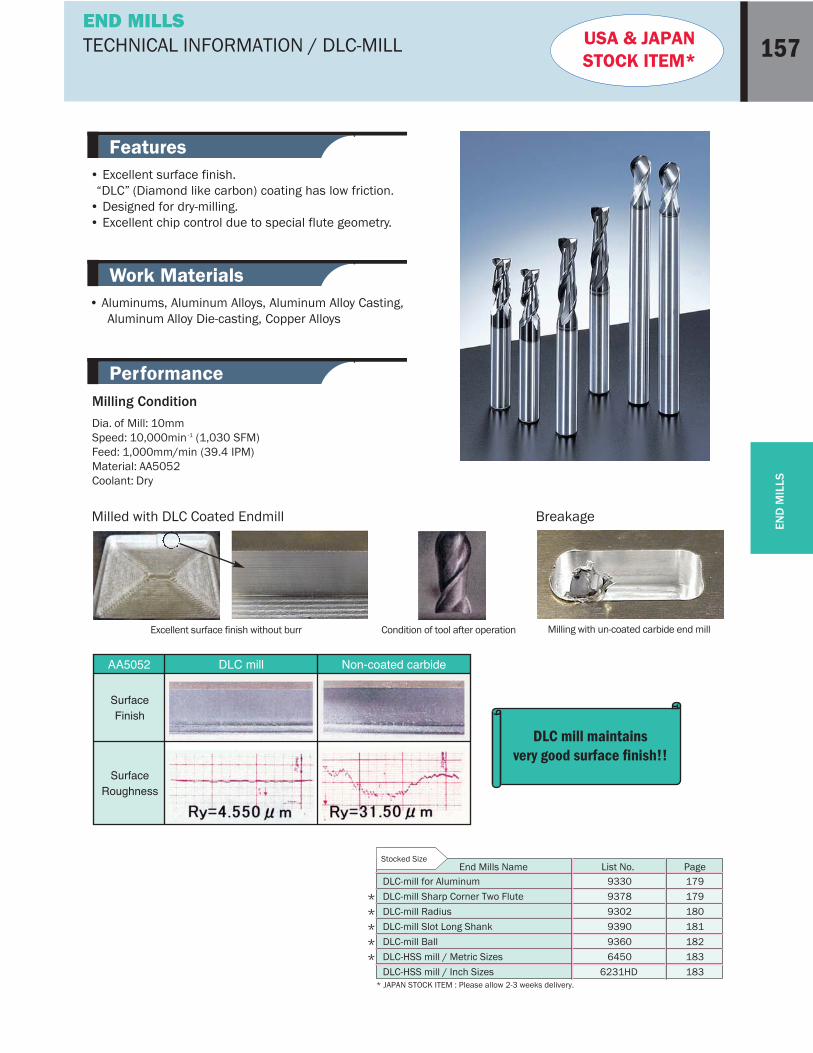
(0.08mm/rev)(0.003 IPR) Grooving 1,000mm/min (39.4 IPM) (0.1mm/tooth)(0.004 IPT)
Depth : 10mm (0.394in) Milling Length : 50mm (1.969in) Nus of Gloove : 300glooves
ork Material : D2(SKD11), 180HB Cutting Fluid : Air blow
Milling ConditionEnd Mill : 10mm (0.394in)Cutting Speed : 80m/min (263 SFM)
(2,550min–1)Feed : Slotting 200mm/min (7.9 IPM)
(l m)
0
50
100
150
X’s Mill Geo SLOT Conventional
Milling Length 15m(49.2 FEET)
CornerFlankBoundary
Broken
Slotting and grooving
X’s Mill Geo SLOT Conventional
3000
2000
1000
0
-1000
1500
1000
500
0
-500
Thrust (N)Torque (N·cm)
10 0
Thrust (N)Torque (N·cm)
N N·cm
Depth (mm)
3000
2000
1000
0
-1000
1500
1000
500
0
-500
Thru
st
Thru
st
Torq
ue
Torq
ue
N N·cm
Depth (mm)0 10
Cutting resistance when slotted
Features
Work Materials
Performance
JAPANSTOCK ITEM*
Shape
Grooving continuouslyfrom slotting
END MILLS
157TECHNICAL INFORMATION / DLC-MILL
END
MIL
LS
USA & JAPANSTOCK ITEM*
• Aluminums, Aluminum Alloys, Aluminum Alloy Casting,Aluminum Alloy Die-casting, Copper Alloys
Milling Condition
Dia. of Mill: 10mmSpeed: 10,000min (1,030 SFM)-1
Feed: 1,000mm/min (39.4 IPM)Material: AA5052Coolant: Dry
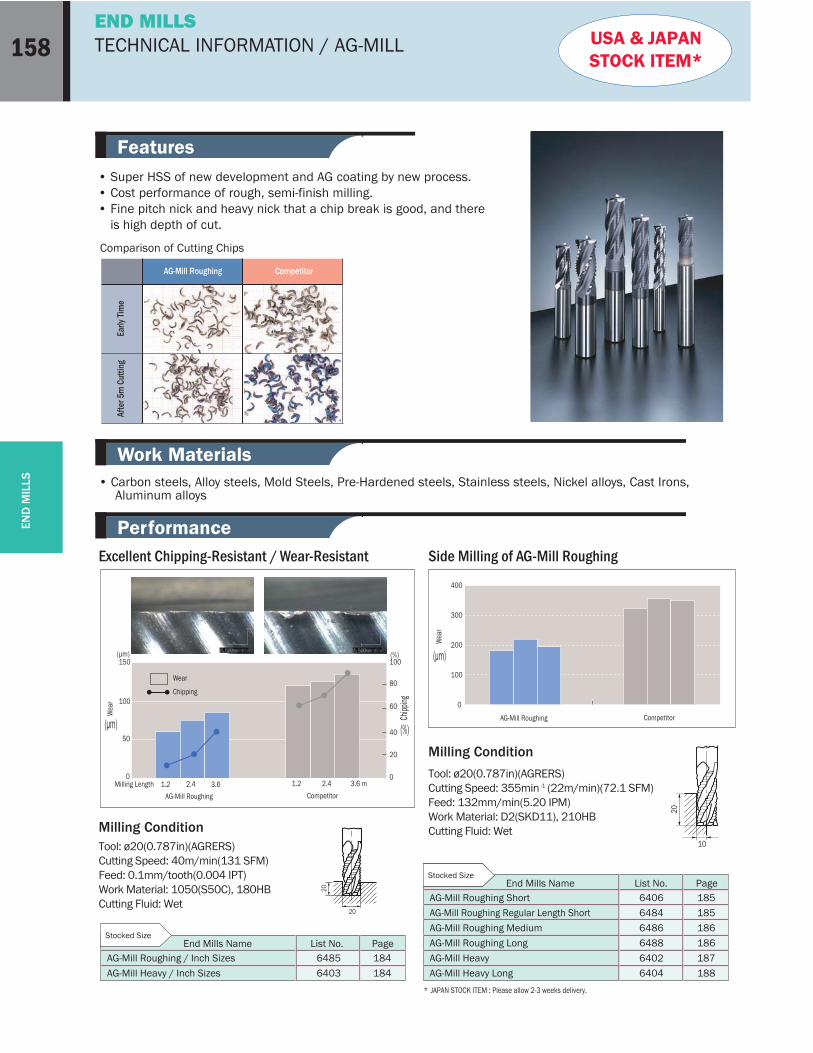
• Excellent surface finish.“DLC” (Diamond like carbon) coating has low friction.
• Designed for dry-milling.• Excellent chip control due to special flute geometry.
List No. PageDLC-mill for AluminumDLC-mill Sharp Corner Two FluteDLC-mill RadiusDLC-mill Slot Long ShankDLC-mill BallDLC-HSS mill / Metric SizesDLC-HSS mill / Inch Sizes
933093789302939093606450
6231HD
End Mills Name179179180181182183183
Stocked Size
*****
* JAPAN STOCK ITEM : Please allow 2-3 weeks delivery.
Excellent surface finish without burr Condition of tool after operation Milling with un-coated carbide end mill
Breakage
DLC mill maintainsvery good surface finish!!
Features
Work Materials
Performance
Milled with DLC Coated Endmill
END MILLS
158EN
D M
ILLS
TECHNICAL INFORMATION / AG-MILL USA & JAPANSTOCK ITEM*
Wea
r
Chipp
ing
0
50
100
150
Milling Length
Wear
Chipping
AG-Mill Roughing Competitor
1.2 2.4 3.6 m1.2 2.4 3.6
(μm)
(μm)
(%)
(%)
0
60
40
20
80
100
List No. PageAG-Mill Roughing ShortAG-Mill Roughing Regular Length ShortAG-Mill Roughing MediumAG-Mill Roughing LongAG-Mill HeavyAG-Mill Heavy Long
End Mills NameStocked Size
185185186186187188
* JAPAN STOCK ITEM : Please allow 2-3 weeks delivery.
640664846486648864026404
• Carbon steels, Alloy steels, Mold Steels, Pre-Hardened steels, Stainless steels, Nickel alloys, Cast Irons,Aluminum alloys
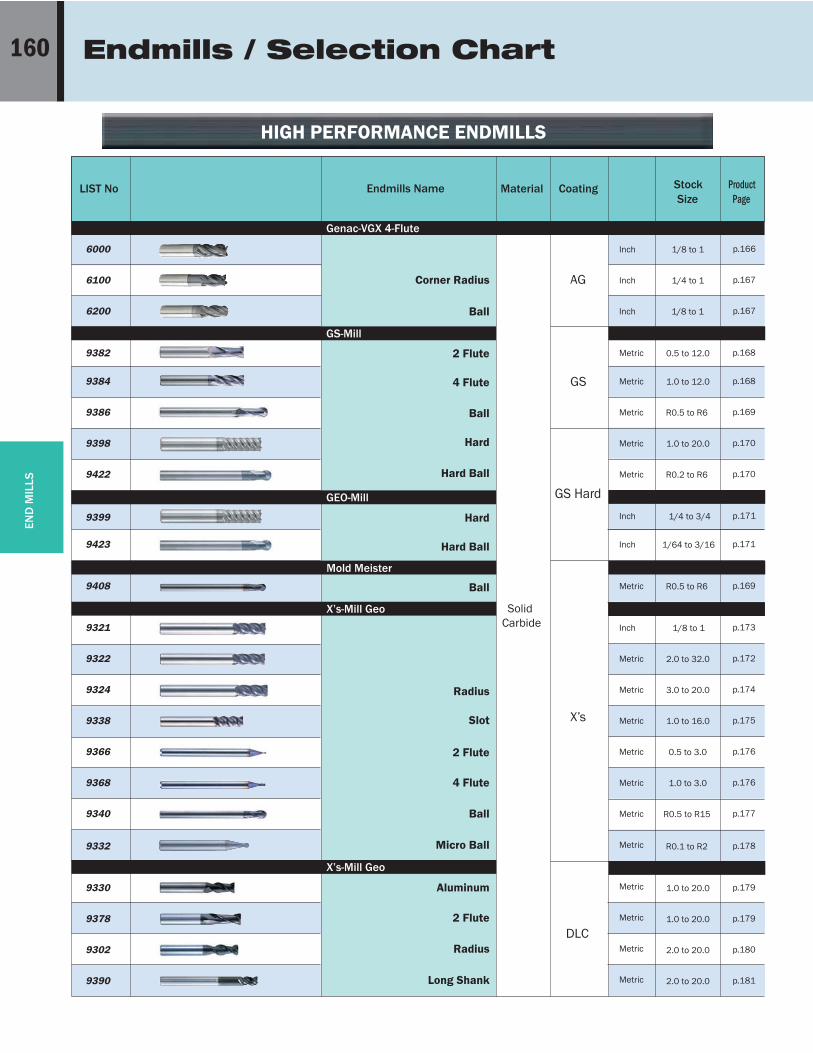
Excellent Chipping-Resistant / Wear-Resistant
• Super HSS of new development and AG coating by new process.• Cost performance of rough, semi-finish milling.• Fine pitch nick and heavy nick that a chip break is good, and there
is high depth of cut.
Milling ConditionTool: ø20(0.787in)(AGRERS)Cutting Speed: 40m/min(131 SFM)Feed: 0.1mm/tooth(0.004 IPT)Work Material: 1050(S50C), 180HBCutting Fluid: Wet
20
20
400
300
200
100
0
CompetitorAG-Mill Roughing
Wea
r
(μm)
Side Milling of AG-Mill Roughing
Milling Condition
Tool: ø20(0.787in)(AGRERS)Cutting Speed: 355min (22m/min)(72.1 SFM)-1
Feed: 132mm/min(5.20 IPM)Work Material: D2(SKD11), 210HBCutting Fluid: Wet
10
20
Comparison of Cutting Chips
AG-Mill Roughing Competitor
Early
Tim
eAf
ter 5
m C
uttin
g
Features
Work Materials
Performance
List No. PageAG-Mill Roughing / Inch SizesAG-Mill Heavy / Inch Sizes
End Mills NameStocked Size
184184
64856403
END MILLS

160EN
D M
ILLS
Endmills / Selection Chart
LIST No StockSize
Inch
Inch
Inch
Metric
Metric
Metric
Metric
Metric
Inch
Inch
Metric
Inch
Metric
Metric
Metric
Metric
Metric
Metric
Metric
Metric
Metric
Metric
Metric
p.168
p.168
p.169
p.170
p.170
p.171
p.175
p.176
p.176
p.177
p.178
p.179
p.179
p.180
p.181
0.5 to 12.0
1.0 to 12.0
R0.5 to R6
1.0 to 20.0
R0.2 to R6
1/4 to 3/4
1.0 to 16.0
0.5 to 3.0
1.0 to 3.0
R0.5 to R15
R0.1 to R2
1.0 to 20.0
1.0 to 20.0
2.0 to 20.0
2.0 to 20.0
CoatingMaterial
GS
GS Hard
X’s
DLC
Solid Carbide
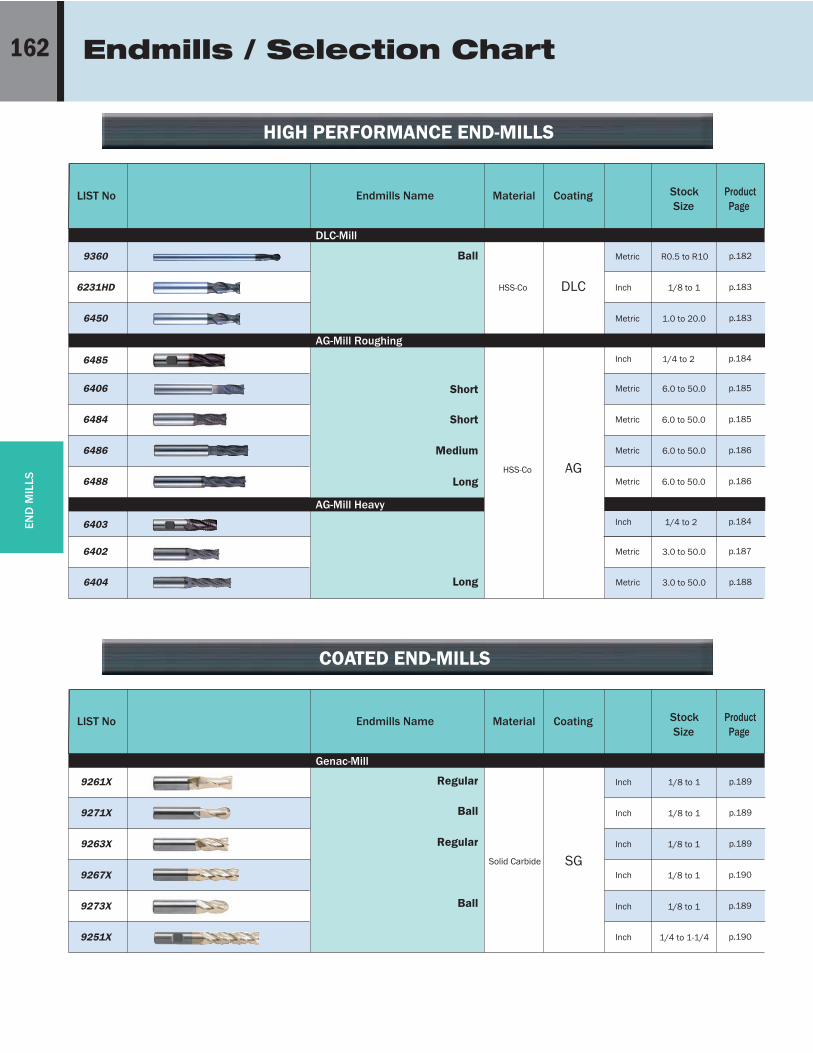
HIGH PERFORMANCE ENDMILLS
Endmills Name ProductPage
p.171
p.169
p.173
p.172
p.174
1/64 to 3/16
R0.5 to R6
1/8 to 1
2.0 to 32.0
3.0 to 20.0
p.166
p.167
p.167
1/8 to 1
1/4 to 1
1/8 to 1
9382
9384
9386
9398
9422
9399
9338
9366
9368
9340
9332
9330
9378
9302
9390
9423
9408
9321
9322
9324
6000
6100
6200
AG
Genac-VGX 4-Flute
GS-Mill
GEO-Mill
Mold Meister
X’s-Mill Geo
X’s-Mill Geo
Corner Radius
Ball
2 Flute
4 Flute
Ball
Hard
Hard Ball
Hard
Hard Ball
Ball
Radius
Slot
2 Flute
4 Flute
Ball
Micro Ball
Aluminum
2 Flute
Radius
Long Shank
161
CopperAlloys
NickelAlloys
TitaniumAlloys
Die SteelAlloySteel
StructuralSteel
Carbon Steel
Side Milling
ProfileMilling
RibProcess
Grooving Workpiece Material
FinishSemi-Finish
RoughFinishSemi-Finish
Rough High SiSi >13%
CastingSi _ 12%
Martensitic400 Series
Austenitic300 Series
AluminumCast Iron
Stainless SteelHardened Steel
HRcHRc
55 to 60 60 to 6545 to 5530 to 45
Pre-hardened
Steel1045,10651010,1018
High CarbonLow Carbon
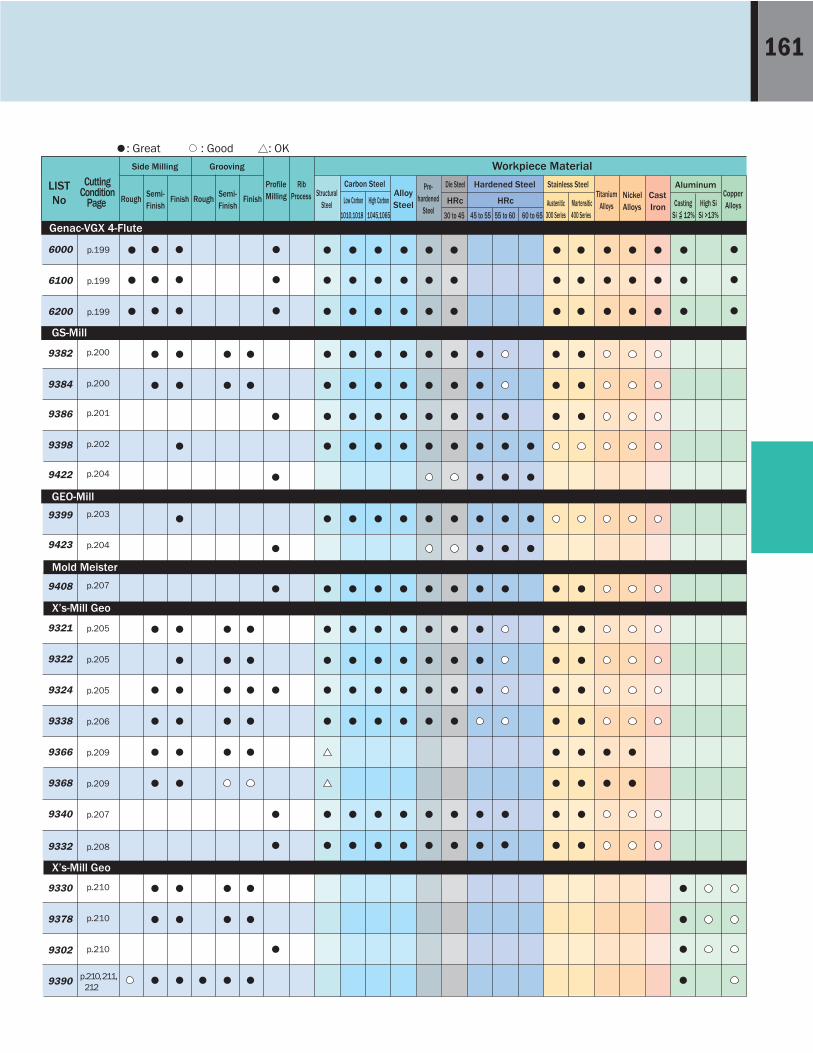
: Great : Good : OK
9382
9384
9386
9398
9422
9399
9338
9366
9368
9340
9332
9330
9378
9302
9390
9423
9408
9321
9322
9324
6000
6100
6200
Genac-VGX 4-Flute
LISTNo
CuttingCondition
Page
GS-Mill
GEO-Mill
Mold Meister
X’s-Mill Geo
X’s-Mill Geo
p.200
p.200
p.201
p.202
p.204
p.203
p.206
p.209
p.209
p.207
p.208
p.210
p.210
p.210
p.210, 211,212
p.204
p.207
p.205
p.205
p.205
p.199
p.199
p.199
162EN
D M
ILLS
Endmills / Selection Chart
HIGH PERFORMANCE END-MILLS
COATED END-MILLS
LIST No StockSize
Inch
Inch
Inch
Inch
Inch
p.190
p.189
p.190
1/8 to 1
1/4 to 1-1/4
CoatingMaterial
SG
Endmills Name ProductPage
p.189
p.189
p.189
1/8 to 1
1/8 to 1
1/8 to 1
9267X
9273X
9251X
9261X
9271X
9263X
Genac-Mill
Solid Carbide
Inch 1/8 to 1
HSS-Co
LIST No StockSize
Metric
Inch
Metric
Inch
Metric
Metric
Metric
Metric
Inch
Metric
Metric
p.184
p.185
p.185
p.186
p.186
p.184
1/4 to 2
6.0 to 50.0
6.0 to 50.0
6.0 to 50.0
6.0 to 50.0
1/4 to 2
CoatingMaterial
AG
Endmills Name ProductPage
p.187
p.188
3.0 to 50.0
3.0 to 50.0
p.182
p.183
p.183
R0.5 to R10
1/8 to 1
1.0 to 20.0
6485
6406
6484
6486
6488
6403
6402
6404
9360
6231HD
6450
DLC
DLC-Mill
AG-Mill Roughing
AG-Mill Heavy
HSS-Co
Short
Short
Medium
Long
Ball
Regular
Ball
Regular
Ball
Long
163
END
MIL
LS
CopperAlloys
NickelAlloys
TitaniumAlloys
Die SteelAlloySteel
StructuralSteel
Carbon Steel
Side Milling
ProfileMilling
RibProcess
Grooving Workpiece Material
FinishSemi-Finish
RoughFinishSemi-Finish
Rough High SiSi >13%
CastingSi _ 12%
Martensitic400 Series
Austenitic300 Series
AluminumCast Iron
Stainless SteelHardened Steel
HRcHRc
55 to 60 60 to 6545 to 5530 to 45
Pre-hardened
Steel1045,10651010,1018
High CarbonLow Carbon
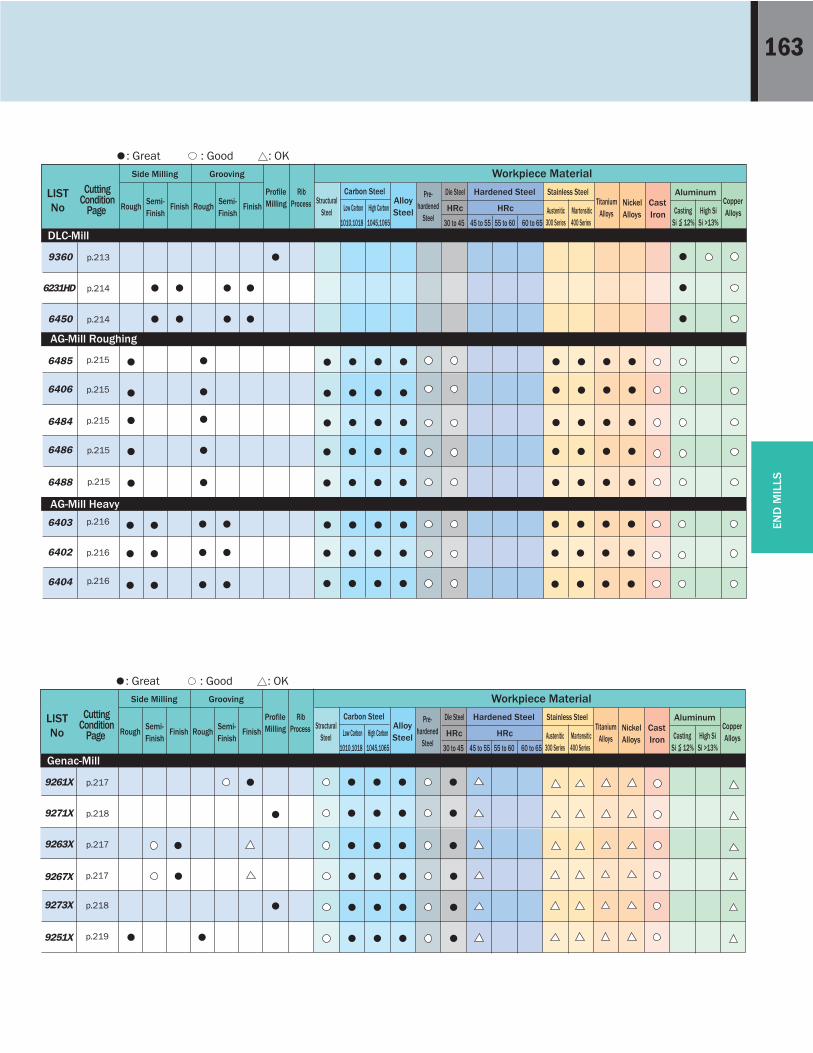
: Great : Good : OK
6485
6406
6484
6486
6488
6403
6402
6404
9360
6231HD
6450
DLC-Mill
LISTNo
CuttingCondition
Page
AG-Mill Roughing
AG-Mill Heavy
p.215
p.215
p.215
p.216
p.216
p.216
p.213
p.214
p.214
CopperAlloys
NickelAlloys
TitaniumAlloys
Die SteelAlloySteel
StructuralSteel
Carbon Steel
Side Milling
ProfileMilling
RibProcess
Grooving Workpiece Material
FinishSemi-Finish
RoughFinishSemi-Finish
Rough High SiSi >13%
CastingSi _ 12%
Martensitic400 Series
Austenitic300 Series
AluminumCast Iron
Stainless SteelHardened Steel
HRcHRc
55 to 60 60 to 6545 to 5530 to 45
Pre-hardened
Steel1045,10651010,1018
High CarbonLow Carbon
: Great : Good : OK
LISTNo
CuttingCondition
Page
p.217
p.218
p.219
p.217
p.218
p.217
9267X
9273X
9251X
9261X
9271X
9263X
Genac-Mill
p.215
p.215
164EN
D M
ILLS
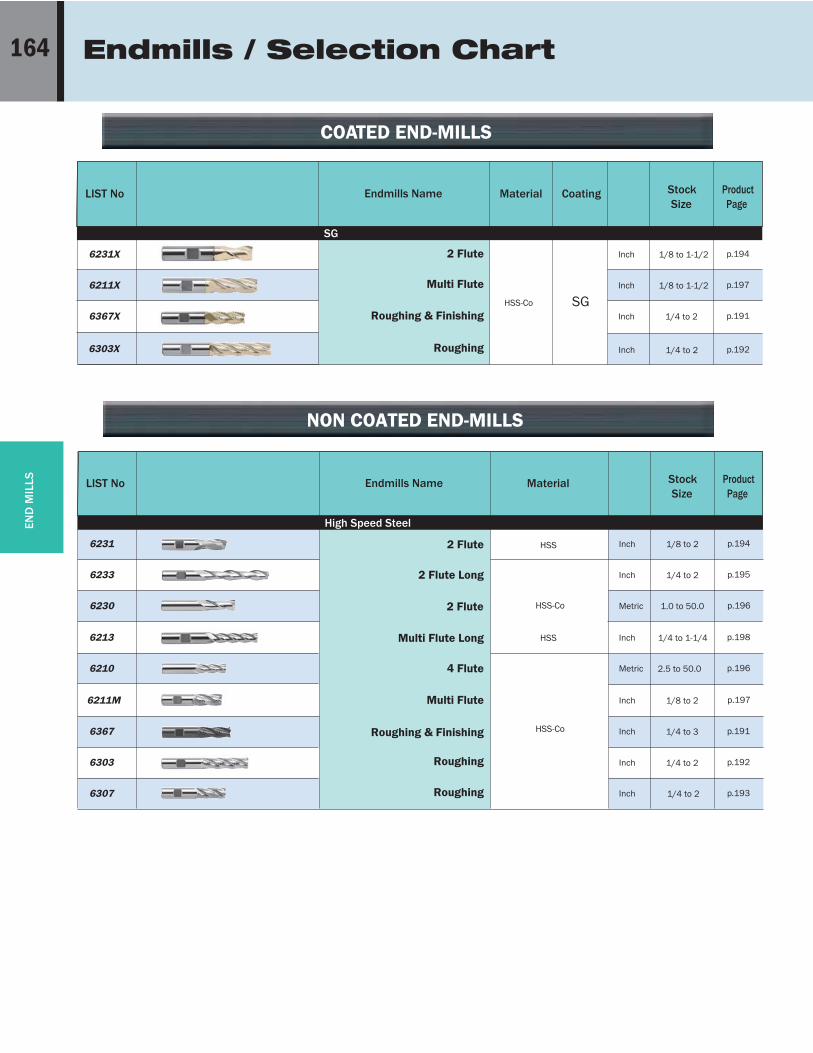
Endmills / Selection Chart
COATED END-MILLS
HSS
HSS
HSS-Co
HSS-Co
HSS-Co
LIST No StockSize
Inch
Inch
Inch
Inch p.1921/4 to 2
CoatingMaterialEndmills Name ProductPage
p.194
p.197
p.191
1/8 to 1-1/2
1/8 to 1-1/2
1/4 to 2
6303X
6231X
6211X
6367XSG
SG
NON COATED END-MILLS
LIST No StockSize
Inch
Inch
Metric
Metric
p.198
p.1962.5 to 50.0
MaterialEndmills Name ProductPage
p.194
p.195
p.196
1/8 to 2
1/4 to 2
1.0 to 50.0
6213
6210
6231
6233
6230
High Speed Steel
Inch 1/4 to 1-1/4
Inch
Inch
Inch
p.191
p.192
p.193
1/4 to 3
1/4 to 2
p.1971/8 to 2
6367
6303
6307
6211M
Inch 1/4 to 2
2 Flute
Multi Flute
Roughing & Finishing
Roughing
2 Flute
2 Flute Long
2 Flute
Multi Flute Long
4 Flute
Multi Flute
Roughing & Finishing
Roughing
Roughing
p.225
p.225
p.225
6303
6307
6367
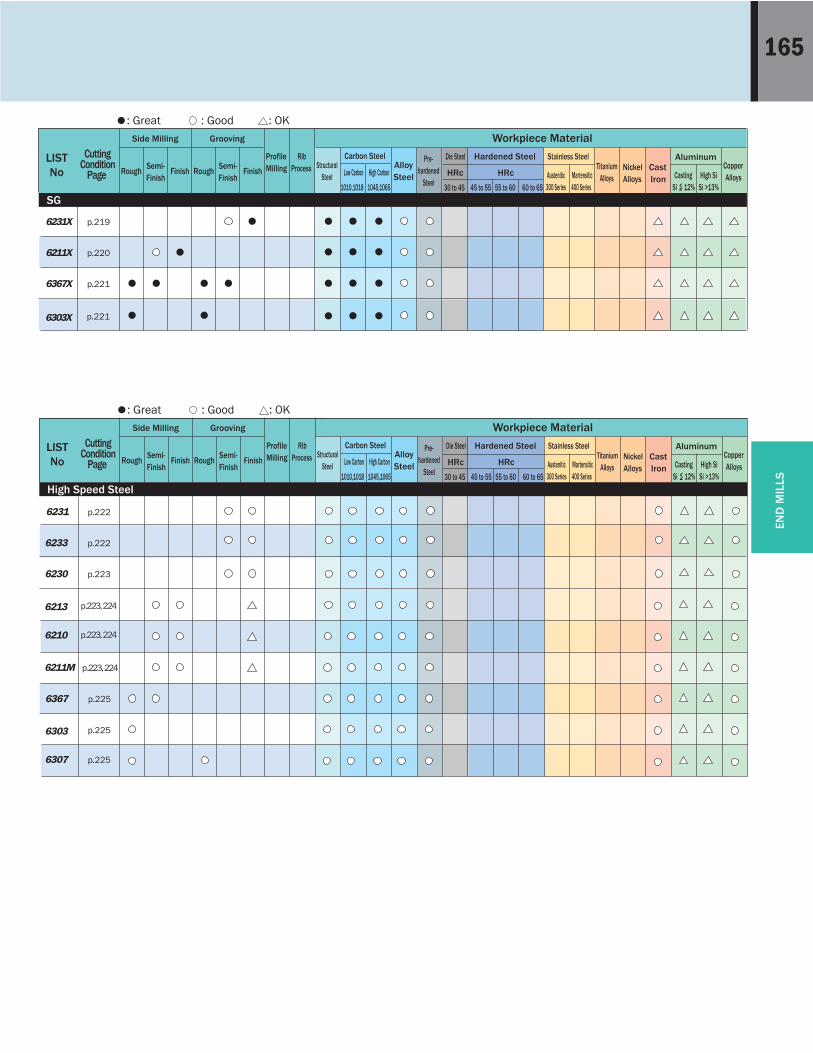
165
END
MIL
LS
CopperAlloys
NickelAlloys
TitaniumAlloys
Die SteelAlloySteel
StructuralSteel
Carbon Steel
Side Milling
ProfileMilling
RibProcess
Grooving Workpiece Material
FinishSemi-Finish
RoughFinishSemi-Finish
Rough High SiSi >13%
CastingSi _ 12%
Martensitic400 Series
Austenitic300 Series
AluminumCast Iron
Stainless SteelHardened Steel
HRcHRc
55 to 60 60 to 6545 to 5530 to 45
Pre-hardened
Steel1045,10651010,1018
High CarbonLow Carbon
: Great : Good : OK
6303X
6231X
6211X
6367X
SG
LISTNo
CuttingCondition
Page
p.221
p.219
p.220
p.221
CopperAlloys
NickelAlloys
TitaniumAlloys
Die SteelAlloySteel
StructuralSteel
Carbon Steel
Side Milling
ProfileMilling
RibProcess
Grooving Workpiece Material
FinishSemi-Finish
RoughFinishSemi-Finish
Rough High SiSi >13%
CastingSi _ 12%
Martensitic400 Series
Austenitic300 Series
AluminumCast Iron
Stainless SteelHardened Steel
HRcHRc
55 to 60 60 to 6545 to 5530 to 45
Pre-hardened
Steel1045,10651010,1018
High CarbonLow Carbon
: Great : Good : OK
LISTNo
CuttingCondition
Page
p.223, 224
p.222
p.223
6213
6210
6211M
6233
6230
High Speed Steel
p.2226231
p.223, 224
p.223, 224
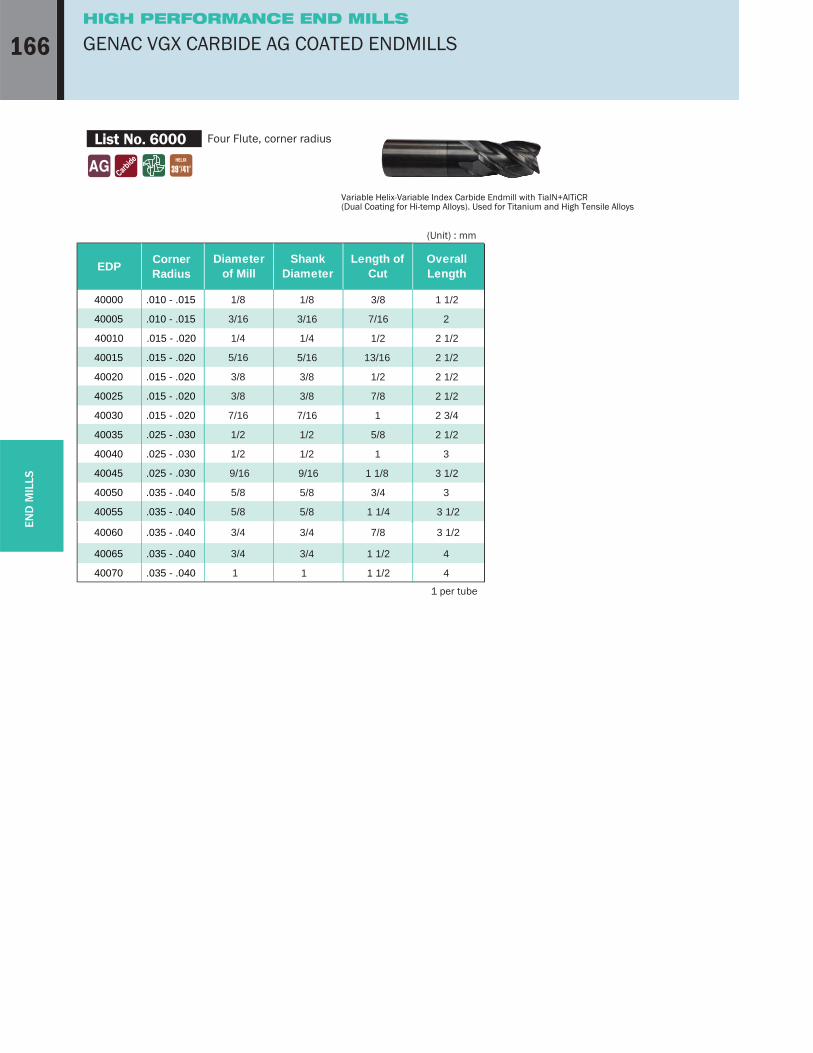
Four Flute, corner radius
1HIGH PERFORMANCE END MILLS
GENAC VGX CARBIDE AG COATED ENDMILLSEN
D M
ILLS
List No. 6000
Variable Helix-Variable Index Carbide Endmill with TialN+AlTiCR (Dual Coating for Hi-temp Alloys). Used for Titanium and High Tensile Alloys
(Unit) : mm
40000 .010 - .015
40005 .010 - .015
40010 .015 - .020
40015 .015 - .020
40020 .015 - .020
40025 .015 - .020
40030 .015 - .020
40035 .025 - .030
40040 .025 - .030
40045 .025 - .030
40050 .035 - .040
40055 .035 - .040
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Corner Radius
1/8
3/16
1/4
5/16
3/8
3/8
7/16
1/2
1/2
9/16
5/8
5/8
40065 .035 - .040
40070 .035 - .040
3/4
1
40060 .035 - .040 3/4
1/8
3/16
1/4
5/16
3/8
3/8
7/16
1/2
1/2
9/16
5/8
5/8
3/4
1
3/4
3/8
7/16
1/2
13/16
1/2
7/8
1
5/8
1
1 1/8
3/4
1 1/4
1 1/2
1 1/2
7/8
1 1/2
2
2 1/2
2 1/2
2 1/2
2 1/2
2 3/4
2 1/2
3
3 1/2
3
3 1/2
4
4
3 1/2
1 per tube
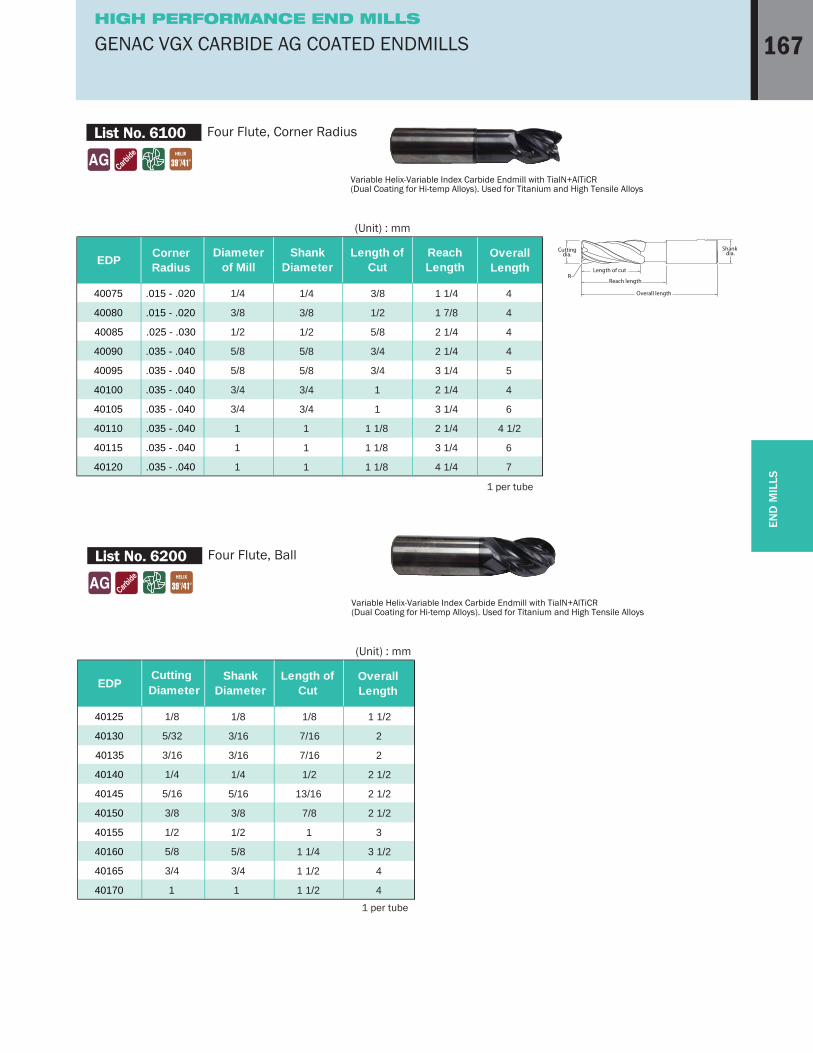
Four Flute, Corner Radius List No. 6100
(Unit) : mm
40075 .015 - .020
40080 .015 - .020
40085 .025 - .030
40090 .035 - .040
40095 .035 - .040
40100 .035 - .040
40105 .035 - .040
40110 .035 - .040
40115 .035 - .040
40120 .035 - .040
EDP Shank Diameter
Length of Cut
Diameter of Mill
Reach Length
Corner Radius
1/4
3/8
1/2
5/8
5/8
3/4
3/4
1
1
1
1/4
3/8
1/2
5/8
5/8
3/4
3/4
1
1
1
3/8
1/2
5/8
3/4
3/4
1
1
1 1/8
1 1/8
1 1/8
1 1/4
1 7/8
2 1/4
2 1/4
3 1/4
2 1/4
3 1/4
2 1/4
3 1/4
4 1/4
1
END
MIL
LS
HIGH PERFORMANCE END MILLS
GENAC VGX CARBIDE AG COATED ENDMILLS
Variable Helix-Variable Index Carbide Endmill with TialN+AlTiCR (Dual Coating for Hi-temp Alloys). Used for Titanium and High Tensile Alloys
RLength of cut
Reach length
Overall length
Shank dia.Cutting
dia.
Four Flute, BallList No. 6200
(Unit) : mm
40125
40130
40135
40140
40145
40150
40155
40160
40165
40170
EDP Shank Diameter
Length of CutDiameter
Overall Length
1/8
5/32
3/16
1/4
5/16
3/8
1/2
5/8
3/4
1
1/8
3/16
3/16
1/4
5/16
3/8
1/2
5/8
3/4
1
1/8
7/16
7/16
1/2
13/16
7/8
1
1 1/4
1 1/2
1 1/2
1 1/2
2
2
2 1/2
2 1/2
2 1/2
3
3 1/2
4
4
Variable Helix-Variable Index Carbide Endmill with TialN+AlTiCR (Dual Coating for Hi-temp Alloys). Used for Titanium and High Tensile Alloys
Overall Length
4
4
4
4
5
4
6
4 1/2
6
7
Cutting
1 per tube
1 per tube
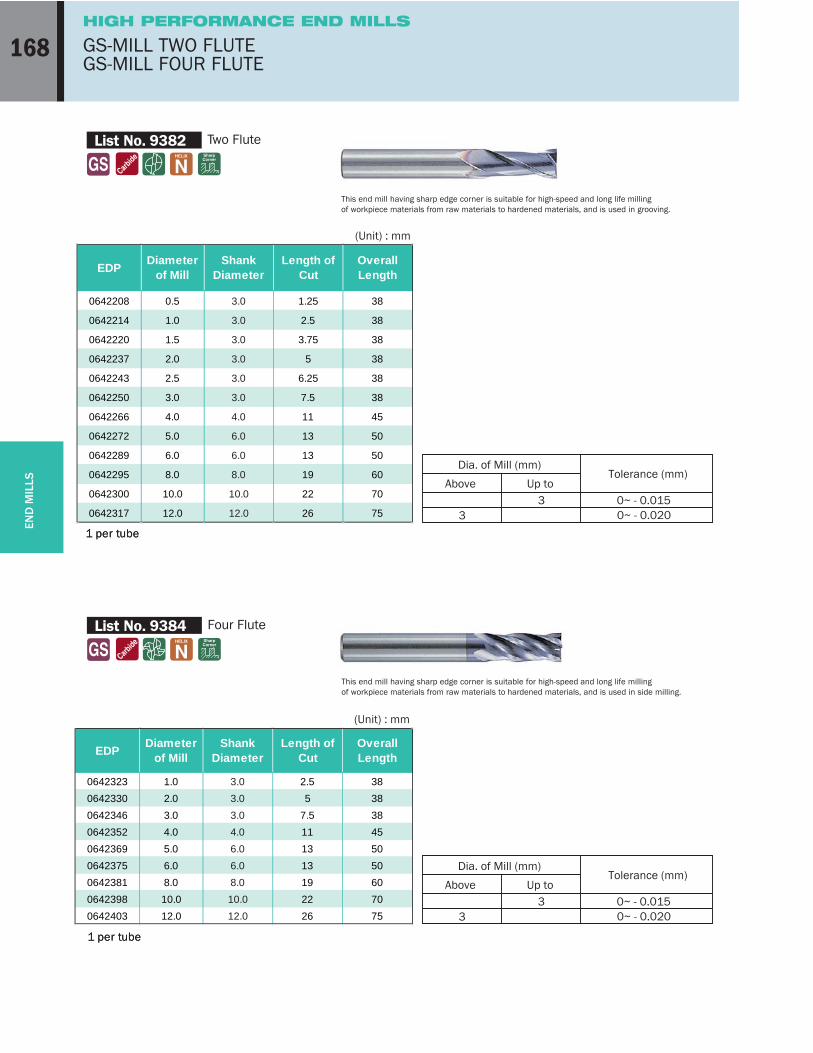
1 GS-MILL TWO FLUTEGS-MILL FOUR FLUTE
HIGH PERFORMANCE END MILLS
List No. 9382 Two Flute
This end mill having sharp edge corner is suitable for high-speed and long life milling of workpiece materials from raw materials to hardened materials, and is used in grooving.
33 0~ - 0.015
0~ - 0.020
Dia. of Mill (mm)
Above Up to
(Unit) : mm
Tolerance (mm)
ebut rep 1 ebut rep 1
List No. 9384 Four Flute
This end mill having sharp edge corner is suitable for high-speed and long life milling of workpiece materials from raw materials to hardened materials, and is used in side milling.
(Unit) : mm
ebut rep 1 ebut rep 1
0642208 0.5 3.0 1.25 38
0642214 1.0 3.0 2.5 38
0642220 1.5 3.0 3.75 38
0642237 2.0 3.0 5 38
0642243 2.5 3.0 6.25 38
0642250 3.0 3.0 7.5 38
0642266 4.0 4.0 11 45
0642272 5.0 6.0 13 50
0642289 6.0 6.0 13 50
0642295 8.0 8.0 19 60
0642300 10.0 10.0 22 70
0642317 12.0 12.0 26 75
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
33 0~ - 0.015
0~ - 0.020
Dia. of Mill (mm)
Above Up toTolerance (mm)
0642323 1.0 3.0 2.5 380642330 2.0 3.0 5 380642346 3.0 3.0 7.5 380642352 4.0 4.0 11 450642369 5.0 6.0 13 500642375 6.0 6.0 13 500642381 8.0 8.0 19 600642398 10.0 10.0 22 700642403 12.0 12.0 26 75
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
1
END
MIL
LS
GS-MILL BALLMOLD MEISTER BALL
0~ — 0.03 ±0.01
Tolerance (mm)
Dia. of Mill Ball Radius
(Unit) : mm
1 per tube1 per tube
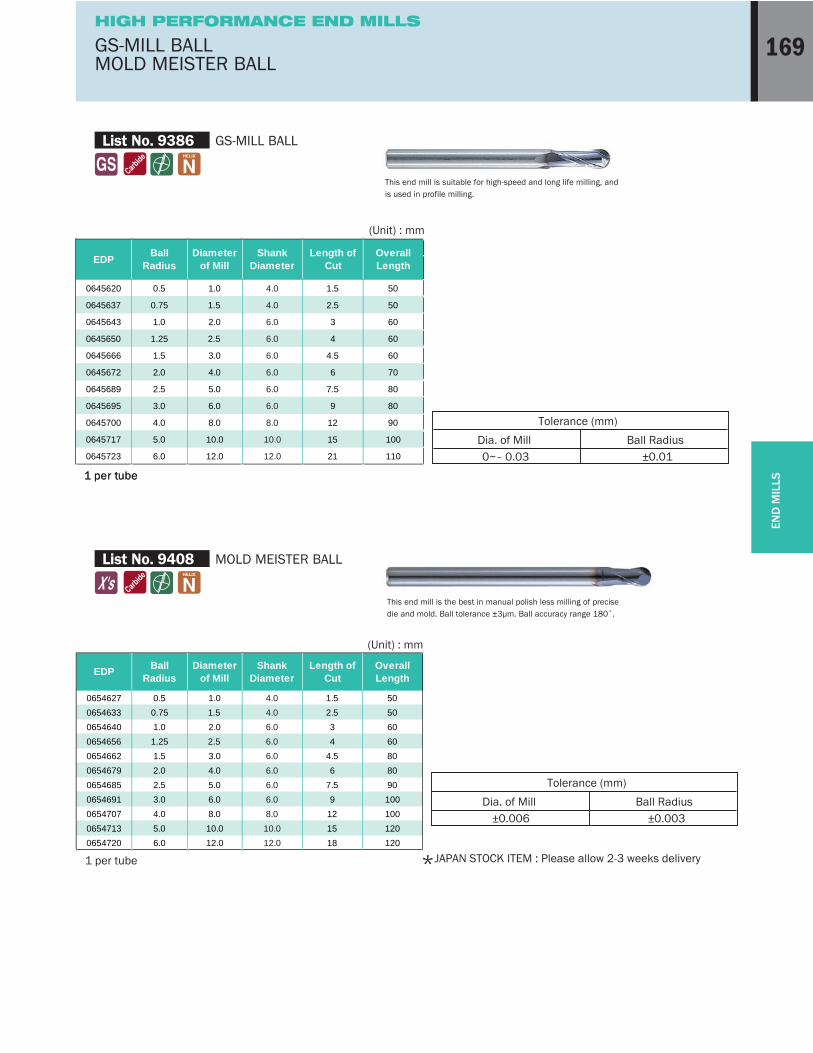
List No. 9386
This end mill is suitable for high-speed and long life milling, andis used in profile milling.
