Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech...
12
Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 19 Περίληψη Παρουσιάζεται μία απόπειρα αξιολόγησης των διαδικασιών που ακολουθούνται στο εργαστήριο μάζας του Ελληνικού Ινστιτούτου Μετρολογίας εφαρμόζοντας μία μεθοδολογία διασφάλισης των με- τρητικών διεργασιών. Η μέθοδος στηρίζεται στη χρήση κατάλληλων προτύπων ελέγχου και ανάλυσης των παραγόμενων αποτελεσμάτων μετρήσεων με τεχνικές στατιστικού ελέγχου διεργασιών. Η μέθοδος παρέχει τη δυνατότητα διασφάλισης της ποιότητας των παρεχόμε- νων υπηρεσιών διακριβώσεων σε πραγματικό χρόνο με ταυτόχρονο χαρακτηρισμό της μετρητικής διεργασίας. Βασικά στοιχεία της μεθό- δου είναι η χρήση διαγραμμάτων ελέγχου για τον προσδιορισμό της μεροληψίας (Bias) και της μεταβλητότητας (Variability) μετρητικών διεργασιών. Από την ανάλυση των αποτελεσμάτων της παρούσας εργασίας προκύπτει ότι η μέτρηση μάζας από 5g έως 1kg, όπως εφαρμόζεται στο συγκεκριμένο εργαστήριο, βρίσκεται σε κατάσταση στατιστικού ελέγχου αν και παρουσιάζει τόσο μεροληπτική τάση όσο και μεταβλητότητα που δεν μπορεί να αιτιολογηθεί αποκλειστικά από τη συνεισφορά της μετρητικής διάταξης. Ορισμένοι εξωγενείς παράγοντες μεταβλητότητας εντοπίστηκαν και εξαλείφθηκαν κατά τη διάρκεια του ελέγχου της διεργασίας. Τέλος, τόσο η μεροληψία όσο και η μεταβλητότητα της διεργασίας κρίνονται απόλυτα αποδεκτές σε σχέση με την αβεβαιότητα των τιμών αναφοράς των προτύπων ελέγχου και της αποδιδόμενης από το εργαστήριο αβεβαιότητας μέτρησης, αντίστοιχα. 1. ΕΙΣΑΓΩΓΗ Η επεξεργασία και ανάλυση πειραματικών δεδομένων αποτελεί αναπόσπαστο μέρος μιας διαδικασίας διακρί- βωσης. Σκοπός της ανάλυσης είναι ο προσδιορισμός της ποιότητας (“goodness”) των αποτελεσμάτων της μέτρησης και η αξιολόγηση της αξιοπιστίας τους. Σχετικά πρόσφατα, έχει γίνει διεθνώς αποδεκτή μία ενιαία αντιμετώπιση για την εκτίμηση και ποσοτικοποίηση των παραπάνω χαρακτηριστι- κών μέσα από την έκδοση του ISO “Guide to the Expression of Uncertainty in Measurements”, ή κοινώς γνωστής ως ISO GUM [1]. Σύμφωνα με την οδηγία αυτή, η εκτίμηση ενός φυσικού μεγέθους, όπως γίνεται μέσα από μία μέτρησή του, χαρακτηρίζεται από την αβεβαιότητά της, η οποία υπολο- γίζεται με καθιερωμένες στατιστικές τεχνικές που αφορούν στην επεξεργασία τυχαίων μεταβλητών. Αν και αυτή η προ- σέγγιση διακρίνεται για την ευκολία εφαρμογής σε πολύ- πλοκες περιπτώσεις, όπου πολλές ποσότητες συνδυάζονται για την εξαγωγή μίας εκτιμώμενης τιμής, εντούτοις έχει ορισμένα μειονεκτήματα, που οφείλονται κυρίως σε συχνά μη επαρκώς αιτιολογημένες αρχικές παραδοχές. Κατ’ αρχήν, η ανάλυση των μετρητικών αποτελεσμάτων στηρίζεται στη θεωρία των αμερόληπτων εκτιμητών (unbiased estimators) παρά το γεγονός ότι κάθε πραγματική μετρητική διεργασί- α αναμένεται να επηρεάζεται από άγνωστα συστηματικά σφάλματα. Τυπικά, οι αποκλίσεις από τις άγνωστες «πραγ- ματικές τιμές» προσδιορίζονται μέσω υπολογισμού αβε- βαιότητας τύπου B προσδίδοντας στην ουσία μία τεχνητή τυχαιότητα σε αυτές. Έχει υποστηριχθεί από ορισμένους ότι η αντιμετώπιση αυτή πιθανά να υποεκτιμά την αβεβαιότητα που αποδίδεται σε μία μέτρηση [2]. Επιπλέον, ο υπολογι- σμός της αποκαλούμενης συνδυασμένης αβεβαιότητας μιας μέτρησης δεν χρησιμοποιεί προγενέστερη πληροφόρηση σχετικά με το χρησιμοποιούμενο μετρητικό σύστημα, άπο- ψη η οποία παραπέμπει στη στατιστική θεώρηση κατά τον Bayes [3]. Παρόλο που μία αντιμετώπιση αυτού του είδους δεν αποτελεί μέρος της φιλοσοφίας και του πεδίου του ISO GUM, είναι μάλλον επιθυμητή η εκμετάλλευση κάθε διαθέ- σιμης, χρονικά εξαρτώμενης, πληροφορίας για την εκτίμηση της συνολικής αβεβαιότητας. Αυτή η αντιμετώπιση τείνει να έχει ιδιαίτερη σημασία δεδομένου ότι κάθε μετρητικό σύ- στημα εμπεριέχει στοχαστικά στοιχεία, δηλ. αφορά εκτιμή- σεις τυχαίων μεταβλητών, οι οποίες παρουσιάζουν χρονικά εξαρτώμενη συμπεριφορά. Από τα παραπάνω διαφαίνεται ότι ο ισχυρισμός ύπαρξης κατάστασης στατιστικού ελέγχου σε μία μετρητική διεργα- σία, τόσο από πλευράς μεροληπτικής συμπεριφοράς ως προς κάποια τιμή αναφοράς όσο και μεταβλητότητας, θα συνει- σέφερε σε μία πιο αξιόπιστη εκτίμηση της αποδιδόμενης αβεβαιότητας μετρήσεων που παράγονται από αυτή. Αυτή η άποψη έχει ως συνέπεια τη μετατόπιση της σημαντικότητας από το χαρακτηρισμό μίας μέτρησης στο χαρακτηρισμό της συνολικής μετρητικής διεργασίας από την οποία παρήχθει αυτή. Επιπλέον, υπό την προϋπόθεση ενσωμάτωσης της δι- εργασίας στατιστικού ελέγχου σε αυτή της μέτρησης, υπάρ- χει η δυνατότητα διασφάλισης της ποιότητας των προϊόντων ή υπηρεσιών συνεχώς και σε πραγματικό χρόνο. Προγράμ- Εφαρμογή Μεθοδολογίας Διασφάλισης των Μετρητικών Διεργασιών σε Εργαστήρια Διακριβώσεων Α. ΠΑΡΑΣΚΕΥΑ Ζ. ΜΕΤΑΞΙΩΤΟΥ Χ. ΜΗΤΣΑΣ Μηχανολόγος Μηχανικός Δρ Χημικός Μηχανικός Δρ Φυσικός
Transcript of Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech...
Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 19
ΠερίληψηΠαρουσιάζεται μία απόπειρα αξιολόγησης των διαδικασιών που ακολουθούνται στο εργαστήριο μάζας του Ελληνικού Ινστιτούτου Μετρολογίας εφαρμόζοντας μία μεθοδολογία διασφάλισης των με-τρητικών διεργασιών. Η μέθοδος στηρίζεται στη χρήση κατάλληλων προτύπων ελέγχου και ανάλυσης των παραγόμενων αποτελεσμάτων μετρήσεων με τεχνικές στατιστικού ελέγχου διεργασιών. Η μέθοδος παρέχει τη δυνατότητα διασφάλισης της ποιότητας των παρεχόμε-νων υπηρεσιών διακριβώσεων σε πραγματικό χρόνο με ταυτόχρονο χαρακτηρισμό της μετρητικής διεργασίας. Βασικά στοιχεία της μεθό-δου είναι η χρήση διαγραμμάτων ελέγχου για τον προσδιορισμό της μεροληψίας (Bias) και της μεταβλητότητας (Variability) μετρητικών διεργασιών. Από την ανάλυση των αποτελεσμάτων της παρούσας εργασίας προκύπτει ότι η μέτρηση μάζας από 5g έως 1kg, όπως εφαρμόζεται στο συγκεκριμένο εργαστήριο, βρίσκεται σε κατάσταση στατιστικού ελέγχου αν και παρουσιάζει τόσο μεροληπτική τάση όσο και μεταβλητότητα που δεν μπορεί να αιτιολογηθεί αποκλειστικά από τη συνεισφορά της μετρητικής διάταξης. Ορισμένοι εξωγενείς παράγοντες μεταβλητότητας εντοπίστηκαν και εξαλείφθηκαν κατά τη διάρκεια του ελέγχου της διεργασίας. Τέλος, τόσο η μεροληψία όσο και η μεταβλητότητα της διεργασίας κρίνονται απόλυτα αποδεκτές σε σχέση με την αβεβαιότητα των τιμών αναφοράς των προτύπων ελέγχου και της αποδιδόμενης από το εργαστήριο αβεβαιότητας μέτρησης, αντίστοιχα.
1. ΕΙΣΑΓΩΓΗ
Η επεξεργασία και ανάλυση πειραματικών δεδομένων αποτελεί αναπόσπαστο μέρος μιας διαδικασίας διακρί-βωσης. Σκοπός της ανάλυσης είναι ο προσδιορισμός της ποιότητας (“goodness”) των αποτελεσμάτων της μέτρησης και η αξιολόγηση της αξιοπιστίας τους. Σχετικά πρόσφατα, έχει γίνει διεθνώς αποδεκτή μία ενιαία αντιμετώπιση για την εκτίμηση και ποσοτικοποίηση των παραπάνω χαρακτηριστι-κών μέσα από την έκδοση του ISO “Guide to the Expression of Uncertainty in Measurements”, ή κοινώς γνωστής ως ISO GUM [1]. Σύμφωνα με την οδηγία αυτή, η εκτίμηση ενός φυσικού μεγέθους, όπως γίνεται μέσα από μία μέτρησή του, χαρακτηρίζεται από την αβεβαιότητά της, η οποία υπολο-γίζεται με καθιερωμένες στατιστικές τεχνικές που αφορούν στην επεξεργασία τυχαίων μεταβλητών. Αν και αυτή η προ-σέγγιση διακρίνεται για την ευκολία εφαρμογής σε πολύ-
πλοκες περιπτώσεις, όπου πολλές ποσότητες συνδυάζονται για την εξαγωγή μίας εκτιμώμενης τιμής, εντούτοις έχει ορισμένα μειονεκτήματα, που οφείλονται κυρίως σε συχνά μη επαρκώς αιτιολογημένες αρχικές παραδοχές. Κατ’ αρχήν, η ανάλυση των μετρητικών αποτελεσμάτων στηρίζεται στη θεωρία των αμερόληπτων εκτιμητών (unbiased estimators) παρά το γεγονός ότι κάθε πραγματική μετρητική διεργασί-α αναμένεται να επηρεάζεται από άγνωστα συστηματικά σφάλματα. Τυπικά, οι αποκλίσεις από τις άγνωστες «πραγ-ματικές τιμές» προσδιορίζονται μέσω υπολογισμού αβε-βαιότητας τύπου B προσδίδοντας στην ουσία μία τεχνητή τυχαιότητα σε αυτές. Έχει υποστηριχθεί από ορισμένους ότι η αντιμετώπιση αυτή πιθανά να υποεκτιμά την αβεβαιότητα που αποδίδεται σε μία μέτρηση [2]. Επιπλέον, ο υπολογι-σμός της αποκαλούμενης συνδυασμένης αβεβαιότητας μιας μέτρησης δεν χρησιμοποιεί προγενέστερη πληροφόρηση σχετικά με το χρησιμοποιούμενο μετρητικό σύστημα, άπο-ψη η οποία παραπέμπει στη στατιστική θεώρηση κατά τον Bayes [3]. Παρόλο που μία αντιμετώπιση αυτού του είδους δεν αποτελεί μέρος της φιλοσοφίας και του πεδίου του ISO GUM, είναι μάλλον επιθυμητή η εκμετάλλευση κάθε διαθέ-σιμης, χρονικά εξαρτώμενης, πληροφορίας για την εκτίμηση της συνολικής αβεβαιότητας. Αυτή η αντιμετώπιση τείνει να έχει ιδιαίτερη σημασία δεδομένου ότι κάθε μετρητικό σύ-στημα εμπεριέχει στοχαστικά στοιχεία, δηλ. αφορά εκτιμή-σεις τυχαίων μεταβλητών, οι οποίες παρουσιάζουν χρονικά εξαρτώμενη συμπεριφορά.
