Η ΤΡΙΒΗ ΣΤΗΝ ΚΟΠΗ ΤΟ ΜΟΝΤΕΛΟ...
14
1 Η ΤΡΙΒΗ ΣΤΗΝ ΚΟΠΗ - ΤΟ ΜΟΝΤΕΛΟ ZOREV 1. ΒΑΣΙΚΕΣ ΠΑΡΑΔΟΧΕΣ (Σχ. 1) Σχήμα 1: Το μοντέλο Zorev 1. Στην περιοχή μήκους 1 l λαμβάνει χώρα πλαστική παραμόρφωση του υλικού αποβλίττου λόγω διάτμησης. Η τάση τριβής τ F είναι σταθερή και ίση με το όριο διαρροής σε διάτμηση τ o του υλικού. 2. Στην περιοχή ) ( 1 l l − επικρατούν συνθήκες ξηρής τριβής ολίσθησης με σταθερό συντελεστή τριβής μ S . 3. H κατανομή της ορθής τάσης σ F είναι παραβολική σε όλο το μήκος της επιφάνειας επαφής ΚΕ/απoβλίττου και μπορεί να περιγραφεί με ικανοποιητική προσέγγιση από τη σχέση y F x q ⋅ = σ (1) όπου q, y σταθερές και x∈[0, l ]. 2. ΑΝΑΛΥΣΗ Από την απαίτηση στη θέση x=0 να είναι σ F =0 και στη θέση x=l η σ F =σ Fm (μέγιστη τιμή), προκύπτει από την εξ. (1) y Fm q l ⋅ = σ (2)
Transcript of Η ΤΡΙΒΗ ΣΤΗΝ ΚΟΠΗ ΤΟ ΜΟΝΤΕΛΟ...

1
Η ΤΡΙΒΗ ΣΤΗΝ ΚΟΠΗ - ΤΟ ΜΟΝΤΕΛΟ ZOREV
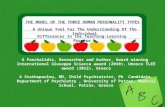
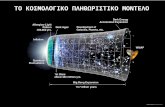
1. ΒΑΣΙΚΕΣ ΠΑΡΑΔΟΧΕΣ (Σχ. 1)
Σχήμα 1: Το μοντέλο Zorev
1. Στην περιοχή μήκους 1l λαμβάνει χώρα πλαστική παραμόρφωση του υλικού αποβλίττου λόγω διάτμησης. Η τάση τριβής τF είναι σταθερή και ίση με το όριο διαρροής σε διάτμηση τo του υλικού. 2. Στην περιοχή )( 1ll − επικρατούν συνθήκες ξηρής τριβής ολίσθησης με σταθερό συντελεστή τριβής μS. 3. H κατανομή της ορθής τάσης σF είναι παραβολική σε όλο το μήκος της επιφάνειας επαφής ΚΕ/απoβλίττου και μπορεί να περιγραφεί με ικανοποιητική προσέγγιση από τη σχέση
yF xq ⋅=σ (1)
όπου q, y σταθερές και x∈[0, l ]. 2. ΑΝΑΛΥΣΗ Από την απαίτηση στη θέση x=0 να είναι σF=0 και στη θέση x=l η σF=σFm (μέγιστη τιμή), προκύπτει από την εξ. (1)
yFm q l⋅=σ (2)

2
και με συνδυασμό των εξ. (1) και (2)
y
FmFx⎟⎠⎞
⎜⎝⎛σ=σl
(3)
Στην περιοχή [0, 1ll − ], λόγω της παραδοχής 2, η διανομή της τάσης τF θα είναι
y
FmSFx⎟⎠⎞
⎜⎝⎛⋅σ⋅μ=τl
(4)
ενώ στην περιοχή [ lll ,1− ], λόγω της παραδοχής 1, θα ισχύει
oF τ=τ (5) Η κάθετη προς τη δύναμη τριβής συνιστώσα της δύναμης κοπής ισούται προς
y1b
dxxbdxbF 1Fm0
y
Fm10 F1N +⋅⋅σ
=⋅⎟⎠⎞
⎜⎝⎛σ=⋅σ= ∫∫
l
l
ll (6)
Ομοίως, για τη δύναμη τριβής έχουμε
=⎥⎥⎦
⎤
⎢⎢⎣
⎡⋅τ+⎟
⎠⎞
⎜⎝⎛σ⋅μ=⋅τ= ∫ ∫ ∫
−
−
l ll l
lll0 0 o
y
FmS1F1F1
1dxdxxbdxbF
)y1(
)(bb y
1FmS11o1 +