GS-MILL BALL
(Unit) : mm
1 per tube *JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
±0.006 ±0.003
Tolerance (mm)
Dia. of Mill Ball Radius
List No. 9408
This end mill is the best in manual polish less milling of precisedie and mold. Ball tolerance ±3μm. Ball accuracy range
MOLD MEISTER BALL
0645620 0.5 1.0 4.0 1.5 50
0645637 0.75 1.5 4.0 2.5 50
0645643 1.0 2.0 6.0 3 60
0645650 1.25 2.5 6.0 4 60
0645666 1.5 3.0 6.0 4.5 60
0645672 2.0 4.0 6.0 6 70
0645689 2.5 5.0 6.0 7.5 80
0645695 3.0 6.0 6.0 9 80
0645700 4.0 8.0 8.0 12 90
0645717 5.0 10.0 10.0 15 100
0645723 6.0 12.0 12.0 21 110
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Ball Radius
0654627 0.5 1.0 4.0 1.5 500654633 0.75 1.5 4.0 2.5 500654640 1.0 2.0 6.0 3 600654656 1.25 2.5 6.0 4 600654662 1.5 3.0 6.0 4.5 800654679 2.0 4.0 6.0 6 800654685 2.5 5.0 6.0 7.5 900654691 3.0 6.0 6.0 9 1000654707 4.0 8.0 8.0 12 1000654713 5.0 10.0 10.0 15 1200654720 6.0 12.0 12.0 18 120
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
Ball Radius
1 GS-MILL HARD / METRIC SIZESGS-MILL HARD BALL / METRIC SIZES
END
MIL
LS
(Unit) : mm
1 per tube
*J
33 0~-0.015
0~-0.030
Dia. of Mill (mm)
Above Up toTolerance (mm)
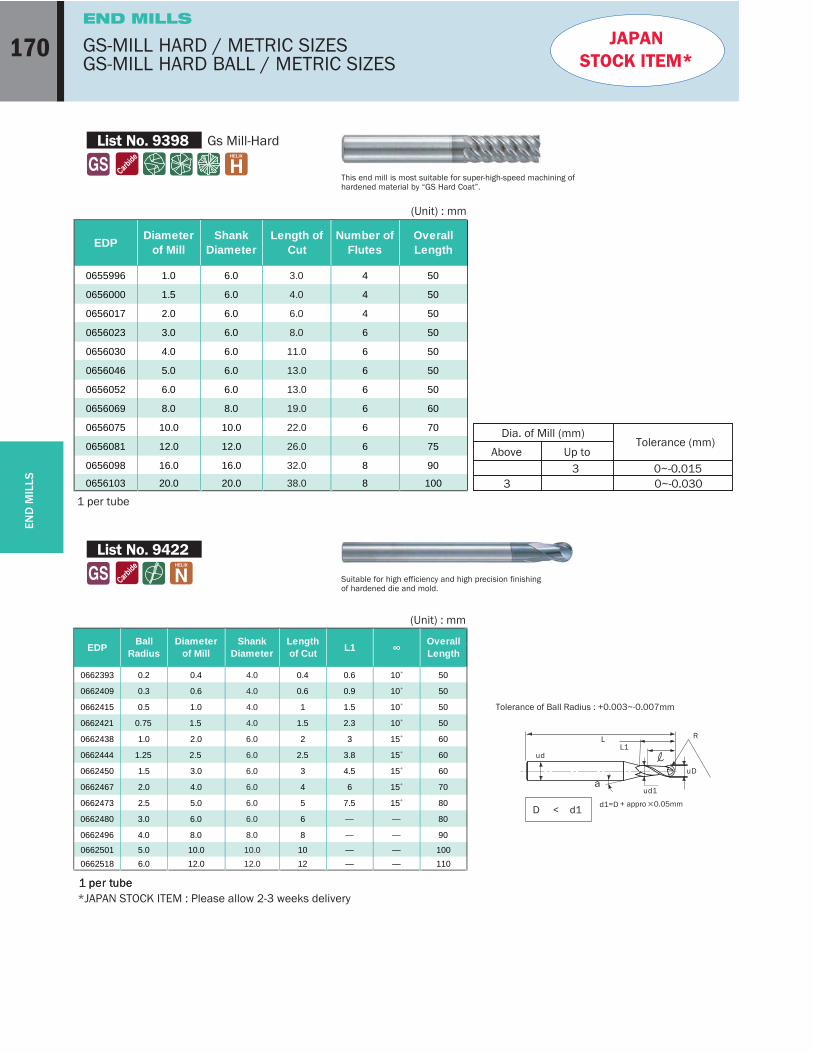
List No. 9398
This end mill is most suitable for super-high-speed machining ofhardened material by “GS Hard Coat”.
Gs Mill-Hard
List No. 9422
Suitable for high efficiency and high precision finishingof hardened die and mold.
(Unit) : mm
Tolerance of Ball Radius : +0.003~-0.007mm
1 per tube1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
ud
LL1
a
R
uD
ud1
D < d1d1=D + appro 0.05mm
JAPANSTOCK ITEM*
0655996 1.0 6.0 3.0 4 50
0656000 1.5 6.0 4.0 4 50
0656017 2.0 6.0 6.0 4 50
0656023 3.0 6.0 8.0 6 50
0656030 4.0 6.0 11.0 6 50
0656046 5.0 6.0 13.0 6 50
0656052 6.0 6.0 13.0 6 50
0656069 8.0 8.0 19.0 6 60
0656075 10.0 10.0 22.0 6 70
0656081 12.0 12.0 26.0 6 75
0656098 16.0 16.0 32.0 8 90
0656103 20.0 20.0 38.0 8 100
EDP Length of Cut
Number of Flutes
Shank Diameter
Overall Length
Diameter of Mill
0662393 0.2 0.4 4.0 0.4 0.6 10 50
0662409 0.3 0.6 4.0 0.6 0.9 10 50
0662415 0.5 1.0 4.0 1 1.5 10 50
0662421 0.75 1.5 4.0 1.5 2.3 10 50
0662438 1.0 2.0 6.0 2 3 15 60
0662444 1.25 2.5 6.0 2.5 3.8 15 60
0662450 1.5 3.0 6.0 3 4.5 15 60
0662467 2.0 4.0 6.0 4 6 15 70
0662473 2.5 5.0 6.0 5 7.5 15 80
0662480 3.0 6.0 6.0 6 — — 80
0662496 4.0 8.0 8.0 8 — — 90
0662501 5.0 10.0 10.0 10 — — 1000662518 6.0 12.0 12.0 12 — — 110
Overall LengthL1EDP Ball
RadiusDiameter
of MillShank
DiameterLength of Cut
1GEO-MILL HARD / INCH SIZESGEO-MILL HARD BALL / INCH SIZES
END MILLS
1/4"3/8"1/2"5/8"3/4"
5/8"1"
1-1/8"1-1/2"1-3/4"
2-1/2"3"
3-1/2"4"
4-1/4"
Dia. of Mill
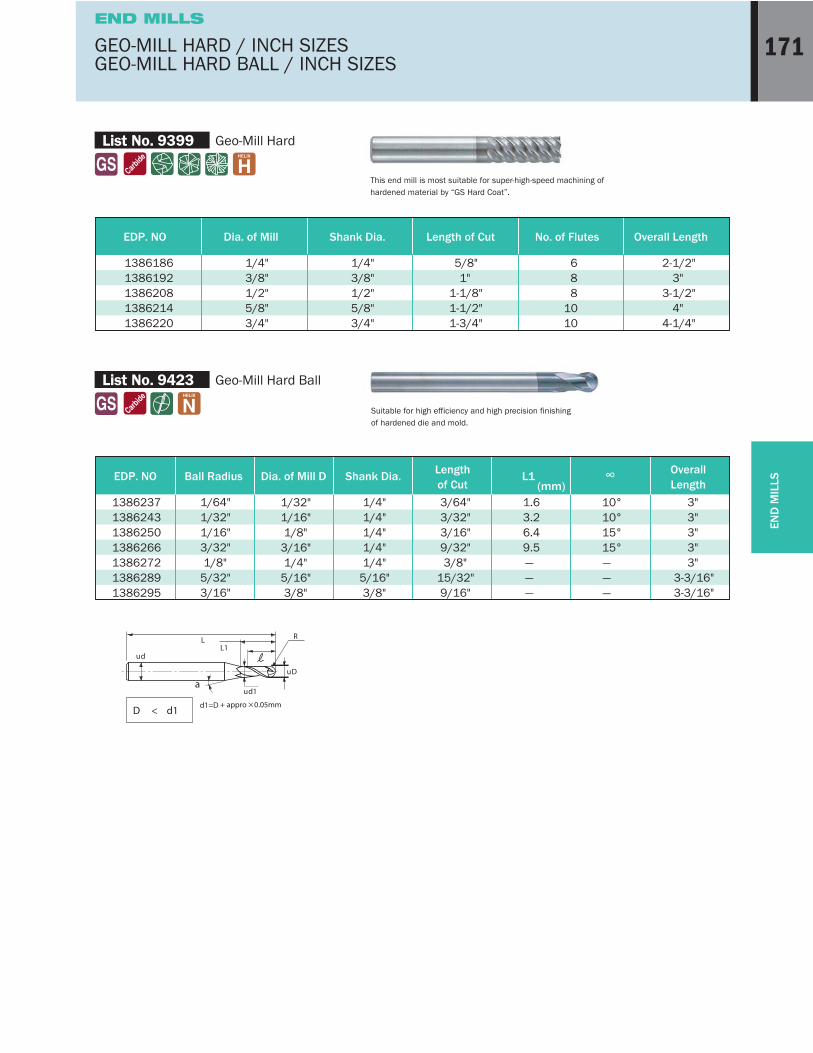
13861861386192138620813862141386220
EDP. NO Length of Cut
1/4"3/8"1/2"5/8"3/4"
Shank Dia. Overall Length
688
1010
No. of Flutes
List No. 9399
This end mill is most suitable for super-high-speed machining ofhardened material by “GS Hard Coat”.
Geo-Mill Hard
Geo-Mill Hard BallList No. 9423
Suitable for high efficiency and high precision finishing of hardened die and mold.
1/64"1/32"1/16"3/32"1/8"
5/32"3/16"
1/4"1/4"1/4"1/4"1/4"
5/16"3/8"
1.63.26.49.5———
Ball Radius
1386237138624313862501386266138627213862891386295
EDP. NO Shank Dia.
1/32"1/16"1/8"
3/16"1/4"
5/16"3/8"
Dia. of Mill D L1
10°10°15°15°———
3"3"3"3"3"
3-3/16"3-3/16"
OverallLength
3/64"3/32"3/16"9/32"3/8"
15/32"9/16"
Lengthof Cut (mm)
ud
LL1
a
R
uD
ud1
D < d1d1=D + appro 0.05mm
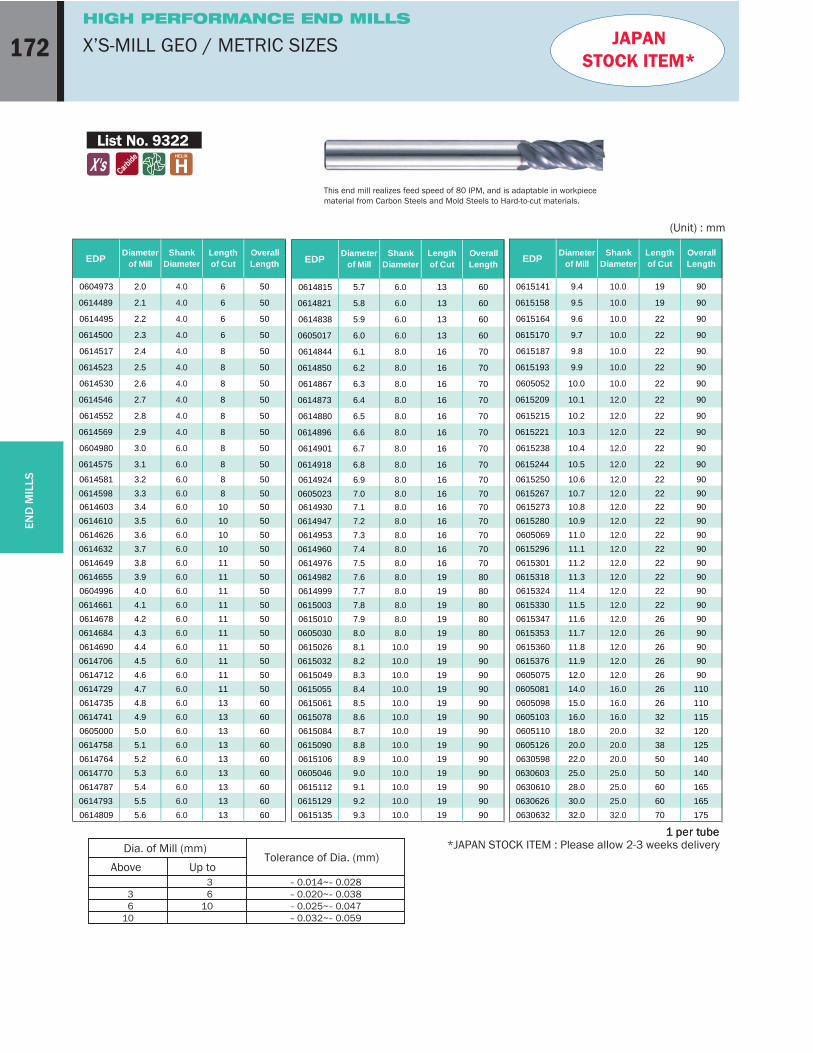
1 X’S-MILL GEO / METRIC SIZESHIGH PERFORMANCE END MILLS
List No. 9322
This end mill realizes feed speed of 80 IPM, and is adaptable in workpiecematerial from Carbon Steels and Mold Steels to Hard-to-cut materials.
(Unit) : mm
36
10
36
10
— 0.014~ — 0.028— 0.020~ — 0.038— 0.025~ — 0.047— 0.032~ — 0.059
Dia. of Mill (mm)
Above Up toTolerance of Dia. (mm)
ebut rep 1 ebut rep 1*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
JAPANSTOCK ITEM*
0604973 2.0 4.0 6 50
0614489 2.1 4.0 6 50
0614495 2.2 4.0 6 50
0614500 2.3 4.0 6 50
0614517 2.4 4.0 8 50
0614523 2.5 4.0 8 50
0614530 2.6 4.0 8 50
0614546 2.7 4.0 8 50
0614552 2.8 4.0 8 50
0614569 2.9 4.0 8 50
0604980 3.0 6.0 8 50
0614575 3.1 6.0 8 50
0614581 3.2 6.0 8 500614598 3.3 6.0 8 500614603 3.4 6.0 10 500614610 3.5 6.0 10 500614626 3.6 6.0 10 500614632 3.7 6.0 10 500614649 3.8 6.0 11 500614655 3.9 6.0 11 500604996 4.0 6.0 11 500614661 4.1 6.0 11 500614678 4.2 6.0 11 500614684 4.3 6.0 11 500614690 4.4 6.0 11 500614706 4.5 6.0 11 500614712 4.6 6.0 11 500614729 4.7 6.0 11 500614735 4.8 6.0 13 600614741 4.9 6.0 13 600605000 5.0 6.0 13 600614758 5.1 6.0 13 600614764 5.2 6.0 13 600614770 5.3 6.0 13 600614787 5.4 6.0 13 600614793 5.5 6.0 13 600614809 5.6 6.0 13 60
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
0614815 5.7 6.0 13 60
0614821 5.8 6.0 13 60
0614838 5.9 6.0 13 60
0605017 6.0 6.0 13 60
0614844 6.1 8.0 16 70
0614850 6.2 8.0 16 70
0614867 6.3 8.0 16 70
0614873 6.4 8.0 16 70
0614880 6.5 8.0 16 70
0614896 6.6 8.0 16 70
0614901 6.7 8.0 16 70
0614918 6.8 8.0 16 70
0614924 6.9 8.0 16 700605023 7.0 8.0 16 700614930 7.1 8.0 16 700614947 7.2 8.0 16 700614953 7.3 8.0 16 700614960 7.4 8.0 16 700614976 7.5 8.0 16 700614982 7.6 8.0 19 800614999 7.7 8.0 19 800615003 7.8 8.0 19 800615010 7.9 8.0 19 800605030 8.0 8.0 19 800615026 8.1 10.0 19 900615032 8.2 10.0 19 900615049 8.3 10.0 19 900615055 8.4 10.0 19 900615061 8.5 10.0 19 900615078 8.6 10.0 19 900615084 8.7 10.0 19 900615090 8.8 10.0 19 900615106 8.9 10.0 19 900605046 9.0 10.0 19 900615112 9.1 10.0 19 900615129 9.2 10.0 19 900615135 9.3 10.0 19 90
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
0615141 9.4 10.0 19 90
0615158 9.5 10.0 19 90
0615164 9.6 10.0 22 90
0615170 9.7 10.0 22 90
0615187 9.8 10.0 22 90
0615193 9.9 10.0 22 90
0605052 10.0 10.0 22 90
0615209 10.1 12.0 22 90
0615215 10.2 12.0 22 90
0615221 10.3 12.0 22 90
0615238 10.4 12.0 22 90
0615244 10.5 12.0 22 90
0615250 10.6 12.0 22 900615267 10.7 12.0 22 900615273 10.8 12.0 22 900615280 10.9 12.0 22 900605069 11.0 12.0 22 900615296 11.1 12.0 22 900615301 11.2 12.0 22 900615318 11.3 12.0 22 900615324 11.4 12.0 22 900615330 11.5 12.0 22 900615347 11.6 12.0 26 900615353 11.7 12.0 26 900615360 11.8 12.0 26 900615376 11.9 12.0 26 900605075 12.0 12.0 26 900605081 14.0 16.0 26 1100605098 15.0 16.0 26 1100605103 16.0 16.0 32 1150605110 18.0 20.0 32 1200605126 20.0 20.0 38 1250630598 22.0 20.0 50 1400630603 25.0 25.0 50 1400630610 28.0 25.0 60 1650630626 30.0 25.0 60 1650630632 32.0 32.0 70 175
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
1
END
MIL
LS
X’S-MILL GEO / INCH SIZES
1 per tube1 per tube
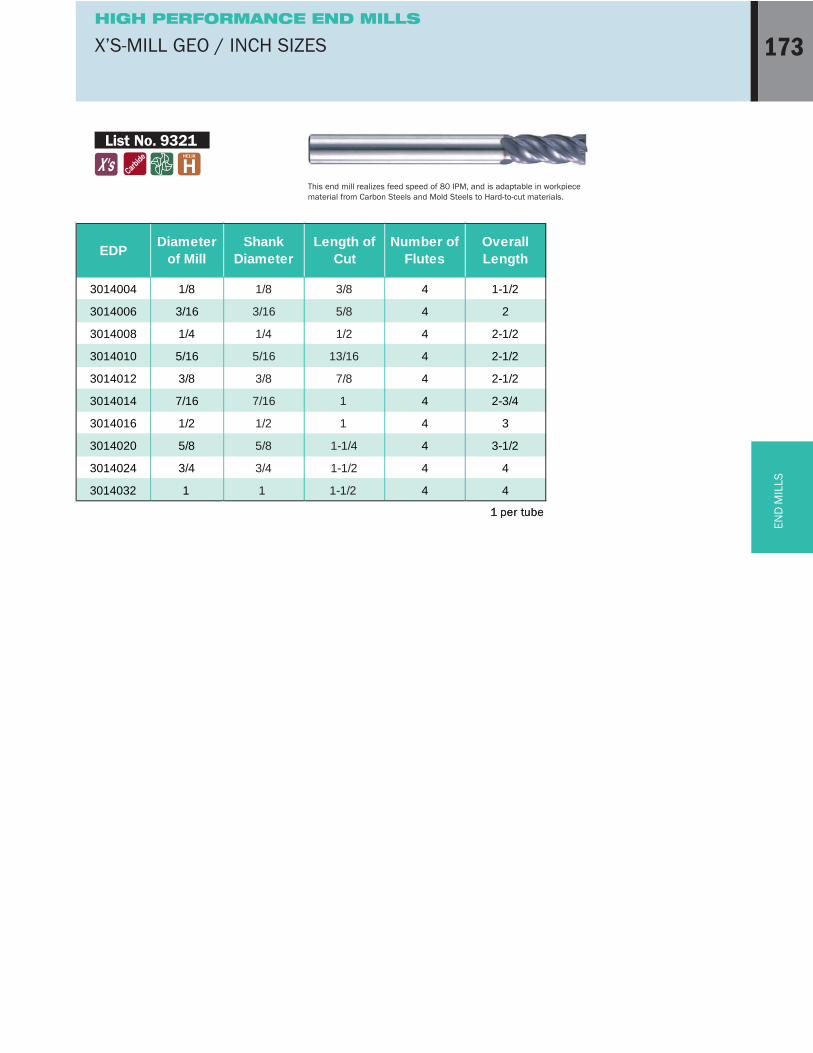
List No. 9321
This end mill realizes feed speed of 80 IPM, and is adaptable in workpiecematerial from Carbon Steels and Mold Steels to Hard-to-cut materials.
3014004 1/8 1/8 3/8 4 1-1/2
3014006 3/16 3/16 5/8 4 2
3014008 1/4 1/4 1/2 4 2-1/2
3014010 5/16 5/16 13/16 4 2-1/2
3014012 3/8 3/8 7/8 4 2-1/2
3014014 7/16 7/16 1 4 2-3/4
3014016 1/2 1/2 1 4 3
3014020 5/8 5/8 1-1/4 4 3-1/2
3014024 3/4 3/4 1-1/2 4 4
3014032 1 1 1-1/2 4 4
EDP Shank Diameter
Number of Flutes
Diameter of Mill
Overall Length
Length of Cut
1 X’S-MILL GEO RADIUSHIGH PERFORMANCE END MILLS
(Unit) : mm
36
10
36
10+0.02~ — 0.01
Dia. of Mill (mm)
Above Up to— 0.014~ — 0.028— 0.020~ — 0.038— 0.025~ — 0.047— 0.032~ — 0.059
Dia. of Mill Corner Radius
Tolerance (mm)
ebut rep 1 ebut rep 1
* JAPAN STOCK ITEM:Please allow 2-3 weeks delivery
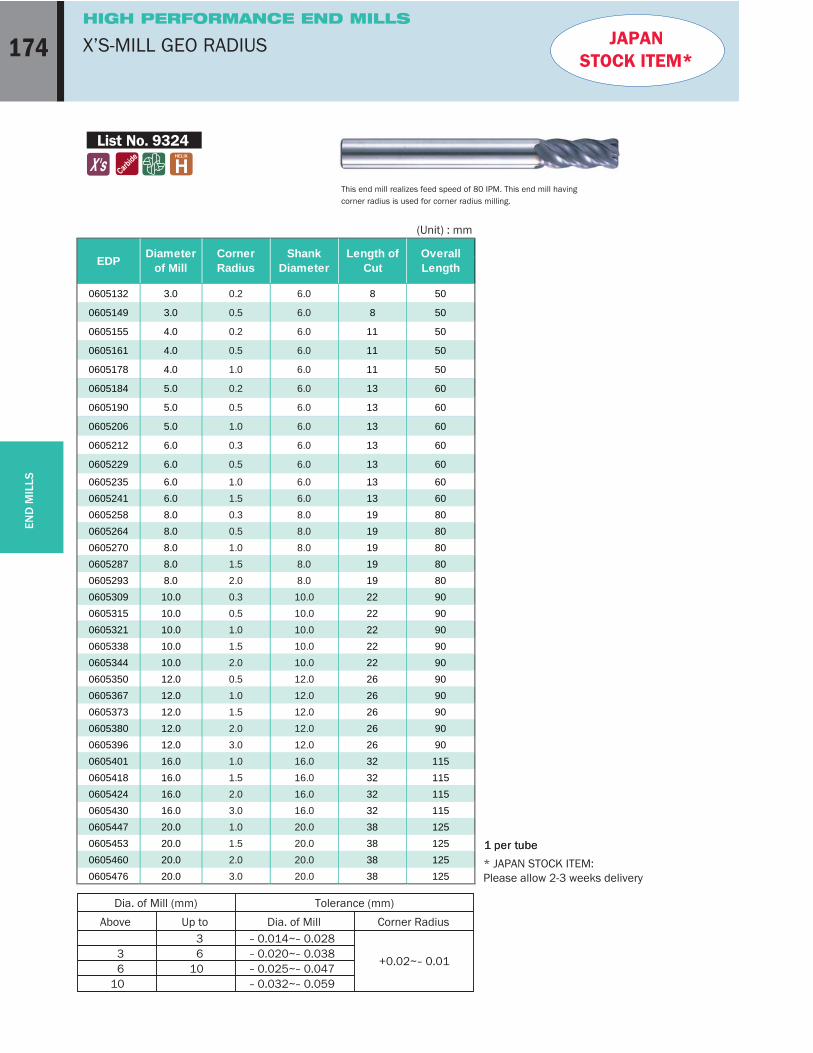
List No. 9324
This end mill realizes feed speed of 80 IPM. This end mill havingcorner radius is used for corner radius milling.
JAPANSTOCK ITEM*
0605132 3.0 0.2 6.0 8 50
0605149 3.0 0.5 6.0 8 50
0605155 4.0 0.2 6.0 11 50
0605161 4.0 0.5 6.0 11 50
0605178 4.0 1.0 6.0 11 50
0605184 5.0 0.2 6.0 13 60
0605190 5.0 0.5 6.0 13 60
0605206 5.0 1.0 6.0 13 60
0605212 6.0 0.3 6.0 13 60
0605229 6.0 0.5 6.0 13 60
0605235 6.0 1.0 6.0 13 600605241 6.0 1.5 6.0 13 600605258 8.0 0.3 8.0 19 800605264 8.0 0.5 8.0 19 800605270 8.0 1.0 8.0 19 800605287 8.0 1.5 8.0 19 800605293 8.0 2.0 8.0 19 800605309 10.0 0.3 10.0 22 900605315 10.0 0.5 10.0 22 900605321 10.0 1.0 10.0 22 900605338 10.0 1.5 10.0 22 900605344 10.0 2.0 10.0 22 900605350 12.0 0.5 12.0 26 900605367 12.0 1.0 12.0 26 900605373 12.0 1.5 12.0 26 900605380 12.0 2.0 12.0 26 900605396 12.0 3.0 12.0 26 900605401 16.0 1.0 16.0 32 1150605418 16.0 1.5 16.0 32 1150605424 16.0 2.0 16.0 32 1150605430 16.0 3.0 16.0 32 1150605447 20.0 1.0 20.0 38 1250605453 20.0 1.5 20.0 38 1250605460 20.0 2.0 20.0 38 1250605476 20.0 3.0 20.0 38 125
EDP Corner Radius
Length of Cut
Diameter of Mill
Overall Length
Shank Diameter
1X’S-MILL GEO SLOTHIGH PERFORMANCE END MILLS
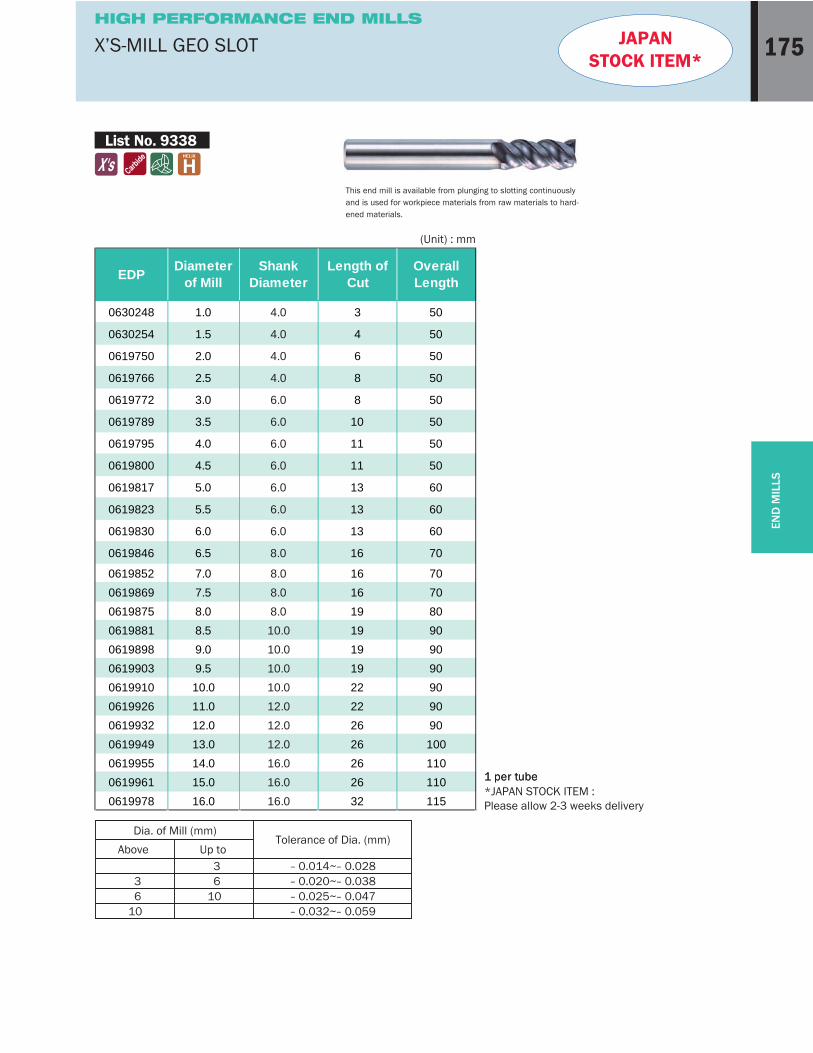
List No. 9338
This end mill is available from plunging to slotting continuouslyand is used for workpiece materials from raw materials to hard-ened materials.
3 610
3 610
— 0.014~ — 0.028— 0.020~ — 0.038— 0.025~ — 0.047— 0.032~ — 0.059
Dia. of Mill (mm)
Above Up to
(Unit) : mm
Tolerance of Dia. (mm)
ebut rep 1 ebut rep 1*JAPAN STOCK ITEM :Please allow 2-3 weeks delivery
JAPANSTOCK ITEM*
0630248 1.0 4.0 3 50
0630254 1.5 4.0 4 50
0619750 2.0 4.0 6 50
0619766 2.5 4.0 8 50
0619772 3.0 6.0 8 50
0619789 3.5 6.0 10 50
0619795 4.0 6.0 11 50
0619800 4.5 6.0 11 50
0619817 5.0 6.0 13 60
0619823 5.5 6.0 13 60
0619830 6.0 6.0 13 60
0619846 6.5 8.0 16 70
0619852 7.0 8.0 16 700619869 7.5 8.0 16 700619875 8.0 8.0 19 800619881 8.5 10.0 19 900619898 9.0 10.0 19 900619903 9.5 10.0 19 900619910 10.0 10.0 22 900619926 11.0 12.0 22 900619932 12.0 12.0 26 900619949 13.0 12.0 26 1000619955 14.0 16.0 26 1100619961 15.0 16.0 26 1100619978 16.0 16.0 32 115
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
X’S-MILL GEO KV TWO FLUTES X’S-MILL GEO KV FOUR FLUTES
END
MIL
LS
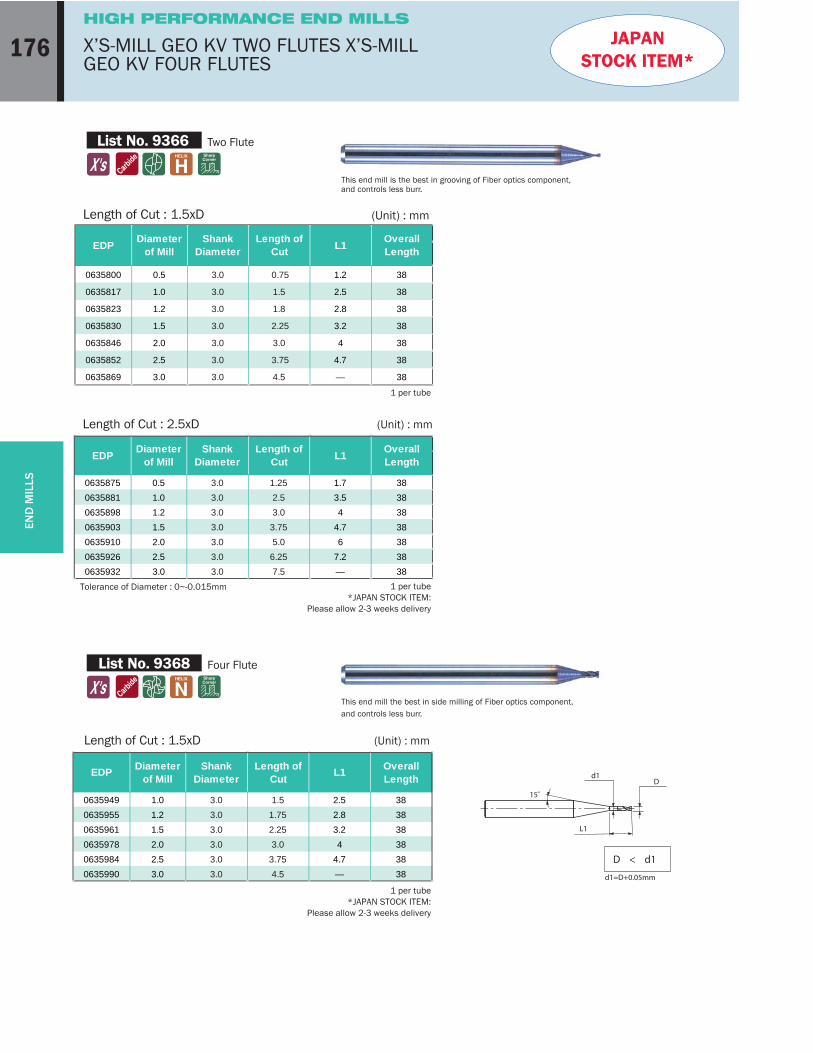
List No. 9366 Two Flute
This end mill is the best in grooving of Fiber optics component,and controls less burr.
(Unit) : mm
(Unit) : mm
Tolerance of Diameter : 0~-0.015mm 1 per tube*JAPAN STOCK ITEM:
Please allow 2-3 weeks delivery
List No. 9368 Four Flute
This end mill the best in side milling of Fiber optics component,and controls less burr.
(Unit) : mm
1 per tube*JAPAN STOCK ITEM:
Please allow 2-3 weeks delivery
L1
d1
15˚
D
D < d1
d1=D+0.05mm
Length of Cut : 2.5xD
Length of Cut : 1.5xD
Length of Cut : 1.5xD
JAPANSTOCK ITEM*
0635800 0.5 3.0 0.75 1.2 38
0635817 1.0 3.0 1.5 2.5 38
0635823 1.2 3.0 1.8 2.8 38
0635830 1.5 3.0 2.25 3.2 38
0635846 2.0 3.0 3.0 4 38
0635852 2.5 3.0 3.75 4.7 38
0635869 3.0 3.0 4.5 — 38
EDP Shank Diameter L1Diameter
of MillOverall Length
Length of Cut
0635875 0.5 3.0 1.25 1.7 380635881 1.0 3.0 2.5 3.5 380635898 1.2 3.0 3.0 4 380635903 1.5 3.0 3.75 4.7 380635910 2.0 3.0 5.0 6 380635926 2.5 3.0 6.25 7.2 380635932 3.0 3.0 7.5 — 38
EDP Diameter of Mill
Shank Diameter L1 Overall
LengthLength of
Cut
1 per tube
0635949 1.0 3.0 1.5 2.5 380635955 1.2 3.0 1.75 2.8 380635961 1.5 3.0 2.25 3.2 380635978 2.0 3.0 3.0 4 380635984 2.5 3.0 3.75 4.7 380635990 3.0 3.0 4.5 — 38
EDP Diameter of Mill
Shank Diameter L1 Overall
LengthLength of
Cut

END
MIL
LS
HIGH PERFORMANCE END MILLS
X’S-MILL GEO BALL
List No. 9340
This end mill is suitable for high efficiency and high precision fin-ishing of molding dies, and is adaptable in workpiece materialfrom Carbon Steels and Mold Die Steels to hardened materials.
(Unit) : mm
88 ±0.01
Ball Radius (mm)
Above Up to0~ — 0.0300~ — 0.040
Dia. of Mill Ball Radius
Tolerance (mm)
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
JAPANSTOCK ITEM*
X’S-Mill Geo Ball
0621940 0.5 1.0 4.0 1.5 3 10 50
0621957 0.75 1.5 4.0 2.5 4 10 50
0621963 1.0 2.0 6.0 3 5 15 60
0621970 1.25 2.5 6.0 4 6 15 60
0621986 1.5 3.0 6.0 4.5 8 15 80
0621992 2.0 4.0 6.0 6 12 15 80
0622007 2.5 5.0 6.0 7.5 14 15 90
0622013 3.0 6.0 6.0 9 — — 100
0622020 3.5 7.0 8.0 11 20 20 100
0622036 4.0 8.0 8.0 12 — — 100
0622042 4.5 9.0 10.0 14 25 20 120
0622059 5.0 10.0 10.0 15 — — 120
0622065 5.5 11.0 12.0 17 30 20 120
0622071 6.0 12.0 12.0 18 — — 120
0622088 6.5 13.0 16.0 20 35 20 160
0622094 7.0 14.0 16.0 21 38 — 160
0622100 7.5 15.0 16.0 23 40 20 160
0622116 8.0 16.0 16.0 24 — — 160
0622122 9.0 18.0 20.0 27 50 20 180
0622139 10.0 20.0 20.0 30 — — 180
0622145 12.5 25.0 25.0 38 — — 200
0622151 15.0 30.0 32.0 45 80 20 200
Overall LengthL1 Helix
AngleEDP Ball Radius
Diameter of Mill
Shank Diameter
Length of Cut
HIGH PERFORMANCE END MILLS
X’S-MILL GEO MICROBALLEN
D M
ILLS
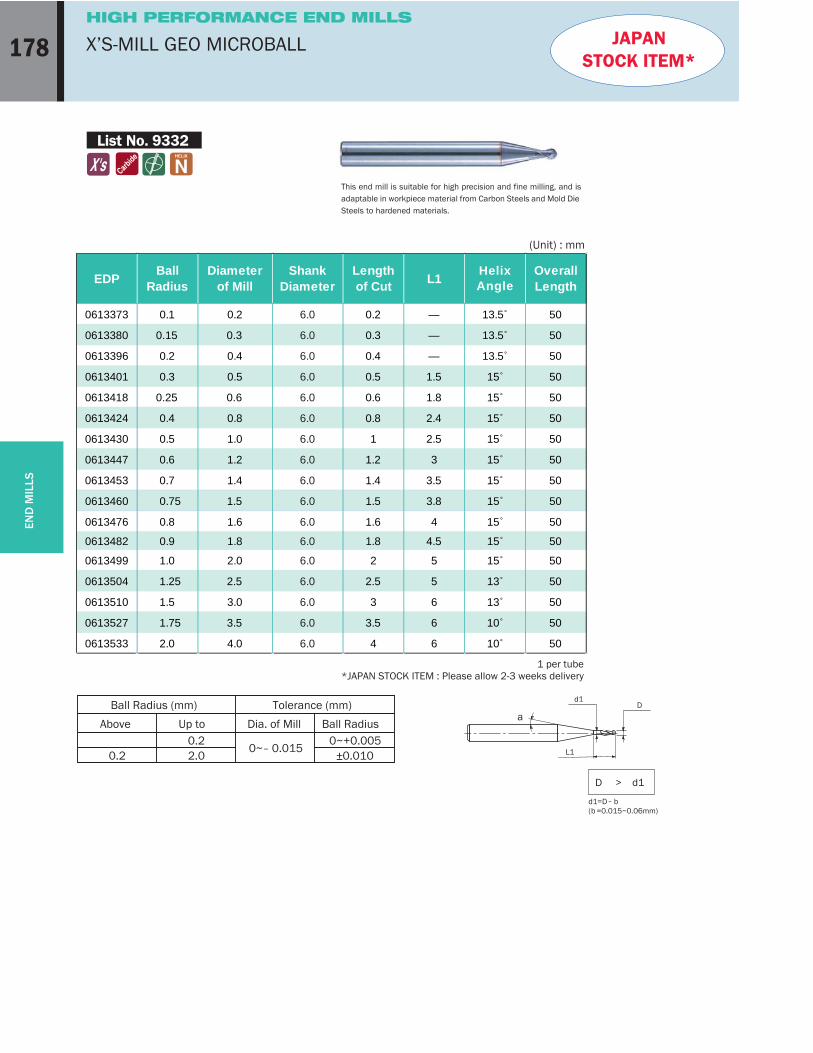
List No. 9332
This end mill is suitable for high precision and fine milling, and isadaptable in workpiece material from Carbon Steels and Mold DieSteels to hardened materials.
(Unit) : mm
0.20.22.0
0~+0.005±0.010
Ball Radius (mm)
Above Up to
0~ — 0.015
Dia. of Mill Ball Radius
Tolerance (mm)
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
L1
d1
aD
D > d1
d1=D — b(b =0.015~0.06mm)
JAPANSTOCK ITEM*
0613373 0.1 0.2 6.0 0.2 — 13.5 50
0613380 0.15 0.3 6.0 0.3 — 13.5 50
0613396 0.2 0.4 6.0 0.4 — 13.5 50
0613401 0.3 0.5 6.0 0.5 1.5 15 50
0613418 0.25 0.6 6.0 0.6 1.8 15 50
0613424 0.4 0.8 6.0 0.8 2.4 15 50
0613430 0.5 1.0 6.0 1 2.5 15 50
0613447 0.6 1.2 6.0 1.2 3 15 50
0613453 0.7 1.4 6.0 1.4 3.5 15 50
0613460 0.75 1.5 6.0 1.5 3.8 15 50
0613476 0.8 1.6 6.0 1.6 4 15 50
0613482 0.9 1.8 6.0 1.8 4.5 15 50
0613499 1.0 2.0 6.0 2 5 15 50
0613504 1.25 2.5 6.0 2.5 5 13 50
0613510 1.5 3.0 6.0 3 6 13 50
0613527 1.75 3.5 6.0 3.5 6 10 50
0613533 2.0 4.0 6.0 4 6 10 50
Overall LengthL1EDP Ball
RadiusDiameter
of MillShank
DiameterLength of Cut
HelixAngle
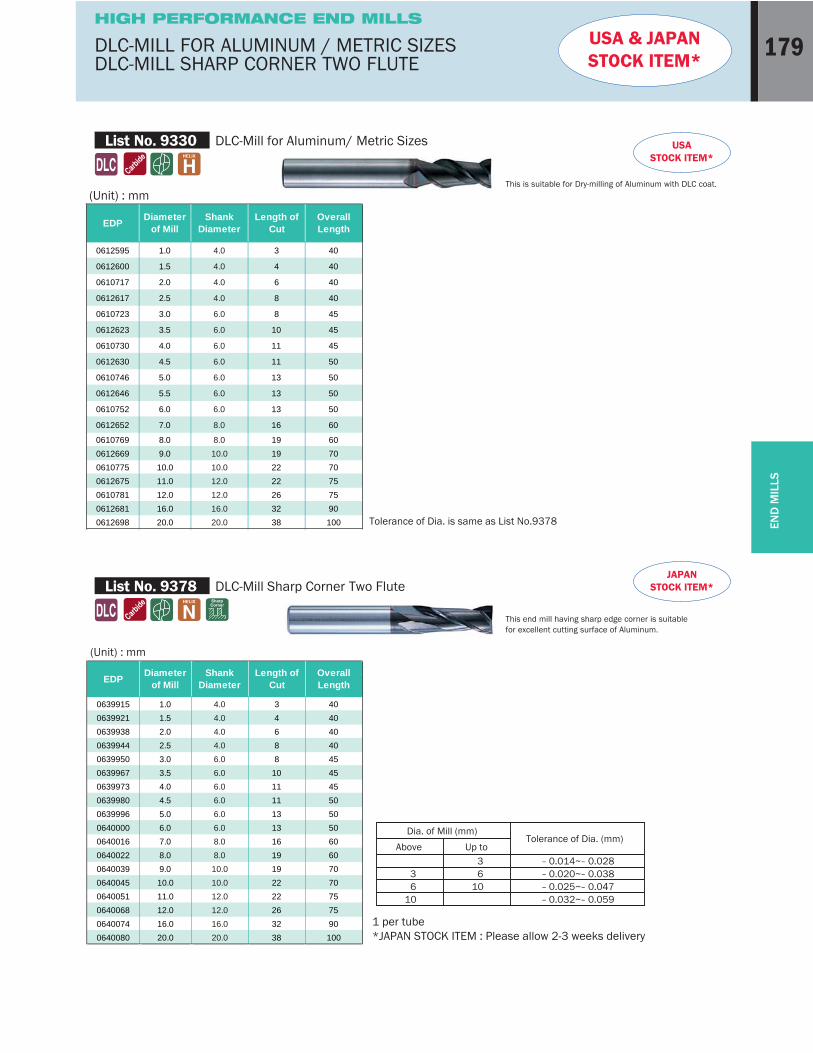
DLC-MILL FOR ALUMINUM / METRIC SIZESDLC-MILL SHARP CORNER TWO FLUTE
HIGH PERFORMANCE END MILLS
List No. 9330
This is suitable for Dry-milling of Aluminum with DLC coat.
(Unit) : mm
Tolerance of Dia. is same as List No.9378
List No. 9378
This end mill having sharp edge corner is suitable for excellent cutting surface of Aluminum.
36
10
36
10
— 0.014~ — 0.028— 0.020~ — 0.038— 0.025~ — 0.047— 0.032~ — 0.059
Dia. of Mill (mm)
Above Up to
(Unit) : mm
Tolerance of Dia. (mm)
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
USA & JAPANSTOCK ITEM*
DLC-Mill for Aluminum/ Metric Sizes
DLC-Mill Sharp Corner Two FluteJAPAN
STOCK ITEM*
USASTOCK ITEM*
0612595 1.0 4.0 3 40
0612600 1.5 4.0 4 40
0610717 2.0 4.0 6 40
0612617 2.5 4.0 8 40
0610723 3.0 6.0 8 45
0612623 3.5 6.0 10 45
0610730 4.0 6.0 11 45
0612630 4.5 6.0 11 50
0610746 5.0 6.0 13 50
0612646 5.5 6.0 13 50
0610752 6.0 6.0 13 50
0612652 7.0 8.0 16 60
0610769 8.0 8.0 19 600612669 9.0 10.0 19 700610775 10.0 10.0 22 700612675 11.0 12.0 22 750610781 12.0 12.0 26 750612681 16.0 16.0 32 900612698 20.0 20.0 38 100
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
0639915 1.0 4.0 3 400639921 1.5 4.0 4 400639938 2.0 4.0 6 400639944 2.5 4.0 8 400639950 3.0 6.0 8 450639967 3.5 6.0 10 450639973 4.0 6.0 11 450639980 4.5 6.0 11 500639996 5.0 6.0 13 500640000 6.0 6.0 13 500640016 7.0 8.0 16 600640022 8.0 8.0 19 600640039 9.0 10.0 19 700640045 10.0 10.0 22 700640051 11.0 12.0 22 750640068 12.0 12.0 26 750640074 16.0 16.0 32 900640080 20.0 20.0 38 100
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
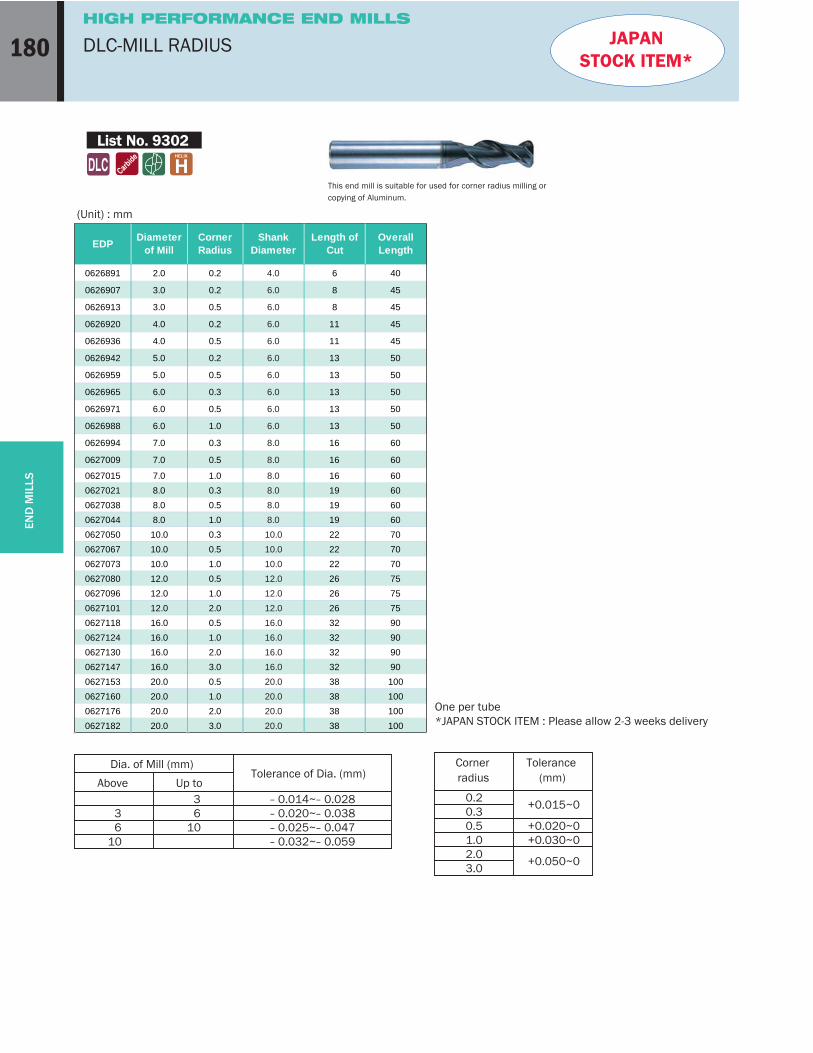
DLC-MILL RADIUSHIGH PERFORMANCE END MILLS
List No. 9302
This end mill is suitable for used for corner radius milling orcopying of Aluminum.