Από τα παραπάνω διαφαίνεται ότι ο ισχυρισμός ύπαρξης κατάστασης στατιστικού ελέγχου σε μία μετρητική διεργα-σία, τόσο από πλευράς μεροληπτικής συμπεριφοράς ως προς κάποια τιμή αναφοράς όσο και μεταβλητότητας, θα συνει-σέφερε σε μία πιο αξιόπιστη εκτίμηση της αποδιδόμενης αβεβαιότητας μετρήσεων που παράγονται από αυτή. Αυτή η άποψη έχει ως συνέπεια τη μετατόπιση της σημαντικότητας από το χαρακτηρισμό μίας μέτρησης στο χαρακτηρισμό της συνολικής μετρητικής διεργασίας από την οποία παρήχθει αυτή. Επιπλέον, υπό την προϋπόθεση ενσωμάτωσης της δι-εργασίας στατιστικού ελέγχου σε αυτή της μέτρησης, υπάρ-χει η δυνατότητα διασφάλισης της ποιότητας των προϊόντων ή υπηρεσιών συνεχώς και σε πραγματικό χρόνο. Προγράμ-
Εφαρμογή Μεθοδολογίας Διασφάλισης των Μετρητικών Διεργασιών σε Εργαστήρια Διακριβώσεων
Α. ΠΑΡΑΣΚΕΥΑ Ζ. ΜΕΤΑΞΙΩΤΟΥ Χ. ΜΗΤΣΑΣΜηχανολόγος Μηχανικός Δρ Χημικός Μηχανικός Δρ Φυσικός
20 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 21
ματα διασφάλισης μετρητικών διεργασιών στηριζόμενα σε στατιστικό έλεγχο εφαρμόζονται στη βιομηχανία για σχεδόν 75 χρόνια, διασφαλίζοντας την αξιοπιστία προϊόντων ως προς προδιαγραφές ή/και ανοχές [4,5]. Σχετικά πρόσφατα παρόμοια προγράμματα έχουν αναπτυχθεί και ενταχθεί στα συστήματα διασφάλισης ποιότητας εργαστηρίων διακριβώ-σεων [6,7].
Στην εργασία αυτή παρουσιάζονται τα πρώτα αποτε-λέσματα της εφαρμογής ενός σχεδίου διασφάλισης μετρη-τικών διεργασιών, για περίοδο 18 μηνών, στο εργαστήριο μάζας του Ελληνικού Ινστιτούτου Μετρολογίας (E.I.M.). Τα αποτελέσματα εξετάζονται ως προς τη σημαντικότητα της μεροληπτικής τάσης και μεταβλητότητας που εντοπί-στηκαν και τελικά ως προς την ύπαρξη κατάστασης στα-τιστικού ελέγχου της μετρητικής διεργασίας. Επιπλέον, τόσο η μεροληψία όσο και η μεταβλητότητα της διεργασίας συγκρίνονται με την αβεβαιότητα των τιμών αναφοράς των προτύπων ελέγχου και της αποδιδόμενης από το εργαστήριο αβεβαιότητας μέτρησης, αντίστοιχα, με σκοπό την εκτίμηση της αξιοπιστίας των αποτελεσμάτων διακριβώσεων μάζας που εκτελούνται στο εργαστήριο μάζας του ΕΙΜ.
2. ΣΥΜΒΟΛΙΣΜΟΙ
Λατινικά σύμβολα
Fcrit Οριακή τιμή ελέγχου δοκιμής FJ Αριθμός ημερήσιων επαναλήψεωνLCL Κάτω όριο ελέγχουΝ Αριθμός ημερών
Q� Ρυθμός μεταφοράς θερμότητας
S Ευαισθησία του ζυγούT Θερμοκρασία αέρα (o C)
X Μέση τιμήh Σχετική υγρασία αέρα (%)k Συντελεστής κάλυψηςm Μάζα p Πίεση αέρα (mbar)s Τυπική απόκλισηs1 Συγκεντρωτική τυπική απόκλισηt Χρόνοςu(mr) Αβεβαιότητα προτύπου αναφοράςubal(Δm) Αβεβαιότητα του συγκριτικού ζυγούubuoy(Δm) Αβεβαιότητα της διόρθωσης άνωσης του
αέραuc(mx) Συνδυασμένη τυπική αβεβαιότητα της μά-
ζας του αντικειμένου δοκιμής uref Αβεβαιότητα της «τιμής αναφοράς»UCL Άνω όριο ελέγχουXnj Μέτρηση προτύπου ελέγχου βάσης δεδο-
μένων
Ελληνικά σύμβολα
α Επίπεδο εμπιστοσύνηςΔm Διαφορά μάζας των συγκρινόμενων βαρώνΔΙ Διαφορά ένδειξης του ζυγούΗ Ύψος προτύπουλ Συντελεστής στάθμισηςρ Πυκνότητα (kg/m3)Φ Διάμετρος προτύπου
Δείκτες
a Αέραςchkstd Πρότυπο ελέγχουj Αύξων αριθμός ημερήσιας επανάληψηςn Αύξων αριθμός ημέραςr Πρότυπο αναφοράςx Αντικείμενο δοκιμής
3. ΠΑΡΑΜΕΤΡΟΙ ΠΟΙΟΤΗΤΑΣ
Στη βιομηχανική παραγωγή η χρήση ποικίλου μετρητι-κού εξοπλισμού με κύριο σκοπό την παραγωγή μιας σειράς προϊόντων με καθορισμένα χαρακτηριστικά ποιότητας εντός καθορισμένων ορίων ή ανοχών αποτελεί μία διεργασία ελέγ-χου. Σε περίπτωση που η διεργασία ελέγχου περιλαμβάνει επίσης και στατιστικές τεχνικές, όχι απλώς ως εργαλεία αποτίμησης μιας τελικής κατάστασης αλλά στην ουσία δι-αμορφώνοντάς την, μιλάμε για την εφαρμογή στατιστικού ελέγχου διεργασιών (statistical process control) [8]. Οι μετρητικές διεργασίες που εφαρμόζονται σε εργαστήρια διακριβώσεων έχουν παρόμοια χαρακτηριστικά με τις παρα-γωγικές διεργασίες δεδομένου ότι στόχος είναι η παραγωγή σειράς μετρητικών αποτελεσμάτων ενός φυσικού μεγέθους εντός καθορισμένων ορίων μετρητικής ανοχής. Εδώ με τον όρο μετρητική διεργασία εννοείται το σύνολο των παρα-μέτρων που διαμορφώνουν το αποτέλεσμα μίας μέτρησης και περιλαμβάνει, μεταξύ άλλων, το μετρητικό εξοπλισμό, τις περιβαλλοντικές συνθήκες, το χειριστή και τις σχετικές τεχνικές οδηγίες. Έτσι, τα αποτελέσματα μετρήσεων προ-κύπτουν από την εφαρμογή μίας μετρητικής διεργασίας, η οποία γενικώς εμπεριέχει διάφορες πηγές σφαλμάτων. Όπως σε κάθε διεργασία ελέγχου, η ανάγκη ταυτοποίησης, ποσοτικού προσδιορισμού και μακροπρόθεσμου ελέγχου των πηγών σφαλμάτων, προκειμένου να διασφαλίζεται η ποιότητα των αποτελεσμάτων των μετρήσεων, είναι επιτα-κτική. Ένας τρόπος επίτευξης του στόχου αυτού είναι μέσω του καθορισμού χαρακτηριστικών ποιότητας της μετρητικής διεργασίας και ποσοτικοποίησής τους με βάση τις παρα-κάτω στατιστικά προσδιορίσιμες παραμέτρους [6,9]: α) τη μεροληψία (bias) δηλ. τη διαφορά μεταξύ της μέσης τιμής ενός μετρούμενου μεγέθους και της πραγματικής του τιμής, β) τη μεταβλητότητα (variability), δηλ. την ικανότητα μιας

20 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 21
μετρητικής διεργασίας να παράγει κάτω από μη ταυτόσημες συνθήκες μέτρησης το ίδιο αποτέλεσμα.
4. ΜΕΘΟΔΟΛΟΓΙΑ ΔΙΑΣΦΑΛΙΣΗΣ ΜΕΤΡΗΤΙΚΩΝ ΔΙΑΔΙΚΑΣΙΩΝ
4.1. Ανάπτυξη Βάσης Δεδομένων
Ο ποσοτικός προσδιορισμός των παραμέτρων ποιότη-τας βασίζεται στη συλλογή ικανού αριθμού μετρητικών δεδομένων που θα αποτελέσουν το στατιστικό πληθυσμό ανάπτυξης του σχεδίου διασφάλισης της μετρητικής διεργα-σίας. Για το σκοπό αυτό χρησιμοποιούνται πρότυπα ελέγχου (check standard) [10], ώστε ο στατιστικός πληθυσμός που δημιουργείται να είναι στατιστικά ομογενής με χρονικά ασυσχέτιστα στοιχεία. Στην ουσία με αυτό τον τρόπο γίνεται ένας δειγματοληπτικός έλεγχος της μετρητικής διεργασίας κατά τη διάρκεια ενός διευρυμένου χρονικού πλαισίου, ακο-λουθώντας πιστά συγκεκριμένο σχήμα μετρήσεων και την ίδια μετρητική διαδικασία που εφαρμόζεται στο εργαστήριο σύμφωνα με τις τεχνικές οδηγίες που διέπουν τη συγκε-κριμένη διαδικασία διακρίβωσης. Από τις μετρήσεις αυτές δημιουργείται μια βάση ιστορικών δεδομένων, η οποία χρη-σιμοποιείται στο στατιστικό έλεγχο της διεργασίας.
4.2. Στατιστική Επεξεργασία Δεδομένων
Σκοπός της εφαρμογής στατιστικών μεθόδων στην επε-ξεργασία της βάσης δεδομένων είναι να διαχωρισθούν οι συνεισφορές στη μεταβλητότητα σε αυτές που προέρχονται από τη μετρητική διάταξη και σ’ αυτές που οφείλονται στη μετρητική διαδικασία [10-12]. Αν σε ένα γενικό σχήμα με-τρήσεων του προτύπου ελέγχου περιλαμβάνονται J ημερήσι-ες επαναλήψεις κατά τη διάρκεια Ν ημερών, η κάθε τιμή της βάσης δεδομένων συμβολίζεται με Χnj (n=1,…N; j=1,…J) και εκφράζει την j-στη επανάληψη που έχει πραγματοποιη-θεί κατά τη διάρκεια της n-της ημέρας. Ο μέσος όρος των J επαναλήψεων της n-της ημέρας ισούται με:
��
�J
1jnjn X
J1X
(1)
ενώ η τυπική απόκλιση των J επαναλήψεων, για ν = J-1 βαθ-μούς ελευθερίας, εκτιμάται ως:
� �1J1XXs
J
1j
2nnjn �
�� ��
(2)
και εκφράζει την επαναληψιμότητα της μετρητικής διάτα-ξης. Συνδυάζοντας τις ημερήσιες τυπικές αποκλίσεις N ημε-ρών προκύπτει η συγκεντρωτική τυπική απόκλιση (pooled standard deviation) που αποτελεί πιο αξιόπιστη εκτίμηση της επαναληψιμότητας της μετρητικής διάταξης και ισούται με:
��
�N
1n
2n1 s
N1s
(3)
για ν = N(J-1) βαθμούς ελευθερίας. Η τυπική απόκλιση του συνόλου των τιμών του προ-
τύπου ελέγχου εκφράζει τη συνολική μεταβλητότητα της διεργασίας και εκτιμάται ως:
� ���
���
�N
1n
2nchkstd XX
11s
(4)
για ν = Ν-1 βαθμούς ελευθερίας και όπου:
��
�N
1nnX
N1X
(5)
είναι ο γενικός μέσος όρος του συνόλου των μετρήσεων του προτύπου ελέγχου.
