φ + φ mm 2corsiadistanza.polito.it/.../esercizi/es_D2.pdfUn tornio parallelo è attrezzato con...
12
Politecnico di Torino Sistemi di Produzione II © 2006 Politecnico di Torino 1 Esercizio D2.1 – Tornitura cilindrica esterna Un tornio parallelo è attrezzato con utensili in carburo e viene utilizzato per la sgrossatura di barre in C40 da Φ 32 a Φ 28. Con un rapporto di velocità corrispondente a 1500 giri / minuto si ottiene una durata degli utensili pari a 45 minuti. Ora si vuole utilizzare la macchina utensile per una nuova commessa di 4000 pezzi da consegnare in 10 giorni lavorativi (2 turni di 8 ore/giorno con una efficienza dell’80%). La penale per la ritardata consegna è di 500€ al giorno. La nuova commessa richiede la lavorazione di uno spezzone di barra lungo 700mm da Φ36 a Φ32. Il costo aziendale del posto di lavoro è di 20€/ora, il costo dell’utensile è di 5€, il tempo di set-up del pezzo è di 0,5 min il tempo di cambio utensile è di 1min. Si deve decidere se produrre alla velocità di massima produzione e con un avanzamento che permetta il rispetto dei tempi di consegna o se produrre alla velocità di minimo costo con un avanzamento di 0,3mm/giro pagando l’eventuale penale. SOLUZIONE Si analizza la lavorazione attuale per ricavare dati sulla durata utensile. A questo scopo si utilizza la legge di Taylor: 1 V T V n t = Gli utensili in carburo hanno un valore tipico dell’esponente n pari a 0,25. Il diametro medio del pezzo da sgrossare è mm 30 2 medio = φ φ = φ min max Assunto un numero di giri n = 1500giri/min, la velocità di taglio vale: m/min 141 1000 medio = π φ = n V t La costante V 1 della legge di Taylor può essere trovata inserendo nella legge i valori noti di velocità di taglio e di durata dell’utensile. m/min 366 1 = = n t T V V Si analizza ora la lavorazione della nuova commessa. Il diametro medio vale: mm 34 2 medio = φ φ = φ min max La durata utensile corrispondente alla velocità di taglio di massima produzione vale:
Transcript of φ + φ mm 2corsiadistanza.polito.it/.../esercizi/es_D2.pdfUn tornio parallelo è attrezzato con...

Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 1
Esercizio D2.1 – Tornitura cilindrica esterna Un tornio parallelo è attrezzato con utensili in carburo e viene utilizzato per la sgrossatura di barre in C40 da Φ 32 a Φ 28. Con un rapporto di velocità corrispondente a 1500 giri / minuto si ottiene una durata degli utensili pari a 45 minuti. Ora si vuole utilizzare la macchina utensile per una nuova commessa di 4000 pezzi da consegnare in 10 giorni lavorativi (2 turni di 8 ore/giorno con una efficienza dell’80%). La penale per la ritardata consegna è di 500€ al giorno. La nuova commessa richiede la lavorazione di uno spezzone di barra lungo 700mm da Φ36 a Φ32. Il costo aziendale del posto di lavoro è di 20€/ora, il costo dell’utensile è di 5€, il tempo di set-up del pezzo è di 0,5 min il tempo di cambio utensile è di 1min. Si deve decidere se produrre alla velocità di massima produzione e con un avanzamento che permetta il rispetto dei tempi di consegna o se produrre alla velocità di minimo costo con un avanzamento di 0,3mm/giro pagando l’eventuale penale.
SOLUZIONE Si analizza la lavorazione attuale per ricavare dati sulla durata utensile. A questo scopo si utilizza la legge di Taylor:
1VTV nt =⋅
Gli utensili in carburo hanno un valore tipico dell’esponente n pari a 0,25. Il diametro medio del pezzo da sgrossare è
mm302medio =
φ+φ=φ minmax
Assunto un numero di giri n = 1500giri/min, la velocità di taglio vale:
m/min1411000
medio =π⋅φ⋅
=n
Vt
La costante V1 della legge di Taylor può essere trovata inserendo nella legge i valori noti di velocità di taglio e di durata dell’utensile.