(Unit) : mm
36
10
36
10
— 0.014~ — 0.028— 0.020~ — 0.038— 0.025~ — 0.047— 0.032~ — 0.059
Dia. of Mill (mm)
Above Up toTolerance of Dia. (mm)
0.20.30.51.02.03.0
+0.015~0
+0.020~0+0.030~0
+0.050~0
Cornerradius
Tolerance(mm)
One per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
JAPANSTOCK ITEM*
0626891 2.0 0.2 4.0 6 40
0626907 3.0 0.2 6.0 8 45
0626913 3.0 0.5 6.0 8 45
0626920 4.0 0.2 6.0 11 45
0626936 4.0 0.5 6.0 11 45
0626942 5.0 0.2 6.0 13 50
0626959 5.0 0.5 6.0 13 50
0626965 6.0 0.3 6.0 13 50
0626971 6.0 0.5 6.0 13 50
0626988 6.0 1.0 6.0 13 50
0626994 7.0 0.3 8.0 16 60
0627009 7.0 0.5 8.0 16 60
0627015 7.0 1.0 8.0 16 600627021 8.0 0.3 8.0 19 600627038 8.0 0.5 8.0 19 600627044 8.0 1.0 8.0 19 600627050 10.0 0.3 10.0 22 700627067 10.0 0.5 10.0 22 700627073 10.0 1.0 10.0 22 700627080 12.0 0.5 12.0 26 750627096 12.0 1.0 12.0 26 750627101 12.0 2.0 12.0 26 750627118 16.0 0.5 16.0 32 900627124 16.0 1.0 16.0 32 900627130 16.0 2.0 16.0 32 900627147 16.0 3.0 16.0 32 900627153 20.0 0.5 20.0 38 1000627160 20.0 1.0 20.0 38 1000627176 20.0 2.0 20.0 38 1000627182 20.0 3.0 20.0 38 100
EDP Shank Diameter
Length of Cut
Corner Radius
Overall Length
Diameter of Mill
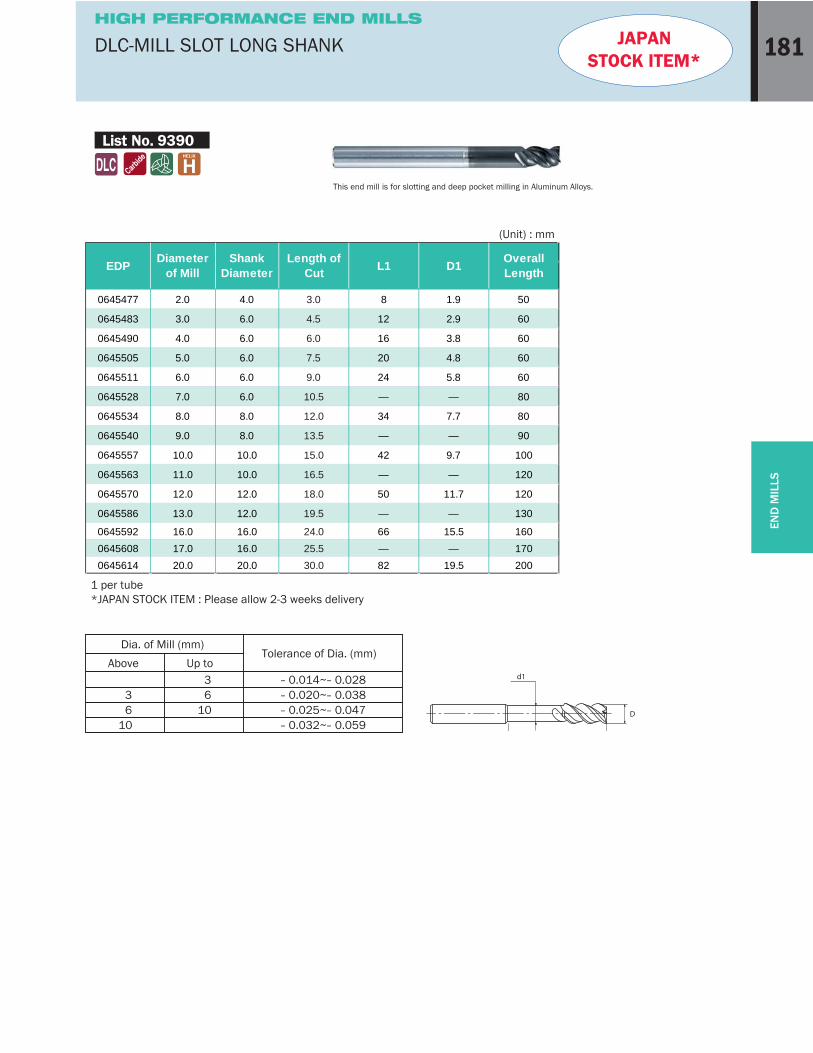
DLC-MILL SLOT LONG SHANKHIGH PERFORMANCE END MILLS
List No. 9390
This end mill is for slotting and deep pocket milling in Aluminum Alloys.
(Unit) : mm
36
10
36
10
— 0.014~ — 0.028— 0.020~ — 0.038— 0.025~ — 0.047— 0.032~ — 0.059
Dia. of Mill (mm)
Above Up toTolerance of Dia. (mm)
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
d1
D
JAPANSTOCK ITEM*
0645477 2.0 4.0 3.0 8 1.9 50
0645483 3.0 6.0 4.5 12 2.9 60
0645490 4.0 6.0 6.0 16 3.8 60
0645505 5.0 6.0 7.5 20 4.8 60
0645511 6.0 6.0 9.0 24 5.8 60
0645528 7.0 6.0 10.5 — — 80
0645534 8.0 8.0 12.0 34 7.7 80
0645540 9.0 8.0 13.5 — — 90
0645557 10.0 10.0 15.0 42 9.7 100
0645563 11.0 10.0 16.5 — — 120
0645570 12.0 12.0 18.0 50 11.7 120
0645586 13.0 12.0 19.5 — — 130
0645592 16.0 16.0 24.0 66 15.5 1600645608 17.0 16.0 25.5 — — 1700645614 20.0 20.0 30.0 82 19.5 200
EDP Length of Cut L1Shank
DiameterOverall Length
Diameter of Mill D1
DLC-MILL BALLHIGH PERFORMANCE END MILLS
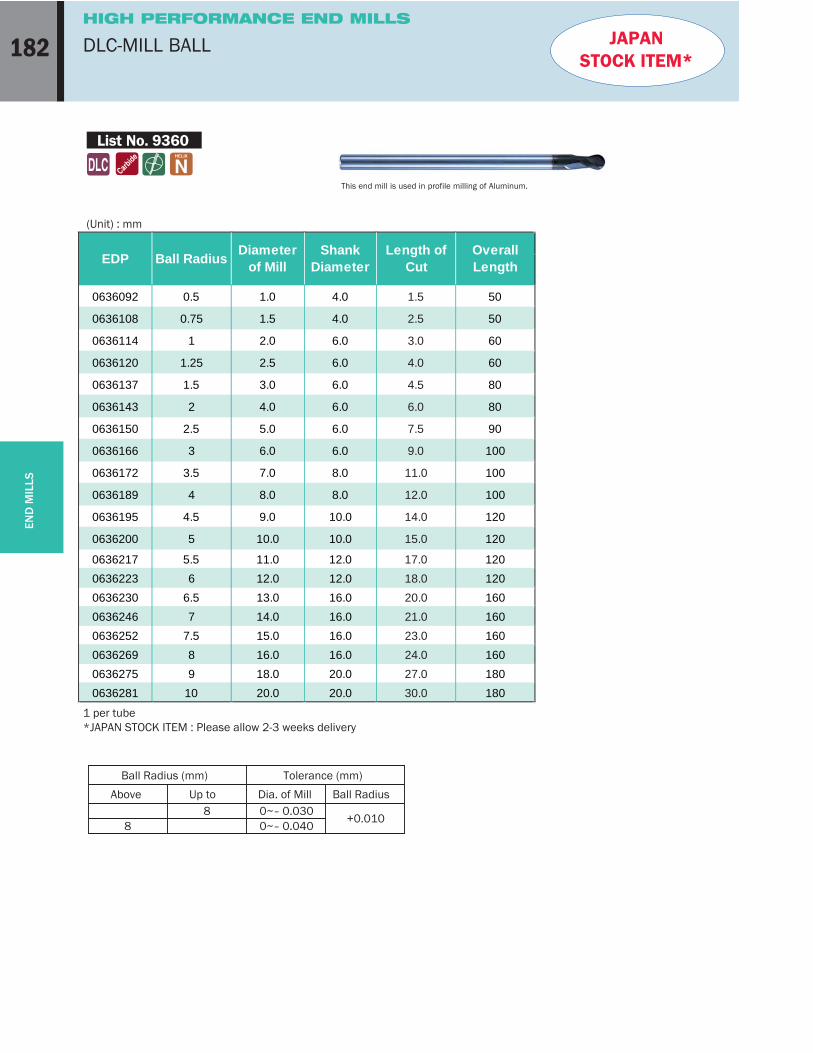
List No. 9360
This end mill is used in profile milling of Aluminum.
(Unit) : mm
88
+0.010
Ball Radius (mm)
Above Up to0~ — 0.0300~ — 0.040
Dia. of Mill Ball Radius
Tolerance (mm)
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
JAPANSTOCK ITEM*
0636092 0.5 1.0 4.0 1.5 50
0636108 0.75 1.5 4.0 2.5 50
0636114 1 2.0 6.0 3.0 60
0636120 1.25 2.5 6.0 4.0 60
0636137 1.5 3.0 6.0 4.5 80
0636143 2 4.0 6.0 6.0 80
0636150 2.5 5.0 6.0 7.5 90
0636166 3 6.0 6.0 9.0 100
0636172 3.5 7.0 8.0 11.0 100
0636189 4 8.0 8.0 12.0 100
0636195 4.5 9.0 10.0 14.0 120
0636200 5 10.0 10.0 15.0 120
0636217 5.5 11.0 12.0 17.0 1200636223 6 12.0 12.0 18.0 1200636230 6.5 13.0 16.0 20.0 1600636246 7 14.0 16.0 21.0 1600636252 7.5 15.0 16.0 23.0 1600636269 8 16.0 16.0 24.0 1600636275 9 18.0 20.0 27.0 1800636281 10 20.0 20.0 30.0 180
EDP Length of CutBall Radius Shank
DiameterOverall Length
Diameter of Mill
This end mill is suitable for grooving of Aluminums.EN
D M
ILLS
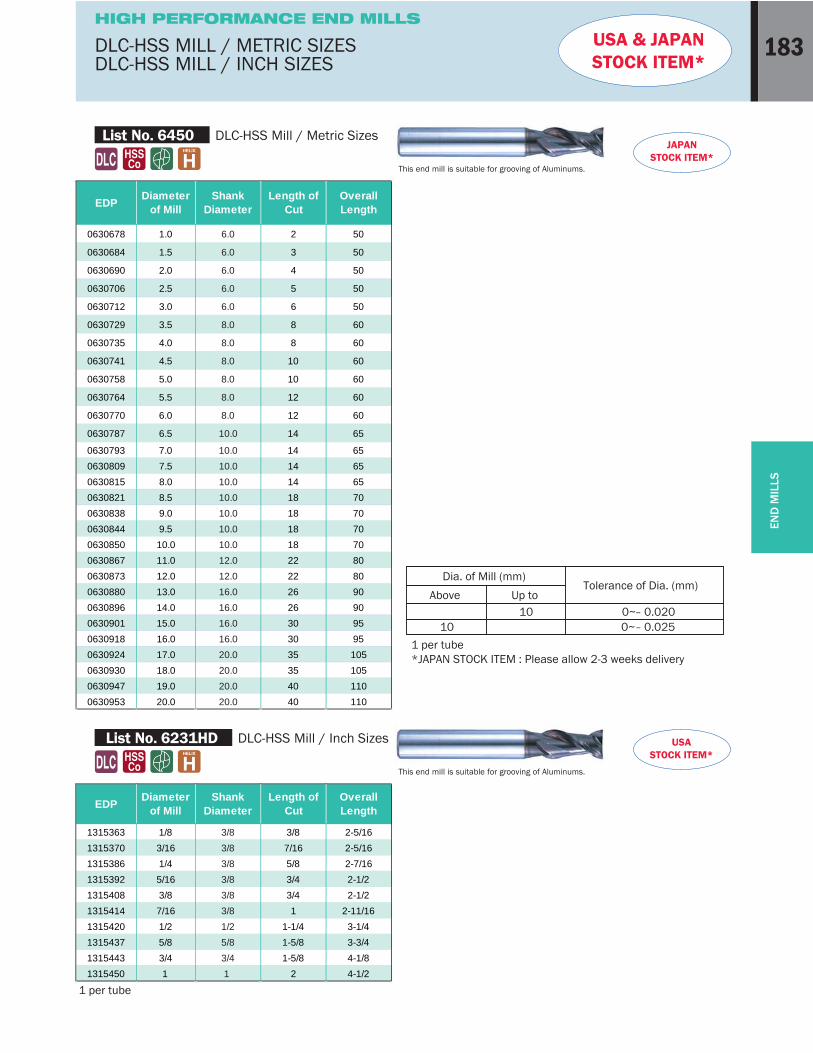
DLC-HSS MILL / METRIC SIZESDLC-HSS MILL / INCH SIZES
List No. 6450
This end mill is suitable for grooving of Aluminums.
1010 0~ — 0.020
0~ — 0.025
Dia. of Mill (mm)
Above Up toTolerance of Dia. (mm)
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
USA & JAPANSTOCK ITEM*
DLC-HSS Mill / Metric Sizes
DLC-HSS Mill / Inch Sizes
JAPANSTOCK ITEM*
USASTOCK ITEM*
List No. 6231HD
1 per tube
0630678 1.0 6.0 2 50
0630684 1.5 6.0 3 50
0630690 2.0 6.0 4 50
0630706 2.5 6.0 5 50
0630712 3.0 6.0 6 50
0630729 3.5 8.0 8 60
0630735 4.0 8.0 8 60
0630741 4.5 8.0 10 60
0630758 5.0 8.0 10 60
0630764 5.5 8.0 12 60
0630770 6.0 8.0 12 60
0630787 6.5 10.0 14 65
0630793 7.0 10.0 14 650630809 7.5 10.0 14 650630815 8.0 10.0 14 650630821 8.5 10.0 18 700630838 9.0 10.0 18 700630844 9.5 10.0 18 700630850 10.0 10.0 18 700630867 11.0 12.0 22 800630873 12.0 12.0 22 800630880 13.0 16.0 26 900630896 14.0 16.0 26 900630901 15.0 16.0 30 950630918 16.0 16.0 30 950630924 17.0 20.0 35 1050630930 18.0 20.0 35 1050630947 19.0 20.0 40 1100630953 20.0 20.0 40 110
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
1315363 1/8 3/8 3/8 2-5/161315370 3/16 3/8 7/16 2-5/161315386 1/4 3/8 5/8 2-7/161315392 5/16 3/8 3/4 2-1/21315408 3/8 3/8 3/4 2-1/21315414 7/16 3/8 1 2-11/161315420 1/2 1/2 1-1/4 3-1/41315437 5/8 5/8 1-5/8 3-3/41315443 3/4 3/4 1-5/8 4-1/81315450 1 1 2 4-1/2
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
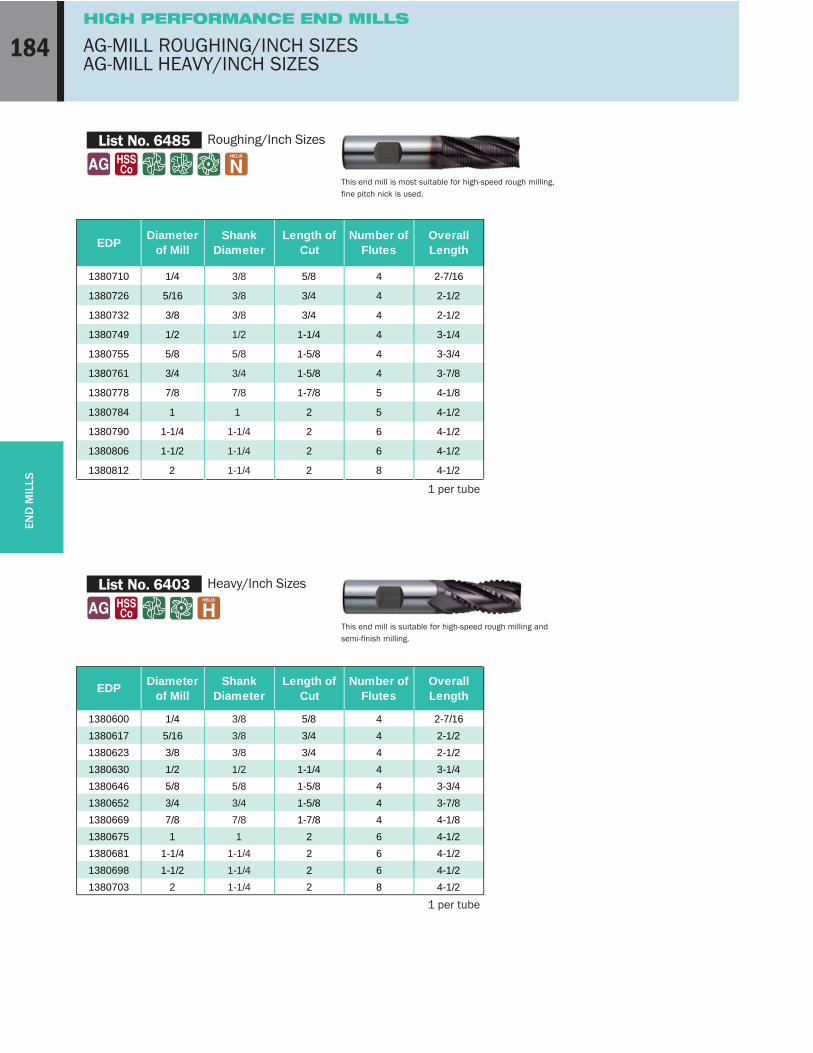
AG-MILL ROUGHING/INCH SIZESAG-MILL HEAVY/INCH SIZES
END
MIL
LS
List No. 6485
This end mill is most suitable for high-speed rough milling, fine pitch nick is used.
1 per tube
Roughing/Inch Sizes
List No. 6403
This end mill is suitable for high-speed rough milling and semi-finish milling.
1 per tube
Heavy/Inch Sizes
1380710 1/4 3/8 5/8 4 2-7/16
1380726 5/16 3/8 3/4 4 2-1/2
1380732 3/8 3/8 3/4 4 2-1/2
1380749 1/2 1/2 1-1/4 4 3-1/4
1380755 5/8 5/8 1-5/8 4 3-3/4
1380761 3/4 3/4 1-5/8 4 3-7/8
1380778 7/8 7/8 1-7/8 5 4-1/8
1380784 1 1 2 5 4-1/2
1380790 1-1/4 1-1/4 2 6 4-1/2
1380806 1-1/2 1-1/4 2 6 4-1/2
1380812 2 1-1/4 2 8 4-1/2
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of Flutes
1380600 1/4 3/8 5/8 4 2-7/161380617 5/16 3/8 3/4 4 2-1/21380623 3/8 3/8 3/4 4 2-1/21380630 1/2 1/2 1-1/4 4 3-1/41380646 5/8 5/8 1-5/8 4 3-3/41380652 3/4 3/4 1-5/8 4 3-7/81380669 7/8 7/8 1-7/8 4 4-1/81380675 1 1 2 6 4-1/21380681 1-1/4 1-1/4 2 6 4-1/21380698 1-1/2 1-1/4 2 6 4-1/21380703 2 1-1/4 2 8 4-1/2
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
Number of Flutes
END
MIL
LS
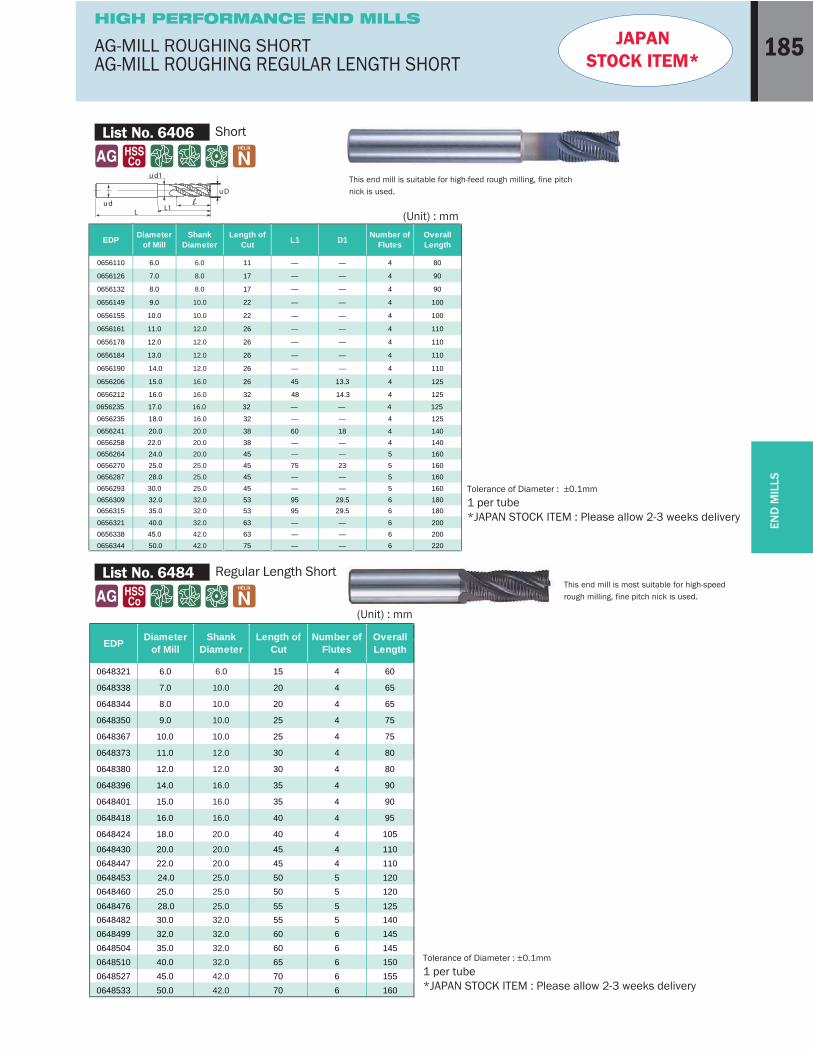
AG-MILL ROUGHING SHORTAG-MILL ROUGHING REGULAR LENGTH SHORT
List No. 6406
This end mill is suitable for high-feed rough milling, fine pitchnick is used.
(Unit) : mm
Tolerance of Diameter : ±0.1mm
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
JAPANSTOCK ITEM*
uD
ud1
udL
L1
List No. 6484This end mill is most suitable for high-speed rough milling, fine pitch nick is used.
(Unit) : mm
Tolerance of Diameter : ±0.1mm
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
Short
Regular Length Short
0656110 6.0 6.0 11 — — 4 80
0656126 7.0 8.0 17 — — 4 90
0656132 8.0 8.0 17 — — 4 90
0656149 9.0 10.0 22 — — 4 100
0656155 10.0 10.0 22 — — 4 100
0656161 11.0 12.0 26 — — 4 110
0656178 12.0 12.0 26 — — 4 110
0656184 13.0 12.0 26 — — 4 110
0656190 14.0 12.0 26 4 110
0656206 15.0 16.0 26 45 13.3 4 125
0656235 18.0 16.0 32 — — 4 125
0656241 20.0 20.0 38 60 18 4 1400656258 22.0 20.0 38 — — 4 1400656264 24.0 20.0 45 — — 5 1600656270 25.0 25.0 45 75 23 5 1600656287 28.0 25.0 45 — — 5 1600656293 30.0 25.0 45 — — 5 1600656309 32.0 32.0 53 95 29.5 6 180
0656321 40.0 32.0 63 — — 6 2000656338 45.0 42.0 63 — — 6 2000656344 50.0 42.0 75 — — 6 220
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of FlutesL1 D1
0648321 6.0 6.0 15 4 60
0648338 7.0 10.0 20 4 65
0648344 8.0 10.0 20 4 65
0648350 9.0 10.0 25 4 75
0648367 10.0 10.0 25 4 75
0648373 11.0 12.0 30 4 80
0648380 12.0 12.0 30 4 80
0648396 14.0 16.0 35 4 90
0648401 15.0 16.0 35 4 90
0648418 16.0 16.0 40 4 95
0648424 18.0 20.0 40 4 105
0648430 20.0 20.0 45 4 1100648447 22.0 20.0 45 4 1100648453 24.0 25.0 50 5 1200648460 25.0 25.0 50 5 1200648476 28.0 25.0 55 5 1250648482 30.0 32.0 55 5 1400648499 32.0 32.0 60 6 1450648504 35.0 32.0 60 6 1450648510 40.0 32.0 65 6 1500648527 45.0 42.0 70 6 1550648533 50.0 42.0 70 6 160
Overall Length
Shank Diameter
Length of Cut
Number of FlutesEDP Diameter
of Mill
0648453 24.0 25.0 50 5 120
0648476 28.0 25.0 55 5 125
0656315 35.0 32.0 53 95 29.5 6 180
0656235 17.0 16.0 32 — — 4 125
0656212 16.0 16.0 32 48 14.3 4 125
— —
AG-MILL ROUGHING MEDIUMAG-MILL ROUGHING LONG
HIGH PERFORMANCE END MILLSJAPAN
STOCK ITEM*
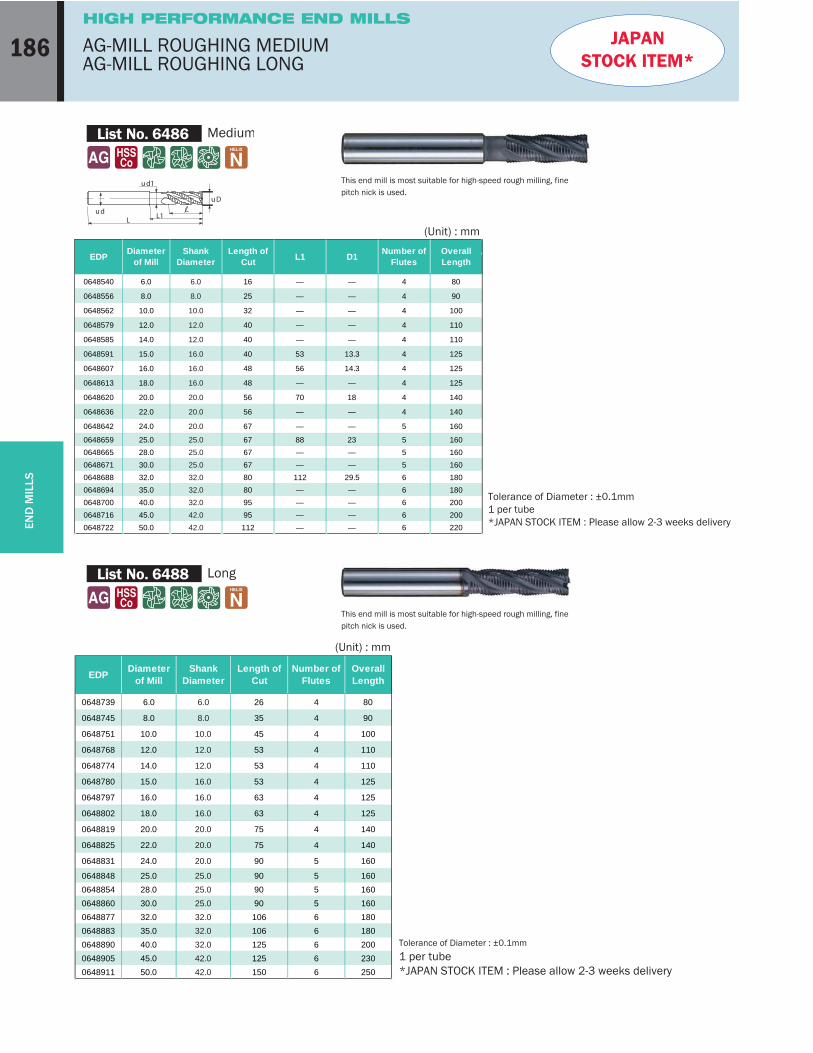
List No. 6486
This end mill is most suitable for high-speed rough milling, finepitch nick is used.
(Unit) : mm
uD
ud1
udL
L1
List No. 6488
This end mill is most suitable for high-speed rough milling, finepitch nick is used.
(Unit) : mm
Tolerance of Diameter : ±0.1mm
1 per tube
*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
Medium
Long
0648540 6.0 6.0 16 — — 4 80
0648556 8.0 8.0 25 — — 4 90
0648562 10.0 10.0 32 — — 4 100
0648579 12.0 12.0 40 — — 4 110
0648585 14.0 12.0 40 — — 4 110
0648591 15.0 16.0 40 53 13.3 4 125
0648607 16.0 16.0 48 56 14.3 4 125
0648613 18.0 16.0 48 — — 4 125
0648620 20.0 20.0 56 70 18 4 140
0648636 22.0 20.0 56 — — 4 140
0648642 24.0 20.0 67 — — 5 160
0648659 25.0 25.0 67 88 23 5 1600648665 28.0 25.0 67 — — 5 1600648671 30.0 25.0 67 — — 5 1600648688 32.0 32.0 80 112 29.5 6 1800648694 35.0 32.0 80 — — 6 1800648700 40.0 32.0 95 — — 6 2000648716 45.0 42.0 95 — — 6 2000648722 50.0 42.0 112 — — 6 220
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of FlutesL1 D1
0648739 6.0 6.0 26 4 80
0648745 8.0 8.0 35 4 90
0648751 10.0 10.0 45 4 100
0648768 12.0 12.0 53 4 110
0648774 14.0 12.0 53 4 110
0648780 15.0 16.0 53 4 125
0648797 16.0 16.0 63 4 125
0648802 18.0 16.0 63 4 125
0648819 20.0 20.0 75 4 140
0648825 22.0 20.0 75 4 140
0648831 24.0 20.0 90 5 160
0648848 25.0 25.0 90 5 1600648854 28.0 25.0 90 5 1600648860 30.0 25.0 90 5 1600648877 32.0 32.0 106 6 1800648883 35.0 32.0 106 6 1800648890 40.0 32.0 125 6 2000648905 45.0 42.0 125 6 2300648911 50.0 42.0 150 6 250
Overall Length
Shank Diameter
Length of Cut
Number of FlutesEDP Diameter
of Mill
Tolerance of Diameter : ±0.1mm1 per tube *JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
AG-MILL HEAVYHIGH PERFORMANCE END MILLS
JAPANSTOCK ITEM*
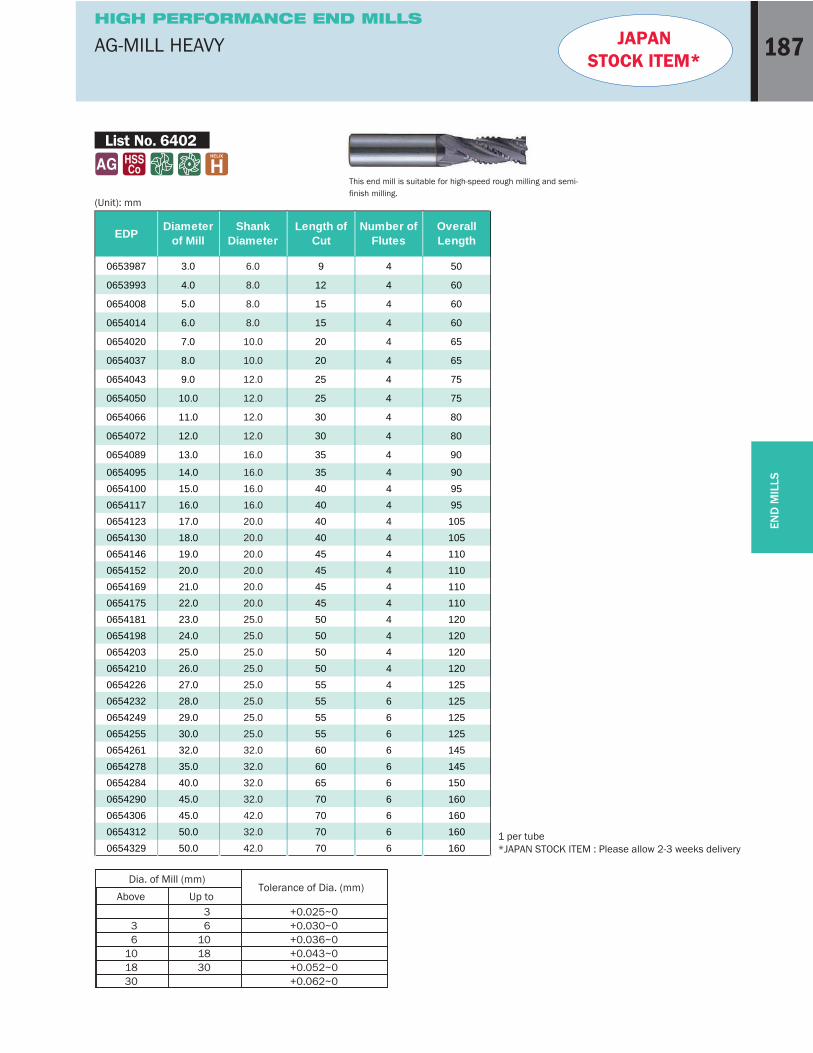
List No. 6402
This end mill is suitable for high-speed rough milling and semi-finish milling.
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
36
101830
36
101830
+0.025~0+0.030~0+0.036~0+0.043~0+0.052~0+0.062~0
Dia. of Mill (mm)
Above Up toTolerance of Dia. (mm)
0653987 3.0 6.0 9 4 50
0653993 4.0 8.0 12 4 60
0654008 5.0 8.0 15 4 60
0654014 6.0 8.0 15 4 60
0654020 7.0 10.0 20 4 65
0654037 8.0 10.0 20 4 65
0654043 9.0 12.0 25 4 75
0654050 10.0 12.0 25 4 75
0654066 11.0 12.0 30 4 80
0654072 12.0 12.0 30 4 80
0654089 13.0 16.0 35 4 90
0654095 14.0 16.0 35 4 900654100 15.0 16.0 40 4 950654117 16.0 16.0 40 4 950654123 17.0 20.0 40 4 1050654130 18.0 20.0 40 4 1050654146 19.0 20.0 45 4 1100654152 20.0 20.0 45 4 1100654169 21.0 20.0 45 4 1100654175 22.0 20.0 45 4 1100654181 23.0 25.0 50 4 1200654198 24.0 25.0 50 4 1200654203 25.0 25.0 50 4 1200654210 26.0 25.0 50 4 1200654226 27.0 25.0 55 4 1250654232 28.0 25.0 55 6 1250654249 29.0 25.0 55 6 1250654255 30.0 25.0 55 6 1250654261 32.0 32.0 60 6 1450654278 35.0 32.0 60 6 1450654284 40.0 32.0 65 6 1500654290 45.0 32.0 70 6 1600654306 45.0 42.0 70 6 1600654312 50.0 32.0 70 6 1600654329 50.0 42.0 70 6 160
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of Flutes
(Unit): mm
AG-MILL HEAVY LONGEN
D M
ILLS
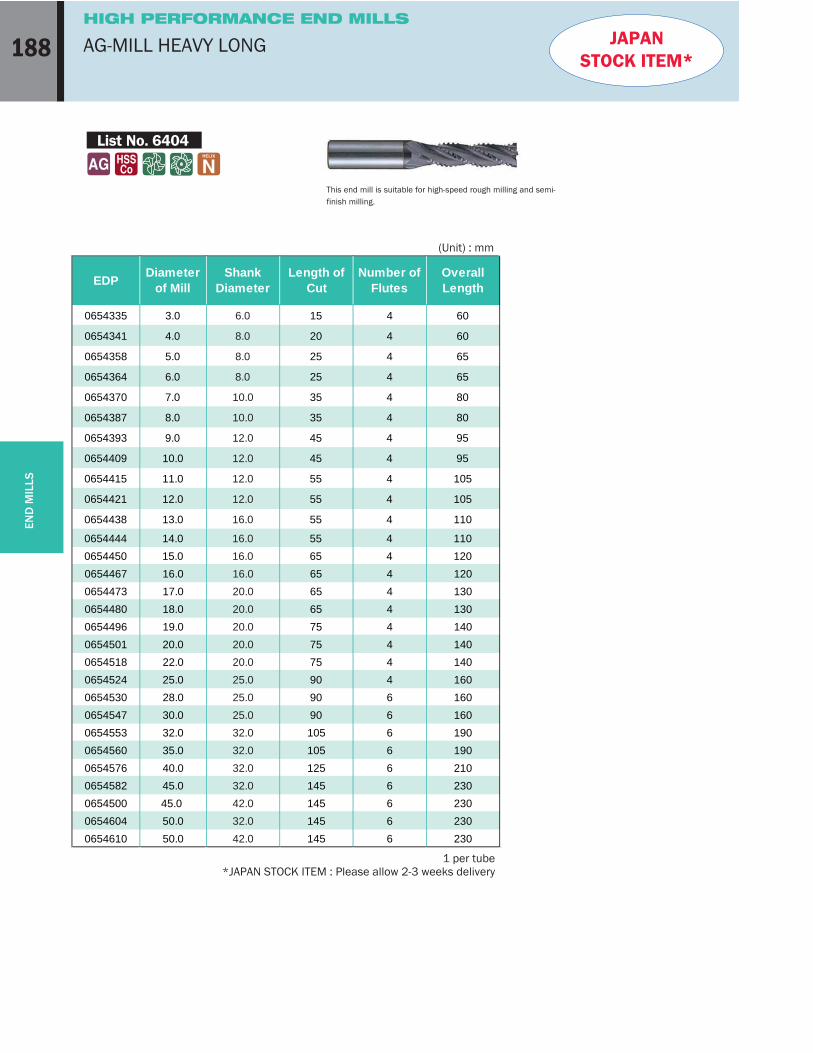
List No. 6404
This end mill is suitable for high-speed rough milling and semi-finish milling.
(Unit) : mm
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
JAPANSTOCK ITEM*
0654335 3.0 6.0 15 4 60
0654341 4.0 8.0 20 4 60
0654358 5.0 8.0 25 4 65
0654364 6.0 8.0 25 4 65
0654370 7.0 10.0 35 4 80
0654387 8.0 10.0 35 4 80
0654393 9.0 12.0 45 4 95
0654409 10.0 12.0 45 4 95
0654415 11.0 12.0 55 4 105
0654421 12.0 12.0 55 4 105
0654438 13.0 16.0 55 4 110
0654444 14.0 16.0 55 4 1100654450 15.0 16.0 65 4 1200654467 16.0 16.0 65 4 1200654473 17.0 20.0 65 4 1300654480 18.0 20.0 65 4 1300654496 19.0 20.0 75 4 1400654501 20.0 20.0 75 4 1400654518 22.0 20.0 75 4 1400654524 25.0 25.0 90 4 1600654530 28.0 25.0 90 6 1600654547 30.0 25.0 90 6 1600654553 32.0 32.0 105 6 1900654560 35.0 32.0 105 6 1900654576 40.0 32.0 125 6 2100654582 45.0 32.0 145 6 2300654500 45.0 42.0 145 6 2300654604 50.0 32.0 145 6 2300654610 50.0 42.0 145 6 230
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of Flutes
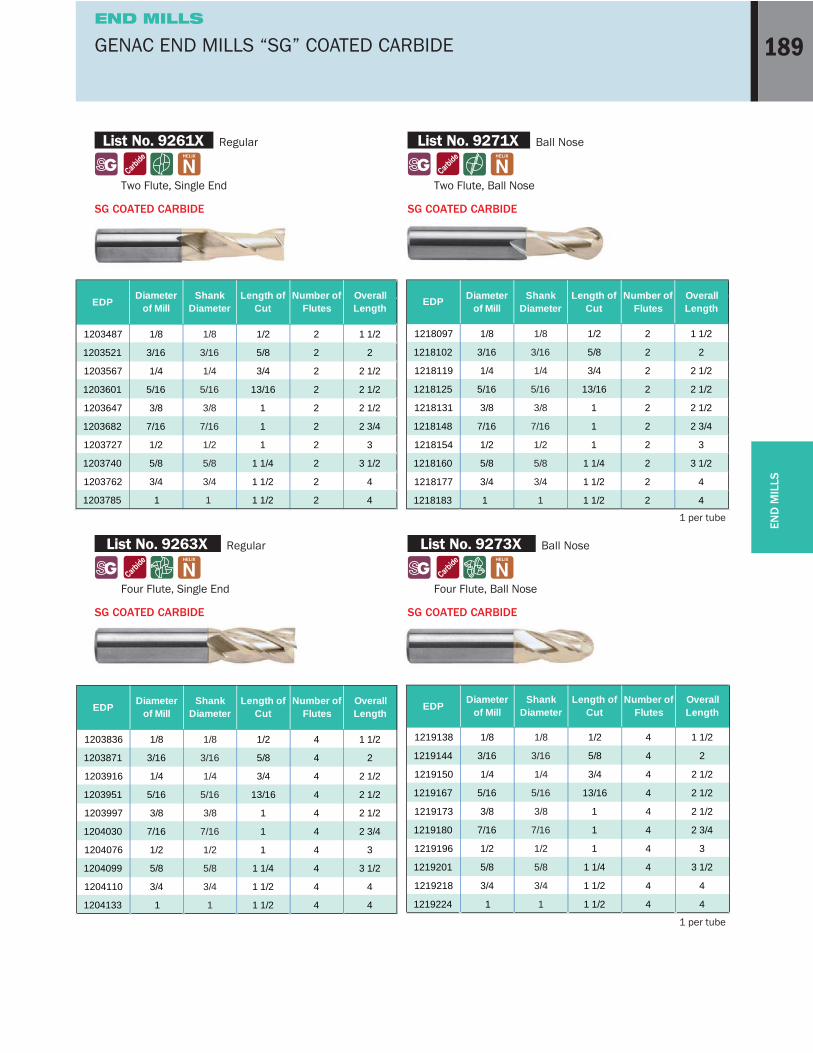
GENAC END MILLS “SG” COATED CARBIDE
List No. 9261X Regular
Two Flute, Single End
SG COATED CARBIDE
List No. 9263X Regular
Four Flute, Single End
SG COATED CARBIDE
List No. 9271X Ball Nose
Two Flute, Ball Nose
SG COATED CARBIDE
List No. 9273X Ball Nose
Four Flute, Ball Nose
SG COATED CARBIDE
1 per tube
1 per tube
1203487 1/8 1/8 1/2 2 1 1/2
1203521 3/16 3/16 5/8 2 2
1203567 1/4 1/4 3/4 2 2 1/2
1203601 5/16 5/16 13/16 2 2 1/2
1203647 3/8 3/8 1 2 2 1/2
1203682 7/16 7/16 1 2 2 3/4
1203727 1/2 1/2 1 2 3
1203740 5/8 5/8 1 1/4 2 3 1/2
1203762 3/4 3/4 1 1/2 2 4
1203785 1 1 1 1/2 2 4
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of Flutes
1218097 1/8 1/8 1/2 2 1 1/2
1218102 3/16 3/16 5/8 2 2
1218119 1/4 1/4 3/4 2 2 1/2
1218125 5/16 5/16 13/16 2 2 1/2
1218131 3/8 3/8 1 2 2 1/2
1218148 7/16 7/16 1 2 2 3/4
1218154 1/2 1/2 1 2 3
1218160 5/8 5/8 1 1/4 2 3 1/2
1218177 3/4 3/4 1 1/2 2 4
1218183 1 1 1 1/2 2 4
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
1203836 1/8 1/8 1/2 4 1 1/2
1203871 3/16 3/16 5/8 4 2
1203916 1/4 1/4 3/4 4 2 1/2
1203951 5/16 5/16 13/16 4 2 1/2
1203997 3/8 3/8 1 4 2 1/2
1204030 7/16 7/16 1 4 2 3/4
1204076 1/2 1/2 1 4 3
1204099 5/8 5/8 1 1/4 4 3 1/2
1204110 3/4 3/4 1 1/2 4 4
1204133 1 1 1 1/2 4 4
EDP Diameter of Mill
Shank Diameter
Length of Cut
Number of Flutes
Overall Length
1219138 1/8 1/8 1/2 4 1 1/2
1219144 3/16 3/16 5/8 4 2
1219150 1/4 1/4 3/4 4 2 1/2
1219167 5/16 5/16 13/16 4 2 1/2
1219173 3/8 3/8 1 4 2 1/2
1219180 7/16 7/16 1 4 2 3/4
1219196 1/2 1/2 1 4 3
1219201 5/8 5/8 1 1/4 4 3 1/2
1219218 3/4 3/4 1 1/2 4 4
1219224 1 1 1 1/2 4 4
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
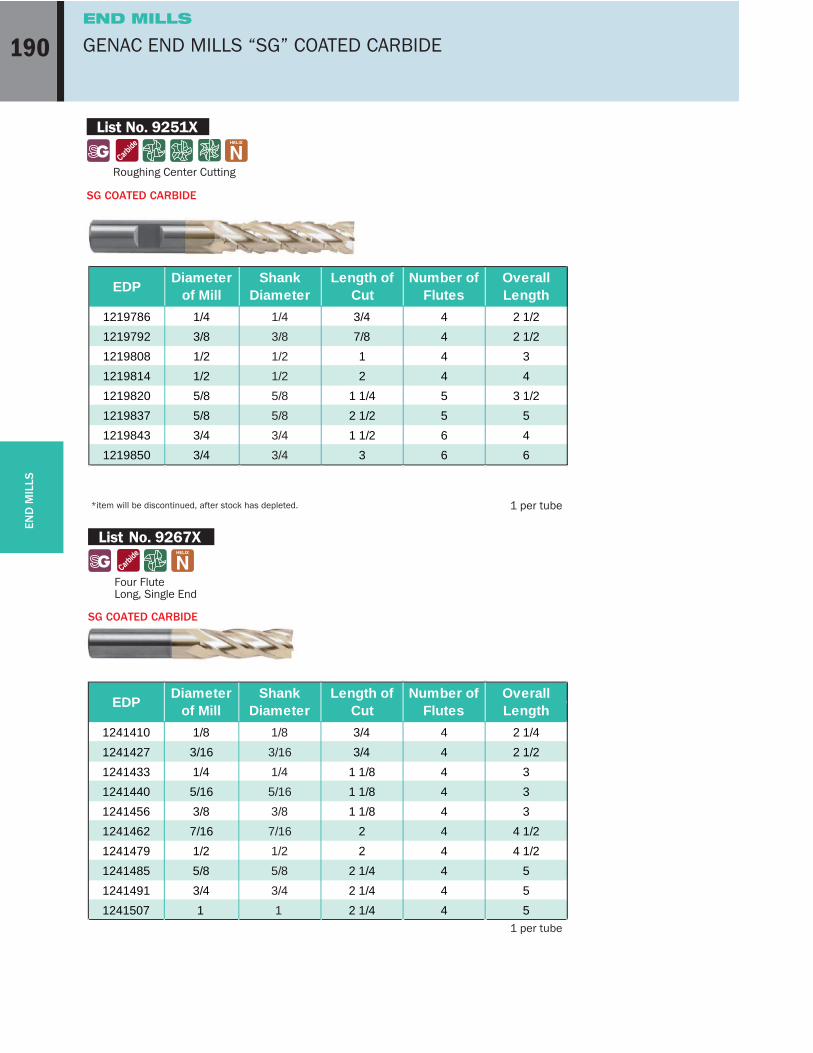
GENAC END MILLS “SG” COATED CARBIDE
List No. 9267X
1 per tube
List No. 9251X
Roughing Center Cutting
SG COATED CARBIDE
1 per tube*item will be discontinued, after stock has depleted.
