01 regenerative feed heating
62
Regenerative Feed Heating • Why it is done? • How it is done? • Construction of Feed Heaters • Drains (Secondary condensate) arrangement • Cascading of drains. • H.P. Heaters – By pass arrangement. • Level control and its importance. ANIL PALAMWAR – [email protected] 1
-
Upload
anil-palamwar -
Category
Engineering
-
view
1.371 -
download
4
description
Power Plant Regenerative feed heating and design aspects of Feed Heaters.This is a ppt for beginners in Power Plant Engineering.Also discusses Heat Transfer and Rankine cycle.
Transcript of 01 regenerative feed heating

Regenerative Feed Heating
• Why it is done?
• How it is done?
• Construction of Feed Heaters
• Drains (Secondary condensate) arrangement
• Cascading of drains.
• H.P. Heaters – By pass arrangement.
• Level control and its importance.
ANIL PALAMWAR – [email protected]

Rankine Cycle
2

Heat Transfer and Δ T• Q = K x A x Δ T
• Efficiency of heat transfer is maximum when Δ T tends to Zero.
• Thus by raising the temperature of feed water in stages we achieve a low Δ T at every stage.
• Average temperature of at which heat is added also increases and gives better efficiency
3

Rankine and Carnot Cycle.
The Rankine cycle is sometimes referred to as a practical Carnot cycle as, when an efficient turbine is used, the TS diagram begins to resemble the Carnot cycle.
The main difference is that heat addition (in the boiler) and rejection (in the condenser) are isobaric in the Rankine cycle and isothermal in the Carnot cycle.
A pump is used to pressurize the working fluid received from the condenser as a liquid instead of as a gas.
4

Rankine and Carnot Cycle.
All of the energy of vaporization of the working fluid,is supplied in the boiler.(Latent Heat )
All the vaporization energy is rejected from the cycle through the condenser.
But pumping the working fluid through the cycle as a liquid requires a very small fraction of the energy needed to transport it -
-as compared to compressing the working fluid as a gas in a compressor (as in the Carnot cycle).
5

Limitations of Rankine CycleThe efficiency of a Rankine cycle is limited by the working
fluid. Without the super critical pressure levels for the working fluid, the temperature range of the cycle is quite small.
Turbine entry temperatures are typically 565°C (the creep limit of stainless steel) and condenser temperatures are around 30°C.
This gives a theoretical Carnot efficiency of about 63% compared with an actual efficiency of 42% for a modern coal-
fired power station.
This low turbine entry temperature (compared with a gas turbine) is why the Rankine cycle is often used as a bottoming
cycle in combined cycle gas turbine power stations.
6

Rankine Advantage
Advantages the Rankine cycle over others cycles is during the compression stage.
Relatively little work is required to drive the pump,
As the working fluid is in liquid phase at this point.
By condensing the fluid to liquid, the work required by the pump is only 1% to 3% of the turbine power
and
contributes to a much higher efficiency for a real cycle.
7

Rankine Cycle on T-S Diagram
8

Rankine Cycle Process
•Process 1-2: The working fluid is pumped from low to high pressure, being liquid, the pump requires little input energy.
•Process 2-3: The high pressure liquid enters boiler where it is heated at constant pressure to become a dry saturated vapor.
•Process 3-4: The dry saturated vapor expands through a turbine, generating power.
• This decreases the temperature and pressure of the vapor, and some condensation may occur.
•Process 4-1: The wet vapor then enters a condenser where it is condensed at a constant pressure to become a saturated liquid.
9

Real Rankine cycle (non-ideal)
10

Real Rankine Cycle
In a real Rankine cycle, the compression by the pump and the expansion in the turbine are not isentropic.
These processes are non-reversible.
and entropy increases during the two processes.(i.e.Non-Isentropic)
This increases the power required by the pump and
decreases the power generated by the turbine.
11