4.3. Διαγράμματα Ελέγχου Μεροληψίας & Μεταβλητότητας
Ο στατιστικός έλεγχος της διεργασίας απεικονίζεται γραφικά με τη βοήθεια των διαγραμμάτων ελέγχου (control charts). Η χρήση αυτού του είδους των διαγραμμάτων έγινε για πρώτη φορά στη δεκαετία του ‘30 [4,8] και αποτελεί τον κορμό της σημερινής θεωρίας στατιστικού ποιοτικού ελέγ-χου (SQC) [13]. Το διάγραμμα ελέγχου χαρακτηρίζεται από μια κεντρική ευθεία αναφοράς (base line), που προκύπτει από το μέσο όρο όλων των τιμών του προτύπου ελέγχου και εκφράζει την αναμενόμενη αποδεκτή τιμή του προτύπου ελέγχου και δύο γραμμές οριοθέτησης (upper and lower control limits), συμμετρικά τοποθετημένες σε σχέση με τη γραμμή αναφοράς, που καθορίζουν το εύρος των τιμών εντός του οποίου αναμένεται να κατανέμονται τα αποτελέ-σματα των μετρήσεων. Το άνω (UCL) και το κάτω (LCL) όριο ελέγχου ορίζονται ως:
chkstd
chkstd
skXLCL
skXUCL
���
���
(6)
και προσδιορίζουν την περιοχή εντός της οποίας μία μετρη-τική διαδικασία θεωρείται ότι βρίσκεται σε κατάσταση στα-τιστικού ελέγχου. Η επιλογή της σταθεράς k εξαρτάται από την αυστηρότητα του ελέγχου που θέλουμε να εφαρμόσουμε στη μετρητική διαδικασία. Για τον αποκλεισμό μόνον εκεί-νων των τιμών που βρίσκονται αναμφισβήτητα εκτός ορίων ελέγχου επιλέγεται συνήθως k=3, το οποίο πρακτικά σημαί-νει ότι το ποσοστό τιμών εκτός ορίων θα είναι περίπου 1%.
Ένας δεύτερος τρόπος στατιστικού ελέγχου της διερ-γασίας βασίζεται σε τεχνικές επεξεργασίας σημάτων [14], όπου η στατιστική παράμετρος που χρησιμοποιείται για τον έλεγχο της μετρητικής διεργασίας λειτουργεί ως ένα είδος φίλτρου διέλευσης (low-pass filter) και ονομάζεται “εκθε-τικά σταθμισμένος κινούμενος μέσος όρος (exponentially weighted moving average, EWMA). Επειδή γενικώς οι συ-

22 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 23
νιστώσες του θορύβου (από πηγές τυχαίων σφαλμάτων) σε ένα σήμα είναι υψηλών συχνοτήτων σε σχέση με το ίδιο το σήμα (αποτέλεσμα μέτρησης), η τεχνική αυτή είναι κατάλ-ληλη για την αποκοπή τους. Το χαρακτηριστικό του EWMA είναι ο συντελεστής στάθμισης λ, ο οποίος μεταβάλλεται κατά τέτοιο τρόπο, ώστε να δίνεται μικρότερη βαρύτητα στα δεδομένα όσο αυτά απομακρύνονται χρονικά από την τρέχουσα μέτρηση και υπολογίζεται από:
EWMA)1(XEWMA tt1t ������ (7)
Το διάγραμμα ελέγχου EWMA περιλαμβάνει την κεντρι-κή γραμμή αναφοράς, η οποία προκύπτει από το μέσο όρο όλων των τιμών της βάσης δεδομένων του προτύπου ελέγ-χου και από δύο γραμμές οριοθέτησης, UCL και LCL [15], οι οποίες υπολογίζονται ως
)2(ksEWMALCL
)2(ksEWMAUCL
chkstd1
chkstd1
���
��
���
��
(8)
όπου η παράμετρος EWMA1 εκφράζει το μέσο όρο όλων των τιμών του προτύπου ελέγχου.
4.4. Εποπτεία Μετρητικής Διεργασίας
Το στάδιο της εποπτείας περιλαμβάνει περιοδικές με-τρήσεις του προτύπου ελέγχου, ώστε να μπορούν να απο-τυπωθούν όλες οι πιθανές πηγές επίδρασης στη μετρητική διεργασία. Κάθε νέα μέτρηση με το πρότυπο ελέγχου εντάσ-σεται στο αντίστοιχο διάγραμμα ελέγχου σε πραγματικό χρόνο, ώστε η εξέταση του διαγράμματος στο σύνολό του σε καθημερινή βάση να μπορεί να προσδιορίσει αποκλίσεις ή τάσεις της μετρητικής διεργασίας, οι οποίες στη συνέχεια αποτιμώνται. Σε μία μετρητική διεργασία η οποία βρίσκεται σε κατάσταση στατιστικού ελέγχου, οι τιμές των μετρήσεων με το πρότυπο ελέγχου αναμένεται να κυμαίνονται εντός των ορίων ελέγχου και να βρίσκονται συμμετρικά κατανεμημέ-νες γύρω από τη γραμμή αναφοράς. Σε περίπτωση εμφανών τάσεων των σημείων του διαγράμματος ή/και συλλογής μεγάλου αριθμού νέων δεδομένων, τα χαρακτηριστικά του διαγράμματος επαναπροσδιορίζονται, ώστε να υπάρχει μία συνεχής βελτίωση στην εκτίμηση των παραμέτρων ποιότη-τας της διεργασίας. Στατιστικά σημαντικές αλλαγές στις πα-ραμέτρους ανιχνεύονται με καθιερωμένες μεθόδους έλεγχου στατιστικών υποθέσεων, οι οποίες βασίζονται στις κατανο-μές F και t [16]. Αντίθετα, σε περιπτώσεις μεμονωμένων ση-μείων εκτός των ορίων ελέγχου επιβάλλεται να εξετάζεται η απόρριψή τους ως περιθωριακά σημεία (outliers).
5. ΠΡΟΣΔΙΟΡΙΣΜΟΣ ΜΑΖΑΣ ΚΑΙ ΜΕΤΡΗΤΙΚΗΣ ΑΒΕΒΑΙΟΤΗΤΑΣ
Η μάζα είναι το μόνο βασικό μέγεθος του S.I. η μονάδα
μέτρησης του οποίου εξακολουθεί να υλοποιείται από υλι-κά αντικείμενα [17] που αποκαλούνται πρότυπα βάρη. Η διακρίβωση προτύπων βαρών βασίζεται στη μέθοδο της συ-γκριτικής ζύγισης με αντικατάσταση (substitution weighing) με σκοπό τον προσδιορισμό της μάζας ενός αντικειμένου από τη μάζα γνωστού προτύπου βάρους αναφοράς και την διαφορά ένδειξης του ζυγού που χρησιμοποιείται [18]. Στην ουσία προσδιορίζεται η διαφορά των δυνάμεων Δm·g που ασκούνται στο ζυγό και η μάζα του αντικειμένου mx προκύ-πτει από τη σχέση:
��1m
��1��1
mmxaxa
rarx �
���
��
����
�
��
�
(9)
όπου Δm= ΔΙ / S. Κάνοντας πράξεις στον πρώτο όρο του δεξιού μέλους της παραπάνω σχέσης και χρησιμοποιώντας την υπόθεση ότι ρa << ρx προκύπτει ότι:
� ���1S��)��(�
1mmxaxr
xrarx ��
����
��
����
� ���
(10)
Ο όρος ��
)��(�
xr
xra � αποτελεί τη λεγόμενη «διόρθωση
λόγω άνωσης» του αέρα. Παράγοντες που επηρεάζουν τη διαδικασία μέτρησης μάζας, όπως φαίνεται από τη σχέση (10), οφείλονται α) στο ζυγό, μέσω της ευαισθησίας S και της ένδειξης ΔΙ, β) στο πρότυπο αναφοράς μέσω της μάζας και πυκνότητάς του mr, ρr και γ) στο περιβάλλον μέσω της πυκνότητας του αέρα ρa, η οποία εκτιμάται προσεγγιστικά από τη σχέση [18] και στο υπό έλεγχο πρότυπο.
t15,273 ���� t)exp(0,0612h0,009024-p0,34848=�a
(11)
Η συνδυασμένη τυπική αβεβαιότητα uc(mx) της μάζας του αντικειμένου δοκιμής υπολογίζεται σύμφωνα με τη με-θοδολογία που παρουσιάζεται στο ISO “GUM” και δίνεται από τη σχέση [19,20]:
� � � � � � � �mumumusmu 2bal
2buoyr
221x
2c ������
(12)
6. ΠΕΙΡΑΜΑΤΙΚΟ ΜΕΡΟΣ
Ως πρότυπα ελέγχου επιλέχθηκαν 3 πρότυπα βάρη ονο-μαστικών τιμών 5 g, 100 g και 1 kg με σχετικές αβεβαιότη-τες τιμής μάζας 5 ppm. Τα βάρη είναι κατασκευασμένα από ανοξείδωτο χάλυβα σύμφωνα με τις απαιτήσεις του Διεθνούς Οργανισμού Νομικής Μετρολογίας (OIML) [21]. Τα συγκε-κριμένα βάρη ήταν διακριβωμένα σε εργαστήριο διακριβώ-σεων (DKD) στη Γερμανία και οι τιμές των πιστοποιητικών τους θεωρούνται ως «τιμές αναφοράς» με αβεβαιότητες ίσες με το 1/3 των ανοχών της αντίστοιχης τάξης ακρίβειας κατά OIML (Πίνακας 2). Για τη μέτρηση της μάζας τους, τα πρό-τυπα ελέγχου συγκρίθηκαν με πρότυπα αναφοράς του εργα-
22 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 23
στηρίου της ίδιας ονομαστικής τιμής, αντίστοιχα, με σχετική αβεβαιότητα της τιμής μάζας 1,5 ppm και η διαφορά μάζας υπολογίσθηκε από τη σχέση (10). Κάθε σύγκριση αποτελού-νταν από J = 6 κύκλους ζύγισης. Για τις μετρήσεις χρησι-μοποιήθηκαν δύο από τους συγκριτικούς ζυγούς του εργα-στηρίου Μάζας του ΕΙΜ, ένας ζυγός METTLER-TOLEDO AT106H δυναμικότητας 111 g και ένας ζυγός SARTORIUS CC1000S-L δυναμικότητας 1002 g. Οι ζυγιστικές κυψέλες και των δύο ζυγών λειτουργούν με την αρχή της ηλεκτρο-μαγνητικής αντιστάθμισης δύναμης (electromagnetic force compensation) [18] με ικανότητα αντιστάθμισης βάρους που αντιστοιχεί σε μάζα 11 g και 2 g αντίστοιχα, ενώ και οι δύο είναι εφοδιασμένοι με ηλεκτρο-μηχανικό σύστημα αυτόμα-της εναλλαγής βαρών. Τα χαρακτηριστικά των μετατροπέων A/D των ζυγών επιτρέπουν τη μέτρηση μάζας με διακριτική ικανότητα 1 μg. Η θερμοκρασία και η σχετική υγρασία του χώρου του εργαστηρίου μετρήθηκαν με ένα όργανο Ahlborn GmbH. Τα αισθητήρια ήταν τύπου NTC και capacitive, αντίστοιχα. Οι αβεβαιότητες στις μετρήσεις των αντίστοι-χων μεγεθών ήταν ± 0,1oC και ± 1,5% στην περιοχή των συνθηκών που επικρατούσαν κατά τη διάρκεια των συγκρι-τικών ζυγίσεων. Η ατμοσφαιρική πίεση μετρήθηκε με ένα ψηφιακό βαρόμετρο VAISALA εφοδιασμένο με αισθητήριο τύπου capacitive και αβεβαιότητα μέτρησης πίεσης ± 0,1 hPa. Η δειγματοληψία των συνθηκών έγινε με συχνότητα 2 min, που κρίθηκε επαρκής, αφού η λειτουργία του συστή-ματος κλιματισμού εξασφαλίζει μεταβολές της ίδιας τάξης με τις αντίστοιχες αβεβαιότητες θερμοκρασίας και σχετικής υγρασίας ανά ώρα. Οι πρωτογενείς αυτές μετρήσεις χρησι-μοποιήθηκαν για τον υπολογισμό της πυκνότητας του αέρα βάσει της σχέσης (11) με συνδυασμένη αβεβαιότητα ± 0,007 kg/m3.