−σμ+τ=
l
lll (7)
Όμως, στη θέση 1x ll −= θα είναι FSo σμ=τ και y
1FmF ⎟
⎠
⎞⎜⎝
⎛ −σ=σ
l
ll ή ισοδύναμα με
συνδυασμό αυτών
y1
FmSo ⎟⎠
⎞⎜⎝
⎛ −σμ=τ
l
ll (8)
Με συνδυασμό των εξ. (7) και (8) προκύπτει τελικά για τη δύναμη τριβής
y1)()y1(
bF 11o1F +
−++τ=
lll (9)
Άρα, ο μέσος φαινόμενος συντελεστής τριβής μ σε όλη την επιφάνεια επαφής ΚΕ/αποβλίττου θα ισούται με
⎟⎠
⎞⎜⎝
⎛+
στ
==μl
l 1
Fm
o
N
F y1FF
(10)
και η μέση κάθετη τάση⎯ Fσ στην ίδια επιφάνεια

3
y1bF Fm
1
NF +
σ==σ
l (11)
Συνδυάζοντας τις εξ. (10) και (11) παίρνουμε
)y1(
y1
F
1o
+σ
⎟⎠
⎞⎜⎝
⎛ +τ=μ
l
l
(12)
και
⎟⎟⎠
⎞⎜⎜⎝
⎛σ
=ρF
Ktana (13)
όπου
y1
y1K
1o
+
⎟⎠
⎞⎜⎝
⎛+τ
=l
l
(14)
είναι ποσότητα πρακτικά σταθερή για δεδομένο υλικό κατεργαζομένου τεμαχίου και για ευρεία περιοχή συνθηκών κοπής. Η συμφωνία του μοντέλου Zorev με τα πειραματικά αποτελέσματα έχει διαπιστωθεί πολύ ικανοποιητική (σφάλμα μικρότερο του 15%).

4
Η ΘΕΡΜΟΤΗΤΑ ΣΤΗΝ ΚΟΠΗ 1. ΓΕΝΙΚΑ Η παραγόμενη θερμότητα κατά την κοπή είναι μία από τις κρίσιμες παραμέτρους που επηρεάζουν σημαντικά την σωστή διεξαγωγή της κοπής. Για παράδειγμα, η θερμότητα επηρεάζει τις δυνάμεις κοπής, αυξάνει την ταχύτητα φθοράς του κοπτικού εργαλείου και μειώνει τη διάρκεια ζωής του, προκαλεί θερμική καταπόνηση στο κατεργαζόμενο τεμάχιο, έχει περιβαλλοντικές επιπτώσεις κοκ. Στις κατεργασίες κοπής συνυπάρχουν και οι τρεις μηχανισμοί μεταφοράς της θερμότητας (με επαφή, αγωγή και ακτινοβολία), π.χ. η μεταφορά θερμότητας μέσα στο απόβλιττο, το κατεργαζόμενο τεμάχιο, το ΚΕ και τον συγκρατητή του λαμβάνει χώρα με επαφή, η μεταφορά θερμότητας μεταξύ ψυκτικού υγρού/αέρα και αποβλίττου/ΚΕ/ΤΕ γίνεται με αγωγή, ενώ η ακτινοβολία είναι περιορισμένη στις συμβατικές κατεργασίες κοπής. Λόγω της πολυπλοκότητας του θερμικού προβλήματος κατά την κοπή, για μια πρώτη προσέγγιση του απαιτείται να γίνουν οι ακόλουθες παραδοχές: • Σχεδόν το σύνολο (90%-100%) της μηχανικής ενέργειας που καταναλώνεται κατά την κοπή
μετατρέπεται τελικά σε θερμική ενέργεια. Τούτο δικαιολογείται από το γεγονός ότι οι σημειούμενες παραμορφώσεις είναι μεγαλύτερες από 2 ( )xy 2γ ≥ , οπότε η ελαστική δυναμική
ενέργεια είναι πολύ μικρή συγκρινόμενη με την ενέργεια πλαστικής παραμόρφωσης (πλαστικό έργο).