1219786 1/4 1/4 3/4 4 2 1/21219792 3/8 3/8 7/8 4 2 1/21219808 1/2 1/2 1 4 31219814 1/2 1/2 2 4 41219820 5/8 5/8 1 1/4 5 3 1/21219837 5/8 5/8 2 1/2 5 51219843 3/4 3/4 1 1/2 6 41219850 3/4 3/4 3 6 6
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
1241410 1/8 1/8 3/4 4 2 1/41241427 3/16 3/16 3/4 4 2 1/21241433 1/4 1/4 1 1/8 4 31241440 5/16 5/16 1 1/8 4 31241456 3/8 3/8 1 1/8 4 31241462 7/16 7/16 2 4 4 1/21241479 1/2 1/2 2 4 4 1/21241485 5/8 5/8 2 1/4 4 51241491 3/4 3/4 2 1/4 4 51241507 1 1 2 1/4 4 5
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
Four FluteLong, Single End
SG COATED CARBIDE
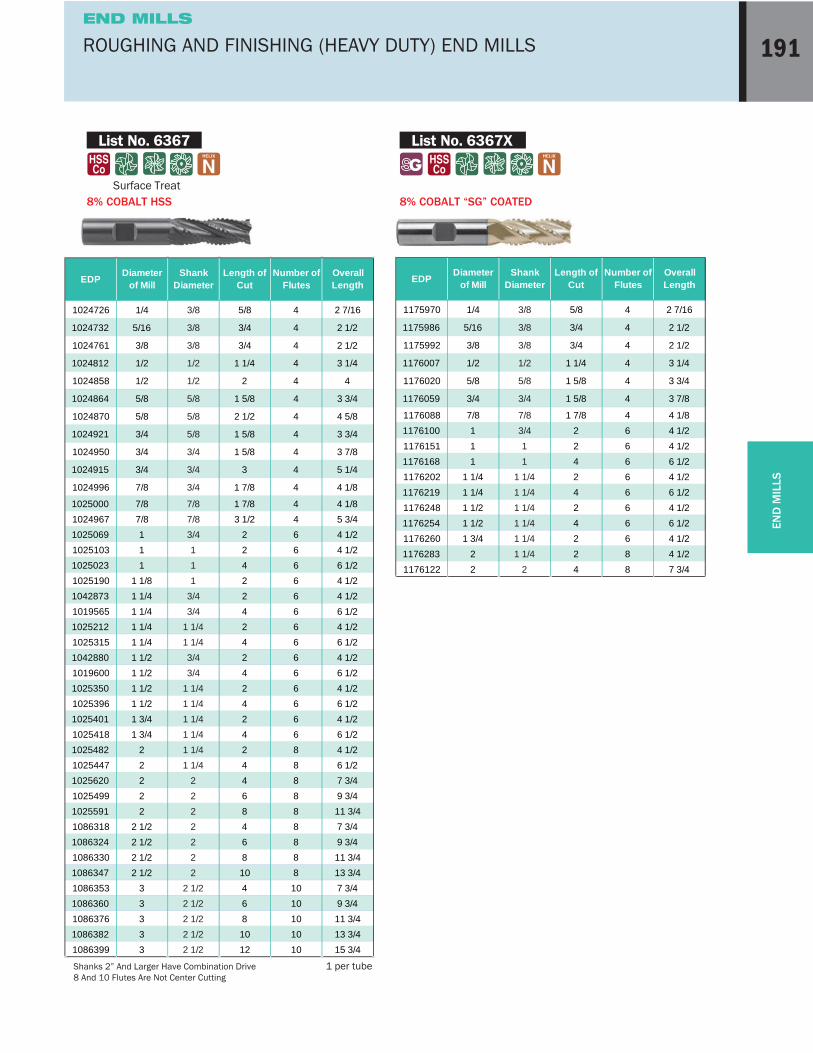
ROUGHING AND FINISHING (HEAVY DUTY) END MILLSEND MILLS
List No. 6367
Surface Treat
List No. 6367X
Shanks 2” And Larger Have Combination Drive8 And 10 Flutes Are Not Center Cutting
1 per tube
1024726 1/4 3/8 5/8 4 2 7/16
1024732 5/16 3/8 3/4 4 2 1/2
1024761 3/8 3/8 3/4 4 2 1/2
1024812 1/2 1/2 1 1/4 4 3 1/4
1024858 1/2 1/2 2 4 4
1024864 5/8 5/8 1 5/8 4 3 3/4
1024870 5/8 5/8 2 1/2 4 4 5/8
1024921 3/4 5/8 1 5/8 4 3 3/4
1024950 3/4 3/4 1 5/8 4 3 7/8
1024915 3/4 3/4 3 4 5 1/4
1024996 7/8 3/4 1 7/8 4 4 1/8
1025000 7/8 7/8 1 7/8 4 4 1/81024967 7/8 7/8 3 1/2 4 5 3/41025069 1 3/4 2 6 4 1/21025103 1 1 2 6 4 1/21025023 1 1 4 6 6 1/21025190 1 1/8 1 2 6 4 1/21042873 1 1/4 3/4 2 6 4 1/21019565 1 1/4 3/4 4 6 6 1/21025212 1 1/4 1 1/4 2 6 4 1/21025315 1 1/4 1 1/4 4 6 6 1/21042880 1 1/2 3/4 2 6 4 1/21019600 1 1/2 3/4 4 6 6 1/21025350 1 1/2 1 1/4 2 6 4 1/21025396 1 1/2 1 1/4 4 6 6 1/21025401 1 3/4 1 1/4 2 6 4 1/21025418 1 3/4 1 1/4 4 6 6 1/21025482 2 1 1/4 2 8 4 1/21025447 2 1 1/4 4 8 6 1/21025620 2 2 4 8 7 3/41025499 2 2 6 8 9 3/41025591 2 2 8 8 11 3/41086318 2 1/2 2 4 8 7 3/41086324 2 1/2 2 6 8 9 3/41086330 2 1/2 2 8 8 11 3/41086347 2 1/2 2 10 8 13 3/41086353 3 2 1/2 4 10 7 3/41086360 3 2 1/2 6 10 9 3/41086376 3 2 1/2 8 10 11 3/41086382 3 2 1/2 10 10 13 3/41086399 3 2 1/2 12 10 15 3/4
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
1175970 1/4 3/8 5/8 4 2 7/16
1175986 5/16 3/8 3/4 4 2 1/2
1175992 3/8 3/8 3/4 4 2 1/2
1176007 1/2 1/2 1 1/4 4 3 1/4
1176020 5/8 5/8 1 5/8 4 3 3/4
1176059 3/4 3/4 1 5/8 4 3 7/8
1176088 7/8 7/8 1 7/8 4 4 1/81176100 1 3/4 2 6 4 1/21176151 1 1 2 6 4 1/21176168 1 1 4 6 6 1/21176202 1 1/4 1 1/4 2 6 4 1/21176219 1 1/4 1 1/4 4 6 6 1/21176248 1 1/2 1 1/4 2 6 4 1/21176254 1 1/2 1 1/4 4 6 6 1/21176260 1 3/4 1 1/4 2 6 4 1/21176283 2 1 1/4 2 8 4 1/21176122 2 2 4 8 7 3/4
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of Flutes
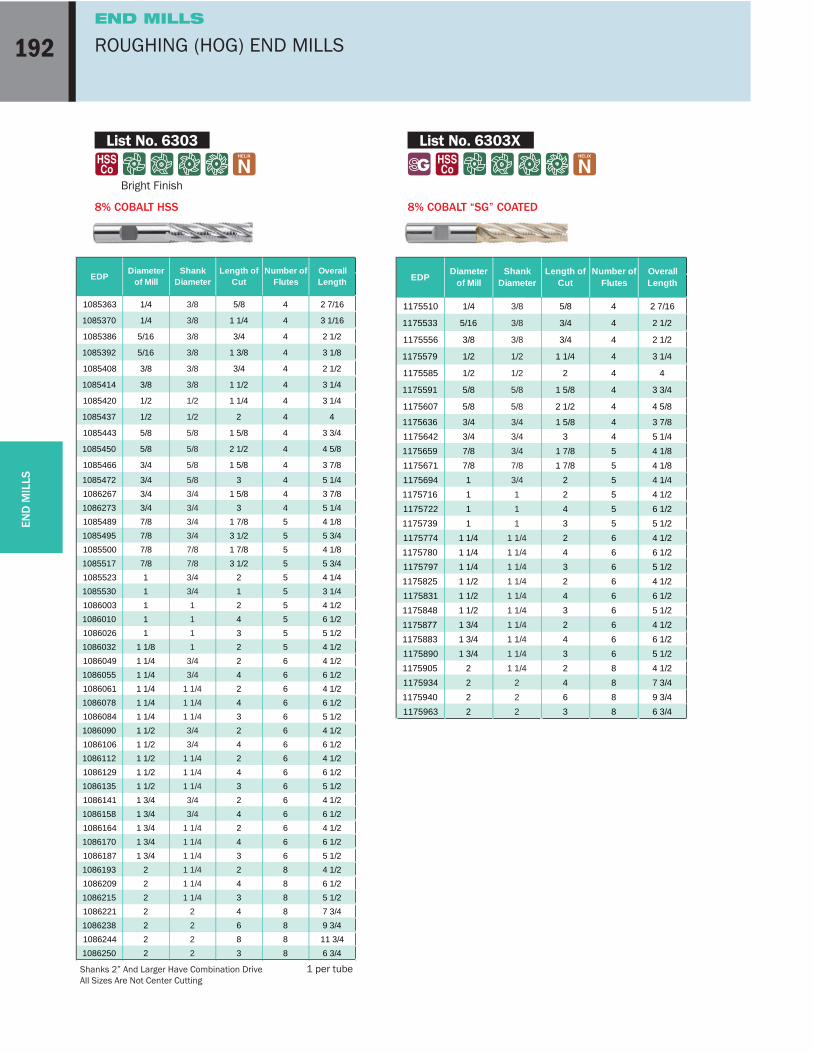
ROUGHING (HOG) END MILLSEND MILLS
List No. 6303
Bright Finish
8% COBALT HSS
List No. 6303X
8% COBALT “SG” COATED
Shanks 2” And Larger Have Combination DriveAll Sizes Are Not Center Cutting
1 per tube
1085363 1/4 3/8 5/8 4 2 7/16
1085370 1/4 3/8 1 1/4 4 3 1/16
1085386 5/16 3/8 3/4 4 2 1/2
1085392 5/16 3/8 1 3/8 4 3 1/8
1085408 3/8 3/8 3/4 4 2 1/2
1085414 3/8 3/8 1 1/2 4 3 1/4
1085420 1/2 1/2 1 1/4 4 3 1/4
1085437 1/2 1/2 2 4 4
1085443 5/8 5/8 1 5/8 4 3 3/4
1085450 5/8 5/8 2 1/2 4 4 5/8
1085466 3/4 5/8 1 5/8 4 3 7/8
1085472 3/4 5/8 3 4 5 1/41086267 3/4 3/4 1 5/8 4 3 7/81086273 3/4 3/4 3 4 5 1/41085489 7/8 3/4 1 7/8 5 4 1/81085495 7/8 3/4 3 1/2 5 5 3/41085500 7/8 7/8 1 7/8 5 4 1/81085517 7/8 7/8 3 1/2 5 5 3/41085523 1 3/4 2 5 4 1/41085530 1 3/4 1 5 3 1/41086003 1 1 2 5 4 1/21086010 1 1 4 5 6 1/21086026 1 1 3 5 5 1/21086032 1 1/8 1 2 5 4 1/21086049 1 1/4 3/4 2 6 4 1/21086055 1 1/4 3/4 4 6 6 1/21086061 1 1/4 1 1/4 2 6 4 1/21086078 1 1/4 1 1/4 4 6 6 1/21086084 1 1/4 1 1/4 3 6 5 1/21086090 1 1/2 3/4 2 6 4 1/21086106 1 1/2 3/4 4 6 6 1/21086112 1 1/2 1 1/4 2 6 4 1/21086129 1 1/2 1 1/4 4 6 6 1/21086135 1 1/2 1 1/4 3 6 5 1/21086141 1 3/4 3/4 2 6 4 1/21086158 1 3/4 3/4 4 6 6 1/21086164 1 3/4 1 1/4 2 6 4 1/21086170 1 3/4 1 1/4 4 6 6 1/21086187 1 3/4 1 1/4 3 6 5 1/21086193 2 1 1/4 2 8 4 1/21086209 2 1 1/4 4 8 6 1/21086215 2 1 1/4 3 8 5 1/21086221 2 2 4 8 7 3/41086238 2 2 6 8 9 3/41086244 2 2 8 8 11 3/41086250 2 2 3 8 6 3/4
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
1175510 1/4 3/8 5/8 4 2 7/16
1175533 5/16 3/8 3/4 4 2 1/2
1175556 3/8 3/8 3/4 4 2 1/2
1175579 1/2 1/2 1 1/4 4 3 1/4
1175585 1/2 1/2 2 4 4
1175591 5/8 5/8 1 5/8 4 3 3/4
1175607 5/8 5/8 2 1/2 4 4 5/8
1175636 3/4 3/4 1 5/8 4 3 7/81175642 3/4 3/4 3 4 5 1/41175659 7/8 3/4 1 7/8 5 4 1/81175671 7/8 7/8 1 7/8 5 4 1/81175694 1 3/4 2 5 4 1/41175716 1 1 2 5 4 1/21175722 1 1 4 5 6 1/21175739 1 1 3 5 5 1/21175774 1 1/4 1 1/4 2 6 4 1/21175780 1 1/4 1 1/4 4 6 6 1/21175797 1 1/4 1 1/4 3 6 5 1/21175825 1 1/2 1 1/4 2 6 4 1/21175831 1 1/2 1 1/4 4 6 6 1/21175848 1 1/2 1 1/4 3 6 5 1/21175877 1 3/4 1 1/4 2 6 4 1/21175883 1 3/4 1 1/4 4 6 6 1/21175890 1 3/4 1 1/4 3 6 5 1/21175905 2 1 1/4 2 8 4 1/21175934 2 2 4 8 7 3/41175940 2 2 6 8 9 3/41175963 2 2 3 8 6 3/4
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
11758
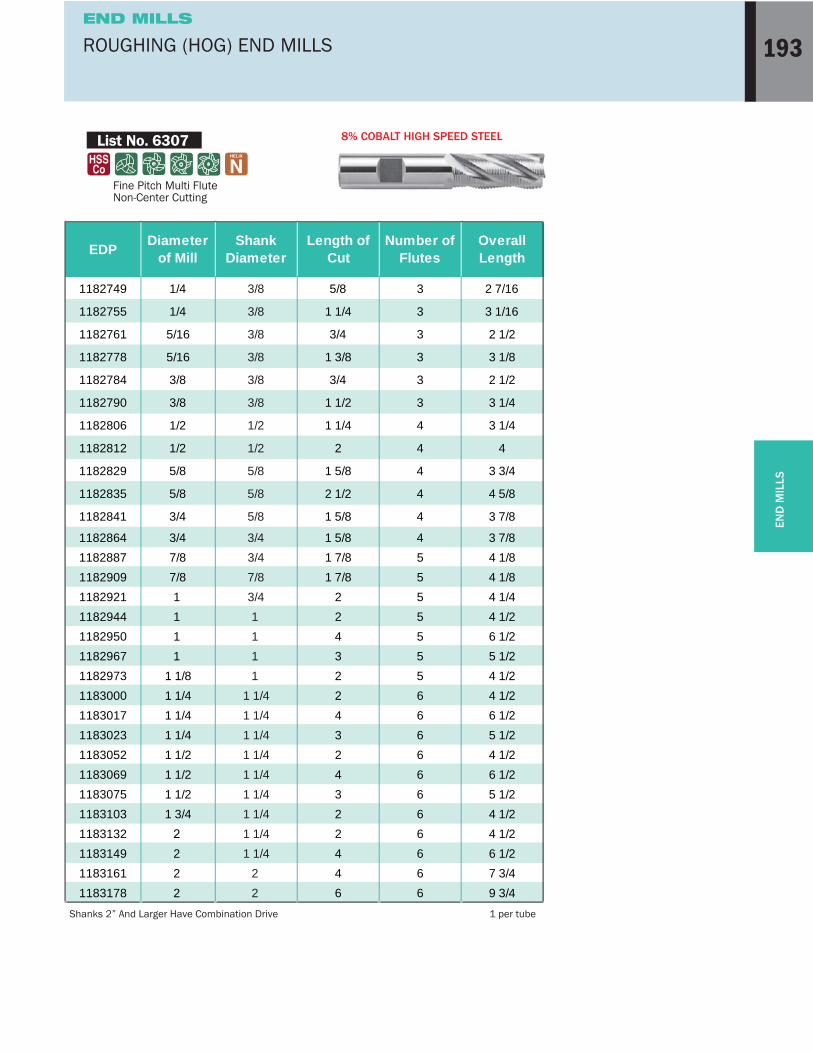
ROUGHING (HOG) END MILLSEND MILLS
List No. 6307
Fine Pitch Multi FluteNon-Center Cutting
8% COBALT HIGH SPEED STEEL
Shanks 2” And Larger Have Combination Drive 1 per tube
1182749 1/4 3/8 5/8 3 2 7/16
1182755 1/4 3/8 1 1/4 3 3 1/16
1182761 5/16 3/8 3/4 3 2 1/2
1182778 5/16 3/8 1 3/8 3 3 1/8
1182784 3/8 3/8 3/4 3 2 1/2
1182790 3/8 3/8 1 1/2 3 3 1/4
1182806 1/2 1/2 1 1/4 4 3 1/4
1182812 1/2 1/2 2 4 4
1182829 5/8 5/8 1 5/8 4 3 3/4
1182835 5/8 5/8 2 1/2 4 4 5/8
1182841 3/4 5/8 1 5/8 4 3 7/8
1182864 3/4 3/4 1 5/8 4 3 7/81182887 7/8 3/4 1 7/8 5 4 1/81182909 7/8 7/8 1 7/8 5 4 1/81182921 1 3/4 2 5 4 1/41182944 1 1 2 5 4 1/21182950 1 1 4 5 6 1/21182967 1 1 3 5 5 1/21182973 1 1/8 1 2 5 4 1/21183000 1 1/4 1 1/4 2 6 4 1/21183017 1 1/4 1 1/4 4 6 6 1/21183023 1 1/4 1 1/4 3 6 5 1/21183052 1 1/2 1 1/4 2 6 4 1/21183069 1 1/2 1 1/4 4 6 6 1/21183075 1 1/2 1 1/4 3 6 5 1/21183103 1 3/4 1 1/4 2 6 4 1/21183132 1 1/4 2 6 4 1/21183149 2 1 1/4 4 6 6 1/21183161 2 2 4 6 7 3/41183178 2 2 6 6 9 3/4
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length
Number of Flutes
END
MIL
LS
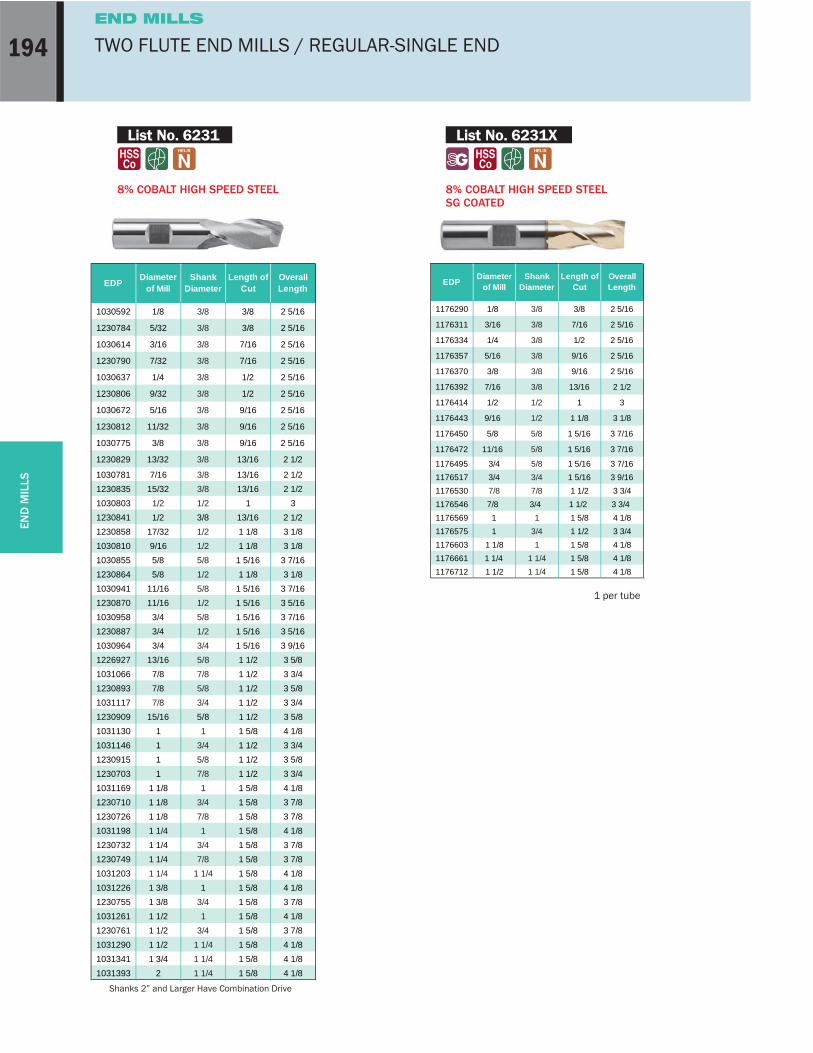
TWO FLUTE END MILLS / REGULAR-SINGLE END
List No. 6231X
8% COBALT HIGH SPEED STEELSG COATED
List No. 6231
8% COBALT HIGH SPEED STEEL
Shanks 2” and Larger Have Combination Drive
1 per tube
1030592 1/8 3/8 3/8 2 5/16
1230784 5/32 3/8 3/8 2 5/16
1030614 3/16 3/8 7/16 2 5/16
1230790 7/32 3/8 7/16 2 5/16
1030637 1/4 3/8 1/2 2 5/16
1230806 9/32 3/8 1/2 2 5/16
1030672 5/16 3/8 9/16 2 5/16
1230812 11/32 3/8 9/16 2 5/16
1030775 3/8 3/8 9/16 2 5/16
1230829 13/32 3/8 13/16 2 1/2
1030781 7/16 3/8 13/16 2 1/21230835 15/32 3/8 13/16 2 1/21030803 1/2 1/2 1 31230841 1/2 3/8 13/16 2 1/21230858 17/32 1/2 1 1/8 3 1/81030810 9/16 1/2 1 1/8 3 1/81030855 5/8 5/8 1 5/16 3 7/161230864 5/8 1/2 1 1/8 3 1/81030941 11/16 5/8 1 5/16 3 7/161230870 11/16 1/2 1 5/16 3 5/161030958 3/4 5/8 1 5/16 3 7/161230887 3/4 1/2 1 5/16 3 5/161030964 3/4 3/4 1 5/16 3 9/161226927 13/16 5/8 1 1/2 3 5/81031066 7/8 7/8 1 1/2 3 3/41230893 7/8 5/8 1 1/2 3 5/81031117 7/8 3/4 1 1/2 3 3/41230909 15/16 5/8 1 1/2 3 5/81031130 1 1 1 5/8 4 1/81031146 1 3/4 1 1/2 3 3/41230915 1 5/8 1 1/2 3 5/81230703 1 7/8 1 1/2 3 3/41031169 1 1/8 1 1 5/8 4 1/81230710 1 1/8 3/4 1 5/8 3 7/81230726 1 1/8 7/8 1 5/8 3 7/81031198 1 1/4 1 1 5/8 4 1/81230732 1 1/4 3/4 1 5/8 3 7/81230749 1 1/4 7/8 1 5/8 3 7/81031203 1 1/4 1 1/4 1 5/8 4 1/81031226 1 3/8 1 1 5/8 4 1/81230755 1 3/8 3/4 1 5/8 3 7/81031261 1 1/2 1 1 5/8 4 1/81230761 1 1/2 3/4 1 5/8 3 7/81031290 1 1/2 1 1/4 1 5/8 4 1/81031341 1 3/4 1 1/4 1 5/8 4 1/81031393 2 1 1/4 1 5/8 4 1/8
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
1176290 1/8 3/8 3/8 2 5/16
1176311 3/16 3/8 7/16 2 5/16
1176334 1/4 3/8 1/2 2 5/16
1176357 5/16 3/8 9/16 2 5/16
1176370 3/8 3/8 9/16 2 5/16
1176392 7/16 3/8 13/16 2 1/2
1176414 1/2 1/2 1 3
1176443 9/16 1/2 1 1/8 3 1/8
1176450 5/8 5/8 1 5/16 3 7/16
1176472 11/16 5/8 1 5/16 3 7/16
1176495 3/4 5/8 1 5/16 3 7/161176517 3/4 3/4 1 5/16 3 9/161176530 7/8 7/8 1 1/2 3 3/41176546 7/8 3/4 1 1/2 3 3/41176569 1 1 1 5/8 4 1/81176575 1 3/4 1 1/2 3 3/41176603 1 1/8 1 1 5/8 4 1/81176661 1 1/4 1 1/4 1 5/8 4 1/81176712 1 1/2 1 1/4 1 5/8 4 1/8
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
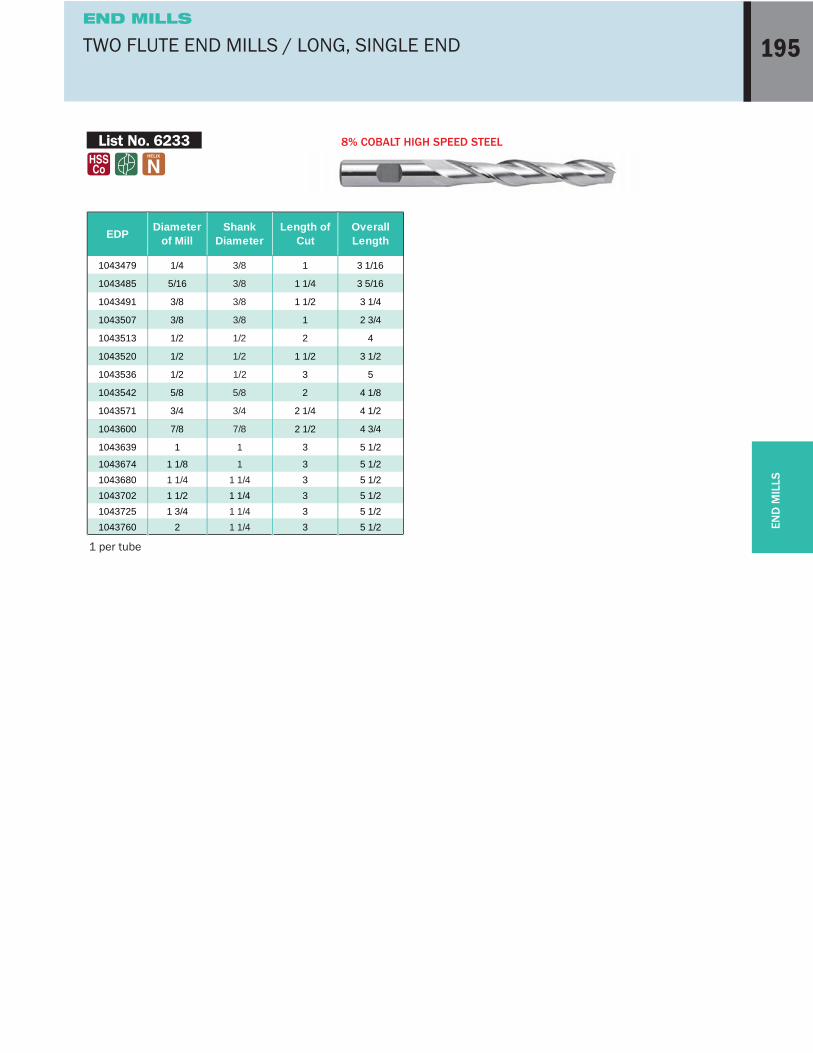
1TWO FLUTE END MILLS / LONG, SINGLE END
END
MIL
LS
List No. 6233 8% COBALT HIGH SPEED STEEL
1 per tube
1043479 1/4 3/8 1 3 1/16
1043485 5/16 3/8 1 1/4 3 5/16
1043491 3/8 3/8 1 1/2 3 1/4
1043507 3/8 3/8 1 2 3/4
1043513 1/2 1/2 2 4
1043520 1/2 1/2 1 1/2 3 1/2
1043536 1/2 1/2 3 5
1043542 5/8 5/8 2 4 1/8
1043571 3/4 3/4 2 1/4 4 1/2
1043600 7/8 7/8 2 1/2 4 3/4
1043639 1 1 3 5 1/2
1043674 1 1/8 1 3 5 1/21043680 1 1/4 1 1/4 3 5 1/21043702 1 1/2 1 1/4 3 5 1/21043725 1 3/4 1 1/4 3 5 1/21043760 2 1 1/4 3 5 1/2
EDP Shank Diameter
Length of Cut
Diameter of Mill
Overall Length

List No. 6230
Two Flute End Mill
8% COBALT HIGH SPEED STEEL
List No. 6210
Four Flute Center Cutting
8% COBALT HIGH SPEED STEEL
(Unit) : mm
1 per tube*JAPAN STOCK ITEM : Please allow 2-3 weeks delivery
END MILLS
METRIC SIZES, REGULAR, SINGLE ENDEN
D M
ILLS
0107454 1.0 6.0 2.0 50.0
0107505 1.5 6.0 3.0 50.0
0107528 2.0 6.0 7.0 50.0
0107540 2.5 6.0 7.0 50.0
0107730 3.0 6.0 9.0 50.0
0107769 3.5 8.0 12.0 60.0
0107810 4.0 8.0 12.0 60.0
0107855 4.5 8.0 15.0 60.0
0107878 5.0 8.0 15.0 60.0
0107935 5.5 8.0 15.0 60.0
0107941 6.0 8.0 15.0 60.0
0107970 6.5 10.0 20.0 65.00108066 7.0 10.0 20.0 65.00108072 7.5 10.0 20.0 65.00108089 8.0 10.0 20.0 65.00108095 8.5 10.0 25.0 75.00108100 9.0 10.0 25.0 75.00108117 9.5 10.0 25.0 75.00108123 10.0 10.0 25.0 75.00108181 11.0 12.0 30.0 80.00108249 12.0 12.0 30.0 80.00108278 13.0 16.0 35.0 90.00108358 14.0 16.0 35.0 90.00108387 15.0 16.0 40.0 95.00108444 16.0 16.0 40.0 95.00108530 17.0 20.0 40.0 105.00108553 18.0 20.0 40.0 105.00108576 19.0 20.0 45.0 110.00108640 20.0 20.0 45.0 110.00108656 21.0 20.0 45.0 110.00108736 22.0 20.0 45.0 110.00108816 23.0 25.0 50.0 120.00108977 24.0 25.0 50.0 120.00109004 25.0 25.0 50.0 120.00109027 26.0 25.0 50.0 120.00109165 27.0 25.0 55.0 125.00109239 28.0 25.0 55.0 125.00109274 29.0 25.0 55.0 125.00109457 30.0 25.0 55.0 125.00109470 31.0 32.0 60.0 145.00109486 32.0 32.0 60.0 145.00109543 33.0 32.0 60.0 145.00109710 34.0 32.0 60.0 145.00109784 35.0 32.0 60.0 145.00109829 36.0 32.0 60.0 145.00109944 37.0 32.0 65.0 150.00109967 38.0 32.0 65.0 150.00110016 39.0 32.0 65.0 150.00110131 40.0 32.0 65.0 150.00110211 42.0 32.0 65.0 150.00110308 45.0 32.0 70.0 155.00110475 48.0 32.0 70.0 155.00110709 50.0 32.0 70.0 155.0
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
2.5 6.0 7.0 50.0
3.0 6.0 9.0 50.0
3.5 8.0 12.0 60.0
4.0 8.0 12.0 60.0
0111459 4.5 8.0 15.0 60.0
0111516 5.0 8.0 15.0 60.0
0111619 5.5 8.0 15.0 60.0
0111660 6.0 8.0 15.0 60.0
0111866 6.5 10.0 20.0 65.00112060 7.0 10.0 20.0 65.00112564 7.5 10.0 20.0 65.00112667 8.0 10.0 20.0 65.00112680 8.5 10.0 25.0 75.00112696 9.0 10.0 25.0 75.00112701 9.5 10.0 25.0 75.00112782 10.0 10.0 25.0 75.00112810 11.0 12.0 30.0 80.00112879 12.0 12.0 30.0 80.00112891 13.0 16.0 35.0 90.00113067 14.0 16.0 35.0 90.00113118 15.0 16.0 40.0 95.00113227 16.0 16.0 40.0 95.00113233 17.0 20.0 40.0 105.00113262 18.0 20.0 40.0 105.00113320 19.0 20.0 45.0 110.00113336 20.0 20.0 45.0 110.00113359 21.0 20.0 45.0 110.00113388 22.0 20.0 45.0 110.00113474 23.0 25.0 50.0 120.00113497 24.0 25.0 50.0 120.00113531 25.0 25.0 50.0 120.00113577 26.0 25.0 50.0 120.00113583 27.0 25.0 55.0 125.00113611 28.0 25.0 55.0 125.00113743 29.0 25.0 55.0 125.00113772 30.0 25.0 55.0 125.00113795 31.0 32.0 60.0 145.00113830 32.0 32.0 60.0 145.00113852 33.0 32.0 60.0 145.00113898 34.0 32.0 60.0 145.00113903 35.0 32.0 60.0 145.00113910 36.0 32.0 60.0 145.00113926 37.0 32.0 65.0 150.00113932 38.0 32.0 65.0 150.00113955 39.0 32.0 65.0 150.00113984 40.0 32.0 65.0 150.00114005 42.0 32.0 65.0 150.00114034 45.0 32.0 70.0 155.00114070 48.0 32.0 70.0 155.00114108 50.0 32.0 70.0 155.0
EDP Diameter of Mill
Shank Diameter
Length of Cut
Overall Length
*
*
***
***
**************
***
*
*
*
**************
END
MIL
LS
END MILLS
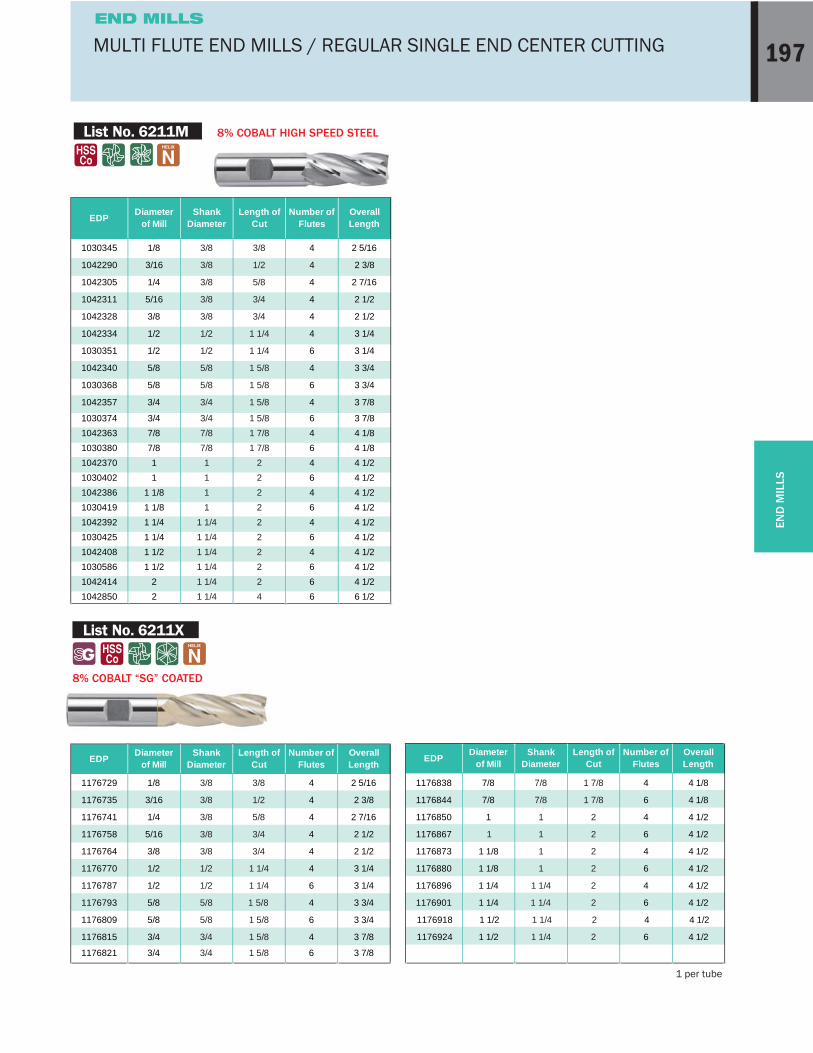
MULTI FLUTE END MILLS / REGULAR SINGLE END CENTER CUTTING
List No. 6211M 8% COBALT HIGH SPEED STEEL
List No. 6211X
8% COBALT “SG” COATED
1 per tube
1030345 1/8 3/8 3/8 4 2 5/16
1042290 3/16 3/8 1/2 4 2 3/8
1042305 1/4 3/8 5/8 4 2 7/16
1042311 5/16 3/8 3/4 4 2 1/2
1042328 3/8 3/8 3/4 4 2 1/2
1042334 1/2 1/2 1 1/4 4 3 1/4
1030351 1/2 1/2 1 1/4 6 3 1/4
1042340 5/8 5/8 1 5/8 4 3 3/4
1030368 5/8 5/8 1 5/8 6 3 3/4
1042357 3/4 3/4 1 5/8 4 3 7/8
1030374 3/4 3/4 1 5/8 6 3 7/81042363 7/8 7/8 1 7/8 4 4 1/81030380 7/8 7/8 1 7/8 6 4 1/81042370 1 1 2 4 4 1/21030402 1 1 2 6 4 1/21042386 1 1/8 1 2 4 4 1/21030419 1 1/8 1 2 6 4 1/21042392 1 1/4 1 1/4 2 4 4 1/21030425 1 1/4 1 1/4 2 6 4 1/21042408 1 1/2 1 1/4 2 4 4 1/21030586 1 1/2 1 1/4 2 6 4 1/21042414 2 1 1/4 2 6 4 1/21042850 2 1 1/4 4 6 6 1/2
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
1176729 1/8 3/8 3/8 4 2 5/16
1176735 3/16 3/8 1/2 4 2 3/8
1176741 1/4 3/8 5/8 4 2 7/16
1176758 5/16 3/8 3/4 4 2 1/2
1176764 3/8 3/8 3/4 4 2 1/2
1176770 1/2 1/2 1 1/4 4 3 1/4
1176787 1/2 1/2 1 1/4 6 3 1/4
1176793 5/8 5/8 1 5/8 4 3 3/4
1176809 5/8 5/8 1 5/8 6 3 3/4
1176815 3/4 3/4 1 5/8 4 3 7/8
1176821 3/4 3/4 1 5/8 6 3 7/8
1176838 7/8 7/8 1 7/8 4 4 1/8
7/8 7/8 1 7/8 6 4 1/8
1176850 1 1 2 4 4 1/2
1176896 1 1/4 1 1/4 2 4 4 1/2
1 1/4 1 1/4 2 6 4 1/2
1176918 1 1/2 1 1/4 2 4 4 1/2
1 1/2 1 1/4 2 6 4 1/2
EDP Shank Diameter
Number ofFlutes
Diameter of Mill
Overall Length
Length of Cut
1176844
1176867
1176873 1 1/8 1 2 4 4 1/2
1176880 1 1/8 1 2 6 4 1/2
1176901
1176924
EDP Shank Diameter
Number ofFlutes
Diameter of Mill
Overall Length
Length of Cut
1 2 6 4 1/21
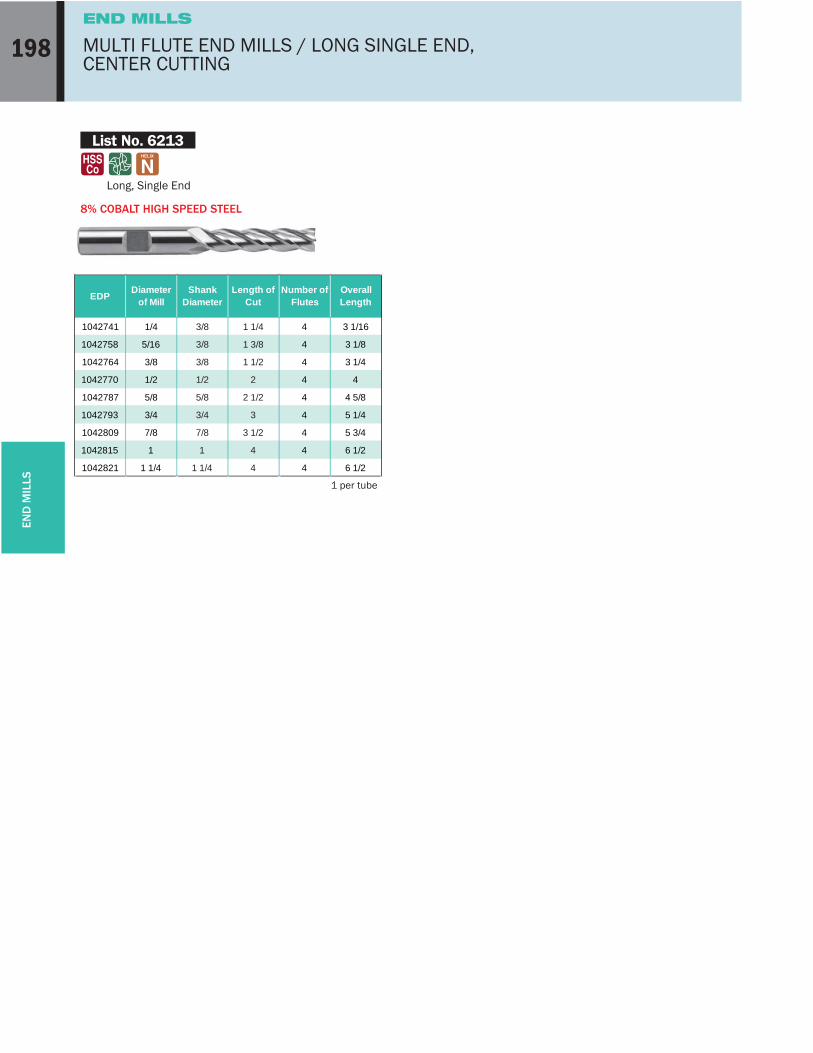
MULTI FLUTE END MILLS / LONG SINGLE END,CENTER CUTTING
END
MIL
LS 1 per tube
List No. 6213
Long, Single End
8% COBALT HIGH SPEED STEEL
1042741 1/4 3/8 1 1/4 4 3 1/16
1042758 5/16 3/8 1 3/8 4 3 1/8
1042764 3/8 3/8 1 1/2 4 3 1/4
1042770 1/2 1/2 2 4 4
1042787 5/8 5/8 2 1/2 4 4 5/8
1042793 3/4 3/4 3 4 5 1/4
1042809 7/8 7/8 3 1/2 4 5 3/4
1042815 1 1 4 4 6 1/2
1042821 1 1/4 1 1/4 4 4 6 1/2
Overall LengthEDP Diameter
of MillShank
DiameterLength of
CutNumber of
Flutes
END MILLS
STANDARD MILLING CONDITIONEN
D M
ILLS
Cut
ting
Con
ditio
n
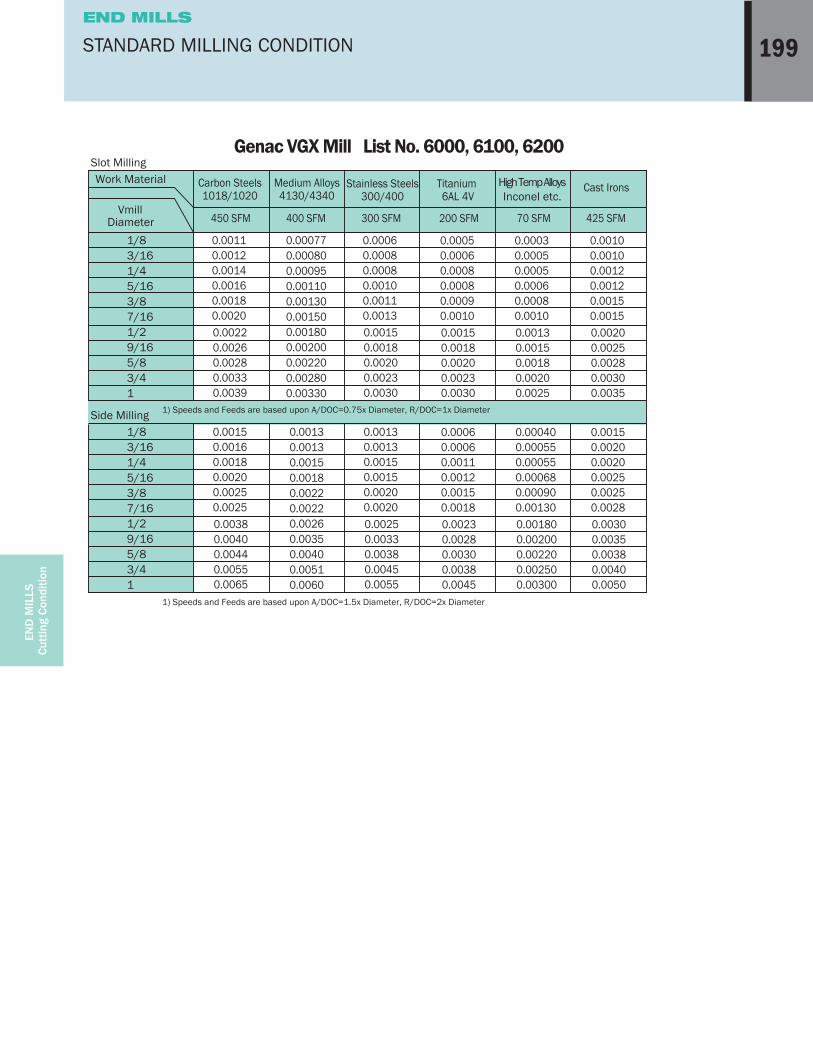
Genac VGX Mill List No. 6000, 6100, 6200
1/83/161/45/163/87/161/29/165/83/41
0.00110.00120.00140.00160.00180.0020
0.000770.000800.000950.001100.001300.001500.001800.002000.002200.002800.00330
0.00060.00080.00080.00100.00110.0013
Work Material
VmillDiameter
Carbon Steels1018/1020
Titanium 6AL 4V
High Temp AlloysInconel etc.