Οι πειραματικές μετρήσεις ξεκίνησαν τον Ιούνιο 2001 μετά την εγκατάσταση του εξοπλισμού στο νέο εργαστήριο μάζας του ΕΙΜ και την έναρξη λειτουργίας του συστήματος κλιματισμού του εργαστηρίου σε συνεχή βάση. Η συχνό-τητα των μετρήσεων των προτύπων ελέγχου καθορίστηκε μία φορά / εβδομάδα με στόχο την εξισορρόπηση διάθεσης πόρων και αποτελεσματικής παρακολούθησης της μετρητι-κής διαδικασίας. Συλλέχθηκαν συνολικά 44 μετρήσεις ανά πρότυπο ελέγχου, που χρησιμοποιήθηκαν για τη δημιουργία του ιστορικού των μετρήσεων και την κατασκευή των δι-αγραμμάτων ελέγχου. Η συλλογή δεδομένων συνεχίσθηκε με την ίδια συχνότητα μέχρι τον Δεκέμβριο 2002 με σκοπό τον εποπτικό έλεγχο της μετρητικής διαδικασίας. Αν και η συλλογή δεδομένων συνεχίζεται ακόμη και αποτελεί πλέον διαδικασία ενταγμένη στο σύστημα διασφάλισης ποιότητας (ΣΔΠ) του εργαστηρίου, η αποτίμηση των αποτελεσμάτων παρουσιάζεται μέχρι το τέλος του 2002.
7. ΑΠΟΤΕΛΕΣΜΑΤΑ – ΣΥΖΗΤΗΣΗ
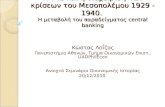
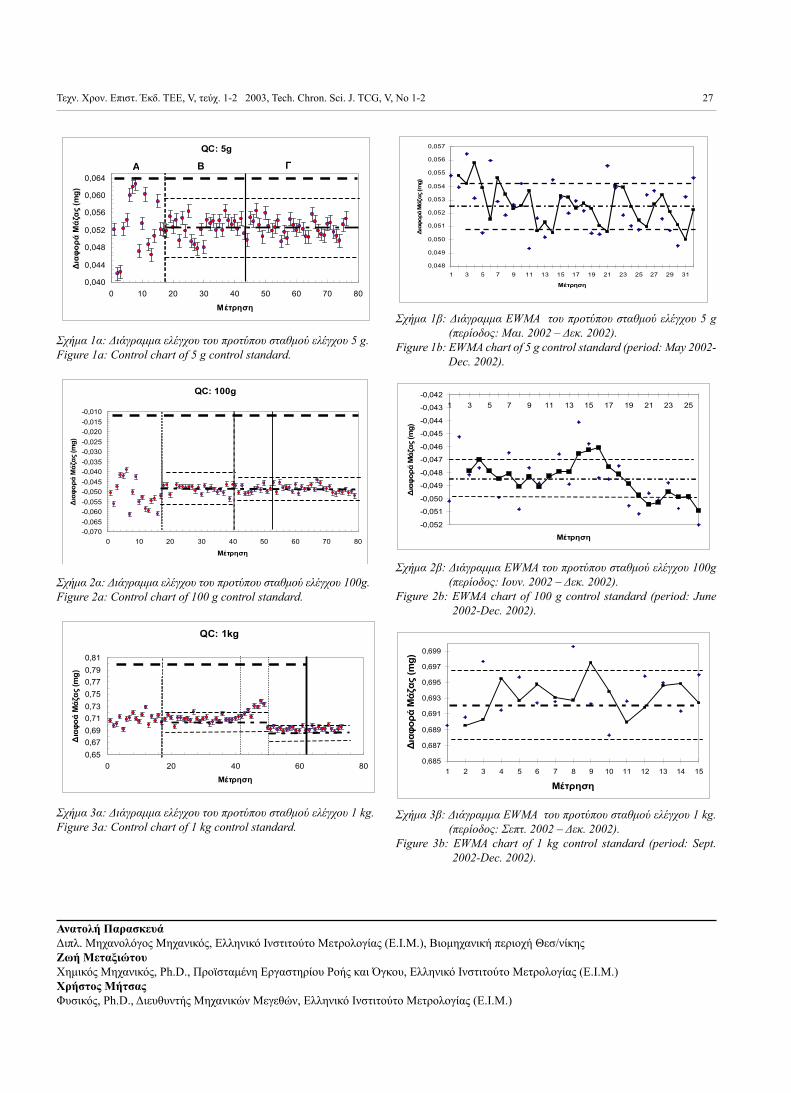
Στο σχήμα 1α παρουσιάζεται το διάγραμμα ελέγχου για το πρότυπο ελέγχου με ονομαστική τιμή 5g. Το χαρακτηρι-
στικό μέγεθος που χρησιμοποιείται είναι η διαφορά μάζας, Δm, από το πρότυπο αναφοράς. Το διάγραμμα ελέγχου μπορεί να χωρισθεί σε τρεις περιοχές. Η περιοχή Α περιλαμ-βάνει 17 μετρήσεις και τελειώνει με την κατακόρυφη διακε-κομμένη γραμμή, η περιοχή Β περιλαμβάνει 27 μετρήσεις και τελειώνει με την κατακόρυφη γραμμή και η περιοχή Γ περιλαμβάνει 32 μετρήσεις.
Η περιοχή Α χαρακτηρίζεται από σχετικά μεγάλη δια-σπορά των μετρήσεων, η οποία εκφράζεται με την τυπική απόκλιση του συνόλου των μετρήσεων schkstd = 6,9 μg. Συ-γκριτικά αναφέρεται ότι η συγκεντρωτική τυπική απόκλιση ήταν ίση με s1 = 1,5 μg. Στο σχήμα η s1 απεικονίζεται με τα όρια σφάλματος (error bars). Δεδομένου ότι οι μετρήσεις αυτές συμπίπτουν χρονικά με την αρχική λειτουργία και ρύθμιση του κλιματιστικού συστήματος του εργαστηρίου μπορεί η αυξημένη μεταβλητότητα να αποδοθεί σε χωρικές και χρονικές μεταβολές της πυκνότητας του αέρα εντός του εργαστηρίου, σε φαινόμενα υστέρησης του χώρου, σε μεταβολές λειτουργίας του κλιματισμού καθώς και ρεύμα-τα αέρα που δημιουργήθηκαν μέχρι ο χώρος να αποκτήσει θερμοκρασιακή ισορροπία. Για τους παραπάνω λόγους οι μετρήσεις αυτές δεν χρησιμοποιήθηκαν στον υπολογισμό των παραμέτρων του διαγράμματος ελέγχου.
Η μεταβλητότητα των μετρήσεων της περιοχής Β είναι κατά πολύ μειωμένη σε σχέση με την αντίστοιχη της περιο-χής Α. Εφόσον δεν έγινε καμία τροποποίηση στις διαδικασί-ες μέτρησης, η μείωση αυτή αποδίδεται στη σταθεροποίηση των περιβαλλοντικών συνθηκών του εργαστηρίου. Οι μετρή-σεις αυτές αποτέλεσαν και την αρχική βάση δεδομένων των ιστορικών στοιχείων του προτύπου ελέγχου βάσει των οποί-ων προσδιορίστηκαν η κεντρική ευθεία αναφοράς καθώς και τα άνω και κάτω όρια ελέγχου υπολογισμένα από τη σχέση (6) με k = 3. Ο γενικός μέσος όρος των μετρήσεων είναι X= 53 μg και η τυπική απόκλιση schkstd = 2,3 μg. Η «τιμή ανα-φοράς» του προτύπου ελέγχου, Δmr = 64 μg, απεικονίζεται με στικτή γραμμή στο ίδιο σχήμα και η σύγκρισή της με την X δείχνει την ύπαρξη μεροληπτικής τάσης ίσης με –11 μg.
Η περιοχή Γ αποτελεί τη φάση εποπτείας της μετρητικής διεργασίας. Από το διάγραμμα προκύπτει ότι τόσο η ευθεία αναφοράς όσο και τα όρια ελέγχου δεν διαφοροποιούνται σε σχέση με την περιοχή Β με αποτέλεσμα τον ισχυρισμό ότι η μετρητική διεργασία βρίσκεται σε κατάσταση στατιστικού ελέγχου.
Στο σχήμα 1β παρουσιάζεται το διάγραμμα EWMA για τις μετρήσεις της φάσης εποπτείας. Η γραμμή αναφοράς αντιστοιχεί στο γενικό μέσο όρο των μετρήσεων της αρχικής βάσης δεδομένων X , ενώ τα όρια ελέγχου υπολογίσθηκαν με συντελεστή k = 3 και παράγοντα στάθμισης λ = 0,3 από τη σχέση (8). Από το διάγραμμα φαίνεται ότι, με εξαίρεση ένα σημείο, δεν υπάρχει παραβίαση των ορίων ελέγχου παρά το γεγονός ότι αυτά είναι πιο αυστηρά από τα αντίστοιχα όρια του διαγράμματος ελέγχου του σχήματος 1α, ενώ μετά από μία αρχική περίοδο αστάθειας η διαδικασία χαρακτηρί-ζεται από έλλειψη κάποιας τάσης ολίσθησης με το χρόνο.

24 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 25
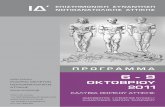
Η συμπεριφορά του προτύπου ελέγχου με ονομαστική τιμή 100 g, παρουσιάζεται στο σχήμα 2α. Σημειώνεται ότι για τη μέτρηση των διαφορών μάζας χρησιμοποιήθηκε ο ίδιος συγκριτικός ζυγός όπως για το σταθμό ελέγχου των 5 g. Όπως αναμενόταν, οι πρώτες 17 μετρήσεις παρουσιάζουν και σε αυτή την περίπτωση μία σημαντική μεταβλητότητα με schkstd = 5,7 μg, για τους ίδιους λόγους που αναφέρονται στην περιγραφή της περιοχής Α του σχήματος 1α. Οι επόμε-νες 20 μετρήσεις χρησιμοποιήθηκαν για τον προσδιορισμό της κεντρικής ευθείας αναφοράς καθώς και του άνω και κάτω ορίου ελέγχου του αντίστοιχου διαγράμματος ελέγχου. H τυπική απόκλιση των τιμών του προτύπου ελέγχου και ο γενικός μέσος όρος των μετρήσεων ήταν schkstd = 2,8 μg και = X -49 μg, αντίστοιχα.
Στην συνέχεια παρουσιάσθηκε η ανάγκη επαναδιακρίβω-σης των προτύπων βαρών αναφοράς που χρησιμοποιήθηκαν για τη σύγκριση. Αυτή η ενέργεια ήταν προγραμματισμένη στα πλαίσια εφαρμογής του ΣΔΠ στο εργαστήριο μάζας και η διαδικασία διήρκεσε 3 εβδομάδες. Κατά την περίοδο αυτή η διαδικασία ελέγχου συνεχίσθηκε με πρότυπα αναφοράς από την εφεδρική συλλογή βαρών του εργαστηρίου με ίδια μετρολογικά χαρακτηριστικά. Ταυτόχρονα, επανεξετάστηκε η διαδικασία ζύγισης που εφαρμόζεται στο εργαστήριο, μετά από νέα στοιχεία που προέκυψαν σχετικά με τη θερμοκρασι-ακή κατανομή στο χώρο του εργαστηρίου. Τελικά, η μετρη-τική διαδικασία τροποποιήθηκε, ώστε να ληφθούν υπόψη οι θερμοκρασιακές διαφορές μεταξύ του χώρου αποθήκευσης των προτύπων βαρών και του χώρου τοποθέτησης του χρη-σιμοποιούμενου ζυγού. Έτσι, ο απαιτούμενος εγκλιματισμός των βαρών έγινε με αυτά τοποθετημένα εντός του θαλάμου ζύγισης. Στο σχήμα 2α αποτυπώνονται στις μετρήσεις 41 έως 52 οι μεταβολές που επήρθαν εξαιτίας των παραπάνω αλλαγών. Είναι χαρακτηριστικό ότι η κεντρική ευθεία του διαγράμματος δεν μετατοπίστηκε μετά την επαναδιακρίβω-ση των προτύπων βαρών αναφοράς, ενώ λόγω της αλλαγής διαδικασίας η μεταβλητότητα των μετρήσεων έχει μειωθεί στην τιμή schkstd = 1,9 μg πλησιάζοντας τη συγκεντρωτική τυπική απόκλιση s1 = 1,2 μg. Τέλος, η «τιμή αναφοράς» του προτύπου ελέγχου, Δmr = -12 μg, απεικονίζεται με στικτή γραμμή στο ίδιο σχήμα και η διαφορά της από την τιμή του γενικού μέσου όρου X είναι ίση με –37 μg.