m/min3661 =⋅= nt TVV
Si analizza ora la lavorazione della nuova commessa. Il diametro medio vale:
mm342medio =
φ+φ=φ minmax
La durata utensile corrispondente alla velocità di taglio di massima produzione vale:

Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 2
min31
max =⋅−
= utnn
T
La velocità che garantisce questa durata vale:
m/min2781 == ntT
VV
Il tempo a disposizione per produrre un pezzo vale:
( ) min92.1/8.0min601610 =×××= pezzihhggtdisp
Il tempo richiesto espresso in funzione dell’avanzamento è:
Tt
tttt lavutlavsetuptotale ⋅++=
TnaL
tna
Ltt utsetuptotale ⋅⋅
⋅+⋅
+=
La velocità di rotazione in corrispondenza alla velocità di massima produzione è:
/min'26001000
== nV
medio
tπφ
Uguagliando il tempo richiesto al tempo a disposizione si ottiene:
min92,1358,0
5,0 =+==a
tt totaledisp
Da cui si ricava per l’avanzamento un valore pari a:
giri/min25050921
3580,
,,,
a =−
=
Se invece si intende produrre alla velocità di minimo costo, la durata utensile diventa:
min481
min =
+⋅
−=
lavoro
utut C
Ct
nn
T
A cui corrisponde una velocità e un numero di giri pari a:

Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 3
/min'13001000
;min/139 ===πφmedio
tt
VnmV
Il tempo necessario per lavorare un pezzo diventa:
min33,2=⋅⋅
⋅+⋅
+=Tna
Lt
naL
tt utsetuptotale
Moltiplicando questo tempo per il numero dei pezzi si ottengono 9316min che corrispondono ad 12,1 giorni per eseguire la commessa. Siccome non sono concessi ritardi pari ad una frazione di giornata si considerano 13 giorni lavorativi, di cui 3 di ritardo. Il costo della lavorazione eseguita alla velocità di massima produzione è:
€422,Tt
CTt
tttCC lavut
lavutlavsetuplavtotale =+
++⋅=
mentre il costo della lavorazione eseguita alla velocità di minimo costo è:
€960,Tt
CTt
tttCC lavut
lavutlavsetuplavtotale =+
++⋅=