Cast IronsStainless Steels300/400
Medium Alloys4130/4340
1) Speeds and Feeds are based upon A/DOC=1.5x Diameter, R/DOC=2x Diameter
Slot Milling
450 SFM 400 SFM 300 SFM 200 SFM 70 SFM 425 SFM
0.00220.00260.00280.00330.0039
0.00150.00180.00200.00230.0030
1/83/161/45/163/87/161/29/165/83/41
Side Milling
0.00050.00060.00080.00080.00090.00100.00150.00180.00200.00230.0030
0.00030.00050.00050.00060.00080.00100.00130.00150.00180.00200.0025
0.00100.00100.00120.00120.00150.00150.00200.00250.00280.00300.0035
0.00150.00160.00180.00200.00250.0025
0.00130.00130.00150.00180.00220.00220.00260.00350.00400.00510.0060
0.00130.00130.00150.00150.00200.0020
0.00380.00400.00440.00550.0065
0.00250.00330.00380.00450.0055
0.00060.00060.00110.00120.00150.00180.00230.00280.00300.00380.0045
0.000400.000550.000550.000680.000900.001300.001800.002000.002200.002500.00300
0.00150.00200.00200.00250.00250.00280.00300.00350.00380.00400.0050
1) Speeds and Feeds are based upon A/DOC=0.75x Diameter, R/DOC=1x Diameter
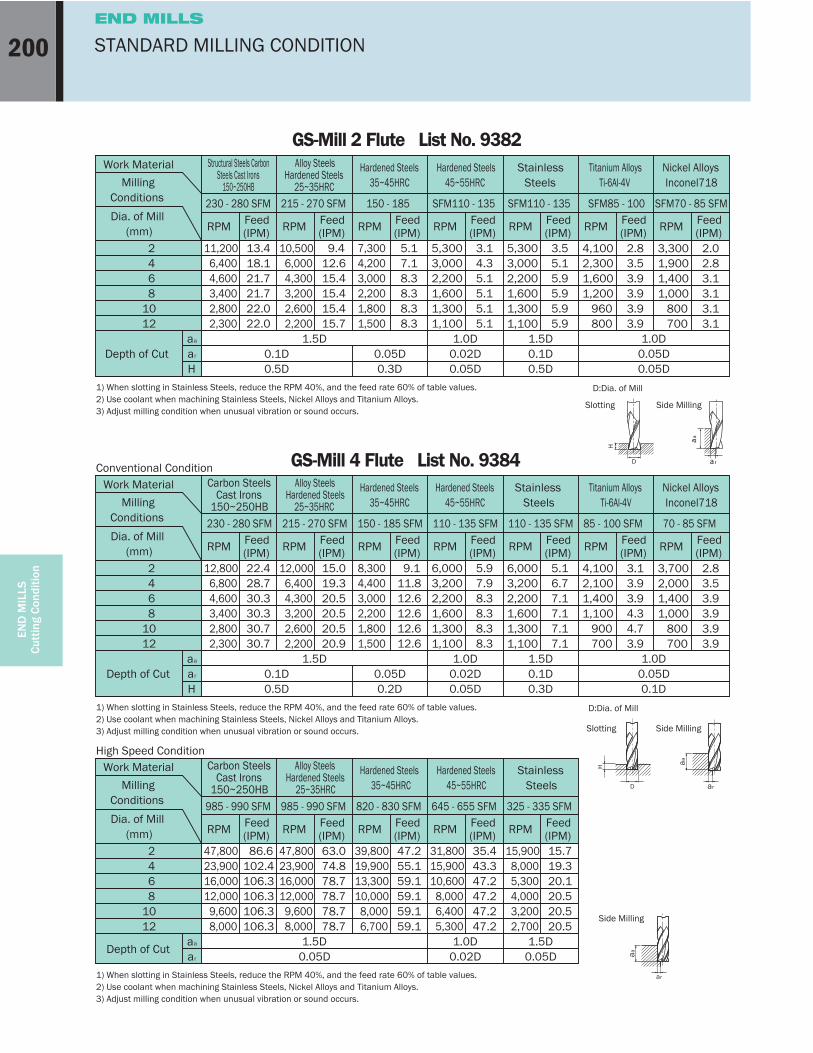
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
GS-Mill 2 Flute List No. 9382
2 4 6 81012
Depth of Cutaa
ar
H
13.418.121.721.722.022.0
9.412.615.415.415.415.7
11,200 6,400 4,600 3,400 2,800 2,300
10,500 6,000 4,300 3,200 2,600 2,200
1.5D0.1D0.5D
0.05D0.3D
1.0D0.02D0.05D
1.5D0.1D0.5D
1.0D0.05D0.05D
5.17.18.38.38.38.3
7,3004,2003,0002,2001,8001,500
3.14.35.15.15.15.1
5,3003,0002,2001,6001,3001,100
3.55.15.95.95.95.9
5,3003,0002,2001,6001,3001,100
2.83.53.93.93.93.9
4,1002,3001,6001,200 960 800
2.02.83.13.13.13.1
3,3001,9001,4001,000 800 700
Work Material
MillingConditions
Dia. of Mill(mm)
Structural Steels Carbon Steels Cast Irons
150~250HB
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Hardened Steels45~55HRC
Nickel AlloysInconel718
StainlessSteels
Titanium AlloysTi-6Al-4V
Hardened Steels35~45HRC
Alloy SteelsHardened Steels
25~35HRC
1) When slotting in Stainless Steels, reduce the RPM 40%, and the feed rate 60% of table values.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
Slotting Side Milling
D:Dia. of Mill
H
D
aa
a r
230 - 280 SFM 215 - 270 SFM 150 - 185 SFM110 - 135 SFM110 - 135 SFM85 - 100 SFM70 - 85 SFM
GS-Mill 4 Flute List No. 9384
2 4 6 81012
Depth of Cutaa
ar
H
22.428.730.330.330.730.7
15.019.320.520.520.520.9
12,800 6,800 4,600 3,400 2,800 2,300
12,000 6,400 4,300 3,200 2,600 2,200
1.5D0.1D0.5D
0.05D0.2D
1.0D0.02D0.05D
1.5D0.1D0.3D
1.0D0.05D0.1D
9.111.812.612.612.612.6
8,3004,4003,0002,2001,8001,500
5.97.98.38.38.38.3
6,0003,2002,2001,6001,3001,100
5.16.77.17.17.17.1
6,0003,2002,2001,6001,3001,100
3.13.93.94.34.73.9
4,1002,1001,4001,100 900 700
2.83.53.93.93.93.9
3,7002,0001,4001,000 800 700
Work Material
MillingConditions
Dia. of Mill(mm)
Carbon SteelsCast Irons
150~250HB
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Hardened Steels45~55HRC
Nickel AlloysInconel718
StainlessSteels
Titanium AlloysTi-6Al-4V
Hardened Steels35~45HRC
Alloy SteelsHardened Steels
25~35HRC
1) When slotting in Stainless Steels, reduce the RPM 40%, and the feed rate 60% of table values.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
Slotting Side Milling
D:Dia. of Mill
D
H
ar
aa
230 - 280 SFM 215 - 270 SFM 150 - 185 SFM 110 - 135 SFM 110 - 135 SFM 85 - 100 SFM 70 - 85 SFM
2 4 6 81012
Depth of Cutaa
ar
86.6102.4106.3106.3106.3106.3
63.074.878.778.778.778.7
47,80023,90016,00012,000 9,600 8,000
47,80023,90016,00012,000 9,600 8,000
1.5D0.05D
1.0D0.02D
1.5D0.05D
47.255.159.159.159.159.1
39,80019,90013,30010,000 8,000 6,700
35.443.347.247.247.247.2
31,80015,90010,600 8,000 6,400 5,300
15.719.320.120.520.520.5
15,900 8,000 5,300 4,000 3,200 2,700
Work Material
MillingConditions
Dia. of Mill(mm)
Carbon SteelsCast Irons
150~250HB
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Hardened Steels45~55HRC
StainlessSteels
Hardened Steels35~45HRC
Alloy SteelsHardened Steels
25~35HRC
1) When slotting in Stainless Steels, reduce the RPM 40%, and the feed rate 60% of table values.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
High Speed Condition
ar
aa
Side Milling
985 - 990 SFM 985 - 990 SFM 820 - 830 SFM 645 - 655 SFM 325 - 335 SFM
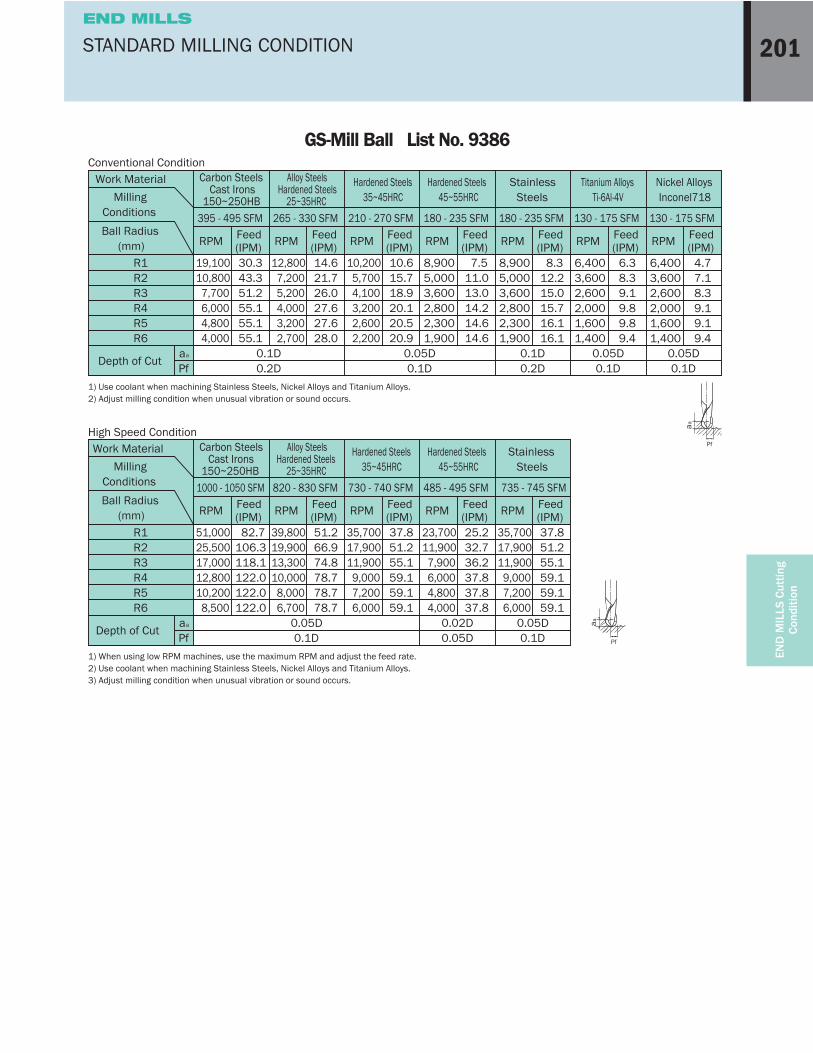
STANDARD MILLING CONDITION
END
MIL
LS C
uttin
g C
ondi
tion
GS-Mill Ball List No. 9386
R1R2R3R4R5R6
Depth of Cut aa
Pf
30.343.351.255.155.155.1
14.621.726.027.627.628.0
19,10010,800 7,700 6,000 4,800 4,000
12,800 7,200 5,200 4,000 3,200 2,700
0.1D0.2D
0.05D0.1D
0.1D0.2D
0.05D0.1D
0.05D0.1D
10.615.718.920.120.520.9
10,200 5,700 4,100 3,200 2,600 2,200
7.511.013.014.214.614.6
8,9005,0003,6002,8002,3001,900
8.312.215.015.716.116.1
8,9005,0003,6002,8002,3001,900
6.38.39.19.89.89.4
6,4003,6002,6002,0001,6001,400
4.77.18.39.19.19.4
6,4003,6002,6002,0001,6001,400
Work Material
MillingConditions
Ball Radius(mm)
Carbon SteelsCast Irons
150~250HB
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Hardened Steels45~55HRC
Nickel AlloysInconel718
StainlessSteels
Titanium AlloysTi-6Al-4V
Hardened Steels35~45HRC
Alloy SteelsHardened Steels
25~35HRC
1) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.2) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
aa
Pf
395 - 495 SFM 265 - 330 SFM 210 - 270 SFM 180 - 235 SFM 180 - 235 SFM 130 - 175 SFM 130 - 175 SFM
R1R2R3R4R5R6
Depth of Cutaa
Pf
82.7106.3118.1122.0122.0122.0
51.266.974.878.778.778.7
51,00025,50017,00012,80010,200 8,500
39,80019,90013,30010,000 8,000 6,700
0.05D0.1D
0.02D0.05D
0.05D0.1D
37.851.255.159.159.159.1
35,70017,90011,900 9,000 7,200 6,000
25.232.736.237.837.837.8
23,70011,900 7,900 6,000 4,800 4,000
37.851.255.159.159.159.1
35,70017,90011,900 9,000 7,200 6,000
Work Material
MillingConditions
Ball Radius(mm)
Carbon SteelsCast Irons
150~250HB
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Hardened Steels45~55HRC
StainlessSteels
Hardened Steels35~45HRC
Alloy SteelsHardened Steels
25~35HRC
1) When using low RPM machines, use the maximum RPM and adjust the feed rate.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
High Speed Condition
aa
Pf
1000 - 1050 SFM 820 - 830 SFM 730 - 740 SFM 485 - 495 SFM 735 - 745 SFM
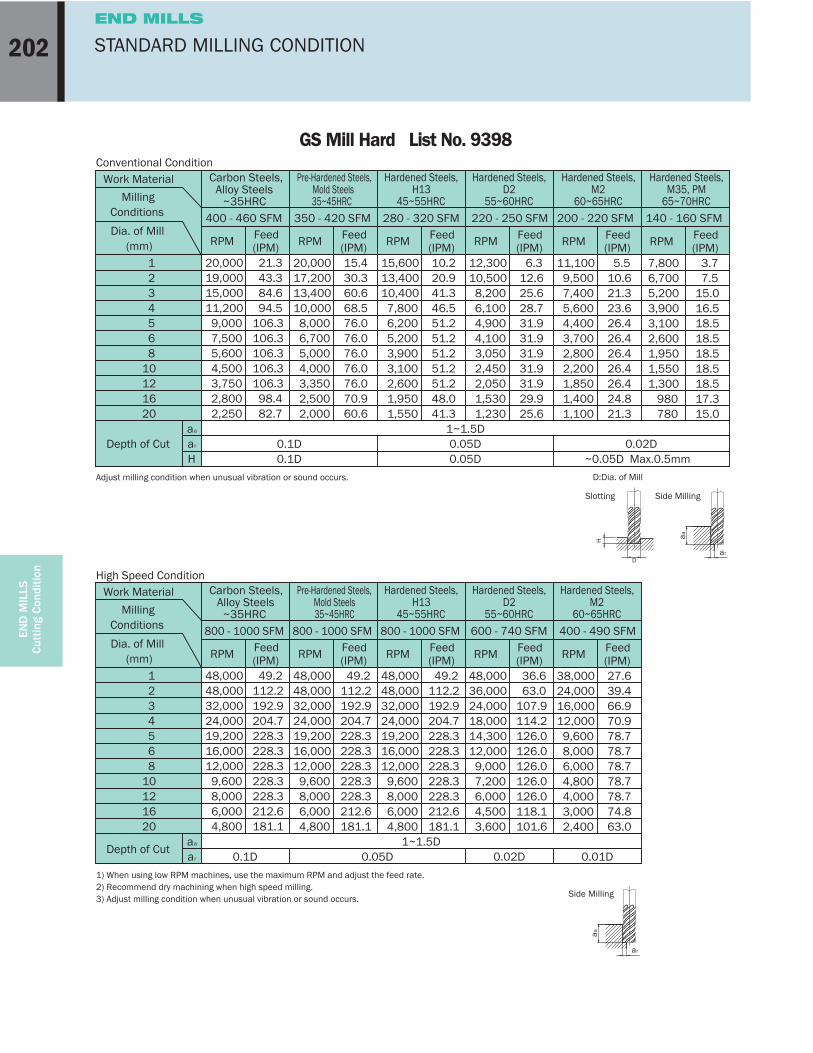
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
GS Mill Hard List No. 9398
1 2 3 4 5 6 810121620
Depth of Cutaa
ar
H
21.3 43.3 84.6 94.5106.3106.3106.3106.3106.3 98.4 82.7
20,00019,00015,00011,200 9,000 7,500 5,600 4,500 3,750 2,800 2,250
0.1D0.1D
0.05D0.05D
1~1.5D0.02D
~0.05D Max.0.5mm
Work Material
MillingConditions
Dia. of Mill(mm)
Carbon Steels,Alloy Steels
~35HRC
RPM Feed(IPM)
15.430.360.668.576.076.076.076.076.070.960.6
20,00017,20013,40010,000 8,000 6,700 5,000 4,000 3,350 2,500 2,000
RPM Feed(IPM)
10.220.941.346.551.251.251.251.251.248.041.3
15,60013,40010,400 7,800 6,200 5,200 3,900 3,100 2,600 1,950 1,550
RPM Feed(IPM)
6.312.625.628.731.931.931.931.931.929.925.6
12,30010,500 8,200 6,100 4,900 4,100 3,050 2,450 2,050 1,530 1,230
RPM Feed(IPM)
5.510.621.323.626.426.426.426.426.424.821.3
11,100 9,500 7,400 5,600 4,400 3,700 2,800 2,200 1,850 1,400 1,100
RPM Feed(IPM)
3.7 7.515.016.518.518.518.518.518.517.315.0
7,8006,7005,2003,9003,1002,6001,9501,5501,300 980 780
RPM Feed(IPM)
Hardened Steels,D2
55~60HRC
Hardened Steels,M2
60~65HRC
Hardened Steels,M35, PM
65~70HRC
Hardened Steels,H13
45~55HRC
Pre-Hardened Steels,Mold Steels35~45HRC
Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
Slotting Side Milling
D:Dia. of Mill
Dar
H aa
400 - 460 SFM 350 - 420 SFM 280 - 320 SFM 220 - 250 SFM 200 - 220 SFM 140 - 160 SFM
1 2 3 4 5 6 810121620
Depth of Cutaa
ar
49.2112.2192.9204.7228.3228.3228.3228.3228.3212.6181.1
48,00048,00032,00024,00019,20016,00012,000 9,600 8,000 6,000 4,800
0.1D 0.05D1~1.5D
0.01D0.02D
Work Material
MillingConditions
Dia. of Mill(mm)
Carbon Steels,Alloy Steels
~35HRC
RPM Feed(IPM)
49.2112.2192.9204.7228.3228.3228.3228.3228.3212.6181.1
48,00048,00032,00024,00019,20016,00012,000 9,600 8,000 6,000 4,800
RPM Feed(IPM)
49.2112.2192.9204.7228.3228.3228.3228.3228.3212.6181.1
48,00048,00032,00024,00019,20016,00012,000 9,600 8,000 6,000 4,800
RPM Feed(IPM)
36.6 63.0107.9114.2126.0126.0126.0126.0126.0118.1101.6
48,00036,00024,00018,00014,30012,000 9,000 7,200 6,000 4,500 3,600
RPM Feed(IPM)
27.639.466.970.978.778.778.778.778.774.863.0
38,00024,00016,00012,000 9,600 8,000 6,000 4,800 4,000 3,000 2,400
RPM Feed(IPM)
Hardened Steels,D2
55~60HRC
Hardened Steels,M2
60~65HRC
Hardened Steels,H13
45~55HRC
Pre-Hardened Steels,Mold Steels35~45HRC
1) When using low RPM machines, use the maximum RPM and adjust the feed rate.2) Recommend dry machining when high speed milling.3) Adjust milling condition when unusual vibration or sound occurs.
High Speed Condition
Side Milling
ar
aa
800 - 1000 SFM 800 - 1000 SFM 800 - 1000 SFM 600 - 740 SFM 400 - 490 SFM
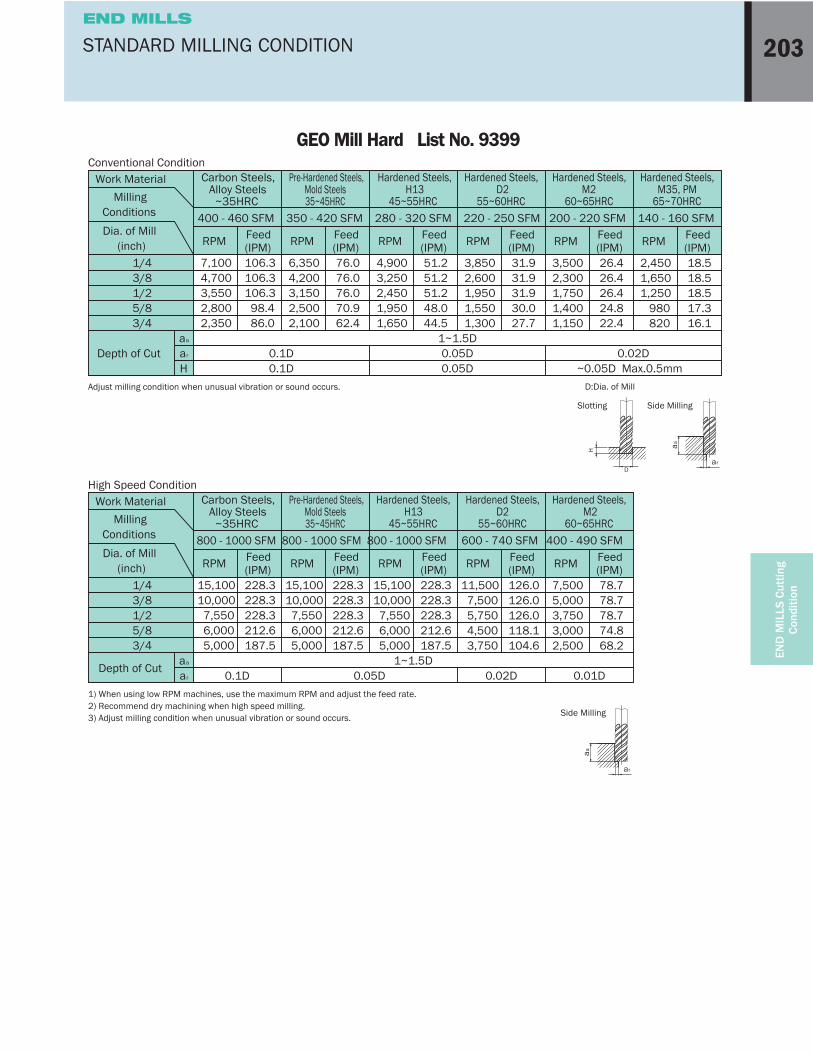
2STANDARD MILLING CONDITION
END
MIL
LS C
uttin
g C
ondi
tion
GEO Mill Hard List No. 9399
1/43/81/25/83/4
Depth of Cutaa
ar
H
106.3106.3106.3 98.4 86.0
7,1004,7003,5502,8002,350
0.1D0.1D
0.05D0.05D
1~1.5D0.02D
~0.05D Max.0.5mm
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels,Alloy Steels
~35HRC
RPM Feed(IPM)
76.076.076.070.962.4
6,3504,2003,1502,5002,100
RPM Feed(IPM)
51.251.251.248.044.5
4,9003,2502,4501,9501,650
RPM Feed(IPM)
31.931.931.930.027.7
3,8502,6001,9501,5501,300
RPM Feed(IPM)
26.426.426.424.822.4
3,5002,3001,7501,4001,150
RPM Feed(IPM)
18.518.518.517.316.1
2,4501,6501,250 980 820
RPM Feed(IPM)
Hardened Steels,D2
55~60HRC
Hardened Steels,M2
60~65HRC
Hardened Steels,M35, PM
65~70HRC
Hardened Steels,H13
45~55HRC
Pre-Hardened Steels,Mold Steels35~45HRC
Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
Slotting Side Milling
D:Dia. of Mill
Dar
H aa
400 - 460 SFM 350 - 420 SFM 280 - 320 SFM 220 - 250 SFM 200 - 220 SFM 140 - 160 SFM
1/43/81/25/83/4
Depth of Cutaa
ar
228.3228.3228.3212.6187.5
15,10010,000 7,550 6,000 5,000
0.1D 0.05D1~1.5D
0.01D0.02D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels,Alloy Steels
~35HRC
RPM Feed(IPM)
228.3228.3228.3212.6187.5
15,10010,000 7,550 6,000 5,000
RPM Feed(IPM)
228.3228.3228.3212.6187.5
15,10010,000 7,550 6,000 5,000
RPM Feed(IPM)
126.0126.0126.0118.1104.6
11,500 7,500 5,750 4,500 3,750
RPM Feed(IPM)
78.778.778.774.868.2
7,5005,0003,7503,0002,500
RPM Feed(IPM)
Hardened Steels,D2
55~60HRC
Hardened Steels,M2
60~65HRC
Hardened Steels,H13
45~55HRC
Pre-Hardened Steels,Mold Steels35~45HRC
1) When using low RPM machines, use the maximum RPM and adjust the feed rate.2) Recommend dry machining when high speed milling.3) Adjust milling condition when unusual vibration or sound occurs.
High Speed Condition
Side Milling
ar
aa
800 - 1000 SFM 800 - 1000 SFM 800 - 1000 SFM 600 - 740 SFM 400 - 490 SFM
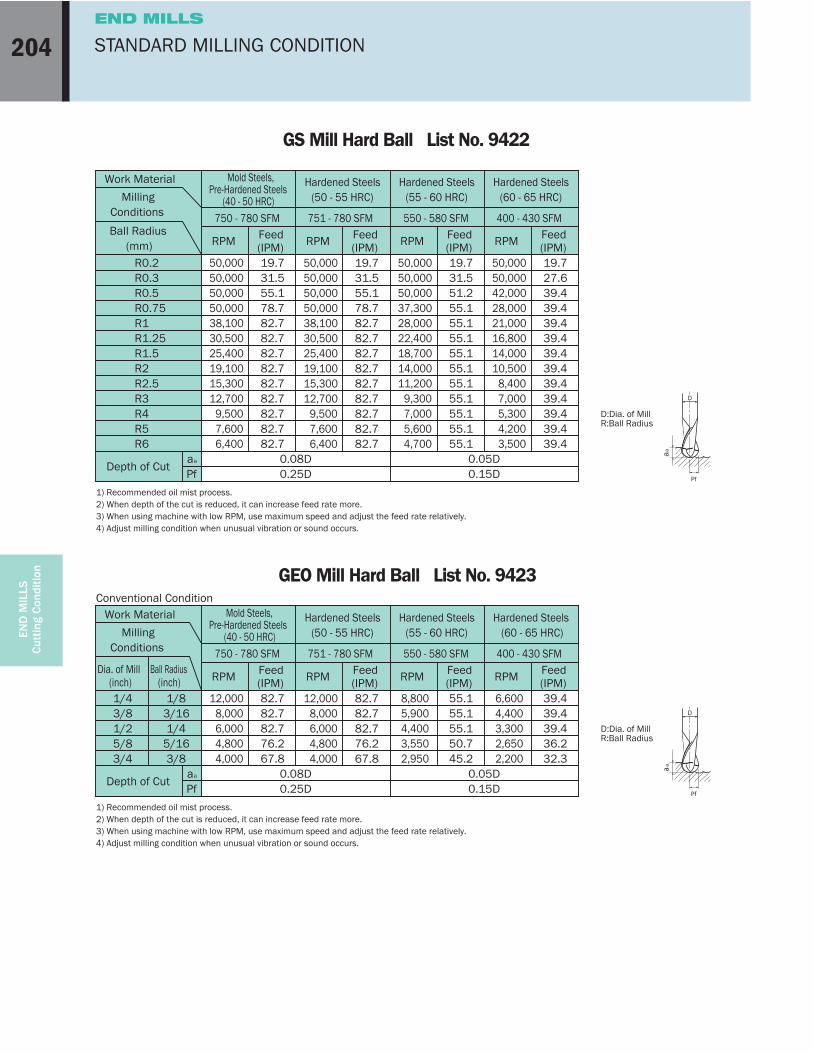
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
GS Mill Hard Ball List No. 9422
R0.2R0.3R0.5R0.75R1R1.25R1.5R2R2.5R3R4R5R6
Depth of Cutaa
Pf
19.731.555.178.782.782.782.782.782.782.782.782.782.7
19.731.555.178.782.782.782.782.782.782.782.782.782.7
50,00050,00050,00050,00038,10030,50025,40019,10015,30012,700
9,5007,6006,400
50,00050,00050,00050,00038,10030,50025,40019,10015,30012,700
9,5007,6006,400
0.08D0.25D
0.05D0.15D
19.731.551.255.155.155.155.155.155.155.155.155.155.1
50,00050,00050,00037,30028,00022,40018,70014,00011,200
9,3007,0005,6004,700
19.727.639.439.439.439.439.439.439.439.439.439.439.4
50,00050,00042,00028,00021,00016,80014,00010,500
8,4007,0005,3004,2003,500
Work Material
MillingConditions
Ball Radius(mm)
Mold Steels,Pre-Hardened Steels
(40 - 50 HRC)
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM)
Hardened Steels(60 - 65 HRC)
Hardened Steels(55 - 60 HRC)
Hardened Steels(50 - 55 HRC)
1) Recommended oil mist process.2) When depth of the cut is reduced, it can increase feed rate more.3) When using machine with low RPM, use maximum speed and adjust the feed rate relatively.4) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
D:Dia. of MillR:Ball Radius
D
aa
Pf
750 - 780 SFM 751 - 780 SFM 550 - 580 SFM 400 - 430 SFM
GEO Mill Hard Ball List No. 9423
1/43/81/25/83/4
1/83/161/4
5/163/8
Depth of Cutaa
Pf
82.782.782.776.267.8
82.782.782.776.267.8
12,0008,0006,0004,8004,000
12,0008,0006,0004,8004,000
0.08D0.25D
0.05D0.15D
55.155.155.150.745.2
8,8005,9004,4003,5502,950
39.439.439.436.232.3
6,6004,4003,3002,6502,200
Work Material
MillingConditions
Dia. of Mill(inch)
Ball Radius(inch)
Mold Steels,Pre-Hardened Steels
(40 - 50 HRC)
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM)
Hardened Steels(60 - 65 HRC)
Hardened Steels(55 - 60 HRC)
Hardened Steels(50 - 55 HRC)
1) Recommended oil mist process.2) When depth of the cut is reduced, it can increase feed rate more.3) When using machine with low RPM, use maximum speed and adjust the feed rate relatively.4) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
D:Dia. of MillR:Ball Radius
D
aa
Pf
750 - 780 SFM 751 - 780 SFM 550 - 580 SFM 400 - 430 SFM
Conventional Condition
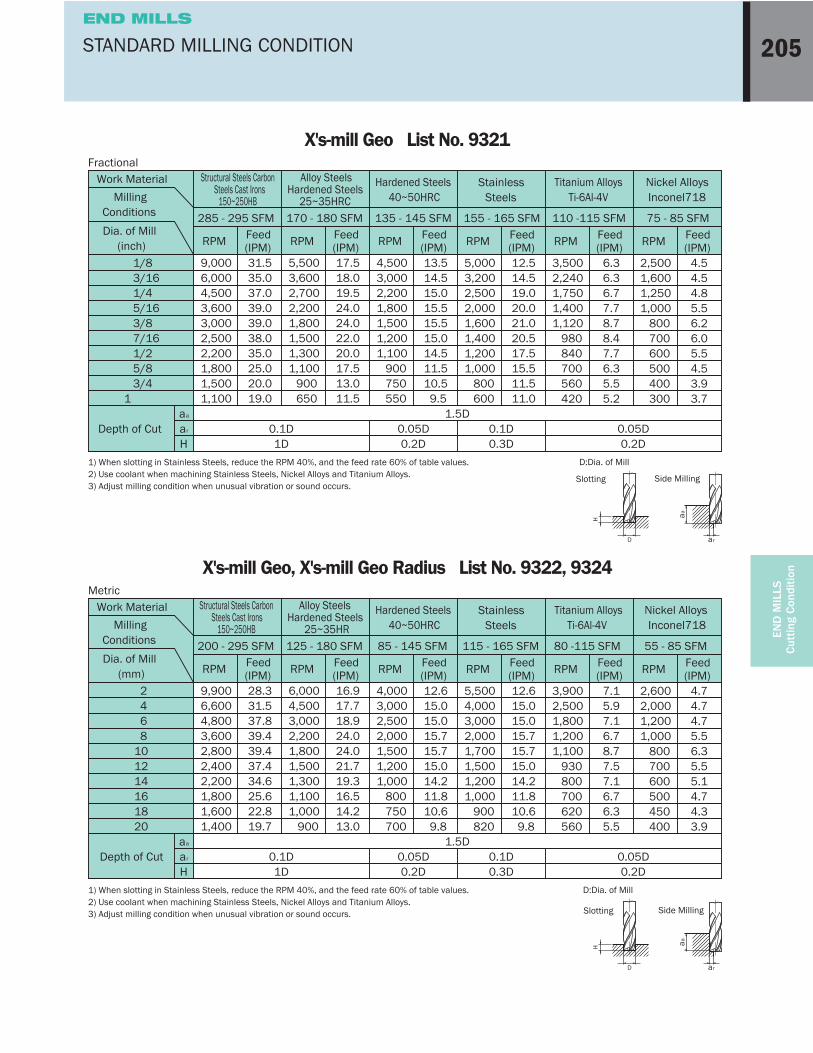
2STANDARD MILLING CONDITION
END
MIL
LS
Cut
ting
Con
ditio
n
X's-mill Geo List No. 9321
1/8 3/16 1/4 5/16 3/8 7/16 1/2 5/8 3/41
Depth of Cut aa
ar
H
31.535.037.039.039.038.035.025.020.019.0
9,0006,0004,5003,6003,0002,5002,2001,8001,5001,100
0.1D1D
0.05D0.2D
1.5D0.1D0.3D
0.05D0.2D
Work Material
MillingConditions
Dia. of Mill(inch)
Structural Steels CarbonSteels Cast Irons
150~250HB
RPM Feed(IPM)
17.518.019.524.024.022.020.017.513.011.5
5,5003,6002,7002,2001,8001,5001,3001,100 900 650
RPM Feed(IPM)
13.514.515.015.515.515.014.511.510.5 9.5
4,5003,0002,2001,8001,5001,2001,100 900 750 550
RPM Feed(IPM)
12.514.519.020.021.020.517.515.511.511.0
5,0003,2002,5002,0001,6001,4001,2001,000 800 600
RPM Feed(IPM)
6.36.36.77.78.78.47.76.35.55.2
3,5002,2401,7501,4001,120 980 840 700 560 420
RPM Feed(IPM)
4.54.54.85.56.26.05.54.53.93.7
2,5001,6001,2501,000 800 700 600 500 400 300
RPM Feed(IPM)
StainlessSteels
Titanium AlloysTi-6Al-4V
Nickel AlloysInconel718
Hardened Steels40~50HRC
Alloy SteelsHardened Steels
25~35HRC
1) When slotting in Stainless Steels, reduce the RPM 40%, and the feed rate 60% of table values.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
Fractional
Slotting Side Milling
D:Dia. of Mill
ar
aa
D
H
285 - 295 SFM 170 - 180 SFM 135 - 145 SFM 155 - 165 SFM 110 -115 SFM 75 - 85 SFM
X's-mill Geo, X's-mill Geo Radius List No. 9322, 9324
2 4 6 8101214161820
Depth of Cutaa
ar
H
28.331.537.839.439.437.434.625.622.819.7
9,9006,6004,8003,6002,8002,4002,2001,8001,6001,400
0.1D1D
0.05D0.2D
1.5D0.1D0.3D
0.05D0.2D
Work Material
MillingConditions
Dia. of Mill(mm)
Structural Steels CarbonSteels Cast Irons
150~250HB
RPM Feed(IPM)
16.917.718.924.024.021.719.316.514.213.0
6,0004,5003,0002,2001,8001,5001,3001,1001,000 900
RPM Feed(IPM)
12.615.015.015.715.715.014.211.810.6 9.8
4,0003,0002,5002,0001,5001,2001,000 800 750 700
RPM Feed(IPM)
12.615.015.015.715.715.014.211.810.6 9.8
5,5004,0003,0002,0001,7001,5001,2001,000 900 820
RPM Feed(IPM)
7.15.97.16.78.77.57.16.76.35.5
3,9002,5001,8001,2001,100 930 800 700 620 560
RPM Feed(IPM)
4.74.74.75.56.35.55.14.74.33.9
2,6002,0001,2001,000 800 700 600 500 450 400
RPM Feed(IPM)
StainlessSteels
Titanium AlloysTi-6Al-4V
Nickel AlloysInconel718
Hardened Steels40~50HRC
Alloy SteelsHardened Steels
25~35HR
1) When slotting in Stainless Steels, reduce the RPM 40%, and the feed rate 60% of table values.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
Metric
Slotting Side Milling
D:Dia. of Mill
ar
aa
D
H
200 - 295 SFM 125 - 180 SFM 85 - 145 SFM 115 - 165 SFM 80 -115 SFM 55 - 85 SFM
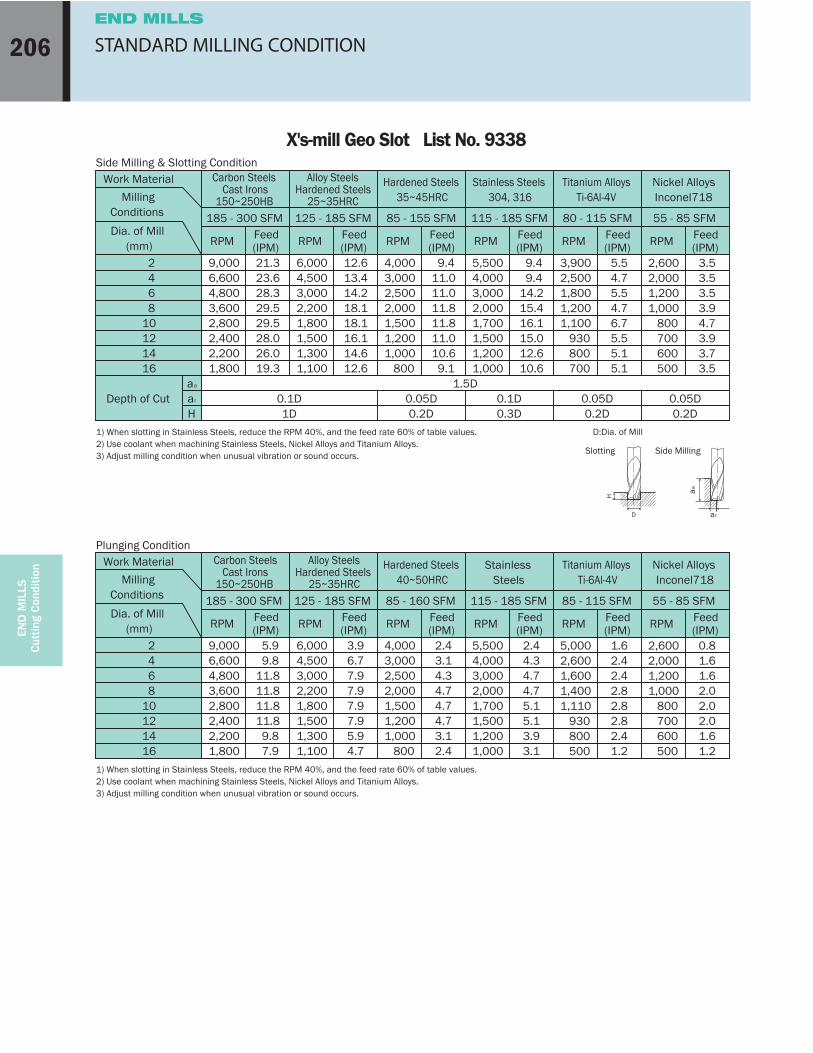
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
X's-mill Geo Slot List No. 9338
2 4 6 810121416
Depth of Cutaa
ar
H
21.323.628.329.529.528.026.019.3
9,0006,6004,8003,6002,8002,4002,2001,800
0.1D1D
0.05D0.2D
1.5D0.1D0.3D
0.05D0.2D
0.05D0.2D
Work Material
MillingConditions
Dia. of Mill(mm)
Carbon SteelsCast Irons
150~250HB
RPM Feed(IPM)
12.613.414.218.118.116.114.612.6
6,0004,5003,0002,2001,8001,5001,3001,100
RPM Feed(IPM)
9.411.011.011.811.811.010.6 9.1
4,0003,0002,5002,0001,5001,2001,000 800
RPM Feed(IPM)
9.4 9.414.215.416.115.012.610.6
5,5004,0003,0002,0001,7001,5001,2001,000
RPM Feed(IPM)
5.54.75.54.76.75.55.15.1
3,9002,5001,8001,2001,100 930 800 700
RPM Feed(IPM)
3.53.53.53.94.73.93.73.5
2,6002,0001,2001,000 800 700 600 500
RPM Feed(IPM)
Stainless Steels304, 316
Titanium AlloysTi-6Al-4V
Nickel AlloysInconel718
Hardened Steels35~45HRC
Alloy SteelsHardened Steels
25~35HRC
1) When slotting in Stainless Steels, reduce the RPM 40%, and the feed rate 60% of table values.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
Side Milling & Slotting Condition
185 - 300 SFM 125 - 185 SFM 85 - 155 SFM 115 - 185 SFM 80 - 115 SFM 55 - 85 SFM
Slotting Side Milling
D:Dia. of Mill
aa
arD
H
2 4 6 810121416
5.9 9.811.811.811.811.8 9.8 7.9
9,0006,6004,8003,6002,8002,4002,2001,800
Work Material
MillingConditions
Dia. of Mill(mm)
Carbon SteelsCast Irons
150~250HB
RPM Feed(IPM)
3.96.77.97.97.97.95.94.7
6,0004,5003,0002,2001,8001,5001,3001,100
RPM Feed(IPM)
2.43.14.34.74.74.73.12.4
4,0003,0002,5002,0001,5001,2001,000 800
RPM Feed(IPM)
2.44.34.74.75.15.13.93.1
5,5004,0003,0002,0001,7001,5001,2001,000
RPM Feed(IPM)
1.62.42.42.82.82.82.41.2
5,0002,6001,6001,4001,110 930 800 500
RPM Feed(IPM)
0.81.61.62.02.02.01.61.2
2,6002,0001,2001,000 800 700 600 500
RPM Feed(IPM)
StainlessSteels
Titanium AlloysTi-6Al-4V
Nickel AlloysInconel718
Hardened Steels40~50HRC
Alloy SteelsHardened Steels
25~35HRC
1) When slotting in Stainless Steels, reduce the RPM 40%, and the feed rate 60% of table values.2) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.3) Adjust milling condition when unusual vibration or sound occurs.
Plunging Condition
185 - 300 SFM 125 - 185 SFM 85 - 160 SFM 115 - 185 SFM 85 - 115 SFM 55 - 85 SFM
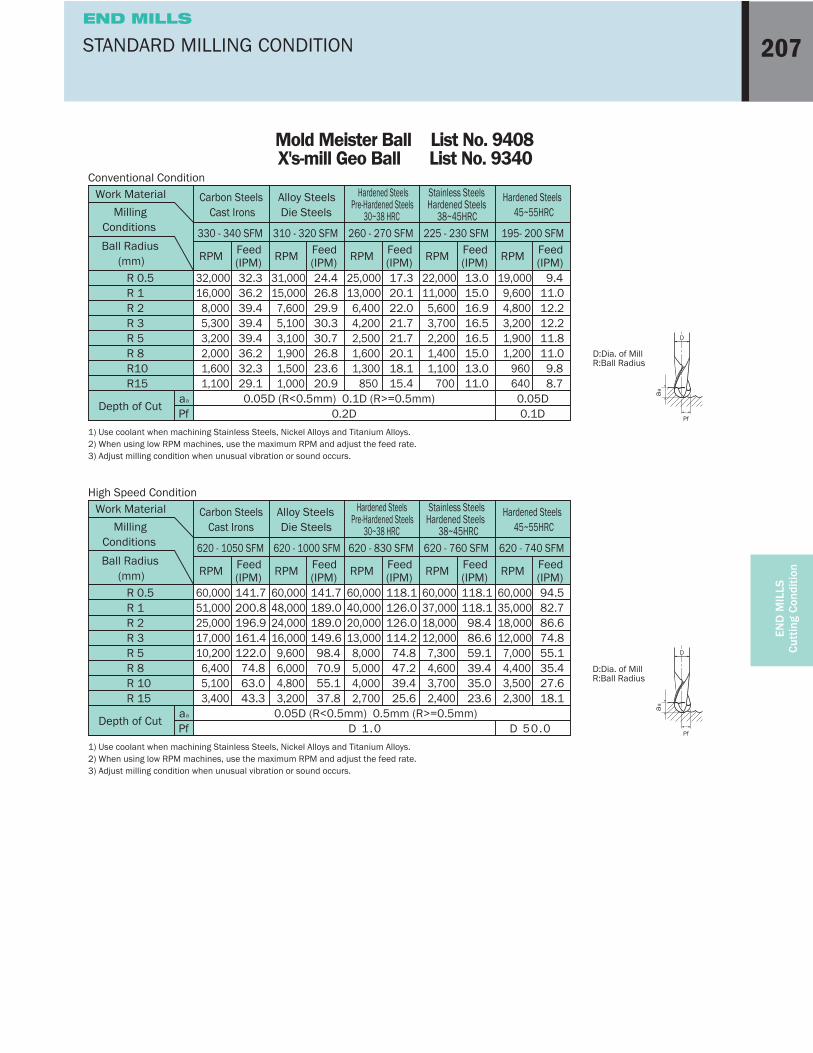
2STANDARD MILLING CONDITION
END
MIL
LS
Cut
ting
Con
ditio
n
Mold Meister Ball List No. 9408X's-mill Geo Ball List No. 9340
R 0.5R 1R 2R 3R 5R 8R10R15
Depth of Cutaa
Pf
32.336.239.439.439.436.232.329.1
24.426.829.930.330.726.823.620.9
32,00016,000 8,000 5,300 3,200 2,000 1,600 1,100
31,00015,000 7,600 5,100 3,100 1,900 1,500 1,000
0.05D (R<0.5mm) 0.1D (R>=0.5mm)0.2D
0.05D0.1D
17.320.122.021.721.720.118.115.4
25,00013,000 6,400 4,200 2,500 1,600 1,300 850
13.015.016.916.516.515.013.011.0
22,00011,000 5,600 3,700 2,200 1,400 1,100 700
9.411.012.212.211.811.0 9.8 8.7
19,000 9,600 4,800 3,200 1,900 1,200 960 640
Work Material
MillingConditions
Ball Radius(mm)
Carbon SteelsCast Irons
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Stainless SteelsHardened Steels
38~45HRC
Hardened Steels45~55HRC
Hardened SteelsPre-Hardened Steels
30~38 HRC
Alloy SteelsDie Steels
1) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.2) When using low RPM machines, use the maximum RPM and adjust the feed rate.3) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
D:Dia. of MillR:Ball Radius
D
aa
Pf
330 - 340 SFM 310 - 320 SFM 260 - 270 SFM 225 - 230 SFM 195- 200 SFM
R 0.5R 1R 2R 3R 5R 8R 10R 15
Depth of Cutaa
Pf
141.7200.8196.9161.4122.0 74.8 63.0 43.3
141.7189.0189.0149.6 98.4 70.9 55.1 37.8
60,00051,00025,00017,00010,200 6,400 5,100 3,400
60,00048,00024,00016,000 9,600 6,000 4,800 3,2000.05D (R<0.5mm) 0.5mm (R>=0.5mm)
D 50.0D 1.0
118.1126.0126.0114.2 74.8 47.2 39.4 25.6
60,00040,00020,00013,000 8,000 5,000 4,000 2,700
118.1118.1 98.4 86.6 59.1 39.4 35.0 23.6
60,00037,00018,00012,000 7,300 4,600 3,700 2,400
94.582.786.674.855.135.427.618.1
60,00035,00018,00012,000 7,000 4,400 3,500 2,300
Work Material
MillingConditions
Ball Radius(mm)
Carbon SteelsCast Irons
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Stainless SteelsHardened Steels
38~45HRC
Hardened Steels45~55HRC
Hardened SteelsPre-Hardened Steels
30~38 HRC
Alloy SteelsDie Steels
1) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.2) When using low RPM machines, use the maximum RPM and adjust the feed rate.3) Adjust milling condition when unusual vibration or sound occurs.
High Speed Condition
D:Dia. of MillR:Ball Radius
Daa
Pf
620 - 1050 SFM 620 - 1000 SFM 620 - 830 SFM 620 - 760 SFM 620 - 740 SFM
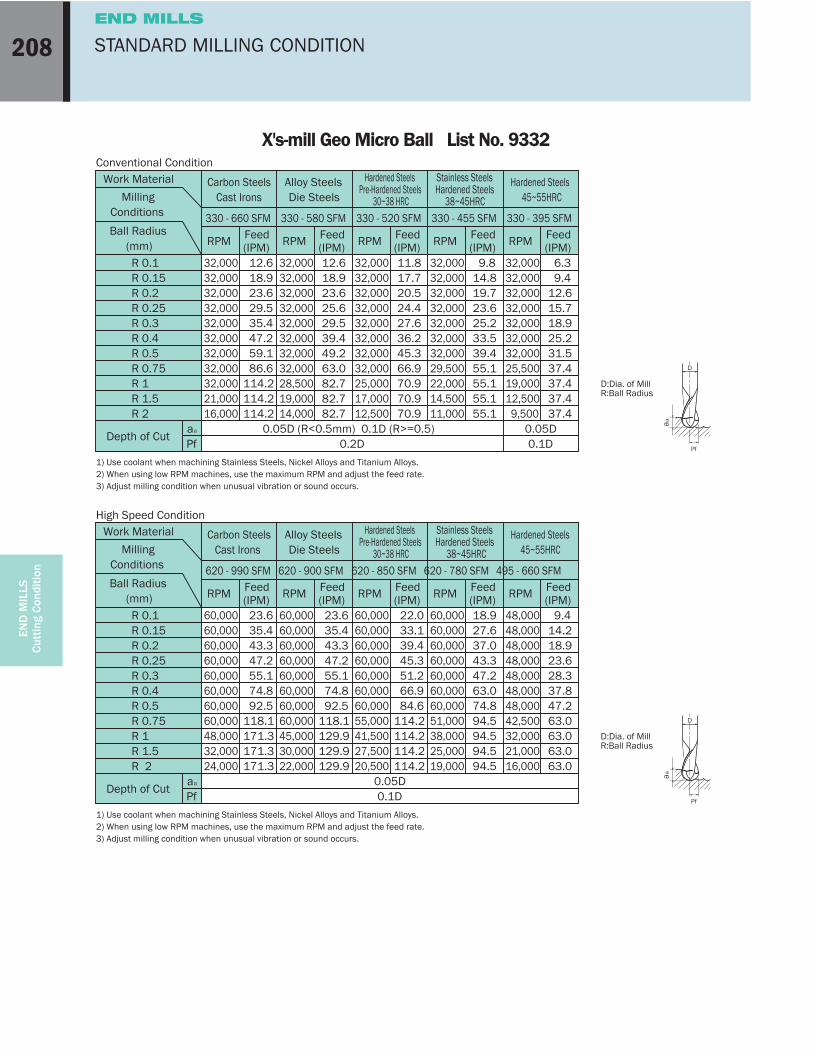
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
X's-mill Geo Micro Ball List No. 9332
R 0.1R 0.15R 0.2R 0.25R 0.3R 0.4R 0.5R 0.75R 1R 1.5R 2
Depth of Cutaa
Pf
12.6 18.9 23.6 29.5 35.4 47.2 59.1 86.6114.2114.2114.2
12.618.923.625.629.539.449.263.082.782.782.7
32,00032,00032,00032,00032,00032,00032,00032,00032,00021,00016,000
32,00032,00032,00032,00032,00032,00032,00032,00028,50019,00014,000
0.05D (R<0.5mm) 0.1D (R>=0.5)0.2D
0.05D0.1D
11.817.720.524.427.636.245.366.970.970.970.9
32,00032,00032,00032,00032,00032,00032,00032,00025,00017,00012,500
9.814.819.723.625.233.539.455.155.155.155.1
32,00032,00032,00032,00032,00032,00032,00029,50022,00014,50011,000
6.3 9.412.615.718.925.231.537.437.437.437.4
32,00032,00032,00032,00032,00032,00032,00025,50019,00012,500 9,500
Work Material
MillingConditions
Ball Radius(mm)
Carbon SteelsCast Irons
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Stainless SteelsHardened Steels
38~45HRC
Hardened Steels45~55HRC
Hardened SteelsPre-Hardened Steels
30~38 HRC
Alloy SteelsDie Steels
1) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.2) When using low RPM machines, use the maximum RPM and adjust the feed rate.3) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
D:Dia. of MillR:Ball Radius
D
aa
Pf
330 - 660 SFM 330 - 580 SFM 330 - 520 SFM 330 - 455 SFM 330 - 395 SFM
R 0.1R 0.15R 0.2R 0.25R 0.3R 0.4R 0.5R 0.75R 1R 1.5R 2
Depth of Cutaa
Pf
23.6 35.4 43.3 47.2 55.1 74.8 92.5118.1171.3171.3171.3
23.6 35.4 43.3 47.2 55.1 74.8 92.5118.1129.9129.9129.9
60,00060,00060,00060,00060,00060,00060,00060,00048,00032,00024,000
60,00060,00060,00060,00060,00060,00060,00060,00045,00030,00022,000
0.05D0.1D
22.0 33.1 39.4 45.3 51.2 66.9 84.6114.2114.2114.2114.2
60,00060,00060,00060,00060,00060,00060,00055,00041,50027,50020,500
18.927.637.043.347.263.074.894.594.594.594.5
60,00060,00060,00060,00060,00060,00060,00051,00038,00025,00019,000
9.414.218.923.628.337.847.263.063.063.063.0
48,00048,00048,00048,00048,00048,00048,00042,50032,00021,00016,000
Work Material
MillingConditions
Ball Radius(mm)
Carbon SteelsCast Irons
RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM) RPM Feed
(IPM) RPM Feed(IPM)
Stainless SteelsHardened Steels
38~45HRC
Hardened Steels45~55HRC
Hardened SteelsPre-Hardened Steels
30~38 HRC
Alloy SteelsDie Steels
1) Use coolant when machining Stainless Steels, Nickel Alloys and Titanium Alloys.2) When using low RPM machines, use the maximum RPM and adjust the feed rate.3) Adjust milling condition when unusual vibration or sound occurs.