Σημειώνεται ότι αντίστοιχη μείωση της μεταβλητότητας των μετρήσεων του προτύπου ελέγχου 5 g δεν παρατηρή-θηκε με την αλλαγή της διαδικασίας μέτρησης. Μία πιθανή εξήγηση είναι η παρακάτω: θεωρώντας κυλινδρικό πρότυπο βάρος διαμέτρου Φ και ύψους Η στο οποίο η μεταφορά θερ-μότητας γίνεται μέσω της επιφάνειας στήριξης, βάσει του νόμου του Fourier [22] θα ισχύει ότι:
)m�(Q4
��
(13)
όπου Q� είναι ο ρυθμός μεταφοράς θερμότητας και m η μάζα του προτύπου βάρους. Επιπλέον, η ποσότητα θερμό-τητας για την ίδια μεταβολή της θερμοκρασίας είναι ανά-
λογη της μάζας, οπότε η χρονική διάρκεια του φαινομένου
θα είναι )m(t
2 2��� . Επειδή ο λόγος Φ2/m για το πρότυπο
ονομαστικής τιμής 100 g είναι περίπου 3 φορές μεγαλύτερος από αυτόν για το πρότυπο ονομαστικής τιμής 5 g γίνεται κατανοητό ότι η διάρκεια της μεταφοράς θερμότητας θα είναι περίπου 10 φορές μικρότερη στη δεύτερη περίπτωση με αποτέλεσμα να μην επιδρά στη μέτρηση.
Οι υπόλοιπες 26 μετρήσεις αποτελούν το στάδιο εποπτεί-ας της μετρητικής διεργασίας. Αν και στο σχήμα 2α φαίνεται ότι το σύστημα βρίσκεται υπό στατιστικό έλεγχο, εντούτοις από το διάγραμμα EWMA του σχήματος 2β, που είναι πιο ευαίσθητο στον εντοπισμό μικρών μεταβολών, προκύπτει ότι σε δύο περιπτώσεις υπήρξε παραβίαση των ορίων ελέγ-χου για ανεξακρίβωτη προς το παρόν αιτία. Επιπλέον, οι δύο αυτές περιπτώσεις φαίνεται να είναι χρονικά συσχετισμένες. Γενικότερα, το διάγραμμα EWMA του σχήματος 2β χαρα-κτηρίζεται από την ύπαρξη εναλλασσόμενων άνω και κάτω περιοχών (plateau), οι οποίες φαίνεται να παρουσιάζουν μια συστηματική τάση σειριακής συσχέτισης, η οποία είναι χαρακτηριστική καταστάσεων, όπου η μεταβλητότητα συ-νεχόμενων τιμών είναι διαφορετική αυτής μη-συνεχόμενων (serial correlation)[16]. Τέλος, από τα δύο σχήματα 2α και 2β φαίνεται ότι η διεργασία εξακολουθεί να βρίσκεται υπό οριακό στατιστικό έλεγχο, ενώ τα αίτια που προσδίδουν αυτή τη χρονική εξάρτηση στην τυχαιότητα της διαδικασίας είναι υπό διερεύνηση.
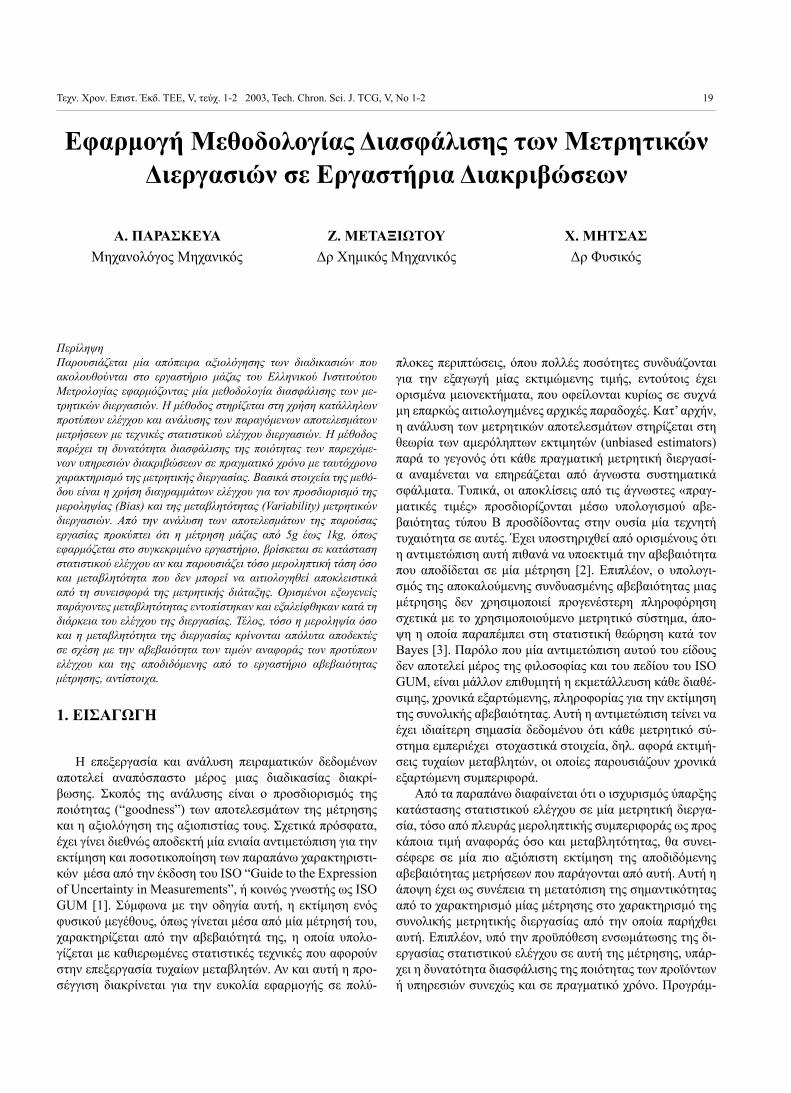
Το πρότυπο ελέγχου ονομαστικής τιμής 1 kg, πέρα από την αναμενόμενη συμπεριφορά, δηλ. την αρχική σημαντική μεταβλητότητα (schkstd = 9,3 μg) και την εν συνεχεία στα-θεροποίηση για ένα σχετικά μεγάλο διάστημα (περίπου 5 μηνών), παρουσιάζει μία αυξητική τάση στη μετρούμενη τιμή της διαφοράς μάζας, όπως προκύπτει από το αντίστοιχο διάγραμμα ελέγχου στο σχήμα 3α. Οι μετρήσεις που έγιναν στο χρονικό διάστημα σταθερότητας χρησιμοποιήθηκαν για την αρχική βάση δεδομένων του προτύπου και τον προσδι-ορισμό της κεντρικής ευθείας αναφοράς καθώς και των άνω και κάτω ορίων ελέγχου του διαγράμματος ελέγχου. H τυπι-κή απόκλιση των τιμών του προτύπου ελέγχου ήταν schkstd =
6,2 μg και ο γενικός μέσος όρος των μετρήσεων ήταν X= 0,709 mg. Κατά το ίδιο χρονικό διάστημα η τυπική από-κλιση μιας σειράς μετρήσεων ήταν s1 = 1,9 μg δηλ. περίπου 3 φορές μικρότερη από την schkstd. Όπως και στην περίπτωση του προτύπου των 100 g η αυξημένη αυτή μεταβλητότητα αποδίδεται σε θερμοκρασιακές διαφορές μεταξύ του χώρου αποθήκευσης και του χώρου ζύγισης των προτύπων βαρών.
Η συνεχής αύξηση της μετρούμενης διαφοράς μάζας που παρουσιάζεται στη συνέχεια ήταν της τάξης των 15 μg με αποτέλεσμα να παραβιαστεί το ανώτατο όριο ελέγχου. Η ολίσθηση αυτή συνεχίσθηκε και στις επόμενες 4 μετρήσεις, οπότε εκτιμήθηκε ότι το φαινόμενο είναι συνέπεια επιμό-λυνσης του προτύπου ελέγχου. Στη βιβλιογραφία αναφέ-ρονται δύο βασικές πηγές επιμόλυνσης [18,23]. Η πρώτη
24 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 25
οφείλεται στην αύξηση της μακροσκοπικής τραχύτητας της επιφάνειας λόγω «τραυματισμού» της κατά το χειρισμό των προτύπων με αποτέλεσμα να δημιουργούνται σημεία, όπου ευνοείται η κατακράτηση σωματιδίων σκόνης ή άλλων ρύ-πων, ενώ η δεύτερη οφείλεται στην ικανότητα προσρόφησης είτε μικροσκοπικών σωματιδίων είτε ατμοσφαιρικών αερίων στην επιφάνεια. Και στις δύο περιπτώσεις η δημιουργηθείσα επιμόλυνση λειτουργεί, ώστε να ενισχύει το βαθμό της στη συνέχεια. Η περίπτωση μείωσης της μάζας του προτύπου αναφοράς αποκλείστηκε, αφού δεν υπήρχε καμία ένδειξη για αυτό. Με βάση τις παραπάνω ισχυρές ενδείξεις έγινε καθαρισμός του προτύπου ελέγχου με χρήση δισ-αποσταγ-μένου νερού και λουτρού υπερήχων, αφού προηγουμένως καθαρίστηκε με δέρμα chamoise [23]. Η επαρκής σταθερό-τητα της μάζας του προτύπου μετά τον καθαρισμό εξασφα-λίστηκε μέσω σειράς ανεξάρτητων ζυγίσεων σε διάστημα 5 ημερών.
Η διαδικασία κατάρτισης βάσης ιστορικών δεδομένων και διαγράμματος ελέγχου συνεχίστηκε μετά τον καθαρι-σμό. Έγιναν 12 μετρήσεις που χρησιμοποιήθηκαν για την κατασκευή νέας ευθείας αναφοράς και ορίων ελέγχου του διαγράμματος. Ο νέος γενικός μέσος όρος των μετρήσεων ήταν X = 0,693 mg και η τυπική απόκλιση των μετρήσε-ων ήταν schkstd = 3,3 μg. Είναι προφανές ότι η μείωση της X οφείλεται στη διαδικασία του καθαρισμού, ενώ η νέα
μείωση της μεταβλητότητας των μετρήσεων αποδίδεται στην αλλαγή της διαδικασίας εγκλιματισμού των προτύπων. Επιπλέον, η «τιμή αναφοράς» του προτύπου ελέγχου, Δmr = 800 μg, απεικονίζεται με στικτή γραμμή στο ίδιο σχήμα και η διαφορά της από την τιμή του γενικού μέσου όρου X εί-ναι ίση με –110 μg. Οι υπόλοιπες 15 μετρήσεις αποσκοπούν στον έλεγχο ποιότητας του μετρητικού συστήματος. Από το σχήμα 3α φαίνεται ότι η διαδικασία βρίσκεται υπό στατιστι-κό έλεγχο, χωρίς καμία ένδειξη ολίσθησης της μετρούμενης διαφοράς μάζας. Με εξαίρεση ένα σημείο, η ίδια συμπεριφο-ρά φαίνεται και στο σχήμα 3β από το οποίο επιπλέον γίνεται αντιληπτή και η σταθερότητα της διαδικασίας.