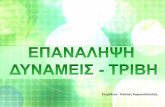
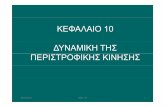
• Στη γενική περίπτωση κοπτικού εργαλείου με στρογγυλεμένη κόψη, υφίστανται τρεις περιοχές που λειτουργούν ως πηγές θερμότητας κατά την κοπή: Η πρωτεύουσα ζώνη (Ι)(έργο διάτμησης), η δευτερεύουσα ζώνη (ΙΙ) (έργο τριβής) και η περιοχή τριβής στο καμπύλο τμήμα του ΚΕ (ΙΙΙ) (επιφάνεια επαφής ΤΕ-ΚΕ), βλ. Σχ. 1. Για τη θεωρητική αντιμετώπιση του προβλήματος χρειάζεται να τεθούν και άλλες υποθέσεις: π.χ συνήθως στις περισσότερες προσεγγίσεις υιοθετείται η ανάπτυξη επίπεδου θερμικών πηγών (plane heat sources), ομοιόμορφα κατανεμημένων στο επίπεδο διάτμησης και στη διεπιφάνεια ΚΕ/αποβλίττου.
(α)
(β) Σχήμα 1: Περιοχές παραγωγής θερμότητας κατά την κοπή
(α) Εξήγηση μηχανισμού, (β) Συμβολή στη διανομή της θερμότητας
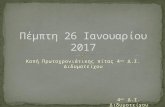
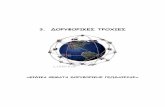
• Προκειμένου να γίνει εφικτός ο υπολογισμός μιας μέσης θερμοκρασίας στο επίπεδο διάτμησης και στο ΚΕ, είναι απαραίτητο να θεσπιστεί ένα κριτήριο επιμερισμού της συνολικής παραγόμενης θερμότητας σε ΚΕ, ΤΕ και απόβλιττο. Τούτο μπορεί να προέλθει μόνο από ευρεία πειραματική εργασία. Στο Σχ. 2 παρουσιάζεται μια γενική προσέγγιση, όπως έχει προσδιοριστεί πειραματικά, σύμφωνα με την οποία το μέγιστο μέρος της παραγόμενης θερμότητας απάγεται μέσω του αποβλίττου (75–80 %), ενώ στο Σχ. 3 δίνεται τυπικό (πειραματικό) παράδειγμα

5
συνεισφοράς των διαφόρων ζωνών στην έκλυση θερμότητας κατά την κοπή και επιμερισμού της σε ΚΕ, ΤΕ και απόβλιττο σε συγκεκριμένη αντιπροσωπευτική περίπτωση κοπής.
• Τέλος, εκτός από τη γεωμετρία ΚΕ, ΤΕ και αποβλίττου απαιτείται και καθορισμός των οριακών συνθηκών. Στην κατεύθυνση αυτή, μπορούν να τεθούν οι ακόλουθες παραδοχές: (α) Σε χαμηλές ταχύτητες κοπής, ο ρυθμός απαγωγής της παραγόμενης θερμότητας είναι περίπου ίσος με το ρυθμός έκλυσης της. Η κοπή μπορεί να θεωρηθεί ως ισόθερμη. (β) Με αύξηση της ταχύτητας κοπής, ο ρυθμός απαγωγής της θερμότητας υπολείπεται του ρυθμού έκλυσης της βαθμιαία και περισσότερο, με αποτέλεσμα την αύξηση της θερμοκρασίας του κατεργαζόμενου τεμαχίου και του κοπτικού εργαλείου. (γ) Σε πολύ υψηλές ταχύτητες κοπής η κοπή μπορεί να θεωρηθεί ως αδιαβατική.