Siccome la penale per pezzo in questo secondo caso è di 0,375€, il costo totale della produzione al minimo costo è di 1,335€. Quindi conviene pagare la penale e produrre alla velocità di minimo costo.
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 4
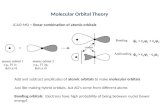
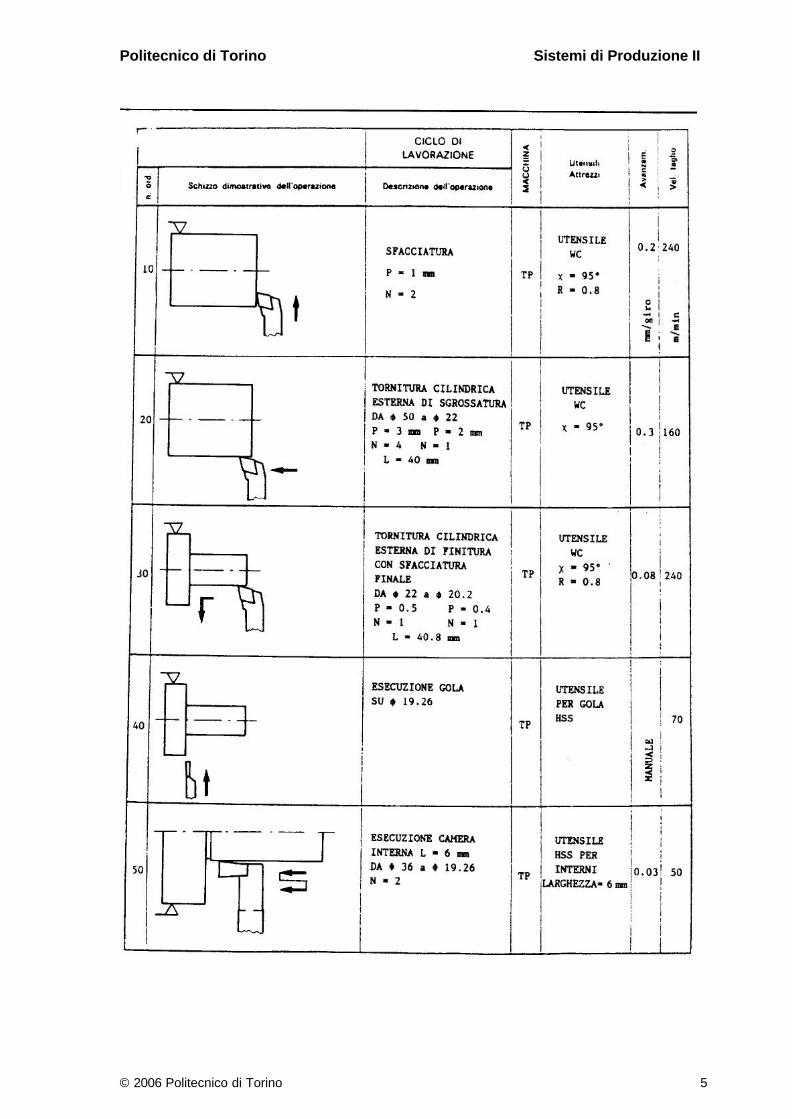
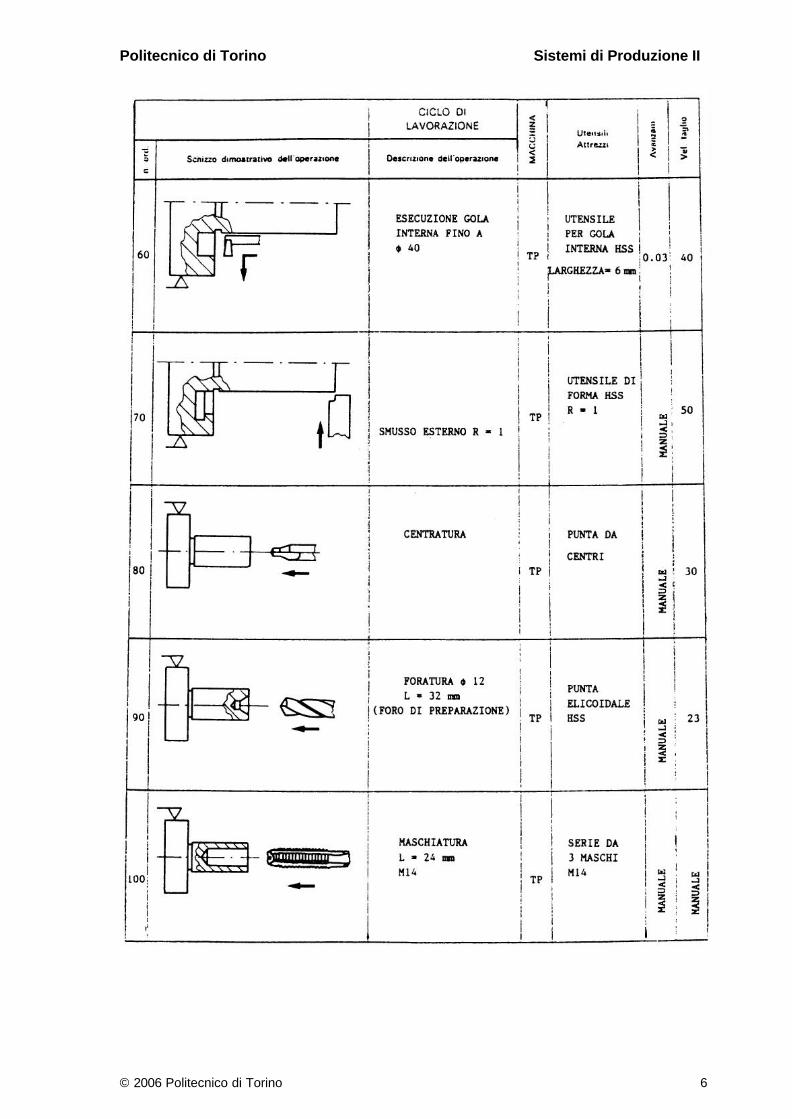
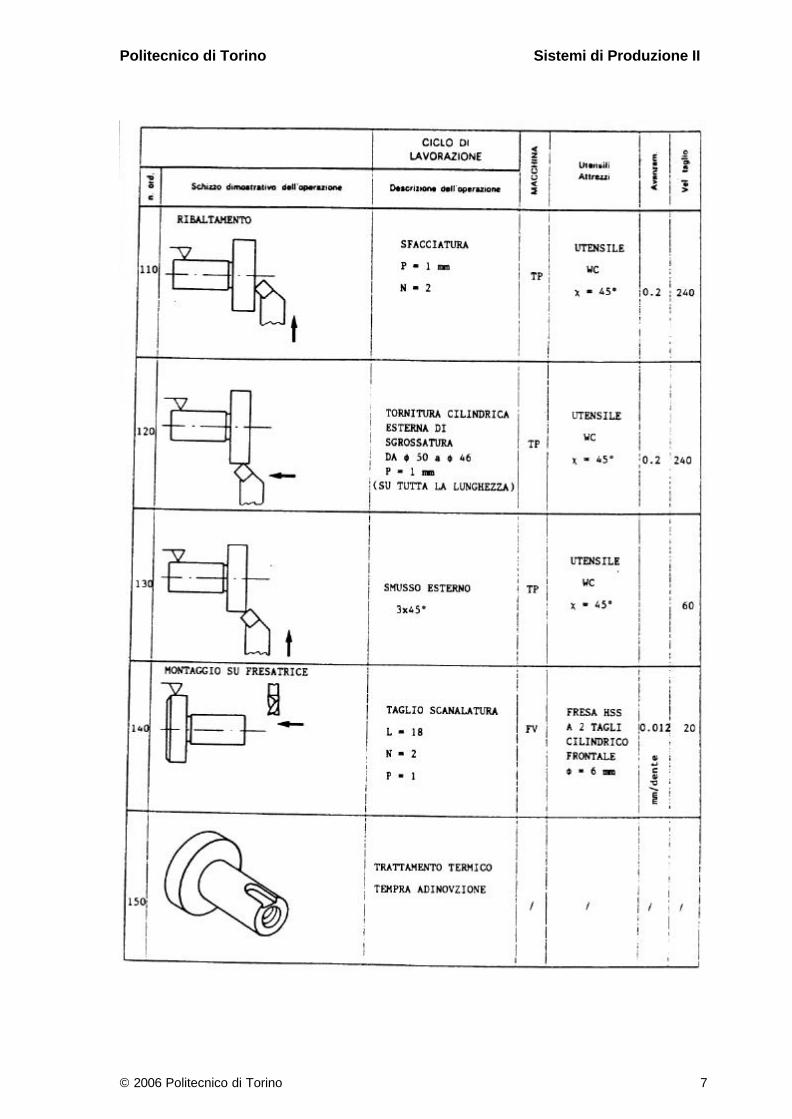
Esercizio D2.2 – Ciclo di lavorazione Si voglia eseguire il particolare illustrato in figura. Nello svolgimento del ciclo di lavorazione si partirà da uno spezzone di barra di diametro pari a 50 mm e lunghezza 60 mm. La boccola verrà lavorata prima sul diametro minore, mediante operazioni di sfacciatura, tornitura cilindrica esterna di sgrossatura e finitura, successivamente mediante l’esecuzione della gola di scarico e le scanalature interne. Non essendo previste gole di scarico la filettatura interna M14 sarà eseguita con una serie di tre maschi (sbozzatore, intermedio e finitore).