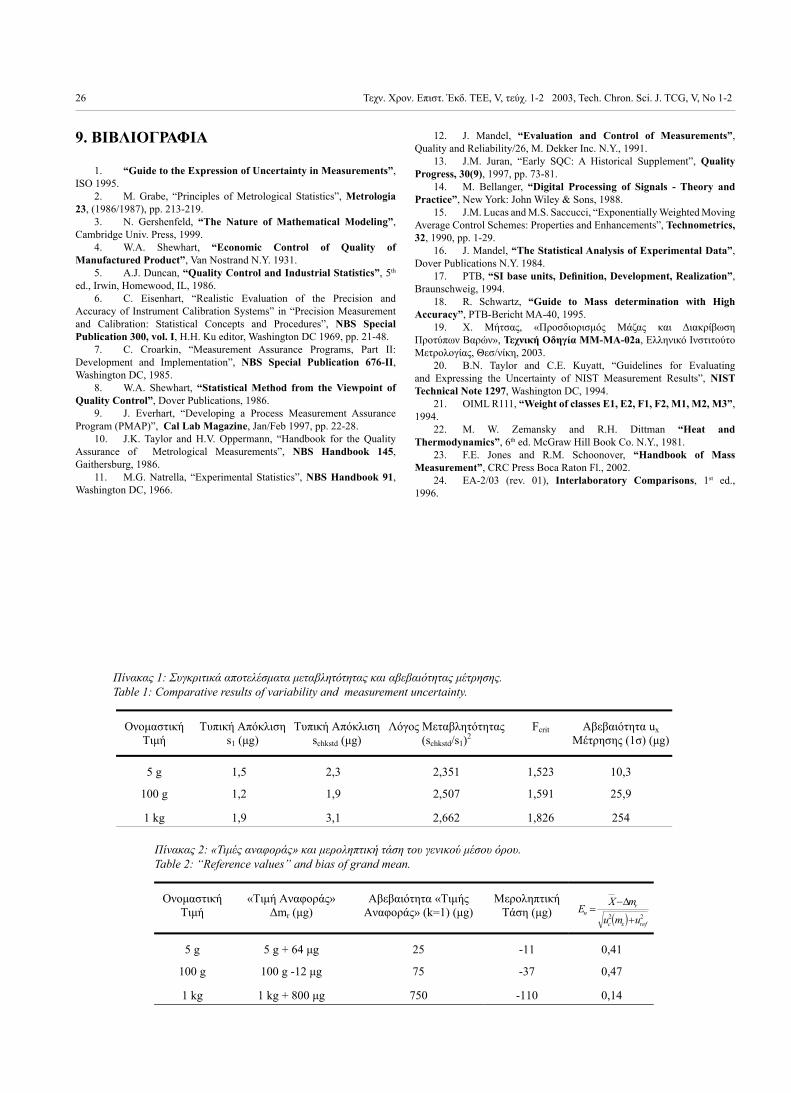
Στον πίνακα 1 παρουσιάζονται συγκεντρωτικά τα αποτε-λέσματα που αφορούν στη μεταβλητότητα της μετρητικής διεργασίας (οι τυπικές αποκλίσεις schkstd και s1), καθώς επί-σης ο λόγος μεταβλητότητας (schkstd
2/s12) και ο αντίστοιχος
έλεγχος F-test με κρίσιμη τιμή που υπολογίσθηκε από τη σχέση Fcrit = F(0,05, Ν-1, (J-1)Ν). Από τον έλεγχο προκύ-πτει ότι τα τετράγωνα των δύο τυπικών αποκλίσεων δεν είναι εκτιμήσεις της ίδιας διακύμανσης, αλλά αντιθέτως η μεταβλητότητα της διεργασίας είναι σημαντικά μεγαλύτε-ρη από την επαναληψιμότητα της μετρητικής διάταξης. Ο ποσοτικός προσδιορισμός όλων των χρονικά εξαρτώμενων πηγών αβεβαιότητας, όπως αποτυπώνεται στην τιμή του schkstd, δίνει για πρώτη φορά τη δυνατότητα της συγκριτικής αξιολόγησης των διαφόρων τύπων συνεισφορών στην τελι-κή εκτίμηση της μετρητικής αβεβαιότητας που δηλώνεται από το εργαστήριο μάζας του ΕΙΜ. Όπως λοιπόν προκύπτει από τον πίνακα 1, ακόμη κι αν η ανάλυση αβεβαιότητας του
εργαστηρίου μάζας λαμβάνει υπόψη της, από τις αβεβαιό-τητες τύπου Α, μόνον την επαναληψιμότητα της μετρητικής διάταξης, ενώ αγνοεί τη συνεισφορά χρονικά εξαρτώμενων παραγόντων αβεβαιότητας, η συνεισφορά αυτών των τε-λευταίων πηγών δεν είναι σε θέση να ανατρέψει την τελική εκτίμηση αβεβαιότητας. Συνεπώς, η προσέγγιση του ISO “GUM” για το εργαστήριο μάζας του ΕΙΜ οδηγεί σε μια ασφαλή εκτίμηση της μετρητικής αβεβαιότητας και αυτό τεκμηριώνεται για πρώτη φορά με πραγματικά δεδομένα. Στον πίνακα 2, τέλος, αποτυπώνονται συγκεντρωτικά οι «τιμές αναφοράς» των προτύπων ελέγχου και η αβεβαιό-τητα που αποδόθηκε σε αυτές βάσει του πιστοποιητικού διακρίβωσής τους, καθώς επίσης και η μεροληπτική τάση του γενικού μέσου όρου υπολογισμένη ως X – Δmr. Και στις τρεις περιπτώσεις φαίνεται ότι ο πειραματικά προσ-διορισμένος γενικός μέσος όρος είναι αισθητά μικρότερος από την αντίστοιχη «τιμή αναφοράς». Μια ενδεδειγμένη μέ-θοδος εκτίμησης της σημαντικότητας αυτής της απόκλισης και, εμμέσως, της ποιότητας του μετρητικού αποτελέσματος του γενικού μέσου όρου είναι ο υπολογισμός της μεροληπτι-κής τάσης κανονικοποιημένης σε σχέση με τις αντίστοιχες αβεβαιότητες, Εn [24]. Απόλυτες τιμές της Εn μικρότερες της μονάδας δηλώνουν ότι η απόκλιση (μεροληψία) είναι εντός μετρητικά αποδεκτών ορίων. Όπως προκύπτει, λοιπόν, από τον πίνακα 2, η μεροληπτική τάση είναι εντός αποδεκτών ορίων δεδομένων των εκτιμήσεων της αβεβαιότητας της «τι-μής αναφοράς» των προτύπων ελέγχου και της μετρητικής αβεβαιότητας του εργαστηρίου μάζας του ΕΙΜ.
8. ΣΥΜΠΕΡΑΣΜΑΤΑ
Τα αποτελέσματα της παρούσας εργασίας συνοψίζονται στα ακόλουθα:• Εφαρμόζεται για πρώτη φορά και με επιτυχία μια μεθο-
δολογία διασφάλισης των μετρητικών διεργασιών του εργαστηρίου μάζας του ΕΙΜ σε πραγματικό χρόνο με ταυτόχρονο χαρακτηρισμό της μετρητικής διεργασίας.
• Η μετρητική διεργασία του εργαστηρίου μάζας του E.I.M., που αφορά στη διακρίβωση προτύπων βαρών ονομαστι-κής τιμής 5 g, 100 g και 1 kg, βρίσκεται σε κατάσταση στατιστικού ελέγχου.
• Προσδιορίζεται ποσοτικά η επαναληψιμότητα της με-τρητικής διάταξης και η συνολική συνεισφορά όλων των χρονικά εξαρτώμενων πηγών μετρητικής αβεβαιότητας (μεταβλητότητα διεργασίας) με βάση πραγματικά δεδομέ-να.
• Η επαναληψιμότητα της μετρητικής διάταξης είναι στα-τιστικά, σημαντικά μικρότερη από τη μεταβλητότητα της διεργασίας.
• Η εκτίμηση της μετρητικής αβεβαιότητας του εργαστηρί-ου μάζας του ΕΙΜ σύμφωνα με το ISO “GUM”, είναι μία ασφαλής και αξιόπιστη εκτίμηση και αυτό τεκμηριώνεται για πρώτη φορά με πειραματικά δεδομένα.
26 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 27
9. ΒΙΒΛΙΟΓΡΑΦΙΑ
1. “Guide to the Expression of Uncertainty in Measurements”, ISO 1995.
2. M. Grabe, “Principles of Metrological Statistics”, Metrologia 23, (1986/1987), pp. 213-219.
3. N. Gershenfeld, “The Nature of Mathematical Modeling”, Cambridge Univ. Press, 1999.
4. W.A. Shewhart, “Economic Control of Quality of Manufactured Product”, Van Nostrand N.Y. 1931.
5. A.J. Duncan, “Quality Control and Industrial Statistics”, 5th ed., Irwin, Homewood, IL, 1986.
6. C. Eisenhart, “Realistic Evaluation of the Precision and Accuracy of Instrument Calibration Systems” in “Precision Measurement and Calibration: Statistical Concepts and Procedures”, NBS Special Publication 300, vol. I, H.H. Ku editor, Washington DC 1969, pp. 21-48.
7. C. Croarkin, “Measurement Assurance Programs, Part II: Development and Implementation”, NBS Special Publication 676-II, Washington DC, 1985.
8. W.A. Shewhart, “Statistical Method from the Viewpoint of Quality Control”, Dover Publications, 1986.
9. J. Everhart, “Developing a Process Measurement Assurance Program (PMAP)”, Cal Lab Magazine, Jan/Feb 1997, pp. 22-28.
10. J.K. Taylor and H.V. Oppermann, “Handbook for the Quality Assurance of Metrological Measurements”, NBS Handbook 145, Gaithersburg, 1986.
11. M.G. Natrella, “Experimental Statistics”, NBS Handbook 91, Washington DC, 1966.
12. J. Mandel, “Evaluation and Control of Measurements”, Quality and Reliability/26, M. Dekker Inc. N.Y., 1991.
13. J.M. Juran, “Early SQC: A Historical Supplement”, Quality Progress, 30(9), 1997, pp. 73-81.
14. M. Bellanger, “Digital Processing of Signals - Theory and Practice”, New York: John Wiley & Sons, 1988.
15. J.M. Lucas and M.S. Saccucci, “Exponentially Weighted Moving Average Control Schemes: Properties and Enhancements”, Technometrics, 32, 1990, pp. 1-29.
16. J. Mandel, “The Statistical Analysis of Experimental Data”, Dover Publications N.Y. 1984.
17. PTB, “SI base units, Definition, Development, Realization”, Braunschweig, 1994.
18. R. Schwartz, “Guide to Mass determination with High Accuracy”, PTB-Bericht MA-40, 1995.
19. Χ. Μήτσας, «Προσδιορισμός Μάζας και Διακρίβωση Προτύπων Βαρών», Τεχνική Οδηγία ΜΜ-ΜΑ-02a, Ελληνικό Ινστιτούτο Μετρολογίας, Θεσ/νίκη, 2003.
20. B.N. Taylor and C.E. Kuyatt, “Guidelines for Evaluating and Expressing the Uncertainty of NIST Measurement Results”, NIST Technical Note 1297, Washington DC, 1994.
21. OIML R111, “Weight of classes E1, E2, F1, F2, M1, M2, M3”, 1994.
22. M. W. Zemansky and R.H. Dittman “Heat and Thermodynamics”, 6th ed. McGraw Hill Book Co. N.Y., 1981.
23. F.E. Jones and R.M. Schoonover, “Handbook of Mass Measurement”, CRC Press Boca Raton Fl., 2002.
24. EA-2/03 (rev. 01), Interlaboratory Comparisons, 1st ed., 1996.
Πίνακας 1: Συγκριτικά αποτελέσματα μεταβλητότητας και αβεβαιότητας μέτρησης.Table 1: Comparative results of variability and measurement uncertainty.
���µ��������µ�
������ ��������s1 (µg)
������ ��������schkstd (µg)
����� ��������������(schkstd/s1)2
Fcrit ����������� ux�������� (1�) (µg)
5 g 1,5 2,3 2,351 1,523 10,3
100 g 1,2 1,9 2,507 1,591 25,9
1 kg 1,9 3,1 2,662 1,826 254
Πίνακας 2: «Τιμές αναφοράς» και μεροληπτική τάση του γενικού μέσου όρου.Table 2: “Reference values” and bias of grand mean.