Σχήμα 2: Τυπική διανομή της θερμότητας που παράγεται κατά την κοπή συναρτήσει της ταχύτητας κοπής
Σχήμα 3: Τυπική διανομή της παραγόμενης θερ-μότητας κατά την κοπή 1: Εκλυόμενη θερμότητα στη ζώνη Ι (80%) 2: Εκλυόμενη θερμότητα στη ζώνη ΙΙ (18%) 3: Εκλυόμενη θερμότητα στη ζώνη ΙΙΙ (2%) 4: Απαγόμενη θερμότητα από απόβλτιττο (75%) 5: Απαγόμενη θερμότητα από ΤΕ (8%) 6: Απαγόμενη θερμότητα από ΚΕ (17%)
2. ΣΥΝΑΛΛΑΣΣΟΜΕΝΑ ΠΟΣΑ ΘΕΡΜΟΤΗΤΑΣ ΚΑΙ ΘΕΡΜΟΚΡΑΣΙΕΣ • (Ανηγμένη) Ισχύς κοπής
1Q F= υ& (1) όπου: F1 η κύρια συνιστώσα της δύναμης κοπής και υ η ταχύτητα κοπής. • Εκλυόμενη θερμική ισχύς στη ζώνη διάτμησης (Ι)
1
2S S S SQ d Ak F
ε
ε= σ ⋅ ε = υ = υ∫& (2)

6
όπου: σ , ε η ισοδύναμη τάση και η ισοδύναμη παραμόρφωση που περιγράφουν την καταστατική εξίσωση του υλικού του τεμαχίου, c η ειδική θερμότητας του υλικού τεμαχίου, ρ η πυκνότητα του υλικού τεμαχίου, Α η διατομή αποβλίττου και kS η ειδική αντίσταση κοπής. • Εκλυόμενη θερμική ισχύς στη διεπιφάνεια ΚΕ/αποβλίττου (ΙΙ)
F F CQ F= υ& (3) όπου: FF η δύναμη τριβής στη διεπιφάνεια αποβλίττου/ΚΕ, υC η ταχύτητα αποβλίττου. • Συνολική εκλυόμενη θερμική ισχύς
S FQ Q Q≅ +& & & (4) • Απαγόμενη θερμική ισχύς από το απόβλιττο
C C C C C CQ m c A c= Δθ = υρ Δθ& & (5) όπου: Cm& η ανά μονάδα χρόνου αφαιρούμενη μάζα υλικού, cC η ειδική θερμότητα του υλικού του αποβλίττου, ΔθC η αύξηση της θερμοκρασίας αποβλίττου • Ποσοστό απαγόμενης θερμικής ισχύος μέσω του αποβλίττου
C C C
S
Q ci
kQρ Δθ
= =&
& (6)
• Μέση θερμοκρασία ζώνης διάτμησης
SmS o
Qc
θ = θ +ρ
& (7)
όπου: θο η αρχική θερμοκρασία (θερμοκρασία περιβάλλοντος). • Μέγιστη μέση θερμοκρασία αποβλίττου (i=1)
SmC o
C
kc
θ = θ +ρ
(8)
ΠΑΡΑΤΗΡΗΣΕΙΣ • Για τη μετατροπή της μονάδας θερμότητας από Joules ή daN.m σε kcal λαμβάνεται υπόψη το
μηχανικό ισοδύναμο της θερμότητας J=427 daN.m/kcal. • Η επίδραση των διαφόρων μεγεθών επί της παραγόμενης θερμότητας κοπής και των
αναπτυσσόμενων θερμοκρασιών παρουσιάζεται στα Σχ. 4-6.

7
(α)
Σχήμα 4: Επίδραση της ταχύτητας κοπής κατά τη μεταφορά θερμότητας: (α) Επί του αποβλίττου, (β)
επί του ΚΕ. (β)
Σχήμα 5: Επίδραση της ταχύτητας κοπής και της θερμοκρασίας στη ΔΖ κοπτήρα σε φρεζάρισμα
Σχήμα 6: Κατανομή θερμοκρασιών (σε οC) σε ΤΕ, ΚΕ και απόβλιττο κατά την κοπή.