High Speed Condition
D:Dia. of MillR:Ball Radius
D
aa
Pf
620 - 990 SFM 620 - 900 SFM 620 - 850 SFM 620 - 780 SFM 495 - 660 SFM
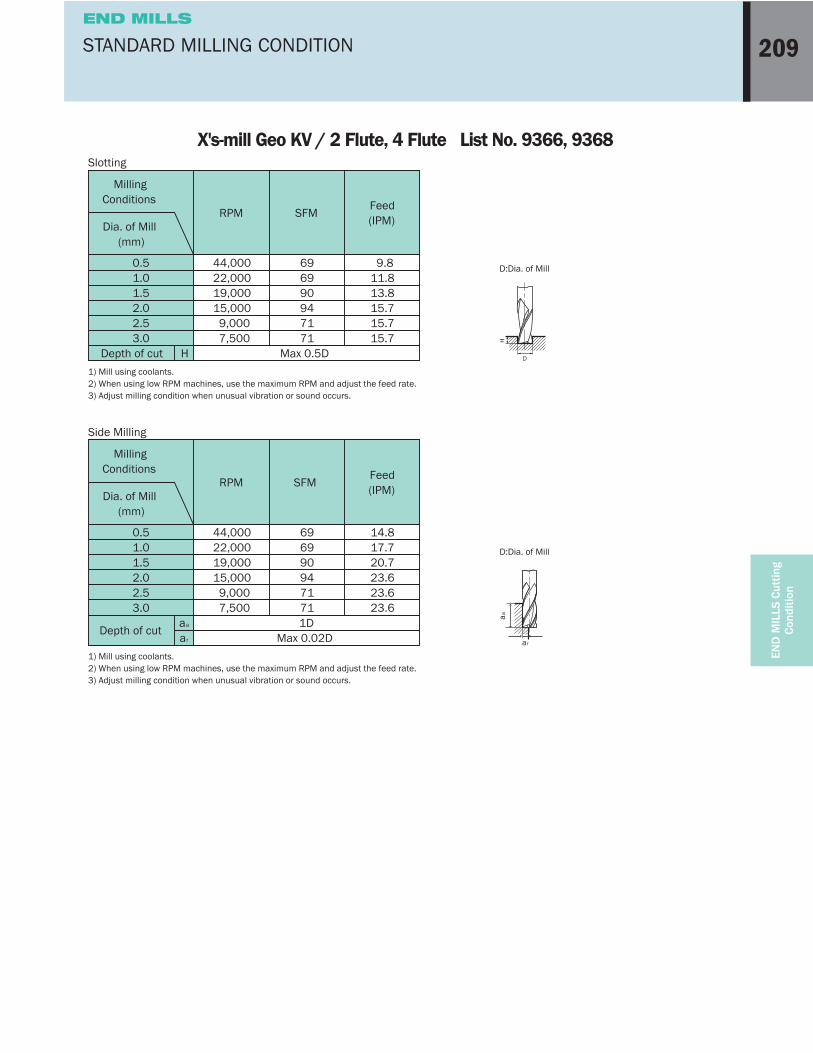
2STANDARD MILLING CONDITION
END
MIL
LS C
uttin
g C
ondi
tion
X's-mill Geo KV / 2 Flute, 4 Flute List No. 9366, 9368
0.51.01.52.02.53.0
Depth of cut H
44,00022,00019,00015,000 9,000 7,500
9.811.813.815.715.715.7
Max 0.5D
MillingConditions
Dia. of Mill(mm)
RPM
696990947171
SFMFeed(IPM)
1) Mill using coolants.2) When using low RPM machines, use the maximum RPM and adjust the feed rate.3) Adjust milling condition when unusual vibration or sound occurs.
Slotting
D:Dia. of Mill
H
D
0.51.01.52.02.53.0
Depth of cutaa
ar
44,00022,00019,00015,000 9,000 7,500
14.817.720.723.623.623.6
1DMax 0.02D
MillingConditions
Dia. of Mill(mm)
RPM
696990947171
SFMFeed(IPM)
1) Mill using coolants.2) When using low RPM machines, use the maximum RPM and adjust the feed rate.3) Adjust milling condition when unusual vibration or sound occurs.
Side Milling
D:Dia. of Mill
aa
ar
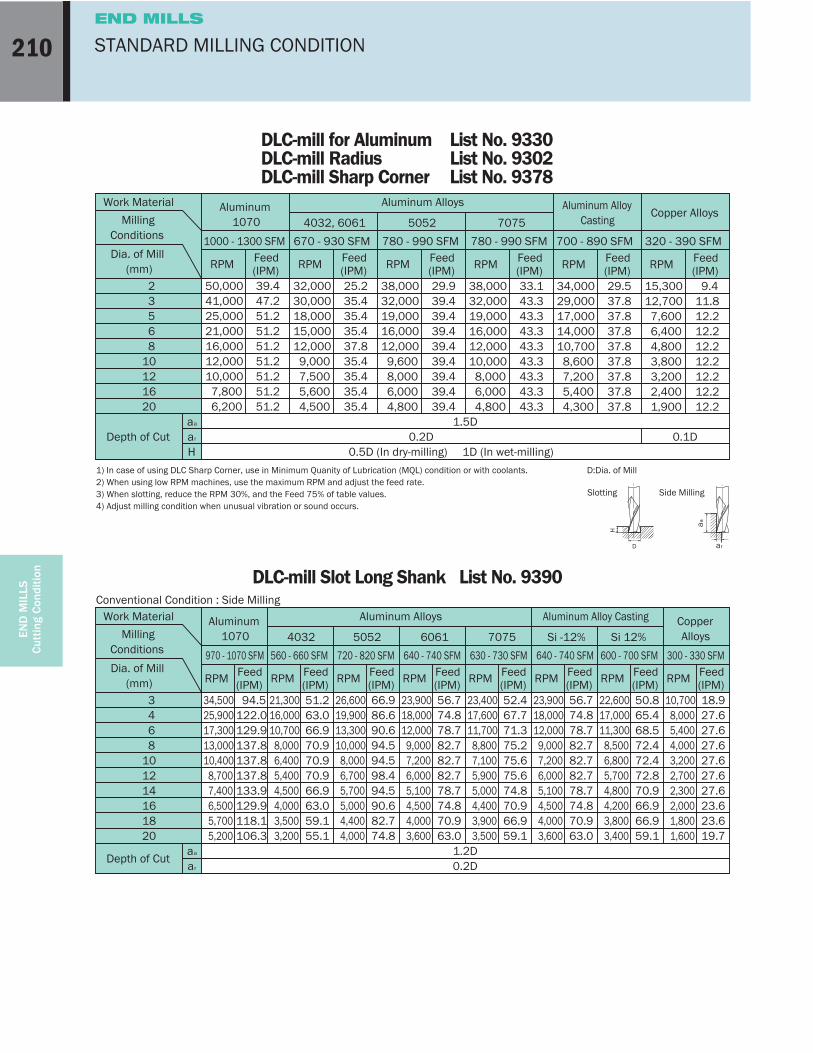
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
DLC-mill for Aluminum List No. 9330DLC-mill Radius List No. 9302DLC-mill Sharp Corner List No. 9378
2 3 5 6 810121620
Depth of Cutaa
ar
H
39.447.251.251.251.251.251.251.251.2
50,00041,00025,00021,00016,00012,00010,000 7,800 6,200
0.2D 0.1D0.5D (In dry-milling) 1D (In wet-milling)
1.5D
Work Material
MillingConditions
Dia. of Mill(mm)
Aluminum1070
RPM Feed(IPM)
25.235.435.435.437.835.435.435.435.4
32,00030,00018,00015,00012,000 9,000 7,500 5,600 4,500
RPM Feed(IPM)
29.939.439.439.439.439.439.439.439.4
38,00032,00019,00016,00012,000 9,600 8,000 6,000 4,800
RPM Feed(IPM)
33.143.343.343.343.343.343.343.343.3
38,00032,00019,00016,00012,00010,000 8,000 6,000 4,800
RPM Feed(IPM)
29.537.837.837.837.837.837.837.837.8
34,00029,00017,00014,00010,700 8,600 7,200 5,400 4,300
RPM Feed(IPM)
9.411.812.212.212.212.212.212.212.2
15,30012,700 7,600 6,400 4,800 3,800 3,200 2,400 1,900
RPM Feed(IPM)
Aluminum AlloyCasting
Copper Alloys5052 70754032, 6061
Aluminum Alloys
1) In case of using DLC Sharp Corner, use in Minimum Quanity of Lubrication (MQL) condition or with coolants.2) When using low RPM machines, use the maximum RPM and adjust the feed rate.3) When slotting, reduce the RPM 30%, and the Feed 75% of table values.4) Adjust milling condition when unusual vibration or sound occurs.
D:Dia. of Mill
Slotting Side Milling
aa
arD
H
1000 - 1300 SFM 670 - 930 SFM 780 - 990 SFM 780 - 990 SFM 700 - 890 SFM 320 - 390 SFM
DLC-mill Slot Long Shank List No. 9390
3 4 6 8101214161820
Depth of Cutaa
ar
94.5122.0129.9137.8137.8137.8133.9129.9118.1106.3
34,50025,90017,30013,00010,400 8,700 7,400 6,500 5,700 5,200
1.2D0.2D
Work Material
MillingConditions
Dia. of Mill(mm)
Aluminum1070
CopperAlloys
RPM Feed(IPM)
51.263.066.970.970.970.966.963.059.155.1
Feed(IPM)
21,30016,00010,700 8,000 6,400 5,400 4,500 4,000 3,500 3,200
RPM
66.986.690.694.594.598.494.590.682.774.8
Feed(IPM)
26,60019,90013,30010,000 8,000 6,700 5,700 5,000 4,400 4,000
RPM
56.774.878.782.782.782.778.774.870.963.0
Feed(IPM)
23,90018,00012,000 9,000 7,200 6,000 5,100 4,500 4,000 3,600
RPM
52.467.771.375.275.675.674.870.966.959.1
Feed(IPM)
23,40017,60011,700 8,800 7,100 5,900 5,000 4,400 3,900 3,500
RPM
56.774.878.782.782.782.778.774.870.963.0
Feed(IPM)
23,90018,00012,000 9,000 7,200 6,000 5,100 4,500 4,000 3,600
RPM
50.865.468.572.472.472.870.966.966.959.1
Feed(IPM)
22,60017,00011,300 8,500 6,800 5,700 4,800 4,200 3,800 3,400
RPM
18.927.627.627.627.627.627.623.623.619.7
Feed(IPM)
10,700 8,000 5,400 4,000 3,200 2,700 2,300 2,000 1,800 1,600
RPM
5052 6061 7075 Si -12% Si 12%4032
Aluminum Alloys Aluminum Alloy CastingConventional Condition : Side Milling
970 - 1070 SFM 560 - 660 SFM 720 - 820 SFM 640 - 740 SFM 630 - 730 SFM 640 - 740 SFM 600 - 700 SFM 300 - 330 SFM
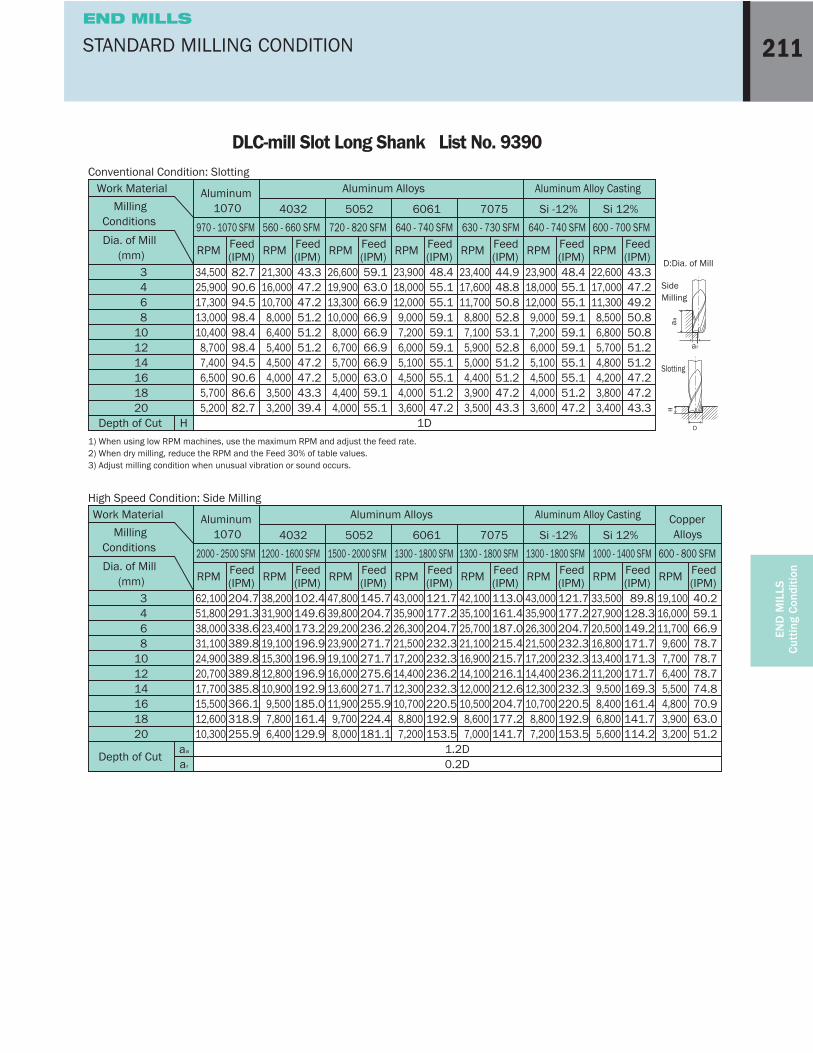
2STANDARD MILLING CONDITION
END
MIL
LS
Cut
ting
Con
ditio
n
3 4 6 8101214161820
Depth of Cut H
82.790.694.598.498.498.494.590.686.682.7
34,50025,90017,30013,00010,400 8,700 7,400 6,500 5,700 5,200
1D
Work Material
MillingConditions
Dia. of Mill(mm)
Aluminum1070
RPM Feed(IPM)
43.347.247.251.251.251.247.247.243.339.4
Feed(IPM)
21,30016,00010,700 8,000 6,400 5,400 4,500 4,000 3,500 3,200
RPM
59.163.066.966.966.966.966.963.059.155.1
Feed(IPM)
26,60019,90013,30010,000 8,000 6,700 5,700 5,000 4,400 4,000
RPM
48.455.155.159.159.159.155.155.151.247.2
Feed(IPM)
23,90018,00012,000 9,000 7,200 6,000 5,100 4,500 4,000 3,600
RPM
44.948.850.852.853.152.851.251.247.243.3
Feed(IPM)
23,40017,60011,700 8,800 7,100 5,900 5,000 4,400 3,900 3,500
RPM
48.455.155.159.159.159.155.155.151.247.2
Feed(IPM)
23,90018,00012,000 9,000 7,200 6,000 5,100 4,500 4,000 3,600
RPM
43.347.249.250.850.851.251.247.247.243.3
Feed(IPM)
22,60017,00011,300 8,500 6,800 5,700 4,800 4,200 3,800 3,400
RPM
5052 6061 7075 Si -12% Si 12%4032
Aluminum Alloys Aluminum Alloy Casting
1) When using low RPM machines, use the maximum RPM and adjust the feed rate.2) When dry milling, reduce the RPM and the Feed 30% of table values.3) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition: Slotting
Slotting
SideMilling
D:Dia. of Mill
aa
ar
D
H
970 - 1070 SFM 560 - 660 SFM 720 - 820 SFM 640 - 740 SFM 630 - 730 SFM 640 - 740 SFM 600 - 700 SFM
3 4 6 8101214161820
Depth of Cutaa
ar
204.7291.3338.6389.8389.8389.8385.8366.1318.9255.9
62,10051,80038,00031,10024,90020,70017,70015,50012,60010,300
1.2D0.2D
Work Material
MillingConditions
Dia. of Mill(mm)
2000 - 2500 SFM 1200 - 1600 SFM 1500 - 2000 SFM 1300 - 1800 SFM 1300 - 1800 SFM 1300 - 1800 SFM 1000 - 1400 SFM 600 - 800 SFM
Aluminum1070
CopperAlloys
RPM Feed(IPM)
102.4149.6173.2196.9196.9196.9192.9185.0161.4129.9
Feed(IPM)
38,20031,90023,40019,10015,30012,80010,900 9,500 7,800 6,400
RPM
145.7204.7236.2271.7271.7275.6271.7255.9224.4181.1
Feed(IPM)
47,80039,80029,20023,90019,10016,00013,60011,900 9,700 8,000
RPM
121.7177.2204.7232.3232.3236.2232.3220.5192.9153.5
Feed(IPM)
43,00035,90026,30021,50017,20014,40012,30010,700 8,800 7,200
RPM
113.0161.4187.0215.4215.7216.1212.6204.7177.2141.7
Feed(IPM)
42,10035,10025,70021,10016,90014,10012,00010,500 8,600 7,000
RPM
121.7177.2204.7232.3232.3236.2232.3220.5192.9153.5
Feed(IPM)
43,00035,90026,30021,50017,20014,40012,30010,700 8,800 7,200
RPM
89.8128.3149.2171.7171.3171.7169.3161.4141.7114.2
Feed(IPM)
33,50027,90020,50016,80013,40011,200 9,500 8,400 6,800 5,600
RPM
40.259.166.978.778.778.774.870.963.051.2
Feed(IPM)
19,10016,00011,700 9,600 7,700 6,400 5,500 4,800 3,900 3,200
RPM
5052 6061 7075 Si -12% Si 12%4032
Aluminum Alloys Aluminum Alloy CastingHigh Speed Condition: Side Milling
DLC-mill Slot Long Shank List No. 9390
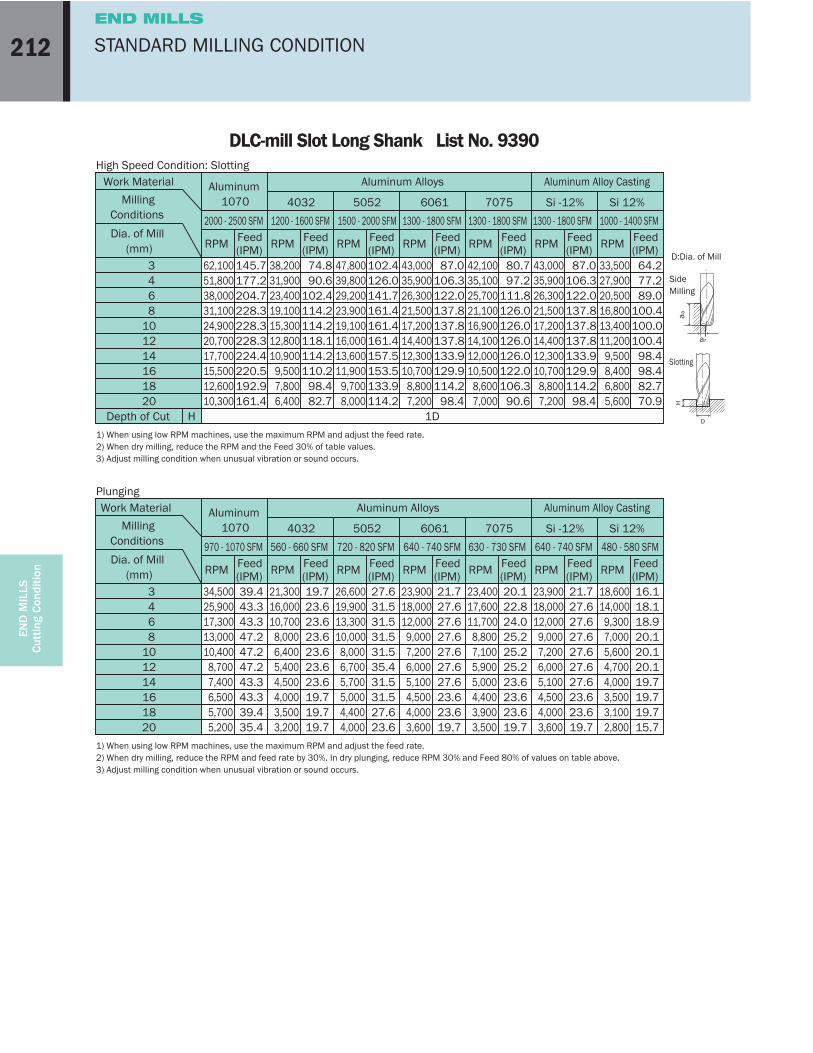
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
3 4 6 8101214161820
Depth of Cut H
145.7177.2204.7228.3228.3228.3224.4220.5192.9161.4
62,10051,80038,00031,10024,90020,70017,70015,50012,60010,300
1D
Work Material
MillingConditions
Dia. of Mill(mm)
Aluminum1070
RPM Feed(IPM)
74.890.6
102.4114.2114.2118.1114.2110.2
98.482.7
Feed(IPM)
38,20031,90023,40019,10015,30012,80010,900
9,5007,8006,400
RPM
102.4126.0141.7161.4161.4161.4157.5153.5133.9114.2
Feed(IPM)
47,80039,80029,20023,90019,10016,00013,60011,900
9,7008,000
RPM
87.0106.3122.0137.8137.8137.8133.9129.9114.2
98.4
Feed(IPM)
43,00035,90026,30021,50017,20014,40012,30010,700
8,8007,200
RPM
87.0106.3122.0137.8137.8137.8133.9129.9114.2
98.4
Feed(IPM)
43,00035,90026,30021,50017,20014,40012,30010,700
8,8007,200
RPM
64.277.289.0
100.4100.0100.4
98.498.482.770.9
Feed(IPM)
33,50027,90020,50016,80013,40011,200
9,5008,4006,8005,600
RPM
5052 6061 Si -12% Si 12%4032
Aluminum Alloys Aluminum Alloy Casting
1) When using low RPM machines, use the maximum RPM and adjust the feed rate.2) When dry milling, reduce the RPM and the Feed 30% of table values.3) Adjust milling condition when unusual vibration or sound occurs.
High Speed Condition: Slotting
Slotting
SideMilling
D:Dia. of Mill
aa
ar
D
H
2000 - 2500 SFM 1200 - 1600 SFM 1500 - 2000 SFM 1300 - 1800 SFM
80.797.2
111.8126.0126.0126.0126.0122.0106.3
90.6
Feed(IPM)
42,10035,10025,70021,10016,90014,10012,00010,500
8,6007,000
RPM
7075
1300 - 1800 SFM 1300 - 1800 SFM 1000 - 1400 SFM
3 4 6 8101214161820
39.443.343.347.247.247.243.343.339.435.4
34,50025,90017,30013,00010,400 8,700 7,400 6,500 5,700 5,200
Work Material
MillingConditions
Dia. of Mill(mm)
Aluminum1070
RPM Feed(IPM)
19.723.623.623.623.623.623.619.719.719.7
Feed(IPM)
21,30016,00010,700 8,000 6,400 5,400 4,500 4,000 3,500 3,200
RPM
27.631.531.531.531.535.431.531.527.623.6
Feed(IPM)
26,60019,90013,30010,000 8,000 6,700 5,700 5,000 4,400 4,000
RPM
21.727.627.627.627.627.627.623.623.619.7
Feed(IPM)
23,90018,00012,000 9,000 7,200 6,000 5,100 4,500 4,000 3,600
RPM
21.727.627.627.627.627.627.623.623.619.7
Feed(IPM)
23,90018,00012,000 9,000 7,200 6,000 5,100 4,500 4,000 3,600
RPM
16.118.118.920.120.120.119.719.719.715.7
Feed(IPM)
18,60014,000 9,300 7,000 5,600 4,700 4,000 3,500 3,100 2,800
RPM
5052 6061 Si -12% Si 12%4032
Aluminum Alloys Aluminum Alloy Casting
1) When using low RPM machines, use the maximum RPM and adjust the feed rate.2) When dry milling, reduce the RPM and feed rate by 30%. In dry plunging, reduce RPM 30% and Feed 80% of values on table above.3) Adjust milling condition when unusual vibration or sound occurs.
Plunging
970 - 1070 SFM 560 - 660 SFM 720 - 820 SFM 640 - 740 SFM
20.122.824.025.225.225.223.623.623.619.7
Feed(IPM)
23,40017,60011,700 8,800 7,100 5,900 5,000 4,400 3,900 3,500
RPM
7075
630 - 730 SFM 640 - 740 SFM 480 - 580 SFM
DLC-mill Slot Long Shank List No. 9390
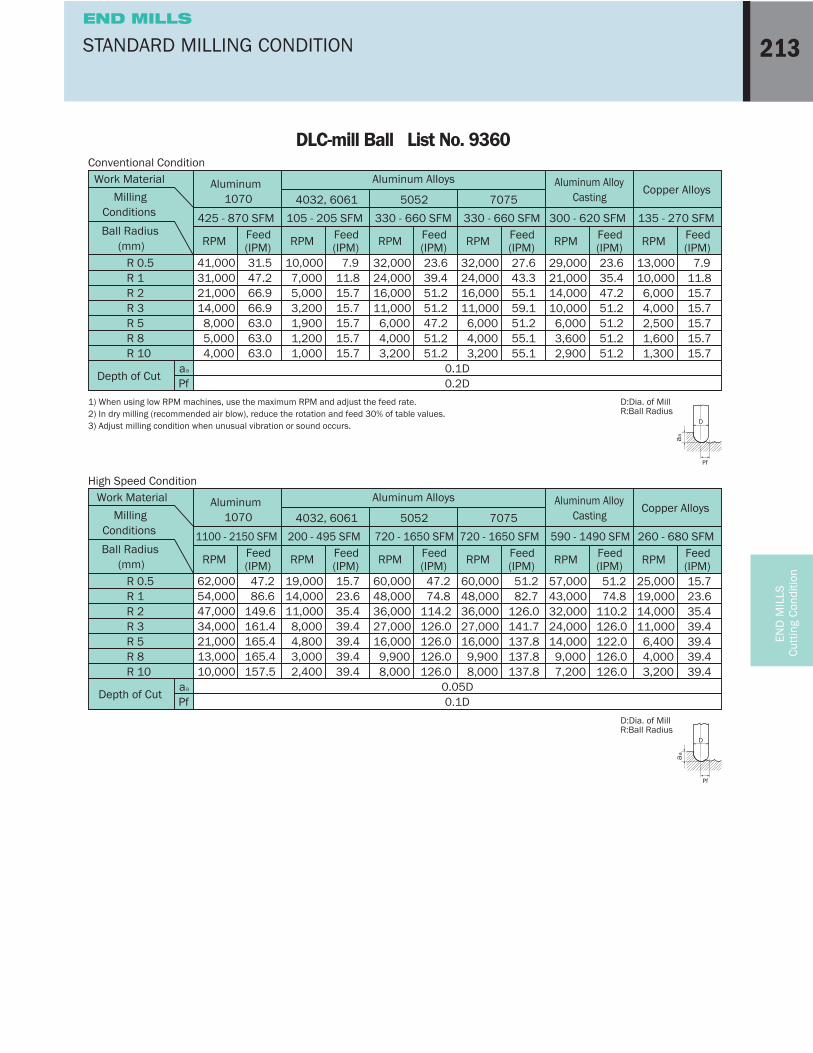
2STANDARD MILLING CONDITION
END
MIL
LSCu
ttin
g Co
nditi
on
DLC-mill Ball List No. 9360
R 0.5R 1R 2R 3R 5R 8R 10
Depth of Cutaa
Pf
31.547.266.966.963.063.063.0
41,00031,00021,00014,000 8,000 5,000 4,000
0.1D0.2D
Work Material
MillingConditions
Ball Radius(mm)
Aluminum1070
RPM Feed(IPM)
7.911.815.715.715.715.715.7
10,000 7,000 5,000 3,200 1,900 1,200 1,000
RPM Feed(IPM)
23.639.451.251.247.251.251.2
32,00024,00016,00011,000 6,000 4,000 3,200
RPM Feed(IPM)
27.643.355.159.151.255.155.1
32,00024,00016,00011,000 6,000 4,000 3,200
RPM Feed(IPM)
23.635.447.251.251.251.251.2
29,00021,00014,00010,000 6,000 3,600 2,900
RPM Feed(IPM)
7.911.815.715.715.715.715.7
13,00010,000 6,000 4,000 2,500 1,600 1,300
RPM Feed(IPM)
Aluminum AlloyCasting
Copper Alloys5052 70754032, 6061
Aluminum Alloys
1) When using low RPM machines, use the maximum RPM and adjust the feed rate.2) In dry milling (recommended air blow), reduce the rotation and feed 30% of table values.3) Adjust milling condition when unusual vibration or sound occurs.
Conventional Condition
D:Dia. of MillR:Ball Radius
aa
Pf
D
425 - 870 SFM 105 - 205 SFM 330 - 660 SFM 330 - 660 SFM 300 - 620 SFM 135 - 270 SFM
R 0.5R 1R 2R 3R 5R 8R 10
Depth of Cutaa
Pf
47.2 86.6149.6161.4165.4165.4157.5
62,00054,00047,00034,00021,00013,00010,000
0.05D0.1D
Work Material
MillingConditions
Ball Radius(mm)
Aluminum1070
RPM Feed(IPM)
15.723.635.439.439.439.439.4
19,00014,00011,000 8,000 4,800 3,000 2,400
RPM Feed(IPM)
47.2 74.8114.2126.0126.0126.0126.0
60,00048,00036,00027,00016,000 9,900 8,000
RPM Feed(IPM)
51.2 82.7126.0141.7137.8137.8137.8
60,00048,00036,00027,00016,000 9,900 8,000
RPM Feed(IPM)
51.2 74.8110.2126.0122.0126.0126.0
57,00043,00032,00024,00014,000 9,000 7,200
RPM Feed(IPM)
15.723.635.439.439.439.439.4
25,00019,00014,00011,000 6,400 4,000 3,200
RPM Feed(IPM)
Aluminum AlloyCasting
Copper Alloys5052 70754032, 6061
Aluminum AlloysHigh Speed Condition
D:Dia. of MillR:Ball Radius
aa
Pf
D
1100 - 2150 SFM 200 - 495 SFM 720 - 1650 SFM 720 - 1650 SFM 590 - 1490 SFM 260 - 680 SFM
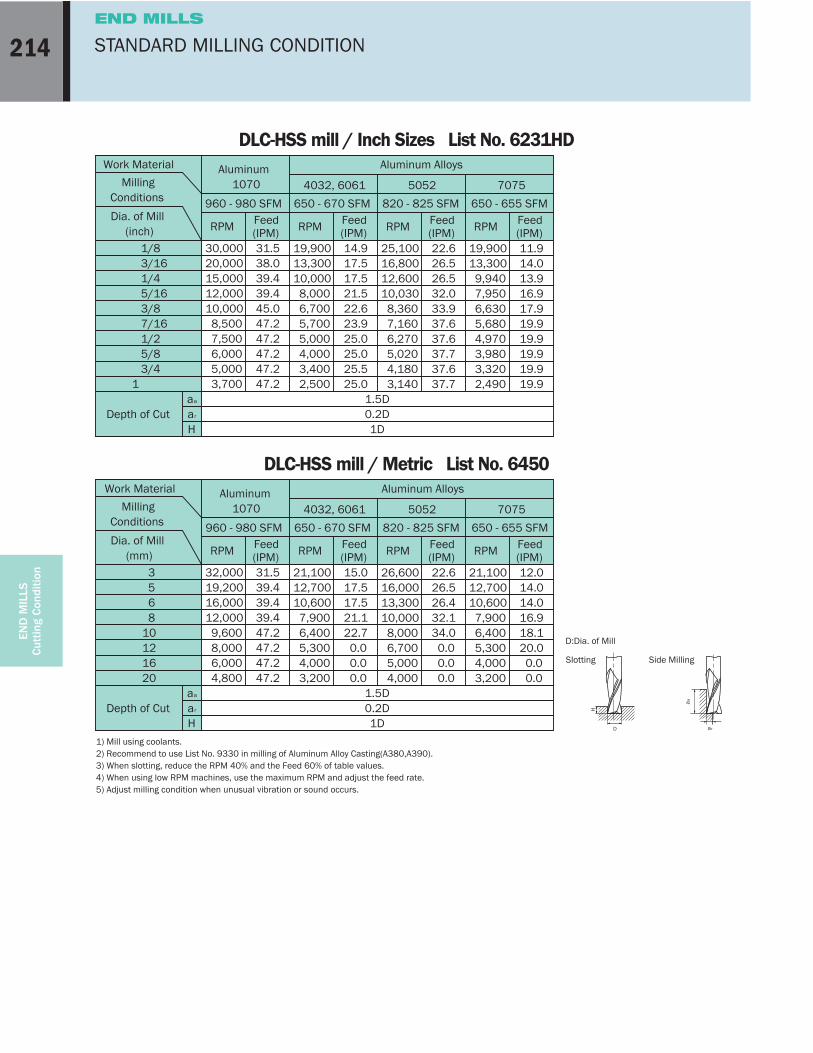
2EN
D M
ILLS
C
uttin
g C
ondi
tion
STANDARD MILLING CONDITION
DLC-HSS mill / Inch Sizes List No. 6231HD
1/8 3/16 1/4 5/16 3/8 7/16 1/2 5/8 3/4 1
Depth of Cutaa
ar
H
31.538.039.439.445.047.247.247.247.247.2
30,00020,00015,00012,00010,000 8,500 7,500 6,000 5,000 3,700
1.5D0.2D1D
Work Material
MillingConditions
Dia. of Mill(inch)
960 - 980 SFM 650 - 670 SFM 820 - 825 SFM 650 - 655 SFM
Aluminum1070
RPM Feed(IPM)
14.917.517.521.522.623.925.025.025.525.0
19,90013,30010,000 8,000 6,700 5,700 5,000 4,000 3,400 2,500
RPM Feed(IPM)
22.626.526.532.033.937.637.637.737.637.7
25,10016,80012,60010,030 8,360 7,160 6,270 5,020 4,180 3,140
RPM Feed(IPM)
11.914.013.916.917.919.919.919.919.919.9
19,90013,300 9,940 7,950 6,630 5,680 4,970 3,980 3,320 2,490
RPM Feed(IPM)
5052 70754032, 6061
Aluminum Alloys
DLC-HSS mill / Metric List No. 6450
3 5 6 810121620
Depth of Cutaa
ar
H
31.539.439.439.447.247.247.247.2
32,00019,20016,00012,000 9,600 8,000 6,000 4,800
1.5D0.2D1D
Work Material
MillingConditions
Dia. of Mill(mm)
Aluminum1070
RPM Feed(IPM)
15.017.517.521.122.7 0.0 0.0 0.0
21,10012,70010,600 7,900 6,400 5,300 4,000 3,200
RPM Feed(IPM)
22.626.526.432.134.0 0.0 0.0 0.0
26,60016,00013,30010,000 8,000 6,700 5,000 4,000
RPM Feed(IPM)
12.014.014.016.918.120.0 0.0 0.0
21,10012,70010,600 7,900 6,400 5,300 4,000 3,200
RPM Feed(IPM)
5052 70754032, 6061
Aluminum Alloys
960 - 980 SFM 650 - 670 SFM 820 - 825 SFM 650 - 655 SFM
1) Mill using coolants.2) Recommend to use List No. 9330 in milling of Aluminum Alloy Casting(A380,A390).3) When slotting, reduce the RPM 40% and the Feed 60% of table values.4) When using low RPM machines, use the maximum RPM and adjust the feed rate.5) Adjust milling condition when unusual vibration or sound occurs.
Slotting Side Milling
D:Dia. of Mill
H
D
aa
ar
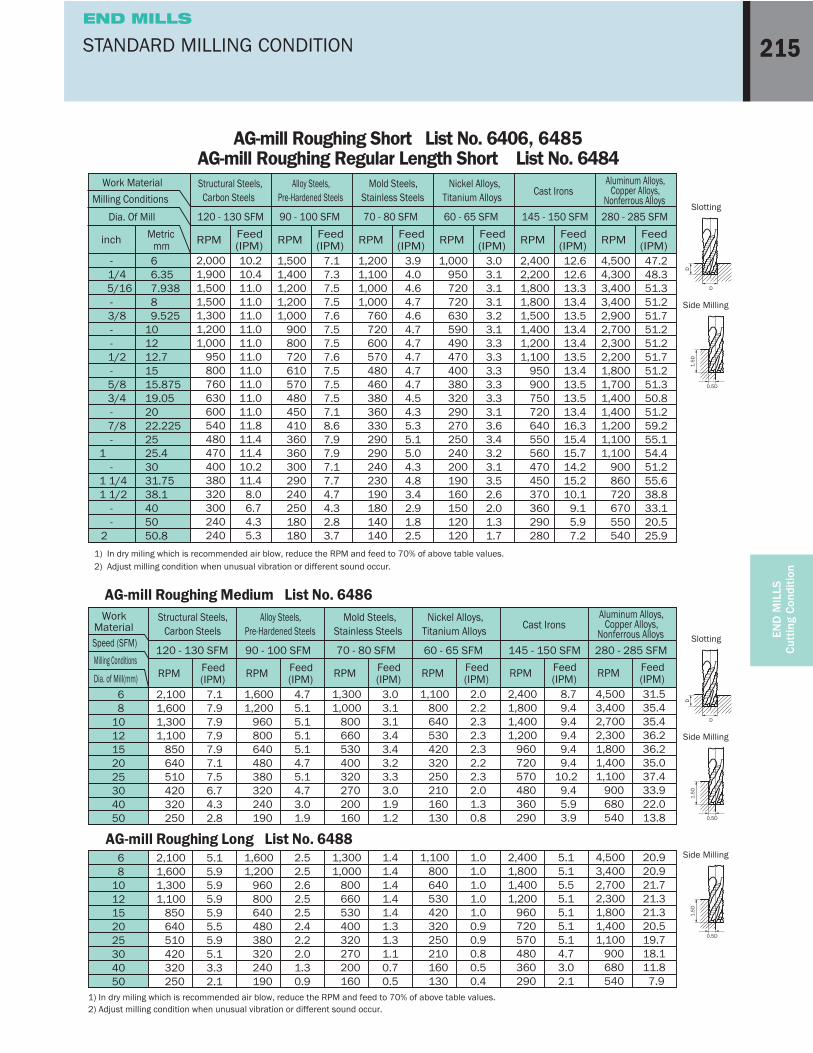
215END MILLS
STANDARD MILLING CONDITION
END
MIL
LS
Cut
ting
Con
ditio
n
AG-mill Roughing Short List No. 6406, 6485AG-mill Roughing Regular Length Short List No. 6484
6 6.35 7.938 8 9.525101212.71515.87519.052022.2252525.43031.7538.1405050.8
- 1/4
5/16-
3/8--
1/2-
5/8 3/4
- 7/8
-1
-1 1/41 1/2
--
2
10.210.411.011.011.011.011.011.011.011.011.011.011.811.411.410.211.4
8.06.74.35.3
2,0001,9001,5001,5001,3001,2001,000
950800760630600540480470400380320300240240
RPM Feed(IPM)
Metricmm
7.17.37.57.57.67.57.57.67.57.57.57.18.67.97.97.17.74.74.32.83.7
1,5001,4001,2001,2001,000
900800720610570480450410360360300290240250180180
RPM Feed(IPM)
3.94.04.64.74.64.74.74.74.74.74.54.35.35.15.04.34.83.42.91.82.5
1,2001,1001,0001,000
760720600570480460380360330290290240230190180140140
RPM Feed(IPM)
3.03.13.13.13.23.13.33.33.33.33.33.13.63.43.23.13.52.62.01.31.7
1,000950720720630590490470400380320290270250240200190160150120120
RPM Feed(IPM)
12.612.613.313.413.513.413.413.513.413.513.513.416.315.415.714.215.210.1
9.15.97.2
2,4002,2001,8001,8001,5001,4001,2001,100
950900750720640550560470450370360290280
RPM Feed(IPM)
47.248.351.351.251.751.251.251.751.251.350.851.259.255.154.451.255.638.833.120.525.9
4,5004,3003,4003,4002,9002,7002,3002,2001,8001,7001,4001,4001,2001,1001,100
900860720670550540
RPM Feed(IPM)
Mold Steels,Stainless Steels
Alloy Steels,Pre-Hardened Steels Cast Irons
Aluminum Alloys,Copper Alloys,
Nonferrous Alloys
Nickel Alloys,Titanium Alloys
Structural Steels,Carbon Steels
Work MaterialMilling Conditions
Dia. Of Mill
inch
120 - 130 SFM 90 - 100 SFM 70 - 80 SFM 60 - 65 SFM 145 - 150 SFM 280 - 285 SFM
6 81012152025304050
7.17.97.97.97.97.17.56.74.32.8
2,1001,6001,3001,100 850 640 510 420 320 250
RPM Feed(IPM)
4.75.15.15.15.14.75.14.73.01.9
1,6001,200 960 800 640 480 380 320 240 190
RPM Feed(IPM)
3.03.13.13.43.43.23.33.01.91.2
1,3001,000 800 660 530 400 320 270 200 160
RPM Feed(IPM)
2.02.22.32.32.32.22.32.01.30.8
1,100 800 640 530 420 320 250 210 160 130
RPM Feed(IPM)
8.7 9.4 9.4 9.4 9.4 9.410.2 9.4 5.9 3.9
2,4001,8001,4001,200 960 720 570 480 360 290
RPM Feed(IPM)
31.535.435.436.236.235.037.433.922.013.8
4,5003,4002,7002,3001,8001,4001,100 900 680 540
RPM Feed(IPM)
Mold Steels,Stainless Steels
Alloy Steels,Pre-Hardened Steels Cast Irons
Aluminum Alloys,Copper Alloys,
Nonferrous Alloys
Nickel Alloys,Titanium Alloys
Structural Steels,Carbon Steels
WorkMaterialSpeed (SFM)
Milling Conditions
Dia. of Mill(mm)
120 - 130 SFM 90 - 100 SFM 70 - 80 SFM 60 - 65 SFM 145 - 150 SFM 280 - 285 SFM
D
D
Slotting
0.5D
1.5
D
Side Milling
D
D
Slotting
0.5D
1.5
D
Side Milling
0.5D
1.5
D
Side Milling 6 81012152025304050
5.15.95.95.95.95.55.95.13.32.1
2,1001,6001,3001,100 850 640 510 420 320 250
2.52.52.62.52.52.42.22.01.30.9
1,6001,200 960 800 640 480 380 320 240 190
1.41.41.41.41.41.31.31.10.70.5
1,3001,000 800 660 530 400 320 270 200 160
1.01.01.01.01.00.90.90.80.50.4
1,100 800 640 530 420 320 250 210 160 130
5.15.15.55.15.15.15.14.73.02.1
2,4001,8001,4001,200 960 720 570 480 360 290
20.920.921.721.321.320.519.718.111.8 7.9
4,5003,4002,7002,3001,8001,4001,100 900 680 540
1) In dry miling which is recommended air blow, reduce the RPM and feed to 70% of above table values.2) Adjust milling condition when unusual vibration or different sound occur.
AG-mill Roughing Long List No. 6488
1) In dry miling which is recommended air blow, reduce the RPM and feed to 70% of above table values.2) Adjust milling condition when unusual vibration or different sound occur.
AG-mill Roughing Medium List No. 6486
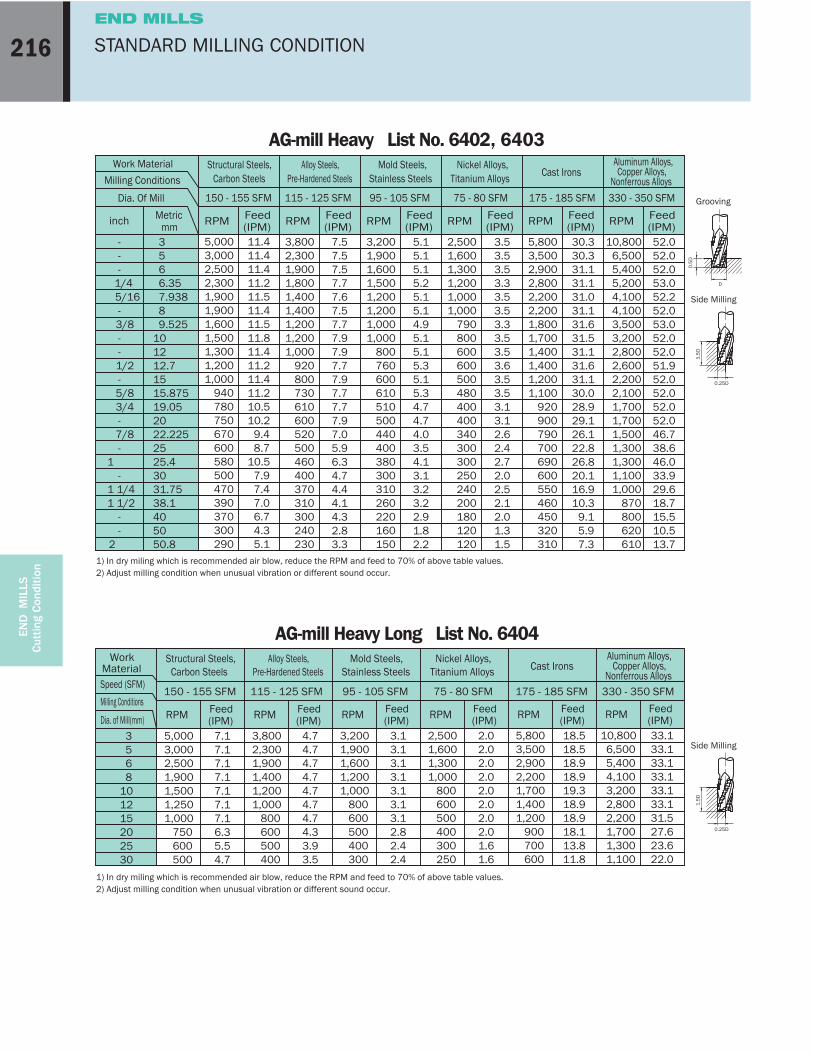
2EN
D
Cut
ting
Con
ditio
nSTANDARD MILLING CONDITION
AG-mill Heavy List No. 6402, 6403
3 5 6 6.35 7.938 8 9.525101212.71515.87519.052022.2252525.43031.7538.1405050.8
---
1/4 5/16
- 3/8
--
1/2-
5/8 3/4
- 7/8
-1
-1 1/41 1/2
--
2
11.411.411.411.211.511.411.511.811.411.211.411.210.510.2
9.48.7
10.57.97.47.06.74.35.1
5,0003,0002,5002,3001,9001,9001,6001,5001,3001,2001,000
940780750670600580500470390370300290
RPM Feed(IPM)
Metricmm
7.57.57.57.77.67.57.77.97.97.77.97.77.77.97.05.96.34.74.44.14.32.83.3
3,8002,3001,9001,8001,4001,4001,2001,2001,000
920800730610600520500460400370310300240230
RPM Feed(IPM)
5.15.15.15.25.15.14.95.15.15.35.15.34.74.74.03.54.13.13.23.22.91.82.2
3,2001,9001,6001,5001,2001,2001,0001,000
800760600610510500440400380300310260220160150
RPM Feed(IPM)
3.53.53.53.33.53.53.33.53.53.63.53.53.13.12.62.42.72.02.52.12.01.31.5
2,5001,6001,3001,2001,0001,000
790800600600500480400400340300300250240200180120120
RPM Feed(IPM)
30.330.331.131.131.031.131.631.531.131.631.130.028.929.126.122.826.820.116.910.3
9.15.97.3
5,8003,5002,9002,8002,2002,2001,8001,7001,4001,4001,2001,100
920900790700690600550460450320310
RPM Feed(IPM)
52.052.052.053.052.252.053.052.052.051.952.052.052.052.046.738.646.033.929.618.715.510.513.7
10,8006,5005,4005,2004,1004,1003,5003,2002,8002,6002,2002,1001,7001,7001,5001,3001,3001,1001,000
870800620610
RPM Feed(IPM)
Mold Steels,Stainless Steels
Alloy Steels,Pre-Hardened Steels Cast Irons
Aluminum Alloys,Copper Alloys,
Nonferrous Alloys
Nickel Alloys,Titanium Alloys
Structural Steels,Carbon Steels
Work MaterialMilling Conditions
Dia. Of Mill
inch
150 - 155 SFM 115 - 125 SFM 95 - 105 SFM 75 - 80 SFM 175 - 185 SFM 330 - 350 SFM
1) In dry miling which is recommended air blow, reduce the RPM and feed to 70% of above table values.2) Adjust milling condition when unusual vibration or different sound occur.
AG-mill Heavy Long List No. 6404
3 5 6 8101215202530
7.17.17.17.17.17.17.16.35.54.7
5,0003,0002,5001,9001,5001,2501,000 750 600 500
RPM Feed(IPM)
4.74.74.74.74.74.74.74.33.93.5
3,8002,3001,9001,4001,2001,000 800 600 500 400
RPM Feed(IPM)
3.13.13.13.13.13.13.12.82.42.4
3,2001,9001,6001,2001,000 800 600 500 400 300
RPM Feed(IPM)
2.02.02.02.02.02.02.02.01.61.6
2,5001,6001,3001,000 800 600 500 400 300 250
RPM Feed(IPM)
18.518.518.918.919.318.918.918.113.811.8
5,8003,5002,9002,2001,7001,4001,200 900 700 600
RPM Feed(IPM)
33.133.133.133.133.133.131.527.623.622.0
10,800 6,500 5,400 4,100 3,200 2,800 2,200 1,700 1,300 1,100
RPM Feed(IPM)
Mold Steels,Stainless Steels
Alloy Steels,Pre-Hardened Steels Cast Irons
Aluminum Alloys,Copper Alloys,
Nonferrous Alloys
1) In dry miling which is recommended air blow, reduce the RPM and feed to 70% of above table values.2) Adjust milling condition when unusual vibration or different sound occur.