���µ��������µ�
«��µ� ��������»�mr (µg)
����������� «��µ����������» (k=1) (µg)
��������������� (µg) � � 22
refxc
rn
umu
mXE
�
���
5 g 5 g + 64 µg 25 -11 0,41
100 g 100 g -12 µg 75 -37 0,47
1 kg 1 kg + 800 µg 750 -110 0,14
26 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 27
10
���µ� 1�: ������µµ� ������� ��� �������� ����µ�� ������� 5 g.Figure 1a: Control chart of 5 g control standard.
���µ� 2�: ������µµ� ������� ��� �������� ����µ�� ������� 100g.Figure 2a: Control chart of 100 g control standard.
���µ� 3�: ������µµ� ������� ��� �������� ����µ�� ������� 1 kg.Figure 3a: Control chart of 1 kg control standard.
���µ� 1�: ������µµ� EWMA ��� �������� ����µ�� ������� 5 g(��������: ���. 2002 � ���. 2002).Figure 1b: EWMA chart of 5 g control standard (period: May2002-Dec. 2002).
���µ� 2�: ������µµ� EWMA ��� �������� ����µ�� ������� 100g(��������: ����. 2002 � ���. 2002).Figure 2b: EWMA chart of 100 g control standard (period: June2002-Dec. 2002).
���µ� 3�: ������µµ� EWMA ��� �������� ����µ�� ������� 1kg. (��������: ����. 2002 � ���. 2002).Figure 3b: EWMA chart of 1 kg control standard (period: Sept.2002-Dec. 2002).
QC: 5g
0,040
0,044
0,048
0,052
0,056
0,060
0,064
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
A B �
QC: 100g
-0,070-0,065-0,060-0,055-0,050-0,045-0,040-0,035-0,030-0,025-0,020-0,015-0,010
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
QC: 1kg
0,650,670,690,710,730,750,770,790,81
0 20 40 60 80
�������
�����������
(mg)
0,048
0,049
0,050
0,051
0,052
0,053
0,054
0,055
0,056
0,057
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
�������
������������
(mg)
-0,052
-0,051
-0,050
-0,049
-0,048
-0,047
-0,046
-0,045
-0,044
-0,043
-0,0421 3 5 7 9 11 13 15 17 19 21 23 25
�������
������������
(mg)
0,685
0,687
0,689
0,691
0,693
0,695
0,697
0,699
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
�������
������������
(mg)
Σχήμα 1α: Διάγραμμα ελέγχου του προτύπου σταθμού ελέγχου 5 g.Figure 1a: Control chart of 5 g control standard.
10
���µ� 1�: ������µµ� ������� ��� �������� ����µ�� ������� 5 g.Figure 1a: Control chart of 5 g control standard.
���µ� 2�: ������µµ� ������� ��� �������� ����µ�� ������� 100g.Figure 2a: Control chart of 100 g control standard.
���µ� 3�: ������µµ� ������� ��� �������� ����µ�� ������� 1 kg.Figure 3a: Control chart of 1 kg control standard.
���µ� 1�: ������µµ� EWMA ��� �������� ����µ�� ������� 5 g(��������: ���. 2002 � ���. 2002).Figure 1b: EWMA chart of 5 g control standard (period: May2002-Dec. 2002).
���µ� 2�: ������µµ� EWMA ��� �������� ����µ�� ������� 100g(��������: ����. 2002 � ���. 2002).Figure 2b: EWMA chart of 100 g control standard (period: June2002-Dec. 2002).
���µ� 3�: ������µµ� EWMA ��� �������� ����µ�� ������� 1kg. (��������: ����. 2002 � ���. 2002).Figure 3b: EWMA chart of 1 kg control standard (period: Sept.2002-Dec. 2002).
QC: 5g
0,040
0,044
0,048
0,052
0,056
0,060
0,064
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
A B �
QC: 100g
-0,070-0,065-0,060-0,055-0,050-0,045-0,040-0,035-0,030-0,025-0,020-0,015-0,010
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
QC: 1kg
0,650,670,690,710,730,750,770,790,81
0 20 40 60 80
�������
�����������
(mg)
0,048
0,049
0,050
0,051
0,052
0,053
0,054
0,055
0,056
0,057
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
�������
������������
(mg)
-0,052
-0,051
-0,050
-0,049
-0,048
-0,047
-0,046
-0,045
-0,044
-0,043
-0,0421 3 5 7 9 11 13 15 17 19 21 23 25
�������
������������
(mg)
0,685
0,687
0,689
0,691
0,693
0,695
0,697
0,699
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
�������
������������
(mg)
Σχήμα 2α: Διάγραμμα ελέγχου του προτύπου σταθμού ελέγχου 100g.Figure 2a: Control chart of 100 g control standard.
10
���µ� 1�: ������µµ� ������� ��� �������� ����µ�� ������� 5 g.Figure 1a: Control chart of 5 g control standard.
���µ� 2�: ������µµ� ������� ��� �������� ����µ�� ������� 100g.Figure 2a: Control chart of 100 g control standard.
���µ� 3�: ������µµ� ������� ��� �������� ����µ�� ������� 1 kg.Figure 3a: Control chart of 1 kg control standard.
���µ� 1�: ������µµ� EWMA ��� �������� ����µ�� ������� 5 g(��������: ���. 2002 � ���. 2002).Figure 1b: EWMA chart of 5 g control standard (period: May2002-Dec. 2002).
���µ� 2�: ������µµ� EWMA ��� �������� ����µ�� ������� 100g(��������: ����. 2002 � ���. 2002).Figure 2b: EWMA chart of 100 g control standard (period: June2002-Dec. 2002).
���µ� 3�: ������µµ� EWMA ��� �������� ����µ�� ������� 1kg. (��������: ����. 2002 � ���. 2002).Figure 3b: EWMA chart of 1 kg control standard (period: Sept.2002-Dec. 2002).
QC: 5g
0,040
0,044
0,048
0,052
0,056
0,060
0,064
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
A B �
QC: 100g
-0,070-0,065-0,060-0,055-0,050-0,045-0,040-0,035-0,030-0,025-0,020-0,015-0,010
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
QC: 1kg
0,650,670,690,710,730,750,770,790,81
0 20 40 60 80
�������
�����������
(mg)
0,048
0,049
0,050
0,051
0,052
0,053
0,054
0,055
0,056
0,057
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
�������
������������
(mg)
-0,052
-0,051
-0,050
-0,049
-0,048
-0,047
-0,046
-0,045
-0,044
-0,043
-0,0421 3 5 7 9 11 13 15 17 19 21 23 25
�������
������������
(mg)
0,685
0,687
0,689
0,691
0,693
0,695
0,697
0,699
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
�������
������������
(mg)
Σχήμα 3α: Διάγραμμα ελέγχου του προτύπου σταθμού ελέγχου 1 kg.Figure 3a: Control chart of 1 kg control standard.
10
���µ� 1�: ������µµ� ������� ��� �������� ����µ�� ������� 5 g.Figure 1a: Control chart of 5 g control standard.
���µ� 2�: ������µµ� ������� ��� �������� ����µ�� ������� 100g.Figure 2a: Control chart of 100 g control standard.
���µ� 3�: ������µµ� ������� ��� �������� ����µ�� ������� 1 kg.Figure 3a: Control chart of 1 kg control standard.
���µ� 1�: ������µµ� EWMA ��� �������� ����µ�� ������� 5 g(��������: ���. 2002 � ���. 2002).Figure 1b: EWMA chart of 5 g control standard (period: May2002-Dec. 2002).
���µ� 2�: ������µµ� EWMA ��� �������� ����µ�� ������� 100g(��������: ����. 2002 � ���. 2002).Figure 2b: EWMA chart of 100 g control standard (period: June2002-Dec. 2002).
���µ� 3�: ������µµ� EWMA ��� �������� ����µ�� ������� 1kg. (��������: ����. 2002 � ���. 2002).Figure 3b: EWMA chart of 1 kg control standard (period: Sept.2002-Dec. 2002).
QC: 5g
0,040
0,044
0,048
0,052
0,056
0,060
0,064
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
A B �
QC: 100g
-0,070-0,065-0,060-0,055-0,050-0,045-0,040-0,035-0,030-0,025-0,020-0,015-0,010
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
QC: 1kg
0,650,670,690,710,730,750,770,790,81
0 20 40 60 80
�������
�����������
(mg)
0,048
0,049
0,050
0,051
0,052
0,053
0,054
0,055
0,056
0,057
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
�������
������������
(mg)
-0,052
-0,051
-0,050
-0,049
-0,048
-0,047
-0,046
-0,045
-0,044
-0,043
-0,0421 3 5 7 9 11 13 15 17 19 21 23 25
�������
������������
(mg)
0,685
0,687
0,689
0,691
0,693
0,695
0,697
0,699
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
�������
������������
(mg)
Σχήμα 1β: Διάγραμμα EWMA του προτύπου σταθμού ελέγχου 5 g (περίοδος: Μαι. 2002 – Δεκ. 2002).
Figure 1b: EWMA chart of 5 g control standard (period: May 2002-Dec. 2002).
10
���µ� 1�: ������µµ� ������� ��� �������� ����µ�� ������� 5 g.Figure 1a: Control chart of 5 g control standard.
���µ� 2�: ������µµ� ������� ��� �������� ����µ�� ������� 100g.Figure 2a: Control chart of 100 g control standard.
���µ� 3�: ������µµ� ������� ��� �������� ����µ�� ������� 1 kg.Figure 3a: Control chart of 1 kg control standard.
���µ� 1�: ������µµ� EWMA ��� �������� ����µ�� ������� 5 g(��������: ���. 2002 � ���. 2002).Figure 1b: EWMA chart of 5 g control standard (period: May2002-Dec. 2002).
���µ� 2�: ������µµ� EWMA ��� �������� ����µ�� ������� 100g(��������: ����. 2002 � ���. 2002).Figure 2b: EWMA chart of 100 g control standard (period: June2002-Dec. 2002).
���µ� 3�: ������µµ� EWMA ��� �������� ����µ�� ������� 1kg. (��������: ����. 2002 � ���. 2002).Figure 3b: EWMA chart of 1 kg control standard (period: Sept.2002-Dec. 2002).
QC: 5g
0,040
0,044
0,048
0,052
0,056
0,060
0,064
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
A B �
QC: 100g
-0,070-0,065-0,060-0,055-0,050-0,045-0,040-0,035-0,030-0,025-0,020-0,015-0,010
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
QC: 1kg
0,650,670,690,710,730,750,770,790,81
0 20 40 60 80
�������
�����������
(mg)
0,048
0,049
0,050
0,051
0,052
0,053
0,054
0,055
0,056
0,057
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
�������
������������
(mg)
-0,052
-0,051
-0,050
-0,049
-0,048
-0,047
-0,046
-0,045
-0,044
-0,043
-0,0421 3 5 7 9 11 13 15 17 19 21 23 25
�������
������������
(mg)
0,685
0,687
0,689
0,691
0,693
0,695
0,697
0,699
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
�������
������������
(mg)
Σχήμα 2β: Διάγραμμα EWMA του προτύπου σταθμού ελέγχου 100g (περίοδος: Ιουν. 2002 – Δεκ. 2002).
Figure 2b: EWMA chart of 100 g control standard (period: June 2002-Dec. 2002).
10
���µ� 1�: ������µµ� ������� ��� �������� ����µ�� ������� 5 g.Figure 1a: Control chart of 5 g control standard.
���µ� 2�: ������µµ� ������� ��� �������� ����µ�� ������� 100g.Figure 2a: Control chart of 100 g control standard.
���µ� 3�: ������µµ� ������� ��� �������� ����µ�� ������� 1 kg.Figure 3a: Control chart of 1 kg control standard.
���µ� 1�: ������µµ� EWMA ��� �������� ����µ�� ������� 5 g(��������: ���. 2002 � ���. 2002).Figure 1b: EWMA chart of 5 g control standard (period: May2002-Dec. 2002).