8
3. ΔΙΑΣΤΑΤΙΚΗ ΑΝΑΛΥΣΗ ΓΙΑ ΤΟΝ ΥΠΟΛΟΓΙΣΜΟ ΤΩΝ ΘΕΡΜΟΚΡΑΣΙΩΝ ΚΟΠΗΣ Ο Kronenberg πρώτος διατύπωσε την άποψη ότι η μέση θερμοκρασία Fθ στη διεπιφάνεια ΚΕ/αποβλίττου εξαρτάται από τις εξής σημαντικές παραμέτρους τις κοπής: διατομή αποβλίττου (A) , ταχύτητα κοπής ( )υ , ειδική αντίσταση κοπής s(k ) , θερμική αγωγιμότητα υλικού ΤΕ ( )λ και την ογκομετρική ειδική θερμότητα του υλικού ΤΕ (γινόμενο πυκνότητας και ειδικής θερμότητας, h c= ρ ). Δηλαδή είναι:
F sg(A, ,k , ,h)θ = υ λ (9) Σύμφωνα με τις βασικές αρχές της διαστατικής ανάλυσης, για τη συσχέτιση των 6 φυσικών μεγεθών της εξ. (9) απαιτείται ο σχηματισμός δύο αδιάστατων μονωνύμων που περιλαμβάνουν 5 από τα 6 μεγέθη, δηλ.
a b c d1 s FQ k h= υ λ θ (10α)
e f g i
2 sQ k h A= υ λ (10β) Οι εκθέτες a, b, c, d, e, f, g, ι θα υπολογιστούν από την απαίτηση τα Q1, Q2 να είναι αδιάστατα. Με τη βοήθεια του Πίν. 1 και με αντικατάσταση στις εξ. (10) προκύπτουν τα ακόλουθα συστήματα εξισώσεων:
Πίνακας 1: Φυσικά μεγέθη που επηρεάζουν την έκλυση θερμότητα στην κοπή και διαστάσεις τους
Φυσικό μέγεθος Διαστάσεις Θερμοκρασία (θF) Διατομή αποβλίττου (Α) Ταχύτητα κοπής (υ) Ειδική αντίσταση κοπής (ks) Αγωγιμότητα υλικού ΤΕ (λ) Ογκομετρική ειδική θερμότητα υλικού ΤΕ (h=ρc)
θ L2
LT-1 ML-1T-2
MLT-3θ-1 ΜL-1Τ-2θ-1
(a b c d) (b c d) ( a 2b 3c 2d) ( c d 1)
1Q L M T− + − + + − − − − − − += θ ή ισοδύναμα για να είναι το Q1 αδιάστατο
a b c d 0a 2b 3c 2d 0
b c d 0c d 1
− + − =− − − − =
+ + =− − = −
(11α)
Ομοίως είναι:
(e f g i 2) (f g i) ( e 2f 3g 2i) ( g i)2Q L M T− + − + + + − − − − − −= θ ή ισοδύναμα για να είναι το Q2 αδιάστατο
e f g i 2e 2f 3g 2i 0
f g i 0g i 0
− + − = −− − − − =
+ + =− − =
(11β)
Από τη λύση των συστημάτων (11α) και (11β) προκύπτει a=0, b=-1, c=0, d=1, e=2, f=0, g=-2, i=2.

9
Επομένως, τα αδιάστατα μονώνυμα Q1 και Q2 θα έχουν τη μορφή
F1
s
hQ
kθ
= (12α)
2 2
2 2h AQ υ
=λ
(12β)
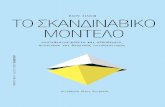
Απαιτείται μία συσχέτιση μεταξύ των Q1, Q2 της μορφής Q1 = f(Q2), πειραματικής προέλευσης. Για το σκοπό αυτό έχει παραχθεί η πειραματική γραμμή παλινδρόμησης του Σχ. 7 (σε διπλή λογαριθμική κλίμακα), από την οποία προκύπτει η σχέση
Σχήμα 7: Πειραματική συσχέτιση των αδιάστατων μονωνύμων Q1, Q2
κατά Gottwein.