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 5
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 6
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 7
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 8
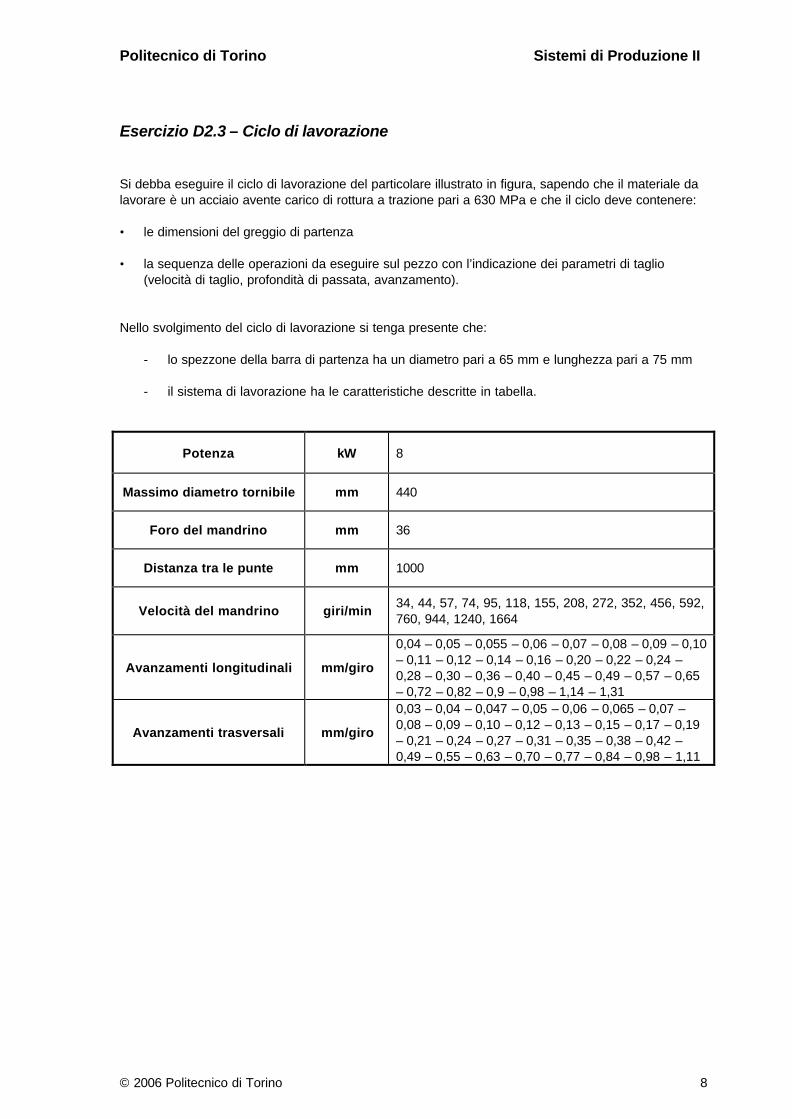
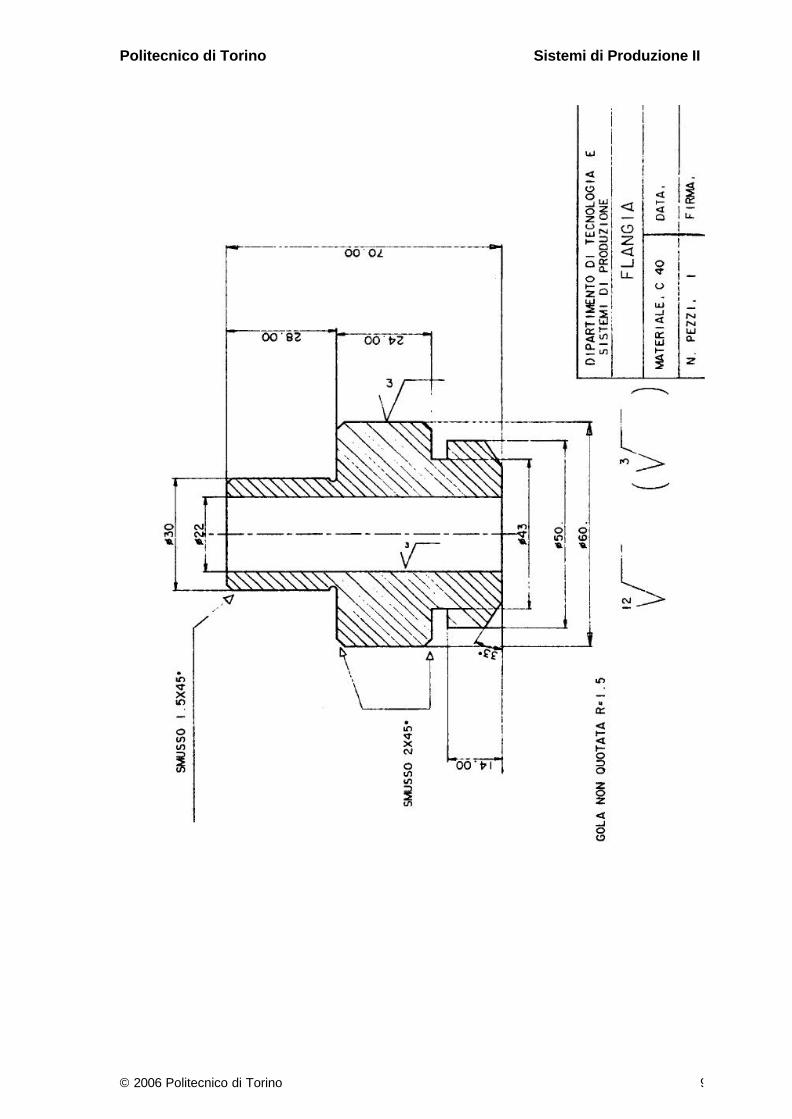
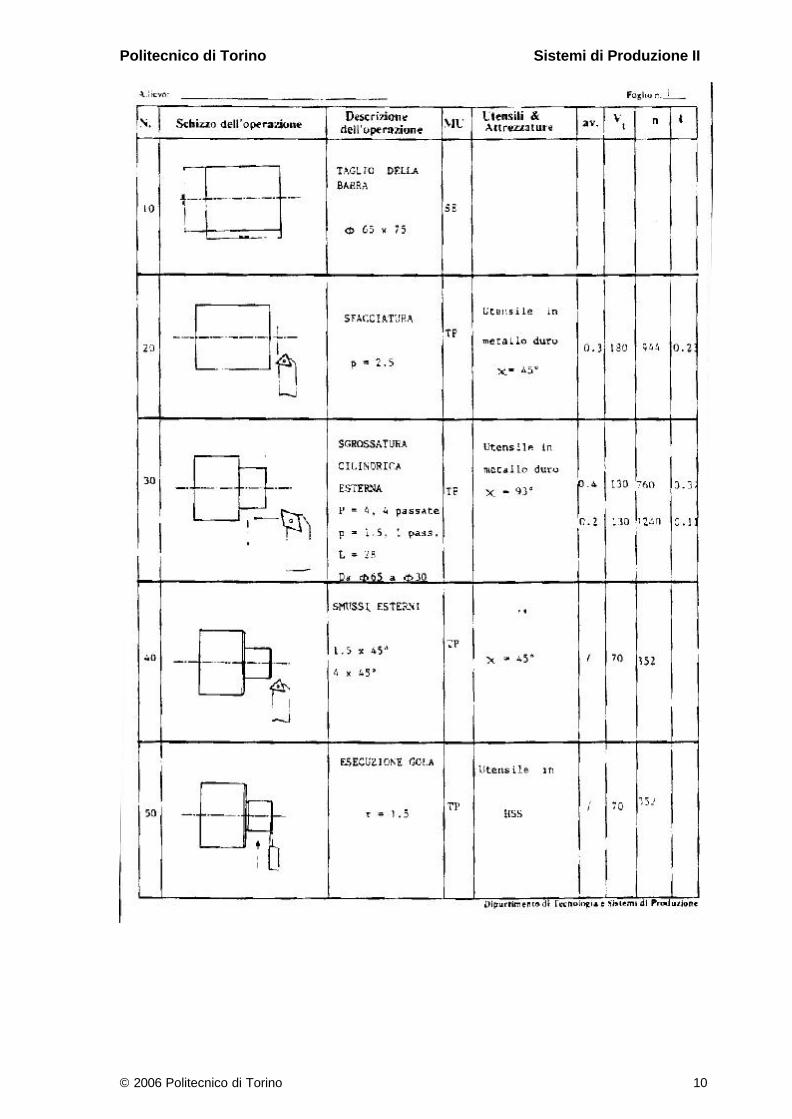
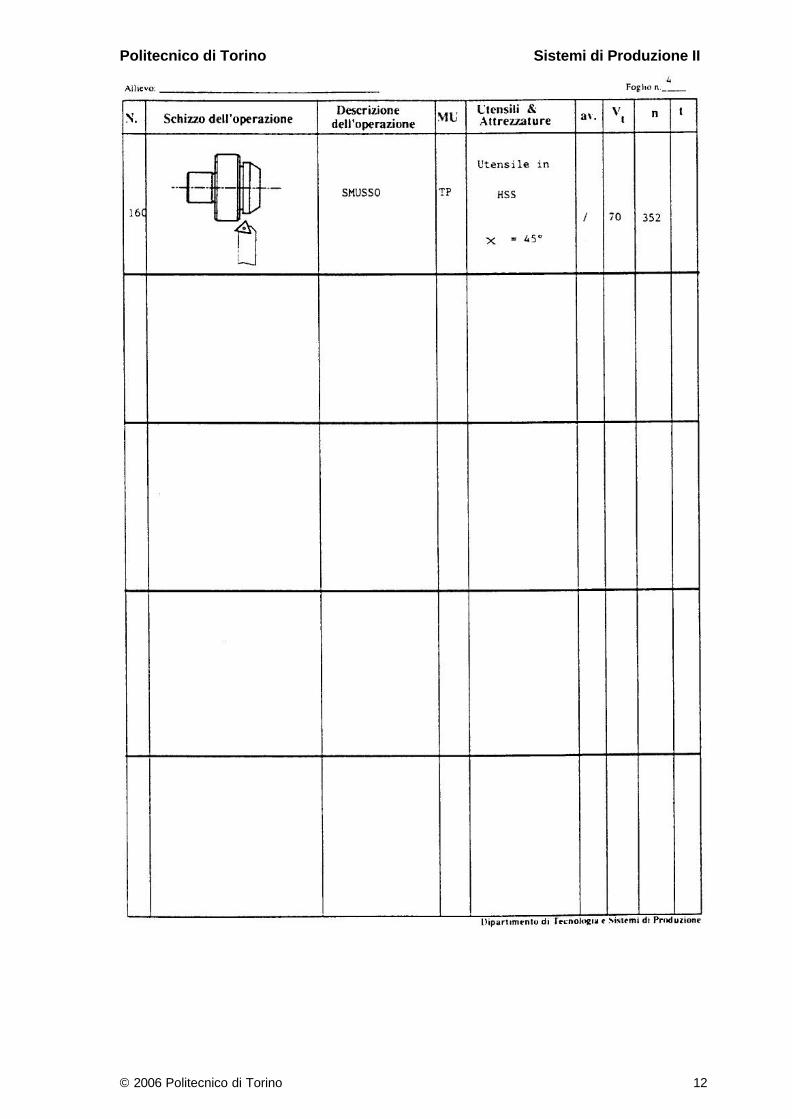
Esercizio D2.3 – Ciclo di lavorazione Si debba eseguire il ciclo di lavorazione del particolare illustrato in figura, sapendo che il materiale da lavorare è un acciaio avente carico di rottura a trazione pari a 630 MPa e che il ciclo deve contenere: • le dimensioni del greggio