���µ� 2�: ������µµ� EWMA ��� �������� ����µ�� ������� 100g(��������: ����. 2002 � ���. 2002).Figure 2b: EWMA chart of 100 g control standard (period: June2002-Dec. 2002).
���µ� 3�: ������µµ� EWMA ��� �������� ����µ�� ������� 1kg. (��������: ����. 2002 � ���. 2002).Figure 3b: EWMA chart of 1 kg control standard (period: Sept.2002-Dec. 2002).
QC: 5g
0,040
0,044
0,048
0,052
0,056
0,060
0,064
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
A B �
QC: 100g
-0,070-0,065-0,060-0,055-0,050-0,045-0,040-0,035-0,030-0,025-0,020-0,015-0,010
0 10 20 30 40 50 60 70 80
�������
������������
(mg)
QC: 1kg
0,650,670,690,710,730,750,770,790,81
0 20 40 60 80
�������
�����������
(mg)
0,048
0,049
0,050
0,051
0,052
0,053
0,054
0,055
0,056
0,057
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31
�������
������������
(mg)
-0,052
-0,051
-0,050
-0,049
-0,048
-0,047
-0,046
-0,045
-0,044
-0,043
-0,0421 3 5 7 9 11 13 15 17 19 21 23 25
�������
������������
(mg)
0,685
0,687
0,689
0,691
0,693
0,695
0,697
0,699
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15
�������
������������
(mg)
Σχήμα 3β: Διάγραμμα EWMA του προτύπου σταθμού ελέγχου 1 kg. (περίοδος: Σεπτ. 2002 – Δεκ. 2002).
Figure 3b: EWMA chart of 1 kg control standard (period: Sept. 2002-Dec. 2002).
Ανατολή ΠαρασκευάΔιπλ. Μηχανολόγος Μηχανικός, Ελληνικό Ινστιτούτο Μετρολογίας (E.I.M.), Βιομηχανική περιοχή Θεσ/νίκηςΖωή ΜεταξιώτουΧημικός Μηχανικός, Ph.D., Προϊσταμένη Εργαστηρίου Ροής και Όγκου, Ελληνικό Ινστιτούτο Μετρολογίας (E.I.M.)Χρήστος ΜήτσαςΦυσικός, Ph.D., Διευθυντής Μηχανικών Μεγεθών, Ελληνικό Ινστιτούτο Μετρολογίας (E.I.M.)
28 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 29
AbstractAn attempt is presented to evaluate the procedures that are followed by the mass laboratory of the Hellenic Institute of Metrology, by implementing a process measurement assurance program. This program is based on the usage of suitable check standards and the analysis of the generated results by means of statistical process control. The program is capable of assuring the quality of the provided calibration service in real time while characterizing the measurement process. The basic element of the program is the use of control charts for the determination of bias and variability of the measurement process. From the analysis of the results in the present work it is concluded that the measurement of mass between 5g to 1kg, as performed in the specific laboratory, is under statistical control although it presents a biased tendency as well as variability that cannot be solely justified by the contribution of the measurement instrumentation. During the process control some factors of external variability were identified and eliminated. Finally, both the bias and the variability of the process were found to be totally acceptable in relation to the uncertainty of the reference values of the check standards and the stated uncertainty of measurement from the laboratory, respectively.
In the present work the first results of the implementation of a process measurement assurance program for a period of 18 months in the mass laboratory of the Hellenic Institute of Metrology are presented. The results are evaluated with respect to the significance of bias and variability present and the attainment of statistical control of the measurement process. Additionally, both bias and variability are compared to the uncertainty of the reference values of the check standards and the uncertainty of measurement attributed by the laboratory, respectively, with the intention of evaluating the “goodness” of the results of mass calibrations that are performed in EIM’s mass laboratory.
The term ‘measurement process’ implies the inclusion of the parameters that shape the result of a measurement, i.e. the instrumentation, the environmental conditions, the operator and the standard operations procedures, among others. Thus,
measurement results are the outcome of the implementation of a measurement process that usually includes several error sources. In view of this, it is of major importance that these errors are identified, evaluated and controlled. One way of achieving this goal is by quantifying the goodness of measurements in terms of: a) bias, meaning the difference between the average of measurements made on the same object and its true value, ; b) variability, meaning the ability of a measurement process to reproduce the same result under different measurement conditions.
The development of a process measurement assurance system is based on data collection using check standards [10]. In essence it comprises a sampling of the measurement process during an extended time frame, following the same procedures and standard operating practices that are already used in the laboratory. Applying statistical analysis methods to the check standard, data variability stemming from the instrumentation and from the measurement process can be distinguished. The statistical process control can be demonstrated graphically by using control charts [13]. Control charts are characterized by a baseline, which is the mean value of all the measurements made with the check standard, an upper (UCL) and a lower (LCL) control limit. Another type of control chart that can be used is based on signal processing techniques, where the statistical parameter that is used for the measurement process control acts as a low-pass filter and is named exponentially weighted moving average (EWMA). Its main characteristic is the use of a weighting factor λ which gives less importance to data that are further removed in time from the current measurement.
Once the control charts have been established, the measurement process enters the monitoring stage. Each new measurement with the control standard is incorporated into the control chart in real time, so that the examination of the chart on a regular basis can identify drift in the process. In a measurement process that is under statistical control, measurements are within the control limits and are symmetrically distributed about the baseline. In case where the points of the control chart indicate a tendency or there
Extended summary
Implementation of a Process Measurement Assurance Program in Calibration Laboratories
A. PARASKEVA Z. METAXIOTOU C. MITSASMechanical Engineer Chemical Engineer, Ph Dr Physicist, Ph Dr

28 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 29
is a collection of a large number of new measurements, the characteristics of the charts are re-calculated.
In the experimental section of this work, three weight standards with nominal values 5g, 100g and 1kg and an uncertainty mass value of 5ppm were chosen to be used as check standards. The weights are made of stainless steel according to OIML requirements [21] and are calibrated by a (DKD) calibration laboratory in Germany. The values of their calibration certificates were considered as “reference values”. For the mass measurements, the weights were compared through J=6 weighing cycles with reference weights of the same nominal value, respectively, and with a relative uncertainty mass value of 1,5 ppm, and the mass difference Δm was calculated via equation 10. Two mass comparators from EIM’s mass laboratory were used, a METTLER-TOLEDO AT106H with maximum capacity 111g and a Sartorius CC1000S-L with maximum capacity 1002g. The environmental conditions of the laboratory were recorded every two minutes.
The experimental measurements began on June 2001 after the installation of the equipment in EIM’s new mass laboratory and the operation of the air-conditioning system on a continuous basis. A collection of 44 measurements i.e. the mass difference Δm between the check standard and the corresponding reference weight per check standard was used for the establishment of the historical data base and the construction of the control charts. The evaluation of the results is presented up to December 2002, although the data collection is still in operation and is a procedure incorporated into the laboratory’s quality assurance system.
The first region, A, on all three control charts (fig 1a, 2a, 3a) is characterized by a relatively wide spread of data, which can be justified by variations in air density inside the laboratory, spaetial hysteresis effects, changes in the air-conditioning operation as well as draughts that were formed until the room reached a thermal equilibrium. For these reasons these measurements were not used in the calculation of the control chart parameters.
Region B on the control chart for the 5g check standard (fig 1a) has smaller variability when compared to that of region A, and this can be attributed to the stabilization of the environmental conditions in the laboratory, since no other modification was made in the measurement process. With these measurements being the historical data, the base line and the upper and lower limits of the control charts were calculated. Region C represents the monitoring stage of the measurement process. The control limits of this region are unchanged with respect to the corresponding limits of region B, thus it can be concluded that the measurement process is under statistical control. The EWMA control chart (fig 1b) shows that, with the exception of one point, there is no violation of the control limits, although these are less tolerant as compared to the corresponding limits of the first chart. In addition, after an initial stage of instability the process is characterized by the absence of any drift in time.
For the measurement of the 100g check standard the same mass comparator was used as for the measurement of 5g. After the initial stage of instability, the next 20 measurements were used to calculate the base line and the control limits. During the measurement process the weight standards had to be re-calibrated as was scheduled in the laboratory’s quality assurance system. During that period an auxiliary set of weight standards was used as reference weights. In addition, a change in the measurement process required the weights to be acclimatized inside the balance chamber so as to further reduce the temperature differences between the balance and the weights to be measured. After the re-calibration of the weights the base line was not affected while the variability of the measurements, due to the above mentioned change in the process, was reduced. A similar reduction in the 5g control chart was not observed since heat transfer occurs on a time scale almost 10 times smaller than that of 100g and therefore does not affect the measurement. The EWMA control chart shows two violations of the control limits (and this is under investigation) and data seem to exhibit a temporal correlation. Finally, fig 2a and 2b show that the process is marginally under statistical control.
Figure 3a shows an increasing tendency in the measured value of the mass difference for the 1kg check standard, which resulted in several violations of the upper control limit. It was speculated that these violations were due to a contamination of the check standard either because of possible damage of the surface during their use, or because of the adsorption of particles in the surface. In any case, in order to rectify the situation cleaning was performed by using distilled water and ultrasonic bath. After cleaning, several measurements were performed in order to check the stability of the weight mass and the data collection continued. The cleaning of the check standard reduced the mean value of the measurements, whereas the observed further reduction of the variability was attributed to the change in the weight acclimatization. The next 15 measurements aimed at controlling the quality of the measurement system. Figure 3a shows that the process is under statistical control with no indication of drift in the measured mass difference. With the exception of one point, figure 3b indicates the same tendency while supporting the stability of the measuring process.
Table 1 presents the results of the process variability (standard deviations schkstd and s1) as well as the variability ratio (schkstd
2 / s12 ) and the F-test with critical value that was
calculated from the Fcrit=F(0,05, N-1, (J-1)N). The F-test outcome shows that the squares of the two standard deviations are not estimations of the same variance, rather the process variability is significantly higher than the repeatability of the measuring instrument. All time-dependent sources of uncertainty are quantified in terms of the schkstd value and this enables for the first time the comparative evaluation of the different types of contributions to the final evaluation of the measurement uncertainty as stated by the mass laboratory. From table 1, it is also concluded that even though the

30 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 Τεχν. Χρον. Επιστ. Έκδ. ΤΕΕ, V, τεύχ. 1-2 2003, Tech. Chron. Sci. J. TCG, V, No 1-2 31
uncertainty analysis of the mass laboratory ignores the contribution of time-dependent uncertainty factors, their influence cannot undermine the final uncertainty estimation. Accordingly, the ISO “GUM” approach for EIM’s mass laboratory leads to a safe estimation for the measurement uncertainty and this is substantiated experimentally for the first time.
Table 2 shows the “reference values” of the check standards and the corresponding uncertainties based on their calibration certificates, as well as the bias of the grand mean calculated as X – Δmr. In all three cases the value of the experimentally calculated grand mean is noticeably lower than the respective “reference value”. A plausible method of evaluating the significance of this deviation and thus the quality of the measuring result of the grand mean, is by calculating the deviation En normalized with respect to the stated uncertainties [24]. Absolute values of En less than unity state that the deviation (bias) is within acceptable limits. According to table 2, bias estimation is within acceptable limits given the uncertainty of the check standards’ “reference values” and the measurement
uncertainty of the mass laboratory.
In conclusion the main points of this work are:• A process measurement assurance program characterizing
the measurement process in real time has been implemented successfully for the first time in the mass laboratory of the Hellenic Institute of Metrology.
• The measurement process that is followed in EIM’s mass laboratory for the calibration of weight standards with nominal values 5g, 100g and 1kg is under statistical control.
• The repeatability of the measuring equipment and the total contribution of all time-dependent sources of measuring uncertainty (process variability) are quantified on the basis of experimental data.
• The repeatability of the measuring equipment is statistically significantly lower than the process variability.
• The reliability of the estimation of measuring uncertainty of EIM’s mass laboratory according to ISO “GUM” is supported for the first time by experimental data.
Anatoli ParaskevaDipl. Mechanical Engineer, Hellenic Institute of Metrology (EIM), Industrial Area of ThessalonikiZoe MetaxiotouChemical Engineer, Ph.D., Head of Flow and Volume Laboratory, Hellenic Institute of Metrology (EIM)Chris MitsasPhysicist, Ph.D., Director of Mechanical Measurements Department, Hellenic Institute of Metrology (EIM)