0.221 2Q 0.67 Q= ⋅ ή επιλύοντας ως προς τη θερμοκρασία, λαμβάνεται τελικά
0.44 0.22
sF 0.44 0.56
0.67k Ahυ
θ =λ
(13)

10
ΥΓΡΑ ΚΟΠΗΣ
1. ΔΡΑΣΕΙΣ ΤΩΝ ΥΓΡΩΝ ΚΟΠΗΣ • Ψυκτική δράση. • Λιπαντική δράση. • Απομάκρυνση των αποβλίττων. 2. ΑΠΟΤΕΛΕΣΜΑΤΑ ΤΩΝ ΔΡΑΣΕΩΝ ΤΩΝ ΥΓΡΩΝ ΚΟΠΗΣ (Σχ. 1)
Σχήμα 1: Αλληλεπίδραση των δράσεων των υγρών κοπής 3. ΑΝΕΠΙΘΥΜΗΤΕΣ ΠΑΡΕΝΕΡΓΕΙΕΣ ΤΩΝ ΥΓΡΩΝ ΚΟΠΗΣ • Φυσιολογικές παρενέργειες στον άνθρωπο (τοξικοί ατμοί, δυσάρεστες οσμές, καπνοί,
δερματίτιδες κλπ.). • Οξείδωση ή διάβρωση του υλικού του ΤΕ ή των διαφόρων μερών της ΕΜ που έρχονται σε
επαφή με τα υγρά κοπής. • Επιβάρυνση του φυσικού περιβάλλοντος μετά την χρήση και απομάκρυνσή τους. 4. ΕΙΔΗ ΥΓΡΩΝ ΚΟΠΗΣ (Σχ. 2)
Σχήμα 2: Ταξινόμηση υγρών κοπής

11
Διακρίνονται σε δύο μεγάλες ομάδες: • Τα έλαια κοπής, που εμφανίζουν αυξημένη λιπαντική δράση. • Τα υδατικά υγρά κοπής, που εμφανίζουν αυξημένη ψυκτική δράση. Α. Χημικώς μη ενεργά έλαια κοπής Λιπαρά έλαια (χοιρινό λίπος, βαμβακέλαιο, κραμβέλαιο κλπ.) • Οξειδώνονται εύκολα. • Σχηματίζουν διαβρωτικά οξέα. • Είναι σχετικά ακριβά. • Υπερέχουν των ορυκτελαίων. Ορυκτέλαια • Συνήθως είναι λεπτόρρευστα. • Κατάλληλα για ελαφρές κατεργασίες. Μίγματα ορυκτελαίων και λιπαρών ελαίων • Η περιεκτικότητα του λιπαρού ελαίου στο μίγμα κυμαίνεται μεταξύ 10-30%. Β. Χημικώς ενεργά έλαια κοπής • Πρόκειται για ορυκτέλαια με ειδικά πρόσθετα υψηλής πίεσης που περιέχουν κυρίως S ή Cl ή Ρ. • Τα πρόσθετα στοιχεία σχηματίζουν με τις τριβόμενες επιφάνειες θειούχες, χλωριούχες ή
φωσφορούχες χημικές ενώσεις, αντίστοιχα. • Ανάλογα με το είδος του πρόσθετου στοιχείου, τα χημικώς ενεργά έλαια κοπής διακρίνονται σε:
θειωμένα, χλωριωμένα, θειοχλωριωμένα κλπ. • Τα χλωριωμένα έλαια κοπής περιέχουν πρόσθετα Cl και είναι κατάλληλα για κατεργασίες
μαλακών μετάλλων ή σε ελαφρές κατεργασίες κοπής. • Τα θειωμένα έλαια μεγάλης λιπαρότητας περιέχουν πρόσθετα S και έχουν πολύ καλές
αντισυγκολλητικές (αποφυγή σχηματισμού ψευδοακμής) και λιπαντικές (μείωση τριβής/φθοράς) ικανότητες.
• Τα θειοχλωριωμένα έλαια είναι πιο δραστικά. • Τα φωσφορο-θειωμένα έλαια είναι κατάλληλα για μεγάλη γκάμα εφαρμογών. Γ. Γαλακτώματα • Προκύπτουν με προσθήκη διαλυτού ελαίου σε νερό υπό ορισμένη αναλογία. • Το διαλυτό έλαιο αποτελείται από ορυκτέλαιο, κατάλληλο παράγοντα γαλακτωματοποίησης και
αντισκωριωτική ουσία. • Ο ρόλος του γαλακτωματοποιητή είναι η διασπορά του ελαίου μέσα στο νερό με τη μορφή πολύ
μικρών σταγονιδίων, διαμέτρου 10-9–10-6 cm. Σχηματίζεται έτσι κολλοειδές διάλυμα, διαφανές ή θολό (σαπουνέλαιο).