Rankine Cycle with Reheat
12

Rankine Cycle with Reheat
In this variation, two turbines work in series.
The first accepts steam from the boiler at high pressure. After the steam has passed through the first turbine, it re-enters the boiler and is reheated before passing through a second, lower pressure turbine.
Among other advantages, this prevents the steam from condensing during its expansion which can seriously damage the turbine blades,
and improves the efficiency of the cycle, as more of the heat flow into the cycle occurs at higher temperature.
13

Regenerative Rankine cycle
The regenerative Rankine cycle is so named because after emerging from the condenser the working fluid is heated by steam tapped from the hot portion of the cycle.
On the diagram shown, the fluid at 2 is mixed with the fluid at 4 (both at the same pressure) to end up with the saturated liquid at 7.
This is called "direct contact heating".
The Regenerative Rankine cycle (with minor variants) is commonly used in real power stations.
14

Regenerative Rankine cycle
Another variation is where 'bleed steam' from turbine stages is sent to feed-water heaters to preheat the water on its way from the condenser to the boiler. These heaters do not mix the input steam and condensate, function as an ordinary tubular heat exchanger, and are named "closed feed-water heaters".
The regenerative features here effectively raise the nominal cycle heat input temperature, by reducing the addition of heat from the boiler/fuel source at the relatively low feed-water temperatures that would exist without regenerative feed-water heating.
This improves the efficiency of the cycle, as more of the heat flow into the cycle occurs at higher temperature.15

Regenerative Rankine Cycle.
16

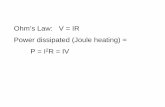
Heat RateHEAT RATE – Kilo Calories input to TURBNE divided by Gross generation in KW [K.Cal/KWH]
[Gross TG Heat Rate = ((Main Steam Flow at Turbine inlet x (Main Steam Enthalpy – Feed water Enthalpy at Eco-inlet)) + (CRH Steam Flow x (HRH Steam Enthalpy - CRH Enthalpy)) + (ReHeat Spray Flow x (HRH Steam Enthalpy - Feed water Enthalpy at Eco-inlet)) / Gross Generation
Gross TG Heat Rate =
{(Main Steam Flow at Turbine inlet x
(Main Steam Enthalpy – Feed water Enthalpy at Eco-inlet)} / Gross Generation
17

Eco.Inlet Temp. V/s. Heat Rate for 100 MW Unit (With R/H.)
1900
2000
2100
2200
2300
2400
310 300 290 280 270 260 250 240 230 220
Eco.Inlet Temp.
H.R
. in
K.C
al /
KW
H
TG inlet Pressure = 120 Kg/cm2.Inlet Steam Temp.=550 deg.C.
Cold R/H Pr.=32 Kg/cm2.18

HEAT EXCHANGERS
19

Heat Exchanger
• A heat exchanger is for efficient heat transfer from one medium to another.
• The heat exchange may be for Cooling or Heating.
• The media may be separated by a solid wall (Surface heat transfer) so that they never mix, or they may be in direct contact.
• Condenser, Feed Heaters , Oil Coolers, etc.• De-aerator
20

21
Regenerative feed heating cycle

22

23
TOTAL HEAT IN STEAM

24

25

26

27
HEAT EXCHANGERS
Heat Exchangers may be of two types –
1] Surface Type –Tubular or Plate Type.-Fluids do not mix.
2] Contact Type.-Hot & Cold fluids mix.
Regenerative feed heaters are all tubular surface type except the De-aerator.
De-aerator is a contact type Heat Exchanger where HOT and COLD fluids mix.
Plate type are used for cooling of BCW. These are suitable for low pressure & low temperature applications.
27

Parallel Flow - Counter Flow - Cross Flow.
28

29
Parallel Flow
29

30
Tc exit is less than Th exit in Parallel Flow.Tc-Temperature of cold fluidTh-temperature of hot fluid
30

31
Counter Flow
31

32
In Counter flow, Tc exit can be more than Th exit
32

33
Typical Tubular Heat Exchanger(3-pass)
33

34
Tubular Heat Exchanger (1-pass)
34

35
L.M.T.D.
The Log Mean Temperature Difference (LMTD) is used to determine the temperature driving force –ΔTfor heat transfer in flow systems, most notably in heat exchangers. LMTD is a logarithmic average of the temperature difference between the hot and cold streams at each end of the exchanger.
The larger the LMTD, the more heat is transferred.
35