Nickel Alloys,Titanium Alloys
Structural Steels,Carbon Steels
WorkMaterialSpeed (SFM)
Milling Conditions
Dia. of Mill(mm)
150 - 155 SFM 115 - 125 SFM 95 - 105 SFM 75 - 80 SFM 175 - 185 SFM 330 - 350 SFM
D
0.5
D
Grooving
0.25D
1.5
D
Side Milling
0.25D
1.5
D
Side Milling
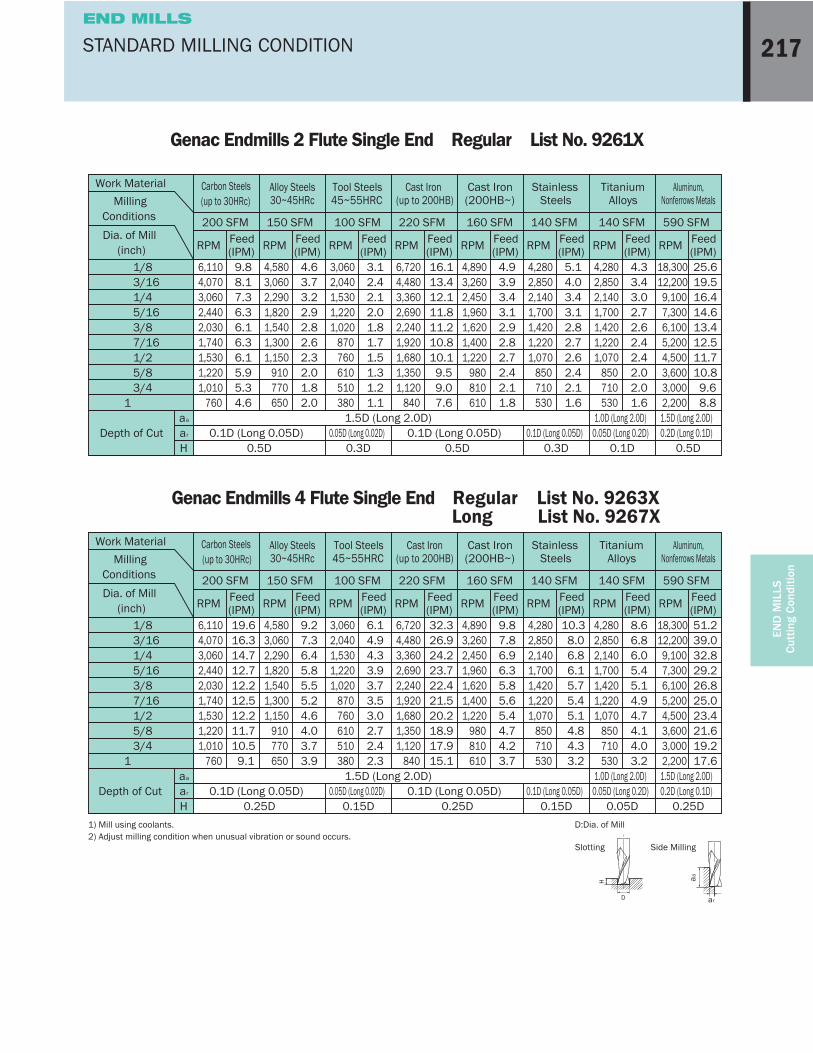
2STANDARD MILLING CONDITION
END
MIL
LS
Cut
ting
Con
ditio
n
Genac Endmills 2 Flute Single End Regular List No. 9261X
1/8 3/16 1/4 5/16 3/8 7/16 1/2 5/8 3/4 1
Depth of Cutaa
ar
H
9.88.17.36.36.16.36.15.95.34.6
6,1104,0703,0602,4402,0301,7401,5301,2201,010 760
1.5D (Long 2.0D)0.2D (Long 0.1D)
0.5D
1.0D (Long 2.0D)0.05D (Long 0.2D)
0.1D0.1D (Long 0.05D)
0.3D0.1D (Long 0.05D)
0.5D0.05D (Long 0.02D)
0.3D
1.5D (Long 2.0D)0.1D (Long 0.05D)
0.5D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels(up to 30HRc)
Aluminum,Nonferrows Metals
RPM Feed(IPM)
4.63.73.22.92.82.62.32.01.82.0
Feed(IPM)
4,5803,0602,2901,8201,5401,3001,150 910 770 650
RPM
3.12.42.12.01.81.71.51.31.21.1
Feed(IPM)
3,0602,0401,5301,2201,020 870 760 610 510 380
RPM
16.113.412.111.811.210.810.1 9.5 9.0 7.6
Feed(IPM)
6,7204,4803,3602,6902,2401,9201,6801,3501,120 840
RPM
4.93.93.43.12.92.82.72.42.11.8
Feed(IPM)
4,8903,2602,4501,9601,6201,4001,220 980 810 610
RPM
5.14.03.43.12.82.72.62.42.11.6
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
4.33.43.02.72.62.42.42.02.01.6
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
25.619.516.414.613.412.511.710.8 9.6 8.8
Feed(IPM)
18,30012,200 9,100 7,300 6,100 5,200 4,500 3,600 3,000 2,200
RPM
Tool Steels45~55HRC
Cast Iron(up to 200HB)
Cast Iron(200HB~)
StainlessSteels
TitaniumAlloys
Alloy Steels30~45HRc
200 SFM 150 SFM 100 SFM 220 SFM 160 SFM 140 SFM 140 SFM 590 SFM
Genac Endmills 4 Flute Single End Regular List No. 9263XLong List No. 9267X
1/8 3/16 1/4 5/16 3/8 7/16 1/2 5/8 3/4 1
Depth of Cutaa
ar
H
19.616.314.712.712.212.512.211.710.5 9.1
6,1104,0703,0602,4402,0301,7401,5301,2201,010 760
1.5D (Long 2.0D)0.2D (Long 0.1D)
0.25D
1.0D (Long 2.0D)0.05D (Long 0.2D)
0.05D0.1D (Long 0.05D)
0.15D0.1D (Long 0.05D)
0.25D0.05D (Long 0.02D)
0.15D
1.5D (Long 2.0D)0.1D (Long 0.05D)
0.25D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels(up to 30HRc)
RPM Feed(IPM)
9.27.36.45.85.55.24.64.03.73.9
Feed(IPM)
4,5803,0602,2901,8201,5401,3001,150 910 770 650
RPM
6.14.94.33.93.73.53.02.72.42.3
Feed(IPM)
3,0602,0401,5301,2201,020 870 760 610 510 380
RPM
32.326.924.223.722.421.520.218.917.915.1
Feed(IPM)
6,7204,4803,3602,6902,2401,9201,6801,3501,120 840
RPM
9.87.86.96.35.85.65.44.74.23.7
Feed(IPM)
4,8903,2602,4501,9601,6201,4001,220 980 810 610
RPM
10.3 8.0 6.8 6.1 5.7 5.4 5.1 4.8 4.3 3.2
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
8.66.86.05.45.14.94.74.14.03.2
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
51.239.032.829.226.825.023.421.619.217.6
Feed(IPM)
18,30012,200 9,100 7,300 6,100 5,200 4,500 3,600 3,000 2,200
RPM
Tool Steels45~55HRC
Cast Iron(up to 200HB)
Cast Iron(200HB~)
StainlessSteels
TitaniumAlloys
Alloy Steels30~45HRc
1) Mill using coolants.2) Adjust milling condition when unusual vibration or sound occurs.
Slotting Side Milling
D:Dia. of Mill
aa
arD
H
Aluminum,Nonferrows Metals
200 SFM 150 SFM 100 SFM 220 SFM 160 SFM 140 SFM 140 SFM 590 SFM
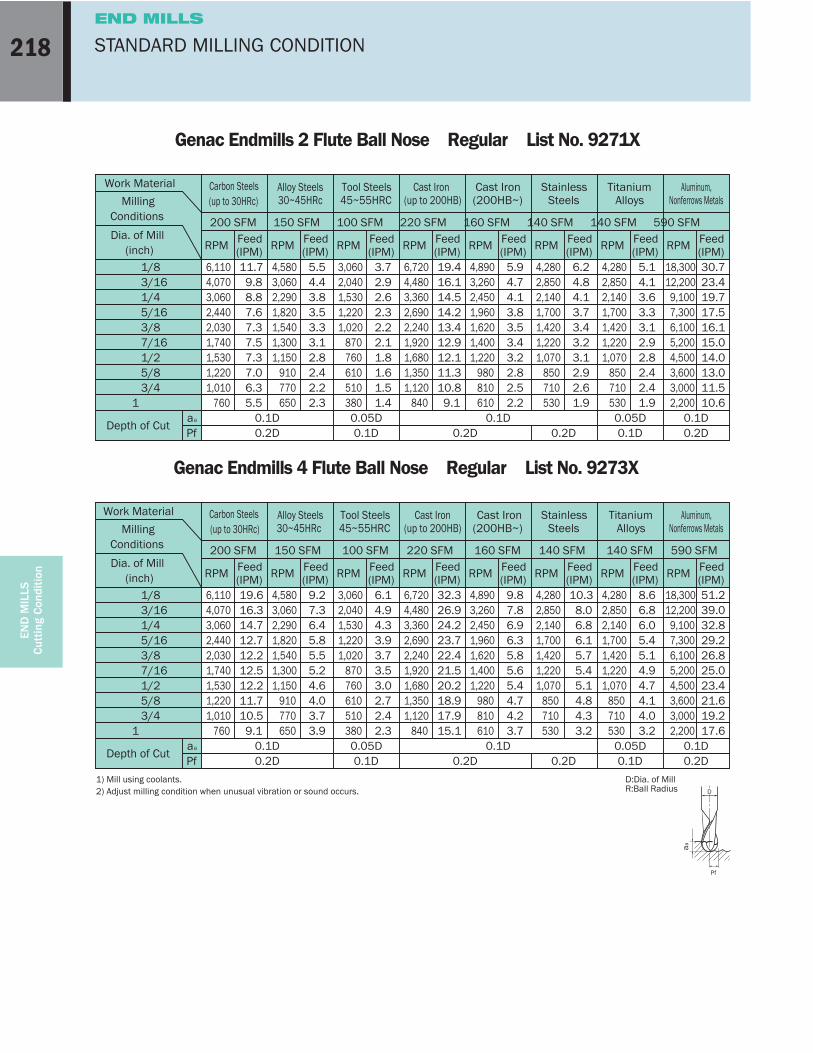
2EN
D M
ILLS
Cut
ting
Con
ditio
nSTANDARD MILLING CONDITION
Genac Endmills 2 Flute Ball Nose Regular List No. 9271X
1/8 3/16 1/4 5/16 3/8 7/16 1/2 5/8 3/4 1
Depth of Cutaa
Pf
11.7 9.8 8.8 7.6 7.3 7.5 7.3 7.0 6.3 5.5
6,1104,0703,0602,4402,0301,7401,5301,2201,010 760
0.1D0.2D
0.05D0.1D0.2D 0.2D
0.1D0.05D0.1D
0.1D0.2D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels(up to 30HRc)
RPM Feed(IPM)
5.54.43.83.53.33.12.82.42.22.3
Feed(IPM)
4,5803,0602,2901,8201,5401,3001,150 910 770 650
RPM
3.72.92.62.32.22.11.81.61.51.4
Feed(IPM)
3,0602,0401,5301,2201,020 870 760 610 510 380
RPM
19.416.114.514.213.412.912.111.310.8 9.1
Feed(IPM)
6,7204,4803,3602,6902,2401,9201,6801,3501,120 840
RPM
5.94.74.13.83.53.43.22.82.52.2
Feed(IPM)
4,8903,2602,4501,9601,6201,4001,220 980 810 610
RPM
6.24.84.13.73.43.23.12.92.61.9
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
5.14.13.63.33.12.92.82.42.41.9
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
30.723.419.717.516.115.014.013.011.510.6
Feed(IPM)
18,30012,200 9,100 7,300 6,100 5,200 4,500 3,600 3,000 2,200
RPM
Tool Steels45~55HRC
Cast Iron(up to 200HB)
Cast Iron(200HB~)
StainlessSteels
TitaniumAlloys
Alloy Steels30~45HRc
Aluminum,Nonferrows Metals
200 SFM 150 SFM 100 SFM 220 SFM 160 SFM 140 SFM 140 SFM 590 SFM
Genac Endmills 4 Flute Ball Nose Regular List No. 9273X
1/8 3/16 1/4 5/16 3/8 7/16 1/2 5/8 3/4 1
Depth of Cutaa
Pf
19.616.314.712.712.212.512.211.710.5 9.1
6,1104,0703,0602,4402,0301,7401,5301,2201,010 760
0.1D0.2D
0.05D0.1D0.2D 0.2D
0.1D0.05D0.1D
0.1D0.2D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels(up to 30HRc)
RPM Feed(IPM)
9.27.36.45.85.55.24.64.03.73.9
Feed(IPM)
4,5803,0602,2901,8201,5401,3001,150 910 770 650
RPM
6.14.94.33.93.73.53.02.72.42.3
Feed(IPM)
3,0602,0401,5301,2201,020 870 760 610 510 380
RPM
32.326.924.223.722.421.520.218.917.915.1
Feed(IPM)
6,7204,4803,3602,6902,2401,9201,6801,3501,120 840
RPM
9.87.86.96.35.85.65.44.74.23.7
Feed(IPM)
4,8903,2602,4501,9601,6201,4001,220 980 810 610
RPM
10.3 8.0 6.8 6.1 5.7 5.4 5.1 4.8 4.3 3.2
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
8.66.86.05.45.14.94.74.14.03.2
Feed(IPM)
4,2802,8502,1401,7001,4201,2201,070 850 710 530
RPM
51.239.032.829.226.825.023.421.619.217.6
Feed(IPM)
18,30012,200 9,100 7,300 6,100 5,200 4,500 3,600 3,000 2,200
RPM
Tool Steels45~55HRC
Cast Iron(up to 200HB)
Cast Iron(200HB~)
StainlessSteels
TitaniumAlloys
Alloy Steels30~45HRc
1) Mill using coolants.2) Adjust milling condition when unusual vibration or sound occurs.
D:Dia. of MillR:Ball Radius D
aa
Pf
Aluminum,Nonferrows Metals
200 SFM 150 SFM 100 SFM 220 SFM 160 SFM 140 SFM 140 SFM 590 SFM
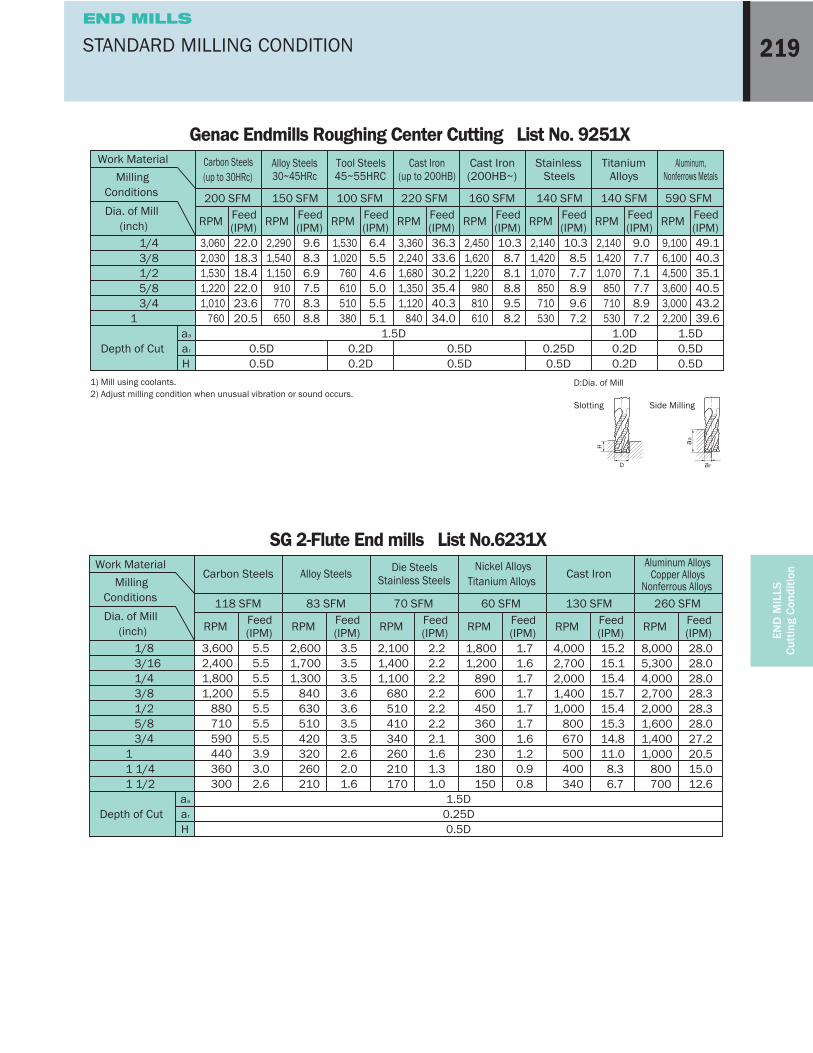
2STANDARD MILLING CONDITION
END
MIL
LS
Cut
ting
Con
ditio
n
Genac Endmills Roughing Center Cutting List No. 9251X
1/4 3/8 1/2 5/8 3/41
Depth of Cutaa
ar
H
22.018.318.422.023.620.5
3,0602,0301,5301,2201,010 760
1.5D0.5D0.5D
1.0D0.2D0.2D
0.5D0.5D
0.25D0.5D
0.2D0.2D
0.5D0.5D
1.5D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels(up to 30HRc)
RPM Feed(IPM)
9.68.36.97.58.38.8
Feed(IPM)
2,2901,5401,150 910 770 650
RPM
6.45.54.65.05.55.1
Feed(IPM)
1,5301,020 760 610 510 380
RPM
36.333.630.235.440.334.0
Feed(IPM)
3,3602,2401,6801,3501,120 840
RPM
10.3 8.7 8.1 8.8 9.5 8.2
Feed(IPM)
2,4501,6201,220 980 810 610
RPM
10.3 8.5 7.7 8.9 9.6 7.2
Feed(IPM)
2,1401,4201,070 850 710 530
RPM
9.07.77.17.78.97.2
Feed(IPM)
2,1401,4201,070 850 710 530
RPM
49.140.335.140.543.239.6
Feed(IPM)
9,1006,1004,5003,6003,0002,200
RPM
Tool Steels45~55HRC
Cast Iron(up to 200HB)
Cast Iron(200HB~)
StainlessSteels
TitaniumAlloys
Alloy Steels30~45HRc
1) Mill using coolants.2) Adjust milling condition when unusual vibration or sound occurs.
Slotting Side Milling
D:Dia. of Mill
ar
aa
D
H
Aluminum,Nonferrows Metals
200 SFM 150 SFM 100 SFM 220 SFM 160 SFM 140 SFM 140 SFM 590 SFM
SG 2-Flute End mills List No.6231X
1/8 3/16 1/4 3/8 1/2 5/8 3/4 11 1/41 1/2
Depth of Cutaa
ar
H
5.55.55.55.55.55.55.53.93.02.6
3,6002,4001,8001,200 880 710 590 440 360 300
1.5D0.25D0.5D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels
RPM Feed(IPM)
3.53.53.53.63.63.53.52.62.01.6
2,6001,7001,300 840 630 510 420 320 260 210
RPM Feed(IPM)
2.22.22.22.22.22.22.11.61.31.0
2,1001,4001,100 680 510 410 340 260 210 170
RPM Feed(IPM)
1.71.61.71.71.71.71.61.20.90.8
1,8001,200 890 600 450 360 300 230 180 150
RPM Feed(IPM)
15.215.115.415.715.415.314.811.0 8.3 6.7
4,0002,7002,0001,4001,000 800 670 500 400 340
RPM Feed(IPM)
28.028.028.028.328.328.027.220.515.012.6
8,0005,3004,0002,7002,0001,6001,4001,000 800 700
RPM Feed(IPM)
Nickel AlloysTitanium Alloys
Cast IronAluminum Alloys
Copper AlloysNonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
118 SFM 83 SFM 70 SFM 60 SFM 130 SFM 260 SFM
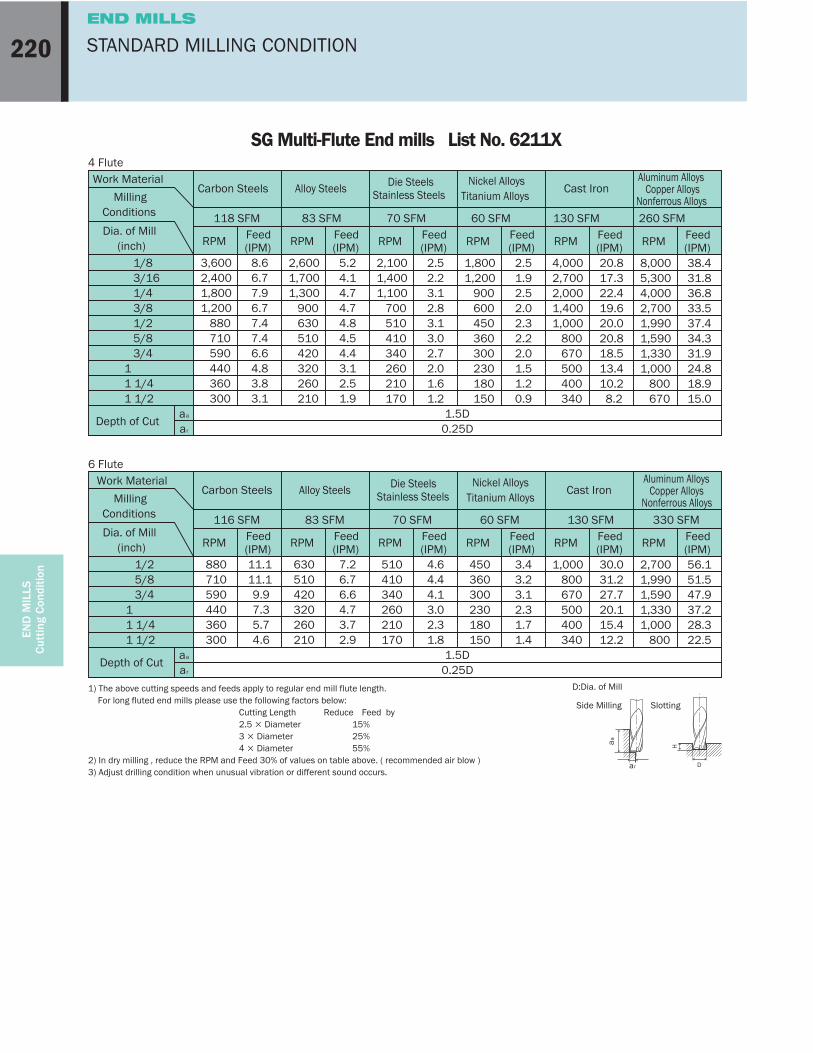
2 STANDARD MILLING CONDITIONEN
D M
ILLS
C
uttin
g C
ondi
tion 1/2
5/8 3/4 11 1/41 1/2
Depth of Cutaa
ar
11.111.1 9.9 7.3 5.7 4.6
880710590440360300
1.5D0.25D
Work Material
MillingConditions
Dia. of Mill(inch) RPM Feed
(IPM)7.26.76.64.73.72.9
630510420320260210
RPM Feed(IPM)
4.64.44.13.02.31.8
510410340260210170
RPM Feed(IPM)
3.43.23.12.31.71.4
450360300230180150
RPM Feed(IPM)
30.031.227.720.115.412.2
1,000 800 670 500 400 340
RPM Feed(IPM)
56.151.547.937.228.322.5
2,7001,9901,5901,3301,000 800
RPM Feed(IPM)
1) The above cutting speeds and feeds apply to regular end mill flute length. For long fluted end mills please use the following factors below:
Cutting Length Reduce Feed by2.5 Diameter 15%3 Diameter 25%4 Diameter 55%
2) In dry milling , reduce the RPM and Feed 30% of values on table above. ( recommended air blow )3) Adjust drilling condition when unusual vibration or different sound occurs.
6 Flute
SlottingSide Milling
D:Dia. of Mill
aa
ar D
H
Carbon SteelsNickel Alloys
Titanium AlloysCast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
116 SFM 83 SFM 70 SFM 60 SFM 130 SFM 330 SFM
SG Multi-Flute End mills List No. 6211X
1/8 3/16 1/4 3/8 1/2 5/8 3/4 11 1/41 1/2
Depth of Cutaa
ar
8.66.77.96.77.47.46.64.83.83.1
3,6002,4001,8001,200 880 710 590 440 360 300
1.5D0.25D
Work Material
MillingConditions
Dia. of Mill(inch) RPM Feed
(IPM)5.24.14.74.74.84.54.43.12.51.9
2,6001,7001,300 900 630 510 420 320 260 210
RPM Feed(IPM)
2.52.23.12.83.13.02.72.01.61.2
2,1001,4001,100 700 510 410 340 260 210 170
RPM Feed(IPM)
2.51.92.52.02.32.22.01.51.20.9
1,8001,200 900 600 450 360 300 230 180 150
RPM Feed(IPM)
20.817.322.419.620.020.818.513.410.2 8.2
4,0002,7002,0001,4001,000 800 670 500 400 340
RPM Feed(IPM)
38.431.836.833.537.434.331.924.818.915.0
8,0005,3004,0002,7001,9901,5901,3301,000 800 670
RPM Feed(IPM)
4 Flute
Carbon SteelsNickel Alloys
Titanium AlloysCast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
118 SFM 83 SFM 70 SFM 60 SFM 130 SFM 260 SFM
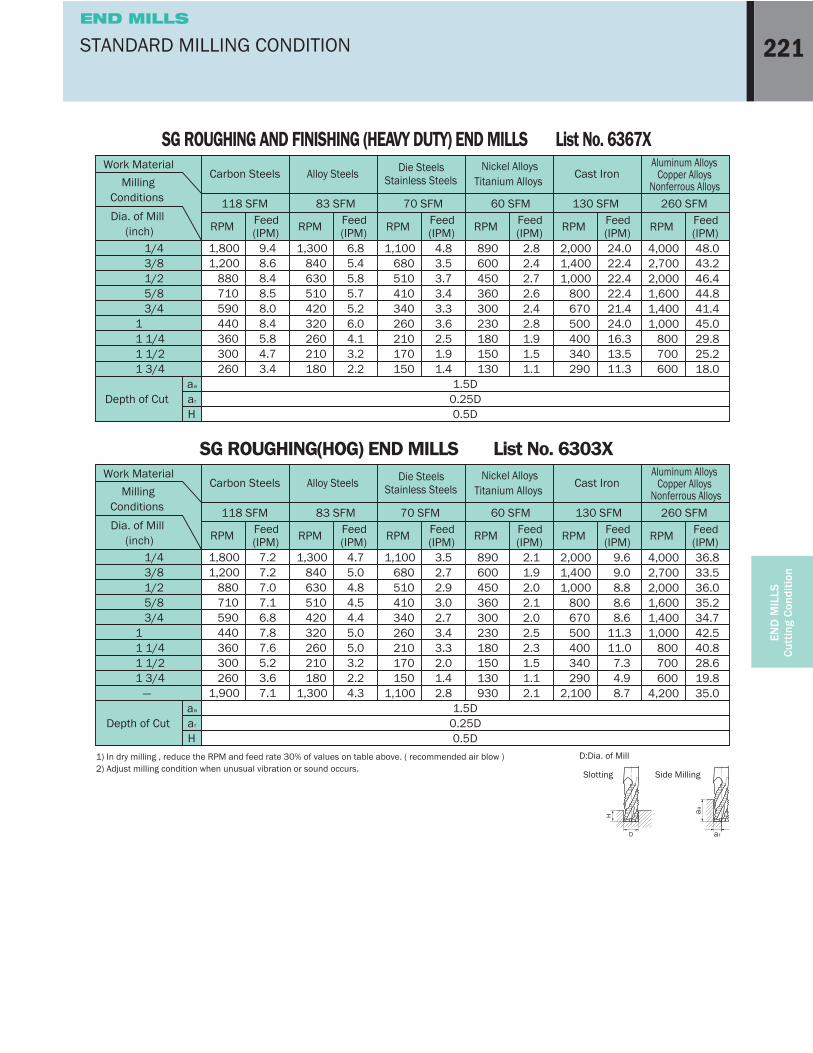
2
END
MIL
LS
Cut
ting
Con
ditio
n
STANDARD MILLING CONDITION
SG ROUGHING AND FINISHING (HEAVY DUTY) END MILLS List No. 6367X
1/4 3/8 1/2 5/8 3/411 1/41 1/21 3/4
Depth of Cutaa
ar
H
9.48.68.48.58.08.45.84.73.4
1,8001,200 880 710 590 440 360 300 260
1.5D0.25D0.5D
Work Material
MillingConditions
Dia. of Mill(inch) RPM Feed
(IPM)6.85.45.85.75.26.04.13.22.2
1,300 840 630 510 420 320 260 210 180
RPM Feed(IPM)
4.83.53.73.43.33.62.51.91.4
1,100 680 510 410 340 260 210 170 150
RPM Feed(IPM)
2.82.42.72.62.42.81.91.51.1
890600450360300230180150130
RPM Feed(IPM)
24.022.422.422.421.424.016.313.511.3
2,0001,4001,000 800 670 500 400 340 290
RPM Feed(IPM)
48.043.246.444.841.445.029.825.218.0
4,0002,7002,0001,6001,4001,000 800 700 600
RPM Feed(IPM)
Carbon SteelsNickel Alloys
Titanium AlloysCast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
118 SFM 83 SFM 70 SFM 60 SFM 130 SFM 260 SFM
SG ROUGHING(HOG) END MILLS List No. 6303X
1/4 3/8 1/2 5/8 3/411 1/41 1/21 3/4
—
Depth of Cutaa
ar
H
7.27.27.07.16.87.87.65.23.67.1
1,8001,200 880 710 590 440 360 300 2601,900
1.5D0.25D0.5D
Work Material
MillingConditions
Dia. of Mill(inch) RPM Feed
(IPM)4.75.04.84.54.45.05.03.22.24.3
1,300 840 630 510 420 320 260 210 1801,300
RPM Feed(IPM)
3.52.72.93.02.73.43.32.01.42.8
1,100 680 510 410 340 260 210 170 1501,100
RPM Feed(IPM)
2.11.92.02.12.02.52.31.51.12.1
890600450360300230180150130930
RPM Feed(IPM)
9.6 9.0 8.8 8.6 8.611.311.0 7.3 4.9 8.7
2,0001,4001,000 800 670 500 400 340 2902,100
RPM Feed(IPM)
36.833.536.035.234.742.540.828.619.835.0
4,0002,7002,0001,6001,4001,000 800 700 6004,200
RPM Feed(IPM)
1) In dry milling , reduce the RPM and feed rate 30% of values on table above. ( recommended air blow )2) Adjust milling condition when unusual vibration or sound occurs.
Slotting Side Milling
D:Dia. of Mill
ar
aa
D
H
Carbon SteelsNickel Alloys
Titanium AlloysCast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
118 SFM 83 SFM 70 SFM 60 SFM 130 SFM 260 SFM
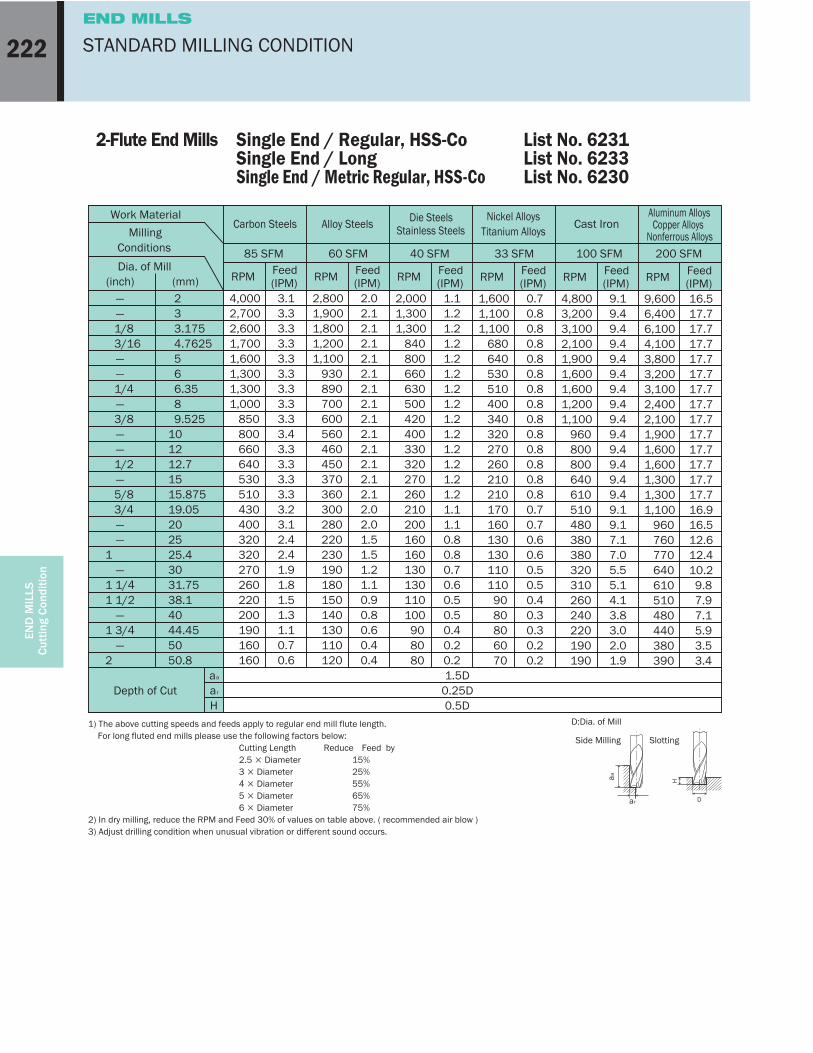
Single End / Regular, HSS-Co List No. 6231Single End / Long List No. 6233Single End / Metric Regular, HSS-Co List No. 6230
222END MILLS
STANDARD MILLING CONDITIONEN
D M
ILLS
C
uttin
g C
ondi
tion
——
——
—
——
—
——
—
—
—
1/8 3/16
1/4
3/8
1/2
5/8 3/4
1
1 1/41 1/2
1 3/4
2
2 3 3.175 4.7625 5 6 6.35 8 9.525101212.71515.87519.05202525.43031.7538.14044.455050.8
Depth of Cutaa
ar
H
3.13.33.33.33.33.33.33.33.33.43.33.33.33.33.23.12.42.41.91.81.51.31.10.70.6
4,0002,7002,6001,7001,6001,3001,3001,000 850 800 660 640 530 510 430 400 320 320 270 260 220 200 190 160 160
1.5D0.25D0.5D
Work Material
MillingConditions
Dia. of Mill(inch) (mm)
Carbon Steels
RPM Feed(IPM)
2.02.12.12.12.12.12.12.12.12.12.12.12.12.12.02.01.51.51.21.10.90.80.60.40.4
2,8001,9001,8001,2001,100 930 890 700 600 560 460 450 370 360 300 280 220 230 190 180 150 140 130 110 120
RPM Feed(IPM)
1.11.21.21.21.21.21.21.21.21.21.21.21.21.21.11.10.80.80.70.60.50.50.40.20.2
2,0001,3001,300 840 800 660 630 500 420 400 330 320 270 260 210 200 160 160 130 130 110 100 90 80 80
RPM Feed(IPM)
0.70.80.80.80.80.80.80.80.80.80.80.80.80.80.70.70.60.60.50.50.40.30.30.20.2
1,6001,1001,100 680 640 530 510 400 340 320 270 260 210 210 170 160 130 130 110 110 90 80 80 60 70
RPM Feed(IPM)
9.19.49.49.49.49.49.49.49.49.49.49.49.49.49.19.17.17.05.55.14.13.83.02.01.9
4,8003,2003,1002,1001,9001,6001,6001,2001,100 960 800 800 640 610 510 480 380 380 320 310 260 240 220 190 190
RPM Feed(IPM)
16.517.717.717.717.717.717.717.717.717.717.717.717.717.716.916.512.612.410.2 9.8 7.9 7.1 5.9 3.5 3.4
9,6006,4006,1004,1003,8003,2003,1002,4002,1001,9001,6001,6001,3001,3001,100 960 760 770 640 610 510 480 440 380 390
RPM Feed(IPM)
Nickel AlloysTitanium Alloys
Cast IronAluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
1) The above cutting speeds and feeds apply to regular end mill flute length.For long fluted end mills please use the following factors below:
Cutting Length Reduce Feed by2.5 Diameter 15%3 Diameter 25%4 Diameter 55%5 Diameter 65%6 Diameter 75%
2) In dry milling, reduce the RPM and Feed 30% of values on table above. ( recommended air blow )3) Adjust drilling condition when unusual vibration or different sound occurs.
SlottingSide Milling
D:Dia. of Mill
aa
ar D
H
85 SFM 60 SFM 40 SFM 33 SFM 100 SFM 200 SFM
2-Flute End Mills
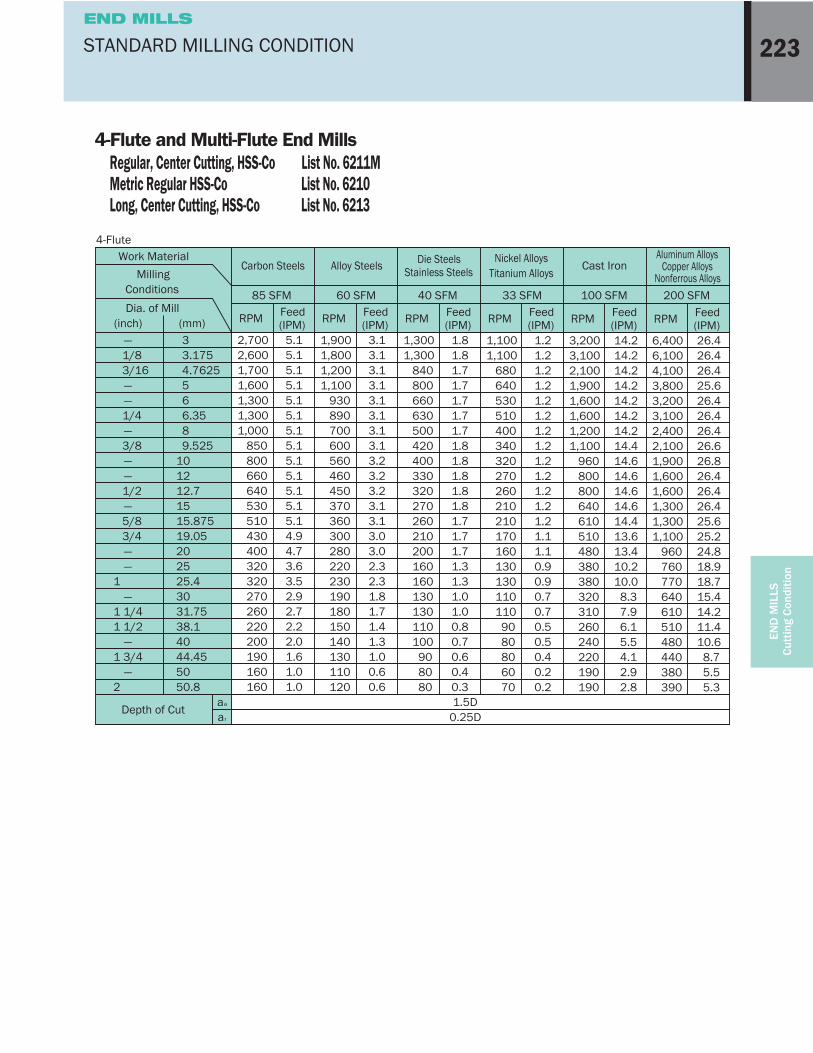
END
MIL
LS
Cut
ting
Con
ditio
n
223END MILLS
STANDARD MILLING CONDITION
Regular, Center Cutting, HSS-Co List No. 6211M Metric Regular HSS-Co List No. 6210Long, Center Cutting, HSS-Co List No. 6213
4-Flute and Multi-Flute End Mills
—
——
—
——
—
——
—
—
—
1/8 3/16
1/4
3/8
1/2
5/8 3/4
1
1 1/41 1/2
1 3/4
2
3 3.175 4.7625 5 6 6.35 8 9.525101212.71515.87519.05202525.43031.7538.14044.455050.8
Depth of Cutaa
ar
5.15.15.15.15.15.15.15.15.15.15.15.15.14.94.73.63.52.92.72.22.01.61.01.0
2,7002,6001,7001,6001,3001,3001,000 850 800 660 640 530 510 430 400 320 320 270 260 220 200 190 160 160
1.5D0.25D
Work Material
MillingConditions
Dia. of Mill(inch) (mm) RPM Feed
(IPM)3.13.13.13.13.13.13.13.13.23.23.23.13.13.03.02.32.31.81.71.41.31.00.60.6
1,9001,8001,2001,100 930 890 700 600 560 460 450 370 360 300 280 220 230 190 180 150 140 130 110 120
RPM Feed(IPM)
1.81.81.71.71.71.71.71.81.81.81.81.81.71.71.71.31.31.01.00.80.70.60.40.3
1,3001,300 840 800 660 630 500 420 400 330 320 270 260 210 200 160 160 130 130 110 100 90 80 80
RPM Feed(IPM)
1.21.21.21.21.21.21.21.21.21.21.21.21.21.11.10.90.90.70.70.50.50.40.20.2
1,1001,100 680 640 530 510 400 340 320 270 260 210 210 170 160 130 130 110 110 90 80 80 60 70
RPM Feed(IPM)
14.214.214.214.214.214.214.214.414.614.614.614.614.413.613.410.210.0 8.3 7.9 6.1 5.5 4.1 2.9 2.8
3,2003,1002,1001,9001,6001,6001,2001,100 960 800 800 640 610 510 480 380 380 320 310 260 240 220 190 190
RPM Feed(IPM)
26.426.426.425.626.426.426.426.626.826.426.426.425.625.224.818.918.715.414.211.410.6 8.7 5.5 5.3
6,4006,1004,1003,8003,2003,1002,4002,1001,9001,6001,6001,3001,3001,100 960 760 770 640 610 510 480 440 380 390
RPM Feed(IPM)
4-Flute
Carbon SteelsNickel Alloys
Titanium AlloysCast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
85 SFM 60 SFM 40 SFM 33 SFM 100 SFM 200 SFM
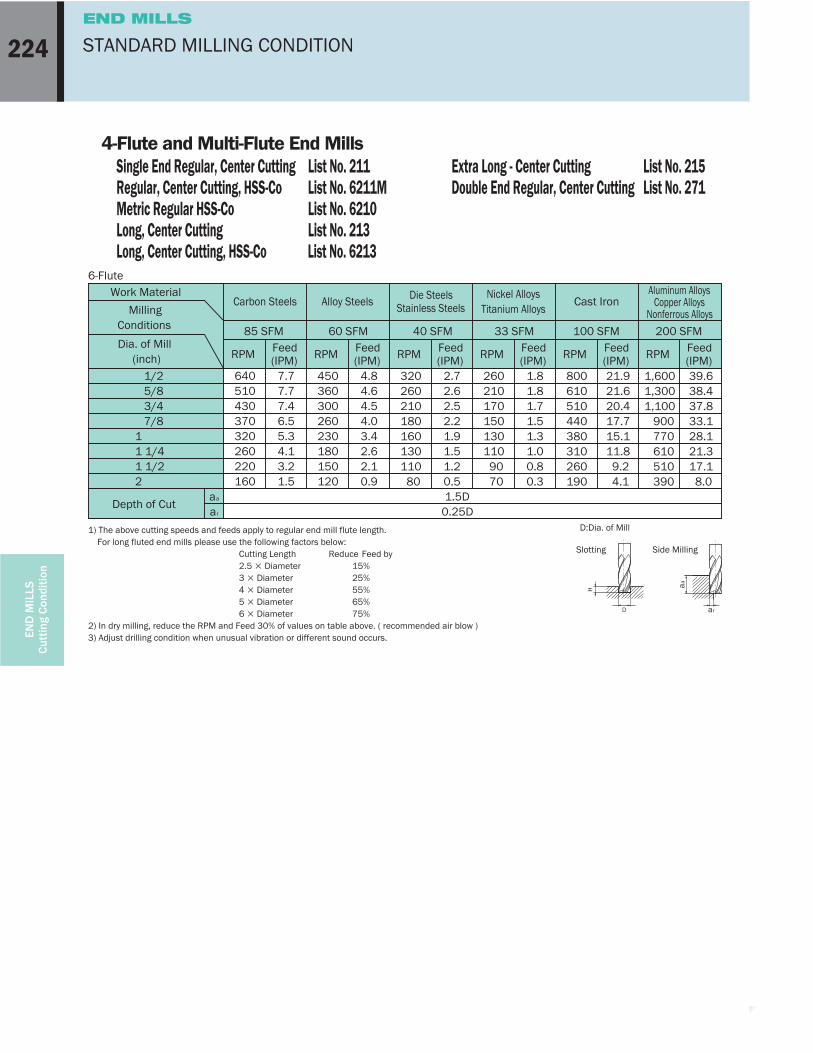
2 STANDARD MILLING CONDITIONEN
D M
ILLS
C
uttin
g C
ondi
tion
1/2 5/8 3/4 7/811 1/41 1/22
Depth of Cutaa
ar
7.77.77.46.55.34.13.21.5
640510430370320260220160
1.5D0.25D
Work Material
MillingConditions
Dia. of Mill(inch) RPM Feed
(IPM)4.84.64.54.03.42.62.10.9
450360300260230180150120
RPM Feed(IPM)
2.72.62.52.21.91.51.20.5
320260210180160130110 80
RPM Feed(IPM)
1.81.81.71.51.31.00.80.3
260210170150130110 90 70
RPM Feed(IPM)
21.921.620.417.715.111.8 9.2 4.1
800610510440380310260190
RPM Feed(IPM)
39.638.437.833.128.121.317.1 8.0
1,6001,3001,100 900 770 610 510 390
RPM Feed(IPM)
6-Flute
1) The above cutting speeds and feeds apply to regular end mill flute length.For long fluted end mills please use the following factors below:
Cutting Length Reduce Feed by2.5 Diameter 15%3 Diameter 25%4 Diameter 55%5 Diameter 65%6 Diameter 75%
2) In dry milling, reduce the RPM and Feed 30% of values on table above. ( recommended air blow )3) Adjust drilling condition when unusual vibration or different sound occurs.
D:Dia. of Mill
ar
aa
D
H
Carbon SteelsNickel Alloys
Titanium AlloysCast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
85 SFM 60 SFM 40 SFM 33 SFM 100 SFM 200 SFM
Slotting Side Milling
Single End Regular, Center Cutting List No. 211 List No. 6211M
Extra Long - Center Cutting List No. 215Double End Regular, Center Cutting List No. 271
List No. 6210List No. 213
Regular, Center Cutting, HSS-Co Metric Regular HSS-Co Long, Center Cutting Long, Center Cutting, HSS-Co List No. 6213
4-Flute and Multi-Flute End Mills
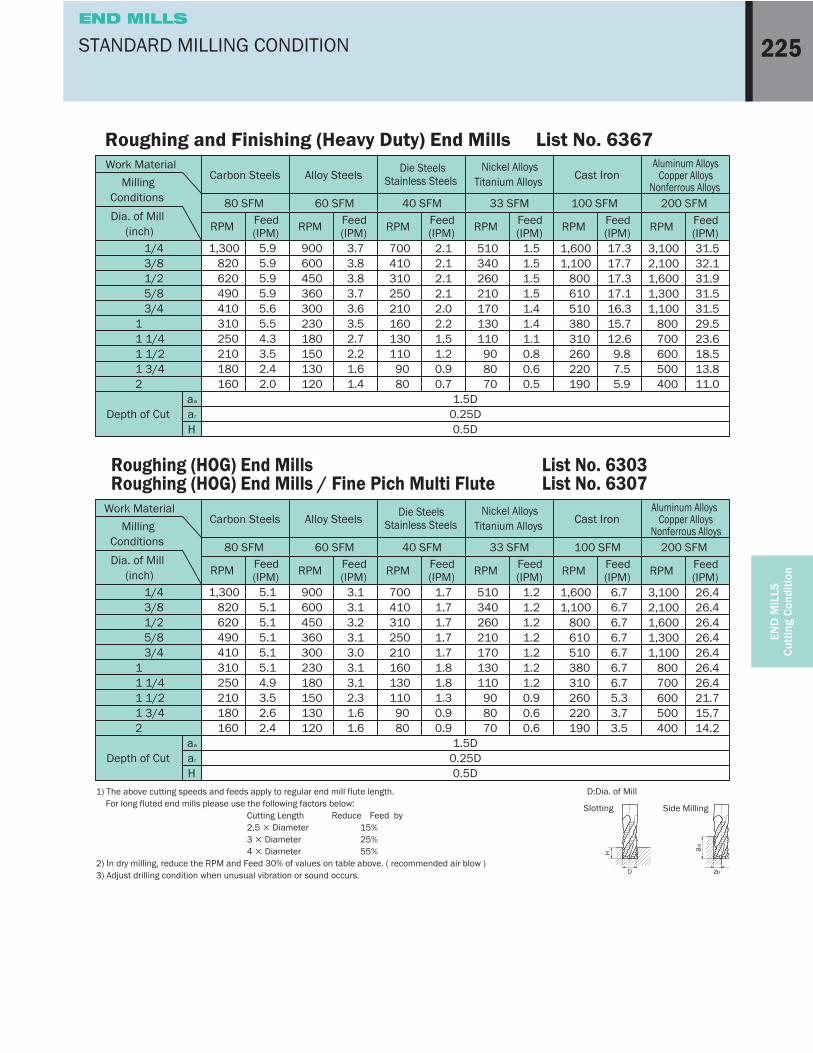
2
END
MIL
LS
Cut
ting
Con
ditio
n
STANDARD MILLING CONDITION
Roughing and Finishing (Heavy Duty) End Mills List No. 6367
1/4 3/8 1/2 5/8 3/411 1/41 1/21 3/42
Depth of Cutaa
ar
H
5.95.95.95.95.65.54.33.52.42.0
1,300 820 620 490 410 310 250 210 180 160
1.5D0.25D0.5D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels
RPM Feed(IPM)
3.73.83.83.73.63.52.72.21.61.4
900600450360300230180150130120
RPM Feed(IPM)
2.12.12.12.12.02.21.51.20.90.7
700410310250210160130110 90 80
RPM Feed(IPM)
1.51.51.51.51.41.41.10.80.60.5
510340260210170130110 90 80 70
RPM Feed(IPM)
17.317.717.317.116.315.712.6 9.8 7.5 5.9
1,6001,100 800 610 510 380 310 260 220 190
RPM Feed(IPM)
31.532.131.931.531.529.523.618.513.811.0
3,1002,1001,6001,3001,100 800 700 600 500 400
RPM Feed(IPM)
Nickel AlloysTitanium Alloys Cast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
80 SFM 60 SFM 40 SFM 33 SFM 100 SFM 200 SFM
Roughing (HOG) End Mills List No. 6303Roughing (HOG) End Mills / Fine Pich Multi Flute List No. 6307
1/4 3/8 1/2 5/8 3/411 1/41 1/21 3/42
Depth of Cutaa
ar
H
5.15.15.15.15.15.14.93.52.62.4
1,300 820 620 490 410 310 250 210 180 160
1.5D0.25D0.5D
Work Material
MillingConditions
Dia. of Mill(inch)
Carbon Steels
RPM Feed(IPM)
3.13.13.23.13.03.13.12.31.61.6
900600450360300230180150130120
RPM Feed(IPM)
1.71.71.71.71.71.81.81.30.90.9
700410310250210160130110 90 80
RPM Feed(IPM)
1.21.21.21.21.21.21.20.90.60.6
510340260210170130110 90 80 70
RPM Feed(IPM)
6.76.76.76.76.76.76.75.33.73.5
1,6001,100 800 610 510 380 310 260 220 190
RPM Feed(IPM)
26.426.426.426.426.426.426.421.715.714.2
3,1002,1001,6001,3001,100 800 700 600 500 400
RPM Feed(IPM)
Nickel AlloysTitanium Alloys Cast Iron
Aluminum AlloysCopper Alloys
Nonferrous Alloys
Die SteelsStainless SteelsAlloy Steels
1) The above cutting speeds and feeds apply to regular end mill flute length.For long fluted end mills please use the following factors below:
Cutting Length Reduce Feed by2.5 Diameter 15%3 Diameter 25%4 Diameter 55%
2) In dry milling, reduce the RPM and Feed 30% of values on table above. ( recommended air blow )3) Adjust drilling condition when unusual vibration or sound occurs.