• Η παρασκευή ενός γαλακτώματος γίνεται με αργή προσθήκη ελαίου στο νερό (ποτέ το αντίστροφο) και συνεχή ανάδευση για την ομογενοποίηση του διαλύματος.
• Η αναλογία νερού/ελαίου στο γαλάκτωμα του γαλακτώματος εξαρτάται από το υλικό ΤΕ και το είδος της κατεργασίας, π.χ. σε γενικές κατεργασίες η αναλογία κυμαίνεται μεταξύ 10:1 – 30:1, ενώ σε κατεργασίες λείανσης μεταξύ 60:1 – 80:1. Τυπικές τιμές της αναλογίας γαλακτώματος για διάφορες κατεργασίες κοπής δίνονται στον Πίν. 1.

12
Πίνακας 1: Αναλογία ανάμιξης γαλακτωμάτων Είδος κατεργασίας Ποσοστό ελαίου (%)
Εκχόνδριση Κοχλιοτόμηση Βαθειά διάτρηση Κατεργασία διάσχισης Φρεζάρισμα Τόρνευση/Αυτόματες ΕΜ Πριόνισμα Τρόχιση εργαλείων Λείανση
10-20 5-10 10-20 5-10 5-10 3-10 5-20 3-6 3-6
ΠΑΡΑΤΗΡΗΣΕΙΣ 1. Η αναλογία νερού/ελαίου ποτέ δεν είναι μικρότερη από 5:1 (κίνδυνος αντιστροφής του
γαλακτώματος). 2. Το χρησιμοποιούμενο νερό δεν πρέπει να είναι μεγάλης περιεκτικότητας σε άλατα Mg και Ca
(σχηματισμός αδιάλυτων σαπώνων που αχρηστεύουν τη δράση του γαλακτώματος). 3. Ομοίως, η παρασκευή του γαλακτώματος δεν πρέπει να γίνεται σε γαλβανισμένα δοχεία (ο Zn
σχηματίζει αδιάλυτο σάπωνα στο νερό). 4. Λόγω των υψηλών θερμοκρασιών κοπής το νερό εξατμίζεται, οπότε απαιτούνται τακτικοί
έλεγχοι και διορθώσεις, ώστε η αναλογία να μην φθάσει την κρίσιμη τιμή. 5. Κίνδυνος διάσπασης των γαλακτωμάτων από τα βακτηρίδια του αέρα, του νερού, του δέρματος
(διάσπαση θειικών αλάτων – δυσάρεστη οσμή – σχολαστική καθαριότητα – καμία επαφή του δέρματος). Σε περίπτωση μόλυνσης συνιστάται αντικατάσταση του γαλακτώματος μετά από σχολαστική έκπλυση του συστήματος.
Δ. Υδατικά διαλύματα
• Είναι διαλύματα ανόργανων αλάτων σε νερό, π.χ. διάλυμα 1% Na2CO3,διάλυμα βόρακα ή Na3PO4, διάλυμα NaNO2 και τριαιθυλοαμίνης κλπ.
• Είναι εξαιρετικά ψυκτικά μέσα και προφυλάσσουν ΤΕ και ΕΜ από οξείδωση. • Βελτίωσή τους αποτελούν τα χημικά ψυκτικά υγρά κοπής, που προκύπτουν με προσθήκη και
άλλων χημικών ουσιών (πολυγλυκόλες, βορικά άλατα κλπ.) και εμφανίζουν ταυτόχρονα και κάποια λιπαντική ικανότητα.
5. ΒΙΟΜΗΧΑΝΙΚΕΣ ΧΡΗΣΕΙΣ ΤΩΝ ΥΓΡΩΝ ΚΟΠΗΣ Η επιλογή του υγρού κοπής γίνεται με βάση: (α) Το είδος της κατεργασίας σε συνδυασμό με ορισμένα χαρακτηριστικά της (συνθήκες κατεργασίας, συνεχής ή διακοπτόμενη λειτουργία ΕΜ, ρυθμός αφαίρεσης υλικού κλπ.) και τη γεωμετρία του ΚΕ. (β) Αν η κοπή είναι κατεργασία εκχόνδρισης ή αποπεράτωσης. (γ) Το υλικό ΤΕ. (δ) Το υλικό ΚΕ. Σε γενικές γραμμές: • Τα έλαια κοπής ασκούν λιπαντική δράση σε σχετικά χαμηλές ταχύτητες κοπής (<30m/min). • Τα απλά έλαια χρησιμοποιούνται σε ελαφρές κατεργασίες, ενώ τα έλαια με πρόσθετα υψηλής
πίεσης εφαρμόζουν σε βαριές κατεργασίες. • Σε υψηλότερες ταχύτητες κοπής ενδείκνυται η χρήση υδατικών υγρών κοπής (προτιμάται η
ψυκτική δράση).