36
L.M.T.D.-Equation
Assume that a generic heat exchanger has two ends ( "A" and "B") at which the hot and cold streams enter or exit on either side; then, the LMTD is defined by the logarithmic mean as follows:
where ΔTA is the temperature difference between the two streams at end A, and ΔTB is the temperature difference between the two streams at end B.(Holds for parallel flow & also for counter flow)
36

37
Application of LMTD
Once calculated, the LMTD is usually applied to calculate the heat transfer in an exchanger according to the simple equation:
Where Q is the exchanged heat duty (in watts), U is the heat transfer coefficient (in watts per kelvin per square meter) and A is the heat transfer surface area.Calculation of U may be quite complicated.
37

38
Design Considerations
For efficiency, heat exchangers are designed to maximize the surface area of the wall between the two fluids, while minimizing resistance to fluid flow through the exchanger. The exchanger's performance can also be improved by the addition of fins or corrugations in one or both directions, which increase surface area and may STREAMLINE the fluid flow or induce turbulence
38

39
Driving Temperature
The driving temperature across the heat transfer surface varies with position, but an appropriate mean temperature can be defined. In most simple systems this is the "log mean temperature difference" (LMTD).
39

40
A set of tubes is called the tube bundle and can be made up of several types of tubes: plain, longitudinally finned, etc.
Shell and tube heat exchangers are robust due to their shape and are typically used for high-pressure applications.
(with pressures greater than 30 bar and temperatures greater than 260°C).
40

41
Design Features
•Tube diameter: Small tube diameter makes the heat exchanger economical and compact. However, it may foul up faster and the small size makes mechanical cleaning difficult.
•To prevail over the fouling and cleaning problems, larger tube diameters can be used.
•Thus to determine the tube diameter, the available space, cost and the fouling nature of the fluids must be considered.
41

42
•Tube thickness: The thickness of the wall of the tubes is usually determined to ensure: o There is enough room for corrosiono That flow-induced vibration has resistanceo Axial strengtho Availability of spare partso Hoop strength (to withstand internal tube
pressure)o Buckling strength (to withstand overpressure in
the shell)
Tube Thickness
42

43
Tube length: heat exchangers are cheaper when the shell diameter is smaller and length is more.
Thus, the aim is to make the heat exchanger as long as physically possible whilst not exceeding production capabilities.
However, the limitations are -the space available at the site.
Also, it has to be remembered that long, thin tubes are difficult to take out and replace.
Tube Length
43

44
Tube Pitch and Fins/corrugation
•Tube pitch: when designing the tubes, it is practical to ensure that the tube pitch (i.e., the centre-centre distance of adjoining tubes) is not less than 1.25 times the tubes' outside diameter. •A larger tube pitch leads to a larger overall shell diameter which leads to a more expensive heat exchanger.
Tube corrugation: this type of tubes, mainly used for the inner tubes, increases the turbulence of the fluids and the effect is very important in the heat transfer giving a better performance
44

45
Baffles
Baffles are used in shell and tube heat exchangers to direct fluid across the tube bundle.
They run perpendicularly to the shell and hold the bundle, preventing the tubes from sagging over a long length.
They also prevent the tubes from vibrating.
The most common type of baffle is the segmental baffle.
The semicircular segmental baffles are oriented at 180 degrees to the adjacent baffles forcing the fluid to flow upward and downwards between the tube bundle.
Baffle spacing is of large thermodynamic concern in shell and tube heat exchangers. Baffles must be spaced with consideration of pressure drop and heat transfer.
45

46
Baffles....contd.
For thermo economic optimization the baffles are spaced at 20% of the shell’s inner diameter.
Too closely spaced baffles cause a greater pressure drop because of flow redirection.
Consequently if the baffles are spaced too far apart then there may be cooler spots in the corners between baffles.
The baffles should be spaced such that the tubes do not sag.
The other type of baffle is the disc and donut baffle which consists of two concentric baffles.
The outer wider baffle looks like a donut, whilst the inner baffle is shaped as a disk. This type of baffle forces the fluid to pass around each side of the disk then through the donut baffle generating a different type of fluid flow.
46