di partenza • la sequenza delle operazioni da eseguire sul pezzo con l’indicazione dei parametri di taglio
(velocità di taglio, profondità di passata, avanzamento). Nello svolgimento del ciclo di lavorazione si tenga presente che:
- lo spezzone della barra di partenza ha un diametro pari a 65 mm e lunghezza pari a 75 mm - il sistema di lavorazione ha le caratteristiche descritte in tabella.
Potenza kW 8
Massimo diametro tornibile mm 440
Foro del mandrino mm 36
Distanza tra le punte mm 1000
Velocità del mandrino giri/min 34, 44, 57, 74, 95, 118, 155, 208, 272, 352, 456, 592, 760, 944, 1240, 1664
Avanzamenti longitudinali mm/giro
0,04 – 0,05 – 0,055 – 0,06 – 0,07 – 0,08 – 0,09 – 0,10 – 0,11 – 0,12 – 0,14 – 0,16 – 0,20 – 0,22 – 0,24 – 0,28 – 0,30 – 0,36 – 0,40 – 0,45 – 0,49 – 0,57 – 0,65 – 0,72 – 0,82 – 0,9 – 0,98 – 1,14 – 1,31
Avanzamenti trasversali mm/giro
0,03 – 0,04 – 0,047 – 0,05 – 0,06 – 0,065 – 0,07 – 0,08 – 0,09 – 0,10 – 0,12 – 0,13 – 0,15 – 0,17 – 0,19 – 0,21 – 0,24 – 0,27 – 0,31 – 0,35 – 0,38 – 0,42 – 0,49 – 0,55 – 0,63 – 0,70 – 0,77 – 0,84 – 0,98 – 1,11
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 9
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 10

Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 11
Politecnico di Torino Sistemi di Produzione II
© 2006 Politecnico di Torino 12