13
Στον Πίν. 2 επιχειρείται μια σύγκριση ελαίων κοπής και γαλακτωμάτων όσον αφορά τις διάφορες παραμέτρους της κοπής.
Πίνακας 2: Σύγκριση ελαίων κοπής και γαλακτωμάτων Παράμετρος Έλαια κοπής Γαλακτώματα
Ισχύς κοπής Ταχύτητα κοπής ΔΖ κοπτικού εργαλείου Ποιότητα επιφάνειας Υλικό ΤΕ Υλικό ΚΕ Εργαλειομηχανή Μηχανέλαια Επίδραση στον άνθρωπο Περιβάλλον Εύρος χρήσης Διάρκεια χρήσης Καθαριστική ικανότητα Αντοχή σε βακτηρίδια Προστασία σε διάβρωση Κατανάλωση Αναφλεξιμότητα Κόστος Δευτερεύοντα έξοδα
Μεσαίες/βαρειές κοπές Χαμηλές/μεσαίες ταχύτητες Μεγαλύτερη Καλλίτερη Χρωματισμός Cu με θειωμένα έλαια Για όλα τα υλικά ΚΕ Καλή συμπεριφορά Καλή συμβατότητα Λιγότερο επιβλαβή σε δερματοπάθειες, καπνογόνα Ρυπαίνει εύκολα το δάπεδο Για κάθε υλικό και κατεργασία Μεγαλύτερη Κακή Καλή Καλή Μεγαλύτερη Αναφλέξιμα Μεγαλύτερο Χαμηλά
Ελαφρές/μεσαίες κοπές Υψηλές στροφές και προώσεις Μικρότερη Χειρότερη Μη συμβατά με Mg Σκληρομέταλλα εν μέρει, κεραμικά σε ορισμένες περιπτώσεις Συχνά προβληματικά Όχι καλή συμβατότητα Περισσότερο επιβλαβή, κακή οσμή λόγω βακτηριδίων Καλή συμβατότητα Ειδικές χρήσεις και εφαρμογές Μικρότερη Καλή Μέτρια Μέτρια Μικρότερη Μη αναφλέξιμα Μικρότερο Υψηλά
Στον Πίν. 3 προτείνεται η χρήση του κατάλληλου υγρού κοπής ανά κατεργασία.
Πίνακας 3: Είδος κοπτικού υγρού για διάφορες κατεργασίες Είδος κατεργασίας Έλαιο κοπής Γαλάκτωμα
Εκχόνδριση Κοχλιοτόμηση Κοπή οδοντωτών τροχών Διάτρηση Φρεζάρισμα Τόρνευση Κοπή σε αυτόματες ΕΜ Πριόνισμα Λείανση, φινίρισμα Κοπή σφηνόδρομου Λείανση σπειρωμάτων Λείανση εργαλείων Λείανση οδόντων Περιφερική λείανση Μετωπική λείανση
** ** ** ** ** ** ** ** ** ** ** ** ** * *
* * * ** ** ** ** * ** * ** * ** **
** Πρώτη προτίμηση * Δεύτερη επιλογή

14
Στον Πίν. 4 δίνονται οδηγίες σχετικά με το ενδεικνυόμενο ιξώδες του χρησιμοποιούμενου ελαίου κοπής.
Πίνακας 4: Ενδεικνυόμενο ιξώδες ελαιου κοπής Χαμηλό ιξώδες Υψηλό ιξώδες
• Υλικά με καλή ποιότητα επιφάνειας
• Μεγάλη έκλυση θερμότητας • Μικρά τεμάχια • Μεγάλη παραγωγής
• Μεγάλα κοπτικά φορτία • Μεγάλες διατομές αποβλίττων • Διακοπτόμενη παραγωγή
αποβλίττων