47
DEAERATOR-CONTACT TYPE HEAT EXCHANGER
47

HIGH PRESSURE HEATERDesign features ensure high reliability and availability
associated with long term life and low maintenance.Independent desuperheating zone closures.Baffle configuration and spacing based on conservative mass and linear velocity criteria.Fully enclosed self-venting drains sub-cooling zone.Liberal sub-cooling zone entrance areas to permit low approach velocities which prevent flashing of saturated drains.Internal, centrally located venting arrangement to provide means of continuously venting condensing zone.Channel cover configurations for all nozzle layouts.Stainless steel impingement plates.
48

Regenerative Feed Heating Scheme
49

H.P.Heater Details
Note feed water entry from lower side and Steam entry from the top.
Three sections – Desuperheating – Condensing - & Cooling.50

3-Processes in HPHThe feed-water heating process actually takes place in three distinct steps.
First, the de-superheating zone cools the superheated steam to the point that the steam is saturated.
Next, the condensing zone extracts the Latent Heat from the steam/water mixture to preheat the boiler feed-water passing through the tube side.
Finally, a drain cooler is incorporated to capture additional energy from the liquid.
The three heating processes all occur within a single heater.
51

Effect of High / Low Level
Lower final feed-water temperature occurs when a feed-water heater is withdrawn due to unreliable level input to the control system or when the level is too high or low.
If the condition is a result of high feed-water heater level, there would be a decrease in feed-water heater temperature rise, a decreasing DCA (Drain Cooler Approach)temperature difference, and an increasing TTD (Terminal Temperature Difference).
The inverse is true if feed-water heater levels are too low.
In either case, risk of damage to hardware increases, heat transfer is impaired, and feed-water to the economizer is not at the required temperature.
There are two probable responses to a low final feed-water temperature, neither of which is desirable:
52

Operator response –Low feed water temperature
Over-fire the boiler to increase temperature (level too high/low or out of service).
This action will increase fuel consumption and emissions, as well as increase the gas temperature exiting the furnace.
The increased gas temperature will increase the reheat and superheat sprays.
Also, the steam flow through the IP and LP stages of the steam turbine will increase (when the heater is out of service), causing
flashing and potential damage to the drain cooler section and possibly cause thermal damage to the tubes.
53

Operator response –Low feed water temperature
Open emergency drains to lower level (level too high).
This option causes an immediate loss of plant efficiency and
can cause damage to hardware if water is inducted into the extraction line.
The worst case occurs when the water is inducted back into the steam turbine, causing a possible catastrophic failure.
The best case is that the turbine water induction protection (TWIP) trips the unit,
shutting the heater down and causing expensive loss of production and other related costs.
54

Case Study
Due to lower final feed-water temperature at a 500-MW coal-fired plant.
The heat rate rose 47 Btu/kWh, adding $243,000 annually to the plant’s cost of fuel.
Note that the case study does not take into account additional emissions cost, effects on boiler and turbine efficiencies, over-firing conditions, lost production, and other related factors,
55

Level ControlThe feed-water heater, is a series of tubes carrying feed-water through a tank shell.
Steam is injected into the shell and heat is transferred to the feed-water inside the tubes.
The steam condenses in the shell, creating a liquid level of condensate in the heater.
The level is controlled to create a seal and prevent blow-through of steam.
The maximum thermal transfer between steam and the feed-water takes place when,
the largest tube area is exposed to the steam without allowing steam blow-through.
56

Level ControlCondensate is allowed to drain from the shell through the normal drain.
When the tubes become submerged in condensate,
heat is transferred to the condensate rather than the tubes with the feed-water inside,
resulting in poor heater efficiency.
A relatively small increase in condensate level,
(2-in to 4-in) over the minimum,
greatly affects the heat rate (fuel efficiency) of the boiler.
57

58

59

60

61

62