80 SFM 60 SFM 40 SFM 33 SFM 100 SFM 200 SFM
Slotting Side Milling
D:Dia. of Mill
ar
aa
D
H
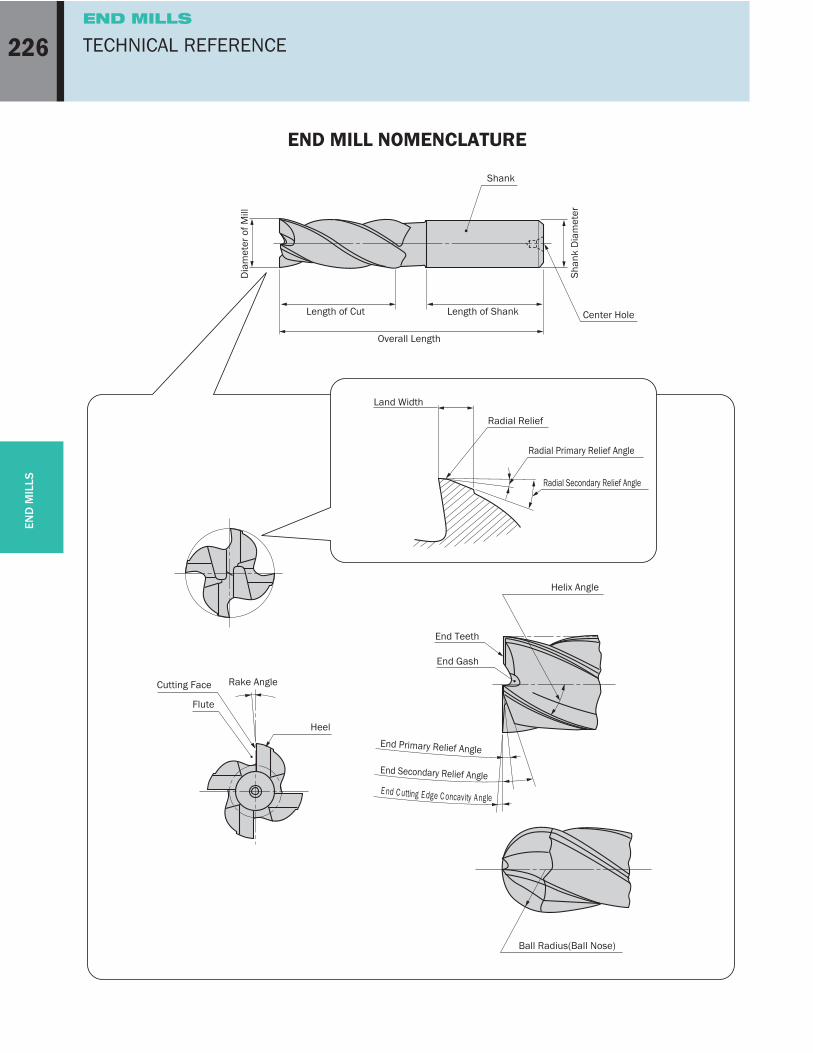
2 TECHNICAL REFERENCEEN
D M
ILLS
END MILL NOMENCLATURE
End C utting E dge C oncavity A ngle
Ball Radius(Ball Nose)
Rake Angle
Heel
Cutting Face
Flute
Land Width
Radial Relief
Radial Primary Relief Angle
Radial Secondary Relief Angle
Helix Angle
End Gash
End Teeth
Overall Length
Center Hole
Dia
met
er o
f Mill
Length of Shank
Shank
Shan
k D
iam
eter
Length of Cut
End Secondary Relief Angle
End Primary Relief Angle
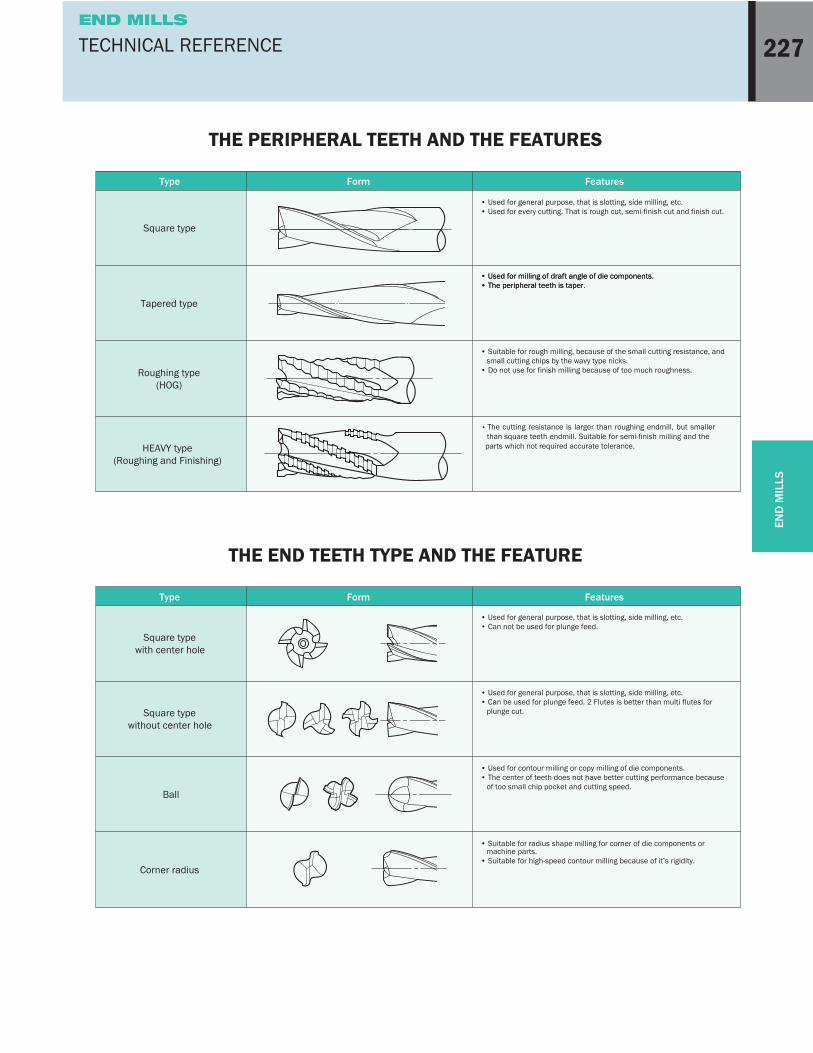
2
END
MIL
LS
TECHNICAL REFERENCE
THE PERIPHERAL TEETH AND THE FEATURES
• Used for general purpose, that is slotting, side milling, etc. • Used for every cutting. That is rough cut, semi-finish cut and finish cut.
• Used for milling of draft angle of die components. • The peripheral teeth is taper • Used for milling of draft angle of die components. • The peripheral teeth is taper.
• Suitable for rough milling, because of the small cutting resistance, and small cutting chips by the wavy type nicks.
• Do not use for finish milling because of too much roughness.
• The cutting resistance is larger than roughing endmill, but smallerthan square teeth endmill. Suitable for semi-finish milling and the parts which not required accurate tolerance.
FormType Features
Square type
Tapered type
Roughing type(HOG)
HEAVY type(Roughing and Finishing)
THE END TEETH TYPE AND THE FEATURE
• Used for general purpose, that is slotting, side milling, etc. • Can not be used for plunge feed.
• Used for general purpose, that is slotting, side milling, etc. • Can be used for plunge feed. 2 Flutes is better than multi flutes for
plunge cut.
• Used for contour milling or copy milling of die components. • The center of teeth does not have better cutting performance because
of too small chip pocket and cutting speed.
• Suitable for radius shape milling for corner of die components or machine parts.
• Suitable for high-speed contour milling because of it’s rigidity.
FormType Features
Square typewith center hole
Square typewithout center hole
Ball
Corner radius
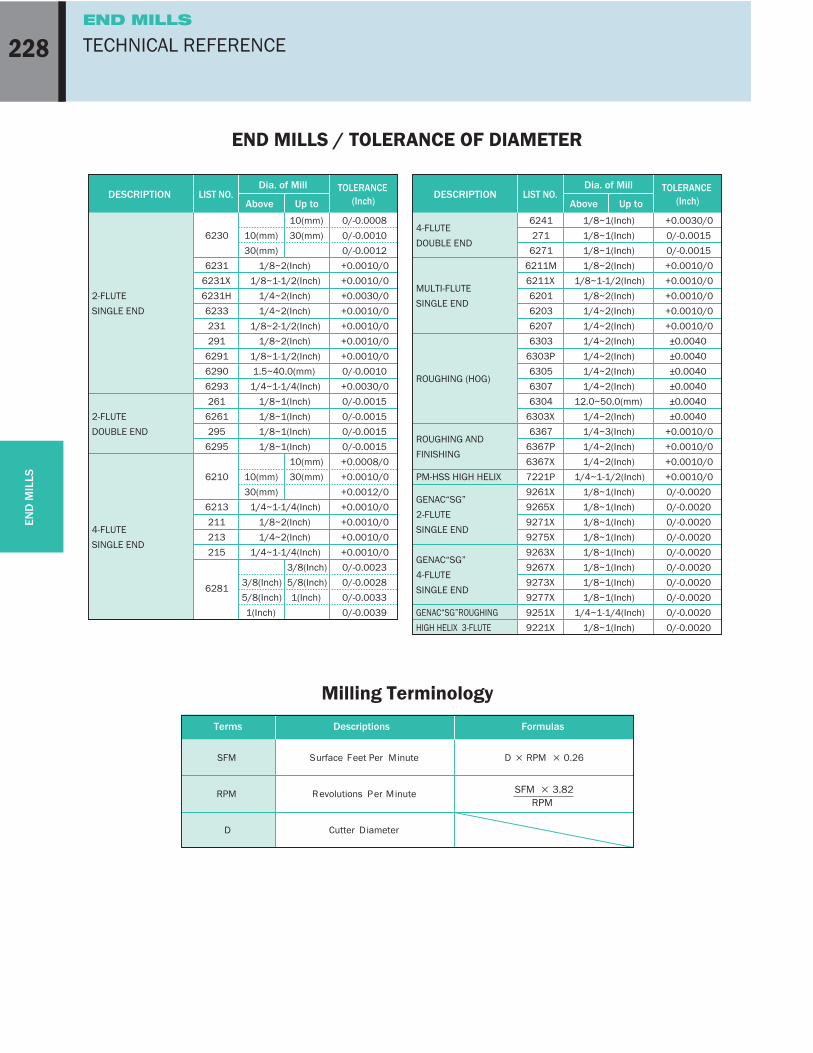
2 TECHNICAL REFERENCEEN
D M
ILLS
2-FLUTE
SINGLE END
2-FLUTE
DOUBLE END
4-FLUTE
SINGLE END
6230
6231
6231X
6231H
6233
231
291
6291
6290
6293
261
6261
295
6295
6210
6213
211
213
215
6281
10(mm)
30(mm)
1/8~2(Inch)
1/8~1-1/2(Inch)
1/4~2(Inch)
1/4~2(Inch)
1/8~2-1/2(Inch)
1/8~2(Inch)
1/8~1-1/2(Inch)
1.5~40.0(mm)
1/4~1-1/4(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/4~1-1/4(Inch)
1/8~2(Inch)
1/4~2(Inch)
1/4~1-1/4(Inch)
10(mm)
30(mm)
10(mm)
30(mm)
10(mm)
30(mm)
3/8(Inch)
5/8(Inch)
1(Inch)
3/8(Inch)
5/8(Inch)
1(Inch)
0/-0.0008
0/-0.0010
0/-0.0012
+0.0010/0
+0.0010/0
+0.0030/0
+0.0010/0
+0.0010/0
+0.0010/0
+0.0010/0
0/-0.0010
+0.0030/0
0/-0.0015
0/-0.0015
0/-0.0015
0/-0.0015
+0.0008/0
+0.0010/0
+0.0012/0
+0.0010/0
+0.0010/0
+0.0010/0
+0.0010/0
0/-0.0023
0/-0.0028
0/-0.0033
0/-0.0039
DESCRIPTION LIST NO.Dia. of Mill
Above Up to
TOLERANCE(Inch)
4-FLUTE
DOUBLE END
MULTI-FLUTE
SINGLE END
ROUGHING (HOG)
ROUGHING AND
FINISHING
PM-HSS HIGH HELIX
GENAC“SG”
2-FLUTE
SINGLE END
GENAC“SG”
4-FLUTE
SINGLE END
GENAC“SG”ROUGHING
HIGH HELIX 3-FLUTE
6241
271
6271
6211M
6211X
6201
6203
6207
6303
6303P
6305
6307
6304
6303X
6367
6367P
6367X
7221P
9261X
9265X
9271X
9275X
9263X
9267X
9273X
9277X
9251X
9221X
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~2(Inch)
1/8~1-1/2(Inch)
1/8~2(Inch)
1/4~2(Inch)
1/4~2(Inch)
1/4~2(Inch)
1/4~2(Inch)
1/4~2(Inch)
1/4~2(Inch)
12.0~50.0(mm)
1/4~2(Inch)
1/4~3(Inch)
1/4~2(Inch)
1/4~2(Inch)
1/4~1-1/2(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/8~1(Inch)
1/4~1-1/4(Inch)
1/8~1(Inch)
+0.0030/0
0/-0.0015
0/-0.0015
+0.0010/0
+0.0010/0
+0.0010/0
+0.0010/0
+0.0010/0
±0.0040
±0.0040
±0.0040
±0.0040
±0.0040
±0.0040
+0.0010/0
+0.0010/0
+0.0010/0
+0.0010/0
0/-0.0020
0/-0.0020
0/-0.0020
0/-0.0020
0/-0.0020
0/-0.0020
0/-0.0020
0/-0.0020
0/-0.0020
0/-0.0020
DESCRIPTION LIST NO.Dia. of Mill
Above Up to
TOLERANCE(Inch)
END MILLS / TOLERANCE OF DIAMETER
Milling Terminology
Terms Descriptions Formulas
SFM Surface Feet Per Minute D RPM 0.26
RPM Revolutions Per Minute
D Cutter Diameter
SFM 3.82RPM
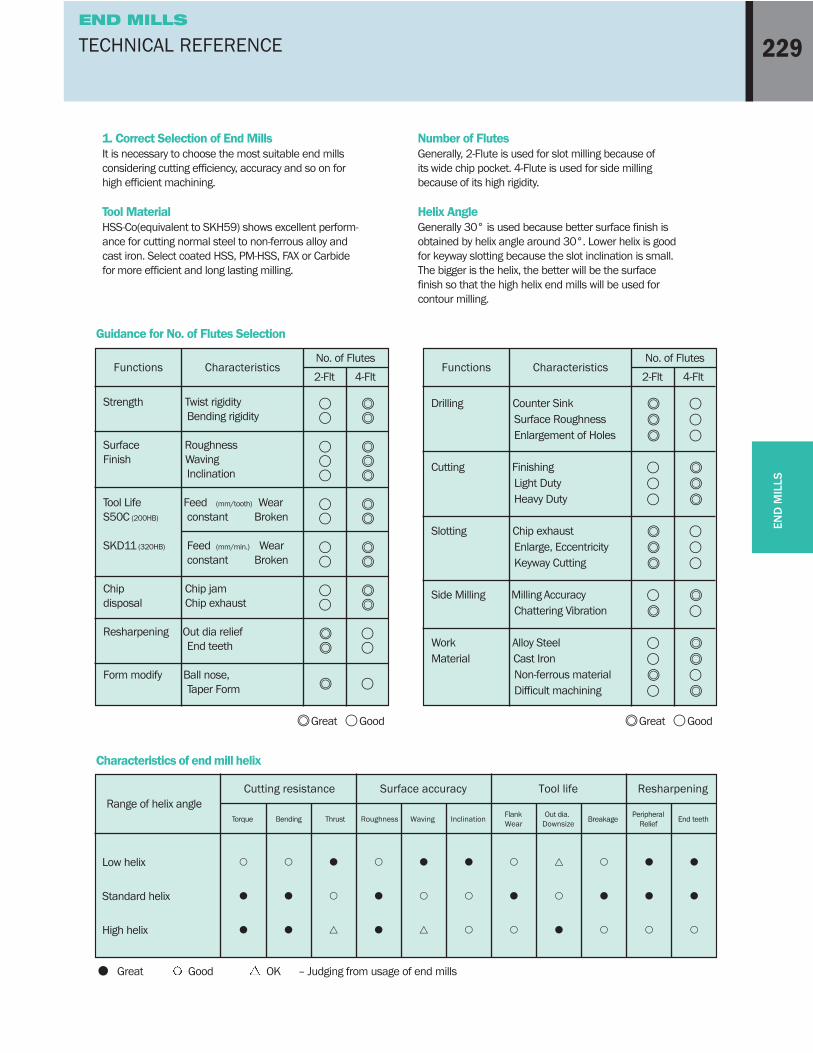
2
END
MIL
LS
TECHNICAL REFERENCE
1. Correct Selection of End MillsIt is necessary to choose the most suitable end millsconsidering cutting efficiency, accuracy and so on forhigh efficient machining.
Tool MaterialHSS-Co(equivalent to SKH59) shows excellent perform-ance for cutting normal steel to non-ferrous alloy andcast iron. Select coated HSS, PM-HSS, FAX or Carbidefor more efficient and long lasting milling.
Number of FlutesGenerally, 2-Flute is used for slot milling because ofits wide chip pocket. 4-Flute is used for side milling because of its high rigidity.
Helix AngleGenerally 30° is used because better surface finish isobtained by helix angle around 30°. Lower helix is goodfor keyway slotting because the slot inclination is small.The bigger is the helix, the better will be the surfacefinish so that the high helix end mills will be used forcontour milling.
Guidance for No. of Flutes Selection
Functions CharacteristicsNo. of Flutes
2-Flt 4-Flt
Great Good
Characteristics of end mill helix
Range of helix angleTorque Bending Thrust Roughness Waving Inclination
Flank Out dia.Breakage
Wear DownsizePeripheral
End teethRelief
GoodGreat OK – Judging from usage of end mills
Strength Twist rigidityBending rigidity
Surface RoughnessFinish Waving
Inclination
Tool Life Feed (mm/tooth) WearS50C (200HB) constant Broken
SKD11 (320HB) Feed (mm/min.) Wearconstant Broken
Chip Chip jamdisposal Chip exhaust
Resharpening Out dia reliefEnd teeth
Form modify Ball nose,Taper Form
Functions CharacteristicsNo. of Flutes
2-Flt 4-Flt
Drilling Counter SinkSurface RoughnessEnlargement of Holes
Cutting FinishingLight DutyHeavy Duty
Slotting Chip exhaustEnlarge, EccentricityKeyway Cutting
Side Milling Milling AccuracyChattering Vibration
Work Alloy SteelMaterial Cast Iron
Non-ferrous materialDifficult machining
Great Good
Cutting resistance Surface accuracy Tool life Resharpening
Low helix
Standard helix
High helix
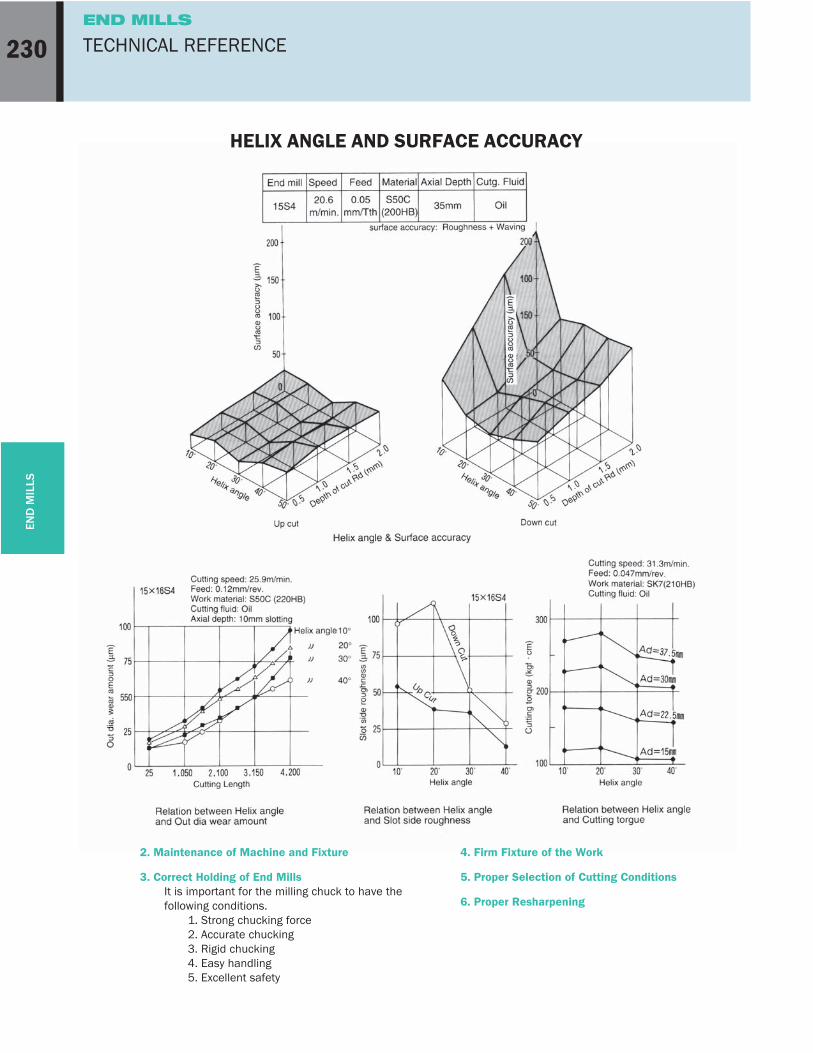
2 TECHNICAL REFERENCEEN
D M
ILLS
HELIX ANGLE AND SURFACE ACCURACY
2. Maintenance of Machine and Fixture
3. Correct Holding of End MillsIt is important for the milling chuck to have thefollowing conditions.
1. Strong chucking force2. Accurate chucking3. Rigid chucking4. Easy handling5. Excellent safety
4. Firm Fixture of the Work
5. Proper Selection of Cutting Conditions
6. Proper Resharpening
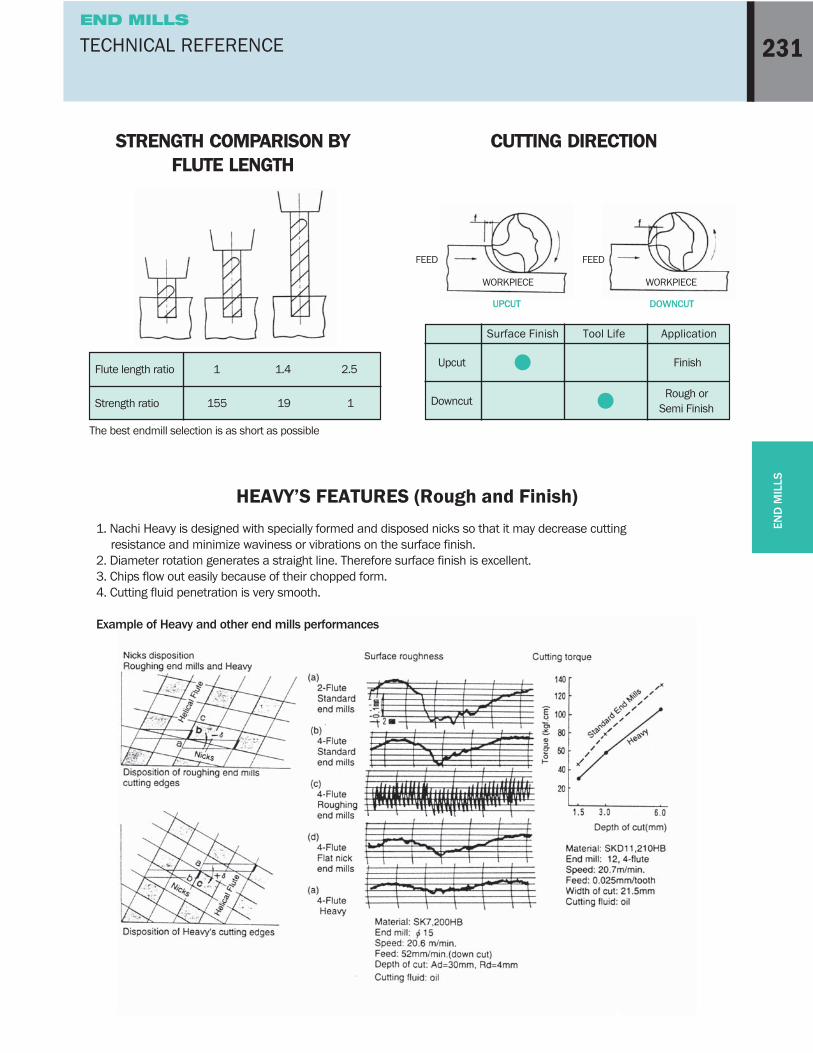
END
MIL
LS
2TECHNICAL REFERENCE
STRENGTH COMPARISON BYFLUTE LENGTH
CUTTING DIRECTION
HEAVY’S FEATURES (Rough and Finish)
1 1.4 2.5
155 19 1
Flute length ratio
Strength ratio
WORKPIECE WORKPIECE
FEED FEED
UPCUT DOWNCUT
Upcut
Downcut
Finish
Rough orSemi Finish
Surface Finish Tool Life Application
1. Nachi Heavy is designed with specially formed and disposed nicks so that it may decrease cuttingresistance and minimize waviness or vibrations on the surface finish.
2. Diameter rotation generates a straight line. Therefore surface finish is excellent.3. Chips flow out easily because of their chopped form.4. Cutting fluid penetration is very smooth.
Example of Heavy and other end mills performances
The best endmill selection is as short as possible
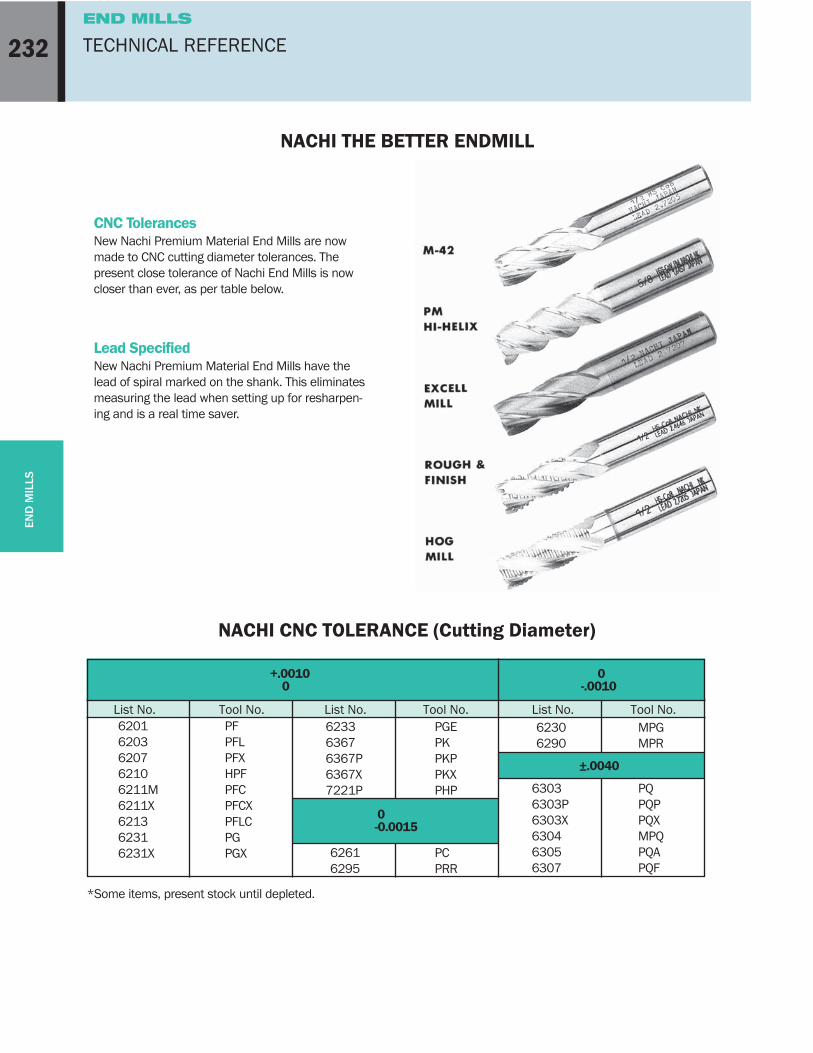
2 TECHNICAL REFERENCEEN
D M
ILLS
NACHI THE BETTER ENDMILL
CNC TolerancesNew Nachi Premium Material End Mills are nowmade to CNC cutting diameter tolerances. Thepresent close tolerance of Nachi End Mills is nowcloser than ever, as per table below.
Lead SpecifiedNew Nachi Premium Material End Mills have thelead of spiral marked on the shank. This eliminatesmeasuring the lead when setting up for resharpen-ing and is a real time saver.
NACHI CNC TOLERANCE (Cutting Diameter)
+.00100
0-.0010
0-0.0015
List No. Tool No. List No. Tool No. List No. Tool No.62016203620762106211M6211X621362316231X
PFPFLPFXHPFPFCPFCXPFLCPGPGX
623363676367P6367X7221P
62616295
63036303P6303X630463056307
PQPQPPQXMPQPQAPQF
PGEPKPKPPKXPHP
PCPRR
62306290
MPGMPR
±.0040
*Some items, present stock until depleted.
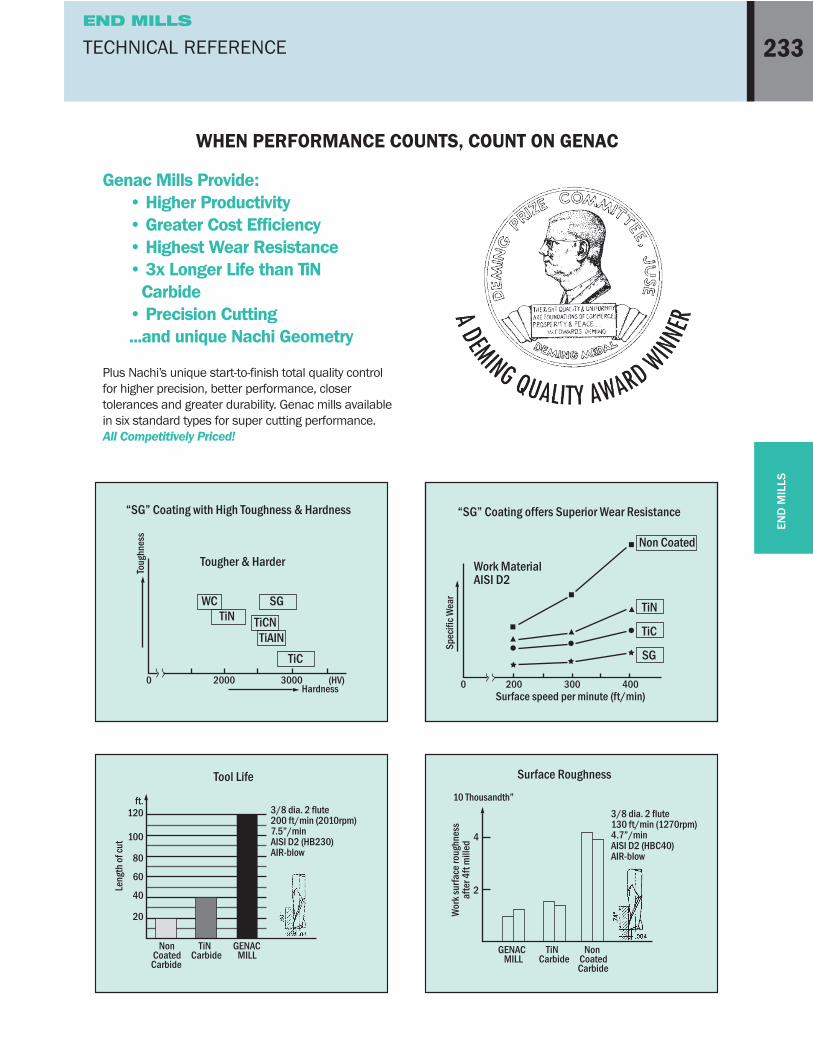
END
MIL
LS
WHEN PERFORMANCE COUNTS, COUNT ON GENAC
2
Genac Mills Provide:• Higher Productivity• Greater Cost Efficiency• Highest Wear Resistance• 3x Longer Life than TiN
Carbide• Precision Cutting...and unique Nachi Geometry
Plus Nachi’s unique start-to-finish total quality controlfor higher precision, better performance, closertolerances and greater durability. Genac mills availablein six standard types for super cutting performance.All Competitively Priced!
“SG” Coating offers Superior Wear Resistance
Work MaterialAISI D2
Non Coated
Surface speed per minute (ft/min)0 200 300 400
Spec
ific W
ear
TiN
TiC
SG
Surface Roughness
10 Thousandth”3/8 dia. 2 flute130 ft/min (1270rpm)4.7”/minAISI D2 (HBC40)AIR-blow
4
2
GENAC TiN Non MILL Carbide Coated
Carbide
Wor
k sur
face
roug
hnes
saf
ter 4
ft m
illed
Tool Life
ft.120
100
80
60
40
20
Non TiN GENAC Coated Carbide MILLCarbide
Leng
th of
cut
3/8 dia. 2 flute200 ft/min (2010rpm)7.5”/minAISI D2 (HB230)AIR-blow
“SG” Coating with High Toughness & Hardness
Tougher & Harder
0 2000 3000 (HV)
Toug
hnes
s
Hardness
TiNWC SG
TiCNTiAIN
TiC
TECHNICAL REFERENCE
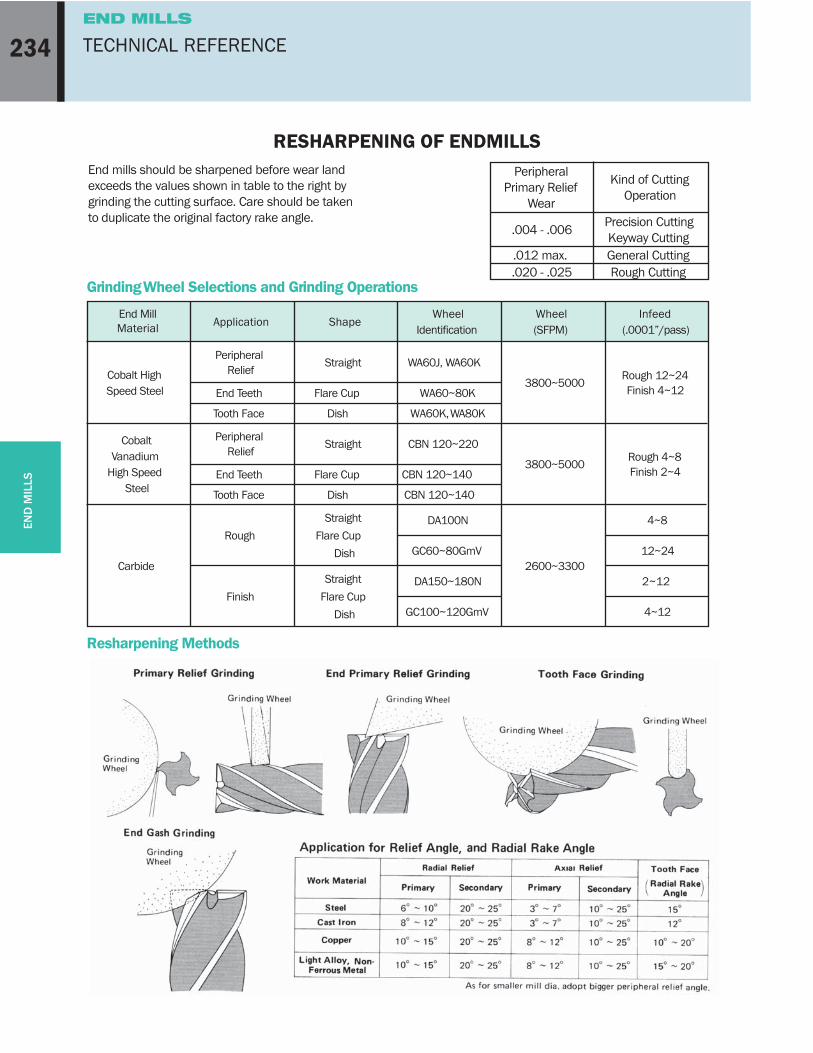
2 TECHNICAL REFERENCEEN
D M
ILLS
RESHARPENING OF ENDMILLS
Resharpening Methods
End mills should be sharpened before wear landexceeds the values shown in table to the right bygrinding the cutting surface. Care should be takento duplicate the original factory rake angle.
PeripheralPrimary Relief
Wear
.004 - .006
.012 max..020 - .025
Kind of CuttingOperation
Precision CuttingKeyway CuttingGeneral CuttingRough Cutting
Grinding Wheel Selections and Grinding Operations
End MillMaterial Application Shape
Wheel Wheel Infeed(.0001”/pass)Identification
Cobalt HighSpeed Steel
PeripheralStraight WA60J, WA60K
Relief3800~5000
Rough 12~24
End Teeth Flare Cup WA60~80K Finish 4~12
Tooth Face Dish WA60K, WA80K
PeripheralStraight CBN 120~220
Relief3800~5000
Rough 4~8
End Teeth Flare Cup CBN 120~140 Finish 2~4
Tooth Face Dish CBN 120~140
CobaltVanadium
High SpeedSteel
Carbide
Straight DA100N 4~8Rough Flare Cup
Dish GC60~80GmV2600~3300
12~24
Straight 2~12DA150~180NFinish Flare Cup
Dish GC100~120GmV 4~12
(SFPM)
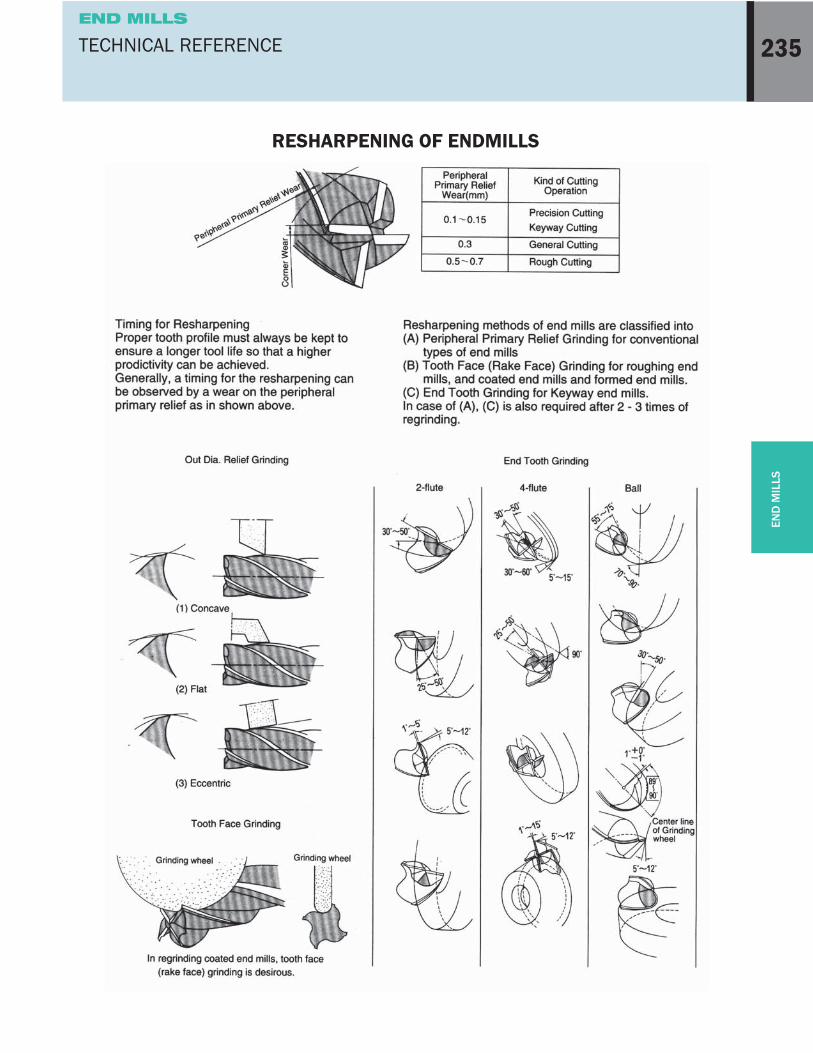
2
END
MIL
LS
TECHNICAL REFERENCE
RESHARPENING OF ENDMILLS
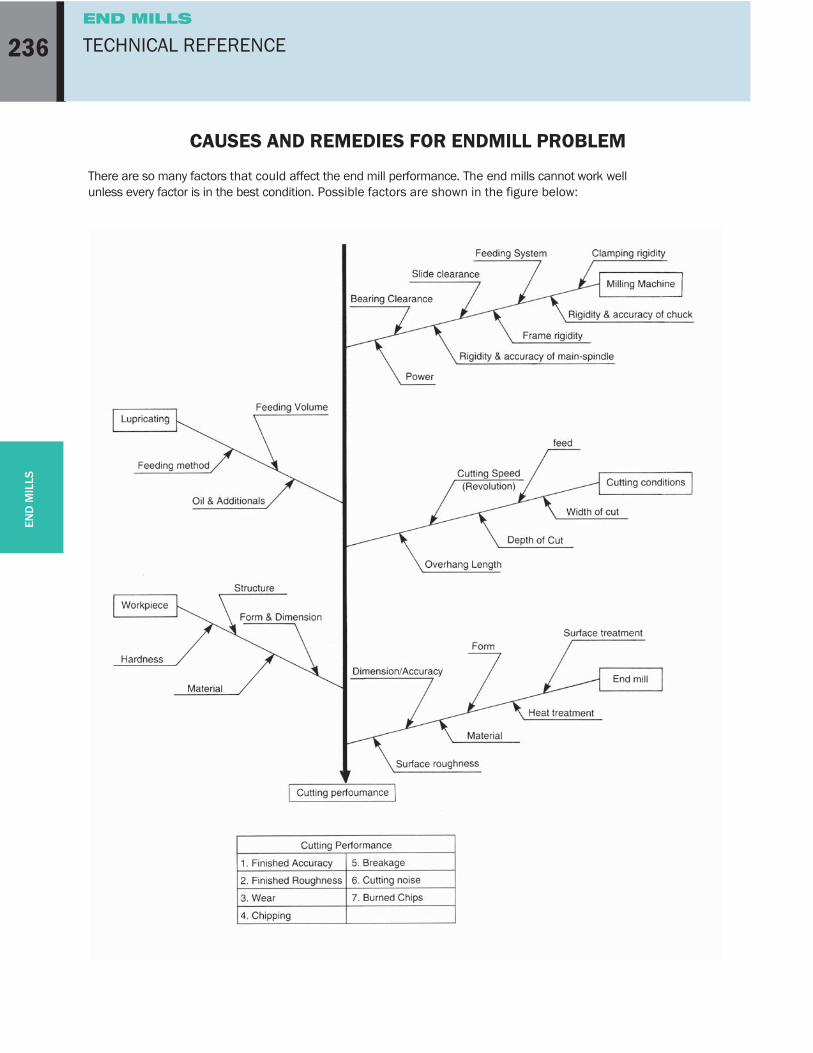
2EN
D M
ILLS
CAUSES AND REMEDIES FOR ENDMILL PROBLEM
There are so many factors that could affect the end mill performance. The end mills cannot work well unless every factor is in the best condition. Possible factors are shown in the figure below:
TECHNICAL REFERENCE
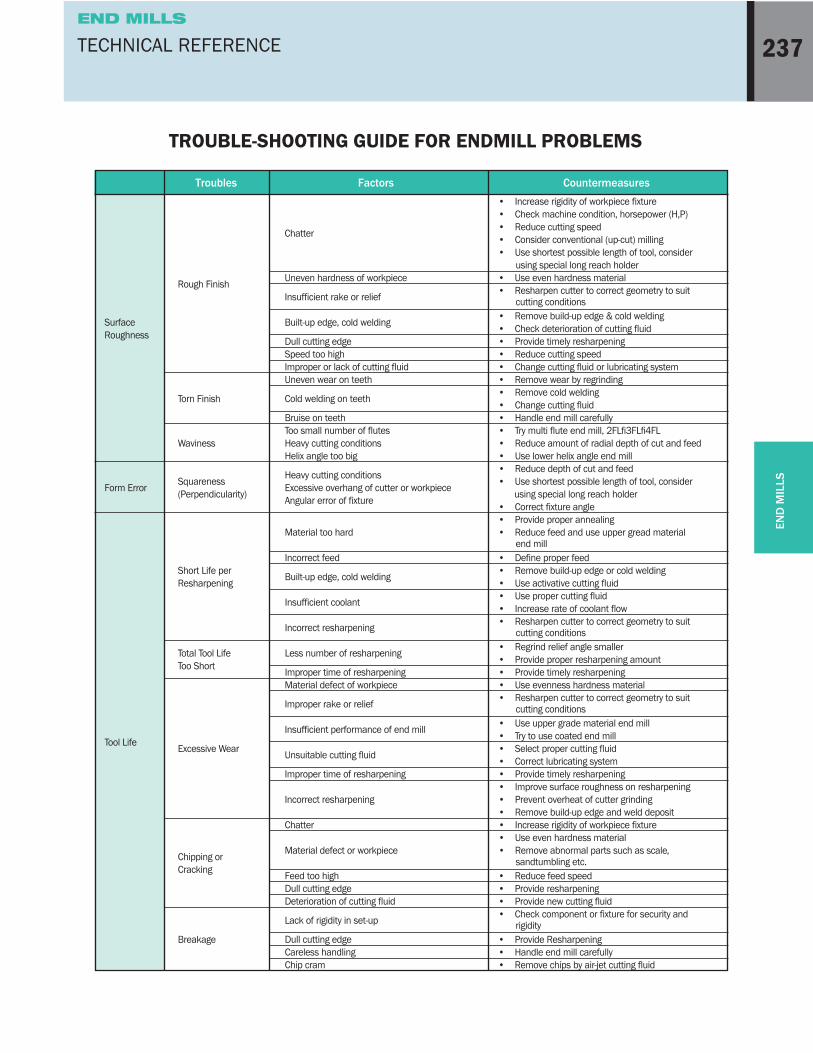
2
END
MIL
LS
TECHNICAL REFERENCE
TROUBLE-SHOOTING GUIDE FOR ENDMILL PROBLEMS
Troubles Factors Countermeasures
Surface Roughness
Rough Finish
Chatter
Uneven hardness of workpiece
Insufficient rake or relief
Built-up edge, cold welding
Dull cutting edgeSpeed too highImproper or lack of cutting fluidUneven wear on teeth
Cold welding on teeth
Bruise on teethToo small number of flutesHeavy cutting conditionsHelix angle too big
Heavy cutting conditionsExcessive overhang of cutter or workpieceAngular error of fixture
Material too hard
Incorrect feed
Built-up edge, cold welding
Insufficient coolant
Incorrect resharpening
Less number of resharpening
Improper time of resharpeningMaterial defect of workpiece
Improper rake or relief
Insufficient performance of end mill
Unsuitable cutting fluid
Improper time of resharpening
Incorrect resharpening
Chatter
Material defect or workpiece
Feed too highDull cutting edgeDeterioration of cutting fluid
Lack of rigidity in set-up
Dull cutting edgeCareless handlingChip cram
• Increase rigidity of workpiece fixture• Check machine condition, horsepower (H,P)• Reduce cutting speed• Consider conventional (up-cut) milling• Use shortest possible length of tool, consider
using special long reach holder• Use even hardness material• Resharpen cutter to correct geometry to suit
cutting conditions• Remove build-up edge & cold welding• Check deterioration of cutting fluid• Provide timely resharpening• Reduce cutting speed• Change cutting fluid or lubricating system• Remove wear by regrinding• Remove cold welding• Change cutting fluid• Handle end mill carefully• Try multi flute end mill, 2FL FL FL• Reduce amount of radial depth of cut and feed• Use lower helix angle end mill• Reduce depth of cut and feed• Use shortest possible length of tool, consider
using special long reach holder• Correct fixture angle• Provide proper annealing• Reduce feed and use upper gread material
end mill• Define proper feed• Remove build-up edge or cold welding• Use activative cutting fluid• Use proper cutting fluid• Increase rate of coolant flow• Resharpen cutter to correct geometry to suit
cutting conditions• Regrind relief angle smaller• Provide proper resharpening amount• Provide timely resharpening• Use evenness hardness material• Resharpen cutter to correct geometry to suit
cutting conditions• Use upper grade material end mill• Try to use coated end mill• Select proper cutting fluid• Correct lubricating system• Provide timely resharpening• Improve surface roughness on resharpening• Prevent overheat of cutter grinding• Remove build-up edge and weld deposit• Increase rigidity of workpiece fixture• Use even hardness material• Remove abnormal parts such as scale,
sandtumbling etc.• Reduce feed speed• Provide resharpening• Provide new cutting fluid• Check component or fixture for security and
rigidity• Provide Resharpening• Handle end mill carefully• Remove chips by air-jet cutting fluid
Torn Finish
Waviness
Squareness(Perpendicularity)
Short Life perResharpening
Total Tool LifeToo Short
Excessive Wear
Chipping orCracking
Breakage
Form Error
Tool Life



![Standard specifications - Nachi Robotics · Standard specifications MZ07-02 ... [rad] = 180 /π[°], 1[N・m ... - The specification and externals described in this specifications](https://static.fdocument.org/doc/165x107/5b15cdf47f8b9a5e798b477d/standard-specifications-nachi-standard-specifications-mz07-02-rad-.jpg)